ndtspecialized managementasse tegrity r
TRANSCRIPT

1
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Risk Reduction Experts

2 3
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Hitech has a proven track record of managing multimillion Omani Rial projects including the biggest inspection services contract in Oman.
The Management of Hitech and its technical assets give an outstanding quality deliverable to many industries not limited to the Oil and Gas sector.
Hitech thrives to keep its pride and reputation with uncompromising attitude towards safety and quality.
Hi-Tech Inspection Services LLC, is a one-stop solution in Oman for the Inspection & Integrity Management Services. The company offers all kinds of NDT inspection in Oil & Gas, Petrochemical, Power and Mechanical Constructions like Steel Structures etc.
Hitech also gives unlimited services in Lifting Inspection, PWHT & Associated Heat Treatment Services, Remote Flare Inspection (Aerial Inspection and Land Surveying) Welding & Coating Inspection, Industrial Rope Access Services, Lifting Inspection, Integrity Study Services, Training and Consultancy, etc.
Assets: • 600 Multi Disciplined Inspection Personnel out of 650 employees• Certified to ISO 9001 & OSHAS 18001 • Plant Inspectors certified to API 510, 653, 570• RBI Engineers certified to API 580• Certified and Extensively Experienced ASNT /ACCP/PCN Level IIIs• The Welding Institute (UK) & American Welding Society Certified Senior Welding Inspectors• NACE Certified Painting & Coating Inspectors, CIP Level II
• Incident & Accident Investigators • Third party Technical Auditors• LEEA Certified Lifting Engineers• Specially Trained RBI Engineers (Shell Methodology)• Pipe Line Integrity Engineers • Radiation Protection Supervisors & Officers (Certified in Atomic Research Centers)• Project Managers certified to PMP• Rope Access (IRATA) Certified Inspectors and crew• IRCA Approved Lead Auditors
Business Activities & Range of Services
4 5
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Range of Services1.0 NDT Services
1.1 Conventional NDT Services 1.2 Other Inspection Services 1.3 Heat Treatment Services 1.4 Training on NDT & API Plant Inspection
2.0 Specialised NDT Inspection Services
2.1 Phased Array Ultrasonic Inspection (PAUT) 2.2 Long Range Ultrasonic Inspection (LRUT) 2.3 Automated Ultrasonic Testing for Corrosion Monitoring and Weld Scan (P Scan, B Scan & C Scan) 2.4 Time of Flight Diffraction (TOFD)2.5 Acoustic Eye (Tubular Inspection) 2.6 Magnetic Flux Leakage (MFL)(Tank Floor Mapping/Pipe Scanning)2.7 Surface Eddy Current Testing 2.8 Eddy Current Testing (PULSE & RFET) 2.9 Internal Rotary Inspection System (IRIS)2.10 Thermography Testing2.11 Alternate Current Field Measurement (ACFM)2.12 Radiographic Film Digitisation Technology2.13 Electromagnetic Acoustic Transducers (EMAT)2.14 Aerial Inspection 3.0 Asset Integrity Management
3.1 Fitness For Service Assessment (FFS)3.2 Risk Based Inspection (RBI) Engineers (Shell Methodology)
4.0 Rope Access Services5.0 Lifting Inspection & Certification6.0 Radiation Safety Training7.0 Third Party and Consultancy Services
7.1 Drilling Tools Inspection Services7.2 Marine Inspection Services
Hitech, with its management commitment and highly skilled workforce, has been recognized as the prime choice for any advanced inspection in the Sultanate of Oman.
4 5

6 7
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
1.0 NDT Services
1.1 Conventional NDT Services
• Ultrasonic Testing • Radiographic Testing (X-ray & Gamma ray) • X-ray Pipeline Crawler • Magnetic Particle Inspection (MPI) • Liquid Penetrant Testing (LPT-Fluorescent & Visible) • Boroscope Testing (Rigid/CCD- Real Time Recording) • Vacuum Box Testing
1.2 Other Inspection Services
• Ferrite Testing • Positive Material Identification • Hardness Testing
1.3 Heat Treatment Services
• Preheating Services • Post Weld Heat Treatment Services • Electric Resistance Localized Post Weld Heat Treatment • Furnace Heat Treatment (Static/Temporary/Gas/Electrical) • Refractory Dry Outs
1.4 Training on NDT & API Plant Inspection
• Non-Destructive Testing (NDT) Courses • American Welding Society (AWS) Courses • American Petroleum Institute (API) Courses
6

8 9
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Once excess penetrant has been removed from the test piece a coat of developer is applied causing the penetrant in any surface breaking flaws to ‘bleed’ out to the surface allowing for the flaw to be easily identified.
• Boroscope Testing (Rigid/CCD Real Time Recording)
A boroscope is an optical device consisting of a rigid or flexible tube with an eyepiece on one end and an objective lens on the other linked together by a relay optical system in between. The optical system is usually surrounded by optical fibers used for illumination of the remote object. An internal image of the illuminated object is formed by the objective lens and magnified by the eyepiece which presents it to the viewer’s eye.
• Vacuum Box Testing
Vacuum box testing is a non-destructive examination used when trying to locate weld seam leaks. A vacuum box and a compressor create a high or low pressure vacuum while a detergent solution is applied to the test area. The detergent bubbles, make leaks visible within the created pressure envelope. Applications includes lap welds, butt welds and shell to annular welds, piping systems and pressure vessels, tank bottoms, ERW seamed pipe in pipelines, etc.
Advantages: Provides an immediate indication of the location of any leaks present & can detect small leaks within a given area.
1.2 Other Inspection Services
• Ferrite Testing
Ferrite testing is used to determine the ferrite content as Ferrite Number (FN) as well as % Ferrite for welding, piping, austenitic and duplex stainless steel. Ferrite content analysis is a non-destructive testing method which provides critical data for austenitic stainless steel and duplex materials. The ferrite percentage or number allows a technical assessment of material corrosion susceptibility, mechanical properties, service suitability, and service reliability. In order to perform the test properly, a minimum material thickness and a minimum specimen size are required. Test results are interpreted in accordance with current specifications and/or customer requirements. Reports issued are accompanied by drawings to identify locations tested when necessary. Advantages of FT are rapid, accurate analysis and microprocessor based digital technology.
Preparing for a radiographic test
9
1.1 Conventional NDT Services
• Ultrasonic Testing
Ultrasonic Testing is a method, which utilizes high frequency sound waves to perform volumetric examinations of materials. Ultrasonic Testing is most commonly used to detect sub-surface flaws but in some instances it can also be used to detect surface flaws as well. Ultrasonic Testing works by introducing sounds waves into the material under test, these waves then propagate through the material. Any discontinuity in the wave path will cause part of the sound wave to be reflected back, which is then detected and displayed on the ultrasonic inspection equipment.
• Radiographic Testing (X-ray & Gamma ray)
Radiographic Testing (RT) or industrial radiography is a non-destructive testing (NDT) method of inspecting materials for hidden flaws by using the ability of short wavelength electromagnetic radiation (high-energy photons) to penetrate various materials. Either an X-ray machine or a radioactive source (Ir-192, Co-60 or in rarer cases Cs-137) can be used as a source of photons. Since the amount of radiation emerging from the opposite side of the material can be detected and measured, variations in this amount (or intensity) of radiation are used to determine thickness of composition of material.
• X-ray Pipeline Crawler
Pipeline crawler is an instrument used to detect the quality of welding in long distance pipelines. The X-ray Pipe Line Crawler is safe, efficient, cost effective and easy to operate and maintain. The X-ray pipeline crawlers have the advantages of high radiographic
quality, high imaging sensitivity, low failure rate and high work efficiency. The crawlers can be moved in the pipelines with great efficiency as they are controlled and are protected from voltage variations.
• Magnetic Particle Inspection (MPI)
Magnetic particle inspection method is used to detect surface breaking flaws (and in some cases sub-surface flaws) in ferromagnetic materials. The object under test is magnetized and an ink or powder containing ferromagnetic particles is applied to the test area. This permits the identification of surface breaking flaws.
• Liquid Penetrant Testing (LPT-Fluorescent & Visible)
Liquid Penetrant Testing is used to detect surface breaking flaws, which is not restricted to just ferromagnetic materials but all non-porous materials. The method is based on a liquid penetrant being applied to the test area by using the capillary effect to draw the liquid in any surface breaking flaws.
An actual ultrasonic test being performed
8

