m/s. maithri drugs pvt. ltd. - welcome to environment · 2016-06-06 · certificate issued by a.p...
TRANSCRIPT

0 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Pre-Feasibility Report (Proposed Expansion of APIs & Its Intermediate
Manufacturing Unit) of
M/s. Maithri Drugs Pvt. Ltd. Sy.No. 222,223 part, 224-226 & 205
Notified Industrial Area, Bonthapally, Jinnaram (M), Medak District, Telangana
INDIA
Submitted to
SEIAA ‘Paryavarana Bhavan’, A3, Industrial Estate,
Sanathnagar, Hyderabad - 500018 Telangana State
Prepared by KKB Envirocare Consultants Pvt. Ltd.,
Tarun Plaza, 1st Floor, 3-5-244, NFC Main Road, Krishna Nagar Colony, Moula-Ali,
Hyderabad–500 040
NABET: Sl. No.102 NABET List as on 9th May 2016
June 2016

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
1 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table of Contents
S.No Description Page No
1.0 Executive Summary 5
2.0 Introduction 8
2.1 Identification of the proposed project 8
2.2 Project Proponent
8
2.3 Brief Description of Nature of the Project
9
2.4 Need for the Project and its Importance to the Country and or Region
10
2.5 Demand and Supply Gap
10
2.6 Imports vs. Indigenous production, Export Possibility, Domestic/Export Markets
10
2.7 Employment generation (Direct & Indirect) due to the proposed expansion project
11
3.0 Project description
11 3.1 Type of the project
11
3.2 Location 11
3.3 Alternate sites 13
3.4 Size or Magnitude of Operation 13
3.5 Project Description 15
3.6 Raw Materials 15
3.7 Resources Optimization / Recycling and Reuse 16
3.8 Availability of Water and Energy 16
3.9 Quantity of Wastes Generation and their Management / Disposal 16
3.9.1 Product wise Estimated Wastewater Quantity and its Pollution Loads
16
3.9.2 Water requirement and Wastewater Generation and their Management Disposal
23
3.9.3 Hazardous/ Solid Waste Generation, Handling and their Disposal
25
3.10 Schematic Flow Sheet for EIA Procedure
27
4.0 Site Analysis
27

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
2 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
S.No Description Page No
4.1 Connectivity
27
4.2 Land Form, Land use and Land Ownership
28
4.3 Topography
28
4.4 Existing Land Use Pattern 28
4.5 Existing Infrastructure
28
4.6 Soil Classification
29
4.7 Climate Data from Secondary Sources
29
4.8 Social Infrastructure 29
5.0 Planning
29
5.1 Planning Concept
29
5.2 Population Projection
30
5.3 Land use Planning 30
5.4 Assessment of Infrastructure Demand
30
5.5 Amenities/Facilities
30
6.0 Proposed Infrastructure
31
6.1 Industrial Area
31
6.2 Residential Area
31 6.3 Greenbelt 31
6.4 Social Infrastructure 31
6.5 Connectivity 31
6.6 Drinking Water Management
31
6.7 Sewerage System
32
6.8 Industrial Waste Management
32
6.8.1 Process Emissions Management
32
6.8.2 Solvent management for effective recovery:
36

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
3 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
S.No Description Page No
6.8.3 Emissions – Utilities
36
6.8.4 Noise Environment
38
6.9 Hazardous/ Solid Waste Management
38
6.10 Power Requirement & Supply / Source
38
7.0 Rehabilitation and Resettlement (R&R) Plan
39
8.0 Project Schedule & Cost Estimates
39
8.1 Time Schedule for the Project Construction
39
8.2 Estimated Project Cost
39
9.0 Analysis of proposal (Final Recommendations)
39
9.1 Budgetary allocation for Pollution Control Measures
40
Tables
1 Salient features of the proposed project
6
2 Land Use & break up details 8
3 Existing products with its capacity 13
4 Proposed Products with its Capacity
14
5 Product wise Pollution Load
19
6 Existing Water requirement and wastewater generation 23
7 Proposed Water balance and Segregation 24
8 Effluent Quantity and Treatment Flow for as per segregation
25
9 Existing Hazardous/SW Generation, Handling & Disposal details 26
10 Proposed Hazardous/SW Generation, Handling & Disposal details 26
11 Land Use Pattern of the Project Area
28
12 Proposed Process Emissions-Product wise 33
13 Maximum Quantity of Process Emissions for Proposed Products 35
14 Stack Emission Details
37
15 Budgetary allocation for Pollution Control Measures
41
Figures
1 Location of the proposed project 12

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
4 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Annexures I EC order copy dated 11-09-2006 II Certified Compliance Report from MoEF&CC regional office III CFO dated 18-01-2010 IV CFO dated 13-5-2011 V RoC (Certificate of Incorporation) copy VI CFE – CPM dated 15-3-2016 VII ToR copy from MoEF VIII G.O.Ms.No.120 dated 22-10-2013 issued by Govt. of A.P. – Declaring
Industrial Area IX Process description & flowchart
X Plant Layout XI List of Hazardous Chemicals (Raw Materials) XII List of Other Raw materials XIII ETP schematic flow diagram XIV Schematic flow sheet for EIA procedure XV Google map showing Longitude and Latitude of Project location XVI Topographical map with 10 km buffer XVII Soil analysis report XVIII Groundwater quality analysis report

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
5 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
1.0 Executive Summary
The proposed expansion industry was established during 1988 in the name of M/s. Bell Remedies Limited to produce Sulfamethoxazole (10 TPM) as per No Objection Certificate issued by A.P Pollution Control Board vide Lr.No.190/PCB/446/88-1139 dated 21.06.1988 and obtained Consent Order vide letter No. 1611/PCB/W/89/561 dated 10-08-1989. During the year 1994, the industry entered into the Agreement of sale and was renamed as M/s. Bajaj Organics Pvt. Ltd., and obtained the CFE of the Board vide order No. NI- 42/PCB/RO-SRD/94-1013 dated 24-10-1994 for manufacturing Sulfamethoxazole (10TPM) and Ibuprofen (15 TPM). During 1994 the Board has further issued 2nd NOC (vide Lr. No. NI-2/PCB/RO-SRD/95-445 dated 9-8-1995) for manufacturing both Sulfamethoxazole and Ibuprofen. However, the industry could not operate the plant due to various technical and financial constraints and went sick. During the year 2005, the official liquidator of High Court of Andhra Pradesh, the unit was released by the Court in favour of M/s. Bajaj Organics Pvt. Limited. Accordingly, application submitted in accordance with MoEF Notification No.J-21011/8/98-IA.II (I) dated 14th May 2002 for expost facto environmental clearance. The Ministry of Environment and Forests has issued the ex-post facto Environmental Clearance to the industry vide letter No. J-11011/295/2006-IA II (I) dated 11-09-2006 (Annexure I) & its certified copy of the compliance report approved from MoEF&CC Regional Office dated 17-5-2016 (Annexure-II). Industry has obtained permission to manufacture Sulfamethoxazole with production capacity of 10 TPM from the State Pollution Control Board vide Consent Order No. APPCB/PTN/PTN/ 1611/CFO/2010-2296 Dated 18-01-2010 (Annexure-III). Further renewal of consent & authorization was issued for manufacturing of Sulfamethoxazole with production capacity of 10 TPM on regular basis vide Consent Order No. APPCB/PTN/PTN/ 1611/HO/CFO/2011-543 dated 13-05-2011(Annexure-IV). M/s. Maithri Drugs Pvt. Ltd., incorporated in Feb 2013 (vide ref enclosed certificate of incorporation as (Annexure V) and procured the assets of M/s Bajaj Organics Pvt. Ltd in June 2013 and obtained the Consent for Establishment (CFE) (Change of product mix) in the name of Maithri Drugs Pvt.Ltd from SPCB (Vide ref of Order No. 03/TSPCB/CFE/RO—RCP-II/HO/2016/2999; Dated 16.03.2016) (Annexure-VI). with a total production capacity: 120 TPA (10 TPM) (from 18 products i.e., any 1 product at a time on campaign basis). Industry submitted form 1 application to MoEF&CC, Delhi and obtain TOR for expansion vide dated F.No. J-11011/39/2014-IA II(I) dated 28-11-2014. (Annexure-VII) and completed base line studies from Oct’15 to Dec’15 considering the formation of SEIAA in Telangana and proposing to change in proposal for expansion. We are submitting

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
6 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
form 1 application to SEIAA for issue of TOR considering its baseline period for Oct’15 to Dec’15. The salient features of the proposed project are given below Table 1.
Table 1: Salient features of the proposed project
S.No Parameter Description I Project Details a Proposed & Existing
Products with capacity
Proposed: 540 TPA with R&D support facility (15 Products at a time out of 59) Existing : 120 TPA (1 product out of 15 products)
b Category of Project as per EIA Notification & Amendments
The proposed expansion project will fall under 5 (f) Category “B” (Based on G.O.Ms.No.120 dated 22-10-2013 issued by Govt. of A.P. – Declaring Industrial Area) is enclosed as (Annexure VIII).
c Project Location & Lat/Longs
Sy.No. 222,223 part, 224-226 & 205, Notified industrial area, Bonthapally, Jinnaram (M), Medak District of Telangana. GPS Coordinates (Center of the project) Latitude 170 40’ 4.70” N Longitude 780 22’ 48.44” E
d Topographical map No E44m/5 (56k/5), E44m/6(56k/6) Source: SOI e Elevation (msl) 625 Meters f Project Cost
(Rs.in Crore) Total estimated cost of the project : Rs.110 Crore towards purchase of land, building, plant & machinery (Rs. 12 Crore existing & Rs. 98 Crore proposed investment).
g Proposed EMP Capital Cost & EMP Recurring Cost
Rs 11 Crore (including existing Rs. 1.43 Crore) Rs. 9.58 Crore per annum.
II Resources a Water Requirement &
source of water Total water: 632.5 KLD (Fresh water :457.5 KLD & Recycle water 175 KLD) Source : Groundwater through outside Tankers
b Power requirement & source
5000 KVA Source: TSSPDCL (Telangana State Southern Power Distribution Company Limited).
c Utilities Boiler : 10 TPH; 5 TPH & 3 TPH Coal fired boilers & 2 Lakh K.cal/hr coal fired TFH. Existing: 1 TPH Coal fired (proposed to dismantle) Coal: 74 TPD

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
7 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
D.G sets : Proposed: DG sets with 1010 KVA x 3 No 650 KVA & 380 KVA. Existing: 125 KVA DG Set will be dismantled. Fuel : 812 Lit/hr
d Manpower requirement
800 Members (Direct: 500 & Indirect 300 nos)
III Other Details from the proposed project a Nearest Railway
Station/Airport Secunderabad : 29 Km Airport :Rajiv Gandhi IAP: 47 Km
b Nearest Highway SH 6 – 0.7 Km c Nearest Town/City Hyderabad and ORR of Hyderabad : 9 Km
Jinnaram 5.6 Km d Nearest Habitation Shapurnagar 0.9 Km from the industry Reserved Forests Narsapur R.F (Dense Mixed Jungle) >2.5 km (W)
Nawabpet R.F (Fairly Dense Scrub) >9 km (NE) Kanukunta R.F (Dense Scrub) >8 km (NE) Wailal RF (Dense Mixed Jungle) >6 km (S) Pottagadda RF (Dense Mixed Jungle) > 7.5 km (SW) Kazipally RF (Dense Scrub) > 8 km (S) Dundigal RF (Dense scrub) > 8 km (S)
f Water bodies (surface) No water bodies less than 0.5 km Gummadidala erra cheruvu - 2.4 km (NNW) Pond near Kattalindagudem - 1.2km (W) Ran cheruvu - 2.6 km (SW)
g Defence installation Dundigal air force station at 0.5 Km (NE-S) IV Wastewater
generation & disposal
Total proposed wastewater will be around 199 KLD, which will be segregated into HTDS/HCOD and LTDS/LCOD and will be send to the ETP- ZLD.
V Solid Waste Managemnent & disposal
Solid waste mainly segregated into process organic residues, inorganic salts and spent carbon. These wastes are hazardous in nature as they emanate from the chemical reactions or un-reacted chemical wastes.
Organic residues & Spent carbon will be disposed of to Cement plants as recommended by CPCB for use as alternate fuels either in the solid or liquid form.
Inorganic salts are to be sent for landfill at HWMP – TSDF.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
8 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
2.0 Introduction 2.1 Identification of the Proposed Project M/s. Maithri Drugs Pvt. Ltd. proposes expansion of APIs and its Intermediates manufacturing facility in the existing facility at Sy.No. 222,223 part 224-226 & 205 (Notified Industrial Area) Bonthapally, Jinnaram (M), Medak District of Telangana State. The proposed expansion of APIs and its Intermediates manufacturing unit is proposed in the existing facility of 3.1 Ha (31,000 sq.m) and with additional land of 2.3 Ha (23,000 sq.m) totaling 5.4 Ha (54,000 sq.m). The land use pattern of the project is presented. The land use & land breakup for the proposed and existing are given in below Tables 2.
Table 2: Land Use & break up details
S.No
Description Existing Proposed Total
Area (Ha) Area (Ha) Area (Ha) %
1. Built-up area 1.45 27 2. Roads 1.43 26 3. Open & vacant area 0.63 12 4. Greenbelt 1.89 35
Total 3.1 2.30 5.4 100 2.2 Project Proponent As the proposed industry is being established by the technocrats, who have been successfully operating similar units around Hyderabad become a Growing Group in Pharmaceuticals. MSN Group is envisaged that the industry would be operated in a clean and safe manner and would remain as a Model example in protection of Environment by adopting the policy of sustainable development. MSN Group is one of the fastest growing manufacturers of Active Pharmaceutical Ingredients (APIs) and finished dosages in India. Established in the year 2003, MSN Group comprises of four API manufacturing plants, one finished dosage facility and a dedicated Technology development center. MSN Group management comprises of top notch professionals, with extensive experience in synthetic chemistry, process engineering, quality, IT, SCM, marketing, regulatory requirements and environmental safety and a proven track record in pharmaceutical industry. Thriving on the platform of innovation and excellence, it has developed and grown into a successful and profitable enterprise with a portfolio covering all the major therapeutic range. The plants of MSN group are ISO 9001-2008 certified, WHO: GMP, EU: GMP and USFDA approved. The

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
9 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
manufacturing units are designed as per WHO- GMP standards and sustaining to the principles of Quality, Safety and sound Environment. The proposed project is APIs & its Intermediates manufacturing facility. The manufacturing process of APIs consists of chemical synthesis and multiple stage of processing involving different types of chemical reactions. These drugs are mainly used for human Medication after Formulation activity to be used for various diseases. In this connection, the project proponent is applying Form-I along with draft Terms of Reference (TOR) for obtaining TOR for the preparation of EIA, in line with issue of Environmental Clearance. Hence, a technical pre-feasibility report highlighting the proposed APIs and its intermediates including various operations and waste generation cum mitigation measures has been prepared & submitted to the State Environmental Appraisal Committee (SEAC) along with Form 1 & Draft TOR for approval & issue TOR. 2.3 Brief Description of Nature of the Project The project proponent proposed to expand the existing manufacturing unit. The products manufactured are used in API formulation industry, which are used by human beings in the normal life. The manufacturing process of API’s consists of chemical synthesis extending to maximum of ten stages of processing involving different type of chemical reactions. The entire process involves various technical, skilled and unskilled persons with due care to meet various standards prescribed by authorities. The final products are tested by sophisticated quality equipment before approval for further processing by API formulation companies. The technology for manufacturing the listed products under the proposed expansion were available with in-house R&D & private consultants. Industry will implement only the proven technologies in the R&D Department for the cost effective & environment friendly practices.
Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
10 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
2.4 Need for the Project and its Importance to the Country and or Region The Indian pharmaceutical industry valued at $16 billion has portrayed tremendous progress with reference to infrastructure development, technology base creation and a wide range of production. The pharmaceutical industry produces API belonging to major therapy groups. India ranks 4th worldwide accounting for 8 per cent of the world's production (in terms of volume) and 13th in terms of value, the Indian pharmaceutical industry has the potential to achieve over Rs.2, 00,000 Crore in formulations and API production. The industries now produces API belonging to all major therapeutic groups requiring complicated manufacturing process and has also developed Good Manufacturing Practices (GMP) facilities for the production of different dosage forms. The Pharma industry exports drugs and pharmaceuticals worth over $ 4.5 billion. It ranks 17th in terms of export value of bulk activities and dosage. Indian exports cover more than 200 countries including the highly regulated markets of USA, Europe, Japan and Australia. At a growth rate of 7 per cent per year, the pharmaceutical industry in India is well set for rapid expansion. As a result of the expansion, the Indian pharmaceutical and healthcare market is undergoing a spurt of growth in its coverage, services, and spending in the public and private sectors.
2.5 Demand and Supply Gap The products manufacture by the proponent has a great demand in Japan, China, France, Germany, Belgium, South Africa, USA, Canada, Brazil, Guatemala, Argentina, & Mexico etc. In addition, the products are also has great demand in domestic market which are majorly consumed by Dr. Reddy labs, NATCO, Mylan etc. It is reported that there is an increase in the consumption of these products by about 5-6% every year. The increase in imports directly indicates the gap in the demand and supply of the products in the domestic markets. 2.6 Imports vs. Indigenous production, Export Possibility, Domestic/Export Markets At present, the China is dominating the API market all over the world. The India was importing all major intermediate chemicals required for manufacturing lifesaving drugs i.e., Anti-Cancer Drugs, Anti-ulcer, Antidepressant, Antifungal, Antibacterial, etc. Most of our imports are from Chinese companies and thus we are losing our valuable foreign reserves to China. As mentioned above, the imports have gone up from Rs.4000 in 2005 to about Rs.10000.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
11 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
2.7 Employment generation (Direct & Indirect) due to the proposed expansion project Employment generation will be around 800 members (500 direct & 300 direct) by the proposed expansion project including the existing facility. 3.0 Project description 3.1 Type of the project
M/s Maithri Drugs Pvt Ltd proposed to expand its API and its intermediates manufacturing facility. As per the EIA notification dated 14th September, 2006 and amendments thereof. The proposed expansion project will fall under 5 (f) Category “B” (Based on GO MS. No 120 Dated 22.10.2013 issued by Government of AP – Declaring industrial area) and it was enclosed as (Annexure VIII).
3.2 Location
The proposed project is being located at Sy.No. 222,223 part, 224-226 & 205 (Notified Industrial Area), Bonthapally, Jinnaram (M), Medak District of Telangana. The details of the proposed project location and lay out of the proposed expansion including the existing are showed in Figure 1.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
12 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Figure 1. Location of the proposed project

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
13 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
3.3 Alternate sites The proposed project is in the existing and additional plant area at Notified Industrial area, Bonthapally of Medak District, Telangana. Hence No alternate site has been considered for the proposed project. The environmental considerations of the proposed project site –
The proposed project is located in the notified industrial area. There are no rare or endangered or endemic or threatened (REET) species of
animals or birds. >900 m away from human habitation and > 1200 m away from water sources. No National Park or Wild life Sanctuary or Eco sensitive within 10 km radius from
the proposed project. The expansion site is within the industry and extended area, Proposed expansion project is surrounded by industries. Exist Transportation and Communication network
3.4 Size or Magnitude of Operation Proposed: 540 TPA (any 15 products at a time out of 59 products) with R&D (Table 4) Existing: 120 TPA (any 1 product out of 15 product) as mentioned in Table 3.
Table 3: Existing products with its capacity Sl. No.
Product name Capacity (kg/day)
Capacity (TPA)
1 Ceterizine Di hydro chloride 333.33 120 2 Aripiprazole 35 12.6 3 Atorvastatin Calcium 150 54 4 Dapoxetine Hydrochloride 100 36 5 Efinaconazole 10 3.6 6 Ibudilast 50 18 7 Mesalamine 100 36 8 Mirtazapine 50 18 9 Pregabalin 200 72
10 Sumatriptan Succinate 50 18 11 Telmisartan 100 36 12 Tigecycline 10 3.6 13 Valsartan 100 36 14 Voriconazole 20 7.2 15 Zonisamide 100 36
Total Products Capacity on worst combination (1 product at a time) 333.33 120

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
14 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 4: Proposed Products with its Capacity
Sl. No.
Product name Capacity (kg/day)
Capacity (TPA)
1 Ceterizine Di hydro chloride 333.33 120 2 Aripiprazole 35 12.6 3 Atorvastatin Calcium 150 54 4 Dapoxetine Hydrochloride 100 36 5 Efinaconazole 10 3.6 6 Ibudilast 50 18 7 Mesalamine 100 36 8 Mirtazapine 50 18 9 Pregabalin 200 72
10 Sumatriptan Succinate 50 18 11 Telmisartan 100 36 12 Tigecycline 10 3.6 13 Valsartan 100 36 14 Voriconazole 20 7.2 15 Zonisamide 100 36 16 Lomitapide 6 2.16 17 Ospemifene 10 3.6 18 Lumacaftor 6 2.16 19 Eluxadoline 6 2.16 20 Gemifloxacin mesylate 48 17.28 21 Sitagliptin Hydrochloride 48 17.28 22 Perindopril Erbumine 2.4 0.864 23 Cangrelor 2.4 0.864 24 Cilomilast 2.4 0.864 25 Sitafloxacin 2.4 0.864 26 Formoterol Fumarate 1.8 0.648 27 Clevidipine Butyrate 6 2.16 28 Rasagiline Mesylate 6 2.16 29 Landiolol 6 2.16 30 Zolmitriptan 6 2.16 31 Udenafil 6 2.16 32 Argatroban 6 2.16 33 Balofloxacin 6 2.16 34 Beraprost 6 2.16 35 Pazufloxacin 6 2.16 36 Talipexole 6 2.16 37 Almotriptan 6 2.16 38 Rizatriptan Benzoate 6 2.16 39 Canagliflozin 25 9 40 Emphagliflozin 25 9 41 Cefmetazole 12 4.32

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
15 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
42 Imipenem 12 4.32 43 Iloprost 12 4.32 44 Cefixime 12 4.32 45 Safinamide 21 7.56 46 Selegiline Hydrochloride 24 8.64 47 Brivaracetam 21 7.56 48 Asenapine Maleate 21 7.56 49 Ramipril 9 3.24 50 Zileuton 21 7.56 51 Vildagliptan 21 7.56 52 Temafloxacin Hydrochloride 21 7.56 53 Trovafloxacin 21 7.56 54 Palonosetron Hydrochloride 6 2.16 55 Salmeterol Xinafoate 6 2.16 56 Trandolapril 6 2.16 57 Ecabapide 6 2.16 58 Zafirlukast 9 3.24 59 Darifenacin Hydrobromide 9 3.24
Total (15 Products at a time out of 59 products) 536.16 TPA R & D Activity 3.84 TPA Total 540 TPA 3.5 Project Description The manufacturing process of API & its intermediates consisting of chemical synthesis extending to maximum of ten stages and process description & flowchart is enclosed as (Annexure IX) stages of processing involving different types of chemical reactions. These drugs are mainly used for human Medication after Formulation activity for various diseases. Technology for manufacturing the proposed products is available from in-house R&D & private consultants. Industry will implement the proven technologies in R&D Department for the cost effective & environment friendly practices. The plant layout showing all components of the proposed project as (Annexure X). 3.6 Raw Materials The API manufacturing involves the use of various chemicals and organic solvents to extract a product from the reaction mixture. The chemicals and organic solvents required for the process are mostly bought from the local (indigenous) markets. Some of the raw materials based on the requirement will be imported from the various countries. The consumption of coal will be around 74 TPD for the proposed 10, 5, 3 TPH Coal fired boiler &2 Lakh K.cal/hr coal fired TFH and 1TPH capacity of coal fired boiler is being proposed to dismantled. The total power requirement of the proposed plant is 5000 KVA. About 740 lit/hr diesel will be used as a fuel for proposed 4060 KVA DG Set

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
16 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
(1010KVA x 3No; 650 KVA & 380 KVA and the existing 125 KVA DG Set will be dismantled. The Mode of transportation of all raw materials and finished products from the project site to the local markets is by road. If exported it will be transported by road / rail / sea / air. The hazard chemicals and other raw materials to be required for the manufacturing of proposed products are presented as (Annexure XI & XII).
3.7 Resources Optimization / Recycling and Reuse R&D facility in the unit is taking all efforts to recycle the wastes / reuse wherever possible. However, R&D is a continuous process, where improvements in the processes adopted by the industry, waste minimization etc. will be worked out as the project progresses. Following are some of the recycle options proposed by the industry. Industry is proposing for Zero liquid discharge plant to reuse all treated effluents as
makeup water for utilities like Cooling Tower. This will reduce the fresh water consumption.
Industry is proposing dedicated reactors for few products there by reducing the reactor washings.
All solvents are recovered to the extent possible and reused in the process. Organic residue and spent carbon will be sent to Authorized Cement industries to
burn in Cement Kiln as an alternate fuel. Boiler ash will be sent to Cement Brick manufacturing units. Waste / Used oil will be sent to Authorized Waste / Used oil Reprocessing units. Container & container liners of hazardous chemicals, Polythene / HDPE Bags,
broken plastic drums shall be disposed of to outside agencies after complete detoxification.
Spent catalyst will be sent back to supplies Waste Lead acid batteries will be sent back to suppliers on buy back basis. Optimum utilization of solar energy.
Recycling and reuse of solvents generated during the process will also be planned properly thereby implementing the clean manufacturing techniques. 3.8 Availability of Water and Energy The fresh water requirement will be around 457.5 KLD which will be met from outside water tankers. The total power requirement will be 5000KVA and will be met from TSSPDCL. Diesel will be procured from the distribution sources closer to the project. 3.9 Quantity of Wastes Generation and their Management / Disposal 3.9.1 Product wise Estimated Wastewater Quantity and its Pollution Loads The estimated product wise Pollution load has been tabulated in Table 5.

19 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 5.Product wise Pollution Load
Continued..
S.No Product
PRODUCTION EFFLUENT DETAILS SOLID WASTE Emissions
Water Input Per
Day
Total Water in Effluent Per Day
Organics in Effluent Total
Effluent Per Day
(Lit)
Practical
Total Effluent Per Day
(Kg)
Org.res./ Semi solid
Inorganics + EVA.Salts
Spent Carbon
Total S.W. Process Solvent
Loss Tons / Month
Per day (Kg)
TDS COD
(Lit) (Lit) (Lit) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg)
1 Atorvastatin Calcium 4.50 150.00 1785.00 1793.49 24.89 1818.3
8 12.38 49.67 1830.75 135.50 35.63 6.00 177.12 0.02 189.00
2 Telmisartan 3.00 100.00 7900.00 7930.74 23.87 7954.61 96.57 38.21 8051.18 126.63 144.76 6.00 277.39 0.00 161.00
3 Zolmitriptan 0.18 6.00 280.80 283.20 4.60 287.80 24.29 8.41 312.09 4.98 24.29 0.00 29.27 3.81 9.60
4 Temafloxacin Hydrochloride 0.63 21.00 3183.60 3187.70 56.19 3243.8
9 69.12 102.09 3313.01 45.91 69.12 0.00 115.03 16.10 68.46
5 Trovafloxacin 0.63 21.00 785.40 750.25 11.48 761.73 84.09 28.30 845.82 10.34 84.09 0.00 94.43 4.42 37.38
6 Selegiline Hydrochloride 0.72 24.00 362.40 374.50 2.38 376.88 63.62 3.20 440.50 18.41 63.62 0.00 82.03 6.69 11.04
7 Safinamide 0.63 21.00 472.50 473.97 0.75 474.72 28.29 1.97 503.01 9.99 28.29 0.00 38.29 3.60 13.44
8 Landiolol 0.18 6.00 98.40 98.65 1.02 99.67 8.67 1.87 108.35 5.89 8.67 0.00 14.56 1.02 4.92
9 Sitagliptin Hydrochloride 1.44 48.00 0.00 6.38 0.29 6.67 0.38 0.43 7.06 99.12 19.58 0.00 118.70 15.31 53.14
10 Perindopril Erbumine 0.07 2.40 360.00 360.40 2.21 362.60 4.35 4.51 366.95 10.81 4.67 0.25 15.74 0.45 6.13
11 Cangrelor 0.07 2.40 75.84 75.46 2.25 77.72 2.56 3.58 80.28 3.37 2.90 0.00 6.27 1.00 1.48
12 Cilomilast 0.07 2.40 29.76 28.90 0.43 29.33 2.40 0.77 31.73 3.17 3.25 0.00 6.42 2.26 1.63
13 Sitafloxacin 0.07 2.40 28.80 30.28 1.44 31.71 1.98 1.06 33.69 5.25 2.31 0.00 7.56 0.37 1.68
14 Formoterol Fumarate 0.05 1.80 0.00 0.00 0.00 0.00 0.00 0.00 0.00 3.76 0.72 0.00 4.48 0.16 2.30
15 Clevidipine Butyrate 0.18 6.00 69.60 71.43 1.60 73.03 3.91 3.00 76.94 15.13 7.57 0.00 22.71 0.70 10.55
16 Udenafil 0.18 6.00 134.40 137.10 1.76 138.86 4.25 4.44 143.11 6.47 4.25 0.00 10.71 1.05 6.36
17 Argatroban 0.18 6.00 386.40 395.51 7.24 402.75 19.83 15.05 422.58 7.90 19.83 0.00 27.73 3.44 5.88
18 Balofloxacin 0.18 6.00 192.00 192.00 5.61 197.61 25.19 14.72 222.80 13.24 25.19 0.00 38.43 0.00 7.44

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
20 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
S.No Product
PRODUCTION EFFLUENT DETAILS SOLID WASTE Emissions
Water Input Per
Day
Total Water in Effluent Per Day
Organics In
Effluent Total
Effluent Per Day
(Lit)
Practical
Total Effluent Per Day
(Kg)
Org.res./ Semi solid
Inorganics + EVA.Salts
Spent Carbon
Total S.W. Process Solvent
Loss Tons / Month
Per day (Kg)
TDS COD
(Lit) (Lit) (Lit) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg)
19 Beraprost 0.18 6.00 204.00 221.32 7.83 229.15 12.09 12.34 241.24 6.17 12.09 0.00 18.26 0.27 2.76
20 Pazufloxacin 0.18 6.00 223.20 284.35 2.34 286.69 29.59 4.56 316.27 19.82 29.59 0.00 49.41 0.14 4.92
21 Talipexole 0.18 6.00 115.20 117.94 0.36 118.30 15.16 0.84 133.45 2.87 15.16 0.00 18.02 0.84 1.92
22 Almotriptan 0.18 6.00 274.50 297.94 4.63 302.58 37.71 9.52 340.29 9.09 39.21 1.08 49.39 5.88 12.36
23 Rizatriptan Benzoate 0.18 6.00 248.40 276.80 3.21 280.01 29.65 6.15 309.67 6.43 30.01 0.66 37.10 1.96 9.15
24 Imipenem 0.36 12.00 530.40 532.23 13.11 545.33 43.20 32.38 588.54 28.12 43.20 0.00 71.32 0.15 18.96
25 Cefixime 0.36 12.00 352.80 367.53 4.76 372.29 15.90 9.83 388.20 31.14 16.50 0.60 48.25 0.00 8.76
26 Cefmetazole 0.36 12.00 447.60 455.22 10.20 465.42 6.70 10.33 472.12 23.49 6.70 0.00 30.18 1.43 9.06
27 Iloprost 0.36 12.00 360.00 359.13 13.82 372.95 19.82 26.70 392.77 24.13 19.82 0.00 43.95 0.32 12.43
28 Aripiprazole 1.05 35.00 1960.00 1960.00 25.20 1985.20 44.83 41.33 2030 89.92 50.32 4.20 144.4 0.00 42.35
29 Brivaracetam 0.63 21.00 64.26 69.59 0.58 70.16 10.92 0.77 81.08 16.39 10.92 0.00 27.31 7.32 12.39
30 Asenapine Maleate 0.63 21.00 1323.00 1340.09 24.83 1364.91 150.8 56.52 1515.7 84.08 150.82 0.00 234.9
0 7.48 17.09
31 Ramipril 0.27 9.00 363.60 368.20 3.10 371.30 7.06 3.95 378.36 6.16 7.37 0.00 13.53 1.53 6.13
32 Zileuton 0.63 21.00 735.00 806.79 22.00 828.79 47.48 44.13 876.27 47.89 47.48 1.26 96.63 1.31 32.76
33 Vildagliptin 0.63 21.00 529.20 554.01 0.89 554.90 73.09 0.95 627.99 28.12 84.96 0.00 113.08 2.21 20.92
34 Palonosetron Hydrochloride 0.18 6.00 207.75 212.82 4.39 217.21 3.88 8.23 221.09 5.79 3.88 0.00 9.66 0.30 5.55
35 Salmeterol Xinafoate 0.18 6.00 36.00 36.00 0.13 36.13 1.54 0.39 37.67 1.63 1.54 0.00 3.17 0.00 2.10
36 Trandolapril 0.18 6.00 1839.60 1840.72 8.24 1848.96 29.10 16.89 1878.0 47.13 29.94 0.48 77.56 6.20 27.48
Continued..
Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
21 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
S.No Product
PRODUCTION EFFLUENT DETAILS SOLID WASTE Emissions
Water Input
Per Day
Total Water
in Effluent Per Day
Organics in
Effluent
Total Effluent Per Day (Lit)
Practical
Total Effluent Per Day
(Kg)
Org.res./ Semi
solid
Inorganics +
EVA.Salts Spent
Carbon Total S.W. Process Solvent
Loss Tons / Month
Per day (Kg)
TDS COD
(Lit) (Lit) (Lit) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg)
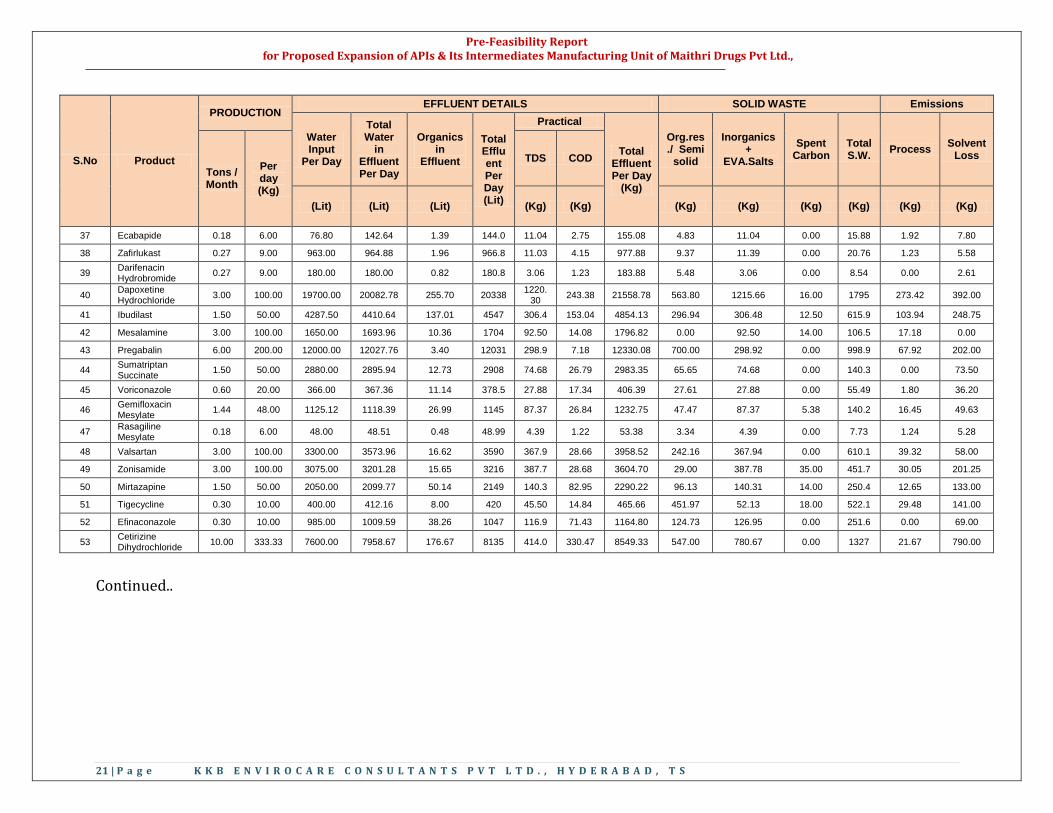
37 Ecabapide 0.18 6.00 76.80 142.64 1.39 144.0 11.04 2.75 155.08 4.83 11.04 0.00 15.88 1.92 7.80
38 Zafirlukast 0.27 9.00 963.00 964.88 1.96 966.8 11.03 4.15 977.88 9.37 11.39 0.00 20.76 1.23 5.58
39 Darifenacin Hydrobromide 0.27 9.00 180.00 180.00 0.82 180.8 3.06 1.23 183.88 5.48 3.06 0.00 8.54 0.00 2.61
40 Dapoxetine Hydrochloride 3.00 100.00 19700.00 20082.78 255.70 20338 1220.
30 243.38 21558.78 563.80 1215.66 16.00 1795 273.42 392.00
41 Ibudilast 1.50 50.00 4287.50 4410.64 137.01 4547 306.4 153.04 4854.13 296.94 306.48 12.50 615.9 103.94 248.75
42 Mesalamine 3.00 100.00 1650.00 1693.96 10.36 1704 92.50 14.08 1796.82 0.00 92.50 14.00 106.5 17.18 0.00
43 Pregabalin 6.00 200.00 12000.00 12027.76 3.40 12031 298.9 7.18 12330.08 700.00 298.92 0.00 998.9 67.92 202.00
44 Sumatriptan Succinate 1.50 50.00 2880.00 2895.94 12.73 2908 74.68 26.79 2983.35 65.65 74.68 0.00 140.3 0.00 73.50
45 Voriconazole 0.60 20.00 366.00 367.36 11.14 378.5 27.88 17.34 406.39 27.61 27.88 0.00 55.49 1.80 36.20
46 Gemifloxacin Mesylate 1.44 48.00 1125.12 1118.39 26.99 1145 87.37 26.84 1232.75 47.47 87.37 5.38 140.2 16.45 49.63
47 Rasagiline Mesylate 0.18 6.00 48.00 48.51 0.48 48.99 4.39 1.22 53.38 3.34 4.39 0.00 7.73 1.24 5.28
48 Valsartan 3.00 100.00 3300.00 3573.96 16.62 3590 367.9 28.66 3958.52 242.16 367.94 0.00 610.1 39.32 58.00
49 Zonisamide 3.00 100.00 3075.00 3201.28 15.65 3216 387.7 28.68 3604.70 29.00 387.78 35.00 451.7 30.05 201.25
50 Mirtazapine 1.50 50.00 2050.00 2099.77 50.14 2149 140.3 82.95 2290.22 96.13 140.31 14.00 250.4 12.65 133.00
51 Tigecycline 0.30 10.00 400.00 412.16 8.00 420 45.50 14.84 465.66 451.97 52.13 18.00 522.1 29.48 141.00
52 Efinaconazole 0.30 10.00 985.00 1009.59 38.26 1047 116.9 71.43 1164.80 124.73 126.95 0.00 251.6 0.00 69.00
53 Cetirizine Dihydrochloride 10.00 333.33 7600.00 7958.67 176.67 8135 414.0 330.47 8549.33 547.00 780.67 0.00 1327 21.67 790.00
Continued..

