oil palm by-products as lightweight aggregate in concrete - a review
TRANSCRIPT

lable at ScienceDirect
Journal of Cleaner Production 126 (2016) 56e73
Contents lists avai
Journal of Cleaner Production
journal homepage: www.elsevier .com/locate/ jc lepro
Review
Oil-palm by-products as lightweight aggregate in concrete mixture: areview
Muhammad Aslam a, Payam Shafigh b, Mohd Zamin Jumaat a, *
a Department of Civil Engineering, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysiab Department of Building Surveying, Faculty of Built Environment, University of Malaya, 50603 Kuala Lumpur, Malaysia
a r t i c l e i n f o
Article history:Received 9 July 2015Received in revised form21 March 2016Accepted 21 March 2016Available online 8 April 2016
Keywords:Oil-palm-boiler clinkerLightweight aggregate concreteMechanical propertiesStructural behaviourPrestressing
* Corresponding author. Tel.: þ60 379675203; fax:E-mail addresses: [email protected] (M. As
http://dx.doi.org/10.1016/j.jclepro.2016.03.1000959-6526/© 2016 Elsevier Ltd. All rights reserved.
a b s t r a c t
The use of industrial waste as a construction material to build environmentally sustainable structures hasseveral practical and economic advantages. Oil-palm-boiler clinker is a waste material obtained byburning off solid wastes during the process of palm oil extraction. The research performed over the lasttwo decades concerning the use of oil-palm-boiler clinker as a lightweight aggregate to producestructural lightweight aggregate concrete is summarized in this paper. The physical, chemical and me-chanical properties of oil-palm-boiler clinker aggregate and the mechanical properties and structuralperformance of oil-palm-boiler clinker concrete are addressed, discussed, and compared with normalweight concrete. The review of the literature showed that depending on the source of oil-palm-boilerclinker the specific gravity of this aggregate is 15e35% less than normal weight aggregates and it canbe used as a lightweight aggregate for making structural lightweight aggregate concrete. Concretescontaining oil-palm-boiler clinker as coarse and fine aggregates have the 28-day compressive strength inthe range of 17e47 MPa, with a density in the range of 1440e1850 kg/m3. While, concretes containingoil-palm-boiler clinker as coarse aggregate and normal sand as fine aggregate have the 28-daycompressive strength in the range of 15e35 MPa with a density in the range of 1800e2000 kg/m3.Partial replacement of oil palm shell with oil-palm-boiler clinker in oil palm shell lightweight concretecould significantly improve (about 40%) the compressive strength of the concrete. The research gaps arealso identified in this study to explore the innovative lightweight concrete based on the financial andenvironmental design factors.
© 2016 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 572. Sustainable development . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
2.1. Cleaner production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 582.2. Environmental sustainability assessment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3. Oil-palm-boiler clinker (OPBC) as aggregate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.1. Origin of OPBC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.2. Physical properties of OPBC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.2.1. Specific gravity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.2.2. Sieve analysis of OPBC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613.2.3. Shape thickness and texture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613.2.4. Bulk density . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613.2.5. Water absorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3.3. Comparison of the chemical composition of OPBC with other LWAs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 623.4. Mechanical properties of OPBC compared with other LWAs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4. Mix design for OPBC concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
þ60 379675318.lam), [email protected] (P. Shafigh), [email protected] (M.Z. Jumaat).

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 57
5. Physical properties of OPBC concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645.1. Workability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645.2. Plastic density . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645.3. Hardened density of OPBC concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
6. Mechanical properties of OPBC concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676.1. Compressive strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676.2. Modulus of rupture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 686.3. Splitting tensile strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 686.4. Modulus of elasticity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
7. Structural behaviour of OPBC concrete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 697.1. Flexural behaviour . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 697.2. Shear behaviour . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 707.3. Behaviour of OPBC concrete under prestressing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
8. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 719. Future research recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Acknowledgement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
1. Introduction
Structural concrete is the most widely used construction ma-terial in the majority of civil engineering structures (Hosseini et al.,2009). It has an excellent resistance to water and can be formedinto a variety of shapes and sizes (Calkins, 2009). Nowadays, theconcrete industry consumes 1.5 billion tonnes of cement, 10e12billion tonnes of sand and rock together, and 1 billion tonnes ofmixing water annually (Shafigh et al., 2013). This means that a hugeamount of rawmaterials and natural resources are being consumedfor the production of concreteworldwide (Altwair and Kabir, 2010).Because of the huge amount of concrete being produced daily, evena small reduction in the environmental impact per tonne of con-crete will result in considerable benefits to the environment (Silvaet al., 2016). This reduction can be achieved by considering thecomposition of ingredients constituting structural concrete, mostimportantly, the composition of ordinary Portland cement (OPC).
The high demand for concrete in construction using normalweight aggregates (NWAs) has drastically reduced natural stonedeposits and caused irreparable damage to the environment. As aresult, recently, the emphasis on sustainable materials has inten-sified (Alengaram et al., 2013). The growing need for sustainabledevelopment has motivated researchers to focus their investigationon the use and conversion of waste or recycled material into po-tential construction materials (Mo et al., 2015).
Lightweight concrete (LWC) is not a new invention in concretetechnology. It has been used since ancient times and is a mostinteresting field of research because of its advantages, such asbetter heat insulation, fire and frost resistance, sound absorption,superior anti-condensation properties and increased seismicdamping (Shafigh et al., 2010). The most popular way of achievingLWC production is by using a lightweight aggregate (LWA) (Polatet al., 2010). The LWAs are generally classified into two groups:natural and artificial. Themain natural LWAs are pumice, diatomite,volcanic cinders, scoria and tuff (Neville and Brooks, 2008). Theartificial aggregates are further classified into two groups, namely,the industrial by-products andmodified naturally arising materials.The industrial by-product materials utilized as LWAs are sinteredslate, sintered pulverized fuel ash, expanded or foamed blast-furnace slag and colliery waste. The naturally arising materialsthat need further processing (produced by the application of hightemperature), such as shale, expanded clay, slate, vermiculite andperlite, are also used as LWAs in the construction industry (Shafighet al., 2010).
The industrial waste materials that are mostly used as light-weight aggregates (LWAs) are expanded slag, sintered pulverised
fuel ash, and bed ash, which promote the use of sustainable ma-terials (Chandra and Berntsson, 2002). LWAs have been used over along period of time during which they have proven to be costeffective and fulfilled the purpose of providing both the structuralstability and economic viability (Emdadi et al., 2014). The lower theweight, the more versatile are the structures (Zhang and Poon,2015). Since second millennium, different types of natural andmanufactured LWAs, such as foamed slag, diatomite, pumice, vol-canic cinders, scoria, tuff, expanded clay, shale, slate, perlite andvermiculite andmaterials that occur as industrial by-products, suchas sintered pulverized-fuel ash, sintered slate and colliery waste,and foamed or expanded blast-furnace slag have been used asconstruction materials (CEB/FIP, 1983; Mo et al., 2016). Oil palmshell (OPS) and oil-palm-boiler clinker (OPBC) are used as analternative LWA in tropical regimes and countries that have a palmoil industry (Mo et al., 2014). Countries such as Malaysia, Indonesia,and Thailand, have vast palm oil plantations. In fact, these countriescontributed to about 90% of the total world's palm oil production inthe year 2009 (Liu et al., 2014; Islam et al., 2016). Malaysia con-tributes about 58% of the total world supply of palm oil, and is oneof the top listed countries with huge resources of OPS (Ahmad et al.,2010). OPS and OPBC are produced in large quantities by oil mills.For instance, in Malaysia, it was estimated that over 4 milliontonnes of OPS solid waste is produced annually (Nagaratnam et al.,2016), however, only a fraction is used for the production of fueland activated carbon (Sobuz et al., 2014). The OPBC is an aggregateextracted from boiler of palm oil mill with higher specific gravityand density compared to other lightweight aggregates such as OPS,coconut shell, expanded clay, and lytag. It was reported by Shi et al.(2015) that the utilization of thesewastematerials in concrete leadsto sustainable concrete and reduces environmental impact fromthe manufacture of concrete using conventional materials. InMalaysia, the concept of using OPS as a LWA in producing LWC wasintroduced by Salam et al. (1987). The number of studies areavailable in the literature regarding the use OPS as an aggregate inconcrete mixture. However, study on the use of OPBC in concrete isnew and it needs further investigations.
The main objective of this study is to review the potential use ofOPBC as a lightweight aggregate in concrete. A detailed study wasconducted to identify the physical and chemical properties of OPBCand its properties were compared with other LWAs. In addition, theeffect of using OPBC in concrete mixture on the mechanical prop-erties of concrete is discussed. In light of the available literature, theauthors believe that significant achievements can be attained byanalysing and summarizing the properties of OPBC. Furthermore,new subjects for the research are identified for researchers to

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7358
explore innovative LWC based on financial and environmentaldesign factors.
2. Sustainable development
Sustainable development is the major issue in the world thesedays. It meets the needs of the present without compromising theability of future generations tomeet their own needs. It involves thepractices which would eventually produce high efficiency productsfor the benefit of the ecosystem and the mankind (Brundtland,1987). The sustainable development involves a progressive trans-formation of economy and society. The major objective of thisdevelopment is the satisfaction of human aspirations and needs(Drexhage and Murphy, 2010). To fulfil the basic requirements inthe human life, demands are increasing regularly, including food,fresh air, clean water, clothing, shelter, rapid and safe transport ofpeople and goods, waste disposal, industrial and residentialbuildings, and the sources of energy (Karim et al., 2011). UnitedNations (UN) provides a comprehensive agenda 21 on actions to betaken locally, nationally and globally bymajor groups, governmentsand organizations in every area in which humans influence theenvironment. The task is to balance economic development withsocial and environmental objectives (United Nations, 1993). Thepalm oil industry has nevertheless generated a million tonnes ofwaste every year and its sustainability covers the wholemanufacturing system. The sustainability of the palm oil industrymainly focuses the countries and international acts, standards andregulations, life cycle assessment (LCA), reverse logistics, GHGemissions, new degradation method, zero waste, energy genera-tion, renewable energy, waste treatment systems, eco-label andbio-energy, food products and consumption, optimization pro-cesses, clean production, energy efficiency, and process improve-ment (Abdullah et al., 2015). The sustainable manufacturingprocess of the palm oil industry is shown in Fig. 1.
In fact, the entire world accepted that concrete performsoutstanding responsibilities in the modern construction industrysuch as infrastructures, urbanization and industrialization for thegrowing population (Blodgett, 2004). Beside this, it is important tomention that the concrete industry today is one of the largestconsumer of natural resources (Mefteh et al., 2013). For these rea-sons, sustainable concrete is one of the major topics in concreteindustry all over the world and its main objectives including:reduce the amount of pollution and carbon dioxide (CO2) gas,development of low energy resources, more efficient use of wastematerials, long lasting, flexible buildings and structures anddeveloping the thermal mass of concrete in a structure to reduceenergy demand (Bravo et al., 2015; Rodrigues et al., 2013).
2.1. Cleaner production
The term cleaner production can be defined as a continuousapplication of an integrated preventive environmental strategyapplied to products, processes and services to increase overall ef-ficiency and reduce risks to humans and the environment(Drexhage and Murphy, 2010; United Nations, 1993). The goal ofcleaner production is to improve the eco-efficiency in companies byimplementation of technical actions and by reducing the negativeeffects to the environment. The cleaner production method haveseveral benefits including improving environmental situation,increasing economical benefits, increasing productivity, continuousenvironmental improvement and gaining competitive advantage(Drexhage and Murphy, 2010). To avoid or to overcome the barriersand to guarantee a successful implementation, cleaner productioncalls for an organized approach (UNEP, 2013). The cleaner
production assessment also can be described as consisting of fourbasic steps, as shown in Fig. 2.
The agro-based industries play a major role in the economy ofthe Malaysia from last few decades, and the products from thisindustry generated a huge amount of wastes that needs suitabledisposal (Kanadasan and Razak, 2014b). Oil palm factories generatevarious types of wastes, including, OPS, fibres, OPBC, palm oil milleffluent (POME) and empty fruit bunches (EFB). Improper man-agement of these wastes could result the environmental pollution.The 3R (Reduce, Reuse, Recycle) concept could bemore beneficial tosave the environment besides supporting the sustainability ofcertain industries (Kanadasan and Razak, 2014a). For the cleanproduction, the oil palm industry is following the following stagesin manufacturing process and procurement of materials: 1) Fruitcontamination control, 2) the increase of free fatty acids control, 3)best operating procedures application, 4) wasted oil collection, 5)standard operating procedures assertion, 6) empty fruit bunchesutilization, 7) water use efficiency improvement, and 8) liquidwaste utilization for producing bio-gas. These aspects of imple-mentation of the cleaner productionwas then analysed and verifiedby experts using Analytical Hierarchy Process (AHP) (Ling, 2011).Usage of solid wastes such as OPS and OPBC as aggregate in con-crete mixture can be considered as one of the environmentalbenefits and green production that will be recognized by most ofthe sustainability rating systems such as the United States GreenBuilding Council's (USGBC) which is Leadership in Energy andEnvironmental Design (LEED) (Leed, 2009).
2.2. Environmental sustainability assessment
The environmental sustainability of a products can be ensuredperiodically by carrying out Environment Impact Assessment (EIA)over its life cycle. During such assessments, several factors werecritically measured including efficient design of products andprocesses, selection of raw or natural materials (resources), recy-cling and reuse of the products, evaluation and assessment pro-cesses for waste material usage and wastes generation,development in energy efficiency of the system etc. The environ-mental impact assessment is a systematic method for identifying,evaluating and analysing the major environmental effects of aproduction process throughout the life cycle of the product. The LifeCycle Assessment (LCA) is an important tool in EIA system that canbe used to identify, evaluate and analyse the major environmentalissues of the production process throughout the life cycle of theproduct (Heijungs et al., 2010; Rebitzer et al., 2004; ISO-14040,2006). The detailed framework of the LCA for any individual proj-ect depends on three most important steps as shown in Fig. 3.
During the production process of the oil palm industry, a huge ofblack smoke released which contains various pollutant materialsand gases such as carbon monoxide (CO), nitrogen dioxide (NO2)and sulphur dioxide (SO2) which have significant effect to envi-ronment and creatures (Lee and Ofori-Boateng, 2013). The totalenvironmental impact of the manufacturing process of oil palmindustry was assessed by using LCA as defined by ISO 14010 (2006).It works in different phases.
The first phase is to notify the goal and the scope. The LCAassessment notify five main impact categories: 1) Non-renewableenergy requirement, 2) Eutrophication potential, 3) Global warm-ing impact, 4) Acidification impact, and 5) Occupation and land-usechange impact on the ecosystem and useful quality of ecosystem.LCA performed for the whole manufacturing system includingcultivation, oil extraction and refining, biodiesel production andtransportation, infrastructure and maintenance, and byproducts atall processing stages (Achten et al., 2010). The major environmentalimpact categories with the environmental sustainability for the

