napredni postupci oblikovanja deformiranjem - fsb.unizg.hr postupci oblikovanja... · metala....
TRANSCRIPT

Napredni postupci oblikovanja deformiranjem
Drugo predavanje
Mikrooblikovanje
Mikrooblikovanje
Unutar poslijednjih 10 godina događa se minijaturizacija proizvodnih tehnologija.Ova pojava dovodi do inovativnih proizvoda koji se koriste u automobilskoj industriji, zdravstvu, monitoringu okoliša, vojnoj industriji itd.MIKROOBLIKOVANJE se definira kao proizvodnja dijelova čije najmanje dvije dimenzije dimenzije ne prelaze 1mm.Istraživanja u području mikrooblikovanja pokazala su značajne razlike u karakteristikama kako materijala, tako i proizvodnog procesa između mikrodimenzija i konvencionalnih dimenzija.Ove razlike rastu u zavisnosti o različitim faktorima kao što su veličina kristalnog zrna te hrapavost površine.

Mikrooblikovanje
Mikrooblikovanje
Kada proces oblikovanja deformiranjem skrene u područje mikrodimenzija, mikrostruktura radnog komada i topologija površine ostaju nepromijenjene.Međutim, materijal radnog komada se više ne može smatrati kontinuumom budući da je veliki udio volumena zauzet pojedinačnim kristalnim zrnom.Zbog toga su ograničenja proizvodnog procesa uvelike određena dimenzijama radnog komada što se u literaturi naziva size effect.
Mikrooblikovanje
Ponašanje materijala tijekom procesa nije općenito opisano kao što je to slučaj sa konvencionalnim procesima oblikovanja, nego se ispituje svaki proces zasebno.
Mikrooblikovanje
Nekoliko je znanstvenika nastojalo istražiti utjecaj dimenzija obratka na ponašanje materijala i međudjelovanje površina:
Tiesler i Engel proučavali su utjecaj minijaturizacije na volumensko oblikovanje kroz seriju pokusa ekstruzije CuZn15 legure. Korišteni uzorci varirali su u dimenzijama između 0.5 i 4mm, ali su međusobno zadržavali geometrijsku sličnost. Rezultat:autori su otkrili da je smanjenje dimenzija uzorka povećalo faktor trenja do 20 puta. Također su bili u mogućnosti odrediti da je povećanje hrapavosti površine i povećanje veličine kristalnog zrna ~150µm naspram 50µm uzrokovalo i povećanje faktora trenja.
Mikrooblikovanje
Raulea je istraživao efekte koji se odnose na omjer veličine zrna kod aluminija u odnosu na debljinu lima u dva eksperimenta: jednoosni tlačni test u kojem je veličina zrna bila konstantna, a mijenjala se debljina lima i pokus savijanja u kojem se mijenjala veličina zrna, a debljina uzorka je ostajala konstantna. Rezultati su pokazali smanjenje naprezanja na granici tečenja materijala sa smanjenjem broja kristalnih zrna po debljini uzorka. Ali, s druge strane, za veličinu zrna veću od debljine uzorka, naprezanje na granici tečenja raste sa povećanjem veličine kristalnog zrna.