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
22 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
S.no Product
PRODUCTION EFFLUENT DETAILS SOLID WASTE Emissions
Water Input Per Day
Total Water
in Effluen
t Per Day
Organics in
Effluent Total
Effluent Per Day (Lit)
Practical
Total Effluent Per Day
(Kg)
Org.res./
Semi solid
Inorganics +
EVA.Salts Spent
Carbon Total S.W.
Process
Solvent Loss
Tons / Month
Per day (Kg)
TDS COD
(Lit) (Lit) (Lit) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg) (Kg)
54 Lomitapide Mesylate 0.18 6.00 200.00 217.03 2.76 219.79 20.18 3.14 239.97 13.12 20.18 0.00 33.30 5.52 20.60
55 Ospemifene 0.30 10.00 803.00 793.84 4.80 798.64 152.15 9.46 950.79 56.74 184.37 0.00 241.11 3.06 25.60 56 Lumacaftor 0.18 6.00 1193.0 1299.9 12.39 1312.3 203.95 16.36 1516.33 23.06 203.95 0.00 227.02 58.4 41.20 57 Canagliflozin 0.75 25.00 996.67 978.64 14.68 993.32 317.27 28.75 1310.59 104.1 317.27 0.00 421.39 30.3 87.33
58
(S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid
0.18 6.00 35.00 38.64 0.65 39.28 2.00 0.97 41.28 3.47 2.00 0.00 5.47 0.65 2.80
59 Empagliflozin 0.75 25.00 1288.3 1280.6 10.30 1290.9 80.92 19.66 1371.86 25.86 80.92 0.00 106.77 21.8 38.47

23 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
3.9.2 Water requirement and Wastewater Generation and their Management / Disposal The permitted and proposed water requirement cum wastewater generation and its treatment has been presented in Tables 6 & 7 respectively. The source of wastewater generation will be mainly from the process, floor & reactor washes, utilities, Q.C, R&D, scrubber and domestic waste. Total proposed wastewater will be around 199 KLD, which will be segregated into HTDS/HCOD, Utilities & LTDS/LCOD and collected by gravity into a collection tank separately. The individual collected wastewater will be pumped to the storage/neutralization tank which is being constructed to above the ground level - R.C.C lined tanks for neutralization. After neutralization the partly treated wastewater will be send to the ETP- ZLD of 200 KLD.
Table 6: Existing water requirement and Wastewater generation S.No Description Water
Requirement (KLD)
Wastewater generation
(KLD)
Treatment & Disposal
1 Process, Washings and Scrubber
11.1 9.8 HTDS
Effluent after neutralization sent to JETL
along with Domestic effluent
2 Boiler feed, Cooling Towers & DM Regenerations
5 1.7 LTDS
3 Domestic 1 1 LTDS
Total 17.1 12.5

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
24 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 7: Water balance and Segregation Sl. No.
Description Input (KLD) Output (KLD) Segregation type of Wastewater
Fresh Water
Recycled Water
Generation / Evaporation / Handling Loss
Total Waste water
1 Process (15 products at a time)
74.5 -- -1.5 76 * HTDS / HCOD
2 Washings (reactor, centrifuges, nutch filters, containers, floor, etc.,)
29 -- -- 29 LTDS/LCOD
3 Boiler (10,5&3TPH)
87 (20% Make up)
- 72 15 (Blow down)
Utilities
4 Cooling Towers 6000 TR
185 (Make
up)
175
330 30 (Bleed)
5 DM Regeneration
11 -- -- 11
6 Scrubber 5 -- -- 5 HTDS / HCOD 7 Q.C and R&D 1 -- -- 1 LTDS/LCOD 8 Domestic
(800 nos at 50 lpcd)
40 -- 8 32 LTDS/LCOD
9 Greenbelt (4.68 acres @ 5 KL/acre)
25 -- 25 --
Total 457.5 175 433.5 199 Recycle – 175 KLD Solvent condensate 0.5 KL & Moisture in
salt, sludge and water loss 20 KL
632.5 632.5
Note: * 76 KLD is 80.5 in Tons (76 KL water & 4.5Tons of salts) as per material balance
The segregated effluent quantity, characteristics and treatment schematic flow was briefly presented in Table 8.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
25 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 8: Effluent Quantity and Treatment Flow for as per segregation Effluent Characteristics Quantity
(KLD) Treatment Flow
Process, DM &
Scrubber HTDS/HCOD &
(HTDS) HTDS > 5000 mg/l HCOD > 5000 mg/l
92
Collection Equalization Neutralization Settling Holding Steam stripper MEE along with HTDS effluent Condensate to ETP (biological treatment) Concentrate to ATFD ATFD Condensate to ETP (Biological Treatment) along with domestic wastewater (septic tank overflow) Pressure Sand Filter Activated Carbon Filter R.O R.O rejects to MEE. R.O Permeate & MEE Condensate to cooling tower ATFD Salts to TSDF and stripped solvents to SPCB authorized cement industries
Washings, Boiler,
Cooling Tower, QC & R&D
LTDS / LCOD LTDS < 5000 mg/l LCOD < 5000 mg/l
75
Collection Equalization Neutralization ETP (Biological Treatment) along with MEE Condensate
Domestic
32
Septic tank Overflow to ETP (Biological Treatment)
The existing treatment system will be enhanced to treat the proposed quantities of effluents which are being generated from the industry after expansion. The proposed ETP schematic flow diagram is presented in (Annexure XIII). All stages of treated tanks etc., of ETP will be constructed / installed above the ground with anticorrosive lining to the tanks of ETP. 3.9.3 Hazardous/ Solid Waste Generation, Handling and their Disposal Hazardous/ Solid waste will be segregated, detoxified and collected in the HDPE Drums / Bags and it will be stored in the covered and raised platform with Leachate collection system. The spillages of wastewater / solid wastes / raw material are possible and the risk of this would be limited to within the premises of the manufacturing facility. Necessary safety & Precautionary measures for spillage control will be practiced in the industry. The proposed solid waste generation in the form of organic residue, inorganic & evaporation salts and spent carbon are presented. The handling and disposal of the permitted & proposed solid waste including other waste are presented in the Table 9&10.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
26 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 9: Existing Hazardous/Solid Waste Generation, Handling & Disposal details
S.No Description Quantity Disposal method 1 Process Organic Residue 639 Kg/day Shall be disposed to
TSDF/Authorised cement industries for co-incineration
2 Spent carbon 36 Kg/day
3 Inorganic & Evaporation salts 780.67 Kg/day
Shall be disposed to TSDF Dundigal for land fill.
4 ETP Sludge 20 Kg/day 5 Waste oil 30 Lit/Month Shall be disposed to authorised
Reprocessors and recyclers 6 Spent solvents 4000 Kg/day 7 Mixed solvents 1000 Kg/day 8 Containers & containers liners 50 No/Month After complete detoxification
send to authorised agencies
Table 10: Proposed Hazardous/Solid Waste Generation, Handling & Disposal details
Sl. No. Source
Proposed Quantity (TPD)
Handling Method Disposal
1 Organic residue 3.7
HDPE Drums
Sent to APPCB
Authorized Cement industries / TSDF
2 Spent Carbon 0.14
3 Distillation Bottom Residue (1% of spent solvents)
0.6
4 Distillation mixed salts 2
5 Inorganic & Evaporation salt (Process)
4.8
HDPE Bags 6 Evaporation salt (Non-Process) 0.8
7 ETP Sludge (50 % moisture) 1.2
8 Boiler Ash 30 Stored in covered
area
Sold to Cement Brick Manufacturers
Other Hazardous Waste generation from the Plant 9 a) Detoxified
Container / Liners drums
b) HDPE Carboys
500 (Nos./month)
(Kg/m)
Designated covered
area
Disposed to APPCB Authorized agencies after
complete detoxification

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
27 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
c) Fiber Drums d) PP Bags
10 Spent solvents (with moisture) (Solvents 59.3KLD + water 3KLD)
62.3 KLD Stored in Drums / Tanks
Recovery within the premises duly sending the
residue to TSPCB Authorized agencies
11 Recovered solvents from spent solvents
48 KLD Stored in Drums / Tanks
Reuse in process / Send to authorized recyclers
12 Spent Mixed solvents (11.3 KLD from SRS + 2 KLD from ETP)
13.3 KLD Stored in Drums / Tanks
Recovery within the premises / Sent to TSPCB Authorized
agencies 13 Waste oils & Grease 5 KLPA Stored in
Drums Sent to TSPCB
Authorized agencies for reprocessing / recycling.
14 Used Lead acid Batteries
50 Nos./year Designated covered
area
Sent to suppliers on buy-back basis.
15 Misc. waste (spill control waste)
L.S Designated covered
area
TSDF
16.
Spent Catalyst (Palladium carbon, Raney Nickel, Rh(cod) (rr-dipamp)bf4, Rhodium on Carbon, Trifluoroacetic acid, Isobutyl Chloroformate, Silver Benzoate, Carbo benzyoxychloride)
1.2 TPD Stored in Drums
Sold to suppliers on buy-back basis / auth.
reprocessers.
17 E waste 2 TPA Designated covered area
Sent to TSPCB Authorized agencies
18 Municipal Solid Waste (Canteen food waste) 0.2 TPD HDPE Bags Disposed to Panchayat
authorized agencies 19 Paper waste, & Misc. 0.2 TPD HDPE Bags Scrap venders
* Hazardous/ Solid waste quantities maximum on various combination i.e., maximum 15 products at a point of time
3.10 Schematic Flow Sheet for EIA Procedure The schematic flow sheet for EIA procedure is depicted as (Annexure XIV). 4.0 Site Analysis 4.1 Connectivity The proposed expansion project site is located at Sy. No. 202, 223 part 224-226 & 205 Notified Industrial area, Bonthapally, Jinnaram (M), Medak district of Telangana. The project site is well connected by Road, Rail and Air to Hyderabad. There are many other

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
28 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
small and medium API Manufacturing units are also located in the same industrial area. Hence, the availability of skilled manpower are plenty. The Google map showing the Longitude and Latitude of Project location is shown in Annexure XV.
4.2 Land Form, Land use and Land Ownership The proposed project is in the existing manufacturing unit with additional land of 2.3 Ha (23,000 Sq.M) and the industry is located in the Notified Industrial area, Bonthapally. Total land is in possession of Project Proponent. 4.3 Topography The Topographical map with 10 km buffer is enclosed as (Annexure XVI). 4.4 Existing Land Use Pattern The proposed expansion activity will be adjascent to the existing manufacturing unit with additional land. Land use pattern is presented in Table 11.
Table 11: Land Use Pattern of the Project Area
Land Use Area (sq.m)
Forests land (Type and density) Nil
Double Crop agricultural land Nil
Single crop agricultural land Nil
Waste land Nil
Grazing land Nil
Others (specify) Existing Industrial land + Additional land
54,000
4.5 Existing Infrastructure The existing infrastructure such as road network, water supply, facility for HTDS/HCOD cum LTDS/LCOD treatment systems, member ship with CETP- JETL, Power supply with backup power, Fire station, Hospitals, Telecommunication facility etc., are available.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
29 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
4.6 Soil Classification In the proposed project area soil sampling has been done and analyzed to know the existing scenario of the soil which is enclosed as (Annexure XVII). 4.7 Climate Data from Secondary Sources The area enjoys pleasant, warm and dry climate. The coldest season is during December and January, where the temperature touch a minimum of 13.6-15.8°C and warmest period is during the month of April to May when the Mercury shoots up to 43 – 44.2°C. The area experiences the maximum rainfall during the months of June to September and a little rainfall during October and November due to North-East monsoon. Apart from these, occasional rainfall is obtained from cyclonic storms and depression originating in the Bay of Bengal. The normal annual rainfall of the area is around 951mm. Groundwater quality has been monitored near the project site and the analytical report is enclosed as (Annexure. XVIII). 4.8 Social Infrastructure The existing industry is well connected by Road, Rail and Airways. The State Highway Hyderabad- Narsapur will be 0.7 km from the project site. Other basic amenities such as education centers, hospitals, and community halls are available. 5.0 Planning 5.1 Planning Concept Type of Industry: API & its intermediates manufacturing industry. Facilities: The Industry proposed for its expansion at existing premises with additional land. Transportation: Proposed and existing project is well connected to the Road, Rail and Airways. Town and Country Planning Classification: Bonthapally Notified Industrial area.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
30 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
5.2 Population Projection The proposal is for expansion of the existing industry with additional land and there is a scope for marginal increase in the population in the vicinity as most of the workers prefers to stay in nearby locations to avoid travelling from long distances. Hence, there is a possibility of increase in population of the skilled and semi-skilled. The uneducated local area people will be preferred for the unskilled jobs such as gardening, movement of materials, etc. The educated youth will be employed as semi-skilled workers and training will be provided. However, on the whole there is a possibility of little increase in population of the area. 5.3 Land use Planning The proposed expansion project is within the existing & extension land with an area of 5.4 Ha. Land use breakup of the Project area is given in Table 2. 5.4 Assessment of Infrastructure Demand The proposed project site is located in Notified Industrial area, Bonthapally in Medak District of Telangana and it is near to the state capital Hyderabad. The required infrastructure will be available and procured at Hyderabad. 5.5 Amenities/Facilities The Industry will continue to provide and upgrade the following amenities / facilities in the proposed expansion project. • Potable drinking water • Training block • Laying of Black top / Concrete internal roads • Fire hydrant facility • Eye/body wash showers • First Aid kits at all prominent places. • Rest Room for employees • Sitting facilities for those employees who do their work standing and ergonomically designed sitting facilities for those who do their work sitting • Pre-employment and routine medical examinations and the necessary follow up actions • Communication systems like Phone, Internet with safety measures, etc.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
31 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
6.0 Proposed Infrastructure 6.1 Industrial Area The expansion project is coming within the existing unit with additional land. Total area of 5.4 Ha (54,000 sq.m) out of which about 1.44 Ha (14,474 sq.m) (26.8%) is plinth area consisting of production blocks, warehouses & stores, utilities, R&D, QC, and administrative block etc., about 1.43 Ha (1,4300sq.m) (26.48%) for roads & open and vacant area about 0.63 Ha (6,326) (11.71%) and Greenbelt area about 1.89 Ha (18,900) sq.m (35%). 6.2 Residential Area There will be no residential area within the proposed expansion project site. 6.3 Greenbelt The expansion project activity is in the existing unit with additional land totaling 5.4 Ha. Out of which, about 1.89 Ha (18,900 sq.m) is earmarked for Greenbelt area. 6.4 Social Infrastructure As a Corporate Social Responsibility (CSR), industry will contribute for development of nearby areas in association with the members of Industrial area. 6.5 Connectivity The proposed expansion project site is located at Notified Industrial area, Bonthapally, Jinnaram (M), Medak district of Telangana. The site is well connected by Road, Rail and Air to Hyderabad. The nearest railway station is Dablipur at 10.2 Km & major at Secunderabad at an aerial distance of 29 km from the site. The Rajiv Gandhi International airport is being located at an aerial distance of 47 km from the site. 6.6 Drinking Water Management
Potable drinking water will continue to be provided to all employees. The source of
drinking water is Groundwater.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
32 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
6.7 Sewerage System
Sewage will be generated from the Canteen and Toilets, which will be collected into
sewage collection tank through pipelines and septic tank respectively. Overflow of these
tanks will be sent to ETP – ZLD system which needs to be upgraded to meet the
expansion project demand.
6.8 Industrial Waste Management
Existing storage system needs to enhance to meet the expansion project demand. The
management of these wastes is to be handled very sensitively and by adopting proper
segregation techniques.
Liquid Waste Management: The liquid wastes from the various industrial activities will
continue to be segregated and send to ETP-ZLD.
6.8.1 Process Emissions Management Manufacturing of API and its intermediates will result in gaseous emissions. The proposed product-wise process emissions, their quantity and treatment are presented in Table 12. Maximum Process emissions from campaign basis for proposed products are given in Table 13. The Proposed gaseous emissions will be scrubbed in two stages with water and caustic solution based on the characteristics of gases.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
33 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 12: Proposed Process Emissions-Product wise
S. No Product Process Emission
Gas emissions / Day(Kg)
Treatment
1 Atorvastatin Calcium Hydrogen 0.02 Diffused with flame arrestor 2 Telmisartan Nil 3 Zolmitriptan Carbon Dioxide 3.81 Dispersed into atmosphere 4
Temafloxacin Hydrochloride
Carbon Dioxide 15.52 Dispersed into atmosphere Hydrogen 0.58 Diffused with flame arrestor
5 Trovafloxacin Hydrogen 4.42 Diffused with flame arrestor 6 Selegiline Hydrochloride Hydrogen Chloride 6.69 Scrubber with water / caustic sol. 7 Safinamide Carbon Dioxide 3.6 Dispersed into atmosphere 8 Landiolol Carbon Dioxide 1.02 Dispersed into atmosphere 9
Sitagliptin Hydrochloride
Hydrogen Chloride 10.46 Scrubber with water / caustic sol. Hydrogen 0.29 Diffused with flame arrestor Nitrogen 4.56 Dispersed into atmosphere
10 Perindopril Erbumine Hydrogen 0.09 Diffused with flame arrestor Carbon Dioxide 0.36 Dispersed into atmosphere
11
Cangrelor
Hydrogen Chloride 0.22 Scrubber with water / caustic sol. Hydrogen 0.01 Diffused with flame arrestor Carbon Dioxide 0.77 Dispersed into atmosphere
12
Cilomilast
Oxygen 0.33 Dispersed into atmosphere Hydrogen Chloride 1.93 Scrubber with water / caustic sol.
13 Sitafloxacin Carbon Dioxide 0.37 Dispersed into atmosphere 14 Formoterol Fumarate Hydrogen 0.16 15 Clevidipine Butyrate Carbon Dioxide 0.7 Dispersed into atmosphere 16 Udenafil Carbon Dioxide 0.33 Dispersed into atmosphere Hydrogen Chloride 0.72 Scrubber with water / caustic sol.
17
Argatroban
Carbon Dioxide 3.19 Dispersed into atmosphere Ammonia 0.24 Hydrogen 0.01 Diffused with flame arrestor
18 Balofloxacin Nil 19 Beraprost Hydrogen 0.27 Diffused with flame arrestor 20 Pazufloxacin Hydrogen 0.14 Diffused with flame arrestor 21 Talipexole Carbon Dioxide 0.74 Dispersed into atmosphere 22
Almotriptan
Hydrogen Chloride 5 Scrubber with water / caustic sol. Nitrogen 1 Dispersed into atmosphere
23 Rizatriptan Benzoate Nitrogen 1.96 Dispersed into atmosphere 24 Imipenem Hydrogen 0.15 Diffused with flame arrestor

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
34 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
25 Cefixime Nil 26 Cefmetazole Hydrogen Chloride 1.43 Scrubber with water / caustic sol. 27 Iloprost Hydrogen 0.32 Diffused with flame arrestor 28 Aripiprazole Nil 29
Brivaracetam
Carbon Dioxide 5.28 Dispersed into atmosphere Ammonia 2.04 Scrubber with water / dil. HCl sol.
30
Asenapine Maleate
Carbon Dioxide 5.76 Dispersed into atmosphere Hydrogen 1.73 Scrubber with water / caustic sol.
31
Ramipril
Carbon Dioxide 1.49 Dispersed into atmosphere Hydrogen 0.03 Diffused with flame arrestor
32 Zileuton Hydrogen 1.31 Diffused with flame arrestor 33 Vildagliptin Carbon Dioxide 2.21 Dispersed into atmosphere 34
Palonosetron Hydrochloride
Hydrogen 0.03 Diffused with flame arrestor Hydrogen Chloride 0.27 Scrubber with water / caustic sol.
35 Salmeterol Xinafoate Nil 36
Trandolapril
Hydrogen 0.48 Diffused with flame arrestor Carbon Dioxide 1.79 Dispersed into atmosphere Hydrogen Chloride 3.94 Scrubber with water / caustic sol.
37 Ecabapide Carbon Dioxide 1.92 Dispersed into atmosphere 38
Zafirlukast
Carbon Dioxide 1.2 Dispersed into atmosphere Hydrogen 0.03 Diffused with flame arrestor
39 Darifenacin Hydrobromide Nil 40
Dapoxetine Hydrochloride
Hydrogen Chloride 241.62 Scrubber with water / caustic sol. Carbon Dioxide 27.88 Dispersed into atmosphere Hydrogen 3.92 Diffused with flame arrestor
41
Ibudilast
Hydrogen Chloride 74.84 Scrubber with water / caustic sol. Carbon dioxide 29.1 Dispersed into atmosphere
42
Mesalamine
Hydrogen 1.68 Diffused with flame arrestor Hydrogen Chloride 15.5 Scrubber with water / caustic sol.
43 Pregabalin Carbon dioxide 67.92 Dispersed into atmosphere 44 Sumatriptan Succinate Nil 45 Voriconazole Hydrogen 1.8 Diffused with flame arrestor 46 Gemifloxacin Mesylate Carbon Dioxide 16.45 Dispersed into atmosphere 47 Rasagiline Mesylate Carbon Dioxide 1.24 Dispersed into atmosphere 48 Valsartan Carbon Dioxide 39.32 Dispersed into atmosphere 49
Zonisamide
Carbon Dioxide 28.6 Dispersed into atmosphere Ammonia 1.45 Scrubber with water / dil. HCl sol.
50
Mirtazapine
Ammonia 5.84 Scrubber with water / dil. HCl sol. Hydrogen Fluoride 6.81 Scrubber with Caustic solution Hydrogen 0.04 Diffused with flame arrestor

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
35 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
51 Tigecycline Hydrogen Chloride 24.91 Scrubber with water / caustic sol. Hydrogen 4.57 Diffused with flame arrestor
52 Efinaconazole Nil 53 Cetirizine Dihydrochloride Hydrogen Chloride 21.67 Scrubber with water / caustic sol. 54
Lomitapide Mesylate
n-Butane 3.73 Diffused with flame arrestor Carbon Dioxide 1.79 Dispersed into atmosphere
55
Ospemifene
Hydrogen 1.08 Diffused with flame arrestor Carbon Dioxide 1.97 Dispersed into atmosphere
56
Lumacaftor
Hydrogen Chloride 7.5 Scrubber with water / caustic sol. Carbon Dioxide 50.9 Dispersed into atmosphere
57
Canagliflozin
Carbon Dioxide 29.33 Dispersed into atmosphere Hydrogen 0.96 Diffused with flame arrestor
58 (S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid
Hydrogen 0.65 Diffused with flame arrestor
59
Empagliflozin
Carbon Dioxide 21.81 Dispersed into atmosphere Hydrogen 0.001 Diffused with flame arrestor
Table 13: Maximum Quantity of Process Emissions for Proposed Products
Sl. No.
Process Emission
Maximum Quantity on various combinations
(kg/day)
Treatment
Proposed 1 HCl 414.23 • Scrubber with water / caustic sol.
2 NH3 9.53 • Scrubber with water / dil. HCl sol.
3 CO2 347.11 • Dispersed into atmosphere
4 N2 7.9242 • Dispersed into atmosphere
5 O2 0.33 • Dispersed into atmosphere
6 H2 23.7 • Diffused with flame arrestor
7 HF 6.81 • Scrubber with Caustic solution
8 n-Butane 3.73 • Diffused with flame arrestor

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
36 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
6.8.2 Solvent management for effective recovery:
The industry will take measures for reduction of fugitive emissions and for further reduction industry provide vent condensers to the tanks.
Chilled brine will be carried out to condensate the solvent vapour and to the receivers of the solvent vapors which ensures the maximum recovery
Solvent vapours from the centrifuge and catch pots will be connect to vent condensers
The height of the solvent receiver tank vent is above production block roof level and the diameter is 20 mm.
Flame proof fitting/ equipment /pumps/lighting will be used wherever solvents are used.
The solvent storage tanks will be provided with breather valve to prevent losses.
Product Solvent
Input Solvent
in Effluent
Solvent in Org. waste
Solvent loss
Solvent Recovery
Solvent Recovery
KLD KLD KLD KLD KLD % Proposed Products (Maximum 15 Products at a point of time)
Combination-1 63430.4 217.8 959.1 2840.8 59318.6 93.5
Combination-2 54191.2 235.8 810.6 2353.7 50740.0 93.6
Combination-3 60417.0 211.3 965.3 2661.4 56512.0 93.5
Combination-4 63287.4 210.6 962.6 2856.5 59163.7 93.5
6.8.3 Emissions – Utilities Boiler and DG sets are the two main sources contributing to air emissions from the plant. Industry is proposing –10 TPH; 5 TPH and 3 TPH Coal fired boiler & 2 Lakh K.cal coal fired TFH. Existing 1TPH coal fired boiler will be dismantled. The proposal to install 1010 KVA X 3 No; 650 KVA; 380 KVA for the expansion and the existing 125 KVA DG Set will be dismantled. The air emissions from the boiler, TFH & D.G. sets are given in Table 14.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
37 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 14: Stack Emission Details
Source Stack Height
(m)
Diameter
(m)
Temperature
( oC)
Flue Gas Flow rate (m3/hr)
Exit Gas Velocity (m/sec)
PM SO2 NO2
kg/hr
Boilers
10 TPH 40 0.8 150 266604 14.71 1.35 14.17 8.1
5 TPH 30 0.6 150 13307 13.1 0.675 7.08 4.05
3 TPH 30 0.5 150 7984 11.3 0.405 4.25 2.43
Proposed Coal fired thermic fuel heater
2 lakh Kcal/hr
TFH 30 0.15 150 770 4.36 0.052 0.522 0.365
Proposed D.G sets
1010 KVA 11 0.4 150 5702 12.6 0.064 1.26 1.36
1010 KVA 11 0.4 150 5702 12.6 0.064 1.26 1.36
1010 KVA 11 0.4 150 5702 12.6 0.064 1.26 1.36
650 KVA 9 0.3 150 3668 14.42 0.041 0.813 0.872
380 KVA 8 0.25 150 2145 12.14 0.024 0.475 0.509
** The existing 1 TPH &125 KVA will be dismantled
Note: Coal calorific value is 4500 kcal/Kg of coal with 0.5% sulphur
Coal is being used as a fuel for steam generation to the boilers, Particulate Matter (PM), Sulphur dioxide (SO2) and Oxides of Nitrogen (NO2) will be the major air pollutants. The various measures proposed to minimize the pollution from the boiler are Multicyclone separator & Bag filter will be installed to control the particulate (PM) emissions within statutory limit of 115 mg/Nm3. To facilitate wider dispersion of pollutants, 40 / 30 m height stack will be installed. The NO2 emissions from the boiler will be controlled by controlling combustion measures, which will be approached by way of low NOx burners or by air stagging in boiler. The NO2 emissions will be restricted to below 500 mg/Nm3.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
38 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Stack will be provided to the proposed DG sets of 1010 KVA X 3 No; 650 KVA &380 KVA as per CPCB Guidelines. Fugitive dust will be controlled by adopting dust extraction and dust suppression measures. 6.8.4 Noise Environment Compressors, Boiler and DG set will be the major noise generating units in the plant. Out of these the generator will be functioning at the time of power failure. There is no need for the workers to be near this unit continuously. The noise levels of the DG set will be well within the limits as these will be installed with acoustic enclosures. However the workers in this area will always provide with ear muffs. All the equipment in the plant would be designed to have a total noise level not exceeding 85-90 dB(A) as per the requirement of OSHA (Occupational Safety and Health Administration) standards. The proposed expansion project site is located in Notified industrial area Bonthapally, which is about 900 m from nearest habitation Shapurnagar village; no impact of noise will be felt at this village. As per factory act, under the general health checkup scheme, the workers will be examined for any Noise Induced Hearing Loss (NIHL) by a trained ENT Doctor. The noise levels in the work place environment will be monitored periodically and action will be taken in the form of regular maintenance schedule to reduce noise and vibration in generating sources. 6.9 Hazardous / Solid Waste Management Hazardous / Solid waste mainly segregated into process organic residues, inorganic salts and spent carbon. These wastes are hazardous in nature as they emanate from the chemical reactions or un-reacted chemical wastes. The organic residues & Spent carbon can be disposed off to Cement plants as recommended by CPCB for use as alternate fuels either in the solid or liquid form. Inorganic salts are to be sent for landfill at HWMP – TSDF. 6.10 Power Requirement & Supply / Source Power supply of 5000 KVA has been drawn from the nearby sub-station of TSSPDCL. The proposed 4060 KVA DG set will be used as standby facility in case of in power failure.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
39 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
7.0 Rehabilitation and Resettlement (R&R) Plan The proposed expansion land is in Notified Industrial area at Bonthapally. Therefore, No Rehabilitation and Resettlement applicable to this project site. 8. Project Schedule & Cost Estimates 8.1 Time Schedule for the Project Construction The timelines for commencement of proposed expansion construction activity will be from December 2016 as it is expected that the expansion project will be in a position to obtain Environmental Clearance and Consent for Establishment from the State Pollution Control Board. In 2016-17, the commercial production is expected to be commenced. The total expansion project investment is of Rs. 110 Crore including existing Rs.12 Crore investment. 8.2 Estimated Project Cost Overall estimated cost involved in the total project (existing and proposed) like land, building, plant & machinery is Rs.110 Crore (Rs. 12 Crore existing & Rs. 98 Crore proposed investment). The capital cost allocated towards environmental pollution control measures towards proposed are Rs 11 Crore (including Rs. 1.43 Crore) and the recurring cost will be Rs. 9.58 Crore per annum. 9.0 Analysis of proposal (Final Recommendations) • M/s. Maithri Drugs Pvt. Ltd., proposes to expand its API and its Intermediates
manufacturing facility within existing facility with an additional land of 2.3 Ha (23,000 sq.m) totaling 5.4 Ha at Sy. No. 222,223part, 224-226&205 (Notified Industrial area), Bonthapally, Jinnaram (M), Medak District of Telangana
• Under the Corporate Social Responsibility the Industry will continue to develop a
policy of developing the villages in the vicinity by identifying the requirements.
• No adverse effect on environment is envisaged as proper mitigation measures will
be taken up.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
40 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
• Industry will strengthen the existing Safety, Health & Environment Department and
also continue to engage recognized laboratories to carry out all necessary
monitoring parameters for its activities.
• The segregated (HTDS / LTDS) wastewater will regularly analyzed before and
after treatment in ETP-ZLD.
• Qualified staff will be appointed for the purpose of Operation and Maintenance of
the pollution control facilities.
• Stand-by facilities will be provided to all the pumps so as to ensure fail proof
treatment, handling and disposal.
• The capital cost allocated towards environmental pollution control measures towards proposed are Rs 11 Crore (including Rs. 1.43 Crore) and the recurring cost will be Rs. 9.58 Crore per annum.
9.1 Budgetary allocation for Pollution Control Measures The management will allocate adequate funds in its budget to fully meet the stated objectives of the environmental policy. The proposed & the existing capital equipment for better environmental management which includes of up-gradation of ETP to ZLD, pipelines and channels for wastewater discharge, greenbelt development and the up gradation of environment laboratory. The break-up of budgetary allocation for various environmental control measures is presented in Table 15.