Fig. 1. Sustainability of the manufacturing process of the palm oil industry.
Fig. 2. Methodology of the cleaner production (UNEP, 2013).
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 59
production process of waste materials from the oil palm industryare mentioned in Table 1.
The second phase is the life cycle inventory (LCI). In this phasethe data will be collected through different sources, either can bedescriptive data or factory specific data and expert interviews. Inaddition, the field data on biodiversity, soil, vegetation structure,water balance and biomass necessary for the impact of land-use,were collected from the oil palm industry. From this specific in-formation the amount of carbon can also be computed (Egglestonet al., 2006; Achten et al., 2010). Continue to this, the productionsystemwas carried out which performs two main functions duringthe refinery process. After bleaching, cleaning, and separating thefree fatty acids, the stearin fraction was separated from the oleinfraction. Then the stearin fractionwas sent to bio-diesel productionand olein fraction is sold as cooking oil. After that the productoutput and fossil reference system was performed, in that all theproducts and by-products of the palm oil manufacturing system
should be substituted in the fossil reference system. The sub-stitutions reflects to the local reference system, where crude palmoil is used as kitchen oil. Other by-products of the biodiesel systemare palm kernel oil which is sold as fine oil for the cosmetic in-dustry, palm kernel meal, that can be used as local animal feeds(Lam et al., 2009; Yee et al., 2009).
The third phase is the evaluation of the environmental impacts,the overview of the basic calculation methods are provided here as;the impact calculation for nonrenewable energy requirement is thesum of fossil energy requirement throughout the life cycle. Theglobal warming potential can be computed as the sum greenhousegas emissions throughout the life cycle. Acidification potential isthe sum of NH3, NOx, and SOx emissions throughout the life cycle,whereas, Eutrophication potential is the sum of nitrogen emissionsand flows to water ways or ground water. The land-use impactdepends on land-use change (LUC) and land occupation (LO) onecosystem quality (EQ) (Achten et al., 2010).

Fig. 3. The stages of Life cycle assessment (ISO-14040, 2006).
Table 1Environmental impact categories with the environmental sustainability for theproduction process of waste materials from the oil palm industry (Lee and Ofori-Boateng, 2013).
S. No Impact category Characterization factors
1. Climate change Greenhouse gas (GHG), ocean acidification,global warming
2. Biodiversity loss Wildlife species destruction, endangeredspecies, pollinator decline
3. Water qualitychange
Waste water pollution, eco-toxicity,marine pollution, urban runoffs
4. Air quality change Smog, air pollution, tropospheric ozone,volatile organic compound,
5. Land use anddegradation
Land pollution, desertification, overgrazing,habitat destruction
6. Soil degradation Soil erosion, soil contamination, soil salinity7. Energy use Energy balance, renewable energy use,
efficiency in energy use8. Resource use
and depletionOver use of natural resources, deforestation,illegal logging
9. Chemical emissions Waste disposal incidence, herbicides drifts,landfills, incineration
10. Ozone depletion Ultraviolet exposure, chlorofluorocarbons11. Nuclear emissions Nuclear radiations, nuclear weapons,
radioactive waste emissions12. Human toxicity Respiratory organics and inorganics,
heavy metals
5.2
9.66
17.08
8.2
12.9 ShellsFibersEFBsTrunkFronds
Fig. 4. Oil palm bio products in Malaysia (millions tons per year) (Hosseini and Wahid,2014).
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7360
3. Oil-palm-boiler clinker (OPBC) as aggregate
3.1. Origin of OPBC
Oil palm is a widely cultivated oil bearing tropical palm tree thatoriginated from West Africa and was first illustrated by NicholasJacquin in 1763 (Lee and Ofori-Boateng, 2013). Oil palm milling isthe process of extracting oil palm from fresh fruit bunches (FFBs)and producing crude palm oil and palm kernels (Ahmad et al.,2007b). The global palm oil industry generates over 190 milliontonnes of waste in the form of solid and liquid residues. Out of this,only about 10% is utilized commercially for value-added bio prod-ucts like bio fertilizers. The by-product or waste is in the form ofempty fruit bunches (EFBs), fibres, shells, trunk, fronds and palm oilmill effluent (POME). POME is the largest amount of liquid waste,which, basically, consists of 95% water, 4% residual oil and 1% sus-pended solid material (Lee and Ofori-Boateng, 2013). Fig. 4 showsthe quantity of solid waste bio products of oil palm industries inMalaysia in million tonnes per year.
During the oil palm extraction process, as shown in Fig. 5, theshells and fibres are the ingredients of the oil palm used as fuel forfiring the furnace of themill to heat up the boiler. After about 3e4 hof burning at a temperature of 400 �C, the ashes of the fibres andshells are combined, possibly with some other impurities, to form aby-product, which is locally known as ‘boiler stone’. It is alsoreferred to as oil-palm-boiler clinker (OPBC) (Soleymani, 2012). Oilpalmmills inMalaysia use 96e98% of fibres and 60e80% of shells astheir source of fuel for the boilers to generate electricity and steamfor oil palm extraction (Kong et al., 2014). MHES Asia Sdn. Bhd. is abiomass power plant located in Beau, Negeri Sembilan, which has a13-MW capacity and uses EFBs as a fuel (Ludin et al., 2004; Shuitet al., 2009). The stipulated annual cost saving in running indus-trial boilers when biomass and fossil fuel are applied simulta-neously is around US$270,000 based on 80% diesel and 20%biomass consumption, and US$630,000 in the case of 50% dieseland 50% biomass consumption (Faaij, 2006).
3.2. Physical properties of OPBC
Themechanical properties of OPBC concrete (OPBCC) depend onthe physical properties of OPBC aggregate. In this study, theinvestigated physical properties are specific gravity, shape, thick-ness, surface texture, loose and compacted bulk densities, air andmoisture content, porosity and water absorption. These propertiesare compared with the properties of normal weight aggregates(NWAs).
3.2.1. Specific gravityThe specific gravity of amaterial is the ratio of the density of that
particular material and that of water (Ahmad et al., 2007a). Re-searchers generally prefer OPBC both in the form of fine and coarseaggregates (Ahmad et al., 2007a, 2007b, 2008; Abdullahi et al.,2008; Mohammed et al., 2013, 2014; Kamaruddin, 1991; Roslliand Mohamed, 2002; Zakaria, 1986). From the reports (Ahmadet al., 2007a; Alengaram et al., 2013; Mohammed et al., 2014), itcan be seen that although OPBC has varying specific gravity valuesthey never exceeded the value of the specific gravity of NWA(Table 2).
The range of specific gravity for OPBC is 1.7e2.2. The lowestvalue of 1.7 for the specific gravity of fine OPBC was reported byZakaria (1986), while Ahmad et al. (2007a); Robani and Chee(2009); Chan and Robani (2008) reported the highest value of2.2 for the specific gravity of fine OPBC. The lowest proposed valueof specific gravity for coarse OPBC is 1.7 (Mannan and Neglo,2010), while Robani and Chee (2009); and Chan and Robani(2008) reported the highest value of specific gravity for coarseOPBC as 2.2. The main reason for such a variety of specific gravitiesmay be due to the different sources. The values for the specific
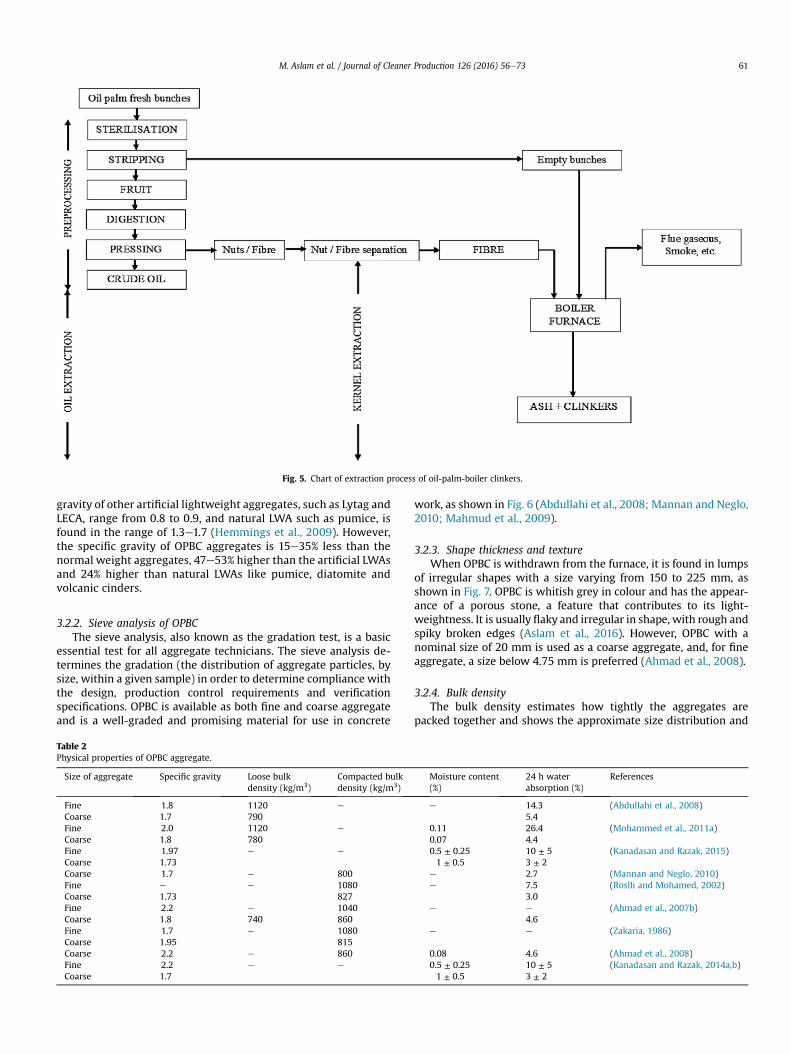
Fig. 5. Chart of extraction process of oil-palm-boiler clinkers.
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 61
gravity of other artificial lightweight aggregates, such as Lytag andLECA, range from 0.8 to 0.9, and natural LWA such as pumice, isfound in the range of 1.3e1.7 (Hemmings et al., 2009). However,the specific gravity of OPBC aggregates is 15e35% less than thenormal weight aggregates, 47e53% higher than the artificial LWAsand 24% higher than natural LWAs like pumice, diatomite andvolcanic cinders.
3.2.2. Sieve analysis of OPBCThe sieve analysis, also known as the gradation test, is a basic
essential test for all aggregate technicians. The sieve analysis de-termines the gradation (the distribution of aggregate particles, bysize, within a given sample) in order to determine compliance withthe design, production control requirements and verificationspecifications. OPBC is available as both fine and coarse aggregateand is a well-graded and promising material for use in concrete
Table 2Physical properties of OPBC aggregate.
Size of aggregate Specific gravity Loose bulkdensity (kg/m3)
Compacted bulkdensity (kg/m3)
FineCoarse
1.81.7
1120790
e
FineCoarse
2.01.8
1120780
e
FineCoarse
1.971.73
e e
Coarse 1.7 e 800FineCoarse
e
1.73e 1080
827FineCoarse
2.21.8
e
7401040860
FineCoarse
1.71.95
e 1080815
Coarse 2.2 e 860FineCoarse
2.21.7
e e
work, as shown in Fig. 6 (Abdullahi et al., 2008; Mannan and Neglo,2010; Mahmud et al., 2009).
3.2.3. Shape thickness and textureWhen OPBC is withdrawn from the furnace, it is found in lumps
of irregular shapes with a size varying from 150 to 225 mm, asshown in Fig. 7. OPBC is whitish grey in colour and has the appear-ance of a porous stone, a feature that contributes to its light-weightness. It is usually flaky and irregular in shape, with rough andspiky broken edges (Aslam et al., 2016). However, OPBC with anominal size of 20 mm is used as a coarse aggregate, and, for fineaggregate, a size below 4.75 mm is preferred (Ahmad et al., 2008).
3.2.4. Bulk densityThe bulk density estimates how tightly the aggregates are
packed together and shows the approximate size distribution and
Moisture content(%)
24 h waterabsorption (%)
References
e 14.35.4
(Abdullahi et al., 2008)
0.110.07
26.44.4
(Mohammed et al., 2011a)
0.5 ± 0.251 ± 0.5
10 ± 53 ± 2
(Kanadasan and Razak, 2015)
e 2.7 (Mannan and Neglo, 2010)e 7.5
3.0(Roslli and Mohamed, 2002)
e e
4.6(Ahmad et al., 2007b)
e e (Zakaria, 1986)
0.08 4.6 (Ahmad et al., 2008)0.5 ± 0.251 ± 0.5
10 ± 53 ± 2
(Kanadasan and Razak, 2014a,b)