10 11
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
• Positive Material Identification(PMI)
PMI is the analysis of a metallic alloy to establish composition by reading the quantities by percentage of its constituent elements. Typical methods for PMI include X-ray fluorescence (XRF) and optical emission spectrometry (OES).
X-Ray Fluorescence (XRF) is the emission of characteristic "secondary" (or fluorescent) X-rays from a material that has been excited by bombarding with high-energy X-rays or gamma rays. The energy is released in the form of a photon, the energy of which is equal to the energy difference of the two orbitals involved where the bombardment and release of atom to lower orbit. Thus, the material emits radiation, which has energy characteristic of the atoms present. The term fluorescence is applied to phenomena in which the absorption of radiation of a specific energy results in the re-emission of radiation of a different energy (generally lower).
Optical Emission Spectroscopy (OES) is a method of chemical analysis that uses the intensity of light emitted from a flame, plasma, arc, or spark at a particular wavelength to determine the quantity of an element in a sample.
The wavelength of the atomic spectral line gives the identity of the element while the intensity of the emitted light is proportional to the number of atoms of the element. A sample of a material (analyte) is brought into the flame as either a gas, sprayed solution, or directly inserted into the flame by use of a small loop of wire, usually platinum. The heat from the flame evaporates the solvent and breaks chemical bonds to create free atoms. The thermal energy also excites the atoms into excited electronic states that subsequently emit light when they return to the ground electronic state. Each element emits light at a characteristic wavelength, which is dispersed by a grating or prism and detected in the spectrometer.
• Hardness Testing
Hardness is the measure of how resistant solid matter is to various kinds of permanent shape change when a force is applied. Strong intermolecular bonds generally characterize macroscopic hardness, but the behavior of solid materials under force is complex; therefore there are different measurements of hardness: indentation hardness and rebound hardness. Hardness is dependent on ductility, elastic stiffness, plasticity, strain, strength, toughness, viscoelasticity, and viscosity.
PMI analysis
Hardness testing
Preparation for a PWHT activity
1.3 Heat Treatment Services
• Preheating Services
Preheating of weldment eliminates weld defects and improves weld quality by avoiding cracking in the heat affected zone (HAZ) or at the weldment , which is one of the priorities of welding. Cold cracking increases with the hardness in the weld. Preheating reduces the hardness of the weld. Electric arcs break down moisture into it elements –Oxygen & Hydrogen which easily dissolves in the weld at higher temperatures, causing porosity in the weld while solidifying. Preheating removes moisture, greases oil etc. Uncontrolled cooling of the weld joint induces hardness into the weld and heat affected zone (HAZ). Pre heating helps reduce the risk of cracking caused with hardening by reducing the hardening via controlled cooling.

12 13
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
"Coil making" for PWHT
Benefits of PWHT
Tremendous amount of heat generated during welding induces two types of stresses (elastic and residual stress) and increases the ductility of the metal. Post heated weldments have significantly less residual stress compared to untreated welds, therefore having better resistance to corrosion & caustic embrittlement. Residual stresses developed through machining affects dimensional stability of the components by continuous micro movements of plastically misfit and unstable atoms. PWHT helps reorientate these atoms into a new equilibrium position.
• Post Weld Heat Treatment Services
Hitech's heat treatment division offers a wide range of heat treatment services both gas & electric techniques which includes:
1. Electric resistance localized PWHT of butt welds for piping projects.
2. Temporary / permanent furnace heat treatment and normalizing.
3. Internal High Velocity gas firings of spherical and bullet tanks and other large storage tanks / vessels.
4. Localized PWHT of vessel closing weld seams.
• Electric Resistance Localized Post Weld Heat Treatment
Carefully controlled localized post weld heat treatment by electric resistance is a
crucial step in maximizing the life of process equipments. PWHT tempers the metal and reduces tensile stresses, minimizing the risk of brittle fracture, stress and corrosion cracking and metal fatigue. This is especially important for equipments used in harsh service environments. The structural integrity of the vessel or unit is ensured during this treatment.
Advantages:
Controls and documents welding preheat to reduce thermal stress.
Improves the microstructure and durability of the heat-affected zone.
Tempers the metal and reduces tensile stresses, minimizing the risk of brittle fracture, stress, corrosion cracking and metal fatigue.
Ensures the structural integrity of the vessel or unit during treatment.
Improves the integrity of welded components to minimize the risk of fabrication-related cracking.
Decontaminates huge storage tanks that once held toxic agents.
• Furnace Heat Treatment (Static/Temporary/Gas/Electical)
High velocity gas fired burners creates a ‘scrubbing action’ of hot gases against the walls of the component eliminating any cold spots. This ensures convective heat treatment to achieve temperature uniformity and efficient distribution of heat throughout the furnace chamber.
The combustion system inputs high volumes of turbulent hot gases, which maintain a positive pressure within the chamber. This purges the chamber of Oxygen, minimizing oxidation after PWHT.
• Refractory Dry Outs
This type of heat treament is done using a variety of special burners and air displacement equipment. In consultation with the customer, an air-drying procedure will be drawn up. Various thermocouples are installed to accurately monitor how the drying process is proceeding.
The entire process will be recorded on a temperature recorder. Upon completion, the air-drying time/temperature curve will be provided. During the drying process, continuous human monitoring can be arranged if necessary.
Hitech uses special air-drying installations which can effectively handle objects that are usually difficult to dry out.