Pre-Feasibility Report
for Proposed Expansion of APIs & Its Intermediates Manufacturing Unit of Maithri Drugs Pvt Ltd.,
41 | P a g e K K B E N V I R O C A R E C O N S U L T A N T S P V T L T D . , H Y D E R A B A D , T S
Table 15: Budgetary allocation for Pollution Control Measures
S. No.
Pollution Control Equipment
Capital Cost in Crore
Recurring Cost
In Crore
Capital Cost
in Crore
*Recurring Cost
In Crore (Existing) (Proposed)
Air Pollution Control 1 Multicyclone separator &
Bag filter with stack 0.10 0.04 0.8
0.12 2 Scrubbers 0.05 0.02 0.6 3 Vent condensers 0.09 0.02 0.8 4 Water Pollution Control ETP Civil, mechanical
equipment’s & MEE system
0.10 1.80 5.0 5.96
5 Noise Pollution Control Silencers / acoustic
enclosures 0.04 0.04 0.10 0.04
6 Solid Waste Management Covered Platform with
leachate collection system 0.10 0.03 0.15 2.55**
7 Greenbelt Development 0.05 0.04 0.2
0.91
8 Occupation Health and Safety
0.10 0.6
9 Fire Management 0.10 0.04 1.0 10 Dyke walls and Storm
water drains 0.10 0.02 0.20
11 Environmental Laboratory 0.10 0.09 0.40 12 Misc. 0.50 0.15 1.15
Total Cost on Pollution Control equipment’s
1.43 2.29 11.0 9.58
*Recurring cost includes manpower, consumables, maintenance, energy charges per annum ** Includes the handling, transportation, landfill/incineration charges

ANNEXURES

ANNEXURE - I
42

ANNEXURE - I
43
ANNEXURE - I
44

ANNEXURE - I
45

ANNEXURE - II
46

ANNEXURE - II
47

ANNEXURE - II
48

ANNEXURE - II
49

ANNEXURE - II
50

ANNEXURE - II
51
ANNEXURE - II
52

ANNEXURE - II
53

ANNEXURE - II
54

ANNEXURE - II
55

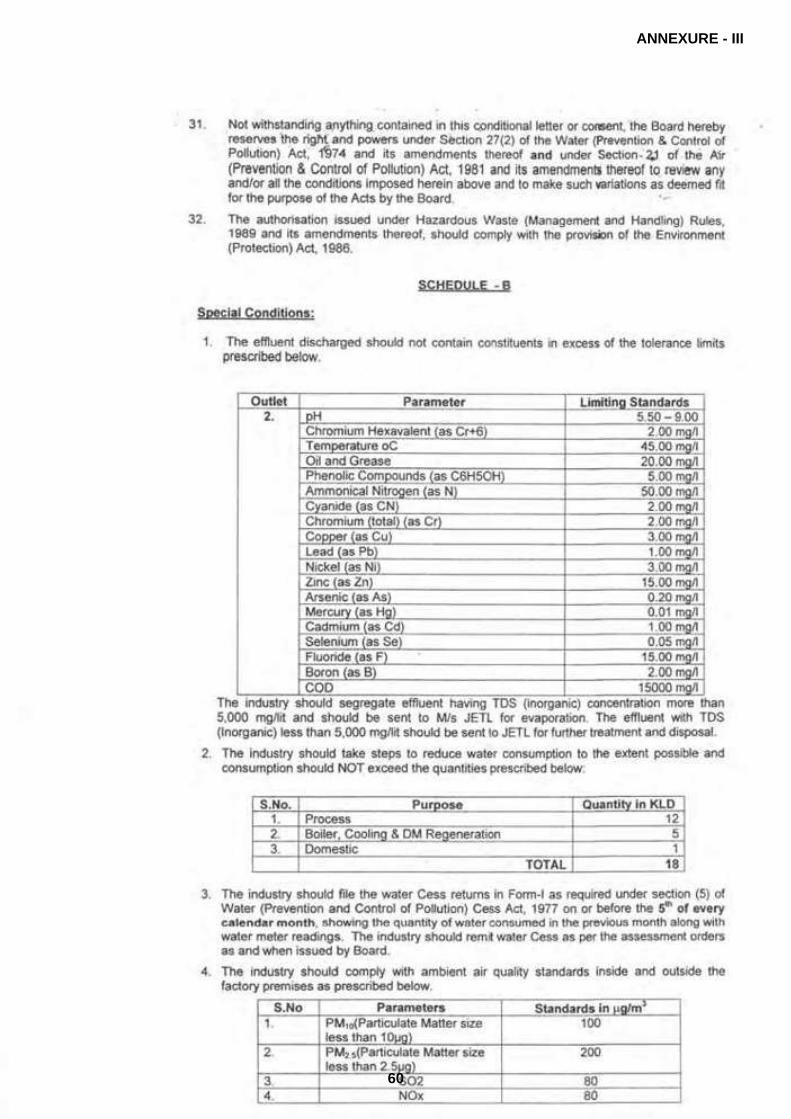
ANNEXURE - III
56

ANNEXURE - III
57

ANNEXURE - III
58

ANNEXURE - III
59
ANNEXURE - III
60

ANNEXURE - III
61

ANNEXURE - III
62

ANNEXURE - IV
63
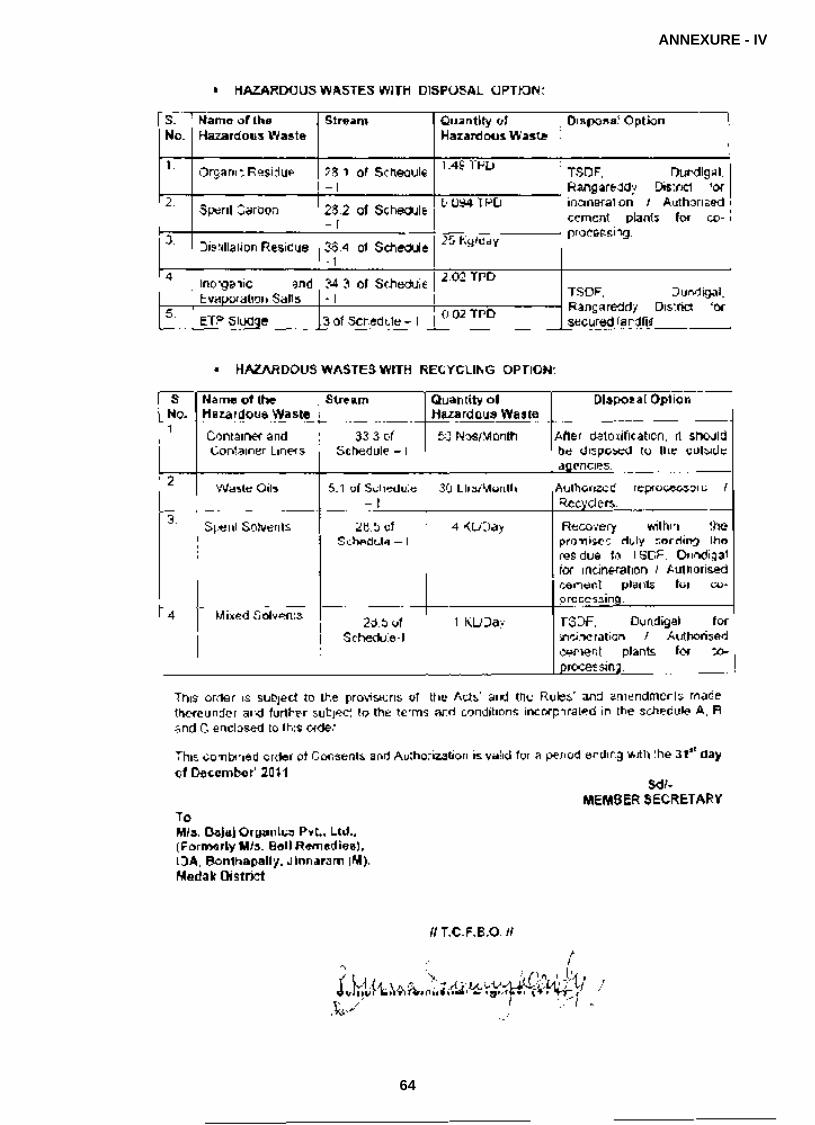
ANNEXURE - IV
64

ANNEXURE - IV
65

ANNEXURE - IV
66

ANNEXURE - V
67

ANNEXURE - VI
68

ANNEXURE - VI
69

ANNEXURE - VI
70

ANNEXURE - VI
71

ANNEXURE - VI
72

ANNEXURE - VI
73

ANNEXURE - VI
74

ANNEXURE - VII
75

ANNEXURE - VII
76

ANNEXURE - VII
77

ANNEXURE - VII
78

ANNEXURE - VII
79

1
GOVERNMENT OF ANDHRA PRADESH ABSTRACT
Promotion of Industries – Declaring Gaddapotharam (Kazipally), Bonthapally & Gundlamachnoor areas as Notified Industrial Areas – Orders Issued. --------------------------------------------------------------------------------------------------------------------
INDUSTRIES & COMMERCE (IP) DEPARTMENT
G.O.Ms. No. 120 Dated. 22.10.2013.
Read the following:
1. Letter No. Nil, dated 14/08/2012 of the President, Model Industrial Association, Hyderabad.
2. Letter No. Nil, dated 02/09/2013 of the President, Bulk Drug Manufacturers Association, Hyderabad. 3. Recommendation of the Committee constituted for this purpose 4. Single File No.29/1/2012/13884 of Commissioner of Industries, dated
11.10.2013 5. D.O.Lr.No.15/36/2013/EP (Engg./Pharma), Dated:30-04-2013 of the Commerce
Secretary to Government of India 6. G.O.Ms.No.64,EFS&T(ENV),Dated:25/07/2013
*** ORDER:
1. In the reference 1st & 2nd read above, the President, Model Industrial Association, Hyderabad and President, Bulk Drug Manufacturers Association (BDMA) have submitted representations for declaration of Gaddapotharam (Kazipally), Bonthapally & Gundlamachnoor industrial areas as the notified industrial areas, informing that the members of their associations have set-up Chemical and Pharma industries in five industrial pockets in the area viz. Khazipally-Gaddapotharam, Bonthapally, Bonthapally-Domadugu, Borapatla and Gundlamachnoor, way back in 1990s after getting all the required permissions and approvals including Consent for Operations (CFO). He has requested the Government for notifying the said locations as industrial areas so as to facilitate the industries to avail various benefits being announced by the Central Government under the Industrial Infrastructure Up-gradation Scheme (IIUS) and also incentives announced, from time to time, by the State Government, as these areas have immense potential to develop further as a major manufacturing hub for pharmaceuticals and related chemical products.
]
2. It is further be noted that Andhra Pradesh, particularly Hyderabad, has emerged as a major player in the Bulk Drug Industry sector. There are about 266 bulk drug manufacturing companies in Andhra Pradesh, of which 90 per cent are located around Hyderabad. Hyderabad is contributing about 35% of the country’s bulk drug production and has been labeled as Bulk Drug capital of India. The Commerce Secretary, Government of India, in the reference 5th cited has stated that the share in export of bulk drugs and pharmaceuticals from the state of Andhra Pradesh is about 30% of the total exports from the country and recommended for expansion of the existing units subject to compliance of Andhra Pradesh Pollution Control Board norms in order to give further boost to the exports from this sector.
3. In the reference 6th read above the Government permitted the existing Bulk Drug and Bulk Drug intermediates manufacturing units only subject to the installations of Zero Liquid Discharge (ZLD) facilities by such units to go for expansion duly complying with all extant environmental and other norms.
4. The matter was carefully examined by an expert committee constituted by the Commissioner of Industries which submitted its recommendations vide the reference 3rd read above. Based on their recommendations the Commissioner of Industries has submitted his recommendations vide the reference 4th read above.
ANNEXURE - VIII
80

2
-2-
5. The Government after careful examination of the matter and in view of the recommendations of the Commissioner of Industries, A.P., Hyderabad and under various provisions of the Industrial Investment Promotion Policy 2010-15 (IIPP 2010-15), hereby decided to notify the following areas as Notified Industries Areas, as these areas are already located within Manufacturing Zones as notified in the master plan of Hyderabad Metropolitan Development Authority and more than 140 industries are operating in these areas with all the required clearances including Consent for operations (CFO).
S.N Location Village Survey Nos Area in Ha. Full Part
1
Kazipally-
Gadda potharam Area
Kazipally --- 180 99.41
Gaddapotharam 12 to 16 7 to 10 , 25 , 28, 52 138.3
Alinagar 5, 12 to 17,20 to
27,30, 31, 32, 36, 41 ,43 to 48
9,11,18,19,27/1,30, 32 to 34, 41, 42, 47, 52
97.71
2 Bonthapally
Bonthapally 3,4,631,632,634,635
2,599,629,630, 633,
636, 637, 639,660
56.56
3 Bonthapally-DomaduguArea
Bonthapally 205-208,213-224, 227-229, 231, 232, 254, 256, 265, 272, 471, 472, 490/2
192,202,203, 204, 209, 225,226,233,235-238, 250-253,255,257-262, 264,266-271, 273, 274, 466-470, 473-475,487-489, 490/1,497, 626
40.76
Domadugu 290, 347, 348, 351, 354, 355, 357-363, 365
289, 291, 292, 341 , 345, 346, 349, 350, 352, 353, 356 ,366, 367, 369, 371, 372
38.40
4 Bodupatla Bodupatla 4 to 15, 24, 28, 29, 374, 375, 379/2, 388-390, 392-396
3,16,17,30,31,269 to 272, 373, 376 to 378, 385, 391,397
32.304
6. Further, it is noted that though the Industries located in Gundlamachanoor have
converted their lands for industrial use, the same has not been reflected in the master plan of Hyderabad Metropolitan Development Authority as manufacturing zone. The Bulk Drug Manufacturers Association vide their Letter No. BDMA/Commissioner/MPDA/2013-14 dated. 21-09-2013 have requested the Commissioner, Hyderabad Metropolitan Development Authority to correct the anomaly by notifying the above location as Manufacturing Zone. Therefore, the following location is also notified as Industrial area subject to notification of the area as Manufacturing Zone by the Hyderabad Metropolitan Development Authority in their master plan.
1 Gundla
machnoor Gundla machnoor
374, 375, 376, 377, 378 & 379
44.51
ANNEXURE - VIII
81

3
-3- 7. The following conditions will apply:
(a) All the industries coming within these locations must have a valid Consent for Operation (CFO) issued by A.P. Pollution Control Board as on the date of notifying as Industrial Area.
(b) The location including the areas of different survey numbers shall be within the manufacturing zone of the Hyderabad Metropolitan Development Authority Master Plan.
(c) All other clearances, approvals, approvals under various applicable laws, acts and rules of all relevant departments as required shall be applicable to all the industries coming within these notified locations; and
(d) All new industrial units proposed in the proposed Industrial Areas to be notified and those attract the provisions of Water (Prevention and Control Pollution) Act, 1974 and Air (Prevention and Control Pollution) Act, 1981, shall invariably obtain prior Consent for Establishment (CFE) from A.P. Pollution Control Board.
8. The Commissioner of Industries, Hyderabad shall take necessary action, in the matter.
(BY ORDER AND IN THE NAME OF THE GOVERNOR OF ANDHRA PRADESH)
K.PRADEEP CHANDRA, PRINCIPAL SECRETARY TO GOVERNMENT AND COMMISSIONER FOR INDUSTRIAL PROMOTION
To The Commissioner of Industries, A.P., Hyderabad. The MA & UD Department The EFS & T Department The Member Secretary, Andhra Pradesh Pollution Control Board, Hyderabad The Vice Chairman & Managing Director, APIIC, Hyderabad. The PR & RD Department The DT & CP Department The Revenue (CT) Department. The Energy Department. The Irrigation (Reforms) Dept. The Ind. & Com. (INF) Department. The Chairman & Managing Director, APTRANSCO., Hyderabad The Managing Director, APCPDC Ltd., Hyderabad The District Collector, Medak District.
//FORWARDED::BY ORDER//
SECTION OFFICER
ANNEXURE - VIII
82

Stage-1 : tert -Butyl-2-[(4R,6S)-6-(cyano methyl)-2,2-dimethyl-1,3-dioxan-4-yl] acetate on reduction withHydrogen on Palladium Carbon in presence of Methanol solvent medium gives tert -Butyl-2-[(4R,6(amino ethyl)-2,2-dimethyl-1,3-dioxan-4-yl] acetate.
PRODUCT : Atorvastatin Calcium
Description :
Stage2 : Aniline on condensation with Dimethyl Carbonate in presence of 2-Methyl-2-butanone in Methanolmedium gives 4-Methyl-3-oxo-N-phenyl pentanamide.Stage-3 : 4-Methyl-3-oxo-N-phenyl pentanamide upon reaction with Benzaldehyde in presence of PotassiumCarbonate in Acetone and Toluene solvent media gives 2-Benzylidene-4-methyl-3-oxo pentanoic acidphenyl amide.Stage-4 : 2-Benzylidene-4-methyl-3-oxo pentanoic acid phenyl amide on reaction with t- Butyl-2-[(4R,6S)-6(aminoethyl)-2,2-dimethyl-1,3-dioxan-4-yl] acetate in presence of Fluorobenzaldehyde and p-TolueneSulfonic acid in Isopropyl Alcohol and Toluene solvent media gives Atorvastatin ester.Stage-5 : Atorvastatin ester undergoes hydrolysis in presence of Sulfuric acid in Methanol solvent mediumforms Atorvastatin.Stage-6 : Atorvastatin upon salt formation with Calcium Acetate in presence of Isopropyl Alcohol solventmedium and gets purified with Carbon to obtain Atorvastatin Calcium.
ANNEXURE - IX
83

Flow Chart
Sol.RecoveryEvaporation Loss
Palladium Carbon Organic ResidueMethanol Inorganic Solid WasteHyflo Process EmissionsHydrogen
AnilineDimethyl Cabonate Sol.Recovery2-Methyl-2-Butanone Evaporation LossSulfuric acid EffluentMethanol Organic ResidueWater
Stage-2Benzaldehyde Sol.RecoveryPotassium Carbonate Evaporation LossAcetone EffluentToluene Organic ResidueWater
Stage-3FluorobenzaldehydeStage-1 Sol.RecoveryToluene Evaporation Lossp-Toluenesulfonic acid EffluentIsopropyl Alcohol Organic ResidueWater
Atorvastatin ester Sol.RecoverySulfuric Acid Evaporation LossMethanol EffluentWater Organic Residue
Atorvastatin Sol.RecoveryCalcium Acetate Evaporation LossIsopropyl Alcohol Organic ResidueCarbon Inorganic Solid WasteHyflo Spent Carbon
PRODUCT : Atorvastatin Calcium
Atorvastatin Calcium
tert-Butyl-2-[(4R,6S)-6-(cyano methyl)-2,2-dimethyl-1,3-dioxan-4-yl] acetate
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
84

Flow Chart
Sol.RecoveryEvaporation Loss
Potassium Hydroxide EffluentAcetone Organic ResidueMethanol Inorganic Solid WasteHydrogen BromideAcetonitrileHyflo
Stage-1Potassium Hydroxide Sol.RecoveryAcetonitrile Evaporation LossAcetic acid EffluentWater Organic Residue
Telmisartan (Crude)Ethanol Sol.RecoveryAmmonia (25%) Solution Evaporation LossAcetic acid EffluentActivated Carbon Organic ResidueWater Spent Carbon
Telmisartan
PRODUCT : Telmisartan
Description :
Stage-1 : 4-Methyl-6-(1-methylbenzimidazol-2-yl)-2-propyl-1H-benzimidazole reacts with Methyl 2-[4-(bromomethyl) phenyl]benzoate in presence of Potassium Hydroxide and Hydrogen Bromide in Methanol,Acetone and Acetonitrile solvent media to get Stage-1 Intermediate.
Stage-2 : Stage-1 Intermediate reacts with Potassium Hydroxide in the presence of Acetic acid in Acetonitrilesolvent medium to give Telmisartan (Crude).
Stage-3 : Telmisartan (Crude) is purified with Ammonia solution in the presence of Acetic acid and ActivatedCarbon in Ethanol solvent medium to form Telmisartan (Pure).
4-Methyl-6-(1-methyl benzimidazol-2-yl)-2-propyl-1H-benzimidazoleMethyl 2-[4-(bromomethyl) phenyl]benzoate
Stage I
Stage II
Stage III
ANNEXURE - IX
85

Description :
Flow Chart
Sol.RecoveryMethyl Iodide Evaporation LossPotassium Carbonate EffluentAcetone Organic ResidueEthyl Acetate Process EmissionsWater
Stage-1Acetic acid EffluentHydrochloric acid (35%) Organic ResidueSodium Hydroxide Process EmissionsWater
Zolmitriptan
PRODUCT : Zolmitriptan
Stage-1: Methyl-3-(2-aminoethyl)-5-{(2-Oxozolidin-4-yl)methyl)-1H-Indole-2-carboxylate was treated with MethylIodide in presence of Potassium Carbonate in Acetone medium. Heat the reaction mixture to reflux and maintainfor 2 hours. After completion of the reaction, filter and distilled off the reaction mixture. Wash the mixture withwater and then extracted with Ethyl Acetate. Distilled off the organic layer completely to obtain Stage-1Compound.
Stage-2: Stage-1 Compound was reacted with Acetic acid and then with Hydrochloric acid. After completion ofreaction, the reaction mixture pH was adjusted with Sodium Hydroxide. Then centrifuged the precipitated solidand dried to obtain the Zolmitriptan.
Methyl-3-(2-aminoethyl)-5-{(2-oxozolidin-4-yl)methyl)-1H-indole-2-carboxylate
Stage I
Stage II
ANNEXURE - IX
86

Description :
Stage-4 : Taken Stage-3 Compound in to clean and dry reactor. Added Hydrochloric acid and Acetic acid to thereaction mass. Heated the reaction mass to 100°C, maintained at the same temperature for 3hrs. Concentratedand then obtained the residue. Crystallized the residue in Ethanol and water to yield Temafloxacin Hydrochloride.
PRODUCT : Temafloxacin Hydrochloride
Stage-1 : Added Triethylamine followed by Di-tert-butyl dicarbonate to a solution of Methylene Dichloride and 1-(2,5-difluoro-4-(3-methylpiperazin-1-yl) phenyl) ethanone hydrochloride at 0-5°C. Allowed reaction masstemperature to 25-30°C. Maintained the reaction mass for 4hrs at 25-30°C, then washed the reaction mass withPhosphoric acid solution followed by Sodium Bicarbonate and Sodium Chloride solution. Concentrated theorganic layer and isolated in Cyclohexane to form Stage-1 Compound.Stage-2 : Added Sodium Hydride into a solution of Diethyl Carbonate and Stage-1 Compound in to clean and dryreactor (take all safety precautions before charging Sodium Hydride, Nitrogen blanket is maintained through outmaintenance), Heated to the raection mass to 80°C and maintained the reaction mass for 2hrs at the sametemperature then cooled to 10-15°C. Added Acetic acid and water into the reaction mass and extracted thecompound with Toluene and the organic layer washed with water. Concentrated the total organic layer to obtainwanted compound (Stage-2 Intermediate) as oil.Stage-3 : A mixture of Stage-2 Intermediate, Acetic Anhydride and Triethyl Orthoformate was taken in to theclean and dry reactor. Heated the reaction mass to 110° and maintained for 2hrs at the same temperature, thenconcentrated the reaction mixture undre reduced pressure and dissolved in Methylene Dichloride. Added 2,4-Difluoroaniline into the reaction mass. Maintained the reaction mass for 2hrs at 25-35°C and concentrated underreduced pressure. Dissolved the residue in Diethyl Ether and washed the organic layer with Acetic acid followedby water. Dried the organic layer and concentrated under reduced pressure. Dissolved the residue inTetrahydrofuran. Cooled the reaction mass to 0-5°C, slowly added Sodium Hydride into the reaction mass at 0-5°C, then heated the reaction mass to refluxion. Maintained at the same temperature for 2hrs, cooled thereaction mass to 10-15°C and slowly quenched with water, concentrated the reaction mass under reducedpressure. Dissolved the residue in Methylene Dichloride, washed with water and concentrated to yield Stage-3Compound.
ANNEXURE - IX
87

Flow Chart
Triethylamine Sol.RecoveryDi-tert-butyldicarbonate Evaporation LossMethylene Dichloride EffluentPhosphoric acid Organic ResidueSodium Bicarbonate Process EmissionsSodium ChlorideCyclohexaneWater
Stage-1Diethyl Carbonate Sol.RecoverySodium Hydride (60%) Evaporation LossToluene EffluentAcetic acid Organic ResidueWater Process Emissions
Stage-2Triethyl OrthoformateAcetic Anhydride2,4-Difluoroaniline Sol.RecoveryMethylene Dichloride Evaporation LossDiethyl Ether EffluentAcetic acid Organic ResidueTetrahydrofuran Process EmissionsSodium Hydride (60%)Water
Stage-3 Sol.RecoveryAcetic acid Evaporation LossHydrochloric acid (35%) EffluentEthanol Organic ResidueWater Process Emissions
PRODUCT : Temafloxacin Hydrochloride
1-(2,5-Difluoro-4-(3-methylpiperzin-1-yl) phenyl) ethanone Hydrochloride
Temafloxacin Hydrochloride
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
88

Description :
Stage-2 : Initially, Water and Isopropyl Alcohol was charged into the reactor & added Stage-1 Compound.charged 10% Palladium Carbon to reaction mass, this reaction mixture hydrogenated 3.5 atm at 50°C for 24hrs.Then the reaction mass was checked for completion and filtered the catalyst. Distilled the resulting filtrate underreduced pressure to get and oil Stage-2 Compound.
PRODUCT : Trovafloxacin
Stage-1 : Tetrahydrofuran was taken in the reactor (M.C.0.1 below), added Sodium Borohydride and (1α,5α,6α)-3-N-benzyl-6-nitro-2,4-dioxo-3-azabicyclo[3.1.0]hexane (take all safety precautions before charging Sodiumborohydride, Nitrogen blanket is maintained through out up to complex maintenance). Stirred the reaction massfor 25mim under nitrogen atm at 25-30°C. Added boron trifluoride to reaction mass at below 40°C (It is highlyexothermic reaction). Maintained the reaction mass at 40°C for 4hrs. The reaction mass was checked forcompletion then cooled to 25-30°C. Quenched the reaction mass with mixture of water and THF (1:1 ratio) andmaintained 30min at 45-50C. The reaction mass filtered to separate salt & extracted with Tetrahydrofuran.Distilled the total organic layer under vacuum at 45-50°C to afford the wanted Stage-1 Compound as clear oil.
Stage-3 : Toluene was used as a solvent. Initially solvent was taken into the reactor, Benzaldehyde and Stage-2 material added. Then heated to 100-110°C. Maintained the reaction mass for 10hrs at 100-110°C byremoving water through azeotropically distillation mode. Distill out the solvent completely to obtain the wantedStage-3 Intermediate.
Stage-4 : Toluene was used as a solvent. Initially solvent was taken into the reactor, 7-Chloro-1-(2,4-difluorophenyl)-6-fluoro-4-oxo-1,4-dihydro-1,8-naphthyridine-3-carboxylic acid and Stage-3 material added.Then heated to 100-110°C. Maintained the reaction mass for 17hrs at 100-110°C. Cooled the reaction mass to20-25°C. The Compound is then under goes reduction wtih Hydrogen in presence of Palladium Carbon to getTrovafloxacin. The precipitated solid then re-crystallized the wet compound from Acetonitrile to obtainTrovafloxacin as white solid.
ANNEXURE - IX
89

Flow Chart
Sol.RecoverySodium Borohydride Evaporation LossTetrahydrofuran Effluent
Process Emissions
Water
Stage-1 Sol.RecoveryPalladium Carbon Evaporation LossIsopropyl Alcohol EffluentHydrogen Organic ResidueWater Process Emissions
Stage-2 Sol.RecoveryBenzaldehyde Evaporation LossToluene Effluent
Organic Residue
Stage-3
Sol.RecoveryTriethylamine Evaporation LossToluene EffluentHydrogen Organic ResiduePalladium Carbon Process EmissionsAcetonitrileWater
Trovafloxacin
PRODUCT : Trovafloxacin
(1R,5S,6R)-3-benzyl-6-nitro-3-azabicyclo[3.1.0]hexane-2,4-dione
Boran trifluoride Tetrahydrofuran Complex
7-Chloro-1-(2,4-difluorophenyl)-6-fluoro-4-oxo-1,4-dihydro-1,8-naphayridine-3-carboxylic acid
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
90

Description :
Flow Chart
Propargyl BromideSodium Hydroxide Sol.RecoveryAcetic acid Evaporation LossToluene Effluent
Organic ResidueProcess Emission
Water
N-Methyl-1-phenylpropane-2-amine-d-tartarate
Ethanolic Hydrochloric acid (37%)
Selegiline Hydrochloride
PRODUCT : Selegiline Hydrochloride
Stage-1 : N-Methyl-1-phenylpropane-2-amine-d-tartarate is suspended in water. The suspension is alkalized topH value of 13 by using Sodium Hydoxide solution at RT. The solution is extracted with Toluene. Raise thetemperature of organic layer to 60°C & add Propargyl Bromide, Sodium Hydoxide solution & water to RM at60°C. Maintain RM for 2 hrs. & cool temperature to RT. Separate organic layer & add water, Acetic acid toorganic layer, so that the resulting aq layer has the pH 6-7, separate & dry organic layer. Concentrate half ofthe amount to total quantity of Toluene. Acidify the organic layer at RT to get pH 1 by using EthanolicHydrochloric acid. Filter the solid & dry at 60°C to get Selegiline Hydrochloride.
Stage I
ANNEXURE - IX
91

Description :
Flow Chart
Sol.Recovery3-(Bromomethyl) phenol Evaporation LossPotassium Carbonate EffluentToluene Organic ResidueWater Process Emissions
Stage-1 Sol.Recovery2-Aminopropanamide Evaporation LossSodium Carbonate EffluentMethylene Dichloride Organic ResidueWater Process Emissions
Safinamide
PRODUCT : Safinamide
Stage-1 : Toluene was taken in the reactor to which add 1-(Bromomethyl)-3-fluoro benzene and PotassiumCarbonate at room temperature, Maintain the reaction mixture for 10-15 minutes. Slowly charged 3-(Bromoethyl) phenol at room temperature and stirred for 2-3 hours. After completion of the reaction, chargedwater into reactor and separated two layers. Aqueous layer extract with Toluene and total organic layer washedwith water and organic layer is distilled off to give Stage-1 Product.
Stage-2 : Stage-1 Product and Methylene Dichloride was taken into a to the reactor. Added 2-Aminopropanamide & Sodium Carbonate to the above mixture. Stirred the reaction mixture at roomtemperature for 8-9 hours. After completion of the reaction, reaction mixture was washed with water. Organicsolvent is completely distilled off to obtained Safinamide.
1-(Bromomethyl)-3-fluorobenzene
Stage I
Stage II
ANNEXURE - IX
92

Description :
PRODUCT : Landiolol
Stage-1 : Dimethyl Sulfoxide was charge in the reactor (M.C.0.1 below), Charge 3-(4-Hydroxyphenyl)propanoic acid, after that Potassium Carbonate and Potassium Iodide were added, these mixture wasmaintained for 10-20 minutes, Charged (S)-4-(Chloromethyl)-2,2-dimethyl-1,3-dioxolane the reaction massfurher maintained for 10-12 hours. After that reaction mass was poured in to water, extracted the product withToluene. Distilled offf Toluene completely to get Stage-1 as a residue.
Stage-2 : Stage-1 and Acetone was charged in to a reactor, charged Potassium Carbonate and (S)-2-(Bromomethyl) Oxirane and heat the reaction mass to 50-550C and stir the reaction mass at reflux for 10-13hrs. After completion of the reaction filtered off, distilled off Acetone. Residue dissolved in Toluene and washedwith water. Distilled off Toluene completely to get Stage-2 Material .
Stage-3 : Methanol was charged in to a reactor and cooled to 15-200C, charged Stage-2 and N-(2-Aminoethyl)morpholine-4-carboxamide. Stir the reaction mass at 15-200C for 13-15 hrs. After completion of the reaction.Distilled off Methanol completely. And then washed with water. Landiolol pharma Product was recrystallizedwith Ethyl Acetate.
ANNEXURE - IX
93

Flow Chart
Sol.RecoveryEvaporation Loss
Potassium Carbonate EffluentPotassium Iodide Organic ResidueDimethyl Sulfoxide Process EmissionsTolueneWater
Stage-1(S)-2-(Bromomethyl) oxirane Sol.RecoveryPotassium Carbonate Evaporation LossAcetone EffluentToluene Organic ResidueWater Process Emissions
Stage-2Sol.Recovery
Evaporation LossMethanol EffluentEthyl Acetate Organic ResidueWater
Landiolol
PRODUCT : Landiolol
3-(4-Hydroxyphenyl)propanoic acid(S)-4-(Chloromethyl)-2,2-dimethyl-1,3-dioxolane
N-(2-Aminoethyl)morpholine-4-carboxamide
Stage I
Stage II
Stage III
ANNEXURE - IX
94

