mu - lab2 - strunguri semi automate si automate
TRANSCRIPT

M.U. – suport laborator 2
vladciubotariu.mpx.ro
Strunguri semiautomate şi automate
Varietatea formelor şi dimensiunilor pieselor, ce necesită prelucrări prin strunjire, la producţia în serie sau masă, în condiţii de productivitate ridicată, a determinat apariţia unei mari diversităţi de strunguri semiautomate şi automate.
Ciclul de lucru al unei maşini-unelte semiautomate sau automate, pentru o piesă dată, constă intr-un număr de operaţii, care au rolul de a asigura:alimentarea acesteia cu semifabricate, prelucrarea propriuzisă a piesei, evacuarea acesteia din postul de lucru.
Pentru prelucrarea completă a unei piese se consumă timp T, care constă, în principal, din suma a doi timpi: timpul de bază TB, consumat efectiv în procesul de aşchiere şi timpul auxiliar TA, consumat pentru efectuarea operaţiilor auxiliare.
Mărimea acestor timpi determină productivitatea Q a maşinii-unelte. Aceasta este definită ca inversul timpului consumat pentru prelucrarea conpletă a piesei sau considerată ca fiind frecvenţa repetării ciclului de lucru:
Timpul de bază TB este determinat pe considerente de ordin tehnologic iar timpul auxiliar TA depinde de gradul de automatizare al maşinii-unelte.
În funcţie de productivitate, maşinile-unelte semiautomate şi automate au fost împărţite în trei grupe, pe baza prezenţei arborelui de comandă, a turaţiei acestuia şi a existenţei arborelui auxiliar.
În grupa I se consideră strungurile monoax, care au o singură turaţie lentă la arborele de comandă AC (fig.1). Pe acest arbore se montează camele Ki (disc sau cilindrice), care comandă şi acţionează pe timpul ciclului de lucru diferite elemente şi subansambluri ale maşinii.
fig.1
M.U. – suport laborator 2
vladciubotariu.mpx.ro
La strungurile din grupa I, timpul auxiliar este proporţional cu cel de lucru, ca urmare este recomandabil ca pe aceste maşini să nu se prelucreze piese complicate, la care timpul de lucru este mare, în acest caz s-ar realiza o productivitate scăzută.
Strungurile din grupa a II-a se caracterizează prin aceea că arborelede comandă are două turaţii (fig.2):
- lentă (reglabilă prin roţi de schimb AS, BS), pe durata fazelor de lucru, - rapidă (nereglabilă), pe durata fazelor în gol.
fig.2
Cele două turaţii fac posibil ca timpul auxiliar să fie aproximativ constant şi recomandabil a fi c mai mic posibil. Pentru a evita obţinerea simultană la arborele de comandă a celor două turaţii distincte, s-a cprevăzut cuplajul de depăşire CD. Strungurile din această grupă sunt destinate prelucrării pieselor complexe care necesită multe faze şi la care timpul de lucru are valori relativ mari.
În grupa a III-a sunt cuprinse strungurile automate prevăzute şi cu arbore auxiliar AA de la care arborele de comandă primeşte mişcări de rotaţie cu turaţie lentă (reglabilă prin roţile de schimb), pentru fazele de lucru şi cu turaţie rapidă (nereglabilă), pentru unele faze in gol (fig.3).
Pe arborele de comandă se prevăd camele Ki pentru comanda şi acţionarea unor elemente şi subansambluri ale maşinii-unelte şi camele de impuls (montate pe tamburele T1, T2), care comandă executarea diferitelor faze auxiliare (rotirea discului capului revolver CR, alimetarea cu semifabricat, etc.)
Această grupă reprezintă oarecum grupa intermediară între celelalte două, strungurile din această grupă fiind reprezentate în majoritate de strungurile automate revolver.

M.U. – suport laborator 2
vladciubotariu.mpx.ro
fig.3
Strunguri semiautomate
Maşinile-unelte semiautomate se caracterizează prin eceea că întreg ciclul de lucru pentru prelucrarea unei piese precum şi oprirea maşinii la terminarea acesteia se face automat, fără intervenţia operatorului uman. Acesta efectuează doar operaţiile de evacuare a piesei finite, de alimentare cu un nou semifabricat şi dă comanda de reluare a ciclului de lucru.
