mt trabajo colaborativo-2 332570-14
TRANSCRIPT

Actividad No 10 – Trabajo Colaborativo No 2
Medición del trabajo Grupo: 332570-14
Presentado Por:
Cristian Sucerquia
Jorge Iván Hernández
Naval Silverio Muñoz
Jorge Andrés Giraldo
Presentado a: Ing. Augusto Castro
Universidad nacional abierta y a distancia - UNAD Escuela de Ciencias Básicas Tecnología e Ingeniería
Noviembre del 2013
Pág
ina2
TABLA DE CONTENIDO
INTRODUCCIÓN .................................................................................................... 3
OBJETIVOS ............................................................................................................ 4
PLANTEAMIENTO DEL CASO PROPUESTO ........................................................ 5
CONCLUSIÓN ...................................................................................................... 11
BIBLIOGRAFÍA ..................................................................................................... 12
Pág
ina3
INTRODUCCIÓN
La medición del trabajo es la aplicación de técnicas para determinar el tiempo que
invierte un trabajador calificado en llevar a cabo una tarea definida efectuándola
según una norma (método) de ejecución preestablecida.
El estudio del trabajo consta de dos técnicas que se complementan: el estudio de
métodos y la medición del trabajo.
En el presente trabajo se desarrollará un ejercicio propuesto con el objetivo de
realizar diferentes análisis del ciclo y el tiempo utilizado para la fabricación de un
número de piezas. Con esto podremos observar las diferentes alternativas y de
igual manera escoge la mejor opción para el desarrollo de las mismas.
Comprenderemos y analizaremos el estudio de tiempos, Tiempos de Ciclo,
Tiempos Estándar, Proyección / Planeación de la Producción y Análisis y
Evaluación de Alternativas.

Pág
ina4
OBJETIVOS
Comprender las ventajas de aplicar la medición del trabajo.
Aplicar las diferentes técnicas que se emplean en la medida de los tiempos.
Calcular los tiempos estándar.
Reconocer las ventajas de los tiempos predeterminados y aplicarlos en la
definición del tiempo estándar.
Conocer las mejores técnicas y habilidades disponibles a fin de lograr una eficiente relación hombre-máquina.
Determinar el tiempo requerido para la fabricación de un producto.
Establecer la utilización de los tiempos apropiados y las acciones necesarias para asegurar el cumplimiento de los procedimientos en la operación.

Pág
ina5
PLANTEAMIENTO DEL CASO PROPUESTO
Una Empresa productora de elementos electrónicos tiene el compromiso de
fabricar 10.000 unidades de un elemento que requiere una sola operación de
moldeo en su producción, en un término de tiempo de 13 semanas.
Los datos de interés en el caso expuesto son los siguientes:
1. El ciclo utilizado en la determinación de costos se calcula con un
suplemento adicional del 10%. Es decir, a los Tiempos de ciclo se les
incrementa el 10% para obtener el Tiempo estándar.
2. Se trabajan 44 horas semanales, pudiéndose trabajar hasta el 20% de
tiempo extra.
3. Se dispone de tres (3) máquinas y un (1) operario, quien puede operar
simultáneamente una (1), dos (2) o tres (3) máquinas, según se requiera y
de acuerdo a los tiempos calculados en cada uno de los casos planteados.
4. Los Tiempos de Ciclo son:
A. Una máquina: 6.5 minutos
B. Dos máquinas: 6.5 minutos
C. Tres máquinas: 7.5 minutos
5. El salario del operador es $5 por hora, en tiempo normal y $7.5 por hora, en
tiempo extra.
6. El costo de preparación y montaje es de $400 por máquina.

Pág
ina6
PUNTOS PARA DESARROLLAR Y CALCULAR:
1) El Tiempo estándar en minutos, para cada uno de los tres (3) ciclos. Es
decir, con la utilización de 1, 2 ó 3 máquinas.