Mikrooblikovanje
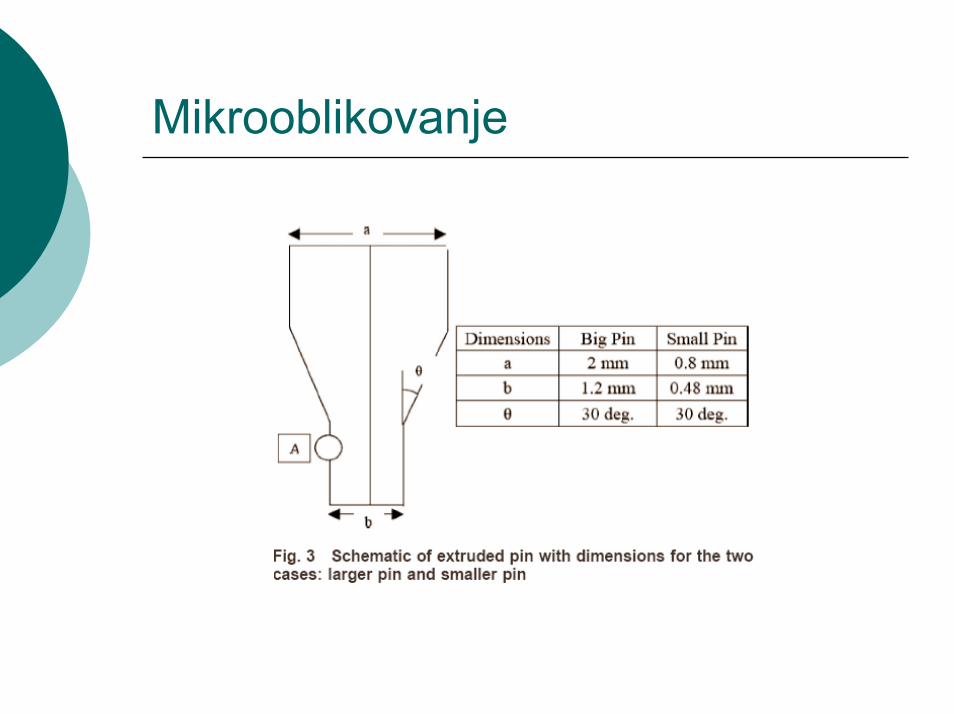
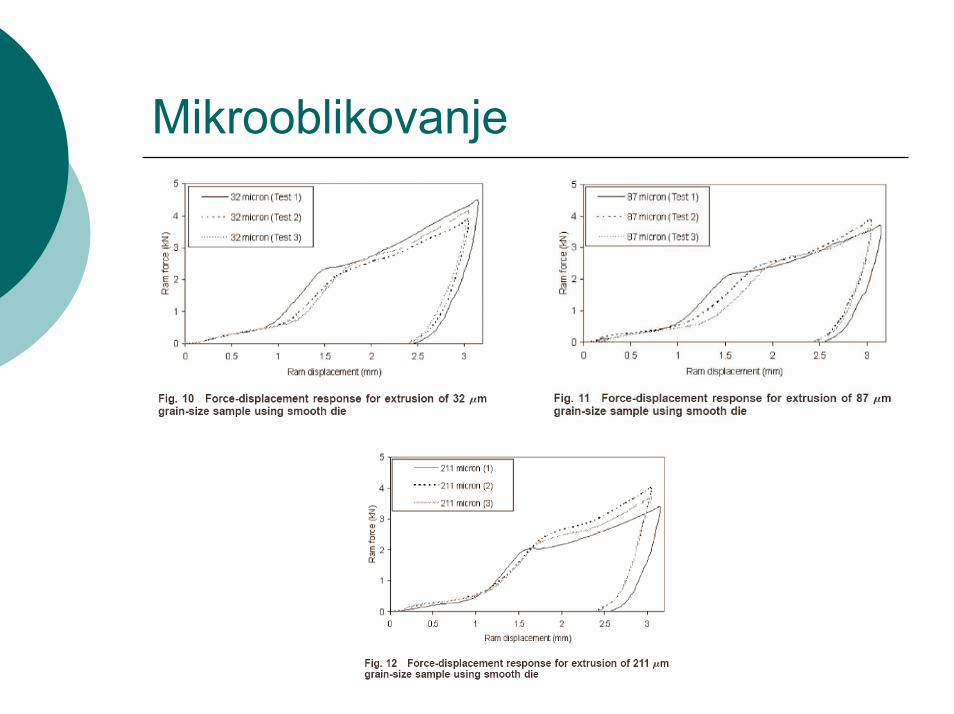
Cao: Istraživanje utjecaja veličine zrna na ekstruziju malih zakovica Cu/Zn:70/30. Materijal je zagrijavan 1h na temperaturi 610°C i 700°C. Ova toplinska obrada provedena je kako bi se uklonio utjecaj hladnog oblikovanja na materijal te proizvela nova kristalna zrna odgovarajuće veličine. Toplinska obrada na 610°C rezultirala je prosječnom veličinom zrna od 87 µm, a obrada na 700°C prosječnom veličinom zrna od 211 µm.