0
20
40
60
80
100
0.01 0.1 1 10 100
Part
icle
fine
r (%
)
Sieve sizes (mm)
OPBC-C
OPBC-F
Granite
OPS
Sand
Fig. 6. Particle size distribution of the OPBC compared with other LWA reported in theliterature (Alengaram et al., 2013; Abdullahi et al., 2008; Mannan and Neglo, 2010;Mahmud et al., 2009).
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7362
shape of the particles (Ahmad et al., 2007b). The loose and com-pacted bulk densities of OPBC aggregate vary within the differentranges, as shown in Table 2. The compacted bulk density for fineOPBC varied in the range of 860e1080 kg/m3, while the loose andcompacted bulk densities of coarseOPBC ranged from740 to 790 kg/m3 and 800e840 kg/m3 (Ahmad et al., 2007a, 2007b; Abdullahiet al., 2008; Mohammed et al., 2011a, 2011b, 2013, 2014; Mannanand Neglo, 2010; Chan and Robani, 2008; Robani and Chee, 2009).For structural satisfaction, the density of the aggregates rangedbetween 700 and 1400 kg/m3 (Ahmad et al., 2007b).
The bulk density of fine OPBC is 35e43% lower than normalsand, and the density of coarse OPBC is 40e45% lower than con-ventional coarse aggregate. However, compared to other types oflightweight aggregate originating from agricultural waste, namelyoil palm shell and coconut shell, the density of OPBC is 23e30%higher. The bulk density of coarse OPBC is 6e46% higher than theartificial LWAs, namely LECA and Lytag, and 6e66% higher thannatural LWAs like pumice, diatomite and volcanic cinders.
3.2.5. Water absorptionOPBC aggregate is a porous material and will absorb huge
amounts of water compared to the normal weight aggregate(Ahmad et al., 2007a). The 24-h water absorption for fine OPBCaggregates ranges from 4.7 to 26.5% and for coarse it found in therange of 1.8e5.4%. Although, OPBC aggregate has a high water ab-sorption, it was reported that pumice aggregate has a higher waterabsorption of approximately 37% (Hossain and Khandaker, 2004).For the purpose of concrete mix design, it is very important tospecify the quantity of water absorption that is required for theaggregates, otherwise, it will create a problem of workability andconsistency of the concrete (Ahmad et al., 2007b). The high waterabsorption of OPBC aggregate can be valuable for the resultant
Fig. 7. OPBC aggregates: a) OPBC big lum
hardened concrete. It is reported that LWC with a porous aggregateis less sensitive to poor curing compared to NWC, especially in theearly ages due to the internal water supply placed in the pores ofLWAs (Mohammed et al., 2014).
The utilization of OPBC particles in the geo-polymeric samplesto observe the water absorption was carried out by several re-searchers (Nazari et al., 2012; Sanjayan et al., 2015). The resultsshowed that using the OPBC particles results in a good resistance towater absorption with respect to the OPBC-free specimens at earlyages which make them appropriate for weightless applications.They used Fuzzy logic and ANFIS techniques to prediction theexperimental test results (Nazari, 2012; Nazari and Khalaj, 2012). Itwas found that by using of these techniques the experimental re-sults can be predicted by 90e99% reliability.
The water content of the aggregates mostly depends on thehumidity of the atmosphere in which the aggregates are stored. Ifthe aggregates have been stored in the lab, they will not be exposedto rain, which creates moisture not only on the surface but alsoinside the aggregates as the pores will absorb water inside theparticles. This amount of moisture is of significant importancewhile the concrete mix design is carried out as it is impossible todry the bulk quantity of the aggregates on site (Ahmad et al.,2007b). It was found that the free moisture content of OPBC var-ied between 0.05 and 1%, and the moisture content of the NWAwastypically found to be in the range of 0.5e1% (Alengaram et al., 2013).
3.3. Comparison of the chemical composition of OPBC with otherLWAs
As with the physical properties of the materials, it is also veryimportant to know the chemical properties of OPBC to ensure thatwhen using the binder it behaves properly. In material selection,the use of OPS and OPBC, either alone or in combination, is veryeffective in reducing the permeability of the concrete (Bremner andHolm, 1991, 1995). Mostly, in LWC, the lower permeability is ex-pected due to the improved contact zone between the LWA and thebinder paste. The improved contact zone is due to internal curingand to the vesicular nature of the aggregate, which enables thepaste to seep into the LWA particles for a better bond, and thepozzolanic nature of the aggregate surface, which enables achemical bond between the aggregate and the paste (CEB/FIP,1983). In LWC, the expansive products caused in these chemicalreactions, if they ever occur, can move into the pores of LWAs,minimizing the distress (Bremner and Holm, 1995). The chemicalcomposition of OPBC aggregate compared with other LWA aggre-gates is mentioned in Table 3. As can be seen in this table, thechemical composition of OPBC is almost similar to natural light-weight aggregate like Pumice and artificial lightweight aggregatessuch as lightweight expanded clay aggregate (LECA) and Lytag. In
ps, b) Prepared OPBC for concrete.

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 63
contrast to these lightweight aggregates, OPS has much differentchemical compositions showing that it is a volatile organic (agri-cultural waste) material. Therefore, it is expected that concretescontaining OPBC have better performance compared to OPS con-crete particularly at elevated temperature.
3.4. Mechanical properties of OPBC compared with other LWAs
The mechanical properties of OPBC aggregate, such as LosAngeles abrasion test, and impact and crushing values, have beenreported by many researchers. It has been reported that thestructure of OPBC aggregate and its rate of water absorption cansignificantly affect the mechanical properties of the LWC (Abdullahiet al., 2008). The density and strength of the structural lightweightconcrete depend on the mechanical properties of OPBC aggregate(Mohammed et al., 2013). The mechanical properties of variousLWAs compared with OPBC aggregate are shown in Table 4. Thecrushing value of the aggregates give a relative measure of theresistance of an aggregate to crushing under a gradually appliedcompressive load. The crushing value of aggregates is restricted to30% for concrete used for roads and pavements, while 45% may bepermitted for other structures (Mehta and Monteiro, 2006). Thecrushing value for OPBC aggregate is 6e10% lower than for crushedgranite, and can be used for all types of structures.
In concrete, the toughness of the aggregates is usually consid-ered as the resistance of the material to failure by impact. IS 283-1970 specifies that the impact value of aggregates shall not exceed45% by weight for aggregates used for concrete other than for thewearing surface, and 30% by weight for concrete for the wearingsurface (Mehta and Monteiro, 2006; Neville and Brooks, 2008).With respect to impact and crushing resistance, the resistance towear is also an important factor for the aggregates. Generally, theabrasion resistance of LWA is inferior to that of NWA due to thelower stiffness of LWA (Alengaram et al., 2013). The abrasion valueshould not be more than 30% for the wearing surface, and not morethan 50% for concrete other than for the wearing surface (Nevilleand Brooks, 2008). As can be seen in Table 4, the abrasion valuefor OPBC aggregate is around 8e26% higher than for crushedgranite. It was observed that all the mechanical properties for OPBCaggregate were found to be in suitable ranges, and, can be used inthe construction industry as aggregate. Table 4 shows that thecrushing, impact and abrasion values of OPS and coconut shells are
Table 3Chemical properties of OPBC aggregates comparedwith other LWAs (Shafigh et al., 2010; Ret al., 2011; Arioz and Karasu, 2008; Ahmmad et al., 2014).
Element Concentration (%)
OPBC
Calcium oxide CaO 2.3e8.2Silica dioxide SiO2 59.6e81.8Ferric oxide Fe2O3 4.62e5.2Sulphur trioxide SO3 0.73Aluminum oxide Al2O3 3.5e3.7Magnesium oxide MgO 1.2e5.0Phosphorous pentoxide P2O5 0.8e5.3Potassium oxide K2O 4.6e11.6Titanium dioxide TiO2 0.2Natrium oxide Na2O 0.1e0.3Manganese trioxide Mn2O3 e
Manganese oxide MnO e
e LOI e
Ash e e
Nitrogen N e
Sulphur S e
Chloride Cl- e
Loss on ignition e e
a LECA: Lightweight expanded clay aggregate.
much lower than OPBC and granite aggregates. The main reason forthis difference is that these shells are similar to wood and arerelatively ductile materials while OPBC like granite aggregate issimilar to stone with brittle behaviour.
4. Mix design for OPBC concrete
In well-proportioned mixtures, the amount of cement andstrength relationship are fairly constant for a particular type orbetween one type and another. Therefore, researchers preferdifferent trial mixtures with varying cement content, OPBC as fineand coarse aggregates as well as other normal weight aggregates todevelop the required range of compressive strengths. From theliterature, the selected mix proportions, and fresh and hardenedproperties of OPBC concrete are shown in Table 5. Several re-searchers conducted a series of experiments using cement, andOPBC as fine and coarse aggregates to produce a structural light-weight aggregate concrete. It was reported that, without anyadmixture, OPBC aggregate gives good workability of the concrete.The slump value was found to be in the range of 45e190 mmwhilethe 28-day compressive strength ranged between 17 and 47 MPa(Abdullahi et al., 2008; Mohammed et al., 2014). The several trialmixes to determine the suitable mix proportions for OPBC light-weight concrete was examined by Mannan and Neglo (2010); theypreferred three different mix design methods. In all the mix pro-portions, the materials used were cement, river sand and OPBC asthe coarse aggregate, together with a super-plasticizer (SP). Theslump value of the mixes was in the range of 40e100 mmwith the28-day compressive strength and dry density in the range of27e36 MPa and 1845e1980 kg/m3, respectively. They also reportedthat the addition of SP did not increase the workability of OPBCconcrete, while Zakaria (1986) used the samematerials without anyadmixture and reported very low slump values and a 28-daycompressive strength range of 15e28 MPa. The effect of SP inOPBC concrete was previously a controversial issue because it wastotally a new waste material. For comparison with NWC, Ahmadet al. (2007a) prepared five different mix trials with one normalweight concrete and four LWC mixes. The NWC mix design wasbased on the method proposed by the Department of Environment(DoE), while the LWC series was designed using the FederationInternationale de la Precontrainte (FIP) method. The four mixes ofLWC were further divided into two sets. The first set contained two
obani and Chee, 2009; Hemmings et al., 2009; Hossain and Khandaker, 2004; Shafigh
OPS Pumice LECAa Lytag
0.08 1.0e2.0 2.0e2.5 3.0e4.00.01 60.0e75.0 62.0e66.0 50.0e53.00.03 1.0e7.0 7.0e9.0 5.0e6.0
e 0.14 1.0e16.0 0.30.13 13.0e17.0 0.2e16.0 23.0e25.00.03 1.0e2.0 1.0e4.0 2.8e3.0
e e 0.21 e
0.00 7.0e8.0 2.0e3.5 0.2e e e e
0.00 3.0e5.0 0.7e2.0 0.3e e e
e e 0.14e e 0.84
1.53 e e
0.41 e e
0.00 e e
0.00 e e
98.5 1.52 e 3.1