Tenemos la siguiente información:
Tiempo de ciclo:
Una máquina: 6.5 minutos
Dos máquinas: 6.5 minutos
Tres máquinas: 7.5 minutos El ciclo utilizado en la determinación de costos se calcula con un suplemento adicional del 10%. Es decir, a los tiempos de ciclo se les incrementa el 10% para obtener el tiempo estándar.
Tiempo estándar para una maquina
Tiempo estándar para dos maquinas
Tiempo estándar para tres maquinas
2) La producción por Hora en cada una de las alternativas.
Alternativa 1.
Calculamos la producción por 44 horas laborales en una semana:
⁄
⁄ ⁄
Pág
ina7
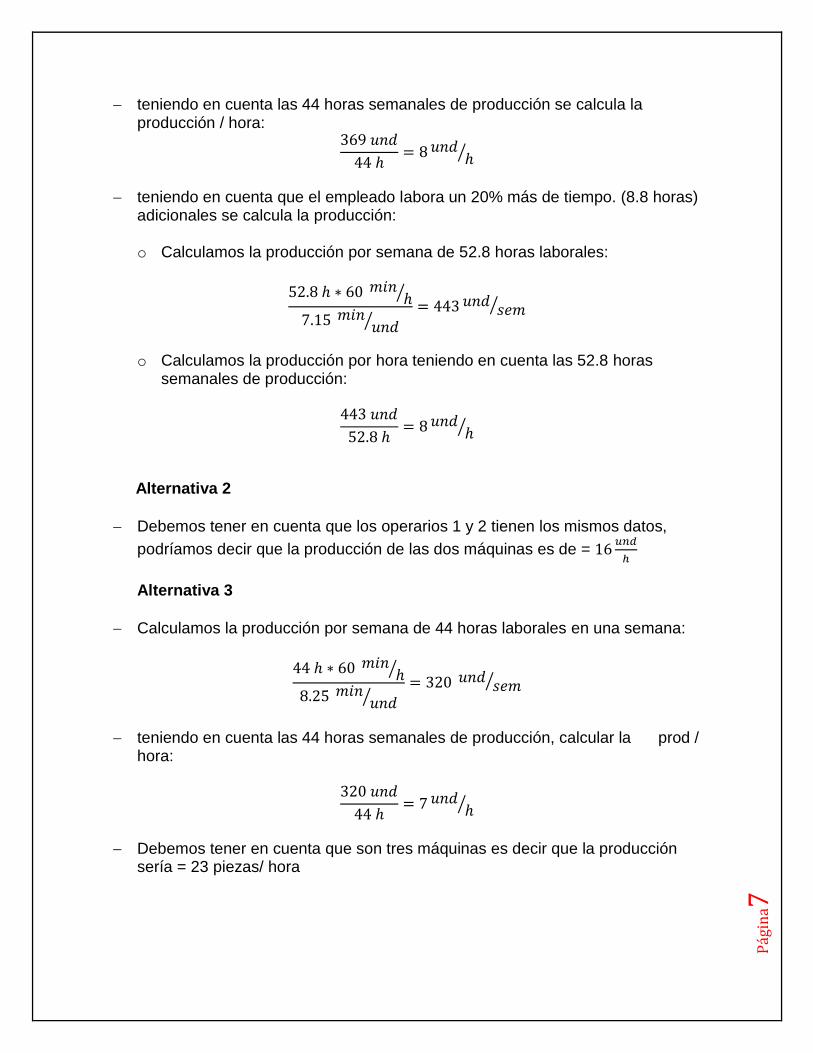
teniendo en cuenta las 44 horas semanales de producción se calcula la producción / hora:
⁄
teniendo en cuenta que el empleado labora un 20% más de tiempo. (8.8 horas) adicionales se calcula la producción:
o Calculamos la producción por semana de 52.8 horas laborales:
⁄
⁄ ⁄
o Calculamos la producción por hora teniendo en cuenta las 52.8 horas
semanales de producción:
⁄
Alternativa 2
Debemos tener en cuenta que los operarios 1 y 2 tienen los mismos datos,
podríamos decir que la producción de las dos máquinas es de =
Alternativa 3
Calculamos la producción por semana de 44 horas laborales en una semana:
⁄
⁄ ⁄
teniendo en cuenta las 44 horas semanales de producción, calcular la prod / hora:
⁄
Debemos tener en cuenta que son tres máquinas es decir que la producción sería = 23 piezas/ hora

Pág
ina8
Calculamos la producción teniendo en cuenta que el empleado labora un 20% más de tiempo. 8.8 horas adicionales:
Calculamos la producción por semana de 52.8 horas laborales:
⁄
⁄ ⁄
Calculamos la producción por hora teniendo en cuenta las 52.8 horas semanales de producción:
⁄
3) ¿Alcanza a atenderse satisfactoriamente el pedido con cada una de las
alternativas? Explique.
