natural gas processing - able instruments & controls
TRANSCRIPT

1
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
A Guide to Level Instrumentation for Onshore/Offshore Natural Gas Processing
I N D U S T R Y A P P L I C A T I O N S S E R I E S
NATURAL GAS PROCESSINGI N D U S T R Y A P P L I C A T I O N S S E R I E S
2
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
2
APPLICATION PAGE1. Inlet Separator 3
2. Chemical Injection 4
3. Amine Separation 4
4. Sulfur Treatment 5
5. Gas Dehydration 5
6. NGL Recovery 6
7. Vapor Recovery Unit 6
8. Storage Tanks 7
9. Water Processing 7
10. Compressor Lubrication 8
11. Compressor Scrubber 9
12. Compressor Waste 9
13. Flare Knock-Out Drum 10
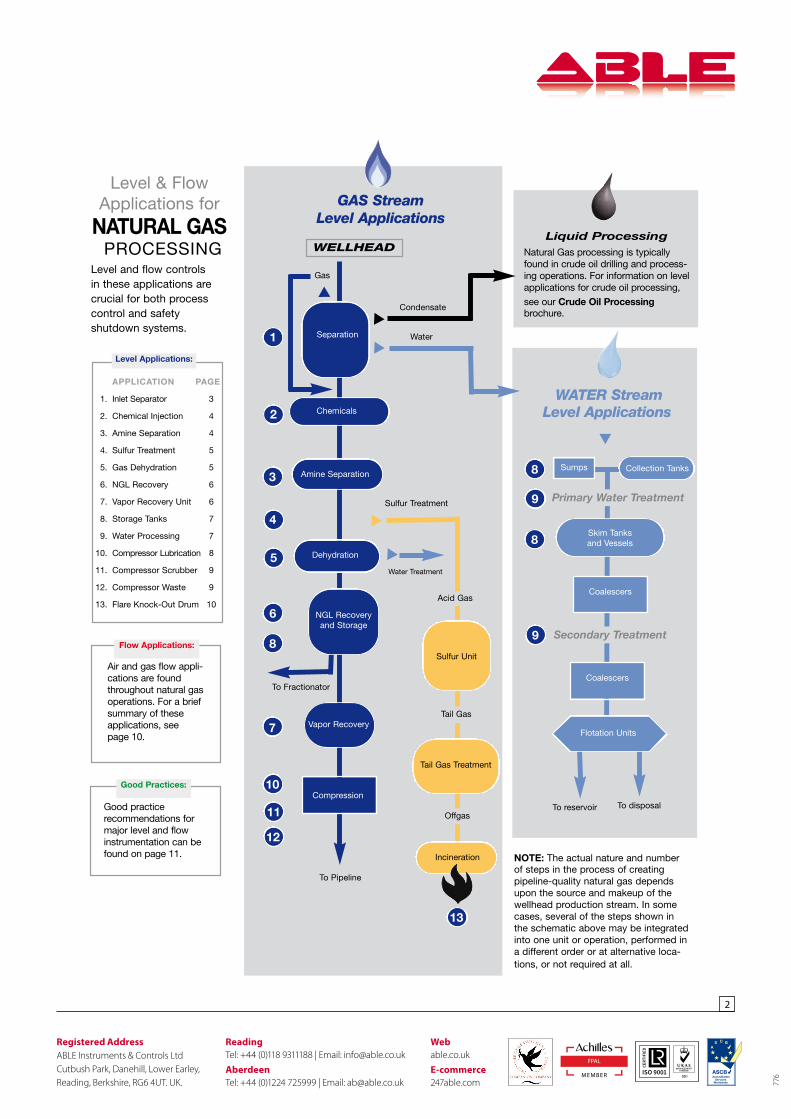
Level & FlowApplications for
NATURAL GASPROCESSING
Level and flow controls in these applications are crucial for both processcontrol and safety shutdown systems.