14 15
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
2.0 Specialized NDT
1.4 Training on NDT & API Plant Inspection
COURSES OFFERED:
Hitech has highly qualified personnel dedicated to the sole purpose of training students in the field of Oil and Gas sector. The in-house and external courses offered are but not limited to:
1. Non-Destructive Testing (NDT) Courses
The company provides Level I, II Training and Certification as per Recommended Practice SNT - TC-1A (Latest Edition) in the following NDT Methods:
• Liquid Penetrant Testing • Magnetic Particle Testing • Ultrasonic Testing • Radiographic Testing • Visual Testing
2. American Welding Society (AWS) Courses
• AWS-CWI exam preparatory course • AWS-SCWI exam preparatory course
3. American Petroleum Institute (API) Courses
• API 510 (American Petroleum Institute – Pressure Vessel Inspector) • API 570 (American Petroleum Institute – Piping Inspector) • API 579 (American Petroleum Institute – Fitness For Service) • API 580 (American Petroleum Institute – Risk Based Inspection) • API 653 (American Petroleum Institute – Aboveground Storage Tank Inspector)
2.1 PhasedArrayUltrasonicTesting(PAUT)2.2 LongRangeUltrasonicTesting(LRUT)2.3 AutoUTforCorrosionMonitoringandweldscan(PScan,CScan&BScan)2.4 TimeofFlightDiffraction(TOFD)2.5 AcousticEye(TubularInspection)2.6 MagneticFluxLeakage(MFL)(TankFloormapping/PipeScanning)2.7 SurfaceEddyCurrentTesting2.8 EddyCurrentTesting(PULSE&RFET)2.9 InternalRotaryInspectionSystem(IRIS)2.10 ThermographyTesting2.11 AlternateCurrentFieldMeasurement(ACFM)2.12 RadiographicFilmDigitisationTechnology2.13 ElectromagneticAcousticTransducers(EMAT)2.14 AerialInspection
14 15

16 17
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Phased Array Ultrasonic Testing
2.1 Phased Array Ultrasonic Testing (PAUT)
Phased Array Ultrasonic Testing is an advanced method of ultrasonic testing that has several applications in non-destructive testing. Common applications are to noninvasively examine, to find flaws in manufactured materials such as corrosion mapping of pipelines. Single-element (non-phased array) probes, known technically as monolithic probes, emit a beam in a fixed direction. To test or interrogate a large volume of material, a conventional probe must be physically scanned (moved or turned to and fro) to sweep the beam through the area of interest. In contrast, the beam from a phased array probe can be moved electronically, without moving the probe, and can be swept through a wide volume of material at high speed (for shear wave). To achieve this same coverage using conventional techniques, multiple probes would have to be moved over the component's surface. The beam in phased array is controllable because a phased array probe is made up of multiple small elements, each of which can be pulsed individually at a computer-calculated timing. The term phased refers to the timing, and the term array refers to the multiple elements.
Ultrasonic phased arrays have proven to be a very appropriate inspection technique for weld inspections, especially encoded arrays with linear scanning. The flexibility of phased arrays allows them to be tailored to almost any weld profile and predicted defects.
Phased arrays also have significant advantages over conventional inspection techniques: flexibility, high speed, lower costs (under many conditions), full data
Benefits of Phased Array:
• Software control of beam angle, focal distance and spot size
• Multiple-angle inspection with a single, small, electronically-controlled multi element probe
• Greater flexibility for the inspection of complex geometry
• High-speed scans with no moving parts
storage for auditing and significantly increased productivity (for volume inspections). It allows inspection of complex geometries with a single probe and scan times are greatly reduced. These capabilities open a series of new possibilities. For instance, it is possible to quickly vary the angle of the beam to scan a part without moving the probe itself. Phased arrays also allow replacing multiple probes and mechanical components. Inspecting a part with a variable-angle beam also maximizes detection regardless of the defect orientation, while optimizing signal-to-noise ratio.

18 19
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
2.2 Long Range Ultrasonic Testing (LRUT)
Long range ultrasonic testing is a rapid way of screening for corrosion in pipelines. The method enables screening of up to 100 meters of pipeline in one test, i.e. 50 meters in both directions. By fitting a ring of transducers around the pipeline, a wave maker device directs low frequency (20-100 kHz) ultrasonic waves via the transducers,
longitudinally into the pipeline wall. The method effectively detects changes in the pipeline’s cross-section, enabling it to identify corrosion and other abnormalities. At the same time this provides the possibility of using welds and flanges as distance references. This highly advanced testing will provide an accurate status report of pipelines in the most effective way.
Advantages of Long Range Ultrasonic Testing
a. More than 100 times faster than traditional ultrasonic methodsb. Up to 100 meters screening distance on pipelines above groundc. Up to 10 meters screening distance on pipelines buried in the groundd. Possibility to do sub-sea scanninge. Saves time since there is no need to remove insulation, apart from 1 meter for the transducer ring.f. Easy to screen wall penetrating pipelines (both built-in and sleeved penetrations)
2.3 Automated Ultrasonic Testing for Corrosion Monitoring and Weld Scan (P Scan, C Scan & B Scan)
Automated Ultrasonic Testing (AUT) covers a range of ultrasonic inspection techniques using powered, mechanical scanners. Although often used to describe corrosion mapping, AUT encompasses pulse-echo weld inspection, phased array and Time Of Flight Diffraction. Some testing such as ‘TOFD’ is often carried out using a semi-automated system. In this case, the scanner is operated manually but provides the same encoded position data as a fully automated scanner.
The scanners have magnetic wheels that hold them on the vessel. Mild steel tracks clamped to the scan area are used for non-ferromagnetic materials or high temperature scans. The scanners operate with a full range of ultrasonic probes including straight beam, angle beam, tri-element and TOFD. The scanners can be set up with multiple probes including combinations of pulse-echo, straight beam and TOFD.
Long Range Ultrasonic Testing (LRUT)

