network behemoth - control design
TRANSCRIPT

Does Ethernet Trample All Competitive Industrial Networking Alternatives?
p8 Asset Management System Alleviates Headaches
p20 Digital Conversion: Everybody’s Doing It
p24 Will IEC’s Revised Standards Kill FNICO?
Q3 • 2008
Q2 • 2009
Q2 • 2009
Network Behemoth
IN09Q2_01_Cover.indd 8 4/23/09 2:31 PM

Where Do I Go for Wireless Instruments? omega.com, of Course!
Go to: www.omega.com/dilbert for your daily dose of DILBERT!
Need More Dilbert?Visit omega.com to order
The BlueCat ® New Horizons ® in Wireless Communications Version No. 24 Featuring
60 Dilbert Cartoons!
FREE!FREE!
Starts at$325
Starts at$165
Starts at$265
Starts at$135
Starts at$295
Starts at$165
Starts at$285
Starts at$79
Starts at$235
Starts at$125
© COPYRIGHT 2009 OMEGA ENGINEERING, INC. ALL RIGHTS RESERVED
Shop Online at omega.com/509IN3
Direct Link:For Sales and Service, Call TOLL FREE
Dilbert © United Feature Syndicate, Inc.
*PATENT NOTICECovered by U.S. and International
patents and/or patents pending
Your single source for process measurement and control products!
Miniature RFID Data Loggers and Readers—Economical, Fast, Accurate WIRELESS Data Retrieval and Storage
OM-82OM-81RTD-to-WIRELESS
Connector/Converter The Smart Connector™
*PATENTED
UWRTD-1 and UWRTD-2
PATENT PENDING
WIRELESS Receivers
with NEMA Rated Enclosures
UWTC-REC1-NEMA
USA
MADEMADEININ
USA
MADEMADEININ
Starts at$60
pkg of 5
USA
MADEMADEININ
Manufactured By Omega
Temperature and Humidity
iTHX-W
Non-Contact INFRARED
Temperature Sensor with WIRELESS
Transmitter
UWRH-2-NEMA
UWTC-2-NEMA
WIRELESS Thermocouple Transmitter with NEMA Enclosure
WIRELESS Relative Humidity/Temperature Transmitter
UWIR-2-NEMA
USA
MADEMADEININ USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
MWTC Series*PATENTED
WIRELESSRelative
Humidity/TemperatueTransmitter
UWRH-2
*PATENTED
Thermocouple-to-WIRELESSConnector/Converter The Smart Connector™
UWTC-1 and UWTC-2
Miniature WIRELESSThermocouple Connectors
The Smart Connector™
SANITARYWIRELESS RTD
Industrial Probe Assemblies
UWRTD-NB9W Series
USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
Starts at$395
Starts at$159
Starts at$295
Wireless 1⁄8 DIN Meter Scanner and Controller
wi8 *PATENTEDUSA
MADEMADEININ
WRS232-USB
Universal WIRELESSRS232 to USB Transceiver
High Power WIRELESS SensorsTemperature, Humidity PlusBarometric Pressure
zED-TP1-P
USA
MADEMADEININ USA
MADEMADEININ
Starts at$195
OS530 LE
Handheld INFRARED Thermometer,OMEGASCOPE®
*PATENTED
TM
TM
With NEWWIRELESSFeature
USA
MADEMADEININ
INW_0509:Control Design 4/20/09 2:04 PM Page 1
IN09Q2_FPA.indd 2 4/27/09 10:00 AM

CONVENIENT YET SECUREMultilevel Logon SecurityThree Remote Access user accounts can be configured andstored in the panel project. Each account allows up to fiveremote users to be connected simultaneously.
Multilevel Access ControlEach account can be configured in one of the followinglevels of access:
• View Only• View and allow Screen Change only• Full Control
The most practical touch panel now performs Remote Access and Control! With a Web browser on any PC, remote users can operate and monitor a local C-more HMIsystem from anywhere on the Internet or on a local network.
* Software and firmware versions 2.4 or later are downloadable for authorized customers from www.automationdirect.com** Supports Windows XP and Vista operating systems only
For complete information or to order our free catalog, visit: www.automationdirect.com/c-more
1-800-633-0405
www.automationdirect.com
PREMIUM FEATURE AT NO COST!No Additional Hardware requiredThe C-more Remote Access feature resides in all panels withEthernet support, and requires no option modules. Accessreal-time data or initiate an action on a control systemfrom anywhere, any time. (This feature requires software andfirmware version 2.4 or later*, and an Ethernet-enabled C-more panel to function.)
WEB BROWSER BASEDSince applications can be downloaded from the C-morepanel through a PC’s Web browser, authorized users canaccess and control the panel remotely without purchasingor downloading additional software packages.**
AUTHORIZED USERS HAVE THE ABILITY TO REMOTELY:• Monitor and control screen operations of the C-more
panel as if touching the panel itself• Test and troubleshoot the C-more project• View, zoom, print and save screen captures of active screens
C-moretouch panelline-up:
6-inch STNgrayscale
6-inch STN256 colors
6-inch TFT65,538 colors
8-inch TFT10-inch TFT
12-inch TFT15-inch TFT
$395 $595 $795 $995 $1,595 $1,895 $2,295
0905_IndustrialNetworking_C-remote_MAG:Stride 4/9/2009 4:06 PM Page 1
Where Do I Go for Wireless Instruments? omega.com, of Course!
Go to: www.omega.com/dilbert for your daily dose of DILBERT!
Need More Dilbert?Visit omega.com to order
The BlueCat ® New Horizons ® in Wireless Communications Version No. 24 Featuring
60 Dilbert Cartoons!
FREE!FREE!
Starts at$325
Starts at$165
Starts at$265
Starts at$135
Starts at$295
Starts at$165
Starts at$285
Starts at$79
Starts at$235
Starts at$125
© COPYRIGHT 2009 OMEGA ENGINEERING, INC. ALL RIGHTS RESERVED
Shop Online at omega.com/509IN3
Direct Link:For Sales and Service, Call TOLL FREE
Dilbert © United Feature Syndicate, Inc.
*PATENT NOTICECovered by U.S. and International
patents and/or patents pending
Your single source for process measurement and control products!
Miniature RFID Data Loggers and Readers—Economical, Fast, Accurate WIRELESS Data Retrieval and Storage
OM-82OM-81RTD-to-WIRELESS
Connector/Converter The Smart Connector™
*PATENTED
UWRTD-1 and UWRTD-2
PATENT PENDING
WIRELESS Receivers
with NEMA Rated Enclosures
UWTC-REC1-NEMA
USA
MADEMADEININ
USA
MADEMADEININ
Starts at$60
pkg of 5
USA
MADEMADEININ
Manufactured By Omega
Temperature and Humidity
iTHX-W
Non-Contact INFRARED
Temperature Sensor with WIRELESS
Transmitter
UWRH-2-NEMA
UWTC-2-NEMA
WIRELESS Thermocouple Transmitter with NEMA Enclosure
WIRELESS Relative Humidity/Temperature Transmitter
UWIR-2-NEMA
USA
MADEMADEININ USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
MWTC Series*PATENTED
WIRELESSRelative
Humidity/TemperatueTransmitter
UWRH-2
*PATENTED
Thermocouple-to-WIRELESSConnector/Converter The Smart Connector™
UWTC-1 and UWTC-2
Miniature WIRELESSThermocouple Connectors
The Smart Connector™
SANITARYWIRELESS RTD
Industrial Probe Assemblies
UWRTD-NB9W Series
USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
USA
MADEMADEININ
Starts at$395
Starts at$159
Starts at$295
Wireless 1⁄8 DIN Meter Scanner and Controller
wi8 *PATENTEDUSA
MADEMADEININ
WRS232-USB
Universal WIRELESSRS232 to USB Transceiver
High Power WIRELESS SensorsTemperature, Humidity PlusBarometric Pressure
zED-TP1-P
USA
MADEMADEININ USA
MADEMADEININ
Starts at$195
OS530 LE
Handheld INFRARED Thermometer,OMEGASCOPE®
*PATENTED
TM
TM
With NEWWIRELESSFeature
USA
MADEMADEININ
INW_0509:Control Design 4/20/09 2:04 PM Page 1
IN09Q2_FPA.indd 3 4/23/09 2:03 PM

IN09Q2_FPA.indd 4 4/27/09 9:39 AM
7 FIRST BIT Who Keeps RS-485 and RJ45 Apart?
8 PACKETS Involve Everyone, Reduce Headaches
20 BANDWIDTH Everybody’s Converting
24 PARITY CHECK You Say, ‘F-knee-co’; I Say, ‘F-nye-co’
25 PRODUCTS
26 TERMINATOR Secure Embedded Wireless—Part II
COLUMNS & DEPARTMENTS
COVER STORY
INDUSTRIAL NETWORKING is published four times annually to select subscribers of CONTROL and CONTROL DESIGN magazines by PUTMAN MEDIA INC. (also publishers of CHEMICAL PROCESSING, FOOD PROCESSING, PHARMACEUTICAL MANUFACTURING and PLANT SERVICES), 555 W. Pierce Road, Suite 301, Itasca, IL. (Phone: 630/467-1300; Fax: 630/467-1124.) Address all correspondence to Editorial and Executive O� ces, same address. ©Putman Media 2009. All rights reserved. The contents of this publication may not be reproduced in whole or part without consent of the copyright owner. INDUSTRIAL NETWORKING assumes no responsibility for validity of claims in items reported. Single copies $15.
Network BehemothDoes Ethernet Trample
All Competitive Industrial Networking Alternatives?
BY DAN HEBERT, PE,SENIOR TECHNICAL EDITOR
E V A L U A T E 1 0
For additional information, please contact Foster Printing Service, the official reprint provider for Industrial Networking.
PMS 370 C
C: 60M: 0Y: 100K: 28
Call 866.879.9144 or [email protected]
RepRints aRe ideal foR:
n New Product Announcements
n Sales Aid For Your Field Force
n PR Materials & Media Kits
n Direct Mail Enclosures
n Customer & Prospect Communications/Presentations
n Trade Shows/Promotional Events
n Conferences & Speaking Engagements
n Recruitment & Training Packages
Use reprints to maximize
your marketing initiatives and
strengthen your brand’s value.
Reprints are a simple way to put information directly into the hands of
your target audience. Having been featured in a well-respected publication
adds the credibility of a third-party endorsement to your message.
Custom REPRINts
17
INDUSTRIAL NETWORKING
Q2 • 20095
Connections Make the NetworkMaintaining Data Integrity Requires Robust Components for Industrial Environments
BY PATTI POOL, NEW PRODUCTS EDITOR
R E S E A R C H 2 1
Fiberoptic Networking Powers Up PlantPower Company Uses Fiberoptic Cabling and Remote Control I/O Cards in Field Devices and Expects to Eliminate 54,000 Ft. of Hardwiring
BY JIM MONTAGUE, EXECUTIVE EDITOR
I M P L E M E N T 1 7
IN09Q2_05_TOC.indd 5 4/24/09 4:34 PM