GAS Stream Level Applications
WATER Stream Level Applications
Separation
Amine Separation
To Pipeline
Compression
Skim Tanks and Vessels
Sumps
Primary Water Treatment
Collection Tanks
Coalescers
8
To disposal To reservoir
Secondary Treatment
Coalescers
Flotation Units7
▲
8
Acid Gas
Sulfur Unit
Tail Gas Treatment
3
1
2
Incineration
4
5
Chemicals
6
9
Tail Gas
Offgas
Sulfur Treatment
▲▲
▲
Water
9
Liquid Processing Natural Gas processing is typicallyfound in crude oil drilling and process-ing operations. For information on levelapplications for crude oil processing,
see our Crude Oil Processingbrochure.
Flow Applications:
Air and gas flow appli-cations are foundthroughout natural gasoperations. For a briefsummary of these applications, see page 10.
▲ Condensate
Level Applications:
Vapor Recovery
To Fractionator
NGL Recoveryand Storage
10
NOTE: The actual nature and numberof steps in the process of creatingpipeline-quality natural gas dependsupon the source and makeup of thewellhead production stream. In somecases, several of the steps shown inthe schematic above may be integratedinto one unit or operation, performed ina different order or at alternative loca-tions, or not required at all.
▲
Gas
Water Treatment
WELLHEAD
Dehydration
11
12
8
13
Good Practices:
Good practice recommendations formajor level and flowinstrumentation can befound on page 11.

3
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
Application: Separators are large drums designed toseparate wellstreams into their individual components.They are commonly designed to separate two-phase(gas/liquid) or three-phase (gas/crude/water) wellstreams.Separators are also classified according to horizontal orvertical configuration (see below), operating pressure, tur-bulent or laminar flow, and test or production separation.
Challenges: Interface level measurement will actuate avalve to adjust vessel level. An emulsion layer along theoil/water interface can contaminate the oil with water orthe water with oil. Foaming along the gas/liquid interface,if entrained, can cause liquid carryover or gas blowby.
Separator
INLET SEPARATORS
INS
TR
UM
EN
TA
TIO
N
1
TWO PRINCIPAL TYPES OF SEPARATORS
Vertical (right): Vertical separators can accommodate large surges of liq-uids. They are well suited for high sediment loads—conical bottoms are sometimes attached for large sediment deposits. Vertical separators are preferred when wellstreams have large liquid-to-gas ratios. These sepa-rators occupy less floor space than horizontal types and are often found on offshore platforms where floor space is at a premium.
Horizontal (below): These separators are well-suited for three-phase separation because of their large interfacial area between the two liquid phases. Horizontal types are preferred when wellstreams have high gas-to-oil ratios, when wellstream flow is more or less constant, and when liquid surges are insignificant. These separators also have a much greater gas/liquid interface area, which aids in the release of solution gas and in the reduction of foaming.
NATURAL GAS
WATER
GAS OUT
OIL OUTWATER OUT
OILEMULSION
GAS OUT
OIL OUT
NATURAL GAS
WATER
WATEROUT
OIL
EMULSION
INLET STREAMIN
VERTICALHORIZONTAL
INLET STREAMIN
3
▲ Point Level:Series 3 Float-Actuated ExternalCage Switch orThermatel®
Model TD1/TD2Thermal DispersionSwitch
▲ Continuous Level andInterface Level:Eclipse® Model 706 GuidedWave Radar Transmitter;Jupiter® MagnetostrictiveTransmitter orE3 Modulevel® DisplacerTransmitter
▲ Visual Indication:Atlas™ or Aurora®
Magnetic LevelIndicators
1

4
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
Application: Chemical agents employed in natural gasprocessing include drilling fluid additives, methanol injec-tion for freeze protection, glycol injection for hydrate inhi-bition, produced water treatment chemicals, foam andcorrosion inhibitors, de-emulsifiers, desalting chemicalsand drag reduction agents. Chemicals are frequentlyadministered by way of chemical injection skids.
Challenges: Level monitoring controls chemical inventoryand determines when the tanks require filling. The carefulselection and application of level controls to chemical injectionsystems can effectively protect against tanks running out ofchemicals or overfilling.