Mikrooblikovanje
Uzorci su propremljeni u dvije veličine. Veća zakovica imala je početni promjer 2mm, a ekstrudirani 1.2mm, dok je manja zakovica imala početni promjer 0.8mm, a ekstrudirana je na 0.48mm. Ove dimenzije su izabrane na način da zakovice budu geometrijski slične te je veća umanjena za faktor 2.5 kako bi se postigle dimenzije manje.
Mikrooblikovanje

Mikrooblikovanje
Rezultati
Mikrooblikovanje

Mikrooblikovanje
Superplastičnost
Superplastičnost
Dvadesetih i tridesetih godina prošlog stoljeća u Engleskoj započinje istraživanje superplastičnosti kada je primjećena neuobičajena duktilnost jedne ternarne eutektičke legure Zn-Al-Cu te isto takovo ponašanje eutektičkih legura Pb-Zn i Bi-Zn. Nakon II.svj.rata započeto je istraživanje ovog fenomena na legurama Al-Zn, a početkom 70-ih u cijelom se svijetu počinje istraživati superplastičnost u tehnološkoj primjeni. Cilj ovih istraživanja je ustanovljavanje proizvodnih uvjeta pod kojima se može oblikovati materijal u superplastičnom stanju.
Superplastično oblikovanje (SPF)
U znanosti o materijalima superplastičnost podrazumijeva stanje u kojem se čvrsti kristalinični materijal može deformirati više od njegove uobičajene točke loma, obično više od 200% (i do 1000%) u jednoosnom vlačnom pokusu. Takovo stanje obično se postiže na visokoj temperaturi kod eutektičkih ili eutektoidnih legura, obično na polovici temperature taljenja. Tipični superplastični materijali jesu sitnozrnati metali i neke vrste keramičkih materijala.
Superplastično oblikovanje
Superpalstično deformirani materijali u vlačnom testu ne pokazuju vidljivu kontrakciju presjeka, tj. nema pojave vrata na epruvetama koji bi doveo do loma. Također, formiranje unutarnjih šupljina, koje su također uzrok ranijeg pucanja, je usporeno.

Superplastično oblikovanje
Superplastično oblikovanje
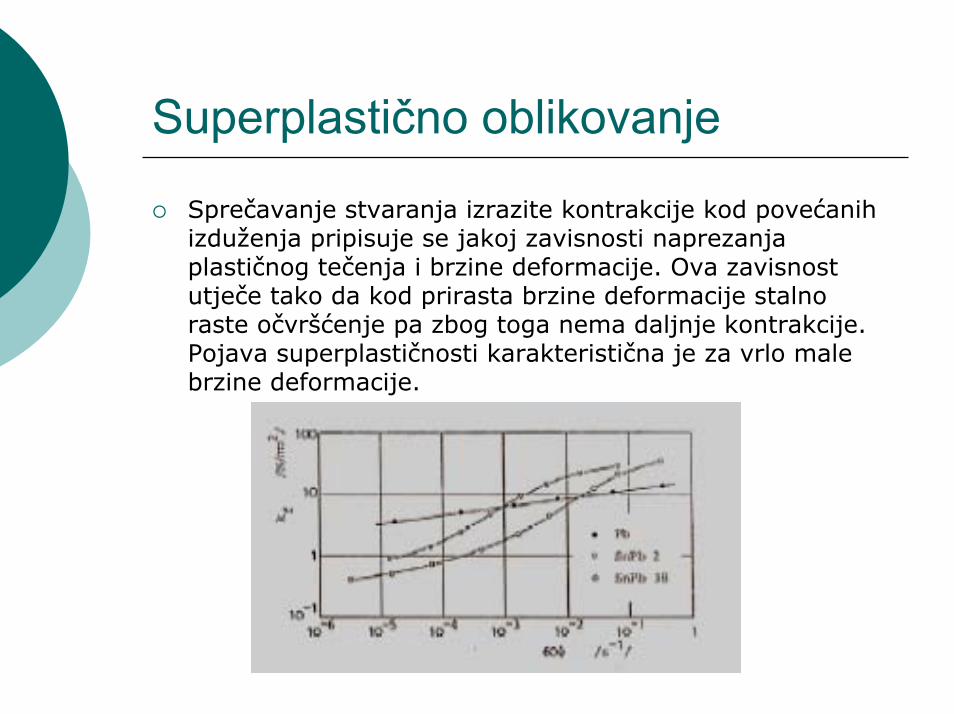
Sprečavanje stvaranja izrazite kontrakcije kod povećanih izduženja pripisuje se jakoj zavisnosti naprezanja plastičnog tečenja i brzine deformacije. Ova zavisnost utječe tako da kod prirasta brzine deformacije stalno raste očvršćenje pa zbog toga nema daljnje kontrakcije. Pojava superplastičnosti karakteristična je za vrlo male brzine deformacije.