20 21
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Ultrasonic signals are acquired and evaluated using the versatile ‘Tomoview’ software. This provides multiple views of the ultrasonic data including the raw ‘A-scan’, C-scan top view and sectional views of the area being inspected.
• Corrosion Mapping
Automated ultrasonic straight beam corrosion mapping, as its name suggests, maps out and measures any flaws in the base material. The scans (0 degree – longitudinal wave) are set up to record thickness data to
a specified resolution, typically up to 100 data points per 20 x 20 mm area. This data is plotted to show top (C-scan), side (B-scan) and end views (D-scan). These views show the position, extent and depth of any defects and allow identification of individual flaws such as pitting as well as general loss of thickness. The scans will also show laminar defects in the plate including inclusions, plate laminations and blistering.
2.4 Time of Flight Diffraction (TOFD)
Time of flight diffraction (TOFD) is a very sensitive and accurate method for weld defects. When a crack is present, there is diffraction from the tip of the defect. Using the measured time of flight and with the help of simple trigonometry, the depth and width of the crack is analyzed.
the pulse in their vicinity, but the reflection measured by the microphone will be an attenuated and smeared replica of the impinging pulse, due to propagation losses. A hole in the tube wall, on the other hand, will create a reflection having a more complicated shape, affected by the size of the hole and the radiation of acoustic energy to the space outside the tube.
2.5 Acoustic Eye (Tubular Inspection)
Based on patented Acoustic Pulse Reflectometry (APR) technology, non-invasive solution overcomes the limitations of many conventional inspection techniques which are slow, giant and limited. Acoustic Pulse Reflectometry (APR) is based on the measurement of one-dimensional acoustic waves propagating in tubes. Any change in the cross sectional area in the tubular system creates a reflection, which is then recorded and analyzed in order to detect defects.
An acoustic pulse injected into a semi-infinite straight-walled tube will propagate down the tube without generating any reflections. This pulse can be measured by mounting a small microphone with its front surface flush with the internal tube wall, through a hole in this wall. The microphone will measure the pulse once only, as it passes over the microphone diaphragm.
If however, the pulse encounters a discontinuity in cross section, a reflection is created. The amplitude and form of the reflection determines the characteristics of the discontinuity: a constriction will create a positive reflection, whereas a dilation (increase in cross section) will create a negative reflection. Neither of these discontinuities will change the shape of
2.6 Magnetic Flux Leakage (MFL) (Tank Floor mapping/ Pipe Scanning)
• Tank Floor MFL Scans
Tank Floor MFL scanning is a non-destructive examination method, which uses a magnetic field to detect corrosion and pitting in carbon steel. A powerful magnet is scanned close to the surface to ‘saturate’ the steel with the magnetic field. The scanner detects the magnetic field “leaks” from the steel where there is corrosion. Between the scanner bridge magnetic poles, a near-saturation magnetic flux is induced in the material examined.
The scanner sensor detects flux leakage changes when the plate thickness changes. This may indicate the presence of discontinuities, such as pitting and corrosion, on the process and/or soil side. The scanner is moved over the entire tank bottom surface to provide the required inspection coverage.
Technicians interpret the scanner display to identify damaged areas and in some cases, estimate the amount of metal loss. Thickness losses detected by ultrasound are reported and mapped in a CAD rendering of the floor.
Automated Ultrasonic Testing

22 23
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
23
Advantages
1. Fast method for inspecting large areas
2. Minimal set-up time
3. Yields reliable and economic qualitative tank floor assessments. High sensitivity: acceptable sensitivity can be obtained through up to 0.500” of combined steel and coating thickness.
2.7 Surface Eddy Current Testing
Surface Eddy Current Testing is to inspect heat exchangers and condensers in refining, petrochemical and power generation plants.
Surface Eddy Current Testing is mainly used to inspect non-ferromagnetic heat exchanger tubes (copper alloys and austenitic stainless steels) for pitting, wear losses, corrosion and erosion damage.
• Magnetic Flux Leakage Pipe Scanning System
Magnetic Flux Leakage Pipe Scanning System is an easy to use, cost effective, portable, magnetic flux leakage inspection system for the rapid screening and detection of random internal corrosion in pipe runs and small diameter vessels. The latest magnetic material coupled with unique mechanical designs enables coverage of all pipe diameters from 48mm to 2.4 metres with a limited number of scanning heads.
• Magnetic Flux Leakage- Inservice Inspection
Magnetic flux leakage inspection is not affected by product flowing through the pipe so surveys can be carried out both on-line and off-line and at surface temperatures up to 90°C. Use of Pipescan, with its high probability of detection to locate the corrosion, coupled with ultrasonic prove up, provides a cost effective accurate system for the determination of plant integrity.
Advantages
• Fast and reliable for pipe and small vessel screening
• Various scanning heads for multiple pipe sizes
• Simple to operate
• High probability of corrosion detection
2.8 Eddy Current Testing (PULSED & RFET)
Eddy Current Testing (ECT) is used to inspect non-ferrous tubes. It can detect and size cracks, corrosion, erosion and mechanical damage in austenitic stainless tubes and in copper alloys. It is widely used in the refining, petrochemical and power generation industries for inspection of Eddy Current Testing

