nondestructive testing and its day4
TRANSCRIPT
8/2/2019 Nondestructive Testing and Its Day4
http://slidepdf.com/reader/full/nondestructive-testing-and-its-day4 1/3
NONDESTRUCTIVE TESTING AND IT’S
DAY-TO- DAY APPLICATIONSooraj.R , Naga BalA,[email protected],9566100361
Abstract:
In my paper I am going to explain about NDT
(NON DESTRUCTIVE-TESTING).In this highly
competitive world it’s our duty to do any task perfectly inorder to win the battle. In the field of manufacturing many
products come but only the best will be able to survive and
will be opted by the customers. Hence during
manufacturing it’s our duty to manufacture a product withnull or least defects only then it can serve the purpose for
the fullest. For example consider a screw, only when it is
manufactured perfectly with no voids it can hold a part of
machine rigidly or else it may fall causing destruction of
the machine and loss of money. Hence before launching a
product it must be tested for defects, if there was any it
must be rectified. One of the best methods for testing a
finished product is NDT. It is widely used now-a-days.
Keywords: Non-destructive testing
1.Introduction:
Nondestructive testing or Non-destructive testing
(NDT) is a wide group of analysis techniques used in
science and industry to evaluate the properties of a
material, component or system without causing damage.
The terms Nondestructive examination (NDE),
Nondestructive inspection (NDI), and Nondestructive
evaluation (NDE) are also commonly used to describe thistechnology. Because NDT does not permanently alter the
article being inspected, it is a highly-valuable technique
that can save both money and time in product evaluation,
troubleshooting, and research. Common NDT methods
include ultrasonic, magnetic-particle, liquid penetrant,
radiographic, remote visual inspection (RVI), eddy-current
testing, and low coherence interferometry . NDT is a
commonly-used tool in forensic engineering, mechanical
engineering, electrical engineering, civil engineering,
systems engineering, aeronautical engineering, medicine,
and art. In this paper, I am going to explain the applications
of NDT in our day-to day life’s. And in what all fields it is
being used and why???They are widely used in many
fields but I m going to portray very few but important
one’s
2.Applications
a. Weld verification
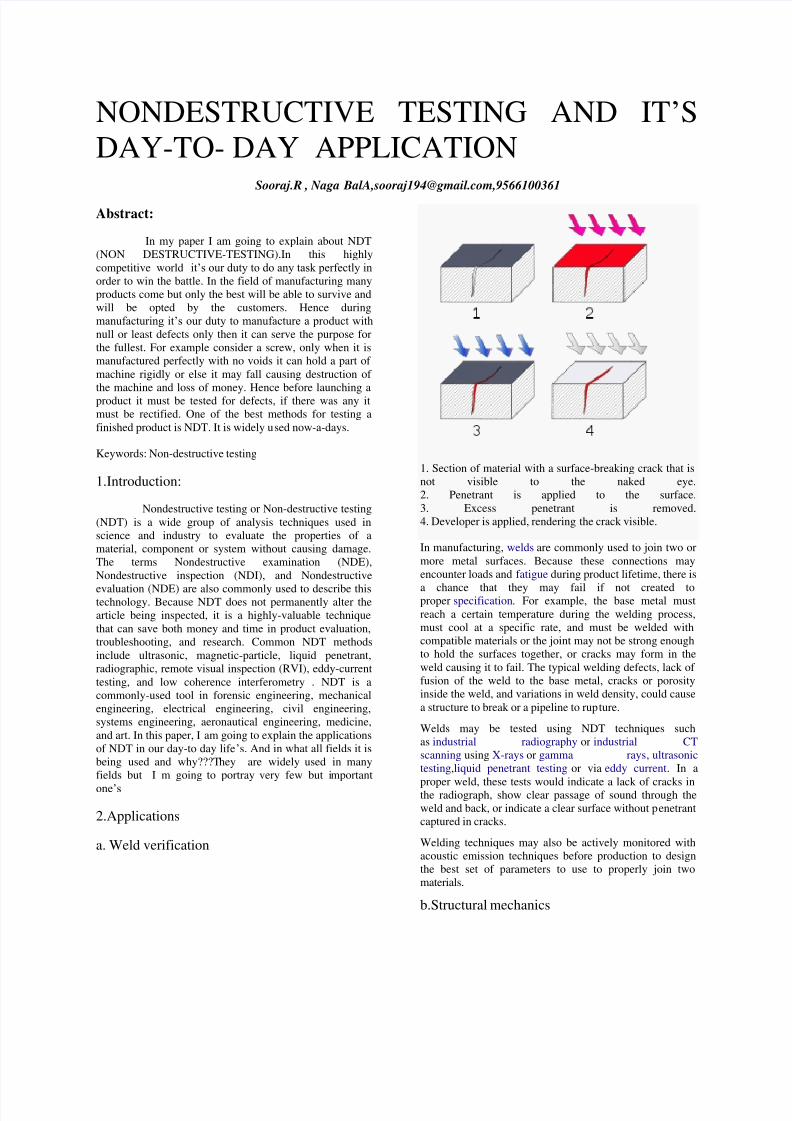
1. Section of material with a surface-breaking crack that is
not visible to the naked eye.
