no slide title supplier conf... · todd baggett vp business development business director wally...
TRANSCRIPT

Agenda
• Welcome Wally Johnson 8:00 - 8:30VP, Supply Chain Management
• EPIC Strategy Jochen Lipp 8:30 - 9:00COO & VP of Operations
• Business Development Todd Baggett 9:00 - 9:30VP, Business Development
• Break 9:30 – 10:00
• EPIC Supply Chain Udo Bechtluft 10:00 – 10:20Strategy Director, Logistics

Agenda
• IT Developments Marty Bentley 10:20 – 10:35Director, IT
• Commodity Management Louise Stump 10:35 – 10:50Director, Purchasing
• Supplier Development Hilario Apodaca 10:50 – 11:05Director, Quality
• 2006 Supplier of the Year Award Presentation 11:05 – 11:30
• Q & A – from submitted cards/Wrap-up/Survey 11:30 – 12:00
• Lunch 12:00 – 1:00

EPIC Mission and Values Statements
Mission Statement• Our mission is to exceed our customers expectations as the “Best-In-
Class” provider of full service electronic manufacturing and systems integration.
Quality• EPIC will provide the highest quality products and services, when and
where our customers need them. Continuous improvement will lead our pursuit of defect-free products and processes.
People• Fundamental to our way of doing business is integrity and fairness with
customers, employees, suppliers and shareholders. EPIC strongly believes that expanding the skills, capabilities and empowerment of our employees is key to our collective success.
Profitability• EPIC will manage its business profitably to support our growth and
enhance our shareholder’s value.

Synchronous Flow Manufacturing
At EPIC Technologies, Synchronous Flow Manufacturing means never building product until
our customers say they need it, as well as…•No “Frozen Windows” on Orders
•1 to 2 Day Order Turn Around Time
•99% On-Time Delivery to Customer Request
•Incredible Inventory Turns for our Customers

Key EPIC Strategies
• Customer Satisfaction• Lean Manufacturing• Synchronous Flow• Single Minute Exchange Die - SMED• Visual Techniques• 6 Sigma Quality• Continuous Improvement• MBO Targets are focused on worldwide “Best-in-Class”• Throughput Mentality• Customer Focus Teams• Training Investment• Elimination of Waste• Supply Chain Methodologies• Raw Material KanBan
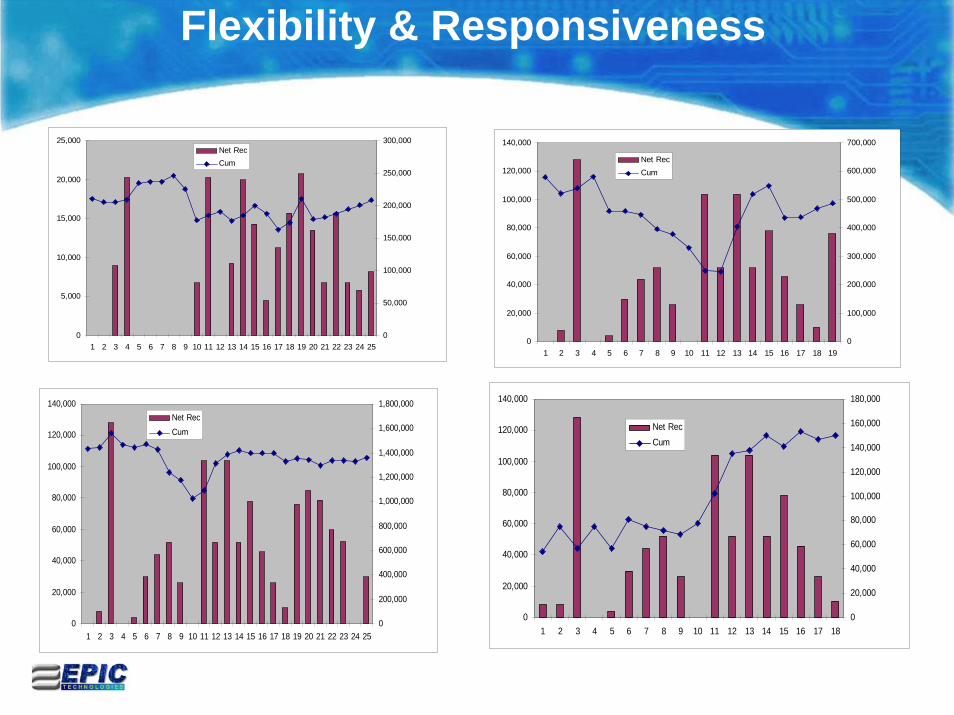
Flexibility & Responsiveness
0
5,000
10,000
15,000
20,000
25,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 250
50,000
100,000
150,000
200,000
250,000
300,000Net RecCum
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 250
200,000
400,000
600,000
800,000
1,000,000
1,200,000
1,400,000
1,600,000
1,800,000Net RecCum
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 190
100,000
200,000
300,000
400,000
500,000
600,000
700,000
Net RecCum
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
180,000
Net RecCum

Flexibility & Responsiveness
0
100
200
300
400
500
600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 260
200,000
400,000
600,000
800,000
1,000,000
1,200,000
Net RecCum
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 180
20,000
40,000
60,000
80,000
100,000
120,000
140,000
160,000
180,000
Net RecCum
0
5,000
10,000
15,000
20,000
25,000
30,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 210
50,000
100,000
150,000
200,000
250,000
Net RecCum
0
100
200
300
400
500
600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 260
200,000
400,000
600,000
800,000
1,000,000
1,200,000
Net RecCum
EPIC Supply Model
• EPIC Technologies core value proposition is to be able to deliver product ‘when and where’ the customer needs it in spite of forecasts being misaligned with actual requirements.
• Flexibility and Responsiveness are fundamental principles of not only our operational execution but also our organizational philosophy.
• The EPIC Supply Chain requires partners who are committed to this goal to help us work together on strategies and tactics to better enable us to satisfy our mutual end customers:
• “Best in Class” Quality
• Elimination of non-value add (Muda, or ‘waste’)
• Short Cycle Times
• Strategic buffers
• Throughput Mentality