Beckhoff North America | email: [email protected] (1-877-894-6228)
I/O and Beyond: Beckhoff EtherNet/IP Solutions forthe Entire Control System
➔ Beckhoff's direct sales and engineering can help you matchthe right controllers for your EtherNet/IP-enabled machines.
➔ Program your complete line of machines with one TwinCATprogramming environment.
➔ Development time and cost is greatly reduced using standardizedIEC 61131-3 programming.
Beckhoff has EtherNet/IP Covered:From Motion to PLC to I/O Control!
TwinCAT Software with EtherNet/IP Slave functionality➔ EtherNet/IP devices that are actually cost-effective➔ Fully compatible with EtherNet/IP masters➔ Use powerful yet inexpensive Beckhoff motion controllers in
EtherNet/IP systems
➔ www.beckhoffautomation.com
➔ Automation
New Automation TechnologyBECKHOFF
➔ Motion➔ I/O➔ IPC
IN09Q2_FPA.indd 6 4/23/09 2:44 PM

7
There oughT To be a law. unforTunaTely, many times there isn’t.
Sometimes there are criminal, prosecutable conspiracies that can be revealed and punished. unfortunately, there also are conspiracies of convenience, inertia and neglect. These are less well-hidden, and so their outlines are more visible overall, but they’re devilishly persistent—like endless, low-grade fevers or a flu bug that hangs on and on.
for instance, you’d think it would be easy to get a certain type of cable made with a certain type of connector, especially if you and your friends were willing to order and pay for a lot of it. well, not so fast, buddy. M&r Printing equipment (www.mrprint.com) in glen ellyn, Ill., has been wrestling with a very frustrating problem for a long time. M&r builds several kinds of textile printing presses, which helps many T-shirt manufacturers stay nimble enough to deliver championship shirts to teams and fans seemingly within minutes of their victories.
bo biel, M&r’s chief electrical engineer, says his persistent headache is seeking, but failing to find, suitable rS-485 cabling combined with rJ-45 connectors for basic communication on his presses. “In 2005, we started looking at the cost of communications between different components on our machines, such as temperature sensors, aC drives, servos and vision sensors. however, we wanted to avoid using one of the more costly fieldbus protocols. what we found was that suppliers have been focusing so much on ethernet that they seem to have stopped developing rS-485 and that left us in limbo.”
biel explains that ethernet’s two main challenges have been developing its common-english TCP/IP protocol and disseminating wiring with clickable rJ45 connectors among its many users. likewise, to be able to use TCP/IP, M&r settled on using Modbus TCP/IP and continuing to use Modbus rTus via rS-485, says biel. however, M&r found it couldn’t use pure TCP/IP because it’s a character-based language that can send numerical symbols but can’t send data values, and so it needs programming to translate and reassign values as needed. Consequently, three years ago, M&r began building its machines with Modbus communication cards, but service technicians began complaining that fieldbus wiring was
difficult to install and troubleshoot because its connections needed precise torque or the network would be prone to communication problems.
“we needed clickable connections that would be quick and precise, so we could put together multiple devices fast like IT people using ethernet,” says biel. “unfortunately, from 1995 until now, we still can’t find rS-485 cable that terminates in rJ45 connectors for industrial control and automation. There are
clickable connectors for ethernet wire, but no one seems to offer this for rS-485.”
biel adds that ethernet Cat. 5e cable with the right connectors is close to rS-485 and that many users can rig patch cables between rS-485 nodes, but these still pose communication, troubleshooting and cost problems. “we don’t have any lab-tested and approved rS-485 cable that’s clickable at regular prices,” says biel. “right now, it feels like the suppliers are holding machine builders hostage.”
Sadly, there are still suppliers who do what’s financially convenient for them at the expense of their customers. usually, this is done so a few bad apples can make some extra quick cash in the short-term. This replaces traditions of behaving ethically, responding to and nurturing clients and patiently growing and profiting in the long-term. So, what’s to be done about these guys? well, there are several possible steps.
• First, do your best to make sure that you don’t buy any of their products.
• Second, make certain that applicable consumer protection laws are applied to the full extent that local prosecutors can enforce them.
• Third, organize yourself and your fellow consumers into a purchasing block that can shout out your demands more loudly and widely to the suppliers who should be making the products you need, and then reward those do it.
• Fourth, if there’s no other way, explore the possibility of making a much-needed product yourself. If demand and a willingness to pay are great enough, then some development effort and a bank loan might be all you need to carve out a new market niche for your company.
of course, the snag these days is that a decent loan can be as hard to get as a good product. Maybe some of the responsible folks left should start a bank? Just asking.
Who Keeps RS-485 and RJ45 Apart?“We don’t have
any lab tested and
approved rs-485
cable that’s clickable
at regular prices.
right noW, it
feels like the
suppliers are holding
machine builders
hostage.”
f i r s t b i t 7industrial netWorking
Q2 • 2009f i r s t b i t
JIM MONTAGUeexecutive editor
IN09Q2_07_FirstBit.indd 7 4/24/09 4:16 PM

INDUSTRIAL NETWORKING
Q2 • 20098 P A C K E T S
Involve Everyone, Reduce HeadachesA NEW ASSET MANAGEMENT SYSTEM MIGHT alleviate some production headaches, but the real prescription for project success hinges on the involvement of all stakeholders in the implementation process, said David Kavanaugh, principal PCS engineer at Bayer Healthcare’s global headquarters in Berkeley, Calif. He spoke in March of asset-optimization lessons learned by his company at the ABB Automation and Power World 2009 in Orlando, Fla. “Once implemented, reevaluate the abilities of the new system,” he explained. “And use your end users a lot on this. Planning and scope are critical, but be fl exible. We thought we knew what we needed, but we didn’t. � e maintenance guys who are using it came up with a lot of changes.”
Partnering with IT support is important too, because its network is critical to success. “Our IT department now thinks we have the best equipment,” said Kavanaugh. “You also need to partner with your manufacturing and maintenance departments at the beginning. Gaining their support is critical.”
While ABB’s System 800xA off ers more functionality than a traditional distributed control system, it is more complex, said Kavanaugh. “But with complexity comes fl exibility and opportunity. Embrace opportunities to get all parties involved with a project. With today’s capital restrictions, if you don’t have all parties involved, you’re not going to get the cooperation.”
Bayer’s past asset-monitoring programs were homegrown, said Kavanaugh. “We used a Microsoft Access PC-based paging system,” he explained. “We provided some advance warnings, but they’re unreliable and they’re homegrown and unsupported. We’ve also used standard operating procedures for asset monitoring, but they’re very structured. � e problem with standard operating procedures is the work may not be needed.”
Four buildings at the Bayer facility still run MOD systems, an older-generation ABB control system, as well as an older PBB-based pager system for alerts. “We put in the 800xA asset optimization running in parallel with MOD,” explained Kavanaugh.
At Bayer, the asset monitoring took a lot of collaboration with the maintenance department, said Kavanaugh. “We’re still working on this one,” he admitted. “Bayer is no diff erent than other companies—we’re siloed. To get maintenance to buy into asset management, which is an engineering function, it’s challenging. We’re mainly using it for pre-alarms right now. Operations has been more receptive to forming a partnership than maintenance has.”
� e remote services are a growing convenience for Bayer, too. “We’re defi nitely taking advantage of them,” said Kavanaugh. “� e latest asset-optimization implementation was done completely remotely by the group. Part of the Bayer implementation included remote access, so security had to be assured, too.”
� e implementation has been relatively limited so far, said Kavanaugh. “We have done a heat exchanger, an early-warning paging system and IT asset monitoring,” he explained. “We had a heat exchanger with a belt-driven fan that would suddenly fail every six to 12 days. Previously, they’d just go out and replace the fan belt every seven days. We found out the motor amps would increase right before a failure would occur. By putting the asset monitor—a permanent load monitor— in there, we could monitor the amps. Once it reached the threshold, it would generate a page that would go to the maintenance people, who would schedule a belt replacement.”
Thus far, it appears that operational reliability has improved dramatically. “We’ve lowered maintenance costs for the paging system,” said Kavanaugh. “We’ve
improved the ability to respond to our process problems. And we
have the ability to monitor our IT assets. This is becoming very important because I have 110 servers. Remote access has been key for us. The process engineers love this.”
Bits & Bytes
GE Energy (www.ge.com/energy) announced a global OEM agreement to off er Industrial Defender’s (www.industrialdefender.com) cybersecurity technology suite to GE customers.
Cooper Industries (www.cooperindustries.com) joined the Wireless Industrial Technology Konsortium (www.witeck.org) as a promoter member.
Emerson Process Management (www.emersonprocess.com) acquired Epro of Germany to enhance its online machinery monitoring capability.
Schweitzer Engineering Laboratories (www.selinc.com) is now 100% employee-owned.
� e Instrumentation Systems and Automation Society changed its name to the International Society of Automation (www.isa.org).
� e EtherCat Technology Group (www.ethercat.org) is developing a new functional safety drive profi le, which will allow EtherCat drives with CiA402 (CANopen) or SERCOS drive profi le to be used and confi gured in a manufacturer-independent way.
OPC Foundation (www.opcfoundation.org) offi cially opened the North American Certifi cation Test Lab to validate and certify OPC products. � is new lab in Scottsdale, Ariz., joins the fi rst OPC Test Lab, which was opened in Erlangen, Germany, in 2008.
LET’S WORK TOGETHERBayer Healthcare’s David Kavanaugh explains the importance of coordinating asset optimization with the other departments.
IN09Q2_08_09_Packets.indd 8 4/23/09 2:06 PM

