nr. 1 of 22 > vacuum infused thermoplastic composites …
TRANSCRIPT
June 3, 2008
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
OF 22NR. 1 >
Julie Teuwen, Kjelt van Rijswijk, Simon Joncasand H.E.N. Bersee
VACUUM INFUSED THERMOPLASTIC COMPOSITES FOR WIND TURBINE BLADES
2008 Wind Turbine Blade WorkshopSandia National Laboratories12-14 May 2008

OF 22NR. 2< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
ContentsIntroduction: Large Thermoplastic Composite Wind Turbine Blades
Materials, Design and Manufacturing
Vacuum Infusion of Thermoplastic Composites:Anionic Polyamide-6 ResinInfusion Process and Equipment
Composite Properties:Static mechanical propertiesDynamic mechanical properties
Conclusions

OF 22NR. 3< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Large Wind Turbine Blades
Dedicated offshore wind power systems:
Stronger and more constant wind.Increasingly large blades to increase power output per turbine and reducecosts per kWh.No noise-pollution regulations and less aesthetical issues to deal with.
Larger blades require:
Materials with higher specific properties (E/ρ, σ/ρ): Carbon fiber composites or hybrid carbon/glass composites.More efficient structural designs
mblade ∼ (Rblade) 3mblade ∼ (Rblade) 32.35

OF 22NR. 4< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Alternative Structural DesignRe-introduction of ribs:
Higher structural efficiency (E/ρ).Reduces local buckling of skin and webs.Provides attachment points and load paths for smart actuators/control surfaces and sensors.Not entirely new.

OF 22NR. 5< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Thermoplastic Composites
Current blade manufacturing technology:Thermoset composites2 skins and 1 spar assembled by structural bondingVacuum infusion or pre-pregging of individual parts

OF 22NR. 6< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Thermoplastic Composites
Alternative blade manufacturing technology:Thermoplastic composites2 skins, 1 spar and many ribs assembled by weldingRubber forming and diaphragm forming of individual parts
Pre-cut laminate sheet material
Infra red heating panels
Rubber die
Metal die
Rubber press
Final thermoplastic composite part
Heating element
Clamp connection
Welded parts
Voltmeter
Ampmeter

OF 22NR. 7< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Thermoplastic Composites
Additional advantages:Better impact properties.Do not turn brittle at low temperatures.Unlimited shelf life of the raw materials.Fully recyclable (environmental and economic benefits).
Drawbacks:Poor fatigue performance due to weak fiber-to-matrix bond.Requires introduction of new technologies and expensive equipment.High material costs due to need for intermediates.High processing temperatures (>200°C): high costs, thermal stresses.Melt pressing technology limits achievable part size and thickness

OF 22NR. 8< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Vacuum Infusion of Thermoplastic CompositesReactive processing of thermoplastic composites:
Manufacturing of larger, thicker and more integrated thermoplasticcomposite parts.
Improved chemical bonding due to in situ polymerization of the matrix around the fibers.
Does not require expensiveintermediate materials but allowsmanufacturing of parts directlyfrom the monomer.
Commonly used technology forblade manufacturing.

OF 22NR. 9< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Vacuum Infusion of Thermoplastic CompositesReactive processing of thermoplastic composites:
Anionic Polyamide-6:
AP-Nylon®,Brüggemann Chemical, Germany.Availability of resin, additives and knowledge.Price/performance ratio (2-3 €/kg).Viscosity of the monomer (10 mPa⋅s).Processing temperatures (150-180°C).
0,001
0,01
0,1
1
10
100
1000
10000
100000
0 50 100 150 200 250 300 350 400 450
Processing temperature [ºC]
Mel
t vis
cosi
ty [P
a·s]
epoxyvinylester
polyester
PMMA
PA-6
PBT
PA-12
PEK
ETPUPC
PMMAPA-12
PA-6
PBTPPS
PES
PEI
PEEK
PEKK
Reactive processing of thermoset resins
Reactive processing of thermoplastic resins
Melt processing of thermoplastic polymers
0,001
0,01
0,1
1
10
100
1000
10000
100000
0 50 100 150 200 250 300 350 400 450
Processing temperature [ºC]
Mel
t vis
cosi
ty [P
a·s]
epoxyvinylester
polyester
PMMA
PA-6
PBT
PA-12
PEK
ETPUPC
PMMAPA-12
PA-6
PBTPPS
PES
PEI
PEEK
PEKK
Reactive processing of thermoset resins
Reactive processing of thermoplastic resins
Melt processing of thermoplastic polymers