What Material Is Now What Materials Needs to Be

Supply Organization
Wally Johnson
VP Supply Chain Mgmt
Louise Stump
Purchasing Director
Lou Nemeth
Purchasing Mgr
Norwalk
Joe Davis
Global Supply Mgr
Ralph Sperling
Purchasing Mgr
Plant 1 & 2
Pam Jackson
Purchasing
Jerome Mettetal
Purchasing Mgr
Johnson City
Udo Bechtluft
Logistics Director
Lou Nemeth
Acting Logistics Mgr
Norwalk
Dwaine Raper
Logistics Mgr
Johnson City
Sukie Medina
Procurement Mgr
Plant 1& 2
Martin Chapparo
Logistics Mgr
Plant 1 & 2
Miguel Barrenada
Customs Mgr
Plant 1 & 2
Cheryl Randleman
Mat'l Analysis Mgr
Norwalk
Agenda
• EPIC Strategy Jochen Lipp 8:30 - 9:00
COO & VP of Operations
EPIC

North American Mfg Locations
El Paso
Juarez Plant 1 & 2
Norwalk
South Lebanon
Johnson City
•Over 500K/Sqft of Mfg
•ISO 9001 :2000 Certified
•ISO/TS-16949 Certified
•ISO-13485 Certified (Juarez & Norwalk), JoCy Q2 ‘06
•FDA Registered Class II & III
•IPC Class II & III Mfg
“ONE PLATFORM”All factories equipped with same
MFG and Test equipment
Currently Evaluating opportunies in Eastern European and Asia

EPIC Corporate Development Update
• Since the completion of the Siemens and Philips acquisitions in FY’05 our focus has been on the successful integration of three facilities, more than doubling our manufacturing capacity, and adding key operational and managerial talent.
• Now complete, the process went remarkably well, exceeding the expectations of our stakeholders and customers, particularly in operational performance and conversion to lean S.F.M. practices.
• Corporate focus shifts to developing greater depth in EPIC’s senior management team and capitalizing on best practices among our operations.

Organization Chart – EPIC Technologies
Acting CEORandy Haight
Todd BaggettVP Business Development
BusinessDirector
Wally JohnsonVP Supply Chain Mgmt
Louise StumpPurchasing
Director
Ugo BechtluftLogisticsDirector
Jochen Lipp COO
Steve FraserU.S. MfgDirector
Mike WashingtonU.S.
Program Mgmt Mgr
Norwalk
Johnson City
Ohio Valley
Chris MunroeEngineering
Director
Hilario ApodacaQuality
Director
Marty Bentley
IT Director
Uwe SteudleMexico Mfg
Director
Fabian HerreraMexico
Program Mgmt Mgr
Mexico Plant 1
Mexico Plant 2
Steve Fries CFO
Mike Goryl
HR Director

EPIC Corporate Development Update
• John Sammut’s request for leave of absence to devote full attention to his son’s critical illness was unanimously supported by our B.O.D.
• To accommodate John’s personal needs, Randy Haight, a member of EPIC’s B.O.D. for the past three years, and a 13-year veteran of the EMS industry agreed to serve as acting President and CEO.
• Randy works closely with Jochen Lipp to provide strategic direction to the company for the foreseeable future. This transition was transparent to our customers. Randy’s experience in a high growth environment adds a valued perspective to EPIC’s immediate future.

Synchronous Flow Manufacturing
At EPIC Technologies, Synchronous Flow Manufacturing means never building product until
our customers say they need it, as well as…•No “Frozen Windows” on Orders
•1 to 2 Day Order Turn Around Time
•99% On-Time Delivery to Customer Request
•Incredible Inventory Turns for our Customers
EPIC's Synchronous Flow Principal
• Motivated employees, which are flexible and well-trained in multiple operations
• Cellular-based layout designed to improve capacity utilization and increase equipment / process flexibility
• Components at point-of-use; no raw material warehouse in manufacturing plants
• Flexible suppliers that can react quickly to pulls, supporting EPIC with bonded and consignment inventories
• Significantly reduced set-up / change-over times enabling multiple product change-over's per shift and very small transfer quantities – greater flexibility for actual customer demand

EPIC's Synchronous Flow Principal
• Close to no WIP, elimination of waste
• High First-pass yield at ICT and Functional Test through small transfer quantities and “Lean System”
• Average production cycle times 1-2 days, in a lot of cases less than 1 shift in a high-mix environment (e.g. producing 25-50 assemblies simultaneously in each work cell)
• This enables rapid respond to customers’ daily pull signalswith very high OTD, shipping products from “finished goods leveling system” triggering rapid replenishment
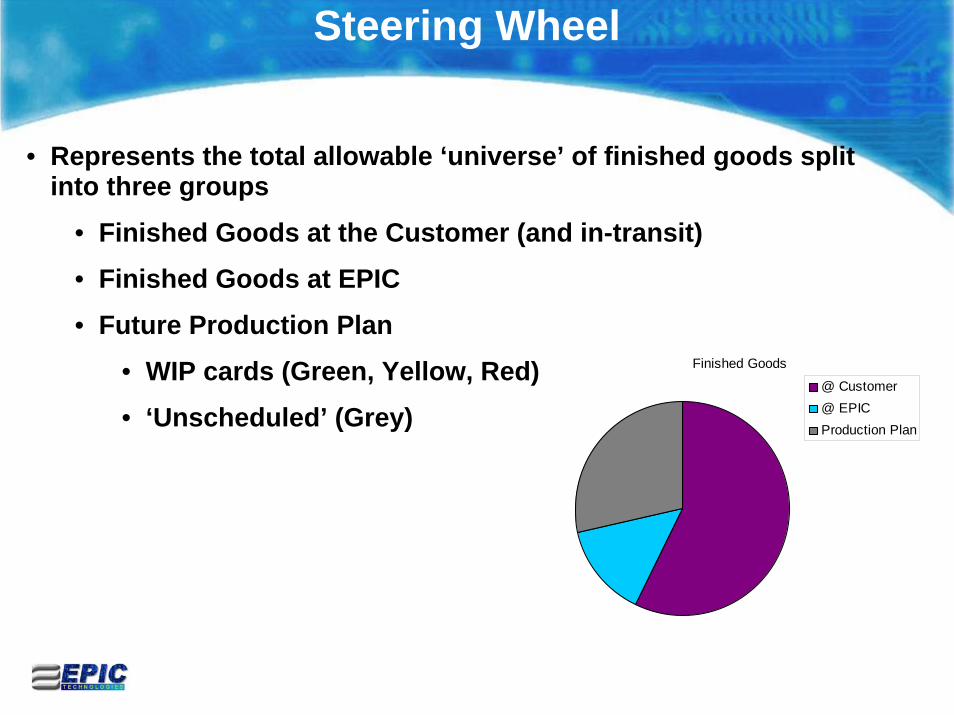
Finished Goods
@ Customer@ EPICProduction Plan
• Represents the total allowable ‘universe’ of finished goods split into three groups
• Finished Goods at the Customer (and in-transit)
• Finished Goods at EPIC
• Future Production Plan
• WIP cards (Green, Yellow, Red)
• ‘Unscheduled’ (Grey)
Steering Wheel

