mre rations in all-polymeric pouches and why would we want to go there! tom dunn printpack inc....
TRANSCRIPT

MRE Rations in All-Polymeric Pouches and why would we want to go there!
Tom Dunn
Printpack Inc.
Atlanta, Ga
Why do we wanna go there?
Look at current MRE packaging Really look at current MRE packaging! Look at current MRE logistics Consider novel food processing techniques Assess their impact on packaging requirements
Identify critical success factors for this packaging Consider alternatives for achieving this mission!
Review results to date Anticipate future development

A look at current MRE packaging
He that will not apply new remedies must expect new evils;
for time is the greatest innovator.
Things alter for the worse spontaneously,
if they be not altered for the better designedly.
~Francis Bacon


Really look at current MRE packaging
LEN
GT
H
WIDTHDEPT
H

Foil Pouch Lamination: Entrees
Polyolefin
Oriented PET
Aluminum Foil
Oriented BON
Light, Oxygen, Water Vapor Barrier/ Stiffness
Puncture Resistance
Pouch Sealing / shock absorbance
Puncture Resistance, Heat resistance
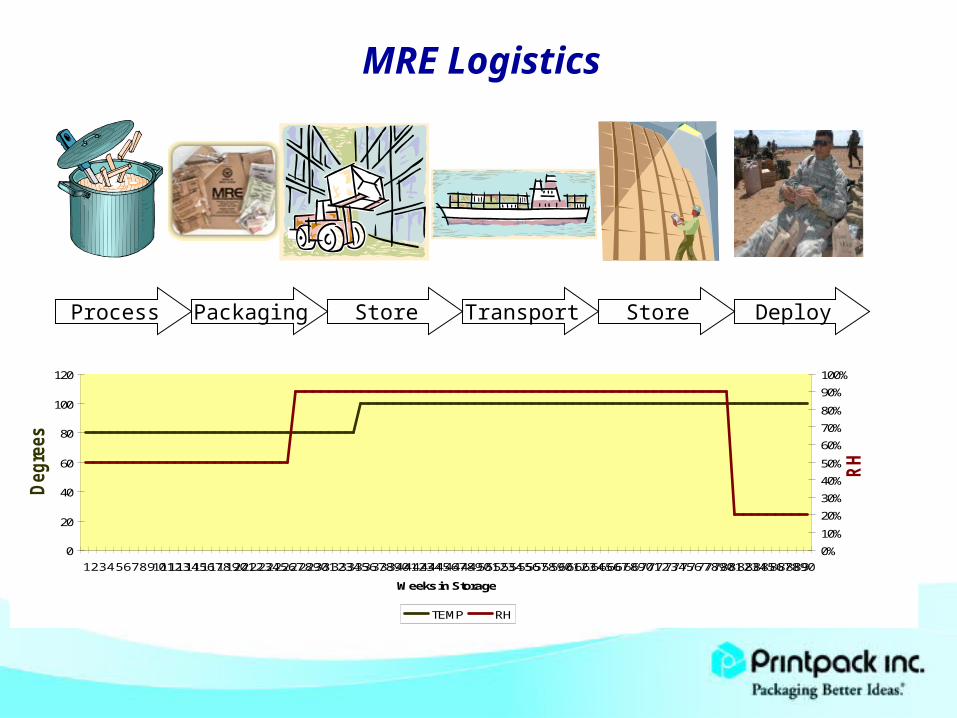
MRE Logistics
Process Packaging Store Transport Store Deploy
0
20
40
60
80
100
120
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990
Weeks in Storage
Degre
es F
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
RH
TEMP RH

Novel Food Processes: Impact Factors
PROCESSMinutes @
121ºCPRESSURE (psi) STATUS
Retort ~40-50 13 Commercial
MWS ~5 35 Developmental
PATS ~5 100,000 Developmental
HPPMax: ~40-
100ºC70,000 Commercial
eHPPMax: ~40-
100ºC150,000 Research

Process/Packaging Impact
PROCESS PACKAGING IMPACT
Retort High thermal stability
MWS Thermal stability; microwave transparency
PATS low volatiles; conformable; thermal stability;
HPP low volatiles; conformable
eHPP low volatiles; conformable; tbd

Process/Logistics Impact
PROCESS LOGISTICS IMPACT
Retort
MWS
PATS
HPP
eHPP
Adapt the Packaging!