Table 4Mechanical properties of OPBC compared with other LW& NWaggregates (Ahmad et al., 2007b, 2008; Mohammed et al., 2011a; Mohammed et al., 2014; Shafigh et al., 2014a).
Properties Agricultural solid wastes Crushed granite
OPBC Oil palm shell Coconut shell
Aggregate crushing value % 18.0e18.8 5.0e10.0 2.6 20.0Aggregate impact value % 25.0e38.6 4.0e8.0 8.2 13.0e17.0Los Angeles abrasion value % 27.1 3.0e5.0 1.6 20.0e25.0
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7364
mixes; one mix was prepared using normal sand as the fineaggregate and OPBC as the coarse aggregate. The second mix con-tained OPBC as both the fine and coarse aggregates. It was observedthat the mix prepared by using OPBC as the coarse and fine ag-gregates gave an 18% lower compressive strength compared to theother trial mixes. The second set was prepared by using the sameaggregates as in the first set; however, in this set, the cement wasreplaced with 10% fly ash. It was observed that the mix was pre-pared by using OPBC as the coarse and fine aggregates and fly ashgave a 12% lower compressive strength compared to the other trialmixes. Due to the porous nature of OPBC aggregate, they preferredthe use of an admixture to compensate the workability issue and toachieve a stronger and more durable concrete. Finally, theyconcluded that OPBC concrete with coarse OPBC, fine sand and 10%fly ash replacement in cement content produced higher compres-sive and tensile strengths than concrete having 100% OPBC aggre-gates (coarse and fine).
The comparative behaviour of normal and lightweight concretesusing normal and OPBC aggregates was studied by Hassan et al.(2008). A normal weight concrete mix was considered as the con-trol mix, and, in the other four mixes, the conventional aggregateswere replaced in increments of 25% with OPBC fine and coarseaggregates. The slump value and compressive strength of all themixes were found to be in the range of 0e70mm and 26e42MPa. Itwas observed that the compressive strength of OPBC concreteincreased up to 5% compared to the control mix, through replace-ment with 25% OPBC coarse and fine aggregates. However, a 35%reduction in the compressive strength and zero slump valuecompared to control mix were observed through the 100%replacement with OPBC coarse and fine aggregates. The reductionin the slump value and the compressive strength of OPBC concretewas due to the high porosity and water absorption of OPBCaggregate. While, the durability properties of foamed OPBC con-crete was investigated by Chandran (2010). They reported that thefoamed concrete incorporating OPBC aggregates has better chem-ical resistance compared to conventional concrete.
The behaviour of the OPS concrete by replacing the normal sandwith fine OPBC aggregate was conducted by Shafigh et al. (2014b).The OPS concrete with normal sand was considered as the controlconcrete, and, in other mixes, the river sand was replaced with fineOPBC aggregate in increment of 12.5% up to 50% replacement ofsand. The slump value and compressive strength for all OPBC-OPSconcrete mixes were found in the range of 30e76 mm and32e37 MPa. While, Kanadasan and Razak (2014a) used the particlepacking concept to investigate the fresh and hardened properties ofself-compacting concrete (SCC) incorporating waste product of oil-palm-boiler clinker aggregate. The actual packing level of aggregateand paste volume were integrated into the method. The resultsindicated that the mixture design could be employed not only foroil-palm-boiler clinker but also for a variety of combinations ofaggregates. A study conducted with (Aslam et al., 2015) revealedthat OPBC coarse aggregate can be used as a partial replacementwith OPS in OPS lightweight concrete. The advantages of usingOPBC in OPS concrete were significant increase in compressivestrength and efficiency factor (compressive strength to weightratio).
5. Physical properties of OPBC concrete
5.1. Workability
One of the standard tests to check the workability of the con-crete is the slump test, which measures the consistency of concreteaccording to ACI 116R 2000. It is very beneficial to manipulate thevariations in the uniformity of the given mix proportions (Neville,2008). Similar to NWC, the slump value of LWAC also increasedwith an increase in the water cement ratio; as shown in Table 5. Itwas reported by Shafigh et al. (2014a) that OPBC, when used as afine aggregate, it can absorb more water, even three times to thenormal weight sand. Therefore, it is expected that by increasing theamount of OPBC aggregate and reducing the amount of normalsand in the concrete mixture, the slump value decreases. Abdullahiet al. (2008) found that the slump ranges varied from 45 to 190 mmwithout using any admixture and posited that concrete using OPBCwould give good workability. After many trials (Mannan and Neglo,2010), obtained slump values ranging between 40 and 100 mmwith the super-plasticizer and having a compressive strength up to33 MPa. However (Ahmad et al., 2007a), used different types ofaggregate, such as normal sand as the fine aggregate and OPBC asboth the fine and coarse aggregates with the admixture. The slumpvalue of concrete using OPBC as the fine and coarse aggregatesranged from 85 to 105 mm with a compressive strength of34e42MPa. The concrete castedwith OPBC and fly ash had a slumpvalue ranging between 100 and 125 mm, and a compressivestrength between 36 and 42 MPa. They demonstrated that the 10%cement replacement by fly ash could even increase the compressivestrength of OPBC concrete. They further reported that by incorpo-rating a small percentage of admixture, a higher slump value couldbe achieved. They demonstrated that high range water reducingadmixtures are capable of dispersing cement grains that lead to-wards a high slump value resulting in high workability. Thedetailed study was conducted using OPBC as the coarse aggregateand natural sand as the fine aggregate to fabricate LWC (Zakaria,1986). The observed slump value was very low, varying from 1 to15 mm with a compressive strength up to 28 MPa. However, thisdoes not necessarily mean that the low slump ensures lowercompressive strength. Hassan et al. (2008) reported a slump valuefor NWC of 70 mm with a compressive strength of 40 MPa, whilethe slump varied from 0 to 50 mm for LWC using both natural(coarse and fine) and OPBC (coarse and fine) aggregates but with acompressive strength up to 42 MPa. The OPBC after crushing isround in shape which may cause improvement on workability ofconcrete. For example, the incorporation of the OPBC as coarseaggregate in OPS concrete has significantly improved the work-ability of the concrete. However, the contribution of fine OPBC inOPS concrete reduced the slump value which was majorly due tothe higher water absorption compared to natural mining sand.
5.2. Plastic density
The unit mass or unit weight in air of fresh concrete can bereferred to as the plastic density or fresh density of concrete. It canbe computed by taking the sum of the masses of all the ingredients

Table 5Selected mix proportion of OPBC concrete and its fresh and mechanical properties.
Mix designandspecimensdetails
Concrete Aggregates Tensile strength(MPa)
Young'sModulus(GPa)
References
w/cratio
Mix proportions Cementcontent(kg/m3)
Slump(mm)
Density (kg/m3) Strength(MPa)
Size(mm)
Type Density(kg/m3)
Wateabs:24 h
Flexural Splitting
Plastic Hardened 7days
28days
Loose Comp:
S2 0.32e0.56 OPC þ POC(C þ F) 350e600 45e195 1903e1970 1440e1850 13.73 22.88 <55e14
FineCoarse
1122793
e 14.295.39
e e e (Abdullahiet al., 2008)S3 OPC þ POC(C þ F) 10.20 17.00
S4 OPC þ POC(C þ F) 12.84 21.40S7 OPC þ POC(C þ F) 19.90 33.17S8 OPC þ POC(C þ F) 17.37 28.95S10 OPC þ POC(C þ F) 19.35 32.25S11 OPC þ POC(C þ F) 15.02 25.03S12 OPC þ POC(C þ F) 10.21 17.02S14 OPC þ POC(C þ F) 12.65 21.08A1 0.40e0.46 OPC þ POC(C þ F) 480e520 e e 1845.6 e 42.56 <5
5e14FineCoarse
1119781
e 26.454.35
4.64 2.72 26.94 (Mohammedet al., 2014)A2 OPC þ POC(C þ F) 1835.7 32.08 4.38 2.51 19.35
A3 OPC þ POC(C þ F) 1832.9 27.15 4.01 2.26 16.87A4 OPC þ POC(C þ F) 1820.5 26.52 3.64 1.90 12.61A5 OPC þ POC(C þ F) 1818.2 25.50 3.46 1.85 9.73B-1 0.60 OPC þ Sand (F)þ
POC(C)350e450 100 e 1868.0 e 33.00 <5
20SandCoarse
e 1513805
0.952.65
e e e (Mannan andNeglo, 2010)
B-2 0.80 OPC þ Sand (F)þPOC(C)
40 1845.0 27.00
B-3 0.82 OPC þ Sand (F)þPOC(C)
40 1931.0 32.50
B-4 0.60 OPC þ Sand (F)þPOC(C)
40 1946.0 34.00
B-5 0.80 OPC þ Sand (F)þPOC(C)
60 1943.0 34.50
B-6 0.82 OPC þ Sand (F)þPOC(C)
70 1980.0 35.50
S1 0.55 Control (NWC) 285e510 190 e 2486.0 40.0 50.0 <4.7520
FineCoarse
e 864e
4.651.79
8.02 4.20 e (Ahmadet al., 2007a)S2 0.55 OPC þ POC (C) þ
Sand105 2018.0 33.3 41.6 6.40 3.25
S3 0.55 OPC þ POC(C þ F) 85 1846.0 24.0 34.0 5.43 2.30S4 0.55 OPC & F.A (B),
POC(C þ F)125 2026.0 37.0 42.0 6.43 3.30
S5 0.55 OPC & F.A (B),POC(C)þ Sand
100 1878.0 29.1 36.5 5.46 2.30
M-1 0.20 OPC þ POC(C þ F) e e e 1837.8 e 46.8 <55e14
FineCoarse
1119781
e 26.454.35
3.46e4.64 2.7 26.8 (Mohammedet al., 2013)M-2 0.40 OPC þ POC(C þ F) 1830.3 31.5 2.3 16.9
M-3 0.60 OPC þ POC(C þ F) 1820.1 20.3 1.8 9.71:2:3S
1:2:3C1:2:4S
0.70 OPC þ Sand (F)þPOC (C)
e 1.0 e 1800e2000 20 28 <4.7520
FineCoarse
e 1075815
4.651.79
5.2 2.0 e (Zakaria, 1986)
0.80 OPC þ Sand (F)þPOC (C)
8.0 e e e e
0.90 OPC þ Sand (F)þPOC (C)
Collapse e e e e
1.00 OPC þ Sand (F)þPOC (C)
15.0 e e e e
0.70 OPC þ POC(C þ F) e e e e e
0.70 OPC þ Sand (F)þPOC (C)
2.0 18 23 5.0 2.2
(continued on next page)
M.A
slamet
al./Journal
ofCleaner
Production126
(2016)56
e73
65
r
%