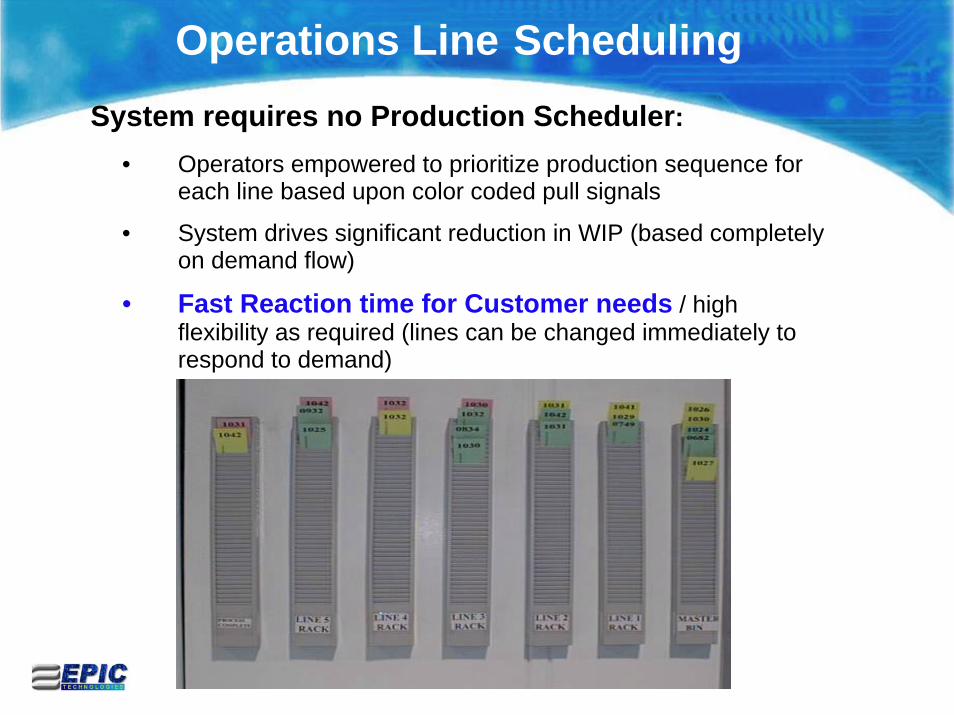
Operations Line SchedulingSystem requires no Production Scheduler:
• Operators empowered to prioritize production sequence for each line based upon color coded pull signals
• System drives significant reduction in WIP (based completely on demand flow)
• Fast Reaction time for Customer needs / high flexibility as required (lines can be changed immediately to respond to demand)

EPIC Global Footprint Development
• EPIC management firmly believes the low-to-medium volume, medium-mix / complexity EMS niche we serve exists on a global basis. We believe that in order to solidify our market position, we will continue to pursue the development of a global footprint to serve this segment.
• We feel the best long-term strategy in the EMS industry will be to support customer demand in N. America from Mexico, in Europe from Eastern Europe and in Asia from China.
• EPIC has enjoyed great success in leveraging the low labor costs in Mexico for our US-based customers. However, where our customers require a presence in other low cost regions, EPIC is committed to further expanding our footprint throughout the world.
• We are very close to finalizing a transaction in Romania and Germany for additional manufacturing capability.
• EPIC is in process now with a potential partner in China to open an International Purchasing Office (IPO).

Agenda
• Business Development Todd Baggett 9:00 - 9:30
VP, Business Development
EPIC

EPIC Technologies at a Glance…..• Mid-Tier EMS provider with 2800 Employees in North America in 5
manufacturing facilities
• Focused on the higher mix, medium volume segment of the Electronic Manufacturing Services (EMS) industry.
• Full Service Offering including product design & engineering, test development, prototype to volume PCB assembly, systems build, direct fulfillment/logistics and repair depot services.
• Strong Quality Disciplines and a drive toward Continuous Improvement (TS16949, FDA registered, ISO13485, and (QSR) 21 CFR Part 820 compliant in all facilities)
• A Lean Manufacturing Model unlike any other in the EMS industry. All manufacturing activities are tied directly to our customer’s consumption and we deliver to customer pull signals very rapidly.
• Targeted Market Segments: Medical, Industrial Controls, Military / Aerospace

Business Development Objectives
• Develop a Sales and Account Management team capable of generating $500M revenue run rate over next 3 years
• Target throughput margins of 35% on average• Identify 10 new customers with revenue of $10M to $50M
per year• Grow the size and scope of relationships with existing
customers who :• value the EPIC model (“lean”)• understand total program cost versus piece price• have a TAM > $ 10M and up to ~$50M
• End goal: 20 – 30 total customers with average revenue per customer of $ 15M. No single customer > 25% of revenue.
Recent Sales and Marketing Initiatives• Recent articles on EPIC in Industry Publications:
• Medical Product Outsourcing magazine (December 2005) “Adapting Lean in Medical Manufacturing”
• Assembly magazine (Jan 2006) - “Optimizing Lean Manufacturing in an EMS Environment”
• Quality Digest magazine (March 2006) – “Integrating Best Practices from an Acquired Facility”
• SMT Magazine (August 2006) – “Solving the Mystery of Failed Components” JoCy FA lab article.
• AME Presentation – “Improving Factory Floor Flexibility” (May 15, 2006) – Greensboro, SC
• SMTA Medical Conference Presentation – “Implementing Lean Manufacturing in EMS”(May 16, 2006) – Minneapolis, MN
• Received Vision Award (SMT Magazine) and Service Excellence Award (Circuits Assembly) at 2006 APEX
• Received Ernst & Young Entrepreneurial Company of the Year for Technology in June, 2006
• SMTA presentation in Chicago on September 29th – “Integrating Lean Systems in an Acquired Facility”

Agenda
• Break 9:30 - 10:00
EPIC

Agenda
• EPIC Supply Chain Strategy Udo Bechtluft 10:00 - 10:20
Director, Logistics
EPIC