Stage-1 : 2,4,5-Trifluoro benzyl-α-amino acid is reacted with Diazomethane in presence of IsobutylChloroformate, silver benzoate and Carbobenzyloxy chloride base and methanol solvent to get 2,4,5-Trifluorobenzyl-β-amino acid.
Stage-2 : 2-Chloropyrazine is reacted with Hydrazine Hydrate in presence of Methanol to form 2-Hydrazinepyrazine.
Stage-3 : 2-Hydrazine pyrazine is reacted with Triethyl orthoester and polyphosphoric acid in presence ofMethanol to get 3-Trifluoromethyl[1,2,4]triazolo[4,3-a]pyrazine.
Stage-4 : 3-Trifluoromethyl[1,2,4]triazolo[4,3-a]pyrazine is reacted with reduction of Palladium Carbon,Hydrogen in presence of Methanol solvent and salt formation with Hydrochloric acid to form 3-Trifluoromethyl-5,6,7,8-tetrahydro-[1,2,4]triazolo[4,3-a]pyrazine Hydrochloride.
Stage-5 : 2,4,5-Trifluoro benzyl-β-amino acid and 3-Trifluoromethyl-5,6,7,8-tetrahydro-[1,2,4]triazolo[4,3-a]pyrazine Hydrochloride with Dimethyl Formamide other peptide coupling to get Amino protection ofSitagliptin.
Stage-6 : Amino protection of sitagliptin is deprotection with Methanolic Hydrochloride in presence ofMethanol solvent for carbo benzyloxy chloride to get Sitagliptin Hydrochloride.
Description :
PRODUCT : Sitagliptin Hydrochloride
ANNEXURE - IX
95

Flow Chart
Isobutyl Chloroformate Sol.RecoverySilver benzoate Evaporation LossMethanol Organic ResidueCarbo benzyloxychloride Process Emissions
2-Chloro Pyrazine Sol.RecoveryHydrazine Hydrate Evaporation LossMethanol Organic Residue
Process Emissions
Stage-2 Sol.RecoveryTriethyl orthoester Evaporation LossPolyphosphoric Acid Organic ResidueMethanol Inorganic Solid Waste
Stage-3Palladium Carbon Sol.RecoveryHydrogen Evaporation LossMethanol Organic ResidueHydrogen Chloride Process Emissions
Stage-1 Sol.RecoveryStage-4 Evaporation LossDimethylformamide Organic Residue
Stage-5 Sol.RecoveryMethanol Evaporation Loss
Organic ResidueProcess Emissions
Sitagliptin Hydrochloride
PRODUCT : Sitagliptin Hydrochloride
2,4,5-Trifluorobenzyl-a-amino acid
Diazomethane in Diethyl ether (40%)
Methanolic Hydrochloride (20%)
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
96

Stage-2 : Stage-1 intermediate is reacts with Benzyl alcohol and 1,3-Dicyclohexyl carbodiimide in Toluenesolvent media to get Stage-2 intermediate.
Stage-3 : Stage-2 intermediate is reacts with Mandelic Acid in the presence of Potassium Carbonate inToluene solvent media to get Stage-3 intermediate.
Stage-4 : Norvaline is reacts with Ethanol in the presence of Sulfuric acid in Toluene and Acetone solventmedia to get Stage-4 intemediate.
Stage-5 : Stage-4 intemediate is reacts with Pyruvic Acid under Hydrogen pressure in the presence ofPalladium Carbon in Methanol and Toluene solvent media to get Stage-5 intermediate.
Stage-6 : Stage-5 intermediate is reacts with Stage-3 intermediate and 1,3-Dicyclohexyl carbodiimide inToluene and Methanol solvent media to get Stage-6 intermediate.
Stage-7 : Stage-6 intermediate is tert-Butylamine under Hydrogen pressure in the presence of PalladiumCarbon in Toluene and Methanol solvent media to get Perindopril Erbumine.
Stage-1 : Indole carboxylic acid is reacts with Rhodium on carbon under Hydrogen pressure in Methanolsolvent media to get Stage-1 intermediate.
PRODUCT : Perindopril Erbumine
Description :
ANNEXURE - IX
97

Flow Chart
Indole carboxylic acid Sol.RecoveryRhodium on Carbon Evaporation LossHydrogen Organic ResidueMethanol Inorganic Solid WasteHyflo Process Emissions
Stage-1Benzyl Alcohol Sol.Recovery1,3-Dicyclohexyl carbodiimide Evaporation LossToluene EffluentWater Organic Residue
Stage-2Mandelic Acid Sol.RecoveryAcetone Evaporation LossPotassium Carbonate EffluentToluene Organic ResidueWater Process Emissions
NorvalineEthanol Sol.RecoverySulfuric Acid Evaporation LossToluene EffluentAcetone Organic ResidueWater
Stage-4Palladium Carbon Sol.RecoveryHydrogen Evaporation LossToluene EffluentMethanol Organic ResiduePyruvic Acid Process EmissionsWater
Stage-3Stage-5 Sol.Recovery1,3-Dicyclohexylcarbodiimide Evaporation LossToluene EffluentMethanol Organic ResidueWater
Stage-6Palladium Carbon Sol.RecoveryHydrogen Evaporation LossToluene EffluentMethanol Organic Residuetert-Butylamine Inorganic Solid WasteCarbon Spent CarbonHyflo Process EmissionsWater
PRODUCT : Perindopril Erbumine
Perindopril Erbumine
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
Stage VII
ANNEXURE - IX
98

Description :
PRODUCT : Cangrelor
Stage-1: A suspension of sodium hydroxide and 2-(Acetoxyethyl)-5-(6-chloro-2-mercapto-9H-purin-9-yl)-tetra-hydrofuran 3,4-diyl diacetate in dimethylformamide was stirred at room temperature for 1 hour. To this slowlyadded 3-chloro-1,1,1-trifluoropropane at the same temperature. The reaction mixture was stirred for 5 days.After completion of the reaction the solution was concentrated to residue and the residue partitioned betweenethyl acetate and water. The organic layer was distilled off to obtain the product.
Stage-2: Stage-1 product and 2-(methylthio)ethanamine were mixed in dioxane and water and heated to 110°Cin an autoclave for 20 hrs. After completion of the reaction, reaction mass was cooled to room temperature andevaporated to a residue. The residue was recrystallised from ethylacetate to yield Stage-2 product.
Stage-3: Phosphorus oxychloride was added drop wise with cooling to a solution of the product of stage-2 intriethyl phosphate. The resulting solution was stirred at room temperature for 3 hours. Added a solution oftributylamine and dichloromethylenebisphosphonic acid in triethyl phosphate to the above reaction mixture atroom temperature and stirred the reaction mixture till the completion of the reaction. Reaction mixture waspoured into a 5% aqueous sodium bicarbonate solution then stirred for 18 hrs. The resulting solution wasextracted with ethyl acetate. Cooled the ethyl acetate layer to -5-10°C. Precipitated solid was filtered to obtainthe product.
ANNEXURE - IX
99
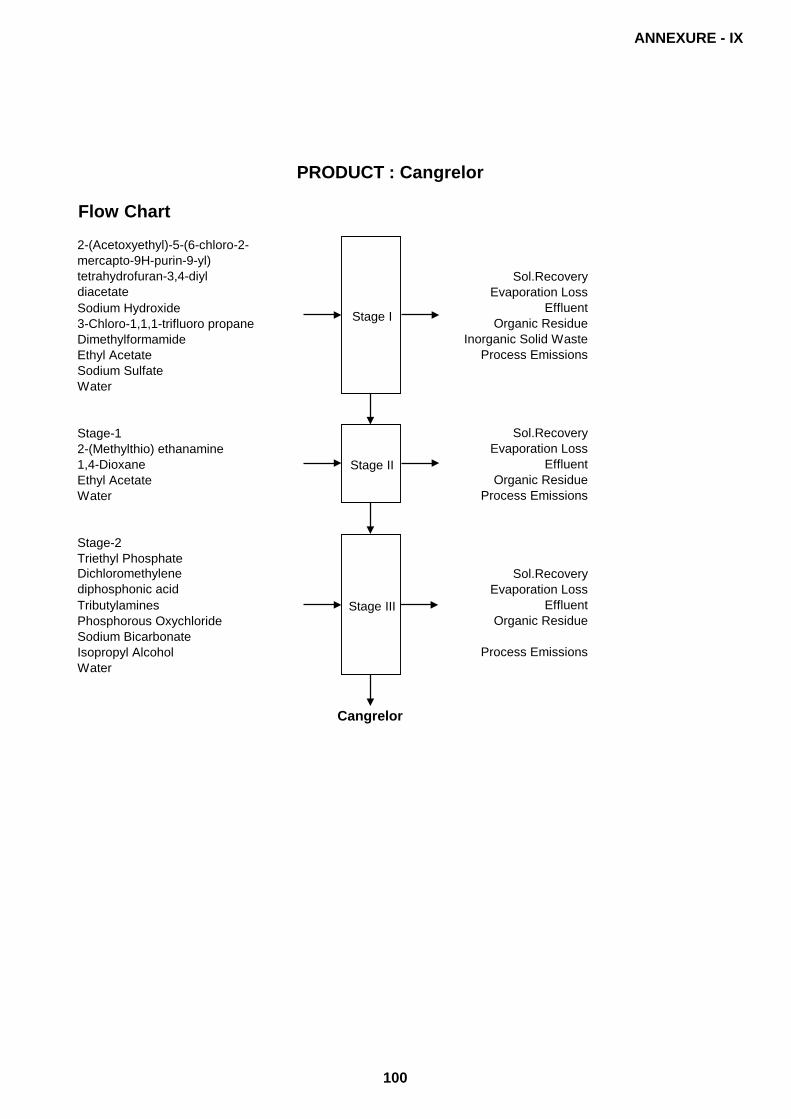
Flow Chart
Sol.RecoveryEvaporation Loss
Sodium Hydroxide Effluent3-Chloro-1,1,1-trifluoro propane Organic ResidueDimethylformamide Inorganic Solid WasteEthyl Acetate Process EmissionsSodium SulfateWater
Stage-1 Sol.Recovery2-(Methylthio) ethanamine Evaporation Loss1,4-Dioxane EffluentEthyl Acetate Organic ResidueWater Process Emissions
Stage-2Triethyl Phosphate
Sol.RecoveryEvaporation Loss
Tributylamines EffluentPhosphorous Oxychloride Organic ResidueSodium BicarbonateIsopropyl Alcohol Process EmissionsWater
Dichloromethylene diphosphonic acid
Cangrelor
PRODUCT : Cangrelor
2-(Acetoxyethyl)-5-(6-chloro-2-mercapto-9H-purin-9-yl) tetrahydrofuran-3,4-diyl diacetate
Stage I
Stage II
Stage III
ANNEXURE - IX
100

Description :
Flow Chart
Sol.RecoveryEvaporation Loss
Titanium Tetrachloride Effluent1,3-Dithian-2-one Organic ResidueMethylene Dichloride Inorganic Solid wasteWater Process Emissions 0
Stage-1Sodium Hydroxide Sol.RecoveryMethanol Evaporation LossZinc Chloride EffluentWater Organic Residue
Cilomilast
PRODUCT : Cilomilast
Stage-1: Charge dichloromethane in to a reactor and cool to 0-5°C and then added oxycyclohexanecarbonitrile. Stirred the reaction mixture for 1-2 hours. Slowly added 1,3-dithian-2-one and titanium tetrachlorideto the above mixture and then compound diluted with dichloromethane. Stirred the reaction mixture at 0-5C for5-6 hours. After completion of the reaction, quench the reaction mixture with ammonium chloride solution andextract the product with dichloromethane. Distilled off dichloromethane layer and isolate the product.
Stage-2: Charge methanol in to a reactor and then added stage-1 product, sodium hydroxide solution and zincchloride. Heat the reaction mixture to 40-45°C and stirred the reaction mixture for 5-6 hours at the sametemperature. After completion of the reaction. Charge water to the reaction mixture. Filtered the precipitatedsolid and then dried to get Cilomilast.
1-( 3-(Cyclopentyloxy)-4-methoxyphenyl)-4-oxocyclohexane carbonitrile
Stage I
Stage II
ANNEXURE - IX
101

Description :
PRODUCT : Sitafloxacin
Stage-1: 8-chloro-6,7-difluoro-1-((1S,2S)-2-fluorocyclopropyl)-4-oxo-1,4-dihydroquinoline-3-carboxylic acidreacts with (S)-tert-butyl 5-azaspiro[2.4]heptan-7-ylcarbamate in the presence of acetonitrile and triethylamine.Heated the reaction mixture to reflux and maintain the reaction at reflux for 5 hrs. After completion of thereaction, cooled the reaction mixture and filtered the reaction mixture. Wash the organic layer with water anddistilled off the solvent completely to obtain the product as residue.
Stage-2 : Stage-1 and anisole taken in a reactor and cooled to 0-5°C. Slowly trifluoroacetic acid addedbetween 0-5°C. Raised the reaction mixture temperature to 25-30°C and maintained for 30 min at the sametemperature. After completion of the reaction, distilled off solvent completely under vacuum below 60°C. Thencool to 25-30°C and adjust the reaction mass pH with 1N sodium hydroxide solution to 11 to 12. Wash thereaction mixture with chloroform. Adjust the reaction mass pH with hydrochloric acid to 7.0. Extracted withchloroform and dried over sodium sulphate. Distilled off solvent under vacuum at below 50°C and isolated inEthanol to form Sitafloxacin.
ANNEXURE - IX
102

Flow Chart
Sol.RecoveryEvaporation LossOrganic Residue
AcetonitrileTriethylamine
Stage-1AnisoleTrifluoroacetic acid Sol.RecoverySodium Hydroxide Evaporation LossHydrochloric acid (35%) EffluentChloroform Organic ResidueSodium Sulfate Inorganic Solid WasteEthanol Process EmissionWater
8-Chloro-6,7-difluoro-1-((1S,2S)-2-fluorocycloproyl)-4-oxo-1,4-dihydroquinoline-3-carboxylic acid(S)-tert-Butyl-5-azaspiro[2,4]-heptan-7-yl-carbamate
Sitafloxacin
PRODUCT : Sitafloxacin
Stage I
Stage II
ANNEXURE - IX
103

Description :
Flow Chart
Sol.RecoveryEvaporation LossOrganic Residue
Sodium Hydroxide Inorganic Solid WasteMethanol
Stage-1 Sol.RecoveryHydrogen Evaporation LossMethanol Organic ResiduePalladium Carbon Process Emissions
Stage-2 Sol.RecoveryFumaric acid Evaporation LossMethanol Organic Residue
Stage-2 : Methanol and palladium carbon was charged in to a reactor, charged Stage1 product.Passed hydogen gas and heated to 35-450C, after completion of reaction cooled to 25-30C and filtered off. Distilled of filtrate and isolated Stage-2 product.
Stage-3 : Methanol was charged in to a reactor and charged stage 2 product, fumaricacid and heat to 45-55oC.Stir the the reaction mass for 1-2 hours. Cool to 5-10oC and stir for 2-3 hours. Filted off the Foromterol Fumarate. Dry the product at 50-60oC for 6-8 hors.
N-(2-(benzyloxy)-5-(oxiran-2-yl)phenyl) formamideN-benzyl-1-(4-methoxyphenyl)propan-2-amine
Formoterol Fumarate
Stage-1 : Methanol was used as a solvent. Initially, Methanol was taken in the reactor (M.C.0.1 below),charge N-(2-(benzyloxy)-5-(oxiran-2-yl)phenyl)formamide, (take all safety precautions before charging Sodium borohydride, Nitrogen blanket is maintained through out) after that methanol and sodium hydroxide flakes, these mixture was maintained another 5-10 minutes, and charged N-benzyl-1-(4-methoxyphenyl) propan-2-amine. Strirred the the reaction mass for 4-5 hours, checked for completion of reaction. Distilled offf methanol completely.Charged fresh methanol to the reaction mass and filtered off the Stage-1 product.
PRODUCT : Formoterol Fumarate
Stage I
Stage II
Stage III
ANNEXURE - IX
104

Description :
PRODUCT : Clevidipine Butyrate
Stage-1 : Isopropyl alcohol is used as a solvent for the reaction. Isopropanol is charged into the reactor. Thencharged 2,3-dichlorobenzaldehyde. After 5 – 10min ammonium acetate will be charged under nitrogenatmosphere. The reaction mass will be stirred for 5 – 10min at RT. Then methyl acetoacetate will be charged.Reaction mass is heated to 80 – 85°C and maintained at 80 – 85°C for 8 – 10hours. The reaction mass ischecked for completion of the reaction. After completion of the reaction the reaction mass will be cooled to RTand further cooled to 5 – 10°C. The separated solid is centrifuged and washed with chilled isopropyl alcohol toform Stage-1 compound.
Stage-2 : Initially, isopropyl alcohol and water was charged into the reactor & added stage-I material, heated upto reflux and maintained at reflux for 18-20hours. The mass was checked for completion of reaction. Thensolvent isopropanol can be removed completely. The reaction mass is washed with toluene and after that aceticacid was used to adjust pH 4.0 - 4.5 of reaction mass. Then centrifuged the mass to collect the material ofcrude stage II. This material is is charged into the reactor. Acetone is charged and heated the reaction mass toreflux. The reaction mass is maintained at reflux for 30 – 60min. Cooled the reaction mass to RT and furthercooled to 0 – 5°C. The mass was centrifuged to obtain the Stage 2 material.
Stage-3 : DMF is used as a solvent. Initially solvent was taken into the reactor, NaHCO3 and stage-2 materialadded. Then heated to 80-85oC. Reaction mass was maintained 4 - 6hrs at 80 – 85oC. Completion of thereaction mass checked. After completion of the reaction the reaction mass will be filtered and further distilledthe solvent completely. Crude is dissolved in ethyl acetate and distilled off ethyl acetate completely. The crudecompound is dissolved in methanol at 60 – 65°C and cooled to RT. The reaction mass is furthercooled to 10 – 15°C. The mass was centrifuged to obtain Clevidipine Butyrate.
ANNEXURE - IX
105

Flow Chart
2,3-DichlorobenzaldehydeMethyl Acetoacetate Sol.RecoveryAmmonium Acetate Evaporation LossIsopropyl Alcohol Organic Residue
Stage-1Potassium HydroxideAcetic acid Sol.RecoveryIsopropyl Alcohol Evaporation LossToluene EffluentAcetone Organic ResidueWater
Stage-2Dimethylformamide Sol.RecoverySodium Bicarbonate Evaporation LossChloromethyl Butyrate Organic ResidueEthyl Acetate Inorganic Solid WasteMethanol Process Emissions
Clevidipine Butyrate
PRODUCT : Clevidipine Butyrate
Stage I
Stage II
Stage III
ANNEXURE - IX
106

Description :
Stage-3: Stage-2 crude is dissolved in t-butanol. This solution is added with potassium tertiary butoxide. Thereaction mixture was heated to reflux for 20 hours. The reaction mass is checked for its completion. Thereaction mixture was allowed to cool to room temperature. Water was added to the mixture, and pH of thereaction mass is adjusted to 2. The resulting solid was centrifuged and washed with water. The wet solid isdissolved in isopropanol at reflux. Cooled the reaction mass to room temperature stirred the reaction mass for 2hours at room temperature. The solid is centrifuged and dried to get Udenafil
PRODUCT : Udenafil
Stage-1: Acetone was taken in the reactor to which 2-(1-methylpyrrolidin-2-yl)ethanamine is added at roomtemperature. After that 5-(chlorosulfonyl)-2-propoxybenzoic acid in acetone was added at 0°C and the mixturewas stirred below 20°C for 3 hours till the completion of the reaction.. After that removed the solvent byconcentration. The residue obtained was diluted with ethyl acetate and extracted with 10% sodium bicarbonatesolution. Acidified the aqueous layer with hydrochloric acid and then extracted with ethyl acetate. Ethyl acetatelayer is washed with water and distilled off to get as crude compound.
Stage-2: Crude compound obtained in stage-1 was dissolved in dichloromethane and the reaction mixture iscooled to 0°C and to this added triethyl amine and 2,4,6-trichlorobenzoyl chloride at 0°C. The reaction mixtureis stirred at room temperature for 5 hours. Added 4-amino-1-methyl-3-propyl-1H-pyrazole-5-carboxamide to thereaction mixture and the resulting mixture is stirred at room temperature for 3 hours. Reaction mixture ischecked for the completion of the reaction. The precipitated crystals were centrifuged. The filtrate is washedwith saturated sodium bicarbonate solution and dichloromethane layer is concentrated to get pure compoundas a residue.
ANNEXURE - IX
107

Flow Chart
Sol.RecoveryEvaporation Loss
Acetone EffluentEthyl Acetate Organic ResidueSodium Bicarbonate Process EmissionsHydrochloric acid (35%)Water
Stage-1
Sol.RecoveryTriethylamine Evaporation Loss2,4,6-Trichlorobenzoyl chloride EffluentMetthylene Dichloride Organic ResidueSodium Bicarbonate Process EmissionsWater
Stage-2Potassium tert-butoxide Sol.Recoverytert-Butanol Evaporation LossHydrochloric acid (35%) EffluentIsopropyl Alcohol Organic ResidueWater
PRODUCT : Udenafil
5-(Chlorosulfonyl)-2-propoxybenzoic acid2-(1-Methylpyrrolidin-2-yl) ethanamine
4-Amino-1-methyl-3-propyl-1H-pyrazole-5-carboxamide
Udenafil
Stage I
Stage II
Stage III
ANNEXURE - IX
108

Description :
PRODUCT : Argatroban
Stage-1: To a stirred solution of 2-[(tert-butoxycarbonyl)amino]-5-(nitro carbamimidamido) pentanoic acid in drytetrahydrofuran were added triethyl amine and isobutylchloroformate at -20°C. After 10 min a solution of Ethyl(2R,4R)-4-methyl piperidine-2-carboxylate in tetrahydrofuran was added at the same temperature Stirred thereaction mixture for 3 hours. After completion of reaction the reaction mixture was concentrated and dissolvedin ethyl acetate. The organic layer was washed with sodium bicarbonate solution, citric acid solution and brinesuccessively. The organic layer was concentrated and dried to yield a syrupy mass.
Stage-2: A solution of Stage-1 in ethyl acetate was cooled to 0°C and then a solution of dry hydrochloric acidand ethyl acetate was added to it. The reaction mixture was stirred for 4 hours at room temperature. Aftercompletion of the reaction. diethylether was added to precipitate an oily residue. The solid obtained was filteredand washed with diethylether to form solid.
Stage-3: To a solution of Stage-2 in chloroform were added triethylamine and 3-ethyl-8-quinolinesulfonylchloride at 5°C. Rise the temperature of reaction mixture to room temperature and stirring reaction at the sametemperature. After completion of the reaction, the reaction mixture was washed with water and brine solution.Distilled off the organic layer completely to yield compound as an amorphous solid.
Stage-4: To the compound obtained in stage-3 was dissolved in ethanol and added 5% palladium charcoal toit. The reaction mass was hydrogenated in an autoclave for 4 hours. After completion of the reaction, filteredthe reaction mixture through a cilite bed. To the filtrate added 1N sodium hydroxide and stirred for 4 hours. Thereaction mixture was acidified with concentrated hydrochloric acid and the solid precipitated was filtered. Thecrude Argatroban was recrystallized from ethyl acetate.
ANNEXURE - IX
109

Flow Chart
Sol.RecoveryTriethylamine Evaporation LossIsobutyl chloroformate EffluentTetrahydrofuran Organic ResidueEthyl Acetate Process EmissionsCitric acidSodium BicarbonateSodium ChlorideWater
Stage-1 Sol.RecoveryEthyl Acetate Evaporation LossHydrochloric acid (35%) EffluentDiethyl Ether Organic ResidueWater Process Emissions
Stage-2
Sol.RecoveryTriethylamine Evaporation LossChloroform EffluentSodium Chloride Organic ResidueWater
Stage-3Palladium CarbonHydrogen gas Sol.RecoverySodium Hydroxide (20%) Evaporation LossHydrochloric acid (35%) EffluentEthanol Organic ResidueEthyl Acetate Process EmissionsWater
2-[(tert-Butoxycarbonyl)amino] -5-(nitrocarbamimidamido) pentanoic acidEthyl(2R,4R)-4-methyl piperidine-2-carboxylate
Ttetrahydroquinoline-8-sulfonyl chloriode
Argatroban
PRODUCT : Argatroban
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
110

Description :
Flow Chart
Sol.RecoveryEvaporation Loss
Triethylamine EffluentAcetonitrile Organic ResidueChloroformSodium ChlorideWater
PRODUCT : Balofloxacin
Stage-1 : A mixture of 1-cyclopropyl-6,7-difluoro-1,4-dihydro-8-methoxy-4-oxoquinoline-3-carboxylic acid,methylaminopiperidine dihydrochloride and acetonitrile were taken in a reactor. To this triethylamine wasadded. Heat the reaction mixture to refluxed with stirring and maintain for 12 hours till the completion of the ofthe reaction. Then reaction mixture was concentrated in vacuum, and the residue was extracted with chloroform and water. The extract was washed with saturated sodium chloride solution and concentrated the organic layerunder vacuum to obtain Balofloxacin, which was recrystallized in acetonitrile-water.
1-Cyclopropyl-6,7-difluoro-8-methoxy-4-oxo-1,4-dihydro quinolin-3-carboxylic acidN-Methylpiperidine-3-amine Dihydrochloride
Balofloxacin
Stage I
ANNEXURE - IX
111

Description :
PRODUCT : Beraprost
Stage-1: Sodium hydride was suspended in dimethoxy ethane under nitrogen atmosphere and to this added asolution of dimethyl-(3-methyl-2-oxo-hept-5-yn-1-yl)phosphate in dimethylformamide. The reaction mixture wasstirred for 1 hour at room temperature. A solution of methyl-4-(2-acetoxy-1-formyl-2,3,3a,8b-tetrahydro-1H-benzo [b]cyclopenta[d]furan-5-yl)butanoate in dimethoxyethane was prepared and added to the above reactionmixture, and the reaction mixture was stirred for another 30 minutes at room temperature. After completion ofthe reaction, the reaction mixture was neutralized with acetic acid and was concentrated. The residue wasdissolved in (1:1) pentane and ether, and the precipitate was filtered. The filtrate was concentrated to give anoily material.
Stage-2: The compound obtained in stage-1 was dissolved in methanol and to this added a 10% sodiumhydroxide solution at 0°C. The reaction mixture was stirred for 14 hrs at room temperature. After completion ofthe reaction, the reaction mixture was neutralized with 10% aqueous hydrochloric acid, and the crudecompound precipitated was filtered and dried at 45°C.
Stage-3: The crude compound obtained in the Stage-2 was dissolved in methanol and cooled to 0°C. Thensodium borohydride was added to it in portion wise over a period of 2 hrs and stirred the reaction mixture atroom temperature for 2 hours. After completion of the reaction, the reaction mass was neutralized with 10%aqueous hydrochloric acid. and the precipitate formed was filtered and recrystallized from ethyl acetate to getthe final product.
ANNEXURE - IX
112

Flow Chart
Sol.RecoveryEvaporation Loss
Sodium Hydride (60%) EffluentDimethoxyethane Organic ResidueDimethylformamide Process EmissionsPentaneDiisopropyl EtherAcetic acidWater
Stage-1Sodium Hydroxide (10%) Sol.RecoveryHydrochloric acid (35%) Evaporation LossMethanol EffluentWater
Stage-2Sodium Borohydride Sol.RecoveryHydrochloric acid (35%) Evaporation LossMethanol EffluentEthyl Acetate Organic ResidueWater Process Emissions
Beraprost
PRODUCT : Beraprost
Methyl-4-(2-acetoxy-1-formyl-2,3,3a,8b-tetrahydro-1H-benzo[b]cyclopenta[d]furan-5-yl)butanoateDimethyl(3-methyl-2-oxo-hept-5-yn-1-yl)phosphate
Stage I
Stage II
Stage III
ANNEXURE - IX
113

Description :
PRODUCT : Pazufloxacin
Stage-1: Ethyl-3-(4-(1-acetamidocyclopropyl)-2,3,5-trifluorophenyl)-3-oxopropanoate and chloroform taken in areactor. Charged N,N dimethyl formamide dimethyl acetal and acetic anhydride to the above mixture.Maintained the reaction mixture at 25-30°C for 2 hrs. After completion of the reaction, distilled off solventcompletely under vacuum below 50°C. The obtained residue dissolved in chloroform and slowly added S-(2)aminopropanol and maintained for 2 hrs. After completion of the reaction, distilled off solvent under vacuumat below 50°C to obtained the product.
Stage-2: Crude product obtained in Stage-1 and DMSO taken in a reactor and added potassium carbonate.Heated the reaction mixture to 90-95°C and maintain the reaction at the same temperature. After completion ofthe reaction, the reaction mixture was dumped by pouring the reaction mixture into ice water and chloroform.Reaction mixture pH adjusted to 2 with 6N hydrochloric acid solution. The organic layer was distilled completelyunder vacuum at below 50°C. The obtained compound proceeded to next stage.
Stage-3: Compound obtained in stage-2 and ethanol taken in a reactor. 1N sodium hydroxide solution wasadded to the reaction mixture at 25-30°C. Rise the temperature of the reaction to 45-50°C and the maintainedfor 2 hrs. After completion of the reaction, cool the reaction mixture to 25-30°C and adjust the reaction mixturepH with 6N hydrochloric acid solution. Filter the compound and wash with water. Dry the compound at 80-90°Cto get the product.
Stage-4 : Stage-3 and 6N hydrochloric acid solution taken in a reactor and heat to 70-75°C and maintained thereaction mixture at the same temperature for 20 hrs. After completion of the reaction, distilled off the reactionmixture under vacuum at below 60°C. The obtained residue dissolved in water, potassium hydroxide andethanol. Stirred the reaction mass at 25-30°C. Filtered the reaction mixture and washed with water, Dry theobtained Pazufloxacin at 60-70°C.
ANNEXURE - IX
114

Flow Chart
Sol.RecoveryN,N-Dimethylformamide Evaporation LossAcetic anhydride Organic ResidueS-(2)-Aminopropanol Process EmissionsChloroformEthanol
Stage-1Potassium Carbonate Sol.RecoveryDimethyl Sulfoxide Evaporation LossChloroform EffluentHydrochloric acid (22%) Organic ResidueWater
Stage-2Sodium Hydroxide (45%) Sol.RecoveryEthanol Evaporation LossHydrochloric acid (35%) EffluentWater Oganic Residue
Stage-3Hydrochloric acid (22%) Sol.RecoveryPotassium Hydroxide Evaporation LossEthanol EffluentWater Organic Residue
Ethyl-3-(4-(1-acetamido cyclo propyl)-2,3,5-trifluorophenyl)-3-oxopropanoate
Pazufloxacin
PRODUCT : Pazufloxacin
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
115

Description :
Flow Chart
Azapane-4-one Sol.Recovery3-Chloropropan-1-ene Evaporation LossPotassium Carbonate EffluentToluene Organic ResidueWater Process Emissions
Stage-1BromineThiourea Sol.RecoveryAcetic acid Evaporation LossSodium Hydroxide EffluentMethylene Dichloride Organic ResidueWater
Stage-2 : DCM used as a solvent initially solvent taken into a to the reactor stage -1 and bromine & acetic acid,thio urea added then maintained at RT 8-9 hrs check TLC if TLC completed ,the reaction mass adjust PH 10with sodium hydroxide solution the mixture was extract with DCM ,organic layer dry with sodium sulphate andevaporated we have been obtained Talepexole.
Talipexole
PRODUCT : Talipexole
Stage-1 : Toluene was used as as solvent ,initially toluene was taken in the reactor to which add azepan-4-oneand potassium carbonate at RT, Maintain the R.M10-15 mints ,slowly addition of 3-chloro propan-1-ene atRT,after that maintained for 2-3 hrs the reaction mass was checked for completion of reaction,charged waterinto reactor ,separated two layers ,to aq layer extract with toluene .total organic layer washed with water ,drywith sodium sulphate and concentrate organic layer.
Stage I
Stage II
ANNEXURE - IX
116

PRODUCT : Almotriptan
Description :
Stage-1 : The Stage-1 involves the condensaion of 4-Nitrobenzyl bromide with Sodium Sulfite in water to give4-Nitrobenzene methane sulfonic acid sodium salt.
Stage-2 : This stage comprises conversion of 4-Nitrobenzene methane sulfonic acid sodium salt into sulfonylchloride using Phosphorus Oxychloride in presence of Toluene. The 4-Nitrobenzene methane sulfonyl chlorideobtained is treated with Pyrrolidine to yield 4-(1-Pyrrolidino sulfonyl methyl) nitrobenzene.
Stage-3 : Stage-2 material is treated with Hydrazine Hydrate in Methanol using Ferric chloride as catalystwhere Nitro group is reduced to get 4-(1-Pyrrolidino sulfonyl methyl) benzene amine.
Stage-4 : 4-(1-Pyrrolidino sulfonyl methyl) benzene amine is diazotised with Sodium Nitrite and Hydrochloricacid and the resulting diazonium salt is reduced with Stannous Chloride dihydrate and Hydrochloric acid to give4-Pyrrolidino sulfonyl methyl phenyl hydrazine Hydrochloride.
Stage-5 : Stage-5 is the condensation of Stage-4 with 4-Chlorobutyraldehyde Sodium Bisulfite adduct to give 3-(2-Aminoethyl)-5-(1-pyrrolidinyl) sulfonyl methyl indole.
Stage-6 : Amino methyl derivatis obtained in stage-5 is treated with Formaldehyde solution using SodiumBorohydride to give Almotriptan.
ANNEXURE - IX
117

Flow Chart4-Nitrobenzyl bromideSodium Sulfite EffluentWater
Stage-1 Sol.RecoveryPhosphorous Oxychloride Evaporation LossToluene EffluentPyrrolidine Organic ResidueWater Process Emissions
Stage-2 Sol.RecoveryMethanol Evaporation LossHydrazine Hydrate (50%) EffluentCarbon Organic ResidueToluene Inorganic Solid WasteWater Spent CarbonFerric Chloride Process Emissions
Stage-3Hydrochloric acid (35%)Sodium Nitrite Sol.RecoveryStannous Chloride dihydrate Evaporation LossIsopropyl Alcohol EffluentWater
Stage-4
Sol.RecoveryIsopropyl Alcohol Evaporation LossWater EffluentHyflo Organic ResidueDisodium Hydrogen Phosphate Inorganic Solid WasteVaccum Salt Process EmissionsSodium HydroxideMethylene Dichloride
Stage-5Methanol Sol.RecoveryFormaldehyde (35%) Evaporation LossEthyl Acetate EffluentSodium Borohydride Organic ResidueWater
Almotriptan
PRODUCT : Almotriptan
4-Chlorobutyraldehyde Sodium Bisulfite adduct
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
118