24 25
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
The longevity of the NDE data life ensures that all the information becomes a part of the product life cycle of that entity. With radiograph film digitization solutions, the owners can receive their hardcopy radiographs (x-rays, gamma rays, neutron radiography) and reports as electronic records.
• Computed Radiography (CR) Computed Radiography (CR) provides the digital equivalent of the conventional X-ray film while simultaneously providing the enormous advantages that consumables are virtually eliminated and the time to image is reduced considerably. In addition the digital images can easily be archived and shared
freely with other users. It emphasizes the easy work-flow and the ability to optimize the images by means of image software, thereby assuring improved analysis. Basically the CR technology is understood to be the digital replacement for film. In conventional X-ray different resolutions are due to the film type. In CR the design of imaging plate, the resolution of the scanner and the high quality software are combined to achieve incredible performance. It is the careful combination of all three components that makes a state of the art system.
• Profile Radiography Profile radiography is a powerful, effective and simple technique for inspection of piping susceptible to internal and external corrosion. During inspection there are situations where it is not possible to cut open the piping or remove the external insulation of the piping for inspection. In such circumstances this technique comes handy. This technique was used to inspect hydrogen reformer outlet pigtail /weldolet for determination of remaining pipe wall thickness, as conventional UT thickness measurement was not possible (due to geometry of the weldolet). This technique was also employed for CUI (corrosion under insulation) study of insulated piping to detect any deterioration by external corrosion. In both the cases, this technique gave excellent results, which were crosschecked with visual findings.
2.10 Thermography Testing
Thermography is the simplest of all thermal inspection techniques and involves using an infrared camera to look for abnormally hot or cold areas on a component operating under normal conditions. Thermography is a useful technique for the detection of corrosion/erosion damage in plant operating at elevated temperatures. In addition, it can be used to check for fouling or internal plugging of piping systems and to check the quality of refractory linings. It can also be used for leak detection, composition changes, disbonds in laminates and others.
2.11 Alternate Current Field Measurement (ACFM)
ACFM is in use worldwide in almost every industrial sector. It is particularly well used for in-service inspection as an alternative to MT / PT. ACFM is ideal for crack detection at welds, through coatings and has the added advantage of producing crack depth information. Therefore ACFM can provide cost benefits over conventional surface testing methods such as MT/PT where the removal of coatings and re-application is costly. Typical structures that are inspected with ACFM include cranes, bridges, theme park rides and lamp-posts. Ships offer many opportunities for ACFM inspection. The ability of ACFM to inspect through paint and even underwater enables ship hulls to be inspected without having to enter dry-dock.
2.12 Radiographic Film Digitisation Technology
The introduction of radiograph film digitization into the major utilities such as construction, industrial projects enables the owners of the process/plant/products to have electronic records in permanent archives.
Key Benefits:
• Eliminates ageing of films, retaining image quality
• Physical archive storage to computer data cabinets
• Deliverables are electronic data media with 25-50 years of data life
• Full traceability is integral to the system, with tamper-proof designing at each stage
• Radiographs can be electronically reported and archived
• Online information at different PCs in different parts of world
• Low cost of ownership
2.13 Electromagnetic Acoustic Transducers (EMAT)
EMAT technique provides high-speed non-destructive material analysis via ultrasonic guided wave inspection of the complete circumference and volume of the tubular material. It provides qualitative and not quantitative information on the severity of the corrosion. The advantages of electromagnetic inspection are many like the ability to be used on irregular surfaces, as well
2.9 Internal Rotary Inspection System (IRIS)
IRIS is one of the most recognizable testing method for tubes. The testing uses an ultrasonic beam scanned around the tube ID by a water driven turbine probe assembly. This is inserted in each tube and then withdrawn. IRIS is widely used to examine heat exchangers, boilers, and fin fan cooler tubes. It can be applied for ferromagnetic and non-ferromagnetic materials. This technique is very good for detecting and sizing corrosion, erosion, and baffle wear.
non-ferromagnetic tubes. ECT is a very fast inspection method. A typical inspection rate for a 5-6 meter stainless steel heat exchanger is up to 800 tubes over a 12-hour shift. This depends both on how clean the tubes are and the number of defects or indications needing evaluation.
Remote Field Testing (RFET) is used to readily detect erosion losses in low alloy steels (ferromagnetic) and in ferritic stainless steels. Pits, corrosion and mechanical damage can be detected. RFET inspections should be followed by IRIS inspection if shallow pits or general thinning is suspected. One limitation of RFET is that it is not very good for detecting gradual wall loss. Also, pits smaller than 6% of the tube cross sectional area cannot be detected. This is because of the low frequencies used for RFET inspection. It is recommended to back up all Remote Field Testing work with IRIS inspection if shallow pits or general thinning is suspected. RFET is a relatively fast technique. For example, it is possible to test from 400-420 number of heat exchanger tubes of 5-6m in length in a 12-hour shift. This depends both on how clean the tubes are and to some extent the number of defects or indications needing evaluation.

26 27
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
as the advantages of ultrasonic testing, such as the ability to detect corrosion. The EMAT probes generate a guided ultrasonic wave in the pipe that travels in the circumferential direction. This wave is sensitive to corrosion losses on both the ID and the OD of the pipe, and travels between the transmitting and the receiving EMAT transducer. EMAT provides a 100% volumetric inspection that is fast and repeatable.
3.0 Asset Integrity Management
3.1 Fitness For Service Assessment (FFS)
Fitness-for-service assessments evaluate the structural integrity of an in-service component that contains a flaw or deterioration and evaluates its suitability for continuous service. An FFS assessment provides a quantitative measure of the structural integrity of a component containing flaws. It can be used to support design, fabrication, operation, change of service and life extension programmes, and is employed widely in a range of industries, including power generation, oil & gas, chemical processing and aerospace.
A flaw or defect in a component does not necessarily mean that the asset or component is no longer fit to perform its design intent. Using FFS assessments our experts can determine the suitability for continued operation thereby preventing unnecessary, or costly repair jobs. FFS assessments are performed in accordance with codes or standards, e.g. API 579-1/ASME FFS-1.
2.14 Aerial Inspection
The safe and cost effective remote aerial inspections with high-resolution digital photographs help refinery customers to make quality maintenance assessments of their flare tip condition and service life. Usually inspecting tall or otherwise difficult to reach structures has traditionally been an expensive exercise requiring cranes, helicopters or rope access work.
Aerial drones can capture high-resolution, high-quality photos and video of these structures in an economical manner. The live video feed from the drone directs aerial operators to capture the exact needs with accurate results. Capturing imagery from infra-red cameras or data from other sensors are also a possibility: taking air samples or temperature readings for example.
The unmanned drones are also able to get into areas that would otherwise be too dangerous for live inspection, e.g. close-up on live flame stacks or in proximity to chemical leaks. Likewise, because of their small scale and quiet operation drones can operate close to working sites without disruption.
The small size and stability of aerial drones makes it possible to conduct internal aerial inspections of sites such as large factories and warehouses and within other confined locations.
Main Benefits:
• Quick setup and deployment
• Stress-free inspection from the ground
• Aerial inspection of multiple locations from a single take off point
• Live-video feed enables industry experts to make decisions on the fly
• High definition pictures capture all the detail, and highlight areas to report and repair
• Optical and digital zoom available
• Save money – An inspection while the asset is still online, 4-6 months before a shutdown, will save you money
• De-risk planned shutdowns and maintenance – have the information to fully plan and budget shutdowns and turnarounds
• No plant outage – with plant able to stay online and operational during inspection
• Minimum Health & Safety issues– small, unmanned, battery operated reduce the need for people to be placed in potentially dangerous locations
• Higher quality information – technical skill to fly close to assets lets operators locate and diagnose problems quickly
Hitech specializes in helping organizations identify and manage risk and integrity issues through the expertise of our multidisciplinary teams and asset integrity management software. Our experts help clients with a wide range of integrity management issues, including:
Main Benefits:
• Understanding operational, safety, environmental and economic risks
• Helping ensure proper design, fabrication and installation of equipment
• Developing appropriate asset inspection and testing strategies and plans
• Establishing Asset Integrity Management systems and programs
• Managing AIM programs