9IndustrIal networkIng
Q2 • 2009
2009 HART Plant Entry Deadline ApproachesEnd usErs arE invitEd to EntEr their company’s application of the Hart Communication Protocol for recognition in the eighth-annual Hart Plant of the Year award Program, which recognizes exceptional application of Hart technology. nominations are encouraged from all geographic areas and will be accepted through May 31.
“We seek the plant that has taken the capabilities of Hart instruments beyond configuration and calibration, or one that uses real-time diagnostics and process variables in their Hart-enabled devices integrated with their control, information, asset management and safety systems,” says Hart Executive director ron Helson. “This is the opportunity for end users to share their success and tell the world how Hart technology helped lower their operating cost and increase plant availability.”
selection is based on a plant’s use of Hart Communication, not on the size of the installation. End users can nominate themselves or suppliers can recommend a plant for recognition at www.hartcomm2.org.
Ethernet Alliance IDs Test CriteriatHE EtHErnEt allianCE launCHEd a certification program to assist end users and designers of iEEE 802 Ethernet equipment with their purchasing decisions. the program is designed to standardize test suites to clearly identify the testing criteria to which a particular Ethernet solution has been certified. the certification program is separate from other internal or external interoperability activities conducted in the Ethernet alliance. Companies that successfully pass the identified test criteria will be awarded an Ethernet alliance Certification stamp with an assigned nomenclature to identify which test suite was completed.
“We have consistently heard requests from inside and outside the organization
to establish a certification program that would assist buyers and users of Ethernet equipment,” says Brad Booth, chair of the Ethernet alliance. “as iEEE 802 Ethernet technologies have expanded and evolved in both scope and complexity, it is imperative
that, in addition to our current incubation and interoperability activities, the Ethernet alliance offer ways to develop and simplify testing criteria. The goal of the certification program is to help streamline the customers’ procurement processes.”
Now Offering Industrial Wireless with 802.11n
tel: (251) 342-2164 • fax: (251) 342-6353 e-mail: [email protected]
web: www.n-tron.comManufactured in the USA
• IEEE 802.11 a,b,g,n with Data Rates up to 300Mb/s• 2.4GHz or 5.8GHz Frequencies• IP67 Model Provides Protection Against Dust and Water• 20-49VDC or Power over Ethernet• -40ºC to 70ºC Operating Temperature• Configurable as Station or Access Point in Bridge
or Router Modes• Web Browser Management• Secure WPA2 Encryption
IN09Q2_08_09_Packets.indd 9 4/23/09 2:07 PM

IndustrIal networkIng
Q2 • 200910
I ndustrial Ethernet is the unquestioned digital network leader in manufacturing, but alternative networks continue to thrive in its shadow. Industrial Ethernet, heretofore referred to as just Ethernet, has overcome many limitations in recent years, but barriers to widespread application in some manufacturing applications remain. One of the most obvious barriers is an installed base of non-compatible automation hardware.
The OTher Players“We will continue to use ControlNet, DeviceNet and DH+/RIO for connectivity to legacy equipment that is installed all over our plant,” says Dave Jones, automation engineer/IT administrator at Ash Grove Cement (www.ashgrove.com) in Leamington, Utah.“Ethernet eventually might supplant these other networks, but I still see others in our position. Just look at how long the DCS has hung around. Ethernet adoption still is hindered by the fact that the process control world doesn’t move nearly as fast as the IT world—thank goodness,” he says.
ADCO Manufacturing (www.adcomfg.com) in Sanger, Calif., makes packaging, cartoning and box-making equipment (Figure 1). In addition to Ethernet, ADCO uses DeviceNet, Data Highway+ and, infrequently, ControlNet. “Besides being deterministic, these non-Ethernet networks provide backward compatibility with many other devices and integrate into our mostly PLC control structure more easily,” notes Kevin Gilpin, electrical engineering manager at ADCO.
By dan HeBert, Pe, senIor tecHnIcal edItor
IN09Q2_11_16_CoverFeatr.indd 10 4/23/09 2:16 PM

11IndustrIal networkIng
Q2 • 2009
One reason for the large market share of non-Ethernet networks is that customers have machines that were developed many years ago and still are assembled the same way today, says Stephan Stricker, product manager at B&R Industrial Automation (www.br-automation.com). “As long as these machines work well, there is little pressure for the machine builder to change the network,” says Stricker. “In retrofit applications, many old controllers can’t be upgraded to Ethernet, but the newer controllers can support Ethernet as well as older technologies,” adds Stricker.
If installed base were the only issue holding back Ethernet, then we’d expect Ethernet to eventually triumph as end users upgrade over the years. But proponents of alternative networks point to other Ethernet problems, chief among them topology.
Hard to deal witH StarSDealing with stars can be difficult, whether it’s in the movie industry or industrial networks. “The biggest problem with Ethernet is star topology. If I have 10 devices, I need at least a 12-port switch, and that’s expensive,” explains ADCO’s Gilpin. “If each Ethernet-enabled device had a minimal switch built in, it would be simple to construct a ring topology network, and Ethernet adoption would progress at a more rapid rate.”
Others agree with Gilpin’s assessment. “Ethernet cables typically need to come back to a central location, rather than daisy chain down the length of a system,” says Jonathan Van Sweden, electrical engineering supervisor at Möllers North America (www.mollersna.com) in Grand Rapids, Mich. Möllers makes packaging/material handling equipment, primarily bag palletizers and stretch-hooders (Figure 2). “Some manufacturers are starting to integrate unmanaged switches into their Ethernet-enabled devices, but this adds additional hardware costs.”
Suppliers agree. “Ethernet offers only the limited star topology unless each device is equipped with an integrated switch,” notes Helge Hornis, PhD and manager of the intelligent systems group at Pepperl+Fuchs (www.pepperl-fuchs.com). “While it’s doable, it clearly drives the cost up.”
A network issue related to star topology is power over Ethernet (PoE). “While PoE is available, the limitations are significant, and it’s currently not possible to use it to power a large number of field devices,” explains Hornis. “In practical terms, this means each field device must be powered separately, and that creates a complex solution.”
Another topology issue is distance limitation. “While Ethernet is limited to 100 m cable runs, CAN-based buses support cable lengths up to 5,000 m without any additional hardware,” notes B&R’s Stricker.
overkillUsing Ethernet to transmit small amounts of data “is like using an 18-wheeler for a trip to the grocery store,” observes Tom Edwards, senior technical advisor at Opto 22 (www.opto22.com). “It’ll work, but it’s not the most efficient way to go. We like to say that nothing is too complex for Ethernet, but some things are too simple. Simple serial-based industrial approaches such as RS232, RS422 and RS485 likely will always have their place, as will the protocols commonly used to communicate over these networks such as Profibus and BACnet.”
An experienced end user has his take on Ethernet overkill. “Ethernet sends out 1,500 words at a time in one packet,” explains Gary Crenshaw, electrical engineer at Beam Global Spirits & Wine (www.beamglobal.com) in Clermont, Ky. “Even though overall transmission rates are fast, for moving small amounts of data like discrete I/O in a PLC, Ethernet is so inefficient that it’s actually slower than some competing networks.” So, just like computers use a different protocol for communications on the motherboard, it appears that certain parts of the plant aren’t always best suited for Ethernet.
“The overhead associated with carrying one bit of data from an on/off device over Ethernet makes it impractical for very simple applications,” thinks Carl Henning, deputy director of Profibus and Profinet in North America (www.profibus.com). “Industrial Ethernet protocols that use all layers of the TCP/IP stack have lots of overhead. EtherNet/IP and Modbus TCP, for example, insist on using all layers of the stack at a large cost in overhead and therefore processing time. The TCP and IP layers add their own header and trailer data, increasing the overhead, so Profinet skips these layers for real-time data. Profinet, like all the serial field buses, uses just layers 1, 2 and 7 of the ISO stack.”
Better tHan etHernetMany think lower-level device and instrument networks will continue to thrive in Ethernet’s shadow for years or even decades to come. The leading candidates for survival fall into two main categories: device-level networks used for moving small amounts of discrete information and instrument networks for communications among analog instruments.
IN09Q2_11_16_CoverFeatr.indd 11 4/23/09 2:16 PM

The device-level networks include AS-i, DeviceNet, Profibus-DP, CANopen, CompoNet and Modbus.
Most of these device-level networks are CAN-based. This is crucial as the worldwide motor-vehicle industry makes extensive use of CAN and this gives CAN-based networks the economies of scale to compete against Ethernet, a point often overlooked by Ethernet proponents.
According to many end users, these other networks are simply better than Ethernet for their particular applications. “We need a device-level network, for example DeviceNet or AS-i, that is relatively noise-immune and can be routed or integrated with I/O device power cabling. The network topology of DeviceNet and AS-i permits devices to be daisy chained together so that you only need to run one cable down the length of a system and tap into it for any device nodes,” explains Möllers’ Van Sweden. “Ethernet does not have a power-integrated cabling system that provides enough power for any significant field outputs such as pneumatic or hydraulic solenoids. DeviceNet and AS-i both have the option of having auxiliary power integrated into the cabling system.”
Many manufacturing facilities need a low-tech device network that offers very simple, often automatic, device
replacement. “Ethernet has some of this ability if the networks are set up properly, but this often requires additional hardware and planning,” says Van Sweden.
AS-i collects low-level data so it can be transmitted as one Ethernet data frame. “It features replacement of field devices without configuration tools, deterministic data acquisition and Ethernet-independent safety implementation for devices such as
e-stops and light curtains,” adds P+F’s Hornis. “AS-i’s low-cost hardware permits a highly distributed I/O layout, and its insulation-displacement technology allows field devices to be mounted anywhere on the network.”
Triangle Package Machinery (www.trianglepackage.com) in Chicago makes packaging machines, specifically vertical form, fill and seal bag machines, horizontal cartoners and combinational weighers. In addition to Ethernet, Triangle uses DeviceNet for a variety of reasons. “The capability of branching to multiple devices in a tree configuration makes installation simple, and there is no need to add a switch or hub to connect a new device,” notes Steve Bergholt, chief engineer, electrical/electronic at Triangle.
Figure 1: This ADCO Manufacturing Intermittent Auto Loader collates and loads ice cream sandwiches into a carton. Its Ethernet network links PLC, touchscreen and VFD.
ADCO MANUFACTURING
INDUsTRIAL NETwORkING
Q2 • 200912
IN09Q2_11_16_CoverFeatr.indd 12 4/23/09 2:17 PM