Stage-3 : The Nitro derivatives obtained form Stage-2 is reduced by using Hydrazine Hydrate in Methanol andFerric Chloride is used as catalyst to give 4-(1H-1,2,4-Triazol-1-yl methyl) aminobenzene.
Stage-4 : 4-(1H-1,2,4-Triazol-1-yl methyl) aminobenzene is diazotised using Sodium Nitrite and Hydrochloricacid and the resulting diazonium chloride solution is reduced with Stannous Chloride Dihydrate andHdyrochloric acid to give 4-(1H-1,2,4-Triazol-1-yl-methyl) phenylhydrazine Hydrochloride.
Stage-5 : 4-(1H-1,2,4-Triazol-1-yl-methyl) phenylhydrazine Hydrochloride prepared in Stage-4 is condensedwith (4,4-Diethoxy butyl) dimethylamine in Sulfuric acid solution to give Rizatriptan base.
Stage-6 : Rizatriptan base is treated with Benzoic acid in Acetone media to give Rizatriptan Benzoate.
Stage-2 : 1-(4-Nitrobenzyl)-4-amino-1,2,4 triazolium bromide is treated with Sodium Nitrite and Hydrochloricacid to give 1-(1,2,4-Triazol-1-yl methyl)-4-nitrobenzene.
PRODUCT : Rizatriptan Benzoate
Description :
Stage-1 : 4-Ntrobenzyl bromide is condensed with 4-Amino-1,2,4-triazole in presence of Isopropyl Alchol togive 1-(4-Nitrobenzyl)-4-amino-1,2,4 triazolium bromide.
ANNEXURE - IX
119
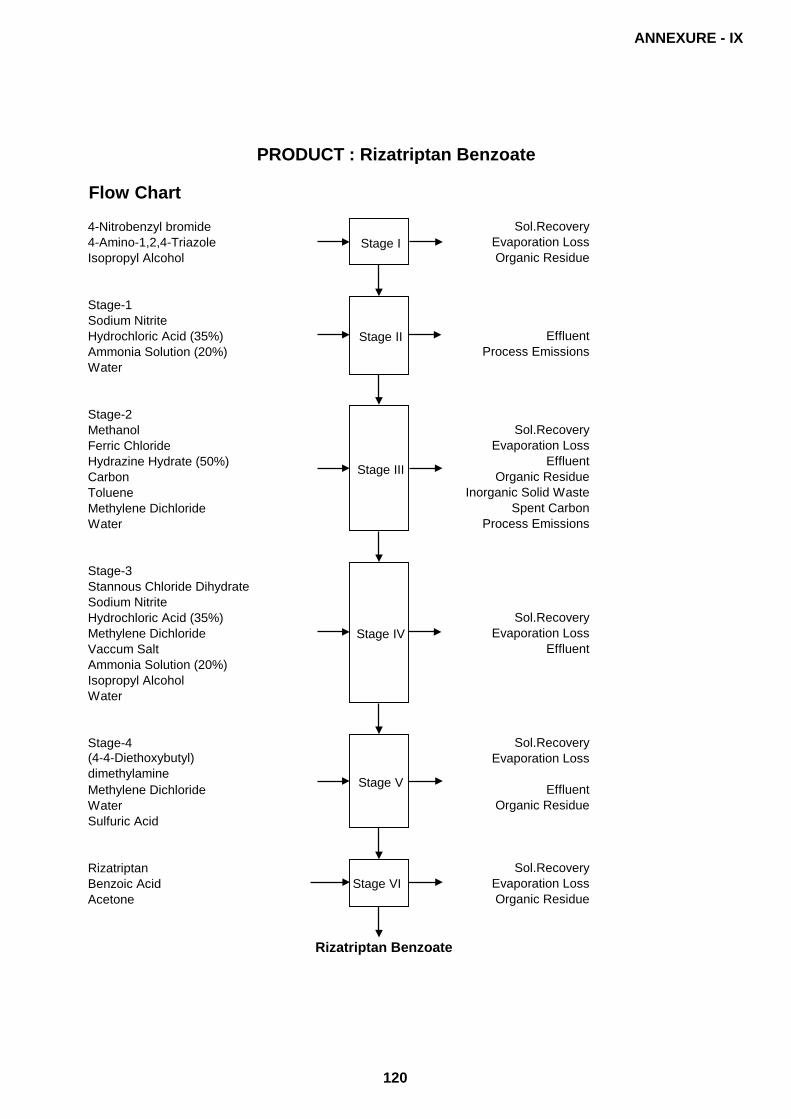
Flow Chart
4-Nitrobenzyl bromide Sol.Recovery4-Amino-1,2,4-Triazole Evaporation LossIsopropyl Alcohol Organic Residue
Stage-1Sodium NitriteHydrochloric Acid (35%) EffluentAmmonia Solution (20%) Process EmissionsWater
Stage-2Methanol Sol.RecoveryFerric Chloride Evaporation LossHydrazine Hydrate (50%) EffluentCarbon Organic ResidueToluene Inorganic Solid WasteMethylene Dichloride Spent CarbonWater Process Emissions
Stage-3Stannous Chloride DihydrateSodium NitriteHydrochloric Acid (35%) Sol.RecoveryMethylene Dichloride Evaporation LossVaccum Salt EffluentAmmonia Solution (20%)Isopropyl AlcoholWater
Stage-4 Sol.RecoveryEvaporation Loss
Methylene Dichloride EffluentWater Organic ResidueSulfuric Acid
Rizatriptan Sol.RecoveryBenzoic Acid Evaporation LossAcetone Organic Residue
(4-4-Diethoxybutyl) dimethylamine
Rizatriptan Benzoate
PRODUCT : Rizatriptan Benzoate
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
120

Description :
Stage-1 : Mixture of Dichloromethane and N.N-dimethylformamide was used as a solvent. Initially,Dichloromethane and N.N-dtmethylacetamide was taken in the reactor , to which 4-nitrobenzyl 6-(1-hydroxyethyl)-3,7-dioxobicyclo[3.2.0]heptane-2-carboxylate added at RT,Then cooled to -55 to-60oC, 4-(dimethylamino)pyridine and Diisoproylethylamine added.Diphenylchlorophosphate in Dichloromethane addedslowly at -55 to-60oC, after that maintained for 30min at same temparature. Reaction mass quenched intowater, Seperated the layers and aqueous layer extracted with DCM. Concentrated mass under reducedpressure and centrifuged the mass. Distilled the filtrate under reduced pressure.Stage-2 : Mixture of Dichloromethane and N.N-dimethylacetamide was used as a solvent. Initially,Dichloromethane and N.N-dtmethylacetamide was taken in the reactor , to which 4-nitrobenzyl 3-(diphenoxyphosphoryloxy)-6-(1-hydroxyethyl)-7-oxobicyclo[3.2.0]hept-2-ene-2-carboxylate added at RT,thencooled to -55 to-60oC and added Diisoproylethylamine. The reaction mass further cooled to -70 to -75oC andadded 2-aminoethanethiol hydrochloride in N.N-dimethylacetamide during 10 min, after that maintained for60min and added mixture of Diisoproylethylamine and Benzyl formimidate hydrochloride. Maintained for 60minthen reaction mass quenched into water and adjusted the pH to 7.0-7.5 with sodium hydroxide solution.Seperated the layers and aqueous layer extracted with DCM. Concentrated mass under reduced pressure andcentrifuged the mass. Distilled the filtrate under reduced pressure.Stage-3 : Initially, isopropylalcohol was charged into the reactor then added stage-I material and pd/C.Hydrogenated at 3-4Kg pressure for 2.5 hour. Filtered the pd/C ,distilled the solvent up to 70%. Cooled thereaction mass to 5-10°C and maintained for 2hrs. Centrifuged the mass collect the material of Imipenem.
PRODUCT : Imipenem
ANNEXURE - IX
121

Flow Chart
Sol.RecoveryDiphenyl chlorophosphate Evaporation Loss4-(Dimethylamino) pyridine EffluentDiisopropylamine Organic ResidueMethylene DichlorideDimethylformamideWater
Stage-1Diisopropylamine
Sol.RecoveryEvaporation Loss
Sodium Hydroxide EffluentMethylene Dichloride Organic ResidueN,N-DimethylacetamideHeptaneWater
Stage-2 Sol.RecoveryIsopropyl Alcohol Evaporation LossPalladium Carbon Organic ResidueHydrogen Process Emissions
Benzylformimidate Hydrochloride
Imipenem
PRODUCT : Imipenem
4-Nitrobenzyl-6-(1-hydroxy ethyl)-3,7-dioxoazabicyclo [3.2.0]heptane-2-carboxylate
2-Aminoethanethiol Hydrochloride
Stage I
Stage II
Stage III
ANNEXURE - IX
122

Description :
PRODUCT : Cefixime
Stage-1: Thiourea and water were taken in the reactor and cooled to 10-15°C. Sodium acetate was added at10-15°C. After that (Z)-4-chloro-2-[[(2-ethoxycarbonyl)methoxy] imino]-acetoacetic acid was added at 10-15°C.Rise the temperature to 25-35°C and maintained the reaction for 3-4 hrs at same temperature. After completionof the reaction, cooled the reaction mixture to 0-5°C. Reaction mixture pH was adjusted to 2.5-3.5 withhydrochloric acid at 0-5°C. After that maintained for 1-2 hrs at 0-5°C. Centrifuge the mass & washed withchilled water and dried at 100-105°C.
Stage-2: Acetonitrile was charged into the reactor and added stage-I material at 25-30°C, then 2,2-dithiobis(benzothiazole) dissolved in acetonitrile was added into the reaction mass at 25-30°C and stirred for 2-3 hrs. Then distilled off a portion of acetonitrile under vacuum at 45-50°C and the reaction mixture was cooledto 25-30°C under nitrogen atmosphere. Cool the reaction mixture to 10-15°C and added acetonitrile andtriethylamine to the reaction mixture at 10-15°C for 30-60 min. Then the reaction mixture was cooled to 0-5°Cand triphenylphosphine was added to the reaction mixture at the same temperature and maintained thereaction mixture for 1-2 hrs at 0-2°C. After completion of the reaction the reaction mixture was cooled to -10°Cand the reaction was maintained for 4-5 hrs at -10°C to -5°C. Centrifuged the reaction mixture and washed withchilled methanol. Methanol was taken in the reactor and added above wet material at -10°C to -5°C undernitrogen atmosphere and the reaction mixture was maintained for 1-2 hrs at -5 to 0°C. Centrifuged the massand washed with chilled methanol. Dried the compound to remove solvent.
Stage-3: Tetrahydrofuran was taken into the reactor, water was charged and cooled to 0-5°C. 7-amino-3-vinyl-3-cephem-4-carboxylic acid and stage-2 materials are added at 0-5°C. The mixture of tetrahydrofuran andtriethylamine was added slowly for 2-3 hrs at 0-5°C. Reaction mixture was maintained 4-5 hrs at 0-5°C. Aftercompletion of the reaction ethyl acetate was added at 0-5°C. Then the reaction mixture was filtered throughhyflow and the bed was washed with ethyl acetate. Separated the layers and aqueous layer is washed withethyl acetate at 10-15°C. Then combined ethyl acetate organic layer was washed with water. Carbon wascharged to the aqueous layer at 25°C and stirred for 30-45min. Filtered the reaction mixture through hyflow andwashed the bed with water and the filtrate was cooled to 0-5°C. Sodium hydroxide solution was added to thefiltrate at 0-10°C and maintained for 15-30 min. The reaction mass pH was adjusted to 4.8-5.2 with hydrochloricacid at 15-20°C. Carbon was charged to the aqueous layer at 25°C and stirred for 30-45 min. Filtered thereaction mass through hyflow and washed the bed with water. Adjust the pH to 2.0-2.5 by using hydrochloricacid. Cooled to 30°C and stirred for 3-4hrs at 30-35°C and at 0-5°C for 1-2hrs. Centrifuge the material andwashed with chilled water. Dried the wet compound to get Cefixime.
ANNEXURE - IX
123

Flow Chart
Sodium Acetate Sol.RecoveryThiourea EffluentHydrochloric acid (35%)Water
Stage-12,2-Dithio bis (benzothiazole)Triphenylphosphine Sol.RecoveryTriethylamine Evaporation LossAcetonitrile Organic ResidueMethanol
Stage-2
Hydrochloric acid (35%)Sodium Hydroxide Sol.RecoveryTriethylamine Evaporation LossEthyl Acetate EffluentTetrahydrofuran Organic Residue
Oinorganic Solid WasteSpent Carbon
CarbonHyfloWater
7-Amino-8-oxo-3-vinyl-5-thia-1-azabicyclo[4.2.0]oct-2-ene-2-carboxylic acid
Ethylene Diamine Tetraacetic acid
Cefixime
PRODUCT : Cefixime
(Z)-4-Chloro-2-[[(2-methoxy carbonyl)methoxy]imino]-acetoacetate
Stage I
Stage II
Stage III
ANNEXURE - IX
124

Description :
Flow Chart
Sol.RecoveryEvaporation Loss
Anisole EffluentAcetone Organic ResidueEthyl Acetate Process EmissionsHydrochloric acid (35%)Trifluoro acetic acidWater
Stage-1Sodium Hydroxide Sol.RecoveryDimethylformamide Evaporation Loss1-Methyl-1H-tetrazole-5-thiol EffluentDiisopropyl ether Organic ResidueWater
7-Amino-7-methoxycepholo sporanic acid benzhydryl ester
2-[(Cyanomethyl)thio] acetylchloride
Cefmetazole
PRODUCT : Cefmetazole
Stage-1 : 7-[2-[(cyanomethyl)thio]acetamido]-7-methoxycephalosporanic acid is dissolved in acetone and thesolution is cooled to 0 to-5°C. Simultaneously a solution of 2-[(cyanomethyl)thio]acetylchloride in acetone isadded drop wise. Stirred the reaction mixture for 30 min at 5°C. After completion of the reaction, evaporate thesolvent and dissolved the reaction mixture in ethyl acetate. Added anisole, trifluoroacetic acid at 0-5°C andmaintained the reaction for 30 min. After completion of the reaction, filter the reaction mixture The acid solventis evaporated and dissolved in water. Reaction mixture pH adjust to 7.5 and the precipitated solid was filteredand dried to get stage-1.
Stage-2 : 1-Methyl-1H-tetrazole-5-thiol and a solution of sodium hydroxide are taken in a reactor. Stage-1dissolved in dimethylformamide was added slowly to the above mixture. Heat the reaction mixture andmaintained the reaction mixture for 1-2 hrs. After completion of the reaction. Quench the reaction mixture withwater and filtered the solid. Solid obtained is treated with ether to get pure form of Cefmetazole.
PRODUCT : Cefmetazole
Stage I
Stage II
ANNEXURE - IX
125

Description :
PRODUCT : Iloprost
Stage-1: Methanol and [1[(E)-4methyl-3-oxo-octo-1-en-6-nyl]spiro [1,3-dioxalane-2,5'-2,3,3a,4,6,6a-hexahydro-1H-pentalene]-2'-yl] benzoate were taken into a reactor. Sodium borohydride is added lot wise at -20°C to asolution to the above mixture under nitrogen atmosphere. The reaction mixture was stirred at -20°C for onehour under nitrogen atmosphere. After completion of the reaction, . the reaction mixture was quenched with25% aqu. hydrochloric acid. And then diluted with dichloromethane and washed with water. Distilled offdichloromethane layer under vacuum at below 45°C to get oily compound. This crude compound is dissolved inmethanol and added with potassium carbonate. The reaction mixture is stirred at room temperature for 16hours under nitrogen atmosphere. The reaction mass is filtered and distilled to remove methanol. Diluted thereaction mixture with dichloromethane and washed dichloromethane layer with water. Distill thedichloromethane layer to get oily compound. The crude compound is dissolved in Tetrahydropyranyl methylether and paratoluenesulfonic acid is added to the reaction mixture at 0 – 5°C. The reaction mixture is stirredat 0 – 5°C for 30 – 60min,. After completion of the reaction. Diluted the reaction mixture with water andextracted with dichloromethane. Washed dichloromethane layer with water and distilled off solvent to get thedesired product as an oil.
Stage-2 : To a solution of triphenyl phosphine acid derivative in dimethylsulfoxide at 10 – 15°C was addedstage-1 for 30– 45 min. The reaction mixture is heated to 40 – 45°C and maintained the reaction mixture at thesame temperature for 2–3 hours. After completion of the reaction, reaction mixture is poured into water.Acidified the reaction mixture to 4–5 using acetic acid and is extracted with dichloromethane and washeddichloromethane with water. Distilled dichloromethane layer under vacuum at below 50°C. Added cyclohexaneto the crude compound and heated to 50–55°C to get clear solution. Cooled the reaction mixture to roomtemperature. Maintained at room temperature for 3– 4 hours for product separation. Centrifuged the separatedproduct to get technical grade of Iloprost.
ANNEXURE - IX
126

Flow Chart
Sol.Recoveryp-Toluene Sulfonic acid Evaporation LossPotassium Carbonate EffluentSodium Borohydride Organic ResidueTetrahydrofuran Process EmissionsMethanolHydrochloric acid (35%)Methylene DichlorideWater
Stage-1
Sol.RecoveryAcetic acid Evaporation LossMethylene Dichloride EffluentDimethyl Sulfoxide Organic ResidueCyclohexaneWater
5-(Triphenylphosphoranyl idene) pentanoic acid
Iloprost
PRODUCT : Iloprost
[1'[(E)-4-Methyl-3-oxo-octo-1-en-6-ynyl]spiro[1,3-dioxalane-2,5'-2,3,3a,4,6,6a-hexahydro-1H-pentalene]-2'-yl]benzoate
Tetrahydropyranyl methyl ether
Stage I
Stage II
ANNEXURE - IX
127

Flow Chart
7-Hydroxy carbostyril1,4-DibromobutanePotassium CarbonateAcetone Sol.RecoveryDimethylformamide Evaporation LossSodium Hydroxide EffluentEthyl Acetate Organic ResidueCyclohexane Inorganic Solid WasteHyfloWater
Stage-1 (Crude) Sol.RecoveryToluene Evaporation Loss
Organic Residue
Stage-2 (Pure)Sol.Recovery
Evaporation LossTriethylamine EffluentMethanol Organic ResidueWater
Aripiprazole (Crude) Sol.RecoveryIsopropyl Alcohol Evaporation LossCarbon Organic ResidueHyflo Inorganic Solid Waste
Spent Carbon
Stage-3 : Stage-2 (Pure) is reacts with 2,3-Dichlorophenyl Piperazine Hydrochloride in the presence ofTriethylamine in Methanol solvent media to get Aripiprazole (Crude).
Stage-4 : Aripiprazole (Crude) is purified in the presence of Carbon in Isopropyl Alcohol solvent media to getAripiprazole (Pure).
2,3-Dichlorophenyl Piperazine Hydrochloride
Aripiprazole
PRODUCT : Aripiprazole
Description :
Stage-1 : 7-Hydroxy carbostyril is reacts with 1,4-Dibromobutane in the presence of Potassium Carbonate inAcetone and Cyclohexane media to get Stage-1 (Crude).
Stage-2 : Stage-1 (Crude) is purified in Toluene solvent media to get Stage-2 (Pure).
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
128

Description :
PRODUCT : Brivaracetam
Stage-1 : Toluene charged into the reactor. S-2-Aminobutyramide charged into the reactor. Cooled thereaction mass to 20-25°C. 4-n-Propylhydroxyfuranone was charged into the reactor and stirred for 30-45 min at20-25°C. Sodium borohydride and water added into the reactor and maintained for 1 hr. Then acetic acid wasadded and heated the reaction mass to 50-55°C and maintained for 3-4 hrs. Then reacton mass cooled to 20-30°C and maintained for 10-12 hrs. Reaction completed was checked by TLC.Water added to the reactionmass and layer separated. Toluene distilled and cooled the mass to 20-25°C. Toluene charged into the reactorfor crystalization and maintained for 1 hr to 1 hr 30 min and centrifuged the material as Stage-1.
Stage-2 : Water, stage-1 and ammonium formate were charged into the reactor under argon gas. Reactionmass heated to 50-55oC and maintained for 3 hrs. Then cooled the reaction mass to 20-30°C and maintainedfor 15-17 hrs. Reaction completion was checked by TLC. EthylAcetate was charged into the reaction mass.Layers separated and ethyl acetate layer was washed with water. Ethyl Acetate distilled completely and cooledthe reaction mass to 20-30°C. Then diisopropyl ether was charged into the reactor. Stirred for 1 hr centrifugedthe material to get the Brivaracetam.
ANNEXURE - IX
129

Flow Chart
4-N-Propylhydroxy furanone5-2-Aminobutyramide Sol.RecoverySodium Borohydride Evaporation LossAcetic acid EffluentToluene Organic ResidueWater
Stage-1 Sol.RecoveryAmmoniumformate Evaporation LossEthyl Acetate EffluentDiisopropyl Ether Organic ResidueWater Process Emissions
Brivaracetam
Stage I
Stage II
ANNEXURE - IX
130

Description :
Stage-2 : Charged stage-1 compound and toluene into the reactor at 25-30oC under nitrogen atmosphere.Potassium tertiary butoxide was added at 25-30oC. Maintained the reaction mass at 25-30oC for 3-4 hours.After completion of the reaction, water was added into the reaction mass and stirred for 30-45 minutes.Separated the organic layer and aqueous layers. Conc.HCl was added to the aqueous layer slowly dropwise at5-10oC. The precipitated product was filtered by nutch filter and washed with water. Product was dried at 45-50oC.
Stage-3 : Charged stage-2 compound and 1,4-dioxane, potassium carbonate into reactor. Added 4-chlorophenol into the rector. Heated the reaction mass to reflux and maintained under reflux for 24 hours. Cooled thereaction mixture to 25-30oC after completion of the reaction. Filtered the inorganics using nutch filter.Concentrated the organic layer for recovery solvent dioxane and water was added to the obtained residue.Concentrated HCl was added to the reaction mass upto pH 2. Product was filtered and washed with water.Dried the product at 50-60oC.Stage-4 : Charged Phosphorous pentoxide and phosphoric acid into reactor under nitrogen atmosphere.Charge stage-3 compound into the reactor. Heat the reaction mass to 120oC and maintain for 48 hours. Coolthe reaction mixture to 25-30oC and chilled water was flown into the reaction mass. Stirred the reaction mass at25-30oC for 3-4 hours. Product was extracted in water and organic layer washed with brine solution.Concentrated the organic layer and methanol was added into the reaction mixture. Cool the suspension to 0-5oC and filtered the product and dried at 45-50oC.
Stage-5 : Charged stage-4 compound and methanol into the reactor at 25-30oC .Magnesium turnings wereadded in lots at 25-30oC and the reaction mass maintained at 45-50oC for 6 hours. After completion of thereaction water was added into the reaction mixture followed by quenched with dilute hydrochloric acid. Productwas extracted in ethyl acetate and washed the organic layer with brine solution. Concentrated the organic layerto minimum volume and cooled to 0-5oC. Filtered the product and dried at 50-55oC.
Stage-6 : Charged Aluminium chloride and THF into the reactor under nitrogen atmosphere. Cooled thereaction mixture to -20oC. Lithium aluminium hydride was added carefully by taking all the precautions undernitrogen atmosphere below -20oC and maintained the complex for 30 minutes. Stage-4 dissolved in THF wasadded to the prepared complex and maintained for 1 hour. Quenched the reaction mass carefully using sodiumhydroxide solution. Product was extracted into ethyl acetate and washed with brine solution. Concentrated theorganic layer under vacuum at 45-50oC. The obtained residue dissolved in 2-propanol and maelicacid wascharged into the reaction mass. Maintained the reaction mass for 2-3 hours. The precipitated product wascentrifuged and washed with 2-propanol. Upon drying at 50-60oC under vacuum for 5-6 hours affordsAsenapine Maleate in pure form.
Stage-1 : Charged 2-chlorophenyl acetic acid and Methylene dichloride into reactor at 25-30oC. Cooled thereaction mass to 5-10oC under nitrogen atmosphere. Charged dicyclocarbodiimide followed by triethyl amineinto the reaction mass.Added sarcosine methyl ester at 5-10oC . Maintained the reaction mass for 2-3 hours.After completion of the reaction, filtered dicyclo hexyl urea and washed the bed with Methylene dichloride.Combined the total organic layer and washed with water. Organic layer distilled under vacuum at 40-50oC and yellow coloured liquid obtained as stage-1.
PRODUCT : Asenapine Maleate
ANNEXURE - IX
131

Flow Chart
2-Chloro phenylacetic acid
Sol.RecoveryDicyclohexylcarbodiimide Evaporation LossTriethylamine EffluentMethylene Dichloride Organic ResidueWater
Stage-1Potassium tert-Butaoxide Sol.RecoveryToluene Evaporation LossHydrochloric acid (35%) EffluentWater Organic Residue
Stage-2 Sol.Recovery4-Chlorophenol Evaporation LossPotassium Carbonate Effluent1,4-Dioxane Organic ResidueHydrochloric acid (35%) Process EmissionsWater
Stage-3 Sol.RecoveryPhosphoric acid Evaporation LossPhosphorous Pentaoxide EffluentWater Organic ResidueEthyl Acetate
Stage-4Magnesium Turnings Sol.RecoveryMethanol Evaporation LossHydrochloric acid (35%) EffluentEthyl Acetate Organic ResidueWater Process Emissions
Savcosine methyl ester Hydrochloride
PRODUCT : Asenapine Maleate
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
132

Flow Chart
Stage-5Aluminium ChlorideLithium Aluminium Hydride Sol.RecoveryMaleic acid Evaporation LossSodium Hydroxide EffluentEthyl Acetate Organic ResidueIsopropyl Alcohol Process EmissionsTetrahydrofuranWater
PRODUCT : Asenapine Maleate
Asenapine Maleate
Stage VI
ANNEXURE - IX
133
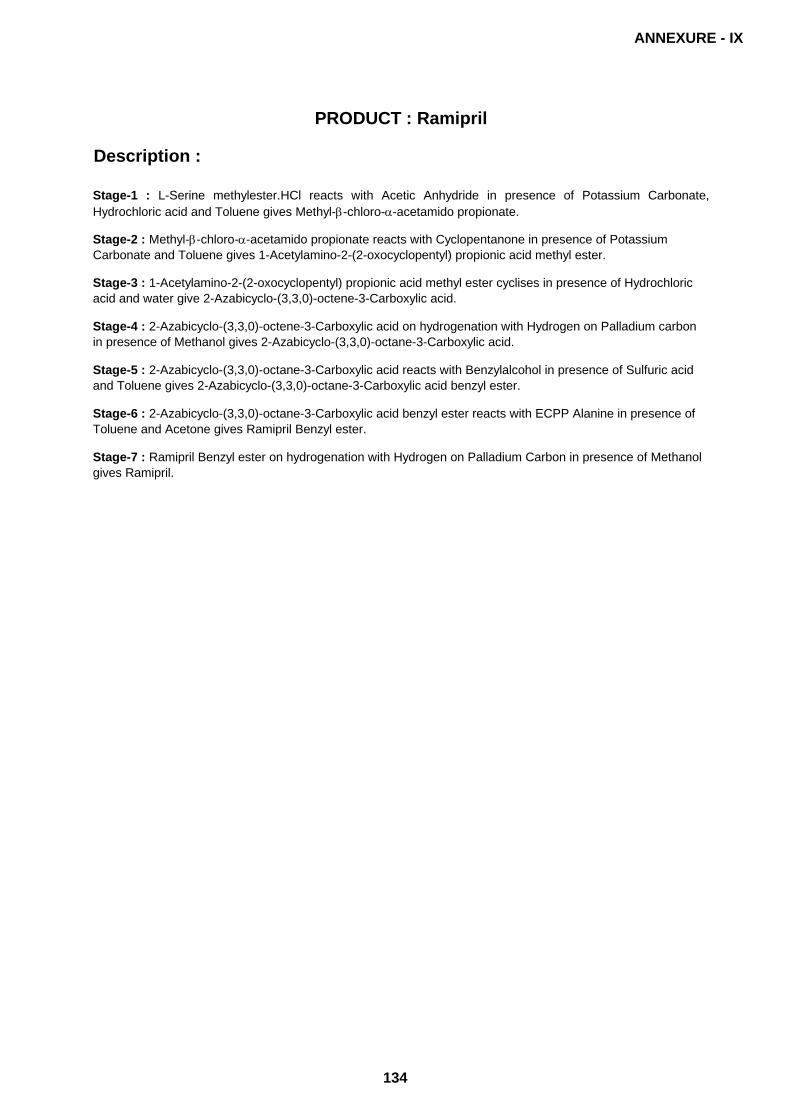
Description :
Stage-1 : L-Serine methylester.HCl reacts with Acetic Anhydride in presence of Potassium Carbonate,Hydrochloric acid and Toluene gives Methyl-β-chloro-α-acetamido propionate.
Stage-2 : Methyl-β-chloro-α-acetamido propionate reacts with Cyclopentanone in presence of Potassium Carbonate and Toluene gives 1-Acetylamino-2-(2-oxocyclopentyl) propionic acid methyl ester.
Stage-3 : 1-Acetylamino-2-(2-oxocyclopentyl) propionic acid methyl ester cyclises in presence of Hydrochloric acid and water give 2-Azabicyclo-(3,3,0)-octene-3-Carboxylic acid.
Stage-4 : 2-Azabicyclo-(3,3,0)-octene-3-Carboxylic acid on hydrogenation with Hydrogen on Palladium carbon in presence of Methanol gives 2-Azabicyclo-(3,3,0)-octane-3-Carboxylic acid.
Stage-5 : 2-Azabicyclo-(3,3,0)-octane-3-Carboxylic acid reacts with Benzylalcohol in presence of Sulfuric acid and Toluene gives 2-Azabicyclo-(3,3,0)-octane-3-Carboxylic acid benzyl ester.
Stage-6 : 2-Azabicyclo-(3,3,0)-octane-3-Carboxylic acid benzyl ester reacts with ECPP Alanine in presence of Toluene and Acetone gives Ramipril Benzyl ester.
Stage-7 : Ramipril Benzyl ester on hydrogenation with Hydrogen on Palladium Carbon in presence of Methanol gives Ramipril.
PRODUCT : Ramipril
ANNEXURE - IX
134

Flow Chart
Sol.RecoveryAcetic Anhydride Evaporation LossToluene EffluentPotassium Carbonate Organic ResidueHydrochloric Acid (35%) Process EmissionsWater
Stage-1Cyclopentanone Sol.RecoveryToluene Evaporation LossPotassium Carbonate EffluentWater Organic Residue
Process Emissions
Stage-2 Sol.RecoveryHydrochloric Acid (35%) Evaporation LossXylene EffluentWater Organic Residue
Stage-3 Sol.RecoveryPalladium Carbon Evaporation LossMethanol EffluentHyflo Organic ResidueHydrogen Inorganic Solid WasteWater Process Emissions
Stage-4Benzylalcohol Sol.RecoverySulfuric Acid Evaporation LossToluene EffluentWater
Stage-5ECPP Alanine Sol.RecoveryPara Toluene sulfonic acid Evaporation LossToluene EffluentAcetone Organic ResidueWater
Stage-6 Sol.RecoveryPalladium Carbon Evaporation LossMethanol EffluentHyflo Organic ResidueHydrogen Inorganic Solid WasteWater Process Emissions
Ramipril
PRODUCT : Ramipril
L-Serine methylester Hydrochloride
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
Stage VII
ANNEXURE - IX
135

Description :
Flow Chart
2-Acetylbenzo[b]thiophene Sol.RecoverySodium Borohydride Evaporation LossHydrochloric acid (35%) EffluentMethanol Organic ResidueWater Process Emissions
Stage-1N-Hydroxy phenyl carbonate Sol.RecoveryHydrochloric acid (35%) Evaporation LossToluene EffluentWater Organic Residue
Stage-2Liq.Ammonia (20%) Sol.RecoveryMethanol Evaporation LossToluene EffluentWater Organic Residue
Stage-3 Sol.RecoveryEthyl Acetate Evaporation LossCarbon Organic Residue
Spent Carbon
Stage-4 : Take ethyl acetate in to a reactor and charge stage-3 product. Heat to reflux and charge carbon andfiltere the mass through hyflow bed. Cooled the reaction mass to 0-5°C and fileterd off to obtain Zileuton.
Zileuton
PRODUCT : Zileuton
Stage-1: Charge methanol to 2-Acetyl benzo[b] thiophene taken in the reactor. Slowly charge sodiumborohydride (take all safety precautions before charging sodium borohydride, nitrogen blanket is maintainedthrough out) to the above mixture and maintained for 1-2 hours. After completion of the reaction, quenched thereaction mixture with water and distilled off methanol completely. Charged water to the reaction mass andadjusted reaction mass pH 7-8, further cooled to 10-15°C, filtered and dried to obtain Stage-1 product.
Stage-2 : Toluene, N-Hydroxyphenylcarbonate and stage-1 compound was charged in to a reactor, Thenslowly added aqueous hydrochloric acid to the reaction mixture. Heated to reaction mixture to the reflux andmaintain at reflux till the completion of the reaction. Cooled the reaction mixture to 25-30°C and solidprecipitated is filtered off and dried to obtain stage-2 product.Stage-3 : Methanol was charged in to a reactor and cooled to 5-10°C and then added liquid ammonia. Chargestage-2 product and stirred the reaction mixture at 25-30°C for 50-60 hrs. After completion of the reaction,distilled off methanol from the reaction mixture and extracted the reaction mixture with toluene and wash withwater. Distilled off toluene to get the product.
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
136

Description :
Flow Chart
Amantadine HydrochlorideNitric acid (70%)Sulfuric acid Sol.RecoverySodium Hydroxide Evaporation LossMethylene Dichloride EffluentCyclohexane Organic ResidueWater
Stage-1Sol.Recovery
Evaporation LossPotassium Carbonate Organic ResiduePotassium Iodide Inorganic Solid WasteTetrahydrofuran Process EmissionsEthyl Acetate
PRODUCT : Vildagliptin
Stage-1: Amantadine hydrochloride dissolved in dichloromethane is taken in a reactor. To this added nitrationmixture [nitric acid + sulfuric acid]. Followed by hydroxylated in presence of a sodium hydroxide. The reactionmixture extracted with dichloromethane and washed with water. Concentrated the dichloromethane and isolatedthe solid in cyclohexane.
Stage-2: Compound obtained in Stage-1 reacts with (S)-1-(2-chloroacetyl)pyrrolidine-2-carbonitrile in thepresence of tetrahydrofuran, potassium carbonate and potassium iodide at reflux temperature. After thecompletion of reaction, distilled off solvent and dissolved the crude in ethyl acetate. Cool the reaction mixture to0-5 ° C filter the precipitated solid to get Vildagliptin.
(3)-1-(2-Chloroacytyl)pyrrolide-2-carbonitrile
Vildagliptin
Stage I
Stage II
ANNEXURE - IX
137