Superplastično oblikovanje
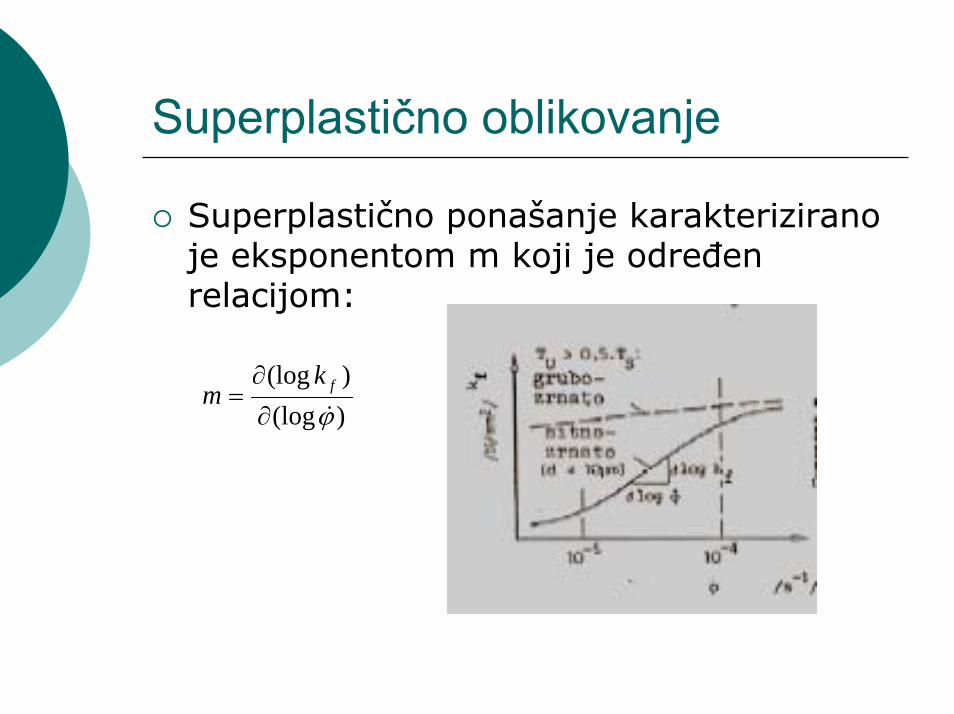
Superplastično ponašanje karakterizirano je eksponentom m koji je određen relacijom:
)(log)(log
ϕ&∂∂
= fkm
Superplastično oblikovanje
Neki materijali razvijeni za superplastično oblikovanje:- bizmut-kositar (200% istezljivost) - cink-aluminij - titan (Ti-6Al-N) - aluminij (2004, 2419, 7475) - aluminij-litij (2090, 2091, 8090) - nehrđajući čelik (2205 serije)
Superplastično oblikovanje
Superplastično oblikovanje je danas najčešće u svojoj primjeni proces oblikovanja lima.Odvija se u skladu s teorijom superplastičnosti, što znači da istezljivost korištenog materijala (metala) iznosi više od 100%.