“We also use the automatic device replacement feature of DeviceNet, so our customers don’t need a laptop to program a device when doing a field replacement. With Ethernet, many devices need to be programmed and have
an address configured with a laptop before use, and this is inconvenient for many end users.”
A more detailed technical explanation of DeviceNet is provided by the Open DeviceNet
Vendors Assn. (ODVA), the organization that supports network technologies built on the common industrial protocol (CIP), including DeviceNet, EtherNet/IP, CompoNet and ControlNet.ADCO MANUFACTURING
1. Star topology 2. Complexity3. Device power limitations 4. Distance limitations5. Vulnerable to intruders6. Forces manufacturing to work with IT7. Not compatible with legacy
components8. Non-deterministic by nature9. Not approved for safety applications10. Intrinsic safety hardware not
widely available11. Competing protocols12. Power up timing delays13. Ethernet-enabled sensors too
expensive14. Switches too expensive
1. Can handle even the most complex application
2. Wide base of experienced practitioners3. Fast advancing technology4. Economies of scale5. Supports multiple protocols
simultaneously6. Easy to integrate with higher-level
software and systems
innovat n.innovat innovat innovat n.wireless I/O
■ Analog, Discrete, Temperature and Serial I/O
■ Transceiver pairs to replace a single signal cable
■ Scalable networks collect thousands of signals
■ FlexPower options include battery, solar and DC
■ Integrated Site Survey for wireless link status
■ 900 MHz and 2.4 GHz license-free radio
■ Multi-layer security protocol
■ IP67, Intrinsically Safe and Class I Div 2 models
■ Analog, Discrete, Temperature and Serial I/O
■ Transceiver pairs to replace a single signal cable
■ Scalable networks collect thousands of signals
■ FlexPower options include battery, solar and DC
■ Integrated Site Survey for wireless link status
■ 900 MHz and 2.4 GHz license-free radio
■ Multi-layer security protocol
■ IP67, Intrinsically Safe and Class I Div 2 models80 m
m
80 mm
For white papers, application information and other educational content:
www.bannerengineering.com/wireless
Sensing unplugged™.
© 2009 Banner Engineering Corp., Minneapolis, MN
BA-1943 Wireless Ad_2-3_IndustrialNet.indd 1 3/31/09 9:11:07 AM
IN09Q2_11_16_CoverFeatr.indd 13 4/23/09 2:17 PM

INDUSTRIAL NETWORKING
Q2 • 200914
“DeviceNet uses a predefi ned master/slave connection set to simplify movement of I/O messages,” says Katherine Voss, executive director of ODVA (www.odva.org). “Many sensors and actuators are designed to perform some predetermined function
in which the type and amount of data the device will produce or consume is known at power-up. So after powering up the network, the only remaining step necessary is for a master device to claim ownership of the predefi ned connection set of its slaves.”
INSTRUMENT NETWORKS HAVE THEIR PLACE� e leading instrument networks include Foundation fi eldbus, HART and Profi bus-PA. Like device-level networks, many industry participants think they will be viable for years to come.
“� e design goals of Foundation fi eldbus were diff erent from Ethernet,” notes Lee Neitzel, senior technologist at Emerson Process Management (www.emersonprocess.com). “Foundation fi eldbus was designed as a multi-drop bus that allows devices to be interconnected on the same run of cable up to 1,000 m long. � is simplifi es installation and signifi cantly reduces installation costs. It is also bus-powered, so separate electrical runs are not necessary, as they are in Ethernet.”
Foundation fi eldbus was designed to be intrinsically safe, unlike Ethernet, “so the power levels on the bus cannot be high Plant-wide
System
IndustrialEthernet
Modbus TCP/IP
Message ManagerILX56-MM
Co
ntr
olN
et
DH+
DH-485
EtherNet/IP
Quantum
HMI Asset Management
OPC ManagementSCADA
Siemens S7
CompactLogix
PLC5 PLC5E
ControlLogix
SLC
Plant-wide
Management
ASIA PACIF IC | AFRICA | EUROPE | MIDDLE EAST | L ATIN AMERICA | NORTH AMERICA
Message ManagerSimple•Easy-to-usemulti-systemdatatransferenginethatresidesinasingleslotofaRockwellAutomation®ControlLogix®chassis.
Smart•EnablesPLC-to-PLCdatatransferwithoutrequiringmessageprogrammingorladderlogic.
Seamless•DesignedtoconnectislandsofautomationandtransferfactoryandplantprocessautomationdatabetweenPLCs/PACsformonitoringandcontrol.
Put ProSoft’s Message Manager in the middle!
Needtosharedataacrossmultiplenetworks?
Where Automation Connects™ www.prosoft-technology.com/INmay09
+1-661-716-5100
There are wars at every level of industrial networking, as vendors try to promulgate their standards as the one true solution. For many users, the best course of action is to pick a battle� eld where the combatants are more limited. This gives users a � ghting chance of picking a winner.
Competitors are most numerous at the Ethernet protocol level. “Our biggest concern with Ethernet is that there are so many di� erent protocols across an Ethernet wire, each with a narrower supplier base than any of the device-level networks,” explains Je� Hanna, manager of control product development at Intelligrated (www.intelligrated.com) in Mason, Ohio.
Intelligrated is a supplier of integrated material handling systems. Its equipment performs high-speed case sortation, accumulation and merging (Figure 3). “At a recent conference, I heard eight vendors claim to be the No. 1 supplier of industrial Ethernet, and they all had di� erent wiring standards and interface chips,” he adds. “Right now, using industrial Ethernet is like
IN09Q2_11_16_CoverFeatr.indd 14 4/23/09 2:17 PM

15IndustrIal networkIng
Q2 • 2009
enough to cause flammable gases to ignite,” adds Neitzel. “Finally, Foundation fieldbus has security mechanisms built in that detect and report unauthorized devices. Ethernet limits its recognition of devices based on their MAC addresses and has no mechanism to actually identify a device.”
Security concernS Security is, indeed, a key relative strength of other networks over Ethernet. “Vulnerability issues will limit Ethernet’s growth in certain sectors,” says Tracy Lenz, senior product support engineer at Wago (www.wago.com). “Hackers can penetrate Ethernet, obtain sensitive proprietary information and inflict various types of damage. Non-Ethernet networks provide isolation from Ethernet and security issues, and it’s virtually impossible to hack into these networks from the outside world.”
Ethernet topologies open the factory up to security risks, agrees David Kaley, product marketing manager for HMIs, networks & SCADA at Omron Electronics (www.omron247.com).
“Anyone able to use a computer can plug in and disrupt production and gather manufacturing intelligence over an Ethernet network,” he states. “The security solution is to run two different Ethernet networks, one office-based and one industrial, but this adds cost and complexity.”
eventual Winner?Many of the initial weaknesses and limitations of industrial Ethernet have been overcome, and some think the time has come to unite. “Ethernet should be adopted and used for all aspects of system integration in business, manufacturing, high- and low-level distributed supervisory controls and security,” says Rick Hakimioun,
SeaLINK Ethernet Serial Servers Offer: • 1, 2, 4, 8, and 16-Port Models • RS-232, RS-422, RS-485, and Optically
Isolated Versions • Included Software Enables Virtual COM
Port Operation• Easy Installation and Con guration • DIN Rail or Table Mount Design• Extended Temperature Option Available
SeaLINK Ethernet serial servers are the fastest,
most reliable way to connect serial devices
to your network.
SeaLINK-Ethernet Control Design-Industrial Networking
1/3page square 4 9/16ÿ by 4 7/8ÿ
We Listen. Think. And Create.
F CUSOn Success
HMIDistributedI/O
Industrial Computing
DigitalI/O
SerialI/O
F CUSOn Success
Figure 2: Möllers says ethernet doesn’t have an integrated cabling system with enough power for significant field outputs such as pneumatic or hydraulic solenoids for its automatic stretch-hooding system.
MÖ
ller
s n
ort
H a
Mer
ICa
trying to implement eight different types of Profibus, and this is not appealing.”
when the standards for industrial ethernet stabilize, that’s’ when Hanna thinks it will grow. “It would be ideal to move to ethernet for a variety of reasons, but without a broader base of vendor support for components that work on the network, it is hard to justify the investment,” he adds. “security and performance issues can be mastered and managed, but trying to support and troubleshoot a system with many different protocols is not a worthwhile task.”
a vendor seconds Hanna’s concerns. “end users and manufacturers need to reach agreement on ethernet protocol standards,” observes Ian Verhappen, director of industrial networks at Mtl Instruments (www.mtl-inst.com). “we face the same dilemma as we did during the fieldbus wars of a decade or so ago. Because of ethernet’s bandwidth this issue is not as difficult as with the slower-speed fieldbuses, but it is important that the end user have a single interface to the data.”
IN09Q2_11_16_CoverFeatr.indd 15 4/23/09 2:18 PM