OF 22NR. 10< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Control of reaction rate
Anionic Polyamide-6
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40
time [min]
Deg
ree
of c
onve
rsio
n [%
] .
Fast systemSlow system
infusion
cureCAPROLACTAM
ACTIVATOR C20 INITIATOR C1

OF 22NR. 11< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
CN
-
O
CN
OC
NH
O
CN
OC
NH
ON
-
CNH
O+
CN
OC
NH
ON
-
CNH
O
CNH
O
+C
N
OC
NH
O
NHC
NH
O
CN
-
O
+
CN
-
O
CN
OC
NH
O
CN
OC
NH
ON
-
CNH
O+
Initiator Activator
Monomer
PA-6
Anionic Polyamide-61. Ring-opening polymerization of caprolactam into PA-6
2. Crystallization of PA-6 chains
O
NH O
HN O HN
HN
NHO
O
H
O HN
NH O
O
Hydrogen bonding between amide groups
Grouping of polymer chains into Switchboards
Stacks of switchboards forming spherical conglomerates calledspherulites
O
NH O
HN O HN
HN
NHO
O
H
O HN
NH O
O
Hydrogen bonding between amide groups
Grouping of polymer chains into Switchboards
Stacks of switchboards forming spherical conglomerates calledspherulites
O
NH O
HN O HN
HN
NHO
O
H
O HN
NH O
O
O
NH O
HN O HN
HN
NHO
O
H
O HN
NH O
O
Hydrogen bonding between amide groups
Grouping of polymer chains into Switchboards
Stacks of switchboards forming spherical conglomerates calledspherulites
n
CN
OC
ONH
CNH
O
*
Tpol < Tc ⇒Polymerization
and crystallizationoccur
simultaneously.
Tpol < Tc ⇒Polymerization
and crystallizationoccur
simultaneously.

OF 22NR. 12< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Selecting the optimum polymerization temperature:
Temperature too low: polymerization stops
Temperature too high:Crystallization difficult
Temperature much too high:Crystallization stopped
Anionic Polyamide-6
Crystal
MonomerCrystal
Long polymer chain
Branched polymer chain
Bricking-inBricking-inBricking-inBricking-in

OF 22NR. 13< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Selecting the optimum polymerization temperature:
Temperature too low: polymerization stops
Optimum temperature:Continuous polymerization& crystallization
Temperature too high:Crystallization difficult
Temperature much too high:Crystallization stopped
Anionic Polyamide-6
Short polymer chain
OF 22NR. 14< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
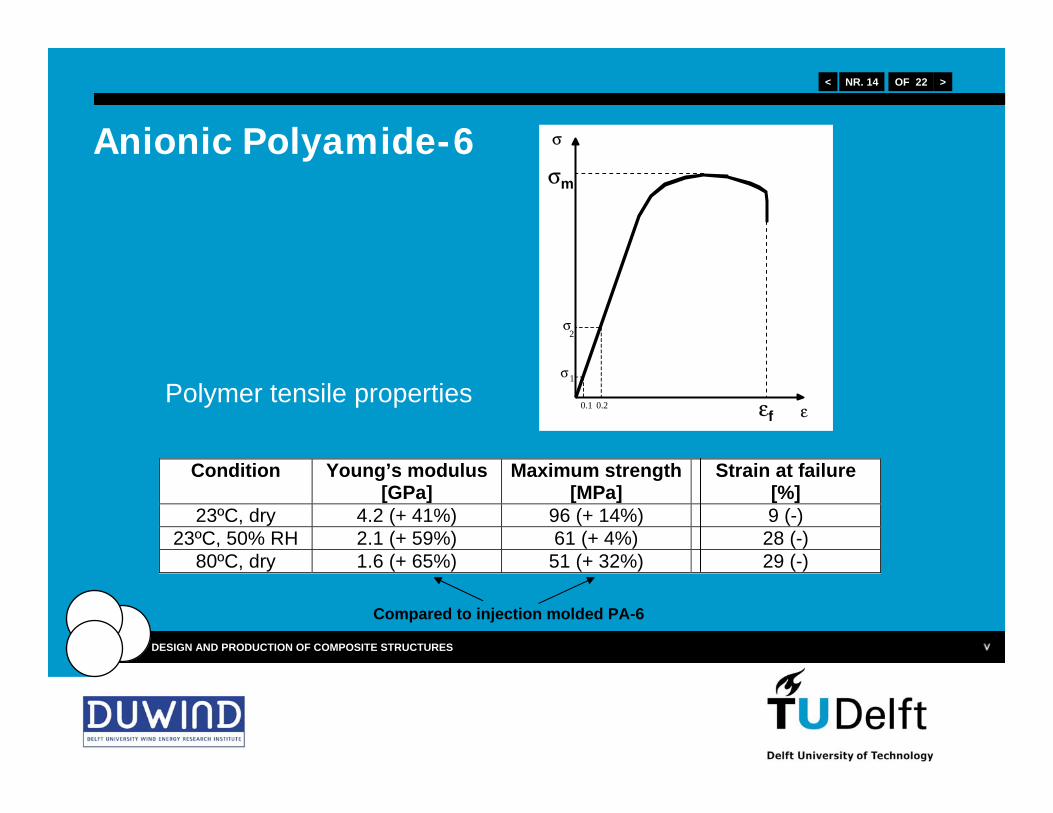
Polymer tensile properties
Compared to injection molded PA-6
Condition Young’s modulus [GPa]
Maximum strength [MPa]
Strain at failure [%]
23ºC, dry 4.2 (+ 41%) 96 (+ 14%) 9 (-) 23ºC, 50% RH 2.1 (+ 59%) 61 (+ 4%) 28 (-)
80ºC, dry 1.6 (+ 65%) 51 (+ 32%) 29 (-)
Anionic Polyamide-6
σ2
σ1
0.1
σ
ε0.2 εf
σm