Adapt the packaging to microwave sterilization!
PROCESS Packaging Success Factors
MWS Microwave transparent
Light barrier
Oxygen barrier
Water vapor barrier
Resistant to transient high temperatures
Stiffness
Weight

Plan of Attack: Packaging for MWS
FACTOR OBJECTIVE
MW transparent
Non-foil and ?
Light 100% Opaque or ?
Oxygen NSRDEC 0.01 cc-day/100 sq. in./atmosphere or ?
Water vapor NSRDEC 0.06 gm-day/100 sq. in./atmosphere or ?
Temp Resist 121ºC for 7 minutes
Stiffness Equal to foil pouch
Weight Equal to/less than foil pouch
Cost Equal to/less than foil pouch
OtherBurst, puncture resistance, etc. equal to/greater than foil pouch

Tactics
OBJECTIVE APPROACH
MW transparent Develop assessment method; assess candidates
Light Determine scope of need; assess candidates
Oxygen NSRDEC target
Water vapor NSRDEC target
Temp Resist Familiar polymers (heat set & melting point)
Stiffness oriented films with modulus ~ foil
Weight Familiar polymers with density less than foil
Cost Map territory around above targets
Other Familiar polymers

Light Barrier Results
Virginia Tech review of photodegradation chemistry of MRE foods Organoleptic and nutritional values at risk Wide spectrum (UV-visible light) of active harmful light energy
Virginia Tech development of lab model to assess light barrier effectiveness
Olive oil and yogurt as model foods Hexanal as target indicator Link hexanal generation to UV-Vis light absorption of packaging materials
Design light barrier in packaging materials Opacified polymer layer(s) Opacified adhesive layer(s)
Confirm effectiveness with accelerated shelf life assessments

Microwave Transparency Results WSU adapted dielectric properties food method to flexible packaging
e’: ability of a material to store electromagnetic energy e“: ability of a material to dissipate electric energy as heat
Carbon black Limited FDA food-contact approval Known microwave absorption
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
2.55 2.6 2.65 2.7 2.75 2.8 2.85 2.9 2.95 3 3.05
Dielectric Constant
Loss Factor
Carbon BlackCarbon Black
Clear
1 opaque adhesive
Figure A: Dielectric properties
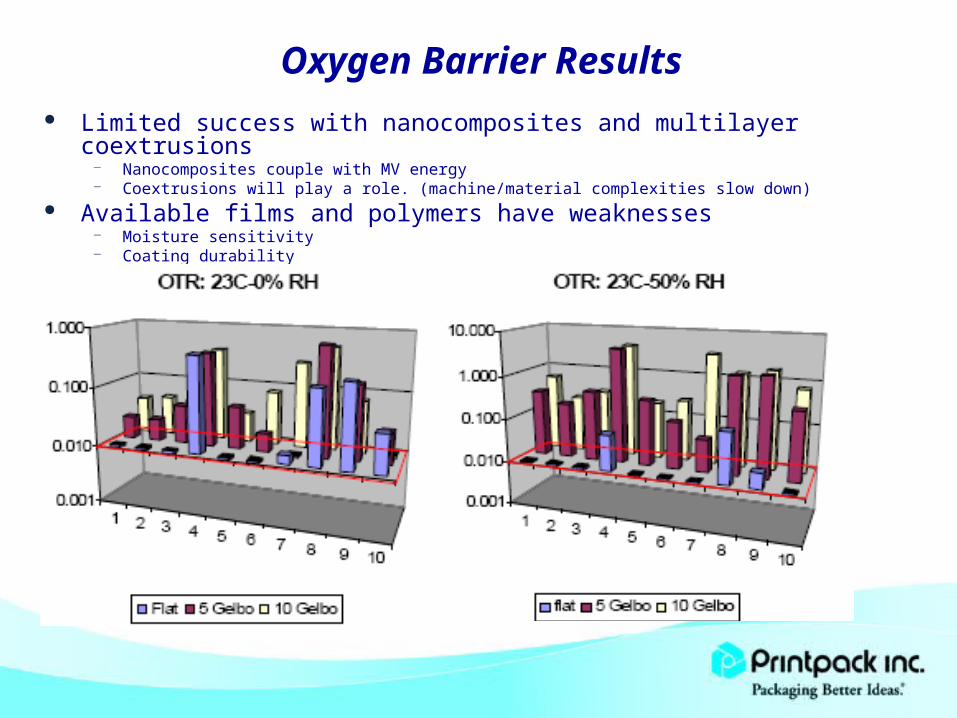
Oxygen Barrier Results Limited success with nanocomposites and multilayer coextrusions
Nanocomposites couple with MV energy Coextrusions will play a role. (machine/material complexities slow down)
Available films and polymers have weaknesses Moisture sensitivity Coating durability