Clasificarea strungurilor semiautomate se face pe baza următoarelor criterii:
- Numărul arborilor principali: - monoax, - multiaxe.
- Poziţia arborelui principal: - orizontal, - vertical.
- Felul prelucrării: - multicuţite, - de copiere.
- Caracterul operaţiilor de prelucrare: - degroşare, - finisare.
- Felul semifabricatului: - bară calibrată - semifabricate individuale.
M.U. – suport laborator 2
vladciubotariu.mpx.ro
- Sistemul de comandă şi acţionare folosit pentru automatizare: - mecanic, - hidrauluic, - electric, - combinat.
Strunguri semiautomate monoax
Acestea sunt destinate prelucrării pieselor de tip arbore, bucşă, flanşă, blocuri de roţi dinţate, tambure, etc. Semifabricatele, în funcţie de mărimea şi forma piesei, sunt sub formă de bară sau obţinute prin forjare, matriţare, turnare, ele fixându-se pe maşină în mandrină sau între vârfuri. La majoritatea strungurilor de acest tip prelucrarea se efectuează simultan cu mai multe scule fixate pe sănii longitudinale sau transversale, amplasate de ambele părţi ale piesei.
În funcţie de felul în care se realizează comanda succesiunii fazelor ciclului de lucru, aceste strunguri se prezintă în două variante constructive:
- cu arbore de comandă şi acţionare având două turaţii: lentă, rapidă, - fără arbore de comandă, prevăzute cu un aparat de comandă, în
componenţa căruia se află came şi limitatoare electrice de curse.
Schema cinematică structurală ale celor două variante de strunguri sunt reprezentate în figurile 4 (a, b).

M.U. – suport laborator 2
vladciubotariu.mpx.ro
Acţionarea săniilor se realizează pe cale mecanică cu ajutorul mecanismelor ce came (fig.4.a), respectiv a mecanismelor MT de tip şurub-piuliţă sau camă-tachet (fig.4.b).
Cuplajul de depăşire CD permite realizarea mişcării rapide fără decuplarea mişcării de avans. În felul acesta se uşurează comanda fazelor de apropiere şi retragere rapidă a săniilor SL, ST.
În general, ciclul de lucru se compune din următoarele faze: apropiere rapidă a săniilor portscule, mişcarea de avans, retragerea rapidă, oprirea maşinii, avacuarea piesei finite şi alimentarea cu un nou semifabricat.
Strungul semiautomat multicuţite 1A730, reprezentat în figura 5.a este de tip fără arbore de comandă. Cele două sănii SL şi ST, pe care sunt montate puporturile portscule sunt acţionate prin şurubul conducător Sc1 respectiv cama K.
Schema fluxului cinematic (fig.5.b) permite identificarea uşoară a următoarelor lanţuri cinematice: principal, de avans longitudinal şi transversal, pentru obţinerea mişcării de deplasare rapidă a săniilor SL şi ST. Mişcările necesare poziţionării săniilor se efectuează manual prin intermediul manivelelor m1, m2, şi m3.
Comanda pentru succesiunea fazelor ciclului de lucru se asigură cu ajutorul unor microlimitatoare electrice de cursă, comandate de camele Kc, montate pe cremaliară Cr2, care se deplasează odată cu saniile portscule.
M.U. – suport laborator 2
vladciubotariu.mpx.ro

M.U. – suport laborator 2
vladciubotariu.mpx.ro
Strunguri semiautomate de copiat
Aceste strunguri sunt destinate prelucrării arborilor de diferite forme şi dimensiuni, al căror profil complex nu poate fi generat pe strungurile multicuţite. Acesta sunt prevăzute cu două sănii acţionate pe cale hidraulică. Suprafaţa profilată P este generată cu ajutorul sculei 1, montată în suportul portsculă 2, cu mişcare de copiere, fixat pe sania 3 (fig.6).
fig.6
Motorul hidraulic 4 asigură mişcarea de transport cu viteza vT iar motorul hidraulic 5 execută mişcarea de copiere C cu viteza vC. Profilul piesei este programat pe şablonul 6, care este urmărit de palpatorul 7. Sculele 8, montate pe sania transversală 9, cu mişcarea D de avans transversal se folosesc pentru prelucrarea suprafeţelor care nu pot fi obţinute prin copiere (canelări, sufrafeţe frontale). Acţionarea saniei 9 se realizează cu ajutorul motorului hidraulic 10 şi a camei plane 11.