Table 5 (continued )
Mix designandspecimensdetails
Concrete Aggregates Tensile strength(MPa)
Young'sModulus(GPa)
References
w/cratio
Mix proportions Cementcontent(kg/m3)
Slump(mm)
Density (kg/m3) Strength(MPa)
Size(mm)
Type Density(kg/m3)
Waabs24
Flexural Splitting
Plastic Hardened 7days
28days
Loose Comp:
1:2:4C1:2:5S
1:2:5C
0.80 OPC þ Sand (F)þPOC (C)
4.0 e e 3.8 1.3
0.90 OPC þ Sand (F)þPOC (C)
6.0 e e e e
1.00 OPC þ Sand (F)þPOC (C)
10.0 e e e e
0.70 OPC þ POC(C þ F) 5.0 15 26 e e
0.70 OPC þ Sand (F)þPOC (C)
e 6 15 3.2 2.5
0.70 OPC þ POC(C þ F) e 12 21 3.0 1.7POCC-0% 0.50 OPC þ Sand
(F)þGravel(C)450 70 e 2345 30.9 40.3 <5
5e14FineCoarse
e 1120840
e e e e (Hassanet al., 2008)
POCC-25% 0.50 OPC þ POC(F þ C)& (S þ G)
50 2214 32.9 41.6
POCC-50% 0.50 OPC þ POC(F þ C)& (S þ G)
45 2083 27.3 35.1
POCC-75% 0.50 OPC þ POC(F þ C)& (S þ G)
5 1952 24.6 29.7
POCC-100% 0.50 OPC þ POC(F þ C) &(S þ G)
0 1821 22.8 26.2
M 0.38 OPBC 0% þ Sand100% þ OPS
500 110 1980 1996 34 37 <4.759.5
Fine (OPBC)& (Sand)Coarse (OPS)
10251525561
11371657626
e 4.18 2.64 13.8 (Shafighet al., 2014a)
M12.5 0.38 OPBC12.5% þSand87.5% þOPS
76 1976 1989 33 36 4.15 2.57 13.0
M25 0.38 OPBC 25% þ Sand75% þ OPS
76 1966 1993 34 37 3.84 2.49 12.6
M37.5 0.38 OPBC37.5% þ Sand62.5% þ OPS
52 1917 1948 30 33 3.73 2.41 12.4
M50 0.38 OPBC 50% þ Sand50% þ OPS
30 1881 1919 28 32 3.22 2.20 8.6
OPC: Ordinary Portland cement, POC: Palm oil clinkers, OPS: Oil palm shell, ORD: Ordinary aggregates, F.A: Fly Ash, C: Coarse, F: Fine, S þ G: Sand and Gravel.
M.A
slamet
al./Journal
ofCleaner
Production126
(2016)56
e73
66
ter:h %

0
10
20
30
40
50
0 0.2 0.4 0.6 0.8 1
28-d
ay C
ompr
essiv
e st
reng
th (M
Pa)
water to cement ratio
OPBC as Coarse and Fine OPBC as Coarse
Linear (OPBC as Coarse and Fine) Linear (OPBC as Coarse)
Fig. 8. Compressive strengths of OPBC concrete at different w/c ratios (Abdullahi et al.,2008; Ahmad et al., 2007a; Aslam et al., 2015; Hassan et al., 2008; Kanadasan andRazak, 2014a; Mannan and Neglo, 2010; Mohammed et al., 2013; Mohammed et al.,2014; Shafigh et al., 2014a; Zakaria, 1986).
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 67
of a batch of concrete divided by the volume filled by the concrete.The LWAC using OPBC as both the fine and coarse aggregates wasprepared by Abdullahi et al. (2008). They reported that the plasticdensities of OPBC concrete were in the range of 1900e1970 kg/m3,depending on the mix proportions and the w/c ratio; as shown inTable 5. The air-dry density for OPBC concrete is less than thesevalues yielding a lightweight concrete. Usually, the fresh concretedensity of OPBC lightweight concrete is 120e460 kg/m3 more thanthe saturated density, which might be attributed to the water ab-sorption of OPBC aggregate.
5.3. Hardened density of OPBC concrete
The compressive strength of concrete depends on the hardeneddensity and is one of the most important variables to consider inthe design of concrete structures. The density of structural light-weight aggregate concrete (SLWAC) typically ranges from 1400 to2000 kg/m3 compared to that of 2400 kg/m3 for normal-weightconcrete (NWC). According to Neville (2008), the density of light-weight aggregate concrete lies between 350 and 1850 kg/m3,whereas (Clarke, 2002) reported that the density of LWC variesbetween 1200 and 2000 kg/m3. Attempts have been made bymanyresearchers to decrease the density of OPBC concrete withoutaffecting the compressive strength. The density of OPBC concretedepends on various factors, such as, the type of cement, the specificgravity of OPBC, water cement ratio, sand and OPBC content, andwater absorption of OPBC. Some researchers studied the use ofOPBC as both fine and coarse aggregates and reported that thedensity of OPBC structural LWC ranged between 1440 and 1850 kg/m3 and was 23e40% lower than the density of NWC (Abdullahiet al., 2008; Kanadasan and Razak, 2014b; Mohammed et al.,2014, 2011a, 2013). Few researchers (Mannan and Neglo, 2010)and (Zakaria, 1986) studied the combination of OPBC (as coarse)and natural sand (as fine) aggregates. They stated that the densityof OPBC structural LWC lay in the range of 1800e2000 kg/m3.Whereas (Ahmad et al., 2007a) used the same materials, OPBC andnatural sand as aggregates, but replaced the cement byweight with10% fly ash. They computed the density range as 1880e2030 kg/m3
and approximately 16e22% lower than the density of the NWC. Itwas observed that by incorporating the 10% fly ash as a binder inOPBC concrete, the density of the LWCwas increased in the range of1e4% compared to the mixes without fly ash. A comparative studyusing a mixture of both ordinary aggregates and LWA (OPBC as fineand coarse) was conducted by Hassan et al. (2008). The range forLWC density varied between 1820 and 2345 kg/m3 and was 2e24%lower than the density of NWC; as shown in Table 5. It was reportedby Shafigh et al. (2014a) that by incorporating OPBC sand in OPSlightweight concrete up to 50% of the weight of normal sand, thedensity of OPS concrete further reduced from 1990 to 1920 kg/m3.Further, Trumble and Santizo (1993) stated that in the constructionof a tower, LWC was considered for use in the floors, whereas NWCwas considered for use in the columns. The volume of slabs isusually between 70% and 90% of the total volume of the concreteused in the building (CEB/FIP, 1977). Moreover, strength is not amajor consideration in floor slabs; therefore, a large amount of LWCis used to decrease the dead load of the concrete in the floors ofmulti-storey buildings (Mehta and Monteiro, 2006).
6. Mechanical properties of OPBC concrete
6.1. Compressive strength
The compressive strength of structural concrete is the mostappropriate property for any innovative material used in concretetechnology. It affects all the other mechanical properties of
concrete such as flexural strength, splitting tensile strength andmodulus of elasticity. According to ACI, the cylindrical compressivestrength of LWC at 28 days should not be less than 17 MPa (Nevilleand Brooks, 2008).
Researchers have studied different LWAs, mix design and curingconditions to achieve varying grades of strength. Some of themused OPBC as both fine and coarse aggregates to develop a LWACknown as oil-palm-boiler clinker concrete (OPBCC). Abdullahi et al.(2008) have studied properties of LWC by using of OPBC as bothcoarse and fine aggregates in concrete mixture. Firstly, theyselected a w/c ratio in the range of 0.32e0.56 and succeeded indeveloping a compressive strength range of 17e33 MPa. Further,they continued their research to investigate the flexural strength ofthe same concrete, but this time they selected the w/c ratio in therange of 0.40 and 0.46, and achieved a higher compressive strengthup to 47 MPa (Mohammed et al., 2013, 2014); as shown in Table 5.Ahmad et al. (2007a) comparatively studied NWC by using the DoEmethod and LWC using the FIP design method. They designed fivedifferent mix proportions, one for NWC and four for LWC at thesame w/c ratio of 0.5. The compressive strength achieved for NWCwas about 50 MPa, whereas for LWC, in the first proportion, thematerials preferred were binder (cement), OPBC (C) and naturalsand as aggregates at the same w/c ratio. This proportion gave anaverage compressive strength of 42 MPa. It was approximately 16%lower than the compressive strength of NWC. In the second mixproportion, the preferred materials were the same, however,instead of natural sand, fine OPBC was used. The reductionobserved in the compressive strength was up to 32%. Then, for theother two mix proportions, the materials preferred were the sameas in the first and second mixes; however, fly ash was added with abinder up to 10% of OPC content. Nevertheless, the compressivestrength was not affected by using the fly ash, the compressivestrength was 16e28% lower than the compressive strength of NWC.
Several researchers studied the use of OPBC as a coarse aggre-gate for developing a structural LWAC. Zakaria (1986) studied theuse of OPBC as a coarse aggregate and natural sand as a fineaggregate. The range selected for the w/c ratio varied between 0.70and 1.0. Due to the high w/c ratio, he achieved a 28-day compres-sive strength ranging between 15 and 28 MPa. Later, Mannan andNeglo (2010) studied the same aggregates (OPBC and naturalsand) to develop a LWC, but they selected aw/c range between 0.60and 0.82. Due to the proper selection of the w/c ratio, they achievedbetter compressive strength results varying between 27 and36 MPa. The behaviour of LWC by using OPS (coarse), normal andOPBC sandswith a constant w/c ratio of 0.38was studied by Shafighet al. (2014a). The first matrix was considered as the control with