Consignment GYR Rating
PartNumber 10/23/06 10/30/06 11/6/06 11/13/06 11/20/06 11/27/06 12/4/061019342S 6,000 15,000 12,000 24,0001020471S 30,000 52,500 55,000 52,500 92,5001020507S 36,000 220,000 224,000 364,0001020512S 51,000 102,000 105,000 105,000 174,0001020617S 22,500 22,500 22,500 25,000 22,500 37,5001020620S 42,000 333,000 333,000 336,000 336,000 336,000 588,0001021611S 65,0001021694S 3,000 14,000 13,000 14,000 13,000 14,000 23,0001021695S 4,000 12,000 12,000 19,0001022779S 7,5001023930S 12,000 39,000
DueDate

Logistics Functions at EPIC
There are several teams in the Logistics world at EPIC• Internal for material movements between warehouse and
lines and especially for El Paso/JZ for material transfer between the ELP warehouse and the JZ facilities
• External like customer service / inside sales and material analysts/planners.
• Inside Sales is the interface to our customers and the responsibilities are to assure on time delivery. The biggest contributor is to maintain a good forecast over at least 6 months.
• Material Analysts/planners are the interface to the supply base and responsible for having the parts we need for our production in our hands.

EPIC Logistics OrganizationUdo Bechtluft
Logistics Director
Dwaine RaperLogistics MgrJohnson City
D. Cox, Buyer
J. Crowe, Buyer
R. Krekelberg, Mt'l Sup
K. Oertling, Buyer
A. Sheehan, BuyerJ. Smith, Shipping Sup
C. Wheelock, Sr Mtl/Log
S. Wilson, Sr Mtl/Log
Sukie Medina Procurement Mgr
Plant 1& 2
J. Portillo, Planner Buyer,
J. Molina, Planner Buyer
Open, Planner Buyer
P. Rojo, Planner Buyer
M. Sarmiento, Planner Buyer
U. Felix, Planner Buyer
F. Fierro, Planner Buye
O. Rosales, Planner Buyer
E. Miramontes, Planner Buyer
Martin ChapparoLogistics Mgr
Plant 1 & 2
C. Morales, Logistics Sup
H. Guterrez, Cycle Cts Mat'ls
J. Garcia, Cycle Cts Mat'ls
J. Jacobo, Logistics Sup
O. Aguirre, Mat'l Sup
C. Jimenez, Matl Sup
Miguel BarrenadaCustoms Mgr
Plant 1 & 2
F. Garcia, Customs
Lou Nemeth
Norwalk
M. Strande, Sr Mat'l Analyst
A. Taylor, Mat'l Analyst
B. Weisenberg, Mat'l Analyst
C. Snyder, Mat'l Analyst
Logistics Mgr Acting

KanBan for ‘Dummies’
• Two Bin System
• Active Bin – Currently in Use
• Reserve Bin – Will support requirements until empty bin can be replenished
• Both Bins Empty – Is ALWAYS a Bad Thing

KanBan Card Scanning System
PLANT FLOOR
Bin 1 is Consumed by Production
Card is Scanned Near Point of Use
Only Exceptions go to Analyst
PURCHASING
Most parts go directlyTo EDI Queue
EDI 850
SUPPLIER
Sends next “Pull” QtyPer release
EDI 855
Supplier AcknowledgesOrder via 855
Not EDINo BlanketSetup ErrorNot Autorel2BE
MANUAL INTERVENTION-BAD 855-NO REPLY AFTER 2 DAYS

Inventory Cycle
Customer places order
with EPICEPIC ships material from
designated finish goods zone
All empty bin cards go
to the 1st process master bin
for replenishment
Operator pulls parts from bin
for production
All empty raw material
cards are placed in master bin Cards are collected & scanned
Parts are received
from suppliers
Parts are taken
to KanBan bins
With cards
Operations Line SchedulingSystem requires no Production Scheduler:
• Operators empowered to prioritize production sequence for each line based upon color coded pull signals
• System drives significant reduction in WIP (based completely on demand flow)
• Fast Reaction time for Customer needs / high flexibility as required (lines can be changed immediately to respond to demand)
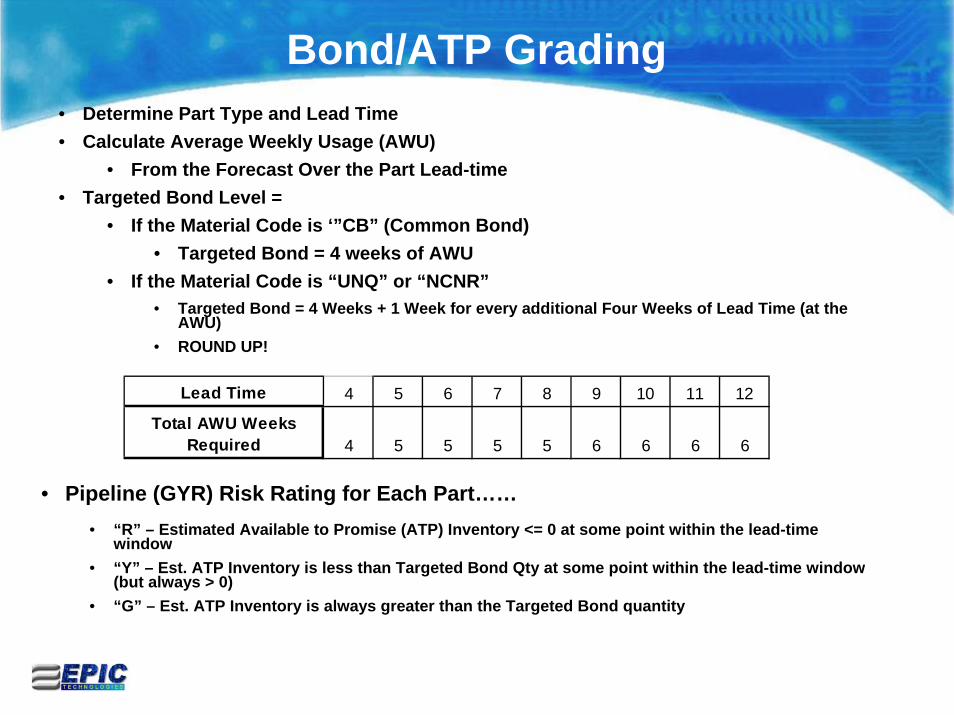
Bond/ATP Grading• Determine Part Type and Lead Time• Calculate Average Weekly Usage (AWU)
• From the Forecast Over the Part Lead-time• Targeted Bond Level =
• If the Material Code is ‘”CB” (Common Bond)• Targeted Bond = 4 weeks of AWU
• If the Material Code is “UNQ” or “NCNR”• Targeted Bond = 4 Weeks + 1 Week for every additional Four Weeks of Lead Time (at the
AWU)• ROUND UP!
• Pipeline (GYR) Risk Rating for Each Part……• “R” – Estimated Available to Promise (ATP) Inventory <= 0 at some point within the lead-time
window• “Y” – Est. ATP Inventory is less than Targeted Bond Qty at some point within the lead-time window
(but always > 0)• “G” – Est. ATP Inventory is always greater than the Targeted Bond quantity
Lead Time 4 5 6 7 8 9 10 11 12
Total AWU Weeks Required 4 5 5 5 5 6 6 6 6
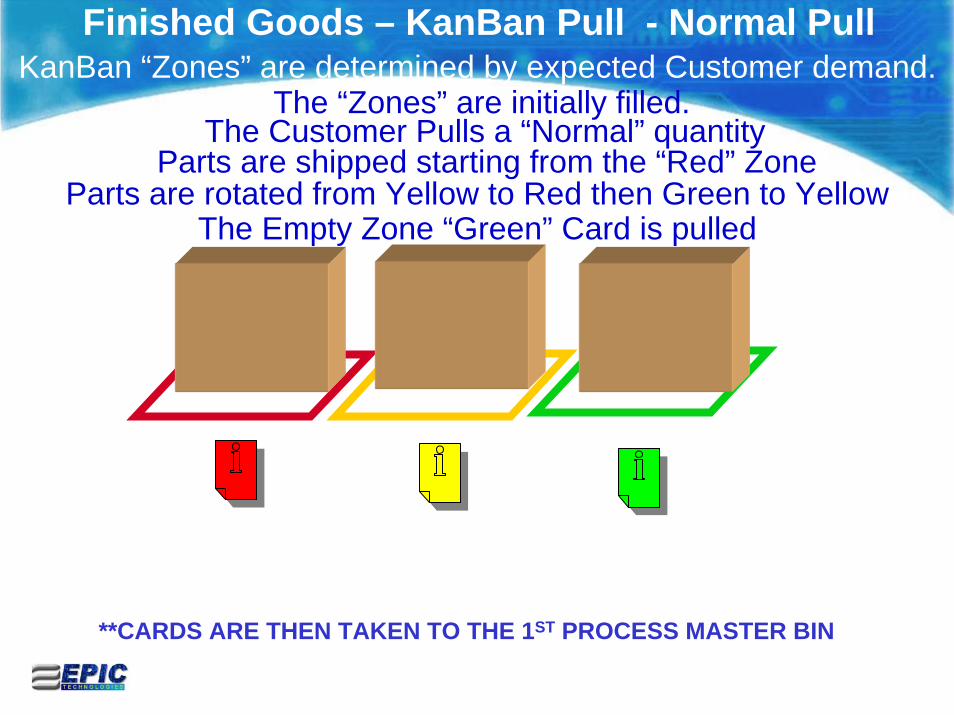
KanBan “Zones” are determined by expected Customer demand.The “Zones” are initially filled.
The Customer Pulls a “Normal” quantityParts are shipped starting from the “Red” Zone
Parts are rotated from Yellow to Red then Green to YellowThe Empty Zone “Green” Card is pulled
Finished Goods – KanBan Pull - Normal Pull
**CARDS ARE THEN TAKEN TO THE 1ST PROCESS MASTER BIN