Superplastično oblikovanje
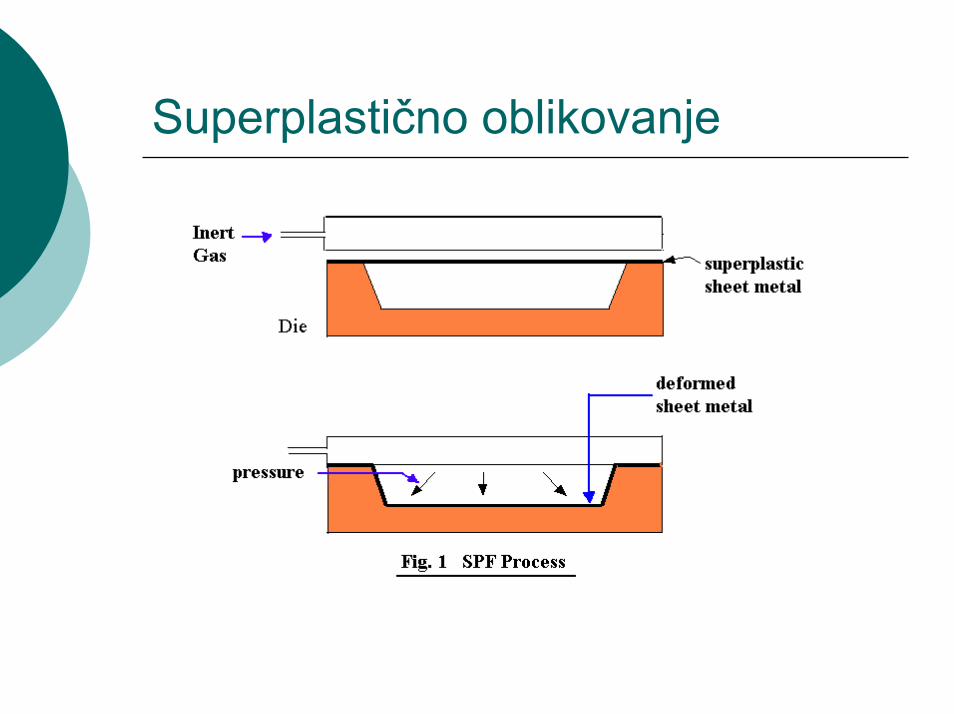
Kako bi se omogućilo superplastično oblikovanje, materijal mora imati vrlo malu veličinu kristalnog zrna (obično se radi o veličini zrna manjoj od 20 µm). On se tada zagrijava, titan na temperaturu oko 900 °C , aluminij na temperaturu između 450 °C i 520 °C . Pod tim temperaturama čvrstoća materijala je smanjena pa se koriste u procesima kao što je oblikovanje stlačenim zrakom (obično se radi o argonu), oblikovanje uz pomoć vakuuma, te duboko vučenje.
Superplastično oblikovanje
Superplastično oblikovanje

Superplastično oblikovanje
Superplastično oblikovanje
Kod SPF aluminija:- zagrijavanje na 70-90% temperature taljenja - brzina deformacije 10**-4 do 10**-2 mm u sekundi - vrijeme trajanja proizvodnje jednog komada 30-120 min. - temperatura mora biti vrlo pažljivo određena i regulirana - moguća pojava šupljina i pukotina ukoliko tlak nije primjenjen na obje strane lima- smanjenje tlaka i dalje uzrokuje tečenje materijala.
Superplastično oblikovanje
Glavne prednosti procesa:Proces se odvija u jednoj fazi.Može se koristiti za oblikovanje kompleksnih komponenti na oblik koji je vrlo blizak konačnoj dimenziji.Povećana istezljivost materijala.Eliminacija suvišnih spojeva i zavara.Smanjenje naknadne potrebe za obradom.Minimizacija količine škarta.
Superplastično oblikovanje
Upotreba:Proces se učestalo koristi u avioindustriji kao način proizvodnje vrlo kompleksnih geometrija.U automobilskoj industriji za dijelove karoserija.U oblikovanju polimernih materijala.Za oblikovanje složenih dijelova kao što su okviri prozora te sjedala.
Površinska plastična obrada
Mikrokovanje (sačmarenje)
Površinska plastična obrada
Završnom obradom metodama odvajanja čestica postiže se potreban oblik i zadana točnost dimenzija no često se neće postići optimalna kvaliteta površinskog sloja.Površinskom plastičnom deformacijom (PPD), bez odvajanja čestica stvara se tanki deformirani sloj metala. Budući da se to obavlja u hladnom stanju rezultat je očvršćenje tog sloja, a posljedice su otpornost na trošenje, smanjenje površinskih unutarnjih naprezanja te povećanje antikorozivnosti.Zamjetno je značajno povećanje trajnosti u uvjetima promjenljivog opterećenja.