N° de maquinas
Cantidad de
piezas por hora
Horas en 13
semanas
totales
Una maquina
8.4 piezas
572 horas
4804.8 piezas
Dos maquinas
17 piezas
572 horas
9724 piezas
Tres maquinas
22 piezas
572 horas
12584 piezas
Teniendo en cuenta que se trabajan 44 horas semanales, en 13 semanas se
trabajan 572 horas semanales. Por ende se infiere que la producción al final de
las 13 semanas es de aproximadamente unas 12584 unidades,
Se concluye que no hay necesidad de trabajar horas extras para cumplir el
pedido.
Como se puede observar con la segunda alternativa se aproxima al cumplimiento del pedido pero no sería recomendable. A diferencia de la tercera alternativa la cual cumple con el pedido y queda un sobrante de productos que servirían como stock.
Pág
ina9
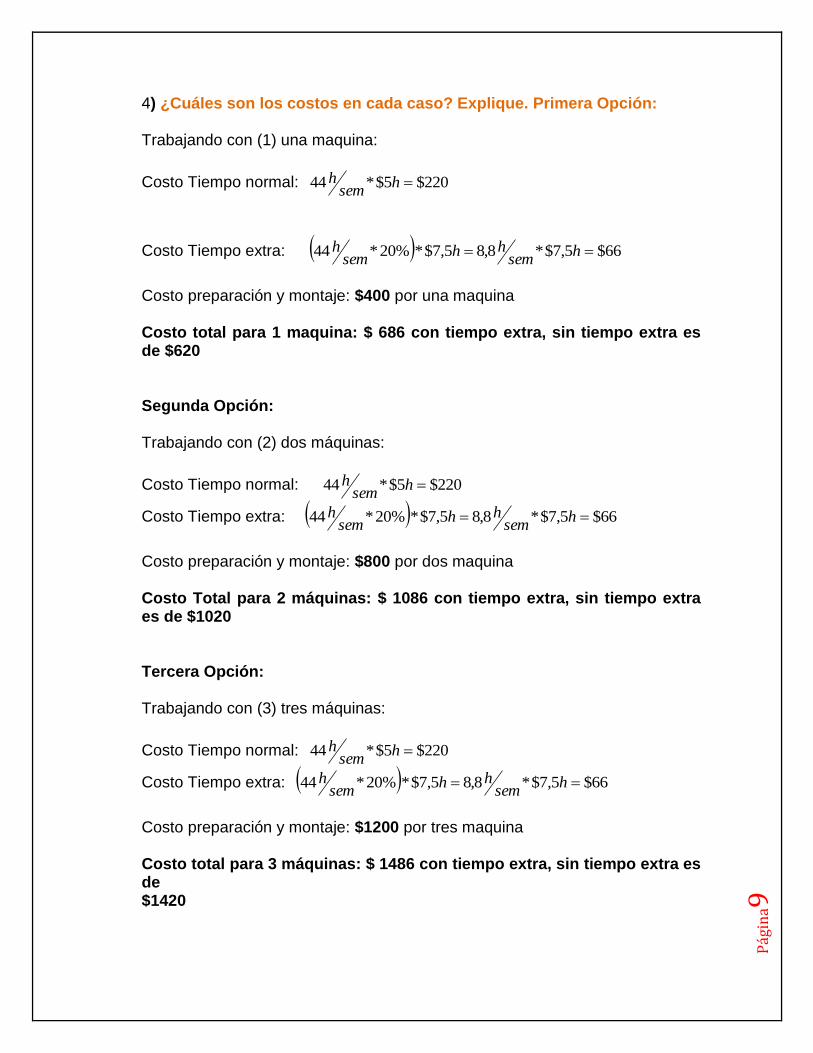
4) ¿Cuáles son los costos en cada caso? Explique. Primera Opción: Trabajando con (1) una maquina:
Costo Tiempo normal: 220$5$*44 hsem
h
Costo Tiempo extra: 66$5,7$*8,85,7$*%20*44 hsem
hhsem
h
Costo preparación y montaje: $400 por una maquina Costo total para 1 maquina: $ 686 con tiempo extra, sin tiempo extra es de $620 Segunda Opción: Trabajando con (2) dos máquinas:
Costo Tiempo normal: 220$5$*44 hsem
h
Costo Tiempo extra: 66$5,7$*8,85,7$*%20*44 hsem
hhsem
h
Costo preparación y montaje: $800 por dos maquina Costo Total para 2 máquinas: $ 1086 con tiempo extra, sin tiempo extra es de $1020 Tercera Opción: Trabajando con (3) tres máquinas:
Costo Tiempo normal: 220$5$*44 hsem
h
Costo Tiempo extra: 66$5,7$*8,85,7$*%20*44 hsem
hhsem
h
Costo preparación y montaje: $1200 por tres maquina Costo total para 3 máquinas: $ 1486 con tiempo extra, sin tiempo extra es de $1420
Pág
ina1
0
5) ¿Cuál de las alternativas calculadas optimiza la producción? ¿Por qué? Explicar el proceso de selección. La alternativa calculada que optimiza la producción sería la de 2 máquinas con tiempo extra, ya que trabajando las dos máquinas la producción sería igual para ambas es decir que entre las 2 producirían 840 piezas por semana, esto sería