28 29
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
4.0 Rope Access Services
enormously productive for gathering data, whether it is inspecting pipes for corrosion or the integrity of a structure. The results can be gathered quickly with minimal disruption to production, and best of all without the expense of scaffolding.
Apart from the NDT inspection Hitech offers a number of other Rope Access services to the oil, gas and power sectors. These services can be highly beneficial to clients as they reduce downtime and dependency on scaffold to ensure incresed productivity.
A typical example in the industrial environment is fallen insulation or dangerous objects overhead, stopping a job for safety reasons. These situations can be effectively handled by means of Rope Access technique to access, to remove and/or fix.
Rope Access Inspection Techniques
Combining rope access and Nondestructive testing has enabled Hitech to provide some of the most efficient and advanced methods of inspection in today's industry. Use of modern day rope access techniques and IRATA trained personnel eliminates the time restrictions and limitations of conventional access methods such as scaffolding and staging with cranes. This in turn reduces cost and increases productivity for clients.
1. On all forms of Specialised NDT Inspection Services
2. Along with:
- UT – Digital Thickness and Shear Wave - MT/PT - ACFM - PMI - Visual InspectionUse of Rope Access Inspection techniques is
3.2 Risk Based Inspection (RBI) Engineers (Shell Methodology) (Software not supplied)
For Oil & Gas, Petrochemical Plants
and Power Plants
RBI programmes allows to prioritize and plan inspection activities, based on the potential for failure versus the traditional time-based inspection plan.
Equipment failures pose significant production and financial burden for operators in both the upstream and downstream sectors, costing hundreds of thousands of dollars every day, with over half the costs being attributed to failures of static equipment.
However failures and risk can be mitigated by applying Risk-Based Inspection (RBI) to operations.
Hitech's risk-based approach to integrity management consists of detailed inspection, corrosion, material, process, plant/asset operation and consequence analysis to identify and mitigate risk, allowing operators to make more informed decisions on inspection frequencies, level of detail, and methods for non-destructive examination.
Compared to a time-based approach, RBI identifies the optimal inspection interval before unacceptable risk levels are reached.
Key Benefits of Risk-Based Inspections (RBI):
• A more cost-effective alternative to traditional inspection, usually by means of nondestructive testing
• More reliable equipment and plant operation
• Identification of the operational risks associated with equipment via material degradation
• Adherence to codes of compliance resulting in increased safety
• Reduction in plant downtime
• Improves management of risk of complex and potentially dangerous systems
• Identifies critical equipment and degradation mechanisms
• Reduces and eliminate unnecessary inspection activities and costs
• Identifies cost effective and appropriate maintenance and inspection tasks and techniques
• Produces an auditable system
• Identifies and mitigate risks over time
• Ensures regulatory compliance is achieved
• Extends turnaround intervals
30 31
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
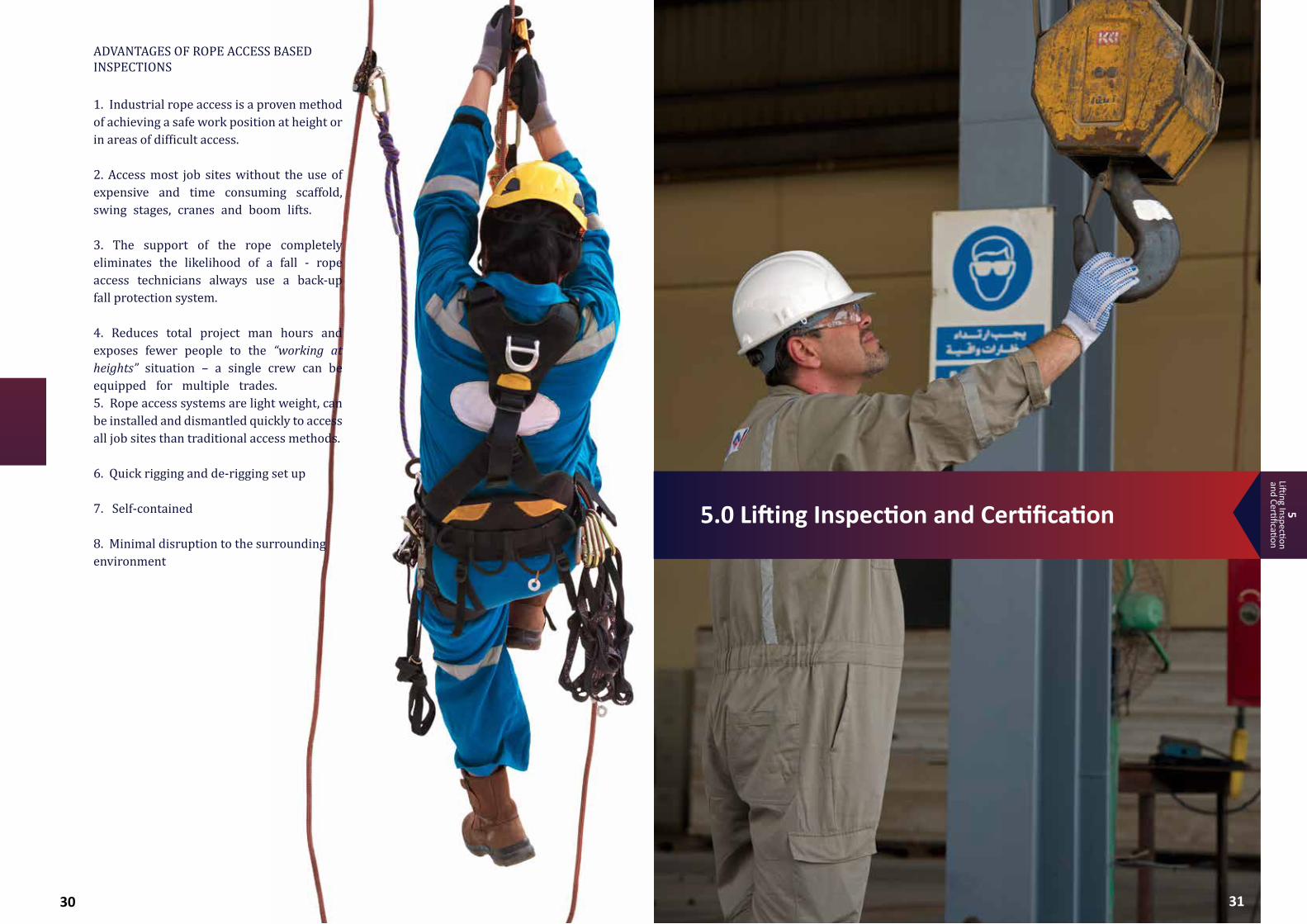
5.0 Lifting Inspection and Certification
31
ADVANTAGES OF ROPE ACCESS BASED INSPECTIONS
1. Industrial rope access is a proven method of achieving a safe work position at height or in areas of difficult access.
2. Access most job sites without the use of expensive and time consuming scaffold, swing stages, cranes and boom lifts.
3. The support of the rope completely eliminates the likelihood of a fall - rope access technicians always use a back-up fall protection system.
4. Reduces total project man hours and exposes fewer people to the “working at heights” situation – a single crew can be equipped for multiple trades.5. Rope access systems are light weight, can be installed and dismantled quickly to access all job sites than traditional access methods.
6. Quick rigging and de-rigging set up
7. Self-contained
8. Minimal disruption to the surrounding environment