Flow Chart
Sol.RecoveryEvaporation Loss
Tetrahydrofuran EffluentDiemthylformamide Organic ResidueHydrochloric Acid (35%)Water
Stage-1Sodium HydroxideToluene Sol.RecoveryPalladium Carbon Evaporation LossEthanol EffluentHydrogen Organic ResidueHydrogen Chloride Process EmissionsWater
Palonosetron Hydrochloride
PRODUCT : Palonosetron Hydrochloride
Description :
Stage 1: (S)-N-(1-Azabicyclo[2,2,2]oct-3-yl)-5,6,7,8-Tetrahydro-1-naphthalene carboxamide on reaction withHydrochloric Acid in presence of Diemthyl formamide in Tetrahydrofuran solvent medium to form Stage-1compound.
Stage 2: Stage-1 on reaction with Hydrogen Chloride in presence of Sodium Hydroxide and Palladium Carboncatalyst in Toluene and IMS as solvent media to get Palonosetron Hydrochloride.
(S)-N-(1-Azabicyclo[2,2,2]oct-3-yl)-5,6,7,8-tetrahydro-1-naphthalene carboxamide
Stage I
Stage II
ANNEXURE - IX
138

Flow Chart
4-Phenylbutoxy chlorohexane
Sol.RecoveryTriethylamine Evaporation LossToluene EffluentMethanol Organic ResidueWater
Salmeterol Base1-Hydroxy-2-naphthoic acid Sol.RecoveryAcetone Evaporation Loss
Organic Residue
Stage-1: 4-Phenyl butoxy chlorohexane reacts with 4-Hydroxy-alpha'-aminomethyl metaxylene-alpha, alpha'-diol in presence of Triethylamine in Toluene and Methanol as solvent media to get Salmeterol Base. Stage-2: Salmeterol Base on reaction with 1-Hydroxy-2-naphthoic acid in presence of Acetone solvent medium to form Salmeterol Xinafoate.
4-Hydroxy-α'-aminomethyl metaxylene-α,α'-diol
Salmeterol Xinafoate
Description :
PRODUCT : Salmeterol Xinafoate
Stage I
Stage II
ANNEXURE - IX
139

Stage-5 : Stage-4 intermediate is reacts with Sulfuric Acid and Ethanol in the presence of Sodium Carbonate inMethylene Dichloride solvent media to get Stage-5 intermediate.
Stage-6 : Alanine is reacts with P-Toluene Sulfonic Acid and Benzyl Alcohol in Toluene and Methanol solventmedia to get Stage-6 intermediate.
Stage-7 : Stage-5 intermediate is reacts with Stage-6 intermediate in Toluene and Acetone solvent media to getStage-7 intermediate.
Stage-8 : Applying the Hydrogen gas with pressure to Stage-7 intermediate in the presence of PalladiumCarbon Toluene and Methanol solvent media to get Stage-8 intermediate.
Stage-9 : Stage-8 intermediate is reacts with Stage-3 intermediate and 1,3-Dicyclohexyl carbodiimide inToluene and Methanol solvent media to get Stage-9 intermediate .
Stage-10 : Applying the Hydrogen gas with pressure to Stage-9 intermediate in the presence of PalladiumCarbon Toluene and Methanol solvent media to get Trandolapril.
Stage-4 : Benzene is reacts with Maleic Anhydride in the presence of Aluminum Chloride and Hydrochloric acidin Acetone solvent media to get Stage-4 intermediate.
PRODUCT : Trandolapril
Description :
Stage-1 : 1H-Indole-2-carboxylic acid is reacts with Rhodium on Carbon under Hydrogen gas with a pressure inMethanol solvent media to get Stage-1 intermediate.
Stage-2 : Stage-1 intermediate is reacts with Benzyl Alcohol and 1,3-Dicyclohexyl carbodiimide in Toluenesolvent media to get Stage-2 intermediate.
Stage-3 : Stage-2 intermediate is reacts with Mandelic Acid in the presence of Potassium Carbonate in Acetoneand Toluene solvent media to get Stage-3 intermediate.
ANNEXURE - IX
140

Flow Chart
1H-Indole-2-carboxylic acid Sol.RecoveryHydrogen Evaporation LossRhodium on Carbon Organic ResidueMethanol Inorganic Solid WasteHyflo Process Emissions
Stage-1Benzyl Alcohol Sol.Recovery1,3-Dicyclohexylcarbodiimide Evaporation LossToluene EffluentWater Organic Residue
Stage-2Mandelic Acid Sol.RecoveryAcetone Evaporation LossPotassium Carbonate EffluentToluene Organic ResidueWater Process Emissions
BenzeneMaleic Anhydride Sol.RecoveryAluminum Chloride Evaporation LossAcetone EffluentHydrochloric Acid (35%) Organic ResidueWater Process Emissions
Stage-4Sulfuric Acid Sol.RecoveryEthanol Evaporation LossMethylene Dichloride EffluentSodium Carbonate Process EmissionsWater
AlanineBenzyl Alcohol Sol.Recoveryp-Toluenesulfonic acid Evaporation LossToluene EffluentMethanol Organic ResidueWater
PRODUCT : Trandolapril
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
141

Flow Chart
Stage-5Stage-6 Sol.RecoveryToluene Evaporation LossAcetone EffluentWater Organic Residue
Stage-7Palladium Carbon Sol.RecoveryHydrogen Evaporation LossToluene EffluentMethanol Organic ResidueWater Process Emissions
Stage-3Stage-8 Sol.Recovery1,3-Dicyclohexyl carbodiimide Evaporation LossToluene EffluentMethanol Organic ResidueWater
Stage-9Palladium Carbon Sol.RecoveryHydrogen Evaporation LossToluene EffluentMethanol Organic ResidueCarbon Inorganic Solid WasteHyflo Spent CarbonWater Process Emissions
PRODUCT : Trandolapril
Trandolapril
Stage VII
StageVIII
Stage IX
Stage X
ANNEXURE - IX
142

Description :
Flow Chart
3-Amino-N-methyl benzamideCalcium CarbonateSodium Iodide Sol.RecoveryDimethylformamide Evaporation LossChloroform EffluentSodium Bisulfite (5%) Organic ResidueSodium Chloride (10%) Process EmissionsHydrochloric acid (35%)MethanolEthanolDiethyl Ether
Stage-1Methylene Dichloride Sol.RecoverySodium Carbonate (10%) Evaporation LossMethanol EffluentDiethyl Ether Organic ResidueWater Process Emissions
Stage-2 : Stage-1 free base with sodiumcarbonate solution in Dichloromethane.After distillation of DCMisolated solid in Methanol to give 3-((2-((2-(3,4-dimethoxyphenyl)ethyl)-amino)-2-oxoethyl)amino)-N-methylbenzamide (Ecabapide).
2-Chloro-N-(2-(3,4-dimethoxy phenyl)ethyl) acetamide
Ecabapide
PRODUCT : Ecabapide
Stage-1 : 2-Chloro-N-(2-(3,4-dimethoxyphenyl)ethyl)acetamide condensation with 3-amino-N-methylbenzamide in the presence of calcium carbonate and sodium iodide in dimethylformamide medium .Aftercompletion of the reaction distill off DMF. Extract the reaction mass with chloroform.wash the chloroform layerwith water.Distill off chloroform layer,then isolate the solid in Ethanol and methanol to give stage-1 product.
Stage I
Stage II
ANNEXURE - IX
143

Flow Chart
5-Nitro-1H-indoleSol.Recovery
Evaporation LossAcetone EffluentToluene Organic ResidueSodium Carbonate Process EmissionsWater
Stage-1DimethylsulfateSodium Hydroxide EffluentWater
Stage-2 RecoveryHydrogen EffluentPalladium Carbon Inorganic Solid WasteHyflo Process EmissionsWater
Stage-3Cyclopentyl chloroformate Sol.RecoverySodium Carbonate Evaporation LossToluene EffluentAcetone Organic ResidueWater Process Emissions
Stage-4 Sol.RecoveryOrtho Toluene Sulfonamide Evaporation LossMethanol Organic Residue
Stage-5 : Stage-4 intermediate is reacts with Ortho Toluene Sulfonamide in Methanol solvent media to getZafirlukast.
Methyl-4-(bromomethyl)-3-methoxy bezoate
Zafirlukast
Description :
Stage-1 : 5-Nitro-1H-indole is reacts with Methyl-4-(bromomethyl)-3-methoxy bezoate in the presence ofSodium Carbonate in Toluene and Acetone solvent media to get Stage-1 intermediate.Stage-2 : Stage-1 intermediate is reacts with Dimethylsulfate in the presence of Sodium Hydroxide to get Stage-2 intermediate.Stage-3 : Stage-2 intermediate forms Stage-3 intermediate under Hydrogen gas pressure in the presence ofPalladium Carbon.Stage-4 : Stage-3 intermediate is reacts with Cyclopentyl chloroformate in the presence of Sodium Carbonatein Toluene and Acetone solvent media to get Stage-4 intermediate.
PRODUCT : Zafirlukast
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
144

Flow Chart
Sol.RecoveryEvaporation Loss
Sodium Methoxide EffluentMethylene Dichloride Organic ResidueWater
Darifenacin Sol.RecoveryHydrogen Bromide Evaporation LossAcetone Organic Residue
Stage-2 : Darifenacin is reacts with Hydrogen Bromide in Acetone solvent media to get DarifenacinHydrobromide.
3(S)-(1-Carbamoyl-1,1-diphenyl methyl) pyrrolidine5-(2-Bromoethyl)-2,3-dihydro benzofuran
Darifenacin Hydrobromide
PRODUCT : Darifenacin Hydrobromide
Description :
Stage-1 : 3(S)-(1-Carbamoyl-1,1-diphenyl methyl) pyrrolidine is reacts with 5-(2-Bromoethyl)-2,3-dihydrobenzofuran in the presence of Sodium Methoxide in Methylene Dichloride solvent media to get Darifenacin.
Stage I
Stage II
ANNEXURE - IX
145

Description :
Stage-5 : Resolution of N,N-Dimethyl-3-(naphthalen-1-yloxy)-1-phenylpropan-1-amine in presence of D-(-) Tartaricacid in Ehyl Acetate as a solvent medium to get N,N-Dimethyl-3-(naphthalen-1-yloxy)-1-phenylpropan-1-aminetartarate salt.Stage-6 : N,N-Dimethyl-3-(naphthalen-1-yloxy)-1-phenylpropan-1-amine tartarate salt treated with SodiumHydroxide and followed by salt formation with Hydrogen Chloride in presence of Sodium Sulfate in IsopropylAlcohol and Methylene Dichloride as solvent media to form Dapoxetine Hydrochloride.
Stage-4 : 3-(Naphthalen-1-yloxy)-1-phenylpropan-1-ol reacts with Methanesulphonyl Chloride in presence ofTriethylamine and further reacts with Dimethylamine in presence of Dimethylaminopyridine, Hydrochloric acid andSodium Hydroxide in Toluene solvent medium to give N,N-Dimethyl-3-(naphthalen-1-yloxy)-1-phenylpropan-1-amine.
PRODUCT : Dapoxetine Hydrochloride
Stage-1 : Benzene reacts with 3-Chloropropanoyl Chloride in presence of Aluminium Chloride and Hydrochloricacid using Methylene Dichloride as a solvent medium to give 3-Chloro-1-phenylpropan-1-one.
Stage-2 : 3-Chloro-1-phenylpropan-1-one reacts with Sodium Borohydride in presence of Methanol and Acetic acidin Methylene Dichloride solvent medium to get 3-Chloro-1-phenylpropan-1-ol.
Stage-3 : 3-Chloro-1-phenylpropan-1-ol condensed with 1-Napthol in presence of Potassium Carbonate, SodiumHydroxide and Sodium Sulfate in Dimethylformamide solvent medium to form 3-(Naphthalen-1-yloxy)-1-phenylpropan-1-ol.
ANNEXURE - IX
146

Flow ChartBenzene Sol.Recovery3-Chloropropanoyl Chloride Evaporation LossAluminium Chloride EffluentMethylene Dichloride Organic ResidueHydrochloric acid (35%)R-505Water Process Emissions
Stage-1 Sol.RecoverySodium Borohydride Evaporation LossMethylene Dichloride EffluentMethanol Organic ResidueAcetic acidWaterR-505 Process Emissions
Stage-2 Sol.RecoveryDimethylformamide Evaporation LossNaphthol EffluentPotassium CarbonateSodium HydroxideSodium SulfateTolueneWater Process Emissions
Stage-3 in Toluene (162+1085) Sol.RecoveryMethanesulfonyl Chloride Evaporation LossTriethylamine EffluentDimethylamine (40%) Organic ResidueDimethylaminopyridineHydrochloric acid (35%)Sodium HydroxideEthyl AcetateWater
Sol.RecoveryEvaporation Loss
D-(-)Tartaric acid EffluentEthyl Acetate Organic ResidueWater
Stage-5 Sol.RecoverySodium Hydroxide Evaporation LossMethylene Dichloride EffluentIsopropyl Alcohol Organic ResidueSodium SulfateHydrogen Chloride Spent CarbonCarbonWater Process Emissions
PRODUCT : Dapoxetine Hydrochloride
Stage-4 in Ethyl Acetate (162+830)
Dapoxetine Hydrochloride
Stage VI
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
147

Description :
PRODUCT : Ibudilast
Stage-1 : Hydroxylamine Hydrochloride reacts with Chlorosulfonic acid in presence of Methylene Dichloride solventmedium to give Hydroxyl amine-O-sulfonic acid (Stage 1).
Stage-2 : Hydroxyl amine-O-sulfonic acid further reaction with 2-Methylpyridine followed by salt formation withHydrobromic acid in presence of Isopropyl Alcohol and Ethyl Acetate solvent media to get 1-Amino-2-methylpyridinium bromide (Stage 2).
Stage-3 : 1-Amino-2-methylpyridinium bromide further reaction with Isobutyric Anhydride in presence of IsopropylAlcohol solvent medium to form 1-Isobutyramido-2-methylpyridinium bromide (Stage 3).
Stage-4 : 1-Isobutyramido-2-methylpyridinium bromide further reaction with Isobutyric Anhydride in presence ofPotassium Carbonate and Sodium Hydroxide in Methylene Dichloride and n-Hexane solvent media to obtainIbudilast.
ANNEXURE - IX
148

Flow Chart
Hydroxylamine Hydrochloride Sol.RecoveryChlorosulfonic acid Evaporation LossMethylene Dichloride Organic Residue
Process Emissions
Stage-12-MethylpyridinePalladium Carbon Sol.RecoveryHydrobromic acid (48%) Evaporation LossIsopropyl Alcohol EffluentEthyl Acetate Organic ResidueWater
Stage-2 Sol.RecoveryIsobutyric Anhydride Evaporation LossIsopropyl Alcohol Organic Residue
Stage-3Potassium Carbonate Sol.RecoveryIsobutyric Anhydride Evaporation LossMethylene Dichloride EffluentSodium Hydroxide Organic Residuen-Hexane Spent CarbonCarbon Process EmissionsWater
Ibudilast
PRODUCT : Ibudilast
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
149

Description :
Flow Chart
2-Hydroxy-5-Nitrobenzoic acidRaney NickelHydrogen RecoverySodium Hydroxide EffluentHydrose Spent CarbonCarbon Process EmissionsHydrogen ChlorideWater
PRODUCT : Mesalamine
Stage-1 : 2-Hydroxy-5-Nitrobenzoic acid on reduction in presence of Raney Nickel, Sodium Hydroxide andHydrogen Chloride in aqueous medium to obtain Mesalamine.
Mesalamine
Stage I
ANNEXURE - IX
150

Flow Chart
D,L-Pregabalin Sol.RecoveryMandelic Acid Evaporation LossMethanol Organic Residue
S-Pregabalin Mandalate Sol.RecoveryMethylene Dichloride Evaporation LossSodium Bicarbonate EffluentWater Organic Residue
Process Emissions
Pregabalin (Crude) Sol.RecoveryMethanol Evaporation Loss
Organic Residue
Pregabalin
PRODUCT : Pregabalin
Description :
Stage-1 : D,L-Pregabalin is reacts with Mandelic Acid in Methanol solvent medium to get S-PregabalinMandalate.
Stage-2 : S-Pregabalin Mandalate is reacts with Sodium Bicarbonate in Methylene Dichloride solvent mediumto give Pregabalin (Crude).
Stage-3 : Pregabalin (Crude) is on purification with Methanol solvent medium to get Pregabalin (Pure).
Stage I
Stage II
Stage III
ANNEXURE - IX
151

Flow Chart
Methylamine (40%) Sol.RecoveryTriethylamine Evaporation LossMethylene Dichloride EffluentAcetone Organic ResidueWater
Stage-1
Sol.RecoverySodium Methoxide Evaporation LossToluene EffluentMethanol Organic ResidueWater
Stage-2 Sol.RecoveryDimethylamine Evaporation LossToluene EffluentWater Organic Residue
Sumatriptan Sol.RecoverySuccinic acid Evaporation LossMethanol Organic Residue
Stage-3 : Stage-2 Compound is reacted with Dimethylamine in presence of Toluene solvent medium to getSumatriptan.Stage-4 : Sumatriptan is reacts with Succinic acid in presence of Methanol solvent medium to obtainSumatriptan Succinate.
(4-Hydrazinyl phenyl) metane sulfonyl chloride
4-Chloro-1-hydroxy butane sulfonic acid sodium salt
Venlafaxine Hydrochloride
Stage-2 : Stage-1 Intermediate is reacts with 4-Chloro-1-hydroxy butane sulfonic acid sodium salt in thepresence of Sodium Methoxide in Toluene and Methanol solvent media to form Stage-2 Compound.
PRODUCT : Sumatriptan Succinate
Description :
Stage-1 : (4-Hydrazinyl phenyl) metane sulfonyl chloride reacts with Methylamine in presence of Triethylaminein Methylene Dichloride and Acetone solvent media to get Stage-1 Intermediate.
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
152

Description :
Flow Chart
Sol.RecoverySodium Acetate Evaporation LossRaney Nickel EffluentMethanol Organic ResidueHydrogen Process EmissionsWater
Stage-1R(-)-10-Camphorsulfonic Acid Sol.RecoveryAcetone Evaporation LossMethanol Organic Residue
Stage-2Sodium Hydroxide Sol.RecoveryMethylene Dichloride Evaporation LossPropanol EffluentWater Organic Residue
3-(6-Chloro-5-fluoropyrimidin-4-yl)-2-(2,4-difluorophenyl)-1-(1H-1,2,4-triazol-1-yl) butan-2-ol
Voriconazole
PRODUCT : Voriconazole
Stage-1 : 3-(6-Chloro-5-fluoropyrimidin-4-yl)-2-(2,4-difluorophenyl)-1-(1H-1,2,4-triazol-1-yl) butan-2-ol onreduction with Hydrogen in presence of Sodium Acetate and Raney Nickel as catalyst in Methanol solventmedium to form Stage-1 Compound.
Stage-2 : Stage-1 Compound on rection with R(-)-10-Camphorsulfonic Acid in presence of Acetone and Methanolsolvent media to get Stage-2 Intermediate.
Stage-3 : Stage-2 Intermediate reacts with Sodium Hydroxide in presence of Methylene Dichloride and Propanolsolvent media to obtain Voriconazole.
Stage I
Stage II
Stage III
ANNEXURE - IX
153
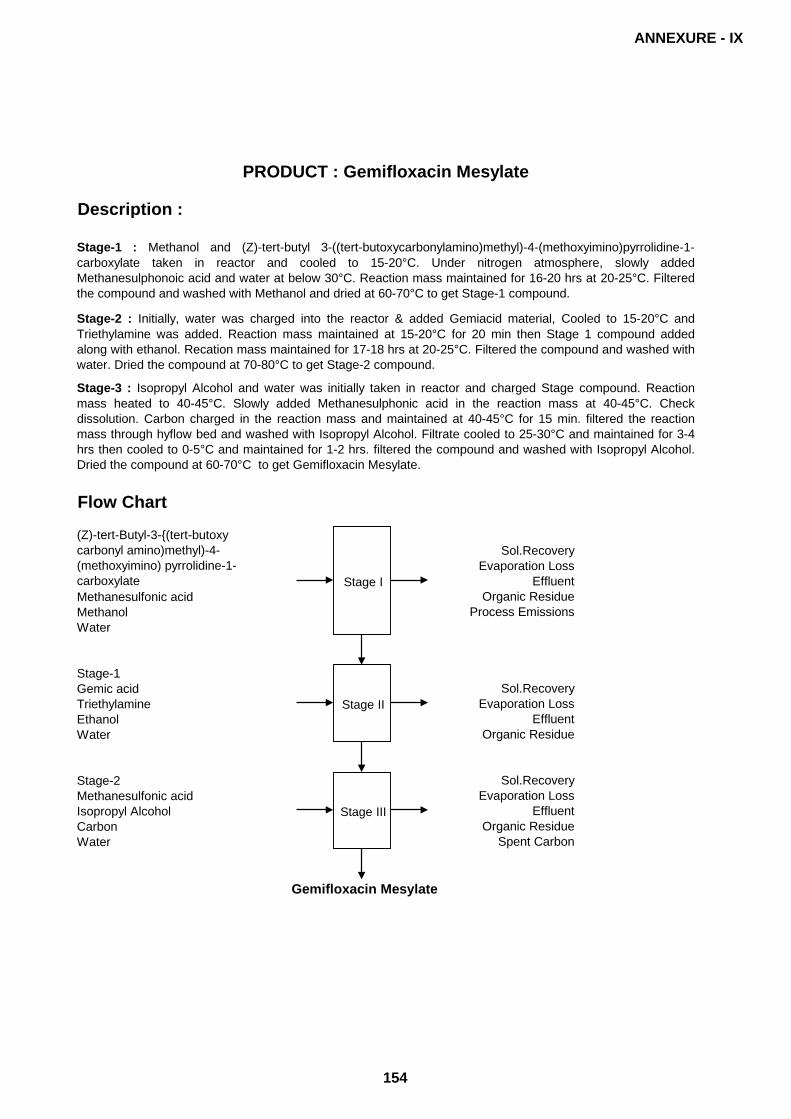
Description :
Flow Chart
Sol.RecoveryEvaporation Loss
EffluentMethanesulfonic acid Organic ResidueMethanol Process EmissionsWater
Stage-1Gemic acid Sol.RecoveryTriethylamine Evaporation LossEthanol EffluentWater Organic Residue
Stage-2 Sol.RecoveryMethanesulfonic acid Evaporation LossIsopropyl Alcohol EffluentCarbon Organic ResidueWater Spent Carbon
Stage-1 : Methanol and (Z)-tert-butyl 3-((tert-butoxycarbonylamino)methyl)-4-(methoxyimino)pyrrolidine-1-carboxylate taken in reactor and cooled to 15-20°C. Under nitrogen atmosphere, slowly addedMethanesulphonoic acid and water at below 30°C. Reaction mass maintained for 16-20 hrs at 20-25°C. Filteredthe compound and washed with Methanol and dried at 60-70°C to get Stage-1 compound.
Stage-2 : Initially, water was charged into the reactor & added Gemiacid material, Cooled to 15-20°C andTriethylamine was added. Reaction mass maintained at 15-20°C for 20 min then Stage 1 compound addedalong with ethanol. Recation mass maintained for 17-18 hrs at 20-25°C. Filtered the compound and washed withwater. Dried the compound at 70-80°C to get Stage-2 compound.
Stage-3 : Isopropyl Alcohol and water was initially taken in reactor and charged Stage compound. Reactionmass heated to 40-45°C. Slowly added Methanesulphonic acid in the reaction mass at 40-45°C. Checkdissolution. Carbon charged in the reaction mass and maintained at 40-45°C for 15 min. filtered the reactionmass through hyflow bed and washed with Isopropyl Alcohol. Filtrate cooled to 25-30°C and maintained for 3-4hrs then cooled to 0-5°C and maintained for 1-2 hrs. filtered the compound and washed with Isopropyl Alcohol. Dried the compound at 60-70°C to get Gemifloxacin Mesylate.
(Z)-tert-Butyl-3-{(tert-butoxy carbonyl amino)methyl)-4-(methoxyimino) pyrrolidine-1-carboxylate
Gemifloxacin Mesylate
PRODUCT : Gemifloxacin Mesylate
Stage I
Stage II
Stage III
ANNEXURE - IX
154

Description :
Flow Chart
Indane HydrochloridePropargyl Chloride Sol.RecoveryPotassium Carbonate Evaporation LossAcetonitrile EffluentToluene Organic ResidueWater Process Emissions
Stage-1 Sol.RecoveryMethane Sulfonic aicd Evaporation LossAcetone Organic Residue
Rasagiline Mesylate
PRODUCT : Rasagiline Mesylate
Stage-1 : Acetonitrile was used as a solvent. Initially, Indane hydrochloride was charged into reactor thentoluene and potassium carbonate was charged. heat the reaction mass to reflux then add propargyl chloride.Stir the reaction mixture till the completion of reaction. After completion of reaction distill off Acetonitrile andcool the reaction mixture charge water and Toluene. Stir for 10 minutes. Separate the layers. Distill off solventcompletely. Unload the material.
Stage-2 : Initially, Acetone was charged into the reactor & added stage-I material and Methane sulphonic acid,heated up to reflux Stir at reflux for 30 minutes. Cool the reaction mass to 0-5 ° C stir at 0-5 ° C for 2 hours.Then centrifuged the mass collect the material of Rasagiline Mesylate.
Stage I
Stage II
ANNEXURE - IX
155

Description :
Flow Chart
2-Cyano-4'-Bromomethylbiphenyl Sol.RecoveryPotassium Carbonate Evaporation LossEthyl Acetate EffluentHydrochloric acid (35%) Organic ResidueSodium Carbonate Process EmissionsTolueneWater
Stage-1 in Toluene (60+270)TriethylamineValeryl Chloride EffluentSodium CarbonateWater
Stage-2 in Toluene (65+270)Tributyltin ChlorideSodium Azide Sol.RecoverySodium Hydroxide Evaporation LossHydrochloric acid (35%) EffluentToluene Organic ResidueWater
(S)-Methyl-2-amino-3-methyl butanoate Hydrochloride
Valsartan
PRODUCT : Valsartan
Stage-1 : (S)-Methyl-2-amino-3-methyl butanoate Hydrochloride reacts with 2-Cyano-4'-Bromomethylbiphenyl inpresence of Potassium Carbonate, Hydrochloric acid and Sodium Carbonate in Ethyl Acetate and Toluene solventmedia gives Stage-1 Compound.
Stage-2 : Stage-1 Compound further reacts with Valeryl Chloride in presence of Triethylamine and SodiumCarbonate in aqueous medium to get Stage-2 Intermediate.
Stage-3 : Stage-2 Intermediate further reacts Sodium azide in presence of Tributyltin Chloride and furtherhydrolysis with base Sodium Hydroxide in presence of Hydrochloric acid in Toluene solvent medium to obtainValsartan.
Stage I
Stage II
Stage III
ANNEXURE - IX
156

Description :
PRODUCT : Zonisamide
Stage-3 : Zonisamide (crude) further purification in Ethyl acetate solvent to gives Zonisamide (pure).
Stage-1 : 4-Hydroxy-2-oxo-2H-chromen-3-ylium reacts with Hydroxylamine hydrochloride in presence ofSodium hydroxide and water to give 2-(Benzo[d]isoxazol-3-yl) acetic acid (Stage-1) compound.
Stage-2 : 2-(Benzo[d]isoxazol-3-yl) acetic acid (Stage-1) reacts with Chlorosulfonic acid in presence of Ethylacetate as a solvent media and Sodium hydroxide base, further chlorination with Phosphorous oxychloride inpresence of Toluene as a solvent media, further reaction with ammonia to give Zonisamide (crude).
ANNEXURE - IX
157
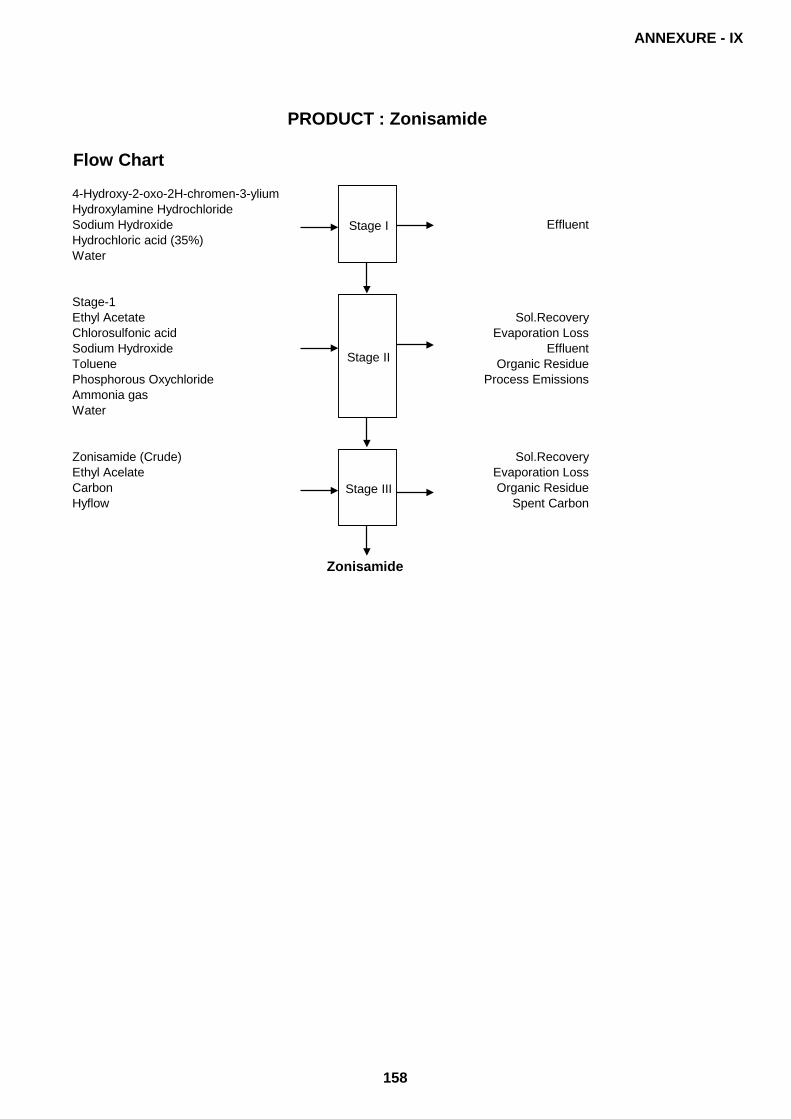
Flow Chart
4-Hydroxy-2-oxo-2H-chromen-3-yliumHydroxylamine Hydrochloride Sodium Hydroxide EffluentHydrochloric acid (35%)Water
Stage-1Ethyl Acetate Sol.RecoveryChlorosulfonic acid Evaporation LossSodium Hydroxide EffluentToluene Organic ResiduePhosphorous Oxychloride Process EmissionsAmmonia gasWater
Zonisamide (Crude) Sol.RecoveryEthyl Acelate Evaporation LossCarbon Organic ResidueHyflow Spent Carbon
Zonisamide
PRODUCT : Zonisamide
Stage I
Stage II
Stage III
ANNEXURE - IX
158

Stage-3 : The (2•(4•Methy1-2-pheny1piperazin-1-yl)pyrldin-3-yl)methanol (Stage-2) further reaction withSulfuric acid and Sodium hydroxide in Methanol and Methylene dichloride solvent media to gives Mirtazapine.
PRODUCT : Mirtazapine
Description :
Stage-1 : 1-Methyl-3-phenylpiperazine condensation with 2-Chloronicotinonitrile in presence of Potassiumfluoride, further hydrolysis in Potassium hydroxide basic media to give 2-(4-methyl-2-phenylpiperazin-1-yl)nicotinic acid (Stage-1) compound.
Stage-2 : The 2-(4-methyj-2-phenylpiperazin-1-yl)nicotinic acid (Stage-1) under goes reduction with Vitride inToluene solvent media to gives (2•(4-methyl-2-phenylpiperazin-1-yl)pyridin-3-yl)methanol (Stage-2) compound.
ANNEXURE - IX
159

Flow Chart
1-Methyl-3-phenylpiperazine2-ChloronicotinonitrilePotassium Fluoride Sol.RecoveryDimethylformamide Evaporation LossEthyl Acetate EffluentButanol Organic ResiduePotassium Hydroxide Process EmissionsHydrochloric acid (35%)TolueneWater
Stage-1 Sol.RecoveryVitride (40%) in Toluene Evaporation LossToluene Effluentn-Hexane Organic ResidueWater Process Emissions
Stage-2 Sol.RecoverySulfuric acid Evaporation LossSodium Hydroxide (50%) EffluentMethylene Dichloride Organic ResidueMethanol Spent CarbonCarbonHyflow
PRODUCT : Mirtazapine
Mirtazapine
Stage I
Stage II
Stage III
ANNEXURE - IX
160

Description :
Stage-4 : The Stage-1 compound reacts with Stage-3 compound in presence of Sodium hydroxide in Acetone,Methylene dichloride and Methanol solvent media to get Tigecycline.
Stage-3 : The Stage-2 compound undergoes chlorination using Phosphorus Pentachloride in presence ofDimethylformamide in Toluene solvent media to get Stage-3 compound.
PRODUCT : Tigecycline
Stage-1 : : Minocycline Hydrochloride reacts with Nitric acid then undergoes reduction with Hydrogen gas inpresence of Palladium carbon finally salt formation with Sulfuric acid in Methanol, Isopropyl Alcohol and secButanol solvent media to get Stage-1 compound.
Stage-2 : t-Butyl bromoacetate reacts with t-Butylamine in Toluene solvent media then react with Hydrogenchloride gas in Isopropyl alcohol solvent media to get Stage-2 compound.
ANNEXURE - IX
161

Flow Chart
Minocycline HydrochlorideSulfuric acid Sol.RecoveryNitric acid Evaporation LossIsopropyl Alcohol Organic ResidueMethanol Inorganic Solid WasteHydrogen Process EmissionsPalladium Carbonsec -Butanol
t -Butyl bromoacetatet -Butylamine Sol.RecoveryToluene Evaporation LossHydrogen Chloride Organic ResidueIsopropyl Alcohol Process Emissions
Stage-2 Sol.RecoveryToluene Evaporation LossDimethylformamide Organic ResiduePhosphorus Pentachloride Inorganic Solid Waste
Process Emissions
Stage-1Stage-3 Sol.RecoverySodium Hydroxide Evaporation LossAcetone EffluentCarbon Organic ResidueHyflow Spent CarbonMethylene DichlorideMethanolWater
PRODUCT : Tigecycline
Tigecycline
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
162