INDUSTRIAL NETWORKING
Q2 • 200916
senior instrument/electrical control systems engineer for Paramount Petroleum (www.ppcla.com) in Paramount, Calif. “No other networks are needed—Ethernet can be used with a variety of control system protocols like Modbus/TCP and EtherNet/IP, in addition to
HTTP. � e only thing holding back Ethernet is the lack of end-user understanding about its determinism, its association with business IT networks and its vulnerability to hackers.”
At least one vendor agrees with Hakimioun. “Our industry is slow to follow consumer and commercial electronics, but ultimately it always does,” observes Scott Evans, business unit director at Kollmorgen Industrial Automation (www.danahermotion.com). “We simply can’t ignore the low material cost and orders-of-magnitude, greater engineering horsepower of Ethernet. � e tens of thousands of engineers working in non-industrial electronics have fi gured out
ways to make Ethernet deterministic and have set standards such as IEEE 1588 for Ethernet synchronization.”
Another Ethernet strength is easy connectivity to the enterprise. “Ethernet eventually will supplant other industrial networks because manufacturers need access to real-time production fl oor data,” says Mike Hannah, NetLinx product business manager at Rockwell Automation (www.rockwellautomation.com). “� e convergence of Ethernet technologies between traditional IT systems and manufacturing operations provides manufacturers with substantial opportunities to reduce risk and costs, provides secure access to information and improves agility and overall business performance.”
When Ethernet fi rst emerged on the plant fl oor, it clearly wasn’t suitable for most applications. But as Ethernet has improved, the barriers to industrial implementation have fallen one by one.
Proponents are betting that Ethernet eventually will overcome all current limitations and emerge as the one bus to rule them all. Opponents say this will never happen as special-purpose buses will always have their place.
Figure 3: Intelligrated built this high-speed shipping sorter to route goods at a distribution center. Intelligrated relies heavily on Pro� bus for communications within its material handling systems.
INTE
LLIG
RATE
D
General Motors might be in a world of financial trouble, but the company remains one of the largest users worldwide of industrial networking technology. Gary Workman, principal engineer at the Control Conveyors, Robotics and Welding (CCRW) group at GM in Warren, Mich., is one of the world’s foremost authorities on real-world applications of industrial networks.
“At GM CCRW, we use DeviceNet as a cost-e� ective device-level I/O network that supplements our use of EtherNet/IP as a controller-level network,” says Workman. “If I weren’t concerned with support and legacy installation issues, AS-i also would seem to be an alternative complementary device-level network.”
Workman says device-level networks provide more cost-effective connectivity to machine- control I/O-level sensors and actuators than Ethernet does. “The combined power and communication capabilities of both AS-i and DeviceNet better suit the environment than any power-over-Ethernet proposals I’m familiar with,” he adds. “These networks also feature simplicity in addressing and installation practices. Freedom from virus and malware distribution-security concerns is another big advantage.”
For industrial Ethernet to compete at the device level, “individual network-capable components need to be cheaper,” believes Workman. “An Ethernet-capable I/O block needs to be cheaper than a functionally identical DeviceNet-capable I/O block. Also, Ethernet has inherent power-up timing limitations that make it di� cult to apply to time-sensitive tool-changer applications.”
IN09Q2_11_16_CoverFeatr.indd 16 4/23/09 2:18 PM
17IndustrIal networkIng
Q2 • 2009
Power comPany uses FIberoPtIc cablIng and remote control I/o cards In FIeld
Devices AND eXPecTs To elimiNATe 54,000 FT. oF HArDwiriNg
Fiberoptic Networking Powers Up Plant
Aside from the rocky mountAins, the north AmericAn West used to be mostly uncrowded. in fact, Wyoming once competed with Alaska for least populous u.s. state. Well, times and demographics have changed. While most of the westward population shift in recent years has gone to Arizona and nevada, more than a few folks also have migrated to states like montana and Wyoming.
As usual, this influx of people and families has meant more houses and steadily growing communities requiring basic necessities such as water, natural gas, public services and especially electricity.
As a result, two Black hills subsidiaries, Black hills Power (www.blackhillspower.com) and cheyenne Light, fuel and Power (www.cheyennelight.com), spent the past couple of years adding two new power plants to two existing plants at their 320-acre energy complex in Gillette Wyo. Black hills Power (BhP) has 69,000 electricity customers in south dakota, Wyoming and montana, and cheyenne Light has 39,800 electricity customers and 33,300 natural gas customers in Wyoming. Black hills also owns and operates a coal-mining division, Wyodak resources development, which fuels the power plants and is the oldest continuously operated, open-pit coal mining operation in the u.s. BhP and cheyenne Light are divisions of parent Black hills, which has a total generating capacity of 1,000 mW.
PROGRESSIVE IMPROVEMENTon the surface, the three Wygen plants appear to be copies of the utility’s initial neil simpson ii facility. however, because they were designed and built in succession, the developers naturally sought to make each one more efficient to operate, while also decreasing the environmental footprint of each, and minimizing equipment and construction cost increases due to economic changes over the 15 years these plants were built.
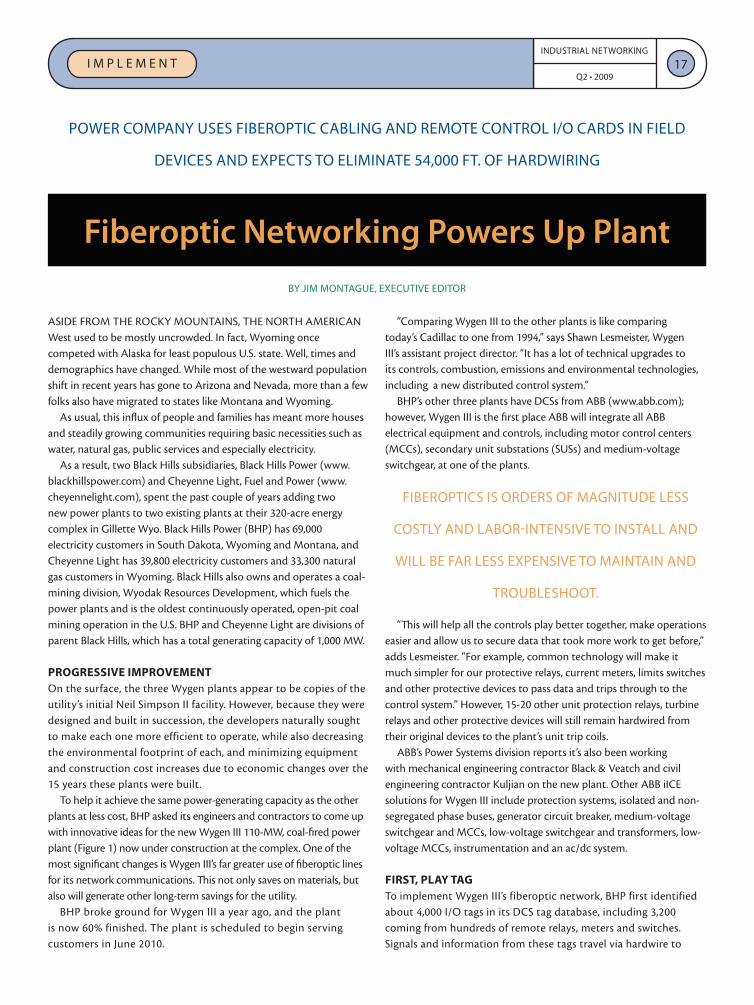
to help it achieve the same power-generating capacity as the other plants at less cost, BhP asked its engineers and contractors to come up with innovative ideas for the new Wygen iii 110-mW, coal-fired power plant (figure 1) now under construction at the complex. one of the most significant changes is Wygen iii’s far greater use of fiberoptic lines for its network communications. This not only saves on materials, but also will generate other long-term savings for the utility.
BhP broke ground for Wygen iii a year ago, and the plant is now 60% finished. the plant is scheduled to begin serving customers in June 2010.
“comparing Wygen iii to the other plants is like comparing today’s cadillac to one from 1994,” says shawn Lesmeister, Wygen iii’s assistant project director. “it has a lot of technical upgrades to its controls, combustion, emissions and environmental technologies, including a new distributed control system.”
BhP’s other three plants have dcss from ABB (www.abb.com); however, Wygen iii is the first place ABB will integrate all ABB electrical equipment and controls, including motor control centers (mccs), secondary unit substations (suss) and medium-voltage switchgear, at one of the plants.
FIberoPtIcs Is orders oF magnItude less
costly and labor-IntensIve to Install and
wIll be Far less exPensIve to maIntaIn and
TroublesHooT.
“This will help all the controls play better together, make operations easier and allow us to secure data that took more work to get before,” adds Lesmeister. “for example, common technology will make it much simpler for our protective relays, current meters, limits switches and other protective devices to pass data and trips through to the control system.” however, 15-20 other unit protection relays, turbine relays and other protective devices will still remain hardwired from their original devices to the plant’s unit trip coils.
ABB’s Power systems division reports it’s also been working with mechanical engineering contractor Black & Veatch and civil engineering contractor kuljian on the new plant. other ABB iice solutions for Wygen iii include protection systems, isolated and non-segregated phase buses, generator circuit breaker, medium-voltage switchgear and mccs, low-voltage switchgear and transformers, low-voltage mccs, instrumentation and an ac/dc system.
fIRST, Play TaGto implement Wygen iii’s fiberoptic network, BhP first identified about 4,000 i/o tags in its dcs tag database, including 3,200 coming from hundreds of remote relays, meters and switches. signals and information from these tags travel via hardwire to
by JIm montague, executIve edItor
I m P l e m e n t
IN09Q2_17_19_featr2.indd 17 4/24/09 4:13 PM

INDUSTRIAL NETWORKING
Q2 • 200918
10-15 remote I/O (RIO) cabinets and then on to the ABB 800xA DCS. Traditionally, cabinet-to-DCS communications at the Wygen plants also were hardwired, which meant thousands more wires going back to centralized controls. This is where the project employs fiberoptics. “These lines carry the plant’s heartbeat, so we need to monitor it just like an electrocardiogram,” says Lesmeister. “However, using fiberoptics instead of hardwiring is orders of magnitude less costly and labor-intensive to install and also will be far less expensive to maintain and troubleshoot. Overall economics mean it’s more important than ever for us to ensure we’re operating as cost-efficiently as possible.”
Kevin deRee, project manager at ABB Power Systems, reports that along with using fi beroptics, BHP integrated many of its I/O cards directly into Wygen III’s electrical devices or located them in the fi eld (Figure 2). � is is expected to eliminate more than 54,000 ft. of hardwired control cable that BHP would have had to use if it hadn’t employed fi beroptics. � is reduced tray, conduit and labor costs, and it saved installation time. “Using fi beroptics and moving DCS I/O points to the fi eld is pretty innovative for the power industry,” says deRee. “However, BHP was previously facing some limits with relying primarily on hardwiring and sought another solution.”
On most of the fi beroptic lines at Wygen III, BHP and its contractors installed 12 pairs of armored fi ber cable to provide ample backup to the two pairs required for functioning. � e plant’s network uses Profi bus communication protocol. “Not only is the fi ber
I M P L E M E N T
ENGINEERING INNOVATIONS = SAVINGS AT WYGEN III
Instead of copying prior electrical designs used in its � rst two Wygen power plants, Black Hills Power encouraged “fresh engineering” and innovations that led to cost savings at the Wygen III plant that’s now under construction.
Basic redesign of the grounding system for the new Wygen III unit improved its eventual layout and reduced cost compared to Wygen II.
Novel approach for running underground cables through duct banks greatly reduced the material and construction costs. The underground cable runs were housed in a more robust, less costly material than standard galvanized-steel tubing originally planned.
Integration of I/O cards directly into plant’s electrical equipment or locating cards in the � eld is expected to eliminate the need for more than 54,000 ft. of control cable at Wygen III. This also reduced cable, tray, conduit and labor costs, and it allowed quicker installation time.
The 110-MW Wygen III power plant arises on the prairie at Black Hills Power’s 320-acre
energy complex in Gillette, Wyo.
BLAC
K H
ILLS
PO
WER
FIGURE 1: POWER SOURCE
IN09Q2_17_19_featr2.indd 18 4/24/09 4:14 PM