Finished Goods – KanBan Pull - Larger PullKanBan “Zones” are initially filled
The Customer Pulls a larger than normal quantityParts are shipped starting from the “Red” Zone
Parts are rotated from Green to RedThe Empty Zone “Green” & Yellow Cards are pulled
**CARDS ARE THEN TAKEN TO THE 1ST PROCESS MASTER BIN

Graphical Part Examples
(5)
-
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Targeted Bond QuantityEstimated Available to Promise
(5)
-
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Targeted Bond QuantityEstimated Available to PromiseG Y
(5)
-
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Targeted Bond QuantityEstimated Available to Promise R

Example of Bond Report
EPIC Part Number Part Type
Lead Time
Avg Wkly Usage
Targed Bond Weeks
Targeted Bond
Quantity 10/23/06 10/30/06 11/6/06 1/29/07 2/5/07 2/12/07Part
Rating Mfr Mfg PN5100 0049 CB 6 210 4 840 2,000 2,000 1,440 (800) (800) (1,360) R TYCO 3-435640-95101 0006 CB 1 263 4 1,050 5,000 4,400 4,400 2,000 800 800 Y GRAYHILL94HEB08WRT5500 0026 CB 2 125 4 500 3,000 3,000 3,000 2,000 1,000 1,000 G ALLEGROA3515EUA5500 0027 CB 1 125 4 500 2,500 1,500 1,500 1,500 500 500 G HONEYWESCC15D551048S CB 1 16,125 4 64,500 120,000 102,000 90,000 108,000 84,000 66,000 G TYCO 6404452581112S CB 6 375 4 1,500 7,500 7,500 7,500 4,500 4,500 2,000 G PHILIPS PMBD914TR581134S CB 10 313 4 1,250 6,000 6,000 3,500 1,000 1,000 1,000 Y TEXAS INSLM2902DR581591S UNQ 12 938 6 5,625 4,000 4,000 4,000 (8,500) (11,000) (11,000) R LINEAR TELT1114S14#20238VPEPIC611019S UNQ 10 313 6 1,875 20,000 20,000 20,000 15,000 15,000 15,000 G KOA RK73H2ATTD2493F611038S UNQ 8 1,000 5 5,000 15,000 15,000 15,000 7,000 10,000 10,000 G MURATA GRM216R71H472KA01D621008S UNQ 20 2,969 8 23,750 50,000 47,500 45,000 10,000 5,000 2,500 Y ON SEMI LM324DR2G621245S NCNR 12 156 6 938 5,000 5,000 5,000 2,500 2,500 2,500 G NAT SEMILM4861MX681026S NCNR 6 875 5 4,375 20,000 20,000 18,000 8,000 6,000 6,000 G MURATA LQH31CN220K03L681049S NCNR 8 3,750 5 18,750 50,000 50,000 50,000 40,000 28,000 28,000 G MURATA GRM40X7R103M050AL681052S NCNR 10 5,000 6 30,000 40,000 40,000 40,000 (24,000) (32,000) (40,000) R MURATA GRM21AR72E222JW01D
Available to Promise