32 33
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Lifting Equipment Inspectionand Training
Hitech has a team of highly qualified, experienced and LEEA certified inspection engineers. Hitech offers a wide range of services from its base in Oman which includes on-site testing and inspection.
Specific services include lifting inspection of:
• Lifting accessories including chains, ropes, rings, hooks, shackles, clamps, swivels, spreader beams and spreader frames, vacuum lifting devices.
• Mobile elevating work platform (Scissor lift / Cherry Picker)
• Material Hoists or working platforms
• Excavators and Earth moving equipment
• Mast climbing work platforms
• Man Baskets
• Tower Cranes
• Suspended access equipment (Window Cleaning Basket)
• Fork lift truck including interchangeable accessories
• Items provided for support of lifting equipment
• Mobile cranes & Crawler cranes
• Telehandler including interchangeable accessories
• Passenger Lifts or man riding equipments
Lifting operation trainings
• Rigger & banks man training
• Safe Forklift operation training
• Safe Crane operation training
• Safe MEWP operation training
6.0 Radiation Safety Training
33

34 35
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
Radiation Safety Training
The Radiation Safety training provides both theory and practical training to personnel with full understanding of Radiography.
It ensures the safe handling of all sources of radiation and biological effects of radiations.
The training is to make aware the practical problems, provide field expertise to resolve them, to understand radiation and its impact on health & environment.
It is designed to maximize the benefits of the
7.0 Third Party and Consultancy Services
35
safe use of radiation sources, minimize the risk by eliminating unnecessary exposures to radiation, reduce incidental and occupational exposures to levels that are As Low As Reasonably Achievable (ALARA).
RPS/RPO and tailored radiation protection courses are conducted based on clients’ requirement.
Hitech provides radiation protection training to ensure client operational safety and compliance with national and international legislation.