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7368
cement, OPS and natural sand; whereas, for the other proportions,the natural sand was replaced by OPBC sand at 12.5, 25, 37.5 and50%. The 28-day compressive strength achieved ranged from 30 to38 MPa, as shown in Fig. 8.
Some researchers conducted a comparative study of thebehaviour using a mixture of normal weight aggregate (NWA) andOPBC as the coarse and fine aggregates to fabricate LWAC. Hassanet al. (2008) fabricated five different mix proportions by using theACI design method with the same w/c ratio of 0.50. The first matrixwas considered as the control mix of NWC. In the next four ma-trixes, they replaced the NWA with OPBC aggregate with 25% in-crements. The compressive strength for the mixes containing 0,25%, 50%, 75% and 100% OPBC were 40, 42, 35, 30 and 26 MPa,respectively. The 25% replacement of NWA with OPBC was able togive even better compressive strength than NWC. Later, Kanadasanand Razak (2014a) studied the samematerials andmix patternwithdifferent w/c ratios ranging from 0.42 to 0.54. Due to the lower w/cratio, they achieved even better results for the compressivestrength of concrete containing OPBC varying from 35 to 50 MPacompared to control OPS concrete. Test results of a study (Aslamet al., 2015) showed that in OPS lightweight concrete if OPS issubstituted with 40% OPBC, the new concrete with this blendedcoarse lightweight aggregate has higher compressive strengthcompared to OPS concrete. The main problem of OPS concrete isdue to the smooth surface texture of the shell for both concave andconvex faces which resulted weak bond in concrete. However, theincorporation of the rough textured OPBC aggregate in OPS con-crete has a significant effect on the compressive strength of theconcrete.
Fig. 8 shows the relationship between the water to cement ratiowith compressive strength of OPBC concretes at 28 days age. Asexpected, by increasing the water to cement ratio the compressivestrength of OPBC concrete containing coarse or coarse and fineaggregates reduces. This relationship shows that at the same waterto cement ratio, concrete containing coarse OPBC has highercompressive strength than the concrete containing coarse and fineOPBC aggregates. This difference is more significant at higher waterto cement ratios.
6.2. Modulus of rupture
The modulus of rupture (MOR) for OPBC concrete reported byvarious researchers as can be seen in Table 5. Mohammed et al.(2011a, 2014) conducted an experimental investigation usingOPBC (as fine and coarse) aggregates. Due to the porous nature ofOPBC aggregate, they achieved MOR values in the range of3.5e4.6 MPa and approximately 10% of the compressive strength ofOPBC concrete. Zakaria (1986) performed an experimental inves-tigation using normal sand and OPBC as the coarse aggregates. Hereported that the MOR value for this concrete ranged between 3.0and 5.0 MPa and was approximately 20% of the compressivestrength of concrete. Ahmad et al. (2007a) reported different mixdesigns using OPBC and normal aggregates. The two mixes wereprepared using OPBC as the coarse aggregate and natural sand asthe fine aggregate. It was observed that replacing OPC (binder) with10% fly ash reduced the flexural strength of the LWC up to 15% of theLWC without fly ash. The flexural strength of the mixes rangedbetween 5.5 and 6.4 MPa. However, in the other two mixes, whichcontained OPBC as the coarse and fine aggregates, it was reportedthat replacing OPC with 10% fly ash could enhance the modulus ofrupture up to 15% of the mix without fly ash. The MOR values forthese mixes were found to be in the range of 5.4e6.4 MPa, andthese values were almost 15% of the compressive strength of theLWC. The MOR value is affected from the mix design proportions.Mohammed et al. (2014), and Ahmad et al. (2007a) used nearly
similar w/c ratios, butwith a higher binder (fly ash) content, Ahmadet al. (2007a) reported an increment in the MOR of the lightweightconcrete. A similar trend was reported by Mahmud et al. (2009),albeit with the use of cementitious materials. It was further re-ported that the MOR increased when the amount of cement con-tent increased, and decreased when the w/c ratio increased(Mohammed et al., 2011a, 2013).
The relationship between the MOR and compressive strengthwas further investigated using the different equations suggested bya number of standards and researchers. The fabrication of the LWACwas examined with OPBC as coarse and fine aggregates, as well aswith natural sand and OPS. The binders can be used normally ormixed with fly ash for the fabrication of LWAC. There are severalproposed equations to predict the MOR from the compressivestrength (CEB/FIP, 1977; Shafigh et al., 2012). However, not all ofthem can be used for OPBC concrete. Using the existing data,Equation (1) gives a good estimation of the MOR for OPBC concretefrom the compressive strength with a R2 of 70e90%. However, as aspecific equation, Equation (2) could be used. This equation (CEB/FIP, 1977) was previously suggested for predicting the MOR ofLWACwith a cube compressive strength in the range of 20e60MPa.The Equation (2) gives about 85% reliability between the experi-mental and predicted values.
fr ¼ Kffiffiffiffiffiffifcu
p(1)
fr ¼ 0:46ffiffiffiffiffiffif 2cu
3q
(2)
where, fr and fcu are the 28-day flexural and compressive strengthsin MPa, and “K” is the constant parameter ranging between 0.73and 0.76.
A comparison between the existing experimental data for OPBCconcrete with the predicted modulus of rapture from the equationsproposed by ACI 363-92 (1992); Lo et al. (2004), IS (Short, 1978),and the proposed equation for high strength lightweight aggregateconcrete (HSLWAC) (CEB/FIP, 1977) shows that the equations sug-gested by ACI and IS gives almost similar results (an error below10%) to the experimental values. While, the equation proposed forHSLWAC gives very conservative estimation for all OPBC concretes.
6.3. Splitting tensile strength
The compressive strength is the property of concrete normallyconsidered in a structural design, however, for some purposes, suchas the design of airfield slabs and highways, resistance to cracking,the shear strength and the tensile strength are of interest (Neville,2008). Mohammed et al. (2013; 2014) reported that when usingOPBC as fine and coarse aggregates, the splitting tensile strengthvalue ranged between 1.8 and 2.7 MPa with the w/c ratio varyingfrom 0.20 to 0.60, and was around 6e10% of the compressivestrength. They further reported that the splitting tensile strengthincreasedwhen the cement content increased, and decreasedwhenthe w/c ratio increased. Ahmad et al. (2007a) fabricated LWC usingOPBC aggregate and binders (OPC and fly ash); the observedsplitting tensile strength varied from 2.30 to 3.30 MPa, and was6e8% of the compressive strength. This range of splitting tensilestrength was about 16e32% less than the control normal weightconcrete. They reported that the splitting tensile strength of theconcrete was dependent on the splitting tensile strength of OPBCaggregate. Zakaria (1986), who studied the mixture of natural sandand OPBC (as coarse), found that the splitting tensile strength ofconcrete varied from 1.3 to 2.5 MPa with a very high w/c ratio of0.70e1.0, and was about 6e16% of the compressive strength. Al-Khaiat and Haque (1998) reported that the splitting tensile

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 69
strength of structural LWC was less than the tensile strength ofsimilar strength grade NWC. Furthermore (Shafigh et al., 2014a),performed a detailed study using OPS (as coarse), normal and OPBCsands. The splitting tensile strength ranged between 2.2 and2.6MPa. They reported that the rate of compressive strength gainedwith time was more significant than the rate of the splitting tensilestrength.
The relationship between the splitting tensile strength and thecompressive strength was further investigated using the differentequations suggested by a number of standards and researchers. Thefabrication of the LWAC was examined when OPBC was used ascoarse and fine aggregates, or with the natural sand and OPS.Equation (3) shows a general relationship between the splittingtensile strength and compressive strength (ACI 363-92 (1992);Slate et al., 1986). In this form of proposed equation, if the con-stant K varied between 0.46 and 0.53, the splitting tensile strengthof OPBC concrete could be predicted with a 77e91% reliability. Theequation suggested by Shetty (2005) for the splitting tensilestrength of NWC was also implemented for OPBC concrete. It wasobserved that this (Equation (4)) gave more reliable results ofapproximately 90% of the experimental results for the splittingtensile strength of OPBC lightweight concrete. An equation for thesplitting tensile strength of the LWC with expanded clay and shalewith a cube compressive strength ranging between 20 and 60 MPa,was also investigated (Shafigh et al., 2010). It also gave very highreliability ranges between 70 and 97% for OPBC concrete, as shownin Equation (5).
ft ¼ Kffiffiffiffiffiffifcu
p0:46<K <0:53 (3)
ft ¼ 1:05þ 0:005fcu (4)
ft ¼ 0:27ðfcuÞ0:63 (5)
where, ft is splitting tensile strength and fcu is the 28-daycompressive strength in MPa.
The experimental data for OPBC concrete was also comparedwith the predicted splitting tensile strength from the equationsproposed by ACI 363-92 (1992), CEB/FIP (1977), and NWC (Shetty,2005). It was observed from the results that the equations sug-gested by ACI, CEB-FIP and NWC showed closer estimations (anerror in the range of 5e15%) to the experimental values. If it beassumed that a prediction error of up to 10% is acceptable then allthese equations can be used for OPBC concretes.
6.4. Modulus of elasticity
The Young's modulus of elasticity or E-value of the concrete isone of the most important parameters in the design of structuralmembers. The modulus of elasticity of a material is a measure of itsstiffness, and, for most materials, remains constant over a range ofstresses. The E-value of the concrete depends upon the moduli ofelasticity of its constituents and their quantities by volume in theconcrete; its value is reduced when NWAs were replaced by LWAs(Neville, 2008). The modulus of elasticity of LWAs was less thanNWAs and was even smaller than mortar, ranging mostly from 5 to28 GPa (CEB/FIP, 1977). Therefore, it is projected that by enhancingthe volume of LWA and reducing the volume of the normalaggregate, there is a reduction in the modulus of elasticity of con-crete. Generally, the modulus of elasticity of structural LWC rangesbetween 10 and 24 GPa, while, in NWC, it ranges from 14 to 41 GPa(Shafigh et al., 2014b). Only a few researchers have focused on thisimportant property in their study. Mohammed et al. (2013; 2014)used OPBC as both fine and coarse aggregates with different mix
proportions and w/c ratios. The E-value varies from 9.7 to 27 GPa.Shafigh et al. (2014a) considered different materials, such as OPS aslightweight coarse aggregate, normal and OPBC sands as fine ag-gregates with different mix proportions, and attained a varyingrange of modulus of elasticity between 8.6 and 13.8 GPa. They re-ported that the modulus of elasticity of OPS concrete containing37.5% (percentage of total sand) of OPBC sand is in the normal rangefor structural LWA concrete.
The relationship between the modulus of elasticity (E) andcompressive strength (fcu) was further investigated using thedifferent equations suggested by some researchers. The fabricationof the LWAC was examined when OPBC was used as both coarseand fine aggregates. The general equation proposed by ACI 318-05(2005) for the modulus of elasticity of NWC was investigated forOPBC lightweight concrete. It was observed that this equation gavean 80% reliability between the experimental and theoretical results.The equation suggested by BS-8110 (1986) for the modulus ofelasticity of the NWC was also implemented for OPBC concrete. Itwas observed that this (Equation (7)) gave good reliability for OPBClightweight concrete.
E ¼ 0:043 u1:5�fcy
�0:5(6)
E ¼ 0:0017 u2 ðfcuÞ0:33 (7)
where, E is the expectedmodulus of elasticity (MPa),u is the air-drydensity (kg/m3); fcu and fcy are the cubical and cylindricalcompressive strengths (MPa).
The experimental data for OPBC concrete was also comparedwith the equations proposed by ACI 318-05 (2005), CEB/FIP (1977)and BS-8110 (1986). The results showed that for OPBC concretes,the models suggested by ACI, BS-8110 and NWC gives closer results(an error up to 13%) to the experimental values. While, the equationof CEB-FIP gives very conservative results for all OPBC concretes.
7. Structural behaviour of OPBC concrete
7.1. Flexural behaviour
The flexural behaviour of reinforced concrete (RC) beams pro-duced by OPBC (as coarse and fine aggregates) was reported byMohammed et al. (2014). Eight beams, four each, singly and doublyreinforced, and were tested with different reinforcement ratiosvarying between 0.34 and 2.21%. It was observed that all OPBCconcrete beams showed the typical flexural failure mode, whereas,the flexural cracks originated first in the constant moment zone.The beams were designed as under-reinforced; therefore, the fail-ure was initiated by yielding of the tensile steel reinforcementbefore the compression failure of the concrete. Generally, similar tothe NWC beams, the ductility ratio of the reinforced OPBC concretebeams reduced as the steel reinforcement ratio increased.Mohammed et al. (2014) further suggested that due to theincreasing load, the effect of flexure and shear combination creatednew flexural cracks in the shear span and curved diagonally. Theyfurther computed the ultimate moment (Mult) and the theoreticaldesign moment (recommended by BS-8110), and claimed thatOPBC concrete beams with reinforcement ratios of 2.23 or less theultimate moment (Mult) obtained experimentally was approxi-mately 1e7% higher than the predicted value. Further, they rec-ommended that the BS-8110 based design equations be used for theprediction of the flexural capacity of OPBC concrete beams withreinforcement ratios up to 2.23% because most of the ductility in-dex observed in OPBC concrete beams was 2.71. From this result,they reported that the reinforced OPBC concrete beams exhibited