2. Penetrant is applied to the surface.
3. Excess penetrant is removed.
4. Developer is applied, rendering the crack visible.
In manufacturing, welds are commonly used to join two or
more metal surfaces. Because these connections may
encounter loads and fatigue during product lifetime, there is
a chance that they may fail if not created toproper specification. For example, the base metal must
reach a certain temperature during the welding process,
must cool at a specific rate, and must be welded with
compatible materials or the joint may not be strong enough
to hold the surfaces together, or cracks may form in the
weld causing it to fail. The typical welding defects, lack of
fusion of the weld to the base metal, cracks or porosity
inside the weld, and variations in weld density, could cause
a structure to break or a pipeline to rupture.
Welds may be tested using NDT techniques such
as industrial radiography or industrial CT
scanning using X-rays or gamma rays, ultrasonic
testing,liquid penetrant testing or via eddy current. In a
proper weld, these tests would indicate a lack of cracks inthe radiograph, show clear passage of sound through the
weld and back, or indicate a clear surface without penetrant
captured in cracks.
Welding techniques may also be actively monitored with
acoustic emission techniques before production to design
the best set of parameters to use to properly join two
materials.
b.Structural mechanics

8/2/2019 Nondestructive Testing and Its Day4
http://slidepdf.com/reader/full/nondestructive-testing-and-its-day4 2/3
Structures can be complex systems that undergo
different loads during their lifetime. Some complex
structures, such as the turbo machinery in a liquid-fuel
rocket, can also cost millions of dollars. Engineers will
commonly model these structures as coupled second-order
systems, approximating dynamic structure components
with springs, masses, and dampers. These sets of
differential equations can be used to derive a transferfunction that models the behavior of the system.
In NDT, the structure undergoes a dynamic input, such as
the tap of a hammer or a controlled impulse. Key
properties, such as displacement or acceleration at different
points of the structure, are measured as the corresponding
output. This output is recorded and compared to the
corresponding output given by the transfer function and the
known input. Differences may indicate an inappropriate
model (which may alert engineers to unpredicted
instabilities or performance outside of tolerances), failed
components, or an inadequate control system.
c. Radiography in medicine
Chest radiography indicating a peripheral bronchial
carcinoma.
As a system, the human body is difficult to model as acomplete transfer function. Elements of the body, however,
such as bones or molecules, have a known response to
certain radiographic inputs, such as x-rays or magnetic
resonance. Coupled with the controlled introduction of a
known element, such as digested barium, radiography can
be used to image parts or functions of the body by
measuring and interpreting the response to the radiographic
input. In this manner, many bone fractures and
diseases may be detected and localized in preparation for
treatment. X-rays may also be used to examine the interior
of mechanical systems in manufacturing using NDT
techniques, as well.
2.Methods and techniques:
There are several methods in which non destructive
testing can be done .I am going to explain three common
and main techniques in specific. They are
a. Ultrasonic testing
b. Radiographic testing
c. Eddy current testing
a. Eddy current testing:
The main applications of the eddy current
technique are for the detection of surface or subsurface
flaws, conductivity measurement and coating thicknessmeasurement. The technique is sensitive to the material
conductivity, permeability and dimensions of a product
.Eddy currents can be produced in any electrically
conducting material that is subjected to an alternating
magnetic field (typically 10Hz to 10MHz)
Advantages of Eddy Current Testing
• Suitable for the determination of a wide range of
conditions of conducting Material , such as defect
detection, composition, hardness, conductivity,
Permeability etc. in a wide variety of engineering metals.
• Extremely compact and portable units are available.
• No consumables (except probes – which can
sometimes be repaired).
• Flexibility in selection of probes and test frequenciesto suit different
applications.
• Suitable for total automation.
Disadvantages :
• The wide range of parameters which affect the eddycurrent responses means
that the signal from a desired material characteristic,
e.g. a crack, can be
masked by an unwanted parameter, e.g. hardness
change. Careful selection
of probe and electronics will be needed in some
applications.
• Generally tests restricted to surface breakingconditions and slightly subsurface
b.Ultrasonic testing:
This technique is used for the detection of
internal and surface (particularly distant Surface ) defects in
sound conducting materials. The principle is in some
respects similar to echo sounding
8/2/2019 Nondestructive Testing and Its Day4
http://slidepdf.com/reader/full/nondestructive-testing-and-its-day4 3/3
Advantages
• Thickness and lengths up to 30 ft can be tested.
• Position, size and type of defect can be determined.
• Instant test results
Disadvantages:
• No permanent record available unless one of themore sophisticated test
results and data collection systems is used.
• The operator can decide whether the test piece isdefective or not whilst the
test is in progress.
c.Radiography:
This technique is suitable for the detection of internaldefects in ferrous and nonferrous
metals and other materials.
Advantages:
• Information is presented pictorially.
• A permanent record is provided which may be viewedat a time and place
distant from the test.
• Useful for thin sections.
• Sensitivity declared on each film.
• Suitable for any material
Disadvantage:
• Generally an inability to cope with thick sections.
• Possible health hazard.
• Need to direct the beam accurately for two-
dimensional defects.
• Film processing and viewing facilities are necessary,as is an exposure
compound.
• Not suitable for automation, unless the systemincorporates fluoroscopy with
an image intensifier or other electronic aids
• Not suitable for surface defects.
• No indication of depth of a defect below the surface
References:
[1] wikipedia
[2] http://www.insightndt.com/papers/index.html