FIGURE 2: ELECTRICAL ENGINEERING CAPABILITIES, BLACK HILLS PROPOSED REMOTE I/O
19 INDUSTRIAL NETWORKING
Q2 • 2009
robust and easier to terminate now, but the copper-to-fi ber media converters function better and are less costly now,” says deRee.
“Wygen III was supposed to be a copy of Wygen II,” he adds. “However, we all sat down together and found we could relocate some MCCs and rearrange electrical loads to be closer to the end devices and this saved cable, too.” ABB also helped redesign Wygen III’s grounding system, improved its layout and reduced its cost compared to the earlier plants.
It also recommended running underground cables through duct banks at the plant. � e underground cable runs now could be housed in a more robust but less costly material than standard galvanized-steel tubing.
FIBER IS ROBUSTLesmeister says traditional criticisms that fi beroptic cables are too delicate, prone to breaks and hard to terminate didn’t phase BHP because it used fi beroptics on a limited basis for a single motor control center running the air quality control system (AQCS) at Wygen I, which started up in mid-2003, and at Wygen II, which started in January 2008. “We ran fi ber from the I/O points in the AQCS as a test,” he explains. “We were a little leery early on because we hadn’t done it before, but we just pulled several additional pairs of fi ber. � at way, if the one we terminated broke, then we could just move to and terminate another. Due to the low cost of the added fi ber, this was easy to justify. However, we terminated those lines once, and we haven’t had to rewire any of them since. I think fi ber still has a few drawbacks, but it’s well worth it. Fiber is a lot more robust than many people believe. You just have to look at your whole application and pick the right routing—one that’s less risky and less likely to be damaged. Our experience with fi ber gave us the confi dence to take a much bigger step into it at Wygen III.”
Lesmeister adds that BHP also had some early help learning about, experimenting with and fi nally adopting fi beroptics from Black Hills Fiber Communications, a former division of BH, whose staff still helps BHP when needed. “� ey taught us, did splices, performed testing and fi xed pairs when we lost them,” he says. “Our fi ber may be used for data communications and controls, but it’s still the same physical cable as on any phone or TV system, which means we can call in help when we need it, and so can anyone else who uses it.”
“OUR FIBER MAY BE USED FOR DATA
COMMUNICATIONS AND CONTROLS, BUT IT’S
STILL THE SAME PHYSICAL CABLE AS ON ANY
PHONE OR TV SYSTEM, WHICH MEANS WE CAN
CALL IN HELP WHEN WE NEED IT, AND SO CAN
ANYONE ELSE WHO USES IT.”
BLAC
K H
ILLS
PO
WER
Main Unit Aux.Transformer
Generator Step-Up
Transformer
S800IO
SwitchboardMV 4.16 kV
S800IO
MCCMV 4.16 kV
SUSLV 480 V
MCCLV 480 V
S800IO
S800IO
To DCS
Power DistributionI/O CablingCommunication Cables
To integrate � beroptic communications into its under-construction Wygen III power plant, Black Hills Power and its contractors integrate control I/O cards into the plant’s equipment. This allows BHP to run � beroptic communication cables to its DCS, instead of installing a wire for each signal it needs.
IN09Q2_17_19_featr2.indd 19 4/24/09 4:14 PM

b a n d w i d t hindustrial networking
Q2 • 200920
b a n d w i d t h
Moving analog signals and otherdata from measurement and sensing devices to control systems and across networks means that most if not all analog signals generated on machines eventually are converted to digital.
For industrial applications, it’s practical to convert analog signals to digital for amplification and computation, multi-variable and bidirectional communication, reducing media cost and complexity
or improving system accuracy and speed.This conversion is necessary when analog signals
are to be transmitted using an industrial network, says helge hornis, manager of the intelligent systems group with Pepperl+Fuchs (www.pepperl-fuchs.com). Programmable logic controllers also operate on a digital version of the original analog signal, but since the analog signal is connected to a card in the PlC rack, this fact is less obvious, he notes.
With dCss, PlCs and remote i/o cards, analog signals commonly are digitized via onboard a/d converters that are read and controlled by a local processor. “For industrial networks, a field-mounted analog input block digitizes the analog signal into a series of bits that are then transmitted via the network with analog values typically represented as 12-, 14- or 16-bit values,” says hornis.
since the a/d conversion takes place in a field module, cabling from the device to the module is important. voltage drops in the cable create inaccuracies, and the same is true when the analog device is connected to an analog card in the PlC, adds hornis. Because the conversion takes place at an earlier point if a field-mounted analog bus module is used, wiring is less critical simply because the cables can be shorter.
Connector selection plays varying roles, depending on the type of signal measured, says don lupo, director of marketing and sales for process products at acromag (www.acromag.com). “in cases when signals are very low-level—µv or below—the connector materials, thermodynamics of the system and any contact resistance will have a greater impact,” he states. “in these cases every connection becomes a small thermocouple junction due to the dissimilar metals and temperature gradients in the system. The addition of static and dynamically changing leakage currents also can impact the signal measurement across these junctions. When analog
signals are greater than 10 vdc and specifically more than 100 vdc, the insulation and spacing of the materials play a greater role in isolating the signal from the other channels, earth ground and people.”
The combination of capacitance and resistance of the connectors impact the speed at which analog signals can be passed, and lower connector capacitance, or communications link capacitance, generally means higher bandwidths, he says.
data integrity in analog-to-digital conversions involves choosing a good communication protocol with the needed reliability, suggests lupo. in ethernet transmissions, the use of tCP/iP ensures that data will make it through, he says.
a/d conversion data integrity also can be protected by increased sampling and retries, says lupo. “it’s always possible that one single piece of input data can get corrupted,” he says. “it’s good practice to include additional sampling and retry algorithms to verify the data before acting on it.”
it also is a good practice to loop output signals back to inputs for data integrity and validation purposes, says lupo. “Using feedback techniques is the only real way to know if analog or digital outputs are maintaining their integrity,” he says.
another important test is to determine if there is a lock-up condition that causes data to appear to be valid but actually is stuck in a fault condition. one strategy for this is to sample a known good reference source periodically to verify the circuit is operating properly. This often is referred to as a heartbeat or self-test approach, notes lupo.
signal conditioners ensure data integrity and protect data from noisy signals, says Bob smith, vice president of marketing at dataforth (www.dataforth.com). “Put signal conditioning between your sensor and a-to-d system,” he states. “You should filter out the noise of any systems that aren’t isolated.”
The number of bits is another element smith also cautions users to consider. “a thermocouple is not very accurate—plus or minus a few degrees,” he says. “The only reason why you’d want a 16-bit converter on there is to actually look at some deviation.” he notes that 16-bit a/d converters are increasingly inexpensive.
Philip Burgert is a freelance writer, specializing in the technical trade media.
“it’s always possible
that one single piece
of input data can
get corrupted. it’s
good practice to
include additional
sampling and retry
algorithms to verify
the data before
acting on it.”
Everybody’s Converting
Phil [email protected]
IN09Q2_20_Bandwidth.indd 20 4/20/09 9:23 AM

NETWORK TERMINALSNetBloc is 11 different networking terminal units that provide network connection and network cable management on 35-mm DIN-rails, and it gives engineers a method to organize, manage and label networking connections in much the same way they currently manage power and signal connections.Weidmüller; 804/794-2877; www.weidmuller.com
WIRE AND MORE WIRESensor, transducer, hook-up, heater, RTD, thermocouple, TC extension wire and MI cable include solid or stranded wire with single, one-pair or multi-pair conductors. Continuous lengths to 5,000 ft are available for bulk and OEM needs. Twenty-five-ft to 500-ft production spools are suited for connecting strain gauges to solder terminal strips and pads.Omega Engineering; 203/359-1660; www.omega.com
PROFINET CORDSETSFour-wire cordset line provides plug-and-play connectivity for applications using Profinet protocols and connect to the company’s
BL67 Ethernet gateways for Profinet, which can be connected to up to 32 I/O modules/gateway and allow smooth integration into current fieldbus structures.Turck; 800/544-7769; www.turck.com
EXPAND NETWORKINGTwo EtherCat modules for fiberoptic cabling, the EK1501 EtherCat coupler and EK1521 junction terminal, offer long-distance networking to 2 km. The EtherCat I/O terminal system supports line, ring, tree and star wiring topologies.Beckhoff Automation; 952/890-0000; www.beckhoffautomation.com
FLAT CABLEKwikLink flat cable system is ODVA-approved for DeviceNet networks and light-duty, IP20-rated applications. The media and connectors
use insulation-displacement technology, which helps reduce assembly time and labor costs.Rockwell Automation; 440/646-3434; www.ab.com
Maintaining Data integrity requires robust CoMponents
for inDustrial environMents
Connections Make the Network
PhySICAL DISTANCE AND ELECTRICAL NOISE ARE NOThINg compared to problems that result from bad connections. how can network engineers maintain data integrity?
“As networking systems spread further into more industrial environments, the importance of sound connector design becomes all the more critical,” says Steven Barber, product marketing manager—Combicon at Phoenix Contact (www.phoenixcon.com). “Vibration and industrial gases or solvents can negatively impact the integrity of an interconnection.” Network engineers need to consider a wider range of connector attributes than simply size or data rates, he says.
“Data integrity can be maintained by selecting high-quality, ruggedized components, including certified cables, cordsets and connectivity,” says Brian Shuman, RCDD, senior product development engineer, Belden (www.belden.com).
Maintaining data integrity is as simple as maintaining connection integrity, explains Michelle goeman, product manager—terminal blocks and electronic interface at Wago (www.wago.com) “Sound connections will contribute to sound data,” she says. “Seek termination technology that is robust enough to withstand normal operation like heat and vibration, and yet doesn’t require a special install or maintenance.”
by patti pool, new proDuCts eDitor
21inDustrial networking
Q2 • 2009r e s e a r C h
IN09Q2_21_23_Research.indd 21 4/21/09 9:42 AM