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7370
lower ductility behaviour with the increase in the reinforcementratio. In addition, the deflection under the design service loads forsingly reinforced OPBC concrete beams with a reinforcement ratioless than 0.5% was within the allowable limit provided by BS-8110.Therefore, it was suggested that for beams with a higher rein-forcement ratio, beam depths should be increased. Teo et al. (2006)designed six under-reinforced beams with varying reinforcementratios (0.52%e3.90%). They reported that the ultimate momentspredicted using BS-8110 provided a conservative estimate for OPSconcrete beams up to a reinforcement ratio of 3.14%, with experi-mental ultimate moments of approximately 4%e35% highercompared to the predicted moments. For the beam with a 3.90%reinforcement ratio, BS-8110 underestimated the ultimate momentcapacity by about 6%. Further, it was observed that in OPS concretebeamswith reinforcement ratios up to 2.01%, the ductility ratio wasmore than 3, which showed relatively good ductility. It was alsoreported that a higher tension reinforcement ratio resulted in lowerductile behaviour. Therefore, it could be seen that for both types oflightweight aggregate originating from the palm oil industry, thesteel reinforcement ratio of RC beams should be limited to a certainamount. In general, the reinforcement ratio of RC beams for normalweight concrete beams varied from 0.3 to 8% of the gross cross-sectional area of the concrete (Narayanan et al., 2000). While forLWC, the British and American codes do not differentiate betweenthe lightweight and normal weight concrete under flexure; how-ever, the draft European code considers lightly stressed and highlystressedmembers, based on the level of stress in the reinforcement.As a guide, it says that members with less than 0.5% of tensionreinforcement can be taken as being lightly stressed, as is normallythe case for slabs. Highly stressed members are assumed to have1.5% of reinforcement or more (Clarke, 2002).
Mohammed et al. (2014) also reported that the crack widths forOPBC concrete beams at service loads ranged from 0.24 mm to0.30mmwhile it is 0.22mme0.27mm for OPS concrete beams (Teoet al., 2006). The researchers reported that the crack widths for OPSand OPBC concrete beams were found in the allowable limit asrecommended by ACI 318 and BS-8110 for durability requirements.ACI 318 permits the crack widths up to 0.41 mm, whereas thislimitation for BS-8110 is 0.3 mm (Mohammed et al., 2014). Further,Hussein et al. (2012) carried out modelling works on reinforcedOPBC beams with web openings using response surface method-ology (RSM). The authors revealed that the use of RSM was capableof predicting the ultimate load of reinforced POC beams with webopenings with an accuracy of 99.27%.
Mohammed et al. (2011a) used OPBC aggregate to fabricatecomposite floor slab with profiled steel sheeting and compared itsflexural performance with the corresponding conventional NWCslabwith both long and short shear spans. In the study, it was foundthat both types of slab failed in a similar manner, which was shear-bond failure. Nevertheless, all the slabs were considered to exhibitductile behaviour. The deflection of the OPBC slab was found to behigher compared to conventional NWC slab and the authorsreasoned this to the lower modulus of elasticity of OPBC. Despitethis, the authors concluded that the behaviour of the OPBC slabwassatisfactory and could be used for the construction of compositeslabs. Since one of the main advantages of using composite deckslab is being a lightweight structure building material, the use ofOPBC for such purpose could further enhance its application sincethe OPBC slab was found to have about 18% lower self-weightcompared to NWC slab in this study.
7.2. Shear behaviour
In terms of structural behaviour, the shear strength of concreteis considered as the most controversial topic (Kong and Evans,
1998). Mohammed et al. (2013) fabricated seven reinforced OPBCconcrete beams to investigate the shear behaviour. All the beamswere designed as under-reinforced and the compressive strength ofselected OPBC concrete was about 20, 32 and 40 MPa with an airdry density of 1820, 1830 and 1838 kg/m3. They considered threemain parameters to investigate the shear behaviour of OPBC con-crete beams: the shear span to effective depth ratio (a/d), tensionreinforcement ratio (r) and compressive strength of OPBC concrete.They reported that the structural behaviour and failure mode of thereinforced OPBC concrete beams under shear were similar to that ofthe conventional RC beam. The experimental results were alsocompared with the shear strength design equation proposed by theCanadian Standard Association (CSA). For the beams having a shearspan to effective depth (a/d) ratio less than 2, the bending cracksdid not develop, but, suddenly, the shear cracks developed at 45�
and ran through the compression zone and produced collapse.However, for the beams having 2 < a/d < 6, the initial bendingappeared and became inclined early in the loading stage, and, atcollapse, horizontal cracks were produced and ran parallel to thetensile reinforcement. These horizontal cracks decreased the shearresistance of the member by destroying the dowel force andreduced the bond stresses between OPBC concrete and steel.Further, it was noted that the shear-cracking mode of reinforcedOPBC concrete beams was very similar to that of conventionalreinforced concrete beams without shear reinforcement.
The theoretical shear resistance of reinforced OPBC concretebeams (Vc) was computed using different equations, as given in ACI318e02 (Eq: 8) and CSA (Eq: 9), and as given below (Mohammedet al., 2013):
Vc ¼l
ffiffiffiffiffif0c
q
6bwd (8)
Vc ¼ b4clffiffiffiffiffif0c
qbwd (9)
Where f0c is the standard cylinder compressive strength, bw is the
width of the beam, d is the effective depth of the beam, b is thefactor accounting for the shear resistance of the crackedconcrete ¼ 0.18, 4c is the resistance factor of concrete having thevalue 0.65 and l is the factor for low density concrete ¼ 0.75.
Mohammed et al. (2013) generally found four different types offailure: (1) if a/d > 6; the failure mode was similar to that of purebending, (2) when 2 < a/d < 6; the failure mode was in shear due tothe anchorage failure between the steel and concrete, (3) if a/d < 2;the failure mode was in shear due to compression zone failure, andfinally, (4) if a/d ¼ 0; the punching shear failure was occurred. Itshould be noted that the shear strength has been expressed as thefailure moment obtained by multiplying it with the shear span (a).The failure of the beam governed by a/d ratio could be classified infour groups. When the a/d ratio was less than 1, the beams failed insplitting or experienced compression failure. This normallyappeared as an inclined thrust between the load and the supportpoint. However, when the a/d ratio ranged from 1 to 2.5, it forcedthe beams to fail in shear compression. Diagonal tension failureoccurred when the a/d ratio was in the range of 2.5e6. Flexuralfailure occurred when the a/d ratio is greater than 6. This failurewas initiated due to the yielding of the tension steel reinforcement(Sinha, 2002).
Clarke (2002) studied the available data and carried out addi-tional tests on beams, both with and without shear reinforcementby using two artificial LWAs as well as pumice. The resultingstrengths were 30 and 50MPa at densities of 1700 and 2000 kg/m3.It was concluded that without shear reinforcement, a 0.9 reduction

Table 6Physical and mechanical properties of the pre-tensioned concretes (Roslli andMohamed, 2002).
Properties OPBC lightweightconcrete
Normal weightconcrete
Fresh unit weight (kg/m3) 1950 2370Cubical compressive
strength (MPa)46.0 44.0
Modulus of rupture (MPa) 6.1 6.4Tensile strength (MPa) 3.2 3.3Modulus of Elasticity (GPa) 22.0 30.0
M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 71
factor would be more appropriate. For beams with links, noreduction factor was necessary. Furthermore, it was reported thatby replacing 0.8 with 0.9 led to an effective reduction factor of 0.94with nominal shear reinforcement. Lightweight aggregate beamswith shear reinforcement will carry 90% capacity compared tonormal weight beams. It was also reported that the a/d ratios forlightweight aggregate concrete was 0.85 times that for normalweight concrete (Clarke, 2002).
7.3. Behaviour of OPBC concrete under prestressing
LWA concrete has been used in place of NWC in building ap-plications to reduce the dead load and dimensions of the members.Recently, researchers and bridge engineers have wanted to imple-ment the use of normal strength LWC and high strength LWC forsimilar reasons. Bender (1980) found that the LWC was veryeconomical, especially for long span structures. Roslli andMohamed (2002) studied and compared the performance of pre-stressed OPBC lightweight concrete beamswith normal prestressedconcrete beams under two-point static loading. They designed fourpre-tensioned prestressed concrete beam specimens without webreinforcement; two beamswere cast using OPBC (as coarse and fineaggregates) and another two beams using normal weight aggre-gates. Both types of concrete were designed to achieve the targetedstrength of 40 MPa, which is the minimum required strength forpre-tensioned prestressed structures (British Standard, 1986). Theconcrete batches were designed for a workable and cohesivemixture. The physical and mechanical properties of OPBC andnormal concretes used for pre-tensioned beams are mentioned inTable 6.
Roslli and Mohamed (2002) also reported the cracking behav-iour in prestressed OPBC concrete beams. The cracks appeared inthe early stages because of the lower cracking load and low tensilestrength as compared to NWC. The crack lines in OPBC concretepropagated smoothly and almost linear during load increment. Thiswas due to the softer and weaker properties of OPBC concrete,while for the NWC with high strength aggregates the crack linespropagated roughly. The difference in the load carrying capacity forprestressed lightweight concrete beams was only 6.4%. Thedeflection at maximum load for prestressed OPBC concrete beamswas approximately 25% higher than for the prestressed normalweight concrete beams. This is because materials with a lowermodulus of elasticity deform more than stiffer materials (Shuaiband Barker, 1991). It was also found that OPBC concrete beamstend to have higher deflection of about 32% at lower failure loadcompared to the NWC specimens. The failure mode of both NWCand OPBC concrete beams showed a very similar result. All beamspecimens failed in shear with almost similar maximum strength.
8. Conclusions
The application of oil-palm-boiler clinker (OPBC) as lightweightaggregate (LWA) to produce OPBC concrete was reviewed through
existing literature. The physical, mechanical, chemical, durability,functional and structural behaviours of OPBC concrete were dis-cussed and compared with other lightweight aggregates. Thebehaviour of OPBC concrete was compared also with conventionalconcrete. Based on the literature review, the following conclusionscan be drawn:
1. OPBC is in lump of irregular shapes with rough and spikybroken edges and sizes varying from 150 to 225 mm, whitishgrey in colour and has the appearance of a porous stone.OPBC can be termed as lightweight aggregate with a specificgravity of 1.70e2.20. OPBC aggregate is 15e30% lighter thanNWAs and 47e53% heavier than artificial LWAs.
2. The OPBC aggregate is a porous material and it will absorbhigh amount of water compared to the normal weight ag-gregates. The 24-h water absorption for fine and coarseOPBC aggregates ranges from 4.7 to 26.5% and 1.8e5.4%,respectively.
3. The Los Angeles abrasion and crushing values of OPBC ag-gregates aremuch lower thanagricultural solidwastes suchasoil palm shell and coconut shell. However, the values of theseproperties for OPBC aggregates are in suitable range sug-gested by the codes, and show that it canbeused in all types ofstructures. The main reason for lower abrasion and crushingvalues is that the shells are similar to wood and are relativelyductile materials while an OPBC is a brittle material.
4. OPBC is stated to have very low workability as seen fromslump values due to rough, spiky and angular edges. Though,the super-plasticizer can be used to solve the lowworkabilityproblem.
5. The hardened density of OPBC concrete was found in therange of 1440e2212 kg/m3.
6. When OPBC was used as coarse aggregate with normal sand,the 28-day compressive strength was found in the range of15e42 MPa with the density of 1800e2000 kg/m3. However,concretes containing both coarse and fine OPBC aggregatesmay have a compressive strength in the range of 17e47 MPawith a density of 1440e1850 kg/m3.
7. The self-compacting concrete (SCC) can be successfully pro-duced using OPBC aggregates and particle packing method.The results indicated that the mixture design could beemployed not only for OPBC but also for a variety of combi-nations of aggregates. It not only helps to conserve the nat-ural resources but also promotes sustainability in preservingthe environment.
8. The replacement of natural mining sand with OPBC sand inOPS concrete reduces the compressive strength of the con-crete. However, the substitution level of OPBC sand wasoptimized up to 25% in OPS concrete.
9. The OPBC concrete showed the modulus of rupture in therange of 10e20% of the compressive strength, whereas thisrange is about 6e10% for splitting tensile strength. How-ever, the modulus of elasticity of this lightweight concretewas found in the range of 8.5e27.0 GPa.
10. The reinforced OPBC concrete beams show the typical flex-ural failure mode, and displayed higher ductile behaviourcompared to the NWC beams. The moment curvatures of thebeams of OPBC concrete also followed the same trend as thatof NWC with a crack widths at service loads in the rangebetween 0.24 mm and 0.30 mm.
11. The structural behaviour and the failure mode of OPBCreinforced concrete beam under shear is similar to that ofconventional reinforced concrete beam, and the aggregateinterlock property increases the shear strength in OPBCconcrete.