Površinska plastična obrada
Takovo površinsko tretiranje moguće je realizirati statičkim ili dinamičkim (udarnim) načinom.U statičke spadaju postupci hladnog razvaljavanja, provlačenje trna kroz otvor, zaglađivanje, a u dinamičke sačmarenje, obrada ultrazvukom, udarno razvaljivanje, vibraciono udarna obrada površine,...Svi udarni načini koriste se za serijsku i masovnu proizvodnju.
Površinska plastična obrada -Sačmarenje
Razmotrit će se djelovanje kugle koju utiskujemo u površinu.Bez obzira da li je utiskivanje kugle (sada alat) izvršeno statičkim ili udarnim djelovanjem na površini će se javiti otisak kugle.Tvrda kugla pod djelovanjem sile F u početku izaziva elastičnu a zatim plastičnu deformaciju materijala površine. Prestankom djelovanje sile F, a zbog djelovanja elastičnih sila, ostaje trajna plastična deformacija otiska kugle promjera d i dubine h1. Plastično deformirana zona ispod površine utisnine je uniformno raspoređena.
Površinska plastična obrada -Sačmarenje
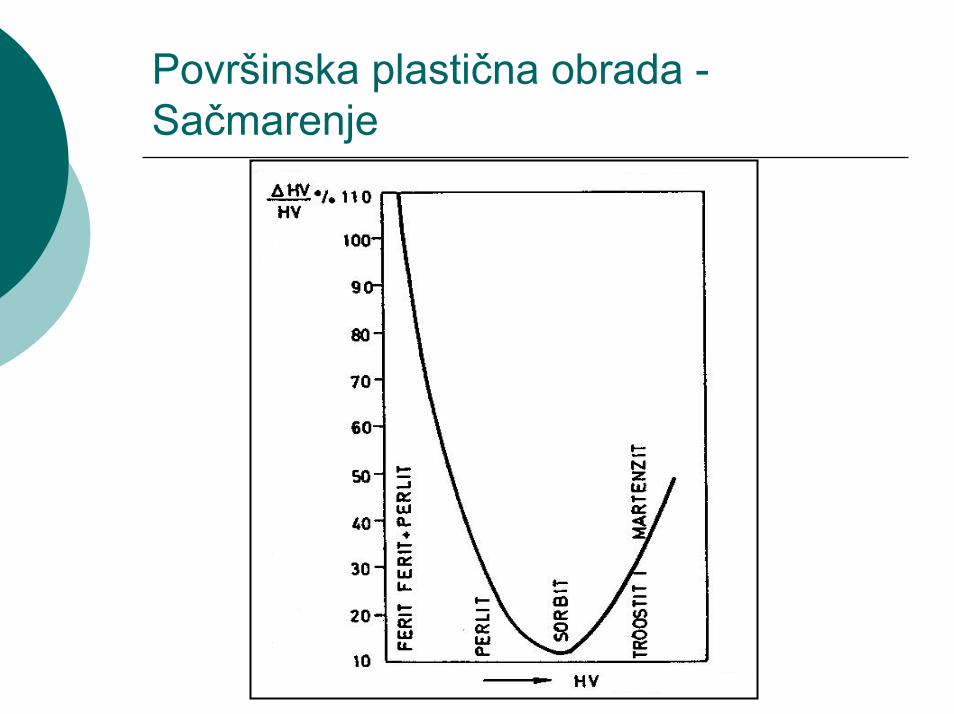
Strukture čeličnog materijala imaju različite sposobnosti očvršćenja. Kod martenzita je dubina plastično deformirane zone veća nego kod drugih struktura.Sorbit daje najmanju dubinu.Stupanj očvršćenja različitih struktura izražen relativnim prirastom tvrdoće ∆HV/HV, a postignut pod inače jednakim uvjetima, za različite strukture prikazan je kvalitativno:
Površinska plastična obrada -Sačmarenje

Površinska plastična obrada -Sačmarenje
Dubina deformirane zone praktički je ista bez obzira da li je postignuta statičkim ili udarnim načinom uz uvjet da je promjer kugle jednak.