GYR based on Available to Promise (ATP)
Part Number XXXX YYYY Bin Size 2,000 Lead Time 6 weeksWeekly Bucket 04-Nov 11-Nov 18-Nov 25-Nov 02-Dec 09-Dec 16-DecBeginning Inventory 2,000 2,000 4,000 4,000 4,000 4,000 2,000 Expected Shipments to EPIC 2,000 - 2,000 2,000 - 2,000 - Production Completions to FG 2,000 2,000 2,000 2,000 - - 2,000 Ending Inventory * 2,000 4,000 4,000 4,000 4,000 2,000 4,000 Part Rating G
Part Number XXXX YYYY Bin Size 2,000 Lead Time 6 weeksWeekly Bucket 04-Nov 11-Nov 18-Nov 25-Nov 02-Dec 09-Dec 16-DecBeginning Inventory 2,000 2,000 1,000 1,000 1,000 2,000 1,000 Expected Shipments to EPIC 2,000 2,000 2,000 2,000 - 2,000 - Production Completions to FG 2,000 1,000 2,000 2,000 1,000 1,000 2,000 Ending Inventory * 2,000 1,000 1,000 1,000 2,000 1,000 3,000 Part Rating Y
Part Number XXXX YYYY Bin Size 2,000 Lead Time 6 weeksWeekly Bucket 04-Nov 11-Nov 18-Nov 25-Nov 02-Dec 09-Dec 16-DecBeginning Inventory 2,000 2,000 1,000 1,000 1,000 - (1,000) Expected Shipments to EPIC 2,000 2,000 2,000 2,000 2,000 2,000 - Production Completions to FG 2,000 1,000 2,000 2,000 1,000 1,000 2,000 Ending Inventory * 2,000 1,000 1,000 1,000 - (1,000) 1,000 Part Rating R
Ending Inventory = Available To Promise (ATP)
Rating CriteriaG ATP never falls below one bin over part lead timeY ATP falls below one binR ATP falls to zero or less

EPIC Pipeline Management Improvement
• The EPIC Bond Report process is ‘best in class’ in terms of its potential to assist us to identify, avoid or at least minimize the impact supply issues.
• Lately it has broken down due to a lack of discipline, communication and focus from both internally and the supply base.
• Starting in the 3Q 2006, all suppliers will receive weekly demerits for each part that is ‘Red’ and is not due to a significant ‘spike’ in demand inside of the lead time (Bond “Reds”).
• A significant ‘spike’ is defined as a pull-in of demand that is larger than the targeted bond quantity inside of the lead-time.
• Consignment parts will be treated in the same manner with additional demerits for any parts having soft orders showing up in the current or following weeks, not owing to a significant ‘spike’ in demand inside of the lead time (Consignment “Reds”).
EPIC Pipeline Management Improvement
• The bond report format will be reduced to a set of mandatory data and calculated fields. To satisfy requirements as an EPIC KanBan ‘partner’suppliers must supply the report in our exact format. EPIC will provide the ability to upload raw data and perform the required calculations to suppliers unable to get full support from their IT department.
• The 2BE process will receive an renewed focus to alert us to line down parts before they impact the plant. The two highest ranked causes for 2BE will be the primary focus for EPIC KanBan continuous improvement actions.
• All parts that cause us to be graded as ‘late’ to our customers’ need date will undergo an 8D analysis led by each responsible material analysts with supervision of the local Commodity, Logistics and Purchasing managers for the location.

Bond Report – New Format• EPIC Part Number• EPIC Part Type
• “NCNR”, “CB” (Common Bond), “UNQ”• Current Lead Time (in Weeks)• Average Weekly Usage – Calculated from Part Type, AWU and Lead Time• Targeted Bond Level (based on EPIC Formula) number of weeks• Targeted Bond Quantity• Available to Promise Quantity by week - Actual or Expected inventory quantity at Supplier
Warehouse (including in-transit to EPIC) in weekly buckets through the lead time of the part, or 16 weeks, whichever is less
• Part Rating – “GYR”• Manufacturer Part Number• Manufacturer• Containment Plan – Text describing plan to expedite/contain issues on ‘Red’ parts (that can wait for
the meeting)• RoHS/PbFree• Color Code
• Mandatory• Optional• Can wait for the day of the meeting
EPIC Part#Part Type
Lead Time
Avg Wkly
Target Bond
Target Bond Qty
Week 1
Week 2
Week 3
Week 4
Week 5
Week 6
Week 7
Week 8
Week 9
Week 10
Week 11
Week 12
Week 13
Week 14
Week 15
Week 16
GYR Manufacturer
Manufacturer's PN
RoHS/PbFree Comments
Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty Qty

Agenda
• IT Developments Marty Bentley 10:20 – 10:35
Director, IT
EPIC

IT Developments
• The two primary systems that EPIC Technologies uses to drive material are:
• MDSS – Manufacturing Decision Support System. It is your typical, basic APIC standard MRP type business system.
• EPICs CardTool. It is an in-house written client/server application based upon EPIC Technologies’ lean model.
• As of October 2006, all of EPIC Technologies’ main production plants are running these systems.

IT Developments
• EPIC Technologies relies heavily on EDI as the method to communicate demand to our suppliers.
• We provide two types of EDI:
• Standard ANSI X12 transaction sets
• Flat file data via email
• As of September 2006, all ANSI X12 EDI is being sent via a new value-added network – DICentral.
IT Developments
• Plans for the rest of 2006 and 2007:
• Standardizing on ANSI 4010 specifications for the 830, 850, and 855 transaction sets
• Improving the bond reporting by:
• Publishing the standard electronic format to the Intranet
• Providing a process for the completed reports to be uploaded to EPIC within the scheduled time