OF 22NR. 15< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Vacuum Infusion of Polyamide-6 Composites
110°C
110°C
160-180°C
60 minutes
250 mbar

OF 22NR. 16< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
100
120
140
160
180
200
0 5 10 15 20 25 30
Time [min]
Tem
pera
ture
[ºC
]
APA-6 140ºCAPA-6 150ºCAPA-6 160ºCAPA-6 170ºCAPA-6/GF 180ºCAPA-6/GF 170ºCAPA-6/GF 160ºC
Processing temperatures:
Neat APA-6: 150-170°C
APA-6 Composites: 160-180°C
Processing temperatures:
Neat APA-6: 150-170°C
APA-6 Composites: 160-180°C
Exothermic nature
Vacuum Infusion of Polyamide-6 Composites

OF 22NR. 17< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Anionic Polyamide-6 Composites
Static mechanicalproperties
Physical properties

OF 22NR. 18< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Anionic Polyamide-6 Composites
0
50
100
150
200
250
1.0E+04
1.0E+05
1.0E+06
n
S [M
Pa]
APA-6 (160ºC)APA-6 (170ºC)APA-6 (180ºC)
( ( ))
Higher ILSSHigher toughnessLower void content

OF 22NR. 19< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
Anionic Polyamide-6 Composites
050
100150200250300350400
1.0E+02
1.0E+03
1.0E+04
1.0E+05
1.0E+06
1.0E+07
n
S [M
Pa]
APA-6 (180ºC)PA-6Epoxy
APA-6 composite manufactured at 180C has better fatigue properties than the melt processed PA-6 composite:
• Same toughness
• Higher interfacial bond strength
The epoxy composite outperforms both thermoplastic composites.

OF 22NR. 20< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
For increasing blade lengths, switching to more efficient structural designs is inevitable: the re-introduction of ribs is suggested.
For rib/spar/skin-structures, thermoplastic composites are favoured over thermoset composites. Parts can be rapidly melt processed and assembledthrough welding. Blades will be fully recyclable.
Vacuum infusion of thermoplastic composites is introduced to overcomethe classical drawbacks of these materials: limited size and thickness of parts, poor fatigue resistance, expensive materials.
The cure of a semi-crystalline thermoplastic resin is more complicated thanof a thermoset resin.
Conclusions

OF 22NR. 21< >
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
AP Nylon® has a low viscosity (10 mPa⋅s), good availability, a low price (2-3 €/kg), and a relatively low processing temperature (150-180°C).
Reactively processed PA-6 outperforms melt processed PA-6 in all temperatures and humidities tested.
Static properties of APA-6 composites are better than of their HPA-6 and epoxy counterparts in dry conditions. When moisture conditioned, the performance of APA-6 composites drop rapidly, which is caused by the low conversions and high void contents.
Reactive processing of thermoplastic composites results in a stronginterfacial bond strength and leads consequently to better fatigue
performance compared to melt processing.
Conclusions
June 3, 2008
DESIGN AND PRODUCTION OF COMPOSITE STRUCTURES
OF 22NR. 22 >
Julie Teuwen, Kjelt van Rijswijk, Simon Joncasand H.E.N. Bersee
VACUUM INFUSED THERMOPLASTIC COMPOSITES FOR WIND TURBINE BLADES
Questions?