Cele două sănii sunt dispuse înclinat cu un unghi de 30o sau 35o faţă de planul vertical, ceea ce oferă posibilitatea reglării uşoare a sculelor, a prinderii şi măsurării piesei şi a evacuării aşchiilor din zona de lucru.
Strungurile semiautomate multiaxe
Acestea sunt prezentate în două variante constructive, după poziţia arborilor principali:
- orizontale, - verticale.
M.U. – suport laborator 2
vladciubotariu.mpx.ro
Numărul arborilor principali este de 4, 6, 8 sau 12. Strungurile semiautomate multiaxe sunt destinate prelucrării pieselor mari de tip flanşă cu formă complicată, obţinută din semifabricate individuale forjate sau turnate.
După modul în care se execută piesa, strungurile semiautomate multiaxe se împart în două grupe: cu prelucrare succesivă (fig.7.a) şi cu prelucrare continuă (în paralel) (fig.7.b).
fig.7

M.U. – suport laborator 2
vladciubotariu.mpx.ro
Strunguri automate
La maşinile-unelte automate toate mişcările necesare efectuării fazelor ciclului de lucru, evacuarea piesei finite, alimentarea cu un nou semifabricat, oprirea şi pornirea maşinii, se realizează automat fără intervenţia operatorului uman. Acesta efectuează periodic reglarea şi verificarea maşinii, a dimensiunilor şi calităţii suprafeţelor prelucrate, umplerea depozitului sau magaziei din sistemul de alimentare cu semifabricate.
Pentru funcţionarea automată a strungurilor, acestea sunt prevăzute cu sisteme de comandă mecanice. Unele strunguri de construcţie recentă sunt prevăzute cu mecanisme de comandă automată hidraulice, electrice sau combinate.
Clasificarea strungurilor automate se face pe baza următoarelor criterii:
- Numărul arborilor principali: - Monoax, - Multiaxe.
- Gradul de automatizare: - Grupa I, - Grupa a II-a, - Grupa a III-a
- Felul semifabricatului: - Sârmă din colaci, - Bară calibrată - Semifabricate individuale.
- Caracterul operaţiilor efectuate: - De profilat şi retezat, - De strunjit longitudinal, - Strunguri revolver
Strungurile automate de profilat şi retezat
Acestea sunt destinate prelucrării pieselor simple de diametre şi lungimi mici (bolţuri, ştifturi, bucşe, etc.) dacă sunt echipate cu dispozitive speciale de găurit şi filetat este posibilă şi prelucrarea unor piese mai complicate.
În figura 8 se prezintă modul în care se prelucrează o piesă simplă în cadrul a două operaţii de profilare şi retezare folosindu-se sculele S1 şi S2 care au mişcările A şi B.
M.U. – suport laborator 2
vladciubotariu.mpx.ro
fig.8
In general, strungurile de profilat şi retezat (fig.9) cuprind două lanţuri cinematice generatoare: principal (reglat printr-o roată de curea schimbabilă) de avans (reglat prin două roţi de curea) şi se cunoaşte faptul că la o rotaţie completă a arborelui de comandă, se execută complet o piesă.
fig.9
La strungurile de profilat şi retezat cu prelucrare din bară, mişcarea principală o execută semifabricatul, sculele fiind montate în 2-4 sănii, dispuse în jurul piesei, acestea deplasându-se radial sau prin intermediul unor braţe oscilante. Una dintre scule se poate deplasa şi axial pentru prelucrări de strunjire longitudinală.