IT Developments
• Plans for the rest of 2006 and 2007 (continued):
• Reducing the 30% of EDI releases that generate an exception
• Expanding the use of the Internet as a communications medium by:
• Establishing secure logins by vendor
• Establishing secure upload/download of standard data formats by vendor
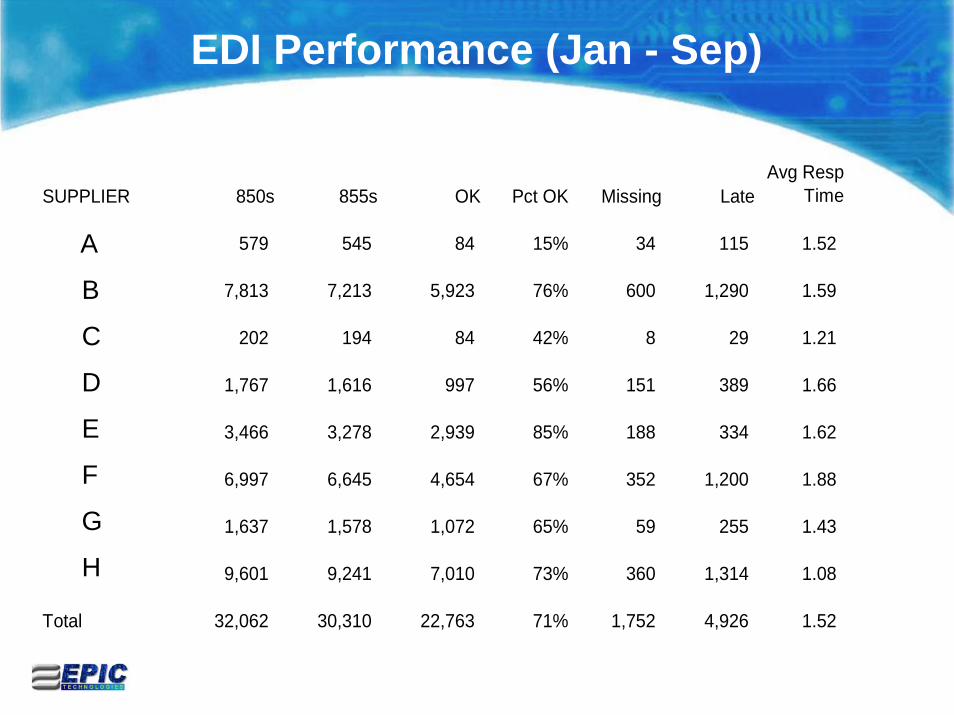
EDI Performance (Jan - Sep)
SUPPLIER 850s 855s OK Pct OK Missing LateAvg Resp
Time
ALLAME01 579 545 84 15% 34 115 1.52
ARROWE01 7,813 7,213 5,923 76% 600 1,290 1.59
CAMRPC 202 194 84 42% 8 29 1.21
DIGIKE01 1,767 1,616 997 56% 151 389 1.66
FUTURE01 3,466 3,278 2,939 85% 188 334 1.62
HAMILT01 6,997 6,645 4,654 67% 352 1,200 1.88
SAGERE01 1,637 1,578 1,072 65% 59 255 1.43
TTI01 9,601 9,241 7,010 73% 360 1,314 1.08
Total 32,062 30,310 22,763 71% 1,752 4,926 1.52
A
B
C
D
E
F
G
H

Agenda
• Commodity Management Louise Stump 10:35 – 10:50
Director, Purchasing
EPIC
EPIC Commodity Management• July 06 - Organization• Aug 06 - Strategic Supplier Role Model Definition• Sep 06 - Strategic Suppliers Identification
• Oct 06 - Executive Level Communication • Nov 06 (Beginning)
• Communication of Continuity of Supply, Partnerships, Performance
• Meeting at any of the EPIC facilities• Material Planning Manager, Inside Sales, Partnership
Authority• Jan 07 (Quarterly) – EPIC scorecard performance feedback
EPIC Commodity Management

EPIC Commodity Management
• The Supply Chain Council (SCC) develops and communicates the strategic direction of EPIC’s Purchasing organization. Participants include:
• Supply Chain Executive Management
• Supply Chain Senior Management and Staff
• Commodity Team Leaders
• Global Supply Manager
• Purchasing Managers
• Materials Quoting Manager

EPIC Commodity Management
• Commodity Teams select and develop future company-wide EPIC strategic suppliers:
• Build-to-Print Jerome Mettetal• IP&E Ralph Sperling• PCB Jerome Mettetal• Semiconductor Lou Nemeth
• The Global Supply Manager (Joe Davis) reaches documented agreement with strategic suppliers that include all aspects of the EPIC Model supply chain requirements. This includes International Purchasing Offices.

EPIC Commodity Management
• Purchasing Managers lead site-specific sourcing and interfaces with EPIC Logistics:
• El Paso/Juarez MX Ralph Sperling• Johnson City, TN Jerome Mettetal• Norwalk, OH Lou Nemeth
• Commodity Buyers are experts in their respective fields who are actively involved in commodity teams and placing initial sourcing purchase orders.
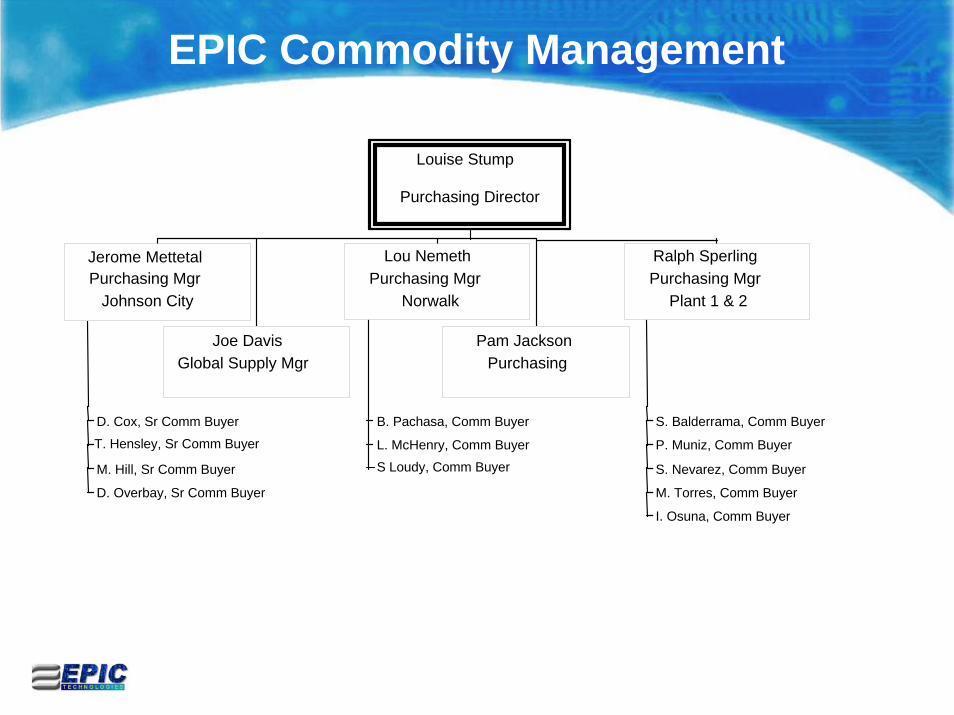
EPIC Commodity Management
Louise Stump
Purchasing Director
Jerome MettetalPurchasing Mgr
Johnson City
D. Cox, Sr Comm Buyer
T. Hensley, Sr Comm Buyer
M. Hill, Sr Comm Buyer
D. Overbay, Sr Comm Buyer
Joe DavisGlobal Supply Mgr
Lou NemethPurchasing Mgr
Norwalk
B. Pachasa, Comm Buyer
L. McHenry, Comm Buyer
Pam JacksonPurchasing
Ralph SperlingPurchasing Mgr
Plant 1 & 2
S. Balderrama, Comm Buyer
P. Muniz, Comm Buyer
S. Nevarez, Comm Buyer
M. Torres, Comm Buyer
I. Osuna, Comm Buyer
S Loudy, Comm Buyer
EPIC Strategic Supplier Role Model
• Strategic Suppliers provide goods and/or services that have a significant effect onEPIC’s ability to meet business objectives. These partners demonstrate ownership of the supply chain evidenced by accountability for assuring goods and/or services are available when needed.
• Strategic Suppliers include both production and non-production goods and/or services.
• Strategic Suppliers are described by the following:a. Commitment to the EPIC Supply Model b. Engagement in an EPIC Supply Partner Agreement c. Support of Consignment or other VMI modeld. Commitment to Continuous Cost Reduction and Process Improvements
• Strategic Suppliers have EPIC’s commitment to:a. Consolidate Purchases b. Provide Strategic Insight and Direction c. Proactively Encourage Customers to Engage with
them as a Provider