CHEMICAL INJECTION
Chemical Injection Skid
2
INS
TR
UM
EN
TA
TIO
N
Application: Pipeline specifications require removal of theharmful acid gases carbon dioxide (CO2) and hydrogensulfide (H2S). H2S is highly toxic and corrosive to carbonsteels. CO2 is also corrosive and reduces the BTU value ofnatural gas. Gas sweetening processes remove these acidgases and make natural gas marketable and suitable forpipeline distribution.
Challenges: Amine treatment removes acid gases throughabsorption and chemical reaction. Each of the four com-mon amines (MEA, DEA, DGA and MDEA) offer distinctadvantages in specific applications. Level control applica-tions include reactors, separators, absorbers, scrubbersand flash tanks.
AMINE SEPARATION SOUR GAS TREATMENT
INS
TR
UM
EN
TA
TIO
N
Amine Separation
3
4
▲ Point Level:Echotel® Model 961Ultrasonic Switch orTHERMATELModel TD1/TD2Thermal DispersionSwitch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitte or JUPITERMagnetostrictiveTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
▲ Point Level:ECHOTEL Model 961Ultrasonic Switch orTHERMATELModel TD1/TD2Thermal DispersionSwitch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
2
3

5
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
Application: A sulfur recovery unit converts the hydrogensulfide in the acid gas into elemental sulfur. Of the processesavailable for these conversions, the Claus process is by farthe most well-known for recovering elemental sulfur, whereasthe conventional Contact Process and the WSA Process arethe most used technologies for recovering sulfuric acid. Theresidual gas from the Claus process is commonly called tailgas. Tail gas is subsequently processed in a gas treating unit.
Challenges: The sulfur condenser vessel is equipped with adisengagement section on the outlet end in order to allowfor efficient separation of the liquid sulfur from the processgas. A collection vessel equipped with continuous levelcontrol is used to store and remove the sulfur product fromthe process.
SULFUR RECOVERY
INS
TR
UM
EN
TA
TIO
N
Sulfur Recovery Unit
4
Application: Natural gas dehydration removes hydrateswhich can grow as crystals and plug lines and retard theflow of gaseous hydrocarbon streams. Dehydration alsoreduces corrosion, eliminates foaming, and prevents prob-lems with catalysts downstream. Compressor stations typi-cally contain some type of liquid separator to dehydrate nat-ural gas prior to compression.
Challenges: The most common dehydration method is theabsorption of water vapor in the liquid desiccant glycol. Thewithdrawal of the water rich glycol from the bottom of theabsorber is facilitated by a level control. High and low levelshut down can be applied to the reboiler, surge tank andflash separator.
GAS DEHYDRATION
INS
TR
UM
EN
TA
TIO
N
Gas Dehydration Skid
5
5
▲ Point Level:ECHOTEL Model 961Ultrasonic Switchor THERMATELModel TD1/TD2Thermal DispersionSwitch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
▲ Point Level:Tuffy® II Float-Actuated Switch;ECHOTEL Model 961Ultrasonic Switch orTHERMATEL ModelTD1/TD2 ThermalDispersion Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter or JUPITERMagnetostrictiveTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
5
4

6
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
NGL RECOVERY & STORAGE
Application: Separating the hydrocarbons and fluids frompure natural gas produces pipeline quality dry natural gas.The two principle techniques for removing Natural Gas
Liquids (NGLs) are the absorption and the cryogenicexpander method. The absorption method is very similarto that of dehydration except that an absorbing oil is usedinstead of glycol. Once NGLs have been removed fromthe natural gas stream, they must be separated out, orfractionated.
Challenges: Absorption method level control is typicallyfound on flash drums, separation towers and reflux sys-tems. Cryogenic method level control is applied to theseparator and dehydrator.
INS
TR
UM
EN
TA
TIO
N
6
VAPOR RECOVERY UNIT FLASH DRUM
Application: A Vapor Recovery Unit (VRU) capturesvaluable volatile organic compounds and other rich gas streams that may otherwise be a significant envi-ronmental pollutant. A Vapor Recovery Unit (VRU) col-lects from storage and loading facilities, reliquefies thevapors, and returns the liquid hydrocarbons back tostorage. Methods to recover vapors include absorption,condensation, adsorption and simple cooling.