una menor producción por semana que teniendo la alternativa de las tres máquinas, ya que con esta se producirían 960 piezas por semana, pero la diferencia está en los costos, produciendo 960 piezas por semana y sin necesidad de tiempo extra para producir 10000 piezas nos demoraríamos 10.4 semanas con un costo de operación de $14.768, en cambio trabajando tiempo extra con 2 maquinas la producción semanal seria de 840 piezas, con esta producción se gastarían 11.9 semanas para fabricar las 10000 piezas a un costo total de $12.923, es decir que trabajando 1.5 semanas más se ahorrarían $1.845 y tendríamos disponible una máquina para otro tipo de trabajo o en standby por si algún evento ocurre, y ahorraríamos también gastos en mantenimiento.

Pág
ina1
1
CONCLUSIÓN
En el desarrollo de este trabajo aplicamos las diferentes técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea definida, que para nuestro caso particular fue la fabricación de 10.000 unidades de un elemento, en una empresa productora de elementos eléctricos, utilizando para tal fin 13 semanas. A manera de conclusión el curso de MEDICION DEL TRABAJO, trata de la manera de optimizar los recursos a través de los métodos y tiempos empleados propiamente para cumplir un objetivo planeado, por medio de la medición del trabajo se optimiza la producción de una empresa y se genera más rendimientos. Es muy importante seguir los pasos designados para realizar y calcular un estudio de tiempos, ya que con estos se puede llegar a un resultado muy satisfactorio para las partes involucradas.
Pág
ina1
2
BIBLIOGRAFÍA
MEYERS, Fred E. Estudios de Tiempos y Movimientos, Prentice Hall. 2000
NIEBEL, Benjamin, FREIVALDS Andris, Ingeniería Industrial: Métodos, Estándares y Diseño del Trabajo. Décima edición, Editorial: Alfaomega, México, D.F., 2001.
OIT: Organización Internacional del Trabajo. Introducción al estudio del trabajo. México: Editorial Limusa. 2002.48 Edición revisada.
PROBST, RAUB Y ROMHARDT – Administre el Conocimiento – Prentice Hall – 2001