Water Vapor Barrier Results Simple polyolefins best MVTR providers
Strong thickness impact Coatings the other alternative
High Barrier WVTR Coating durability issue “Saran” Coating presents environmental negatives
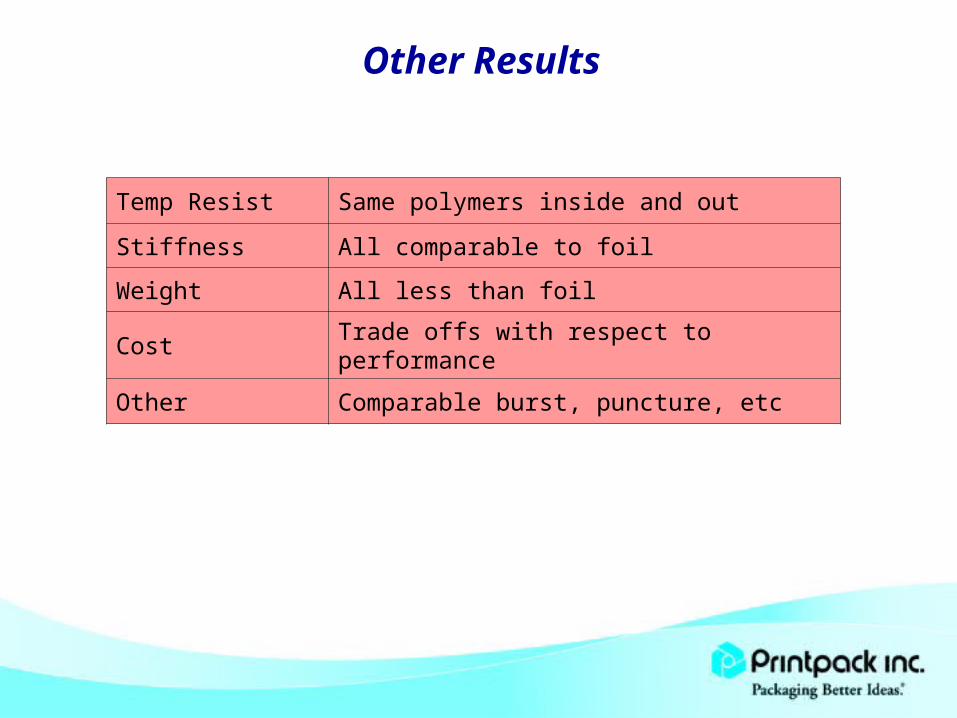
Other Results
Temp Resist Same polymers inside and out
Stiffness All comparable to foil
Weight All less than foil
Cost Trade offs with respect to performance
Other Comparable burst, puncture, etc

Pouch laminations: Foil v. Polymeric
Polyolefin
Oriented PET
Aluminum Foil
Oriented BON
Polyolefin
Oriented PET
Coated PET
Coated BON
Barrier Coating

Pouch laminations: Foil v. Polymeric
Polyolefin
Oriented PET
Coated PET
Coated BON
Light, Oxygen, Water Vapor Barrier/ Stiffness
Puncture Resistance
Pouch Sealing / shock absorbance
Puncture Resistance, Heat resistance

Arrive where we started and know the place for the first time

Future Developments/Packaging
1) On-pack Time & Temperature Integrator
2) Shelf life modeling of logistics factors Sensitivity analysis for barrier levels Contribution to shelf life of secondary packaging
3) Microwave interaction with polymeric chemistry
4) Within pouch-type/between process shelf life comparisons
5) Impact of packaging on nutritional factors over time Cross process technology comparison Foil- and Polymeric- pouches comparison
6) Failure analysis: packaging volatiles during HPP
7) Definition of Quality Plan for MWS pouches
8) Technology transfer to commercial applications