Challenges: A VRU is a simple, economical processunit that provides EPA compliance and improves oper-ating economies by capturing up to 95% of fugitiveemissions. Critical to the VRU is the flash drum wherevapors are reliquefied. Liquid level control of the flashdrum is essential.
INS
TR
UM
EN
TA
TIO
N
Field VRU
7
NGL Recovery
6
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter orE3 MODULEVELDisplacer Transmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
▲ Point Level:ECHOTEL Model 961Ultrasonic Switch orTHERMATELModel TD1/TD2Thermal DispersionSwitch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter or E3 MODULEVELDisplacer Transmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
▲ Point Level:Series 3 External CageSwitch; TUFFY II Float-Actuated Switch; ECHOTELModel 961 UltrasonicSwitch or THERMATELModel TD1/TD2 ThermalDispersion Switch
7
6

7
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
WATER PROCESSING
Application: Produced water, wash-down water or col-lected rainwater require treatment whether they’re re-used for reservoir flooding or simply disposed of. Watercollected from process operations contains hydrocarbon concentrations too high for safe discharge. Suspendedhydrocarbon droplets in water also hinders well-injec-tion.
Challenges: Treatment equipment is similar to three-phase separators except that water is the main product.Level control is found on skim tanks, precipitators, coa-lescers, flotation units, and collection tanks and sumps.Interface level measurement is essential for proper drain-ing of clean water and removal of the residual oil.
INS
TR
UM
EN
TA
TIO
N
Water Wash Tank
▲ Point Level:ECHOTEL Model 940/941Ultrasonic Switch;THERMATELModel TD1/TD2 ThermalDispersion Switch orFloat- or Displacer-Actuated Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter orE3 MODULEVELDisplacer Transmitter
STORAGE TANKS
Application: Natural gas, oil, liquid fuel, treatmentchemicals, extracted condensate from separators andwater are stored in gas fields. Unlike midstream tankfarms at terminals and refineries, field storage consistsof smaller vessels. Diesel generator fuel, potable water,
and fire water are also stored in tanks.
Challenges: Tank level monitoring can be providedwith overflow control and alarm systems or shutdownpumps when level falls below the specified low level.Interface controls will sense the beginning of anoil/water interface during tank dewatering and controlthe water draw-off.
INS
TR
UM
EN
TA
TIO
N
Storage Tanks
▲ Point Level:Model A15 SeriesDisplacer Switchwith optionalProofer® orECHOTELModel 961Ultrasonic Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter; Pulsar® ModelR86 Radar Transmitter orJUPITER MagnetostrictiveTransmitter
8
9
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
7
9
8

8
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
NATURAL GAS COMPRESSION
Above, a gas compression skid designed for field use. The configuration of acompressor is determined by its compression capacity, by whether it is a tur-bine or reciprocating type, by its power source, and by the environmental orsound attenuation requirements that may be required.
From natural gas extraction to pipeline tranmission, compressorsare an essential technology employed throughout production anddistribution chains to increase the pressure of natural gas byreducing its volume. At the wellhead, compression allows a low-pressure well to produce higher volumes of natural gas—in someinstances, well production may be entirely dependent upon gascompression. In natural gas processing plants, intermediate and end product gases are compressed to facilitate gathering and processing operations. In pipeline transport of purified natural gas, compression stations ensure the movement of gas from the production site to the consumer. Compressors may also be used in association with above ground or underground natural gas storage facilities. Three typical level and flow applications related to gascompression follow below.
COMPRESSOR LUBRICATION TANK
Application: Lubrication systems protect compressor com-ponents from increased amounts of wear and deposit forma-tion and help the equipment run cooler and more efficiently. Awide range of engine lubricants formulated with differentbase oils are available. Lubricants vary by ISO grade, viscosi-ty, flash point, and formulation. Lubricating fluids are typicallystored in integral stainless steel and carbon steel tanks and inremote bulk storage tanks that are monitored for level.