IndustrIal networkIng
Q2 • 200922 r e s e a r c h
GO THE DISTANCEX20 fiberoptic module increases the distance between decentralized, remote modules up to 2,000 m. The system was developed for industrial Ethernet use. Different hub devices can be configured from a kit. Hub units with two RJ-45 connections are available, which are simply lined up together or added to a bus controller.B&R Industrial Automation; 770/772-0400; www.br-automation.com
ELECTRICAL WIRETHHN 19-strand 600 V uncoated copper wire in 4-14 gauge is suitable for rewiring 600 V applications in wet or dry locations. MTW-type wire in 19- and 26-strand 600 V bare, annealed copper, 1-16 gauge, is for
control cabinets, machine tool applications and appliance wiring applications. Both wires are UL, cUL, CSA and NEMA-rated and available in 500 ft spools. AutomationDirect; 770/889-7876; www.automationdirect.com
FLEx, THEN FLEx AGAINEnduroFlex XM industrial control cables are tested to exceed 10 million bending and torsional flex cycles. The cables feature a special core design to withstand the abuses from heat generated by friction from constant motion and a TPE outer jacket for
excellent resistance to liquids and abrasions in the manufacturing plant, as well as CRXM versions that feature a high-performance elastomer outer jacket designed for continuous operation in extreme oil and chemical environments. Northwire; 715/294-2121; www.northwire.com
CONNECT IN A SNApSnap-HD-G4F6 header cable connects digital I/O to PACs and Ethernet I/O. The 6-ft cable includes connectors for two digital I/O racks. A 32-channel, module-cable-I/O rack combination provides 32 points of channel-to-channel isolation, 4,000 V isolation from the field side to the control side and an increase from a 100 mA switching and sensing capability to 3 A. Opto 22; 800/321-6786; www.opto22.com
AUTOMATION CABLESA family of industrial automation cables meets the stringent requirements of key industrial automation protocols. The line
includes cables for ControlNet, RS485, DeviceNet, Fieldbus/Profibus and Industrial Twinax.Alpha Wire; 908/587-4021; www.alphawire.com
pLUGGABLE WIRINGX-Com-System terminal block families have an increased short-circuit-current rating (SCCR) of 100 kA when used with appropriate fuses, which allows integration of the X-Com pluggable wiring system in applications that require higher currents.Wago; 262/255-6222; www.wago.us
SpACE SAVERUT 2.5-MT, -TG and -MTD terminal blocks include knife disconnect, component and feed-through types with 2.5 mm² cross sections. They are UL rated for 300 V (MT, TG) and 600 V (MTD) and support switchgear and control system applications.Phoenix Contact; 800/322-3225; www.phoenixcon.com
ETHERNET CABLESCategory 6 DataTuff twisted-pair cable No. 7940A is Ethernet/IP-compliant and comes in a bonded-pair, round construction, which makes it suited for sealed industrial Ethernet connectivity applications. It can future proof mission-critical network and automation system backbones in processing and discrete industrial manufacturing plants and large industrial infrastructures.Belden; 765/983-5200; www.belden.com
CORDSETSEcolink M12 cordsets have a lock-in-place coupling nut that secures the cordset to quick-disconnect sensors and prevents
the cordset from detaching in high shock and vibration environments. The product acts as a mechanical end-stop that prevents possible damage to the Viton O-ring from over-tightening.ifm efector; 800/441-8246; www.ifm-electronic.com
IN09Q2_21_23_Research.indd 22 4/21/09 9:42 AM

23IndustrIal networkIng
Q2 • 2009
PLUGS AND JACKSRJ-45 Ethernet plugs and jacks are designed for compact applications requiring high density and high protection levels. The IP67/IP20-rated connectors are built in accordance with the specification for Profinet-driven robotic devices. Supplied in tray packs, the plugs and jacks conform to IEC-60603-7.Molex; 800/786-6539; www.molex.com
COMMUNICATIONS MODULESDesignated the EOTec 2C31 (single self-healing ring) and 2C32 (dual self-healing ring), the communication modules provide multiple communication paths between the various elements
of the control system and utilize advanced downstream multicasting technology. In the event of a failure on one communication path, communications are still maintained along a secondary path or, in the case of a dual-ring, tertiary paths.Ultra Electronics; 512/434-2850; www.ultra-nspi.com
MULTI-PORT JUNCTION BLOCKSM8 multi-port, IP67-rated junction blocks have three-pin M8 connectors (v3 style) in 4-, 6- and 8-port models. They reduce cabling expenses and simplify wiring to allow multiple sensors to be wired to a single block with a single cable run back to a controller.Pepperl+Fuchs; 330/486-0001; www.pepperl-fuchs.com
I/O FOR THE OUTDOORSOutdoor PushPull I/O connector family is an IP67 solution for fiber, power and copper signal connections in telecom installations. The I/O design eliminates the need to inventory costly cable assemblies
and can be used for WiMAX and LTE base stations.Harting North America; 847/717-9316; www.harting-usa.com
PROGRAMMABLE HEADERSSeries 680 RoHS-compliant programmable headers and covers eliminate the need for a DIP switch in many situations
and are available pre-programmed if requested. The headers and covers are constructed of black UL 94V-0 glass filled 4/6 nylon and are available with either plain (solid) or top-slot press-on covers.Aries Electronics; 215/781-9956; www.arieselec.com
ROHS-COMPLIANT CONNECTORStar-Line EX RoHS-compliant circular connector provides up to 1,500 A in signal, control and power applications and can be used in Zone-1-IIc hazardous environments. It comes with solder, crimp or pressure terminals, eliminating the need for hard wiring to terminal blocks enclosed in junction boxes.Amphenol Industrial Operations; 800/678-0141; www.amphenol-industrial.com
MINI BLOCKSASIMT, ASIMTQUATTRO and ASIMTTB micro-miniature terminal blocks mount on a 15-mm DIN-rail and are suited for limited enclosure space applications. They have a current rating to 15 A at 300 V and a wiring capacity of 30 to 14 AWG in single level, multiple wire and dual-level designs.Automation Systems Interconnect; 877/650-5160; www.asi-ez.com
QUICK-CONNECT SOLUTIONM5 Male Connector Series for a variety of quick-connect/disconnect interfaces for pneumatic/hydraulic valves and sensor applications can be integrated into other products and applied during molding, potting or epoxying processes. Others can be mounted on panels, bulkheads
and sheet metal or attached to conduit. Available forms include standard
Mini, DIN 43650 Form A/ISO 4400, EN175301-802:2000, Sub-Micro 8 mm and 9.4 mm. Canfield Connector; 330/758-8299; www.canfieldconnector.com
LOW INSTALLATION COSTLine of IEC terminal blocks meets applicable UL, CSA and IEC standards and are rated for Code 1, factory wiring only, and Code 2, both factory and field wiring. Screw clamp terminal blocks are available 20–35 A, in both spring and screw clamp.c3controls; 724/775-7926; www.c3controls.com
IN09Q2_21_23_Research.indd 23 4/21/09 9:43 AM

f i r s t b i tindustrial networking
Q2 • 200924
f i r s t b i tp a r i t y c h e c k
some plant
operators would
say the ability to
live-work the trunk
circuit is not really
the issue.
John [email protected]
the acronym representing the fieldbusnon-incendive concept (fnico) is pronounced a few ways, but will it be pronounced dead when the iec revises its underlying standards? should fieldbus practitioners—especially those who have used it or are planning to use it—be concerned?
prior to 2004, users and designers of foundation fieldbus h1 and profibus-pa were concerned that conforming to the entity-concept intrinsic safety
requirements would seriously limit the usefulness of fieldbus. strict adherence to the standard could result in a limit of five or fewer devices per segment, as power supplies and devices were designed to limit the total energy at any point in the network. by 2004, the german federal physical technical institute (ptb) developed the fieldbus intrinsically safe concept (fisco), which provides much-improved flexibility for those installing fieldbus segments and devices in and through Zone 1 hazardous areas where explosive vapors can be present 10-1,000 hours/year.
fnico is fisco’s sibling for installations where the devices are restricted to Zone 2, and where live work is performed without a gas test. fnico provides even greater power and flexibility, since the hazardous area requirements are not as strict.
both fisco and fnico allow live work on the trunk, as well as spurs and devices. The trunk refers to the homerun of the network that carries all signals back to the house and also is the means to carry segment power to all two-wire field devices. users planning live work on the trunk, while the process is online or capable of creating explosive or hazardous vapor clouds, should ponder this practice’s basis in reality. consider that when one lifts even one conductor of the trunk, all power and communication on the segment ceases and any valve on the segment goes to its fail position. any craftsmen or techs who try this in most of the plants i visit might find their gate passes don’t function the next day. We never want anyone doing live work on the trunk, do we? even if we are just connecting a tester, this can be done on a spur and might well need a gas test to use it anyway.
some plant operators would say the ability to live-work the trunk circuit is not really the issue. The goal is to eliminate finding a confusing mixture of
circuits after they open the field junction box, which is the case with some alternative techniques. at least with fisco and fnico, the engineer doesn’t need to distinguish between circuits that are live-workable in the hazardous area and those that are not.
While fisco allows live work on the trunk, it also is obliged to ensure that a second fault does not create enough energy to ignite a passing cloud of flammable gases. so, for example, when a fork-
truck driver spears a junction box and takes out the trunk, the resulting spark would not cause an explosion. concerns about plant personnel with “emerging” skills and knowledge drive many down the most conservative path.
Those applying fnico have become a little concerned since it came to light that a new fisco ic standard was to supercede and replace it. in a virtual conversation i had with Thomas Klatt, business development manager for pepperl+fuchs (www.pepperl-fuchs.com), on foundation fieldbus forums (http://forums.fieldbus.org), he says, “With the second edition of the fisco standard (iec 60079-27) fnico was replaced by fisco ic. all this trouble starts with the request from iec to specify comparable explosion-protection methods in the same standard. ex nl (non-incendive) is comparable to is. so with the next revision of the non-incendive standard (iec 60079-15) the ex nl part will be deleted completely (probably in 2011).”
some companies have fnico implementations on the drawing board and are wondering what to do. These users and their consultants should take heart. it doesn’t appear you can buy any eX ic devices anytime soon. eX ic is the rating that’s to take the place of nl. “it is also recognized that fnico and nl equipment will be used for many years and the second-edition fisco standard details how these also can be used to create an ic system”, says phil saward, fieldbus product manager for mtl instruments (www.mtl-inst.com), in that same forum thread. “The comforting thought is that you can begin to think in terms of ic. however, if you do not like change, you can continue using fnico or non-incendive equipment for the foreseeable future.”
John rezabek is a process control specialist at isp in lima, ohio.
You Say, ‘F-knee-co’; I Say, ‘F-nye-co’
IN09Q2_24_ParityCheck.indd 24 4/20/09 10:14 AM