Description :
PRODUCT : Efinaconazole
Stage-1 : : Methyi-(R)-Iactate condensation with Morpholine and Dihydropyran in presence of Sodium methoxideand Methane sulfonic acid in Methyl tert-butyl ether and Tetrahydrofuran solvent media to gives (2R)-1- Morpholino-2-(tetrahydro-2H-pyran-2-yloxy)propan-1-one (Stage-1) compound.Stage-2 : (2R)-1-Morpholino-2-(tetrahydro-2H-pyran-2-yloxy)propan-1-one (Stage-1) condensation with 1-Bromo-2,4-difluoro benzenene in presence of Magnesium, Tetrahydrofuran, Ethyl acetate and acetic acid togives (2R)-1-(2,4-Difluorophenyl)-2-(tetrahydro-2H-pyran-2-yloxy)propan-1-one (Stage-2) compound.
Stage-4 : : (2R,3R)-2-(2,4-Difluorophenyl)-1-(1H-1,2,4-triazol-1-yl)butane-2,3-diol methanesulfonate (Stage-3)further reacts with Methansulfonyl chloride in presence of Triethylamine, Ethyl acetate, Sodium methoxide inMethanol to gives 1-(((2R,3S)-2-(2,4-Difluorophenyl)-3-methyloxiran-2-yl) methyl)-1H-1,2,4-triazole (Stage-4)compound.Stage-5 : 1-(((2R,3S)-2-(2,4-Difluorophenyl)-3-methyloxiran-2-yl)methyl)-1H-1,2,4-triazole (Stage-4) oncondensation with 4-Methylene piperidine hydrochloride in presence of Lithium hydroxide in Acetonitrile media togives (2R,3R)-2-(2,4-Difluorophenyl)-3-(4-methylenepiperidin-1-yl)-1-(1H-1,2,4-triazol-1-yl)butan-2-ol and furtherreacts with p-Toluenesulfonic acid in presence of Isopropyl Alcohol to gives Efinaconazole Tosylate (Stage-5)compound.Stage-6 : Efinaconazole Tosyrate (Stage-S) further purification inpresence of water, Sodium hydroxide, Ethylacetate and n-Heptane to gives Efinaconazole.
Stage-3 : (2R)-1-(2,4-Difluorophenyl)-2-(tetrahydro-2H-pyran-2-yloxy)propan-1-one (Stage-2) reacts withTrimethyl sulfaxonium iodied and further condensation with Triazole in presence of Sodium ter-butoxide,Tetrahydrofuran and Dimethylformamide and further deprotection then salt formation with Methanesulfonic acid inMethanol to gives (2R,3R)-2-(2,4-Difluorophenyl)-1-(1H-1,2,4-triazol-1-yl)butane-2,3-diol methanesulfonate (Stage-3) compound.
ANNEXURE - IX
163

Flow Chart
Methyl-(R)-Lactate Morpholine Sol.RecoverySodium Methoxide Evaporation LossMethyl tert-butyl ether EffluentDihydropyran Organic ResidueTetrahydrofuranMethansulfonic acidWater
Stage-1Magnesium turnings Sol.Recovery1-Bromo-2,4-difluorobenzenene Evaporation LossAcetic acid EffluentEthyl Acetate Organic ResidueSodium Sulfate Inorganic Solid WasteSodium chloride 10%solutionWater
Stage-2 Trimethyl sulfoxonium iodide TriazoleSodium tert-butoxide Methanesulfonic acid Sol.RecoveryTetrahydrofuran Evaporation LossEthyl Acetate EffluentDimethylformamide Organic ResidueIsopropyl Acetate Inorganic Solid WasteMethanolSodium Chloride (10%) solutionSodium Sulfate Water
Stage-3Methansulfonyl chlorideTriethylamine Sol.RecoverySodium Methoxide Evaporation LossEthyl Acetate EffluentMethanol Organic Residuen-HexaneWater
Stage-44-Methylene piperdine HydrochlorideLithium Hydroxide Sol.Recoveryp-Toluenesulfonic acid Evaporation LossAcetonitrile EffluentEthyl Acetate Organic ResidueIsopropyl AlcoholWater
Efinaconazole Tosylate Sol.RecoveryEthyl Acetate Evaporation LossSodium Hydroxide Effluentn-Heptane Organic ResidueSodium Sulfate Inorganic Solid WasteWater
PRODUCT : Efinaconazole
Efinaconazole
Stage VI
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
164

Description :
Stage-1 : p -Chloro Benzophenone reacts with Sodium Borohydride in presence of Methanol solvent medium givesp -Chloro benzhydrol.
Stage-2 : p -Chloro Benzhydrol react with Hydrochloric Acid in presence of Toluene solvent medium produces pChloro Benzhydryl chloride.
Stage-3 : p -Chloro Benzhydryl chloride reacts with piperazine in presence of Toluene solvent medium gives pChloro Benzhydryl Piperazine.
Stage-4 : p -Chloro Benzhydryl Piperazine reacts with 2-Chloro Ethanol in presence of Triethylamine in Toluenesolvent medium to get p -Chloro Benzhydryl Piperazine ethanol.
PRODUCT : Cetirizine Dihydrochloride
Stage-5 : p -Chloro Benzhydryl Piperazine ethanol it is further react with Sodium Monochloro Acetate in presence ofPotassium Hydroxide in Dimethyl Formamide solvent forms Ceterizine Base. Ceterizine Base reacts withHydrochloric acid gives Cetirizine Dihydrochloride.
ANNEXURE - IX
165

Flow Chart
P-Chloro Benzophenone Sol.RecoverySodium Borohydride Evaporation LossMethanol EffluentWater Organic Residue
Stage-1 Sol.RecoveryHydrochloric acid (35%) Evaporation LossToluene EffluentWater Organic Residue
Stage-2 Sol.RecoveryPiperazine Evaporation LossToluene EffluentWater Organic Residue
Process Emissions
Stage-32-Chloroethanol Sol.RecoveryTriethylamine Evaporation LossToluene EffluentDimethyalformamide Organic ResidueWater Inorganic ResidueSodium Sulfate
Stage-4Dimethylformamide Sol.RecoverySodium Monochloro Acetate Evaporation LossPotassium Hydroxide EffluentHydrochloric acid (35%) Organic ResidueCarbon Spent CarbonWater
Cetirizine Dihydrochloride
PRODUCT : Cetirizine Dihydrochloride
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
166

Stage-1 : To a solution of 9H-Fluorene-9-carboxylic acid in Tetrahydrofuran, N-Butyllithium was added at 0°Cand maintained for 2 hrs. The resulting reaction mass was added with 1,4-Dibromobutane. The reactionmaintained for 4-5 hrs at same temperature in presence of Hydrochloric acid and quenched with water. Theaqueous layer extracted with Methylene Dichloride and the separated organic layer concentrated to yield Stage-1Compound.
Stage-2 : To a solution of Satge-1 Compound in Methylene Dichloride, Oxalyl Chloride was added at 0°C andmaintained for 2 hrs. The resulting reaction mass concentrated and the residue dissolved in MethyleneDichloride. This reaction crude was added to a solution of 2,2,2-Trifluoroethylamine in presence of SodiumBicarbonate and Hydrochloric acid using Cyclohexane as solvent medium. The reaction maintained for 4-5 hrsand quenched with water. The seperated organic layer is concentrated to get Stage-2 Intermediate.Stage-3 : To a solution of Stage-2 Intermediate in Dimethylformamide, Potassium Carbonate was added.Piperidin-4-amine was added to mass and the mixture was stirred for 8hrs at 65°C. The reaction mixture wasadded with Cyclohexane and Methylene Dichloride as solvent media at room temperature, the separated organiclayer is concentrated to yield Stage-3 Material.
Stage-4 : Oxalyl Chloride was slowly added to a solution of 4'-(Trifluoromethyl)biphenyl-2-carboxylic acid inMethylene Dichloride at 0°C. Reaction mass was stirred at room temperature for 60 min. The reaction mass isconcentrated and dissolved in Methylene Dichloride. The resulted reaction mass was added to Triethylamine andStage-3 Material solution at 0°C, and maintained at room temperature for over night. The reaction mass wastreated with Hydrochloric acid solution in presence of and the separated aqueous layer was basified with SodiumBicarbonate. The reaction mixture was extracted with Methylene Dichloride and concentrated under vacuum toproduce Lomitapide.
Stage-5 : To a solution of Lomitapide in Ethyl Acetate was treated with Methanesulfonic acid at ambientcondition. The reaction mass was stirred for 8-10 hrs at the same temperature and filtered off to yield LomitapideMesylate as final product.
Description :
PRODUCT : Lomitapide Mesylate
ANNEXURE - IX
167

Flow Chart
9H-Fluorene-9-carboxylic acid1,4-Dibromobutane Sol.Recoveryn-Butyllithium (20%) in Hexane Evaporation LossTetrahydrofuran EffluentMethylene Dichloride Organic ResidueHydrochloric acid (35%) Process EmissionsWater
Stage-12,2,2-TrifloroethylamineOxalyl Chloride Sol.RecoveryTriethylamine Evaporation LossHydrochloric acid (35%) EffluentMethylene Dichloride Organic ResidueCyclohexane Process EmissionsSodium BicarbonateWater
Stage-2Piperidin-4-amine Sol.RecoveryPotassium Carbonate Evaporation LossDimethylformamide EffluentCyclohexane Organic ResidueMethylene Dichloride Process EmissionsWater
Stage-3
Sol.RecoveryOxalyl Chloride Evaporation LossTriethylamine EffluentSodium Bicarbonate Organic ResidueMethylene Dichloride Process EmissionsHydrochloric acid (35%)Water
Lomitapide Sol.RecoveryMethanesulfonic acid Evaporation LossEthyl Acetate Organic Residue
PRODUCT : Lomitapide Mesylate
4'-(Trifluoromethyl)biphenyl-2-carboxylic acid
Lomitapide Mesylate
Stage I
Stage II
Stage III
Stage IV
Stage V
ANNEXURE - IX
168

Flow Chart
4-Hydroxybenzophenone3-Chloro-1-phenylpropan-1-one Sol.RecoveryTitanium Tetrachloride Evaporation LossZinc Dust EffluentTetrahydrofuran Organic ResiduePotassium Carbonate Inorgainc Solid WasteWater Process Emissions
Stage-1 Sol.Recovery2-Bromoethanol Evaporation LossPotassium Carbonate EffluentMethanol Organic ResidueWater Process Emissions
Stage-1 : 4-Hydroxybenzophenone on condensation with 3-Chloro-1-phenylpropan-1-one in presence ofTitanium Tetrachloride, Zinc dust and Potassium Carbonate using Tetrahydrofuran as asolvent medium to giveStage-1 Compound.
Stage-2 : Stage-1 Compound on condensation with 2-Bromoethanol in presence of Potassium Carbonate usingMethanol as solvent medium to form Ospemifene.
Ospemifene
PRODUCT : Ospemifene
Description :
Stage I
Stage II
ANNEXURE - IX
169

PRODUCT : Lumacaftor
Description :
Stage-1 : 2-Amino-5-methylpyridine on condensation with Pivaloyl Chloride in presence of Triethylamine andSodium Sulfate using Methylene Dichloride as solvent medium to give Stage-1 Compound.
Stage-2 : Stage-1 Compound on reaction with Hydrogen Peroxide in presence of Sodium Sulfate using Aceticacid and Methylene Dichloride as solvent media to get Stage-2 Intermediate.
Stage-3 : Stage-2 Intermediate on reaction with Phosphorous Oxychloride in presence of Triethylamine usingMethylene Dichloride as solvent medium to form Stage-3 Material.
Stage-4 : Stage-3 Material on hydrolysis with Hydrochloric acid in presence of a base Sodium Bicarbonate usingMethylene Dichloride as solvent medium to yield Stage-4 Compound.
Stage-5 : Stage-4 Compound on condensation with 1-(2,2-Difluorobenzo[d][1,3] dioxol-5-yl) cyclopropanecarbonyl chloride in presence of Triethylamine using Methylene Dichloride as a solvent medium to produce Stage-5 Intermediate.
Stage-6 : Stage-5 Intermediate on condensation with 3-Boronobenzoic acid in presence of catalyst Pd(dppf)Cl2and Triethylamine using Dimethylformamide and Methanol as solvent media to obtain Lumacaftor.
ANNEXURE - IX
170

Flow Chart
2-Amino-5-methylpyridineTriethylamine Sol.RecoveryPivaloyl Chloride Evaporation LossMethylene Dichloride EffluentSodium Sulfate Organic ResidueWater
Stage-1Acetic acid Sol.RecoveryHydrogen Peroxide (50%) Evaporation LossMethylene Dichloride EffluentSodium Sulfate Organic ResidueWater
Stage-2 Sol.RecoveryPhosphorous Oxychloride Evaporation LossTriethylamine EffluentMethylene Dichloride Organic ResidueWater Process Emissions
Stage-3 Sol.RecoveryHydrochloric acid (35%) Evaporation LossSodium Bicarbonate EffluentMethylene Dichloride Organic ResidueWater Process Emissions
Stage-4
Sol.RecoveryEvaporation Loss
Triethylamine EffluentMethylene Dichloride Organic ResidueWater
Stage-53-Boronobenzoic acidTriethylamine Sol.RecoveryPd(dppf)Cl2 Evaporation LossDimethylformamide EffluentMethanol Organic ResidueWater
Lumacaftor
PRODUCT : Lumacaftor
1-(2,2-Difluorobenzo[d][1,3] dioxol-5-yl) cyclopropane carbonyl chloride
Stage I
Stage II
Stage III
Stage IV
Stage V
Stage VI
ANNEXURE - IX
171

Stage-1 : A suspension of Gluconolacotone in Methylene Dichloride was charged to reactor and N-Methylmorpholine followed by Trimethylsilyl Chloride was added. Reaction mass was stirred at room temp for 10 hrs. Afterthe reaction completed water was added and the organic layer separated. The organic layer was distilled off inpresence of Touene as slvent medium to get Stage-1 Compound.
Stage-2 : A solution of Stage-1 Compound in Tetrahydrofuran was charged in to the reactor. 2-(5-Bromo-2-methylbenzyl)-5-(4-fluorophenyl)thiophene was charged and stirred to dissolve completely. The reaction mass was cooledto -70oC and n-Butyllithium was added. Reaction mass maintained for two hrs and then quenched with AmmoniumChloride solution in presence of Sodium Bicarbonate using Toluene as solvent medium. After raising the reactionmass temp to room temp followed by usual workup, the Stage-2 Material was isolated from Cyclohexane.
Stage-3 : A solution of Stage-2 Material in Methanol was charged into to the reactor and Methanesulfonic acid wasadded to it. The reaction maintained for 16hrs at room temperature and then poured in to the ice water. The reactionmass extracted with Cyclohexane and concentrated in presence of Sodium Bicarbonate and Sodium Chloride usingEthyl Acetate as solvent medium to give Stage-3 Intermediate.
Stage-4 : A solution of Stage-3 Intermediate in Methylene Dichloride was charged into the reactor and thenAcetonitrile was added. The reaction mass cooled to -5oC and Triethylsilane was added slowly in presence of Borantrifloride etharate, Sodium Bicarbonate and Sodium Chloride. After two hrs of maintainance, reaction mass pouredinto ice water and organic layer separated. The organic layer was distilled and the product Canagliflozin wasisolated from Cyclohexane. The product was dried at 50oC for 5hrs and then packed as Canagliflozin.
Description :
PRODUCT : Canagliflozin
ANNEXURE - IX
172

Flow Chart
GluconolacotoneTrimethylsilyl ChlorideN-Methylmorpholine Sol.RecoveryMethylene Dichloride Evaporation LossToluene EffluentSodium Dihydrogen Phosphate Organic ResidueSodium ChlorideWater
Stage-1
n-Butyllithium (20%) in HexaneToluene Sol.RecoveryTetrahydrofuran Evaporation LossHydrogen EffluentPalladium Carbon Organic ResidueSodium Bicarbonate Process EmissionsAmmonium ChlorideCyclohexaneWater
Stage-2Methanesulfonic acidMethanol Sol.RecoveryEthyl Acetate Evaporation LossSodium Bicarbonate EffluentSodium Chloride Organic ResidueCyclohexane Process EmissionsWater
Stage-3TriethylsilaneBoran trifloride etharate Sol.RecoveryAcetonitrile Evaporation LossMethylene Dichloride EffluentSodium Bicarbonate Organic ResidueSodium Chloride Process EmissionsCyclohexaneWater
2-(5-Bromo-2-methylbenzyl)-5-(4-fluorophenyl)thiophene
Canagliflozin
PRODUCT : Canagliflozin
Stage I
Stage II
Stage III
Stage IV
ANNEXURE - IX
173

Flow Chart
Sol.RecoveryEvaporation Loss
Hydrogen Organic ResidueRh(cod)(r r-dipamp)bf4 Process EmissionsMethanol
Stage-1Lithium Hydroxide Sol.RecoveryTetrahydrofuran Evaporation LossHydrochloric acid (35%) EffluentWater Organic Residue
(S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid
PRODUCT : (S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid
Description :
Stage-1 : (Z)-Methyl 2-(tert-Butoxycarbonyl amino)-3-(4-carbamoyl-2,6-dimethylphenyl)acrylate undergoesreduction with Hydrogen in presence of a catalyst Rh(cod)(r r-dipamp)bf4 using Methanol as solvent medium to getStage-1 Compound.
Stage-2 : Stage-1 Compound undergoes hydrolysis with Lithium Hydroxide in presence of Hydrochloric acid usingTetrahydrofuran as solvent medium to form (S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid.
(Z)-Methyl 2-(tert-Butoxycarbonyl amino)-3-(4-carbamoyl-2,6-dimethylphenyl)acrylate
Stage I
Stage II
ANNEXURE - IX
174

Flow Chart
Sol.RecoveryEvaporation Loss
Effluentn-Butyllithium (20%) in Hexane Organic ResidueMethanesulfonic acid Process EmissionsMethanolTetrahydrofuranWater
Stage-1TriethylsilaneBoran trifloride etharate Sol.RecoveryAcetonitrile Evaporation LossMethylene Dichloride EffluentSodium Bicarbonate Organic ResidueSodium Chloride Process EmissionsCyclohexaneWater
Stage-2Caesium Carbonate Sol.Recovery
Evaporation LossEffluent
Dimethylformamide Organic ResidueWater Process Emissions
Stage-3 : Stage-2 Intrermediate on condensation with (R)-Tetrahydrofuran-3-yl 4-methylbenzenesulfonate inpresence of Caesium Carbonate using Dimethylformamide as solvent medium to form Empagliflozin.
(4-(5-Bromo-2-chlorobenzyl) phenoxy)(tert-butyl) dimethyl silane3,4,5-tris(trimethylsilyloxy)-6-((trimethylsilyloxy)methyl) tetrahydro-2Hpyran-2-one
(R)-Tetrahydrofuran-3-yl 4-methylbenzenesulfonate
Empagliflozin
Stage-2 : A solution of Stage-1 Compound in Methylene Dichloride was charged into the reactor and thenAcetonitrile was added. The reaction mass cooled to -5oC and Triethylsilane was added slowly in presence of Borantrifloride etharate, Sodium Bicarbonate and Sodium Chloride. After two hrs of maintainance, reaction mass pouredinto ice water and organic layer separated. The organic layer was distilled and the product Stage-2 Intrermediatewas isolated from Cyclohexane. The product was dried at 50oC for 5hrs and then packed as Stage-2 Intrermediate.
PRODUCT : Empagliflozin
Description :
Stage-1 : Condensation of (4-(5-Bromo-2-chlorobenzyl) phenoxy)(tert-butyl) dimethyl silane with 3,4,5-tris(trimethylsilyloxy)-6-((trimethylsilyloxy)methyl) tetrahydro-2Hpyran-2-one in presence of n-Butyllithium in Hexane,further reaction with Methanesulfonic acid using Methanol and Tetrahydrofuran as solvent media to get Stage-1Cmpound.
Stage I
Stage II
Stage III
ANNEXURE - IX
175

EX
IST
ING
B.T
RO
AD
EXISTING B.T ROAD
E
X
I
S
T
I
N
G
B
.
T
R
O
A
D
E
X
IS
T
IN
G
B
.T
R
O
A
D
TR
AN
SF
OR
ME
R
NP
RO
DU
CE
D B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT
PR
OD
UC
ED
B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT ANNEXURE - X
176

1,4-Dioxane Methane Sulfonic aicdAcetic acid Methanesulfonic acidAcetic Anhydride MethanolAcetone Methansulfonic acidAcetonitrile Methyl IodideAluminium Chloride Methyl tert-butyl ether Ammonia (25%) Solution Methylamine (40%)Ammonia gas Methylene DichlorideAmmonium Chloride Morpholine Aniline N,N-DimethylformamideAnisole n-HeptaneBenzaldehyde Nitric acidBenzene Nitric acid (70%)Chloroform Phosphoric acidChlorosulfonic acid Phosphorous OxychlorideCyclohexane Phosphorus PentachlorideDimethylamine PiperazineDimethylamine (40%) Potassium HydroxideDimethylformamide Potassium IodideDimethylsulfate Sodium AzideEthanol Sodium BicarbonateEthyl Acelate Sodium BorohydrideFerric Chloride Sodium HydroxideFluorobenzaldehyde Sodium Hydroxide (50%)Formaldehyde (35%) Sodium MethoxideFumaric acid Sodium NitriteHeptane Sodium SulfateHydrochloric acid (35%) Stannous Chloride dihydrateHydrogen t -ButylamineHydrogen Bromide tert-ButanolHydrogen Chloride TetrahydrofuranHydrogen Peroxide (50%) ThioureaHydroxylamine Hydrochloride Titanium TetrachlorideIsopropyl Acetate TolueneLiq.Ammonia (20%) TriethylamineMaleic acid XyleneMaleic Anhydride
Hazardous Raw Materials
LIST OF HAZARDOUS RAW MATERIALS
ANNEXURE - XI
177

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Methyl-2-Butanone = 54 40.5Acetone = 280 210Aniline = 54 40.5Benzaldehyde = 55 41.3Calcium Acetate = 30.18 22.6Carbon = 8 6Dimethyl Cabonate = 54 40.5Fluorobenzaldehyde = 58 43.5Hydrogen = 2 1.5Hyflo = 31 23Isopropyl Alcohol = 1440 1080Methanol = 2030 1523Palladium Carbon = 13 9.8Potassium Carbonate = 6 4.5p -Toluenesulfonic acid = 4 3Sulfuric acid = 6.5 4.9tert-Butyl-2-[(4R,6S)-6-(cyano methyl)-2,2-dimethyl-1,3-dioxan-4-yl] acetate = 133 99.8
Toluene = 440 330
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg4-Methyl-6-(1-methyl benzimidazol-2-yl)-2-propyl-1H-benzimidazole = 96 96
Acetic acid = 51 51Acetone = 580 580Acetonitrile = 1260 1260Activated Carbon = 6 6Ammonia (25%) Solution = 24 24Ethanol = 900 900Hydrogen Bromide = 26 26Hyflo = 10 10Methanol = 480 480Methyl 2-[4-(bromomethyl) phenyl]benzoate = 98 98
Potassium Hydroxide = 55 55
PRODUCT : Atorvastatin CalciumLIST OF RAW MATERIALS
PRODUCT : TelmisartanLIST OF RAW MATERIALS
ANNEXURE - XII
178

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetic acid = 14 1.7Acetone = 800 96Ethyl Acetate = 800 96Hydrochloric acid (35%) = 24 2.9Methyl Iodide = 144 17.3Methyl-3-(2-aminoethyl)-5-{(2-oxozolidin-4-yl)methyl)-1H-indole-2-carboxylate = 80 9.6
Potassium Carbonate = 70 8.4Sodium Hydroxide = 20 2.4
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-(2,5-Difluoro-4-(3-methylpiperzin-1-yl) phenyl) ethanone Hydrochloride = 126 26.5
2,4-Difluoroaniline = 40 8.4Acetic acid = 290 60.9Acetic Anhydride = 118 24.8Cyclohexane = 760 159.6Diethyl Carbonate = 800 168Diethyl Ether = 1000 210Di-tert-butyldicarbonate = 96 20.2Ethanol = 670 140.7Hydrochloric acid (35%) = 40 8.4Methylene Dichloride = 1800 378Phosphoric acid = 70 14.7Sodium Bicarbonate = 60 12.6Sodium Chloride = 100 21Sodium Hydride (60%) = 22 4.6Tetrahydrofuran = 1200 252Toluene = 1200 252Triethyl Orthoformate = 86 18.1Triethylamine = 182 38.2
PRODUCT : ZolmitriptanLIST OF RAW MATERIALS
PRODUCT : Temafloxacin HydrochlorideLIST OF RAW MATERIALS
ANNEXURE - XII
179

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(1R,5S,6R)-3-benzyl-6-nitro-3-azabicyclo[3.1.0]hexane-2,4-dione = 102 21.4
7-Chloro-1-(2,4-difluorophenyl)-6-fluoro-4-oxo-1,4-dihydro-1,8-naphayridine-3-carboxylic acid
= 100 21
Acetonitrile = 520 109.2Benzaldehyde = 34 7.1Boran trifluoride Tetrahydrofuran Complex = 130 27.3Hydrogen = 6 1.3Isopropyl Alcohol = 780 163.8Palladium Carbon = 40 8.4Sodium Borohydride = 106 22.3Tetrahydrofuran = 1400 294Toluene = 950 199.5Triethylamine = 30 6.3
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetic acid = 50 12Ethanolic Hydrochloric acid (37%) = 144 34.6N-Methyl-1-phenylpropane-2-amine-d-tartarate = 208 49.9
Propargyl Bromide = 84 20.2Sodium Hydroxide = 112 26.9Toluene = 1040 249.6
PRODUCT : TrovafloxacinLIST OF RAW MATERIALS
PRODUCT : Selegiline HydrochlorideLIST OF RAW MATERIALS
ANNEXURE - XII
180

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-(Bromomethyl)-3-fluorobenzene = 78 16.42-Aminopropanamide = 34 7.13-(Bromomethyl) phenol = 78 16.4Methylene Dichloride = 540 113.4Potassium Carbonate = 56 11.8Sodium Carbonate = 38 8.0Toluene = 780 163.8
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(S)-2-(Bromomethyl) oxirane = 30 3.6(S)-4-(Chloromethyl)-2,2-dimethyl-1,3-dioxolane = 32 3.8
3-(4-Hydroxyphenyl)propanoic acid = 28 3.4Acetone = 160 19.2Dimethyl Sulfoxide = 140 16.8Ethyl Acetate = 200 24.0Methanol = 80 9.6N-(2-Aminoethyl)morpholine-4-carboxamide = 40 4.8
Potassium Carbonate = 40 4.8Potassium Iodide = 1 0.1Toluene = 380 45.6
PRODUCT : Safinamide LIST OF RAW MATERIALS
PRODUCT : LandiololLIST OF RAW MATERIALS
ANNEXURE - XII
181

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2,4,5-Trifluorobenzyl-α-amino acid = 120 57.602-Chloro Pyrazine = 50 24Carbo benzyloxychloride = 500 240Diazomethane in Diethyl ether (40%) = 40 19.2Dimethylformamide = 785 376.8Hydrazine Hydrate = 23 11.04Hydrogen = 2 0.96Hydrogen Chloride = 16 7.68Isobutyl Chloroformate = 440 211.2Methanol = 2980 1430.4Methanolic Hydrochloride (20%) = 60 28.8Palladium Carbon = 10 4.8Polyphosphoric Acid = 40 19.2Silver benzoate = 738 354.24Triethyl orthoester = 88 42.24
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,3-Dicyclohexyl carbodiimide = 93.5 4.68Acetone = 900 45.0Benzyl Alcohol = 36.5 1.83Carbon = 5 0.25Ethanol = 17 0.85Hydrogen = 5 0.25Hyflo = 6.5 0.33Indole carboxylic acid = 55 2.75Mandelic Acid = 50 2.50Methanol = 1350 67.5Norvaline = 17 0.85Palladium Carbon = 10 0.50Potassium Carbonate = 45 2.25Pyruvic Acid = 12 0.60Rhodium on Carbon = 0.5 0.03Sulfuric Acid = 0.5 0.03tert-Butylamine = 8.8 0.44Toluene = 2750 137.50
PRODUCT : Sitagliptin HydrochlorideLIST OF RAW MATERIALS
PRODUCT : Perindopril ErbumineLIST OF RAW MATERIALS
ANNEXURE - XII
182

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,4-Dioxane = 90 8.642-(Acetoxyethyl)-5-(6-chloro-2-mercapto-9H-purin-9-yl) tetrahydrofuran-3,4-diyl diacetate
= 33 3.17
2-(Methylthio) ethanamine = 6 0.583-Chloro-1,1,1-trifluoro propane = 10 0.96Dichloromethylene diphosphonic acid = 14 1.34Dimethylformamide = 65 6.24Ethyl Acetate = 225 21.60Isopropyl Alcohol = 180 17.28Phosphorous Oxychloride = 8 0.77Sodium Bicarbonate = 16 1.54Sodium Hydroxide = 3 0.29Sodium Sulfate = 3.5 0.34Tributylamines = 5 0.48Triethyl Phosphate = 11 1.06
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg
1-( 3-(Cyclopentyloxy)-4-methoxyphenyl)-4-oxocyclohexane carbonitrile = 34 3.26
1,3-Dithian-2-one = 17 1.63Ammonium Chloride = 7 0.67Methanol = 260 24.96Methylene Dichloride = 270 25.92Sodium Hydroxide = 8 0.77Titanium Tetrachloride = 21 2.02Zinc Chloride = 12 1.15
PRODUCT : CangrelorLIST OF RAW MATERIALS
PRODUCT : CilomilastLIST OF RAW MATERIALS
ANNEXURE - XII
183

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(S)-tert-Butyl-5-azaspiro[2,4]-heptan-7-yl-carbamate = 30 2.88
8-Chloro-6,7-difluoro-1-((1S,2S)-2-fluorocycloproyl)-4-oxo-1,4-dihydroquinoline-3-carboxylic acid
= 33 3.17
Acetonitrile = 100 9.60Anisole = 90 8.64Chloroform = 265 25.44Ethanol = 90 8.64Hydrochloric acid (35%) = 23 2.21Sodium Hydroxide = 4.5 0.43Sodium Sulfate = 3.5 0.34Triethylamine = 75 7.20Trifluoroacetic acid = 450 43.20
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgFumaric acid = 4 0.36Hydrogen = 2 0.18Methanol = 840 75.60N-(2-(benzyloxy)-5-(oxiran-2-yl)phenyl) formamide = 21 1.89
N-benzyl-1-(4-methoxyphenyl)propan-2- = 20 1.80Palladium Carbon = 6 0.54Sodium Hydroxide = 8 0.72
PRODUCT : SitafloxacinLIST OF RAW MATERIALS
PRODUCT : Formoterol FumarateLIST OF RAW MATERIALS
ANNEXURE - XII
184

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2,3-Dichlorobenzaldehyde = 16 3.84Acetic acid = 10 2.40Acetone = 25 6.00Ammonium Acetate = 8 1.92Chloromethyl Butyrate = 34 8.16Dimethylformamide = 220 52.80Ethyl Acetate = 500 120Isopropyl Alcohol = 245 58.80Methanol = 500 120Methyl Acetoacetate = 22 5.28Potassium Hydroxide = 9 2.16Sodium Bicarbonate = 17 4.08Toluene = 75 18
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-(1-Methylpyrrolidin-2-yl) ethanamine = 11 2.642,4,6-Trichlorobenzoyl chloride = 0.5 0.124-Amino-1-methyl-3-propyl-1H-pyrazole-5-carboxamide = 13 3.12
5-(Chlorosulfonyl)-2-propoxybenzoic acid = 23 5.52Acetone = 115 27.6Ethyl Acetate = 115 27.6Hydrochloric acid (35%) = 13 3.12Isopropyl Alcohol = 95 22.8Metthylene Dichloride = 250 60Potassium tert-butoxide = 7 1.68Sodium Bicarbonate = 12 2.88tert-Butanol = 220 52.8Triethylamine = 2 0.48
PRODUCT : Clevidipine ButyrateLIST OF RAW MATERIALS
PRODUCT : UdenafilLIST OF RAW MATERIALS
ANNEXURE - XII
185

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-[(tert-Butoxycarbonyl)amino] -5-(nitrocarbamimidamido) pentanoic acid = 29 6.96
Chloroform = 200 48Citric acid = 11 2.64Diethyl Ether = 130 31.2Ethanol = 70 16.8Ethyl Acetate = 290 69.6Ethyl(2R,4R)-4-methyl piperidine-2-carboxylate = 16 3.84
Hydrochloric acid (35%) = 26 6.24Hydrogen gas = 0.5 0.12Isobutyl chloroformate = 13 3.12Palladium Carbon = 5.5 1.32Sodium Bicarbonate = 11 2.64Sodium Chloride = 35 8.4Sodium Hydroxide (20%) = 20 4.8Tetrahydrofuran = 120 28.8Triethylamine = 25 6Ttetrahydroquinoline-8-sulfonyl chloriode = 18 4.32
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg
1-Cyclopropyl-6,7-difluoro-8-methoxy-4-oxo-1,4-dihydro quinolin-3-carboxylic acid = 57 13.68
Acetonitrile = 770 184.8Chloroform = 295 70.8N-Methylpiperidine-3-amine Dihydrochloride = 45 10.8
Sodium Chloride = 10 2.4Triethylamine = 75 18
PRODUCT : ArgatrobanLIST OF RAW MATERIALS
PRODUCT : BalofloxacinLIST OF RAW MATERIALS
ANNEXURE - XII
186

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetic acid = 8 1.92Diisopropyl Ether = 25 6Dimethoxyethane = 10 2.4Dimethyl(3-methyl-2-oxo-hept-5-yn-1-yl)phosphate = 33 7.92
Dimethylformamide = 50 12Ethyl Acetate = 65 15.6Hydrochloric acid (35%) = 32 7.68Methanol = 220 52.8Methyl-4-(2-acetoxy-1-formyl-2,3,3a,8b-tetrahydro-1H-benzo[b]cyclopenta[d]furan-5-yl)butanoate
= 35 8.4
Pentane = 28 6.72Sodium Borohydride = 5 1.2Sodium Hydride (60%) = 4.5 1.08Sodium Hydroxide (10%) = 69 16.56
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetic anhydride = 20 4.80Chloroform = 4 0.96Dimethyl Sulfoxide = 300 72Ethanol = 455 109.2Ethyl-3-(4-(1-acetamido cyclo propyl)-2,3,5-trifluorophenyl)-3-oxopropanoate = 52 12.48
Hydrochloric acid (22%) = 94 22.56Hydrochloric acid (35%) = 80 19.2N,N-Dimethylformamide = 23 5.52Potassium Carbonate = 53 12.72Potassium Hydroxide = 12 2.88S-(2)-Aminopropanol = 12 2.88Sodium Hydroxide (45%) = 132 31.68
PRODUCT : BeraprostLIST OF RAW MATERIALS
PRODUCT : PazufloxacinLIST OF RAW MATERIALS
ANNEXURE - XII
187