Challenges: Level monitoring of lubricant reservoirs willensure the proper functioning of compressors. Temperatureshifts in integral reservoirs affect media density that willexclude some level technologies, such as pressure trans-mitters. Because ISO cleanliness levels increase lubechange frequency, controls should be easy to remove.
INS
TR
UM
EN
TA
TIO
N
Compressor Unit
10
8
▲ Point Level:ECHOTEL Model 961Ultrasonic Switch;THERMATELModel TD1/TD2Thermal DispersionSwitch; or TUFFY IIFloat-Actuated Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter or JUPITERMagnetostrictiveTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
10

9
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
COMPRESSOR SCRUBBER
COMPRESSOR WASTE LIQUID
Application: Natural gas can travel through thousands ofmiles of pipeline. Compressors placed at key intervals keepthe natural gas moving evenly and reliably. A typical com-pressor station consists of an inlet scrubber to collect liq-uids and slugs that may have formed in the gas pipeline.The scrubber consists of a primary section where liquidsand solid parts are separated from the gas stream and asecondary section where oil mist is removed.
Challenges: The liquids collected from the suction scrubberare typically routed by way of scrubber level control valves toa low pressure (LP) tank. The vapors produced from theflashing liquids are vented to the atmosphere or to a flare.The low pressure condensate is periodically trucked out.Scrubbers are often equipped with high and low level alarms.
INS
TR
UM
EN
TA
TIO
N
11
Application: Compression station scrubbers and filters thatcapture liquid waste and unwanted particles route waste liq-uids to a storage tank. Wastes can be water condensates orheavier hydrocarbons from the natural gas. The wastes arecollected in one or several tanks depending on the size ofthe remote station. As a waste tank fills, tank trucks aretypically scheduled for tank emptying operations. As thesewastes are hazardous materials, the waste holding tanks areclassified as Class 1, Div. 1 areas.
Challenges: Measurements for both total level and interfacelevels between the condensed hydrocarbons and condensedwater are typically made. Tank level monitoring can be provid-ed with overflow control and alarm systems or shutdownpumps when level falls below the specified low level.
INS
TR
UM
EN
TA
TIO
N
Underground Waste Tank
12
Scrubbers
▲ Point Level:ECHOTEL Model 961Ultrasonic Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
9
▲ Point Level:ECHOTEL Model 961Ultrasonic Switch orTHERMATELModel TD1/TD2Thermal DispersionSwitch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter or JUPITERMagnetostrictiveTransmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
12
11

10
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
FLARE KNOCK-OUT DRUM
Application: Liquid in the vent stream can extinguish theflame or cause irregular combustion and smoking. In addi-tion, flaring liquids can generate a spray of burning chemi-cals—a “rain of fire”—that create a severe safety hazard. Aknockout drum collects these liquids prior to entering theflare system. A level gauge and drain connections are builtinto the knockout drum.
Challenges: When a large liquid storage vessel is requiredand the vapor flow is high, a horizontal drum is usuallymore economical. Vertical separators are used when thereis small liquid load, limited plot space, or where ease oflevel control is desired. Knockout drums are equipped withinstrumentation to monitor liquid level with pump out ordrain facilities. High and low level alarms are frequentlyinstalled in knockout drums.
INS
TR
UM
EN
TA
TIO
N
Knockout Drum
13
AIR and GAS FLOW MONITORING
Application: From the wellhead to the compression sta-tion, monitoring the flow of natural gas is essential. Otherflow monitoring applications found in natural gas settingsmay include mass air and compressed air flow, processand waste gas flow (often required for reporting environ-mental emissions), and pump protection afforded by thesensing of reduced or no-flow conditions.
Challenges: Significant flow variables include pipe diame-ters, wide flow ranges, varying velocities, and low flowsensitivity. Flow meters ensure efficient operation at ratedSCUM output and also detect leaks. A flow meter with atotalizer provides an accurate measurement of air or gasconsumption. A flow switch along a pump’s discharge pip-ing will actuate an alarm and shut down the pump whenliquid flow drops below the minimum flow rate.