25IndustrIal networkIng
Q2 • 200925p r o d u c t s
LAN VALIDATIONEtherScope Network Assistant service performance tool tests the performance of DHCP, DNS, email, FTP, NT file, Web and WINS servers with custom, service-specific pass/fail limits to each test. The Ethernet Performance Tests suite provides RFC2544 tests for throughput, latency, loss, back-to-back, plus advanced tests for loss rate, jitter and bit errors. Fluke Networks; 800/283-5853; www.flukenetworks.com
WI-FI/ETHERNET DAQSix wireless and Ethernet data acquisition modules perform remote monitoring and control in harsh environments. The modules combine high-voltage digital I/O and IEEE 802.11b/g (Wi-Fi) or Ethernet communication to remotely monitor actuators. NI 9921 and NI 9922 IP enclosures protect equipment from dust, splashing water, industrial environments.National Instruments; 800/258-7022; www.ni.com
OPC SERVER GATEWAyFS-B-OPC server gateway links building automation devices and networks to OPC
using the FieldServer driver library combined with the FieldServer OPC server software in one stand-alone package. Server is OPC Foundation-compliant with Data Access server version 2.0. The base system has a 1,000-point capacity upgradable to 10,000 points.FieldServer; 888/509-1970; www.fieldserver.com
GATEWAy TO COmmuNICATIONnetTAP 100 gateway can link major fieldbuses, real-time industrial Ethernet and serial protocols with master and slave protocols. The configuration software for the master side is an enhanced version of Sycon.net, an FDT/DTM-based tool. A standard USB port is used for configuration and loading firmware and diagnostics. Hilscher North America; 630/505-5301; www.hilscher.com
WIRELESS mODEmBlueTree GPRS Edge 6400 modem series for telemetry/SCADA applications is based on 2G wireless technology and supports the Edge protocol with automatic fallback to GPRS. Features include metal enclosures, Class I, Div. 2 certification; USB, serial and Ethernet ports; multiple mounting options including DIN-rail, IPSec VPN, built-in routing functionality and IP pass-through.Sixnet/BlueTree Wireless; 919/259-8012; www.bluetreewireless.com
TRuE RmSSensorLex 8B33 signal conditioners measure True RMS values of input signals. Each 8B33 True RMS input module provides a single-channel ac input that is converted to its True RMS dc value, then filtered, isolated, amplified and converted to a standard process voltage or current output.Dataforth; 520/741-1404; www.dataforth.com
25
a d I n d e x
ContaCt us555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143
630/467-1300 • Fax: 630/[email protected]
Editorial tEam Editor In Chief Joe Feeley Executive Editor Jim Montague Managing Editor Mike Bacidore Digital Managing Editor Katherine Bonfante Senior Technical Editor Walt Boyes Senior Technical Editor Dan Hebert New Products Editor Patti Pool Editorial Assistant Lori Goldberg
dEsign & ProduCtion tEam Art Director Derek Chamberlain Multimedia Director Scott Babcock
Publishing tEam Group Publisher/VP, Content Keith Larson Ad Traffic Supervisor Anetta Gauthier Director of Circulation Jack Jones Group Art Director Steve Herner
subsCriPtions888/644-1803
salEs tEamnortheastern and mid-atlantic regional manager
Dave Fisher • [email protected] Cannon Forge Dr., Foxboro, Massachusetts 02035
508/543-5172 • Fax: 508/543-3061
midwestern and southern regional managerGreg Zamin • [email protected]
555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143630/467-1300 • Fax: 630/467-1124
Western regional managerLaura Martinez • [email protected]
218 Virginia, Suite 4, El Segundo, California 90245310/607-0125 • Fax: 310/607-0168
inside sales manager Emily Rogier • [email protected]
555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143630/467-1300 • Fax: 630/467-1124
e-marketing account manager Jenny Fanning • [email protected]
555 W. Pierce Rd., Suite 301, Itasca, Illinois 60143630/467-1300 • Fax: 630/467-1124
rEPrintsFostereprints
Claudia Stachowiak • [email protected]/879-9144 ext.121 • www.fostereprinting.com
advErtisEr PagE no.
AutomationDirect ................................................. 2
Banner Engineering ............................................13
Beckhoff Automation ........................................... 6
GarrettCom ............................................................12
Moxa Technologies ............................................... 4
N-Tron ........................................................................ 9
Omega Engineering ............................................. 3
ProSoft Technology.............................................14
Sealevel Systems..................................................15
Transition Networks............................................28
IN09Q2_25_Products.indd 25 4/20/09 10:38 AM

F I R S T B I T
By uSIng The AeS
copRoceSSoR And A
STAndARd SecuRITy
model FoR The
nonce/key pAIR,
compleTely SecuRe
communIcATIonS cAn
Be ReAlIzed BeTween
The STATIonS wIThouT
dRAmATIcAlly
IncReASIng cpu loAd.
In the fIrst part of my dIscussIon in this column about wireless applications (Industrial networking, Q1’08, p34; www.industrialnetworking. net/wireless), I went into some detail about a wind power startup project I’d been working on.
for this application, I needed to tie redundant control and monitoring stations into a redundant central controller. Interconnect is a
challenge because the stations are separated by 100 ft or more, and lightning strikes not only are possible but inevitable and frequent.
I decided on a wireless interconnection strategy since it would offer complete electrical isolation of the stations and even more. the previous column explained how to go wireless, but the trick is ensuring security and creating adequate redundancy.
I’m using the Jennic Jn5139 module product with an integrated sma connector for antenna connection. the Jn5139 is a low-power, low-cost wireless microcontroller integrating a 32-bit rIsc processor, a fully compliant 2.4 Ghz Ieee 802.15.4 transceiver, 192 kB of rom, ram sizes from 8 kB to 96 kB and extensive analog and digital peripherals. the device also integrates hardware mac and aes encryption accelerators and mechanisms for security key and program code encryption.
The Jennic encryption coprocessor implements the nIst-approved advanced encryption standard (aes) using a 128-bit nonce (number used once) and a 128-bit key for encryption. The purpose of the nonce is to allow implementation of a counter, date or otherwise disposable portion of the key so if an intruder simply repeats an earlier message, the decryption will fail since an old nonce would be embedded in the packet.
By using the aes coprocessor and a standard security model for the nonce/key pair, completely secure communications can be realized between the stations without dramatically increasing cpu load.
What about the potential for jamming? 802.15.4 is based on a spread-spectrum technique that makes the radios frequency-agile in the 2.4 to 2.5 Ghz band. they jump from one frequency to another to avoid interference
with other radios operating in the same region of space and frequency. this reliability feature also dramatically improves their jam-tolerance. a jamming system would have to transmit on frequencies spanning 100 mhz—from 2.4 to 2.5 Ghz—to jam operation, and this is a difficult and costly proposition.
further, the module units support antenna diversity—the use of dual antennas located
in different locations or orientations. the antennas can be selected alternately to avoid destructive interference nodes or blocked pathways in the environment.
my redundant control system is inherently easier to design with the wireless communications, since “cutover” between one weather station and another, or between one motion control system and another, or even one main controller and another, only involves changing the addressing field in a transmitted packet.
there are no muxes, relays, routers or switches to interpose and control between the terminal stations. this eliminates software headaches, as well as more single-point-of-failure hardware devices that so often complicate our best-designed redundant systems.
to experiment with Zigbee, I’d certainly recommend starting with the $500 Jennic home monitoring evaluation kit that contains five aa-powered evaluation boards, seven Zigbee radio modules and a fantastic set of c-based development tools with enough sample code and documentation to get you started on becoming a Zigbee expert.
While the offerings from many other vendors in this market are excellent, I’m always in the mode of delivering full-featured applications very quickly. having great documentation, copious sample code and a fully working set of demo hardware that can form the core of my own design is about the only way I can feel comfortable about trying something radically new.
Give it a whirl!
ned Lecky is a mechanical and electrical engineer with 25 years of hands-on experience in control systems and machine vision. he is owner of Lecky Integration (www.lecky.com).
InduSTRIAl neTwoRkIng
Q2 • 200926
Secure Embedded Wireless—Part II
T e R m I n A T o R
InduSTRIAl neTwoRkIng
26
T e R m I n A T o R
IN09Q2_26_Terminator.indd 26 4/20/09 10:40 AM

control AND control design hAve the cAreer resources NeeDeD to fiND the perfect job.
Never let aNother job opportuNity pass you by!
Manage your job search post your resume anonymously and at no charge Access hundreds of corporate job postings often not found on the monster boards setup advanced job Alert system find highly targeted and focused job opportunities
THE CAREER RESOURCE FOR PROCESS AUTOMATION PROFESSIONALS
Control Connection
THE CAREER RESOURCE FOR MACHINE AUTOMATION PROFESSIONALS
Control Connection
THE CAREER RESOURCE FOR PHARMACEUTICAL PROFESSIONALS
Pharma Connection
THE CAREER RESOURCE FOR FOOD PROCESSING PROFESSIONALS
Food Connection
THE CAREER RESOURCE FOR CHEMICAL PROCESSING PROFESSIONALS
ChemConnection
Plant ConnectionTHE CAREER RESOURCE FOR PLANT ENGINEERING PROFESSIONALS
THE CAREER RESOURCE FOR PHARMACEUTICAL PROFESSIONALS
PharmaQbD Connection
job search today at jobs.coNtroldesigN.com or jobs.coNtrolglobal.com
CD0902_JB_SEEKERS.indd 1 1/27/09 2:59 PM
IN09Q2_FPA.indd 27 4/23/09 2:03 PM

C
M
Y
CM
MY
CY
CMY
K
FITTEST.INDUSTRIALNETWORKING.7x1Page 1 1/20/2009 2:51:54 PM
IN09Q2_FPA.indd 28 4/23/09 2:46 PM