EPIC Strategic Suppliers
Analog Devices ICE Components NEC Electronics
Arrow International Rectifier ON Semi
Avnet ITL Circuits Philips Semiconductor
AVX JF Kilfoil Company PhotoCircuits
Bare Board Group KCE Electronics Samtec USA
CML Kemet Electronics ST Microelectronics
DHL KOA Speer Electronics Texas Instruments
Digi-Key Corp Linear Technologies The DAC Group
EIS Maxim Thomas Engineering
EPCOS Microchip TTI
Fairchild Millenium Plastics TTM – Time to Market
Freescale Molex Tyco Electronics
Future Electronics National Semiconductor Vishay
Honeywell

EPIC Commodity Management
• July 06 - Organization• Aug 06 - Strategic Supplier Role Model Definition• Sep 06 - Strategic Suppliers Identification
• Oct 06 - Executive Level Communication • Nov 06 (Beginning)
• EPIC Supply Model Partnership, Performance• Meeting at any of the EPIC facilities• Material Planning Manager, Inside Sales, Partnership
Authority• Jan 07 (Quarterly) – EPIC scorecard performance feedback

EPIC Commodity Management
EPIC Supply Model Partnership• Meetings with Key Supplier Managers
• Material Planning
• Inside Sales
• Decision Manager for Partnership agreement
• Quarterly Business Reviews
• Consolidation of pull, consignment, pricing agreements
• Single EPIC point-of-contact for company-wide agreement
• 3-year term
EPIC Commodity ManagementPerformance - EPIC Scorecard• Delivery <1>/+0 to EPIC’s request date• Quality
• PPM• 8D’s (corrective actions) open <30 days• ISO or QS certification
• Red-card Log – Non-value added issues caused by supplier• Responsiveness – quoting and operational• Logistics
• Consistent communication through a bond report• Number of “reds & yellows” on a bond report• EDI partnership• Supplier-paid freight• VMI, consignment or in-plant program

Agenda
• Supplier Development Hilario Apodaca 10:50 - 11:05
Director, Quality
EPIC

EPIC Quality Management System
• Essential to our Lean / Synchronous Flow model, is a QMS that drives continuous improvements throughout the system while satisfying the most stringent customer and standard requirements. The diversity of segments we serve is tough.
• Our Market requires Third Party registrar certifications and compliance to customer and regulatory requirements.
• EPIC’s Model requires the flexibility to have the product run when and where the customer needs it with the highest quality level.
• We know that this is not easy. In EPIC, our QMS approach is to make it simple and profitable by understanding customer requirements and supporting a culture of continuous improvements based on the philosophy of the 8- Principles of ISO–TS 16949: 2002 and ISO 13485:2003.

Basic QMS Model with Process Approach

Current Certification Models / Requirements
• ISO / TS 16949:2002 - our strongest cultural base for automotive market and continuous improvement
• PPAP Level III Submission using standard AIAG core tool on all Make-to-print parts and Customer specific shelf items.
• IMDS Component approval # for all BOM parts • 100% OTD performance• Systematic approach for Corrective action, NOT symptomatic• Supplier certification to ISO 9001:2002 as a minimum; target is
ISO / TS 16949:2002• ISO-13485:2003 - our Medical industry standard approach• PPAP Level III submission or IQ/OQ/PQ validation process• Certificate of Compliance on customer-identified parts• ISO-9001:2000 as the basis for the above • Industry Standard requirements, e.g. C of C’s for UL / CSA / VDE

Mutually Beneficial Supplier Relationship
Our Quality Concept:
• We need strong supplier compliance to requirements. Do not wait for us to push you; it is against our model. Be proactive, get involved with us. Our process approach and people involvement philosophy is our main driver.
• You must continuously drive for quality / service improvement. We will help you to be successful. EPIC is only as strong as you.
• Nothing works better than two hands committed to the same goal. Our preference is for our suppliers to be part of the team.
• We will soon announce our new Supplier Development Model. We are strongly pursuing working with you to drive dock-to-stock along with EPIC’s Lean and Synchronous Flow model.

Agenda
• 2006 Supplier of the Year Award Presentation 11:05 – 11:30
Ralph Sperling, Purchasing Manager, El Paso/Juarez
Jerome Mettetal, Purchasing Manager, Johnson City
Lou Nemeth, Purchasing Manager, Norwalk
Wally Johnson, VP, Supply Chain Management
Udo Bechtluft, Director, Logistics
Louise Stump, Director, Purchasing EPIC

EPIC 2006 Supplier of the Year Award
• On Time Delivery
• Resolutions to Issues (RMA etc.)
• Responsiveness
• EDI
• Bond reports/ATP
• Reds/Yellow
• Supplier Certifications
• Terms
• VMI/Consignment
• Cost improvements
EPIC
Recognizes
ICE COMPONENTS INC.as
SUPPLIER OF THE YEAR
2006

Agenda
• Q & A – from submitted cards All 11:30 - 12:00
• Wrap-up
• Survey
EPIC
Thank You !

Agenda
• Lunch All 12:00 - 1:00
EPIC
Let’s Eat !