INS
TR
UM
EN
TA
TIO
N
▲ Flow Alarm:THERMATELModel TD1/TD2ThermalDispersionFlow Switch
▲ Continuous Flow:THERMATEL Model TA2Thermal DispersionMass Flow Meter
▲ Pump Protection:THERMATELModel TD1/TD2 ThermalDispersion Flow Switch
10
▲ Point Level:ECHOTELModel 961Ultrasonic Switchor External CageFloat Switch
▲ Continuous Level:ECLIPSE Model 706Guided Wave RadarTransmitter orE3 MODULEVELDisplacer Transmitter
▲ Visual Indication:ATLAS or AURORAMagnetic LevelIndicators
13
14

11
Webable.co.uk
E-commerce247able.com
ReadingTel: +44 (0)118 9311188 | Email: [email protected]
AberdeenTel: +44 (0)1224 725999 | Email: [email protected]
Registered AddressABLE Instruments & Controls LtdCutbush Park, Danehill, Lower Earley, Reading, Berkshire, RG6 4UT. UK. 77
6
35 diameters
5diameters
5diameters
5diameters
5diameters
5diameters
15 diameters
20 diameters
15 diameters
15 diameters
FLOW
FLOW
FLOW
FLOW
FLOW
FLOW
5diameters
50 diameters
Probe Installations
90-Degree Elbow
Two 90-Degree Elbows in Plane
Two 90-Degree Elbows out of Plane
Reduction
Expansion
Control Valve - It is recommended that controlvalves be installed downstream of the flow meter.
n Flow Meter Straight Pipe Installation, Upstream and Downstream
The figure below indicates the minimum recommended straight-run distances required to obtain the desired fully developed flow profile for a THERMATEL Model TA2 Mass Flow Meter. If these straight-run distances are not available, the over- all accuracy of the flow measurement will be affected; however, the repeatability of the measurement will be maintained. Calibration requires the TA2 sensor to be positioned in a test section; the test section should have a sufficient upstream and downstream straight run to ensure the formation of a fully developed flow profile. Calibration should be performed using the same gas which the unit is calibrated for.
Good Practices for Leading Level and Flow Instrumentation
n Guided Wave Radar Probe Buildup
Natural gas, condensate and crude processing applications have some special requirements that are not evident from Instrument Data Sheets. Experience has lead to some simple but effective recommendations to address these field issues not contained in Data Sheets. Natural gas, conden-sate and crude processing applications can experience paraffin, asphaltenes, grit and grime buildup. The degree of buildup varies widely. Even in applications where it isn’t prevalent, over time it can happen during cold weather periods or when bringing units up or down due to temperature, pressure and process material fluctuations. Like distillation columns, chambers/cages/bridles may require cleaning from time to time. Even direct insertion GWR probes can at times experience buildup. Below are some good practices that can minimize build up and reduce maintenance time.
• Use Enlarged Coax GWR Probes with more clearance for buildup to occur.• Consider using the Model 7xG Chamber Probe whenever possible. The 7xG provides the
sensitivity and performance of a coaxial probe with the viscosity immunity of a single rod.• Insulate the probe necks of Overfill Probes to reduce any cooling at the top of the probe
inside the vessel, chamber, cage or bridle.• Chambers should be insulated even in warm weather locations. The temperature differential
between a warm/hot vessel (like a separator) and uninsulated chamber/cages can besignificant resulting in paraffin deposition and/or viscosity increases.
• Insulate chamber flanges to reduce any cooling at the top of the probe• Use probes with integral flushing connection to simplify flushing/dissolving puffins or grit.
Flushing connections are an option available on all Magnetrol® coaxial GWR probes.• Use probes that have low end dielectric specifications (a 1.4 rating) in the application,
especially for condensates.
7XDHTHP
Coaxial
7XGCaged
Single Rod
7XTInterface Coaxial
Of relevance to:
• Gas Production• Gas Processing Facilities• Platforms• Crude Production
11