36 37
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
• Risk Based Inspection Engineer (SHELL - RBI, API & Custom build approaches)
• Lifting Equipment Inspection & Certification
• Pre-Shutdown Survey / Shut Down Services / Plant Shutdown services
• Industrial Rope Access / Rope Access Training/Services
• Level lll Consultancy (ASME/ AWS/ Client requirement, Procedure Verification& Technical Audit)
• Tank Floor Calibration
• Specialized Manpower services
• QA / QC & Welding Inspection
• Fitness for Service (FFS) Assessment
• Coating and Painting Inspection
Hitech provides these services to a wide cross section of industries including petrochemical, construction, industrial, manufacturing, pipeline, marine, transportation and power generation.
Hitech's Consultancy Services: Third Party Inspection, Supplier Audits and Vendor Management
Hitech's Consultancy Services offer third-party inspection services to meet statutory compliance either as a planned process or in an emergency situation: Third Party Inspection confirmation, verification and inspection services to one or more internationally recognized codes, standards, design specifications and specific technical project requirements. Third Party Inspection at source (at supplier and vendor sites)confirms whether the equipment or goods have been manufactured in accordance with a client's specifications and other applicable quality system requirements as specified to ensure product/project integrity.
Third party inspections and consultancy includes but not limited to:
• Witnessing mechanical tests, factory acceptance tests, hydrostatic and performance tests
• Third party witnessing of Welder Performance Qualification, Welding Procedure Specification (WPS) & Procedure Qualification Record (PQR) as per the client requirements
• Witnessing NDE (Non Destructive Examination) and performing visual examinations
• Asset Integrity Management
• Health, Safety and Environmental Management Systems
• Project Quality Management
• Third-Party Inspection and Certification
• Third-Party Project and Vendor Inspection
• Radiation Safety Audits by Radiation Safety Officer (RSO)
• Calibration and Certification of Inspection Equipments
• ASNT Level l , Level lI and Level III Training, Examination & Certification (In-house & External)
7.1 Drilling Tools Inspection Services
Hitech can provide tailored multidiscipline solutions including our fully integrated range of NDT inspection services for all types of drilling equipment of offshore drilling units and Land drilling units.
The company inspects new and used cdrill tools and drill pipe using the Conventional & Advanced NDT techniques. Our professional inspectors follow industry standard guidelines, are certified in accordance with industry-specific standards and follow documented Standard Operating Procedures.
7.2 Marine Inspection Services
Marine Inspection Services is involved in a wide variety of projects on every type of vessel, including deep sea and short sea vessels, tankers, super yachts, bulk carriers, LNG carriers, refrigerated cargo ships, tugs and offshore vessels.
Hitech is specialised with a full spectrum of Non-destructive Testing, Ultrasonic Thickness Measurement and consulting services. The company staff are highly experienced professionals who work towards providing improved and cost-effective survey services to global customers.
Items of equipment to be inspected will include:
• All items within the Drill Tool equipment register or previous survey report
• All items of drilling and drilling appliances found on the installation
• Any items requested by the Client
Hitech's services include:
• Visual Inspections
• Magnetic particle inspection, using black light or dry powder
• Liquid dye penetrant inspection, for non-magnetic tools
• Ultrasonic shear wave inspection of tool joints
• Ultrasonic Inspection of wall thickness
• Full length electromagnetic inspection of tubular items
• Boroscopic Inspection
Hitech understands the need for a fast and flexible service and therefore provides a worldwide rapid response programme delivering consistent, professional and efficient surveys on all categories of marine survey, including:
• Visual Inspection & close-up Surveys
• Corrosion Surveys
• Pit Mapping
• Video inspections survey (CCTV)
• Condition assessment programs (CAP)
• Rope access solutions for working at heights
• NDT Inspections
• Thickness gauging according to the class requirements of different certifying bodies
• Thickness gauging by request from ship owner or customer
• QC Inspection
• Welding Inspection
• Painting Inspection
Inspection reports are produced in a variety of formats to suit the specific inspection need or requirement being addressed.
These include any combination of drawings (AutoCAD), spreadsheets, textual descriptions, and photographs of the vessel condition.
Inspection results and associated records are maintained to provide clients with a comprehensive inspection and repair history.
38 39
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy Services
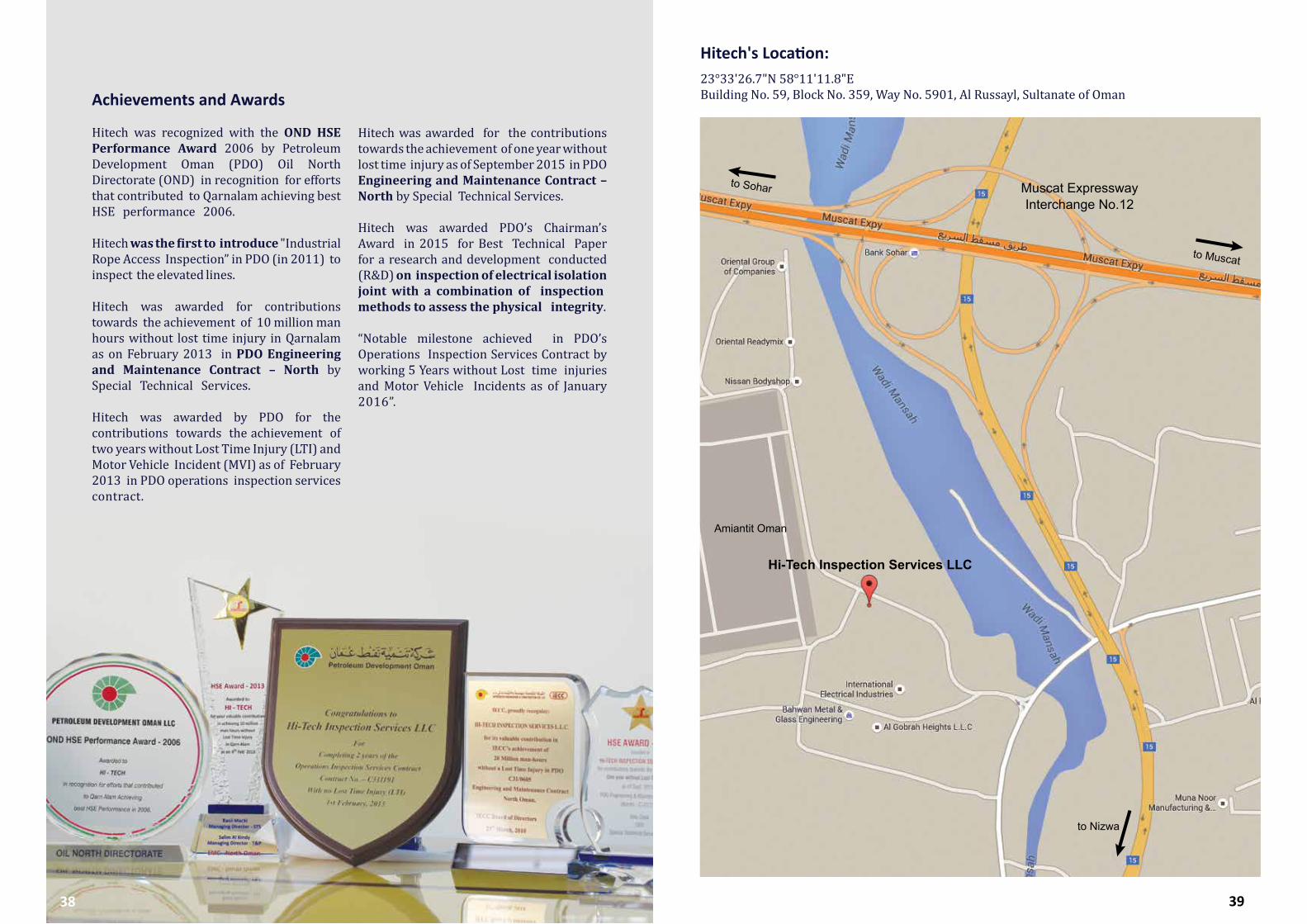
Hitech's Location: 23°33'26.7"N 58°11'11.8"E Building No. 59, Block No. 359, Way No. 5901, Al Russayl, Sultanate of Oman
to Sohar
to Muscat
to Nizwa
Hi-Tech Inspection Services LLC
Amiantit Oman
Achievements and Awards
Hitech was recognized with the OND HSE Performance Award 2006 by Petroleum Development Oman (PDO) Oil North Directorate (OND) in recognition for efforts that contributed to Qarnalam achieving best HSE performance 2006.
Hitech was the first to introduce "Industrial Rope Access Inspection” in PDO (in 2011) to inspect the elevated lines.
Hitech was awarded for contributions towards the achievement of 10 million man hours without lost time injury in Qarnalam as on February 2013 in PDO Engineering and Maintenance Contract – North by Special Technical Services.
Hitech was awarded by PDO for the contributions towards the achievement of two years without Lost Time Injury (LTI) and Motor Vehicle Incident (MVI) as of February 2013 in PDO operations inspection services contract.
Hitech was awarded for the contributions towards the achievement of one year without lost time injury as of September 2015 in PDO Engineering and Maintenance Contract – North by Special Technical Services.
Hitech was awarded PDO’s Chairman’s Award in 2015 for Best Technical Paper for a research and development conducted (R&D) on inspection of electrical isolation joint with a combination of inspectionmethods to assess the physical integrity.
“Notable milestone achieved in PDO’s Operations Inspection Services Contract by working 5 Years without Lost time injuries and Motor Vehicle Incidents as of January 2016”.
38
Muscat Expressway Interchange No.12

3
0Business Activities
& Range of Services
1N
DT Services2
SpecializedN
DT3
Asset IntegrityM
anagement
4Rope Access
Services
5Lifting Inspectionand Certification
6Radiation Safety
Training
7Third Party &
Consultancy ServicesHI -TECH INSPECTION SERVICES LLC.
P. O. Box: 1809, Ruwi, Postal Code 112, Sultanate of OmanOffice Location 23°33'26.7"N 58°11'11.8"E
Building No. 59, Block No. 359, Way No. 5901, Al Russayl, Sultanate of OmanPhone: (+968) 24449092 | 24446444 | 24449010 | 24446414
Fax: (+968) 24449091 E mail: [email protected], [email protected]
Website: www.hitechoman.net Business Hours: Sunday to Thursday 8 am to 5 pm