M.U. – suport laborator 2
vladciubotariu.mpx.ro
Strungurile automate de strunjit longitudinal
Aceste strunguri sunt destinate prelucrării din bară a pieselor de precizie cu raport mare între lungime şi diametru. Particularitatea funcţională şi de prelucrare a acestor strunguri constă în aceea că piesa P execută mişcarea principală A (fig.10) şi mişcarea de avans longitudinal B împreună cu păpuşa 1 a arborelui principal.
fig.10
Cuţitele, în număr de 2-6, dispuse radial, execută mişcarea de avans radial C sau de poziţionare. Combinând cele două mişcări B şi C se pot genera cinematic suprafeţe conice sau profilate. Suprafeţele profilate se pot genera folosindu-se şi scule ce generatoare materializată.
În figura 11 este reprezentată schema cinematică structurală a unui strung de profilat şi strunjit longitudinal.
fig.11
Lanţul cinematic principal se reglează cu roţile de schimb Ap şi Bp iar lanţul cinematic de avans este reglabil prin intermediul mecanismului de reglare MR şi roţile de schimb AS şi BS, asigurând mişcarea de rotaţie a arborelui de comandă AC şi
M.U. – suport laborator 2
vladciubotariu.mpx.ro
prin intermediul unor mecanisme cu came K şi pârghii p, mişcarea se transmite săniilor portsculă.
Strunguri automate revolver
Din categoria strungurilor automate monoax, acestea sunt cele mai răspândite, întrucât ai posibilitatea de a prelua piese cu un număr mare de suprafeţe care necesită operaţii de strunjire, filetare, găurire, frezare, lărgire.
Sculele sunt montate în cele 3-5 sănii cu mişcare de tranlaţie radială B (fig.12) şi în discul 1 cu 6-8 locaşuri, pentru prinderea suporturilor port scula. Sania 2, montată pe ghidajul 3, ce aparţine batiului 4, poate realiza mişcarea de avans C şi de retragere rapidă C’.
fig.12
Discul portsculă are diferite forme: circulară, pătrată, hexagonală şi se poate roti intermitent în direcţia E cu câte un pas unghiular.
Pe strungurile automate revolver se pot executa următoarele tipuri de prelucrări: strunjire (longitudinală, conică, transversală, profilată, poligonală, canelări), centruire, găurire (adâncă, transversală) , alezare, adâncire, filetare (cu tarodul, cu filiera, prin frezare, cu cuţitul. Aceste strunguri prezintă o structură cinematică (fig.13) constituită din următoarele lanturi cinematice:
- Lanţul cinematic principal ce asigură mişcarea principală de rotaţie A a piesei şi care se regrează prin roţtile de schimb Ap şi Bp şi mecanismul MR (la unele strunguri acesta lipseşte).
- Lanţul cinematic de avans asigură mişcarea de rotaţie a arborelui de comandă AC. Acesta primeşte mişcarea de la arborele auxiliar Aa prin
M.U. – suport laborator 2
vladciubotariu.mpx.ro
ro.ile de schimb As şi Bs, al căror raport se determină în funcţie de turaţia rezultată din calcul, care exprimă şi productivitatea strungului.
fig.13
Strungurile automate multiaxe
Pe aceste strunguri se prelucrează mai multe piese, identice ca formă şi dimensiuni, într-o succesiune a operaţiilor corespunzătoare numărului de posturi de lucru şi complexităţii piesei. Au o productivitate mare şi sunt utilizate la prelucrarea semifabricatelor din bară sau individuale, la producţia în serie mare sau masă.
În general acestea sunt constituite din elemente componente reprezentate în figura 14. Tamburul 1 susţine arborii principali 2 în faţa cărora, pe coloana 3, se află sania longitudinală 4, de formă poligonală, cu un număr de posturi pentru scule, egal cu numărul arborilor principali. Antrenarea saniai In mişcare de poziţionare se realizează cu ajutorul camei 5 montată pe arborele de comandă 6. Saniile portscule 7 pot efectua mişcări de avans independente de sania 4 prin intermediul unor mecanisme cu came montate pe acelaşi arbore de comandă. Pe montantul fix 8, ce susţine tamburul, sunt dispuse săniile radiale 9 în număr de 4-6, care primesc mişcarea de avans radial dela camele 10 montate pe arborii de comandă 6’. În montantul 11 şi traversa de legătură cu montantul 8 se află majoritatea mecanismelor de acţionare de acţionare şi reglare a mişcărilor de generare.