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg3-Chloropropan-1-ene = 13 3.1Acetic acid = 8.5 2.0Azapane-4-one = 18 4.3Bromine = 22 5.3Methylene Dichloride = 105 25.2Potassium Carbonate = 22 5.3Sodium Hydroxide = 17 4.1Thiourea = 11 2.6Toluene = 180 43.2
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg4-Chlorobutyraldehyde Sodium Bisulfite adduct = 84 5.0
4-Nitrobenzyl bromide = 150 9.0Carbon = 18 1.1Disodium Hydrogen Phosphate = 14 0.8Ethyl Acetate = 900 54.0Ferric Chloride = 10 0.6Formaldehyde (35%) = 90 5.4Hydrazine Hydrate (50%) = 100 6.0Hydrochloric acid (35%) = 315 18.9Hyflo = 15 0.9Isopropyl Alcohol = 1250 75.0Methanol = 2425 145.5Methylene Dichloride = 900 54.0Phosphorous Oxychloride = 105 6.3Pyrrolidine = 50 3.0Sodium Borohydride = 10 0.6Sodium Hydroxide = 5 0.3Sodium Nitrite = 35 2.1Sodium Sulfite = 110 6.6Stannous Chloride dihydrate = 220 13.2Toluene = 1650 99.0Vaccum Salt = 15 0.9
PRODUCT : TalipexoleLIST OF RAW MATERIALS
PRODUCT : AlmotriptanLIST OF RAW MATERIALS
ANNEXURE - XII
188

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(4-4-Diethoxybutyl) dimethylamine = 65 3.94-Amino-1,2,4-Triazole = 48 2.94-Nitrobenzyl bromide = 117 7.0Acetone = 500 30.0Ammonia Solution (20%) = 150 9.0Benzoic Acid = 35 2.1Carbon = 11 0.7Ferric Chloride = 6 0.4Hydrazine Hydrate (50%) = 80 4.8Hydrochloric Acid (35%) = 361 21.7Isopropyl Alcohol = 1035 62.1Methanol = 865 51.9Methylene Dichloride = 1820 109.2Sodium Nitrite = 66 4.0Stannous Chloride Dihydrate = 177 10.6Sulfuric Acid = 50 3.0Toluene = 350 21.0Vaccum Salt = 35 2.1
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Aminoethanethiol Hydrochloride = 31 7.444-(Dimethylamino) pyridine = 0.5 0.124-Nitrobenzyl-6-(1-hydroxy ethyl)-3,7-dioxoazabicyclo [3.2.0]heptane-2-carboxylate
= 91 21.84
Benzylformimidate Hydrochloride = 52 12.48Diisopropylamine = 70 16.80Dimethylformamide = 90 21.60Diphenyl chlorophosphate = 77 18.48Heptane = 390 93.60Hydrogen = 1 0.24Isopropyl Alcohol = 360 86.40Methylene Dichloride = 1350 324.00N,N-Dimethylacetamide = 10 2.40Palladium Carbon = 12 2.88Sodium Hydroxide = 34 8.16
PRODUCT : Rizatriptan BenzoateLIST OF RAW MATERIALS
PRODUCT : ImipenemLIST OF RAW MATERIALS
ANNEXURE - XII
189

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(Z)-4-Chloro-2-[[(2-methoxy carbonyl)methoxy]imino]-acetoacetate = 78 9.36
2,2-Dithio bis (benzothiazole) = 100 12.07-Amino-8-oxo-3-vinyl-5-thia-1-azabicyclo[4.2.0]oct-2-ene-2-carboxylic acid
= 56 6.72
Acetonitrile = 500 60Carbon = 5 0.6Ethyl Acetate = 700 84Ethylene Diamine Tetraacetic acid = 0.5 0.06Hydrochloric acid (35%) = 117 20.64Hyflo = 5 0.6Methanol = 420 50.4Sodium Acetate = 94 11.28Sodium Hydroxide = 25 3Tetrahydrofuran = 800 96Thiourea = 32 3.84Triethylamine = 29 4.08Triphenylphosphine = 80 9.6
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-Methyl-1H-tetrazole-5-thiol = 29 3.482-[(Cyanomethyl)thio] acetylchloride = 86 10.327-Amino-7-methoxycepholo sporanic acid benzhydryl ester = 153 18.36
Acetone = 1000 120.00Anisole = 26 3.12Diisopropyl ether = 305 36.60Dimethylformamide = 10 1.20Ethyl Acetate = 1100 132.00Hydrochloric acid (35%) = 100 12.00Sodium Hydroxide = 10 1.20Trifluoro acetic acid = 50 6.00
PRODUCT : CefiximeLIST OF RAW MATERIALS
PRODUCT : CefmetazoleLIST OF RAW MATERIALS
ANNEXURE - XII
190
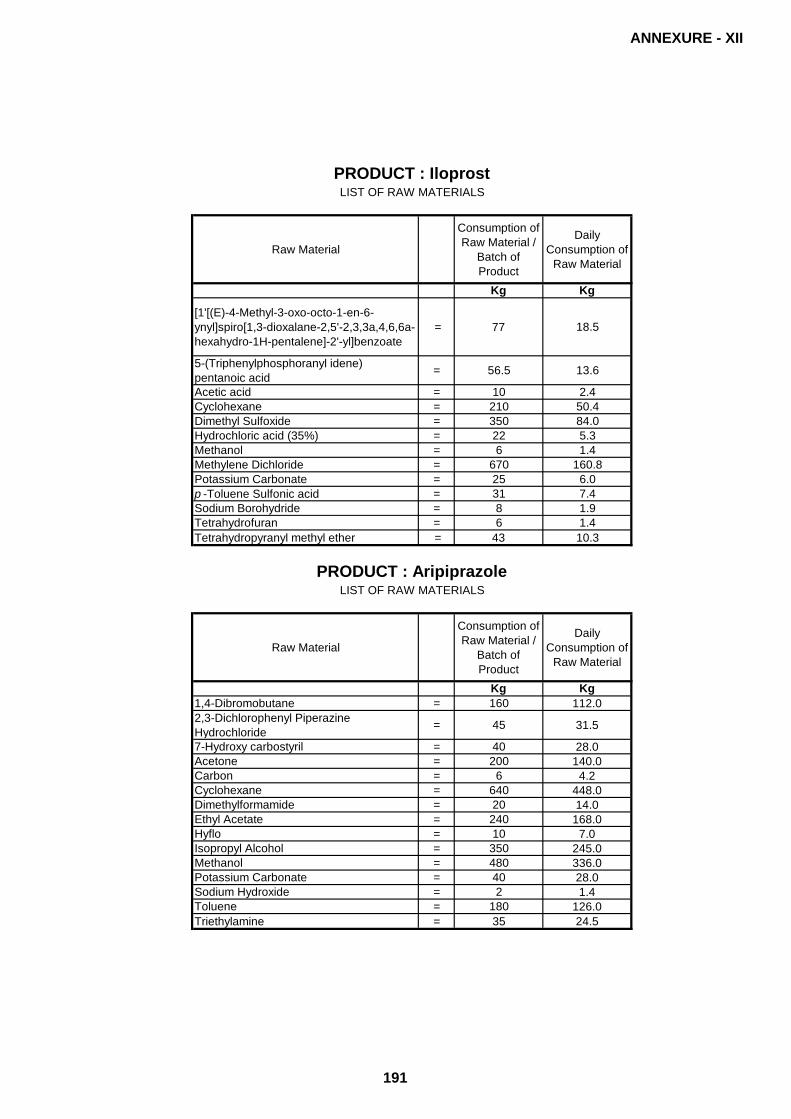
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg
[1'[(E)-4-Methyl-3-oxo-octo-1-en-6-ynyl]spiro[1,3-dioxalane-2,5'-2,3,3a,4,6,6a-hexahydro-1H-pentalene]-2'-yl]benzoate
= 77 18.5
5-(Triphenylphosphoranyl idene) pentanoic acid = 56.5 13.6
Acetic acid = 10 2.4Cyclohexane = 210 50.4Dimethyl Sulfoxide = 350 84.0Hydrochloric acid (35%) = 22 5.3Methanol = 6 1.4Methylene Dichloride = 670 160.8Potassium Carbonate = 25 6.0p -Toluene Sulfonic acid = 31 7.4Sodium Borohydride = 8 1.9Tetrahydrofuran = 6 1.4Tetrahydropyranyl methyl ether = 43 10.3
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,4-Dibromobutane = 160 112.02,3-Dichlorophenyl Piperazine Hydrochloride = 45 31.5
7-Hydroxy carbostyril = 40 28.0Acetone = 200 140.0Carbon = 6 4.2Cyclohexane = 640 448.0Dimethylformamide = 20 14.0Ethyl Acetate = 240 168.0Hyflo = 10 7.0Isopropyl Alcohol = 350 245.0Methanol = 480 336.0Potassium Carbonate = 40 28.0Sodium Hydroxide = 2 1.4Toluene = 180 126.0Triethylamine = 35 24.5
PRODUCT : IloprostLIST OF RAW MATERIALS
PRODUCT : AripiprazoleLIST OF RAW MATERIALS
ANNEXURE - XII
191

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg4-N-Propylhydroxy furanone = 50 21.05-2-Aminobutyramide = 36 15.1Acetic acid = 22 9.2Ammoniumformate = 18 7.6Diisopropyl Ether = 360 151.2Ethyl Acetate = 240 100.8Sodium Borohydride = 5 2.1Toluene = 200 84.0
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,4-Dioxane = 140 58.82-Chloro phenylacetic acid = 70 29.44-Chlorophenol = 41 17.2Aluminium Chloride = 27 11.3Dicyclohexylcarbodiimide = 85 35.7Ethyl Acetate = 430 180.6Hydrochloric acid (35%) = 133 55.9Isopropyl Alcohol = 120 50.4Lithium Aluminium Hydride = 27 11.3Magnesium Turnings = 6 2.5Maleic acid = 23 9.7Methanol = 70 29.4Methylene Dichloride = 210 88.2Phosphoric acid = 28 11.8Phosphorous Pentaoxide = 42 17.6Potassium Carbonate = 43 18.1Potassium tert-Butaoxide = 50 21.0Savcosine methyl ester Hydrochloride = 58 24.4Sodium Hydroxide = 19 8.0Tetrahydrofuran = 120 50.4Toluene = 360 151.2Triethylamine = 46 19.3
PRODUCT : BrivaracetamLIST OF RAW MATERIALS
PRODUCT : Asenapine MaleateLIST OF RAW MATERIALS
ANNEXURE - XII
192

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetic Anhydride = 79 3.6Acetone = 530 23.9Benzylalcohol = 225 10.1Cyclopentanone = 62 2.8ECPP Alanine = 155 7.0Hydrochloric Acid (35%) = 102 4.6Hydrogen = 3 0.1Hyflo = 8.2 0.4L-Serine methylester Hydrochloride = 120 5.4Methanol = 1050 47.3Palladium Carbon = 5.8 0.3Para Toluene sulfonic acid = 10 0.5Potassium Carbonate = 120 5.4Sulfuric Acid = 1 0.0Toluene = 3600 162.0Xylene = 600 27.0
PRODUCT : RamiprilLIST OF RAW MATERIALS
ANNEXURE - XII
193

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Acetylbenzo[b]thiophene = 90 37.8Carbon = 3 1.3Ethyl Acetate = 620 260.4Hydrochloric acid (35%) = 142 59.6Liq.Ammonia (20%) = 124 52.1Methanol = 1300 546.0N-Hydroxy phenyl carbonate = 70 29.4Sodium Borohydride = 20 8.4Toluene = 985 413.7
PRODUCT : ZileutonLIST OF RAW MATERIALS
ANNEXURE - XII
194

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(3)-1-(2-Chloroacytyl)pyrrolide-2-carbonitrile = 42 17.64
Amantadine Hydrochloride = 63 26.46Cyclohexane = 60 25.20Ethyl Acetate = 390 163.80Methylene Dichloride = 500 210.00Nitric acid (70%) = 40 16.80Potassium Carbonate = 26 10.92Potassium Iodide = 1 0.42Sodium Hydroxide = 100 42.00Sulfuric acid = 84 35.28Tetrahydrofuran = 540 226.80
PRODUCT : VildagliptinLIST OF RAW MATERIALS
ANNEXURE - XII
195

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg
(S)-N-(1-Azabicyclo[2,2,2]oct-3-yl)-5,6,7,8-tetrahydro-1-naphthalene carboxamide = 107 8.03
Diemthylformamide = 60 4.5Ethanol = 500 37.5Hydrochloric Acid (35%) = 85 6.38Hydrogen = 1 0.08Hydrogen Chloride = 15 1.13Palladium Carbon = 10 0.75Sodium Hydroxide = 13 0.98Tetrahydrofuran = 1600 120Toluene = 800 60
PRODUCT : Palonosetron HydrochlorideLIST OF RAW MATERIALS
ANNEXURE - XII
196

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-Hydroxy-2-naphthoic acid = 17 24-Hydroxy-α'-aminomethyl metaxylene-α,α'-diol = 17.5 2
4-Phenylbutoxy chlorohexane = 25 3Acetone = 200 24Methanol = 50 6Toluene = 500 60Triethylamine = 10 1.2
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,3-Dicyclohexyl carbodiimide = 71 17.041H-Indole-2-carboxylic acid = 45 10.8Acetone = 790 189.6Aluminum Chloride = 20 4.8Benzene = 10 2.4Benzyl Alcohol = 44 10.56Carbon = 2 0.48Ethanol = 170 40.80Hydrochloric Acid (35%) = 5 1.2Hydrogen = 5 1.2Hyflo = 3.5 0.84Maleic Anhydride = 20 4.8Mandelic Acid = 36 8.64Methanol = 1120 268.8Methylene Dichloride = 170 40.8Palladium Carbon = 4 0.96Potassium Carbonate = 35 8.40p-Toluenesulfonic acid = 25 6Rhodium on Carbon = 0.5 0.12Sodium Carbonate = 7 1.68Sulfuric Acid = 5 1.20
PRODUCT : Salmeterol XinafoateLIST OF RAW MATERIALS
PRODUCT : TrandolaprilLIST OF RAW MATERIALS
ANNEXURE - XII
197
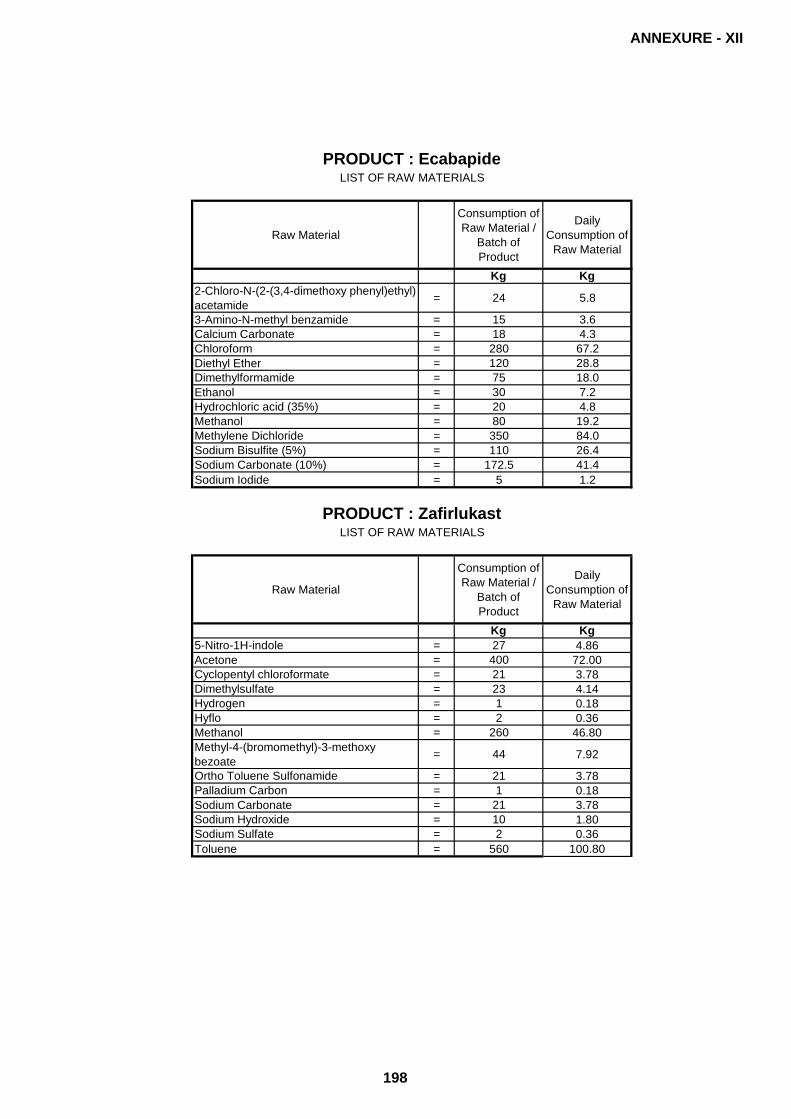
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Chloro-N-(2-(3,4-dimethoxy phenyl)ethyl) acetamide = 24 5.8
3-Amino-N-methyl benzamide = 15 3.6Calcium Carbonate = 18 4.3Chloroform = 280 67.2Diethyl Ether = 120 28.8Dimethylformamide = 75 18.0Ethanol = 30 7.2Hydrochloric acid (35%) = 20 4.8Methanol = 80 19.2Methylene Dichloride = 350 84.0Sodium Bisulfite (5%) = 110 26.4Sodium Carbonate (10%) = 172.5 41.4Sodium Iodide = 5 1.2
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg5-Nitro-1H-indole = 27 4.86Acetone = 400 72.00Cyclopentyl chloroformate = 21 3.78Dimethylsulfate = 23 4.14Hydrogen = 1 0.18Hyflo = 2 0.36Methanol = 260 46.80Methyl-4-(bromomethyl)-3-methoxy bezoate = 44 7.92
Ortho Toluene Sulfonamide = 21 3.78Palladium Carbon = 1 0.18Sodium Carbonate = 21 3.78Sodium Hydroxide = 10 1.80Sodium Sulfate = 2 0.36Toluene = 560 100.80
PRODUCT : EcabapideLIST OF RAW MATERIALS
PRODUCT : ZafirlukastLIST OF RAW MATERIALS
ANNEXURE - XII
198

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg3(S)-(1-Carbamoyl-1,1-diphenyl methyl) pyrrolidine = 40 7.25-(2-Bromoethyl)-2,3-dihydro benzofuran = 34 6.1Acetone = 260 46.8Hydrogen Bromide = 10 1.8Methylene Dichloride = 160 28.8Sodium Methoxide = 10 1.8
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg3-Chloropropanoyl Chloride = 102 204Acetic acid = 32 64Aluminium Chloride = 110 220Benzene = 62 124Carbon = 8 16D-(-)Tartaric acid = 164 328Dimethylamine (40%) = 100 200Dimethylaminopyridine = 1 2Dimethylformamide = 180 360Ethyl Acetate = 1370 2740Hydrochloric acid (35%) = 260 520Hydrogen Chloride = 8 16Isopropyl Alcohol = 310 620Methanesulfonyl Chloride = 98 196Methanol = 13 26Methylene Dichloride = 1245 2490Naphthol = 92 184Potassium Carbonate = 116 232R-505 = 13 26Sodium Borohydride = 16 32Sodium Hydroxide = 78 156Sodium Sulfate = 21 42Toluene = 1085 2170Triethylamine = 115 230
PRODUCT : Darifenacin HydrobromideLIST OF RAW MATERIALS
PRODUCT : Dapoxetine HydrochlorideLIST OF RAW MATERIALS
ANNEXURE - XII
199

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Methylpyridine = 85 106.3Carbon = 10 12.5Chlorosulfonic acid = 114 142.5Ethyl Acetate = 370 462.5Hydrobromic acid (48%) = 155 193.8Hydroxylamine Hydrochloride = 57 71.3Isobutyric Anhydride = 470 587.5Isopropyl Alcohol = 1600 2000.0Methylene Dichloride = 1375 1718.8n-Hexane = 100 125.0Palladium Carbon = 130 162.5Potassium Carbonate = 73 91.3Sodium Hydroxide = 36 45.0
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Hydroxy-5-Nitrobenzoic acid = 66 132Carbon = 7 14Hydrogen = 3 6Hydrogen Chloride = 26 52Hydrose = 17 34Raney Nickel 66 132Sodium Hydroxide = 20 40
PRODUCT : IbudilastLIST OF RAW MATERIALS
PRODUCT : MesalamineLIST OF RAW MATERIALS
ANNEXURE - XII
200

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgD,L-Pregabalin = 272 544.0Mandelic Acid = 260 520.0Methanol = 1150 2300.0Methylene Dichloride = 720 1440.0Sodium Bicarbonate = 80 160.0S-Pregabalin Mandalate = 240 480.0
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(4-Hydrazinyl phenyl) metane sulfonyl chloride = 52 52
4-Chloro-1-hydroxy butane sulfonic acid = 47 47Acetone = 100 100Dimethylamine = 16 16Methanol = 705 705Methylamine (40%) = 20 20Methylene Dichloride = 500 500Sodium Methoxide = 3 3Succinic acid = 17 17Toluene = 1145 1145Triethylamine = 24 24
PRODUCT : PregabalinLIST OF RAW MATERIALS
PRODUCT : Sumatriptan SuccinateLIST OF RAW MATERIALS
ANNEXURE - XII
201

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg3-(6-Chloro-5-fluoropyrimidin-4-yl)-2-(2,4-difluorophenyl)-1-(1H-1,2,4-triazol-1-yl) butan-2-ol
= 190 38.0
Acetone = 780 156.0Hydrogen = 10 2.0Methanol = 1150 230.0Methylene Dichloride = 660 132.0Propanol = 880 176.0R(-)-10-Camphorsulfonic Acid = 110 22.0Raney Nickel = 66 13.2Sodium Acetate = 48 9.6Sodium Hydroxide = 22 4.4
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(Z)-tert-Butyl-3-{(tert-butoxy carbonyl amino)methyl)-4-(methoxyimino) pyrrolidine-1-carboxylate
= 668 64.1
Carbon = 56 5.4Ethanol = 3120 299.5Gemic acid = 480 46.1Isopropyl Alcohol = 3520 337.9Methanesulfonic acid = 700 67.2Methanol = 3480 334.1Triethylamine = 520 49.9
PRODUCT : VoriconazoleLIST OF RAW MATERIALS
PRODUCT : Gemifloxacin MesylateLIST OF RAW MATERIALS
ANNEXURE - XII
202

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetone = 360 43.2Acetonitrile = 200 24.0Indane Hydrochloride = 40 4.8Methane Sulfonic aicd = 22 2.6Potassium Carbonate = 34 4.1Propargyl Chloride = 18 2.2Toluene = 400 48.0
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(S)-Methyl-2-amino-3-methyl butanoate Hydrochloride = 35 70
2-Cyano-4'-Bromomethylbiphenyl = 57 114Ethyl Acetate = 250 500Hydrochloric acid (35%) = 178 356Potassium Carbonate = 33 66Sodium Azide = 16 32Sodium Carbonate = 26 52Sodium Hydroxide = 36 72Toluene = 410 820Tributyltin Chloride = 83 166Triethylamine = 20 40Valeryl Chloride = 23 46
PRODUCT : Rasagiline MesylateLIST OF RAW MATERIALS
PRODUCT : ValsartanLIST OF RAW MATERIALS
ANNEXURE - XII
203

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg4-Hydroxy-2-oxo-2H-chromen-3-ylium = 46 115.0Ammonia gas = 5 12.5Carbon = 7 17.5Chlorosulfonic acid = 35 87.5Ethyl Acelate = 1445 3612.5Hydrochloric acid (35%) = 15 37.5Hydroxylamine Hydrochloride = 25 62.5Hyflow = 7 17.5Phosphorous Oxychloride = 45 112.5Sodium Hydroxide = 106 265.0Toluene = 200 500.0
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-Methyl-3-phenylpiperazine = 60 602-Chloronicotinonitrile = 48 48Butanol = 550 550Carbon = 7 7Dimethylformamide = 230 230Ethyl Acetate = 500 500Hydrochloric acid (35%) = 45 45Hyflow = 7 7Methanol = 150 150Methylene Dichloride = 350 350n-Hexane = 100 100Potassium Fluoride = 1.3 1Potassium Hydroxide = 25 25Sodium Hydroxide (50%) = 50 50Sulfuric acid = 30 30Toluene = 508 508Vitride (40%) in Toluene = 140 140
PRODUCT : ZonisamideLIST OF RAW MATERIALS
PRODUCT : MirtazapineLIST OF RAW MATERIALS
ANNEXURE - XII
204

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg KgAcetone = 200 200Carbon = 8 8Dimethylformamide = 4 4Hydrogen = 5 5Hydrogen Chloride = 70 70Hyflow = 10 10Isopropyl Alcohol = 400 400Methanol = 400 400Methylene Dichloride = 700 700Minocycline Hydrochloride = 35 35Nitric acid = 5 5Palladium Carbon = 12 12Phosphorus Pentachloride = 120 120sec -Butanol = 350 350Sodium Hydroxide = 30 30Sulfuric acid = 20 20t -Butyl bromoacetate = 178 178t -Butylamine = 135 135Toluene = 800 800
PRODUCT : TigecyclineLIST OF RAW MATERIALS
ANNEXURE - XII
205

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-Bromo-2,4-difluorobenzenene = 205 414-Methylene piperdine Hydrochloride = 58 12Acetic acid = 100 20Acetonitrile = 220 44Dihydropyran = 128 25.6Dimethylformamide = 1250 250Ethyl Acetate = 2865 573Isopropyl Acetate = 200 40Isopropyl Alcohol = 450 90Lithium Hydroxide = 21 4.2Magnesium turnings = 25.5 5.1Methanesulfonic acid = 88 17.6Methanol = 235 47Methansulfonic acid = 5 1Methansulfonyl chloride = 64 12.8Methyl tert-butyl ether = 550 110Methyl-(R)-Lactate = 105 21Morpholine = 90 18n-Heptane = 100 20n-Hexane = 135 27p-Toluenesulfonic acid = 55 11Sodium Chloride (10%) solution = 130 26Sodium Hydroxide = 8 1.6Sodium Methoxide = 74 14.8Sodium Sulfate = 50 10Sodium tert-butoxide = 80 16Tetrahydrofuran = 1200 240Triazole = 57 11.4Triethylamine = 120 24Trimethyl sulfoxonium iodide = 180 36
PRODUCT : EfinaconazoleLIST OF RAW MATERIALS
ANNEXURE - XII
206

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Chloroethanol = 33 110Carbon = 10 33.3Dimethylformamide = 516 1720Hydrochloric acid (35%) = 160 533.3Methanol = 500 1666.7P -Chloro Benzophenone = 114 380Piperazine = 40 133.3Potassium Hydroxide = 17 56.7Sodium Borohydride = 7 23.3Sodium Monochloro Acetate = 35 116.7Sodium Sulfate = 110 366.7Toluene = 4800 16000Triethylamine = 45 150
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1,4-Dibromobutane = 51 5.12,2,2-Trifloroethylamine = 17 1.74'-(Trifluoromethyl)biphenyl-2-carboxylic acid = 28 2.8
9H-Fluorene-9-carboxylic acid = 49 4.9Cyclohexane = 690 69.0Dimethylformamide = 260 26.0Ethyl Acetate = 350 35.0Hydrochloric acid (35%) = 259 25.9Methanesulfonic acid = 9 0.9Methylene Dichloride = 1940 194.0n-Butyllithium (20%) in Hexane = 206 20.6Oxalyl Chloride = 36 3.6Piperidin-4-amine = 13 1.3Potassium Carbonate = 16 1.6Sodium Bicarbonate = 29 2.9Tetrahydrofuran = 390 39.0Triethylamine = 30 3.0
PRODUCT : Cetirizine DihydrochlorideLIST OF RAW MATERIALS
PRODUCT : Lomitapide MesylateLIST OF RAW MATERIALS
ANNEXURE - XII
207

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-Bromoethanol = 223 22.33-Chloro-1-phenylpropan-1-one = 235 23.54-Hydroxybenzophenone = 272 27.2Methanol = 2400 240.0Potassium Carbonate = 370 37.0Tetrahydrofuran = 2720 272.0Titanium Tetrachloride = 765 76.5Zinc Dust = 531 53.1
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg1-(2,2-Difluorobenzo[d][1,3] dioxol-5-yl) cyclopropane carbonyl chloride = 86 8.6
2-Amino-5-methylpyridine = 84 8.43-Boronobenzoic acid = 35 3.5Acetic acid = 650 65.0Dimethylformamide = 380 38.0Hydrochloric acid (35%) = 1472 147.2Hydrogen Peroxide (50%) = 83 8.3Methanol = 750 75.0Methylene Dichloride = 1112 111.2Pd(dppf)Cl2 = 8 0.8Phosphorous Oxychloride = 417 41.7Pivaloyl Chloride = 95 9.5Sodium Bicarbonate = 972 97.2Sodium Sulfate = 30 3.0Triethylamine = 727 72.7
PRODUCT : OspemifeneLIST OF RAW MATERIALS
PRODUCT : LumacaftorLIST OF RAW MATERIALS
ANNEXURE - XII
208

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg2-(5-Bromo-2-methylbenzyl)-5-(4-fluorophenyl)thiophene = 357 59.50
Acetonitrile = 380 63.33Ammonium Chloride = 38 6.33Boran trifloride etharate = 90 15.00Cyclohexane = 1100 183.33Ethyl Acetate = 1700 283.33Gluconolacotone = 193 32.17Hydrogen = 4 0.67Methanesulfonic acid = 126 21.00Methanol = 850 141.67Methylene Dichloride = 2310 385.00n-Butyllithium (20%) in Hexane = 758 126.33N-Methylmorpholine = 983 163.83Palladium Carbon = 15 2.50Sodium Bicarbonate = 338 56.33Sodium Chloride = 133 22.17Sodium Dihydrogen Phosphate = 10 1.67Tetrahydrofuran = 760 126.67Toluene = 1920 320.00Triethylsilane = 50 8.33Trimethylsilyl Chloride = 1037 172.83
PRODUCT : CanagliflozinLIST OF RAW MATERIALS
ANNEXURE - XII
209

Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg
(Z)-Methyl 2-(tert-Butoxycarbonyl amino)-3-(4-carbamoyl-2,6-dimethylphenyl)acrylate = 85 8.50
Hydrochloric acid (35%) = 50 5.00Hydrogen = 7 0.70Lithium Hydroxide = 10 1.00Methanol = 340 34.00Rh(cod)(r r-dipamp)bf4 = 10 1.00Tetrahydrofuran = 220 22.00
Raw Material
Consumption of Raw Material /
Batch of Product
Daily Consumption of
Raw Material
Kg Kg(4-(5-Bromo-2-chlorobenzyl) phenoxy)(tert-butyl) dimethyl silane = 243 40.5
(R)-Tetrahydrofuran-3-yl 4-methylbenzenesulfonate = 104 17.3
3,4,5-tris(trimethylsilyloxy)-6-((trimethylsilyloxy)methyl) tetrahydro-2Hpyran-2-one
= 277 46.2
Acetonitrile = 410 68.3Boran trifloride etharate = 98 16.3Caesium Carbonate = 140 23.3Cyclohexane = 410 68.3Dimethylformamide = 330 55.0Methanesulfonic acid = 57 9.5Methanol = 1220 203.3Methylene Dichloride = 410 68.3n-Butyllithium (20%) in Hexane = 195 32.5Sodium Bicarbonate = 235 39.2Sodium Chloride = 41 6.8Tetrahydrofuran = 1220 203.3Triethylsilane = 60 10.0
PRODUCT : (S)-2-(tert-Butoxycarbonylamino)-3-(4-carbamoyl-2,6-dimethylphenyl)propanoic acid
LIST OF RAW MATERIALS
PRODUCT : EmpagliflozinLIST OF RAW MATERIALS
ANNEXURE - XII
210

1
Collection cum Equalization
Tank
Solvents for Recovery / PCB Auth. Party (with moisture) Condenser
Holding Tank
Neutrali-zation
Aeration Tank
Storage Tank
Dual media filter
Stea
m S
trip
per
ATFD
Pre aeration tank
Cond
ense
r R.O. System Product water to
Utilities
ACF
HTDS / HCOD Effluent inlet
Storage Tank
MEE
Sys
tem
Condensate
Condensate Pre
aera
tion
tank
Filtr
ate
Sludge Decanter and dried sludge to
TSDF Sludge Decanter and dried sludge to
TSDF
Filtr
ate
Effluent Treatment Plant – Zero Liquid Discharge
Concentrate
RO / Used to Cooling Tower
Salts to TSDF
LTDS / LCOD & Domestic Effluent
inlet
Rejects
Forc
ed
Evap
orat
ion
Condensate to Utilities Salts to TSDF
Scrubber Effluent inlet
Sludge recycle
ANNEXURE - XIII
211

Schematic flow Sheet for EIA Procedure
Time schedule for obtaining the EC from MOEF
Submission of application by proponent (Form 1, Pre-feasilibility report and Draft Terms of Reference)
Scrutiny by EAC
Scoping an communication of Terms of Reference for EIA Studies to the Proponent for EIA preparation
Submission of proceedings of the public hearing by the SPCB / PCC to EAC
Conducting public hearing by SPCB / PCC or any other public Agency / authority engaged by regulatory authority
Submission of Draft EIA / Summary EIA / Application for Public consultation
Appraisal by EAC
Submission of final EIA by the proponent after improving EIA / EMP
Decision of MoEF
Specific Concerns
Issuing clearance to project proponent
60 days
45 days
60 days
Scop
ing
Publ
ic C
onsu
ltanc
y De
cisio
n M
akin
g Ap
prai
sal
Reservation on the proposal conveyed to EAC
EAC views on reservations sent to MoEF
45 days
60 days
30 days
Category A Project
Preparation of FORM I Application & Prefeasibility report
30 days on obtaining information from industry
as per check list
Preparation of Draft EIA report 120 days minimum other than monsoon period of 120 days
30 days for preparation of Final REIA Maximum
ANNEXURE - XIV
212

Decision of MoEF
Yes NO Rejection
Environmental Baseline Monitoring (To Establish quality of the
Environment)
Application of Impact Prediction Tools (Quantitative Significance Analysis)
Identification of Likely Impacts (Quantitative Significance Analysis
(Ref: Impact Matrix)
EIA Team
Social Impact Assessment
Risk Assessment
Project Features (Pre-feasibility Report,
Form1)
Valued Environment Components
Mitigation Measures
Environmental Management Plan
Reporting
Approach of EIA Study – 4 months other than monsoon period after obtaining TOR copy from MOEF
ANNEXURE - XIV
213

Google Map Showing Proposed Project Maithri Drugs Pvt. Ltd
ANNEXURE - XV
214

ANNEXURE - XVI
215

ANNEXURE - XVII
216

ANNEXURE - XVIII
217