Površinska plastična obrada -Sačmarenje
Udarno opterećenje površine određeno je energijom udara alata i brzinom deformacije.
Energiju udara postižemo različitim načinima: komprimiranim zrakom (u struji kojeg se nalazi sačma), tlakom tekućine ili korištenjem centrifugalne sile.
Pri tome treba voditi računa da mora biti na raspolaganju do 30% više energije od one koja je nužna za plastičnu deformaciju. Gubici nastaju zbog elastičnog odraza alata i savladavanja sile trenja.
Površinska plastična obrada -Sačmarenje
Oprez!Kod obrade PPD stvara se toplina deformacijskog rada uloženog za plastičnu deformaciju i savladavanje trenja. Toplina deformacije stvara se u zoni deformacije, a trenje u površinskoj zoni kontakta. Razumljivo je da će na brzinu zagrijavanja biti od najznačajnijeg utjecaja ne samo brzina, nego i tlak te dimenzije alata za PPD. Kod intenzivnih režima obrade lokalne temperature površinskih slojeva dosižu čak 800 do 1000ºC.Takovo zagrijavanje može izazvati termoplastičnu deformaciju i sve one pojave koje smanjuju efekt očvršćenja.
Površinska plastična obrada -Sačmarenje
Obrada PPD izaziva vrlo složene strukture i fazne pretvorbe u površinskom sloju. On je definiran nizom geometrijskih i fizikalno-kemijskih parametara. Geometrijski su hrapavost i valovitost, a fizikalno kemijski su struktura, sastav faza, kemijski sastav, deformacija, zaostala naprezanja.
Površinska plastična obrada -Sačmarenje
U početku deformacionog procesa nastaje usitnjavanje kristalnog zrna na blokove, tj. poligonizacija. Daljnjim djelovanjem sile zbog smicanja po kliznim plohama nastaje značajno usitnjavanje zrna kristala. Pri tom kristaliti gube svoj globoidi oblik, spljoštavaju se i istežu u pravcu deformacije. Stvara se uređena orijentirana struktura vlaknastog karaktera s anizotropnim mehaničkim svojstvima. Plastičnost je duž vlakana viša nego u poprečnom smjeru.
Površinska plastična obrada -Sačmarenje
Osnovni uzrok očvršćenja je razvoj dislokacija koje se nagomilavaju u blizini linija smicanja, a gibanje im je otežano zaprekama stvorenim u toku deformacije.
Površinska plastična obrada -Sačmarenje
Deformacijom prezasićenih tvrdih otopina nastupa djelomično njihov raspad, a rezultat je izlučivanje sitnih čestica novih strukturnih tvorbi. Kad se one nađu na kliznim plohama, blokiraju smicanje.
Površinska plastična obrada -Sačmarenje
Specifični volumeni strukturnih komponenata su različiti.
Ako ih poredamo po veličini, redoslijed bi bio slijedeći: martenzit, perlit (sorbit, troostit), austenit (najmanji).
Ako dakle kod PPD nastaje strukturna pretvorba koja rezultira povećanjem specifičnog volumena (npr. austenit prelazi u martenzit), nastat će tlačno naprezanje koje se onda identificira kao zaostalo naprezanje. Obrnuti proces dao bi vlačno naprezanje.
Površinska plastična obrada -Sačmarenje
Pretjerana hladna površinska deformacija s prekomjernim očvršćenjem izaziva u površinskom sloju opasne mikropukotine, stvara površinske ljuske deformiranog metala i snažno spljoštava površinska kristalna zrna.
Hrapavost površine se jako povećava.
Dok se očvršćenje može djelomično ukloniti odgovarajućim žarenjem, prekomjerno očvršćenje se žarenjem ne uklanja, dakle ne postiže se prvobitna struktura i mehanička svojstva.
Površinska plastična obrada -Sačmarenje
Na temelju ovih saznanja slijedi nužnost pažljivog odabira režima izvođenja PPD s obzirom na obrađivani materijal i stanje u kojem se on nalazi.
Površinska plastična obrada -Sačmarenje