Pentru generarea suprafeţelor se realizează următoarele mişcări: principală A la fiecare arbore principal; de avans longitudinal B; de avans radial B’; de rotaţie C a sculelor pentru prelucrări axiale (găurire, filetare)
Arborele de comandă are în timpul ciclului de lucru două turaţii: o turaţie lentă pentru cursele de lucru, reglabilă în funcţie de productivitatea calculată a
M.U. – suport laborator 2
vladciubotariu.mpx.ro
prelucrării şi o turaţie rapidă, constantă, în timpul executării unor mişcări de retragere sau curse în gol.
fig.14
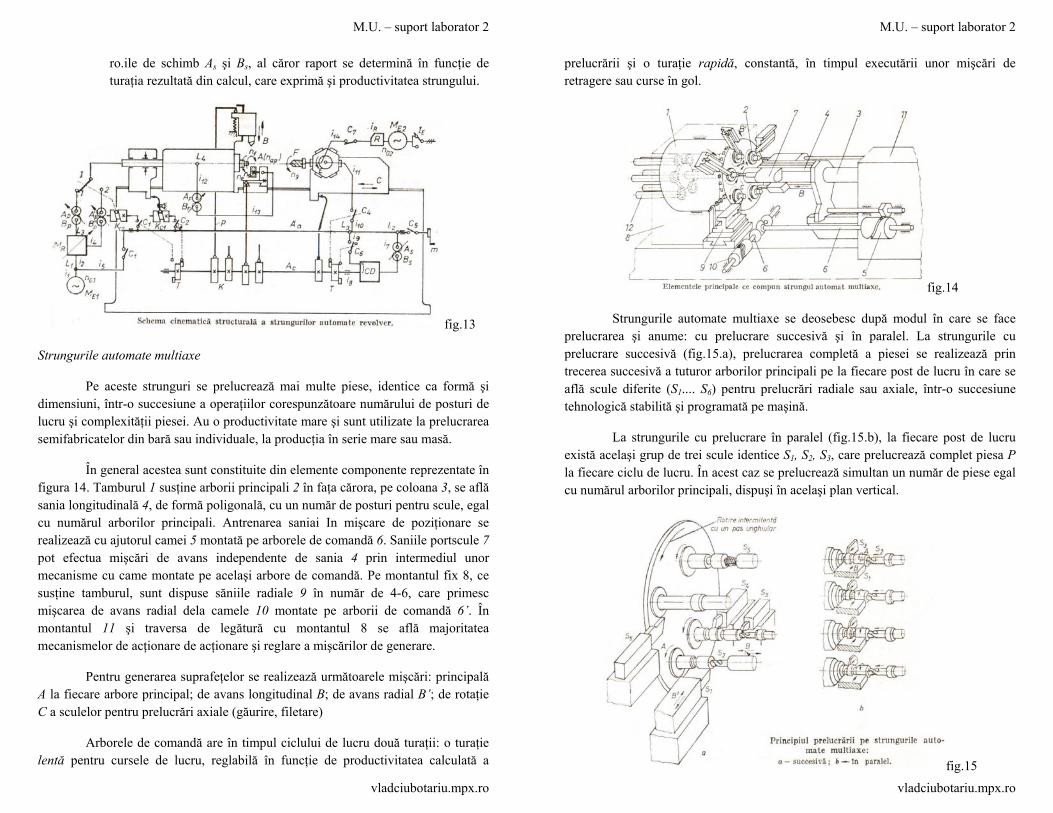
Strungurile automate multiaxe se deosebesc după modul în care se face prelucrarea şi anume: cu prelucrare succesivă şi în paralel. La strungurile cu prelucrare succesivă (fig.15.a), prelucrarea completă a piesei se realizează prin trecerea succesivă a tuturor arborilor principali pe la fiecare post de lucru în care se află scule diferite (S1.... S6) pentru prelucrări radiale sau axiale, într-o succesiune tehnologică stabilită şi programată pe maşină.
La strungurile cu prelucrare în paralel (fig.15.b), la fiecare post de lucru există acelaşi grup de trei scule identice S1, S2, S3, care prelucrează complet piesa P la fiecare ciclu de lucru. În acest caz se prelucrează simultan un număr de piese egal cu numărul arborilor principali, dispuşi în acelaşi plan vertical.
fig.15