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e7372
12. The use of response surface methodology (RSM) on rein-forced OPBC beams is capable of predicting the ultimate loadof reinforced OPBC beams with web openings with an ac-curacy of 99.27%.
13. The OPBC aggregate can contribute to good bonding strengthwith the mortar matrix due to its surface texture and roughplane faces.
14. The deflection of the prestressed OPBC concrete beams wasslightly greater than the NWC beams. This was expected dueto lower elastic modulus. The cracking behaviour of pre-stressed OPBC lightweight concrete beams is almost similarto that of prestressed NWC beams.
9. Future research recommendations
Further researches are required in order to encompass thedifferent aspects of the behaviour of OPBC reinforced concretebeams. Following are some recommendations for future in-vestigations and research.
1. Palm oil industry is producing millions tons of solid waste ma-terials (OPBC and OPS) every year, which may be are hazardousand producing environmental damage. The OPBC have goodproperties and suitable to use as structural material. So the OPBCconcrete can be studied in detail under different structuralmembers.
2. In general, OPBC lightweight has lower workability. Furtherstudy is needed to find proper mix proportions for this type oflightweight concrete with good workability.
3. The long term durability behaviour of OPBC concrete needfurther study. In addition properties such as drying shrinkage,creep, elastic modulus and bond strength are not definedextensively. Furthermore, research is needed to investigate thefire and sound resistance of OPBC concrete.
4. Only few studies are available about the performance andproperties of reinforced prestressed OPBC concrete beams un-der static loading. It can be further investigated in detail underboth static and fatigue loadings.
Acknowledgement
This research was funded by the University of Malaya, HighImpact Research Grant (HIRG) No. UM.C/625/1/HIR/MOHE/ENG/36(16001-00-D000036) -“Strengthening Structural Elements for Loadand Fatigue”.
References
Abdullah, I., Mahmood, W.H.W., Fauadi, M.H.F., Rahman, M.N.A., Ahmad, F., 2015.Sustainability in Malaysian palm oil: a review on manufacturing perspective.Pol. J. Environ. Stud. 24 (4), 1463e1475.
Abdullahi, M., Al-Mattarneh, H.M.A., Abu Hassan, A.H., Hassan, M.D.H.,Mohammed, B.S., 2008. Trial mix design methodology for Palm Oil Clinker(POC) concrete. In: Proceeding of International Conference on Construction andBuilding Technology (ICCBT)-(45), Malaysia, pp. 507e516.
ACI Committee 318, 2005. Building Code Requirements for Structural Concrete (ACI318-05) and Commentary (318R-05). American Concrete Institute, FarmingtonHills, Michigan, USA.
ACI Committee 363, 1992. State-of-the-art Report on High-strength Concrete (ACI363R-92). American Concrete Institute, Farmington Hills, Michigan, USA.
Achten, W.M.J., Vandenbempt, P., Almeida, J., Mathijs, E., Muys, B., 2010. Life cycleassessment of a palm oil system with simultaneous production of biodiesel andcooking oil in Cameroon. Environ. Sci. Technol. 44, 4809e4815.
Ahmad, H., Hilton, M., Noor, N.M., 2007a. Mechanical properties of palm oil clinkerconcrete. In: Proceedings of 1st Engineering Conference on Energy and Envi-ronment (EnCon2007), Sarawak, Malaysia, UTHM Repository.
Ahmad, H., Hilton, M., Noor, N.M., 2007b. Physical properties of local palm oilclinker and fly ash. In: Proceedings of 1st Engineering Conference on Energy andEnvironment (EnCon2007), Sarawak, Malaysia, UTHM Repository.
Ahmad, M.H., Noor, M.N., Adnan, S.H., 2008. Shrinkage of Malaysian palm oil clinkerconcrete. In: International Conference on Civil Engineering Practice (ICCE08),Kuantan, Malaysia, UTHM Repository.
Ahmad, Z., Ibrahim, A., Tahir, P., 2010. Drying shrinkage characteristics of concretereinforced with oil palm trunk fiber. Int. J. Eng. Sci. Technol. 2 (5), 1441e1450.
Ahmmad, R., Jumaat, M.Z., Bahri, S., Islam, A.B.M.S., 2014. Ductility performance oflightweight concrete element containing massive palm shell clinker. Constr.Build. Mater. 63, 234e241.
Al-Khaiat, H., Haque, M.N., 1998. Effect of initial curing on early strength andphysical properties of a lightweight concrete. Cem. Concr. Res. 28 (6), 859e866.
Alengaram, U.J., Al-Muhit, B.A., Jumaat, M.Z., 2013. Utilization of oil palm kernel shellas lightweight aggregate in concrete-a review. Constr. Build. Mater. 38, 161e172.
Altwair, N.M., Kabir, S.G., 2010. Concrete structures by replacing cement withpozzolanic materials to reduce greenhouse gas emissions for sustainableenvironment. In: Paper Presented in American Society of Civil Engineers, 6thInternational Engineering and Construction Conference (IECC’6), Cairo, Egypt.
Arioz, K.O., Karasu, K., 2008. A preliminary research on the properties of lightweightexpanded clay aggregate. J. Aust. Ceram. Soc. 69, 23e30.
Aslam, M., Shafigh, P., Jumaat, M.Z., 2015. Structural lightweight aggregate concreteby incorporating solid wastes as coarse lightweight aggregate. Appl. Mech.Mater. 749, 337e342.
Aslam, M., Shafigh, P., Jumaat, M.Z., Lachemi, M., 2016. Benefits of using blendedwaste coarse lightweight aggregates in structural lightweight aggregate con-crete. J. Clean. Prod. 119, 108e117.
Bender, B., 1980. The economics and use of lightweight concrete in civil engineeringstructure. In: Proceedings of the Second International Congress on LightweightConcrete, United Kingdom.
Blodgett, M.S., 2004. Environmental Impacts of Aggregate and Stone Mining NewMexico Case Study. Center for Science in Public Participation.
Bravo, M., Brito, J., Pontes, J., Evangelista, L., 2015. Mechanical performance ofconcrete made with aggregates from construction and demolition waste recy-cling plants. J. Clean. Prod. 99, 59e74.
Bremner, T.W., Holm, T.A., 1995. High performance lightweight concrete-a review.ACI Spec. Publ. 154, 1e20.
Brundtland, G.H., 1987. Report of the World Commission on Environment andDevelopment: “Our Common Future”: United Nations (UN).
BS-8110: Part 1, 1986. Structural Use of Concrete, Code of Practice for Design andConstruction. United Kingdom.
Calkins, M., 2009. Materials for Sustainable Sites: a Complete Guide to the Evaluation,Selection, and Use of Sustainable Construction Materials. John Wiley, New York.
Chan, C.M., Robani, R., 2008. Alternative aggregates from clay-POC: an exploratorystudy. In: Proceeding of International Conference on Construction and BuildingTechnology (ICCBT), June 16-20, 2008, Kuala Lumpur, Malaysia, pp. 423e432.
Chandra, S., Berntsson, L., 2002. Lightweight Aggregate Concrete: Science, Tech-nology, and Applications. Noyes/William A Pub, Elsevier, United States.
Chandran, S., 2010. Performance of Foamed Concrete by Using by Product Material:Palm Oil Clinker Crushed (POCC) as Sand Replacement. (Bachelor of Civil En-gineering), University Malaysia Pahang, Faculty of Civil Engineering and EarthResources.
Clarke, J.L., 2002. Structural lightweight aggregate concrete. Taylor &Francis e-Li-brary. CRC Press, London, United Kingdom.
CEB/FIP manual of design and technology, 1977. Lightweight Aggregate Concrete.First pub. The Construction Press Ltd, Lancaster, England.
CEB/FIP manual of design and technology, 1983. Lightweight Aggregate Concrete.The Construction Press, London, New York.
Drexhage, J., Murphy, D., 2010. Sustainable Development: from Brundtland to Rio2012. United Nations Headquarters, New York, pp. 9e13.
Emdadi, Z., Asim, N., Yarmo, M.A., Shamsudin, R., 2014. Investigation of moreenvironmental friendly materials for passive cooling application based ongeopolymer. APCBEE Procedia 10, 69e73.
Eggleston, S., Buendia, L., Miwa, K., Nagara, T., Tanabe, K., 2006. IPCC Guidelines forNational Greenhouse Gas Inventories. In: Agriculture, Forestry and Other LandUse, Vol. 4. IGES, Japan.
Faaij, A., 2006. Modern biomass conversion technologies. Mitig. Adapt. strategiesGlob. Change 11 (2), 335e367.
Hassan, A.H., Al-Mattarneh, H.M.A., Abdullahi, M., Mohamed, B.S., Mustafa, A.H.,2008. Compressive Strength and Absorption of Concrete Composed of Naturaland Palm Oil Clinker (POC) Aggregates, pp. 93e100. ICCBT 2008-A-(07).
Heijungs, R., Huppes, G., Guinee, J.B., 2010. Life cycle assessment and sustainabilityanalysis of products, materials and technologies. Toward a scientific frameworkfor sustainability life cycle analysis. Polym. Degrad. Stab. 95, 422e428.
Hemmings, R.T., Cornelius, B.J., Yuran, P., Milton, W., 2009. Comparative study oflightweight aggregates. In: Paper Presented at the in 2009 World of Coal Ash(WOCA) Conference, May 4-7. 2009, in Lexington, KY, USA.
Holm, T.A., Bremner, T.W., 1991. Durability of Structural Lightweight Concrete. ACISpecial Publication, 126, pp. 1119e1134.
Hossain, A., Khandaker, M.A., 2004. Properties of volcanic pumice based cement andlightweight concrete. Cem. Concr. Res. 34 (2), 283e291.
Hosseini, S.E., Wahid, M.A., 2014. Utilization of palm solid residue as a source ofrenewable and sustainable energy in Malaysia. Renew. Sustain. Energy Rev. 40,621e632.
Hosseini, P., Booshehrian, A., Delkash, M., Ghavami, S., Zanjani, M.K., 2009. Use ofnano-SiO2 to improve microstructure and compressive strength of recycledaggregate concretes. In: Proceeding, Nanotechnology in Construction(NICOM3). Springer, pp. 215e222.

M. Aslam et al. / Journal of Cleaner Production 126 (2016) 56e73 73
Hussein, S.H., Mustapha, K.M.B., Muda, Z.C., Budde, S., 2012. Modelling of ultimateload for lightweight palm oil clinker reinforced concrete beams with webopenings using response surface methodology. Int. J. Civ. Eng. Technol. 3 (1),33e44.
International Standardization for Organization (ISO), 2006. Environmental Man-agement: Life Cycle Assessment: Principles and Framework, Vol. 14040, p. 20.
Islam, M.M.U., Mo, K.M., Alengaram, U.J., Jumaat, M.Z., 2016. Mechanical and freshproperties of sustainable oil palm shell lightweight concrete incorporatingpalm oil fuel ash. J. Clean. Prod. 115, 307e314.
Kamaruddin, R., 1991. Application of Bamboo and Oil Palm Clinker in LightweightReinforced Concrete Beams. (Master of Science in the Faculty of Engineering),University Pertanian Malaysia.
Kanadasan, J., Razak, H.A., 2014a. Mix design for self-compacting palm oil clinkerconcrete based on particle packing. Mater. Des. 56, 9e19.
Kanadasan, J., Razak, H.A., 2014b. Fresh properties of self-compacting concreteincorporating palm oil clinker. In: CIEC 2013 (pp.249-259). Springer.
Kanadasan, J., Razak, H.A., 2015. Engineering and sustainability performance of self-compacting palm oil mill incinerated waste concrete. J. Clean. Prod. 89, 78e86.
Karim, M.R., Zain, M.F.M., Jamil, M., Lai, F.C., 2011. Significance of waste materials insustainable concrete and sustainable development. In: International Conferenceon Biotechnology and Environment Management IPCBEE Vol. 18. IACSIT Press,Singapore.
Kong, F.K., Evans, R.H., 1998. Reinforced and Prestressed Concrete. CRC Press, Lon-don, United Kingdom.
Kong, S.H., Loh, S.K., Bachmann, R.T., Rahim, S.A., Salimon, J., 2014. Biochar from oilpalm biomass: a review of its potential and challenges. Renew. Sustain. EnergyRev. 39, 729e739.
Lam, M.K., Lee, K.T., Mohamed, A.R., 2009. Life cycle assessment for the productionof biodiesel: a case study in Malaysia for palm oil versus Jatropha oil. Biofuels,Bioprod. Biorefin 3, 601e612.
Lee, K.T., Ofori-Boateng, C., 2013. Sustainability of Biofuel Production from Oil PalmBiomass, first ed. Springer, SPS Penang, Malaysia.
Ling, K.A., 2011. Evaluation of Oil Palm Site Suitability Using Analytical HierarchyProcessing Developed Index and Geographical Information System Applicationat KG. Beratok and KG. Tapah, Samarahan. MSc Environmental Science. Uni-versity Malaysia Sarawak, Malaysia.
Liu, M.Y.J., Alengaram, U.J., Jumaat, M.Z., Mo, K.H., 2014. Evaluation of thermalconductivity, mechanical and transport properties of lightweight aggregatefoamed geopolymer concrete. Energy Build. 72, 238e245.
Lo, T.Y., Cui, H.Z., Li, Z.G., 2004. Influence of aggregate pre-wetting and fly ash onmechanical properties of lightweight concrete. Waste Manag. 24 (4), 333e338.
Ludin, N.A., Bakri, M.A.M., Hashim, M., Sawilla, B., Menon, N.R., Mokhtar, H., 2004.Palm oil Biomass for Electricity Generation in Malaysia. Pusat Tenaga Malaysia,Malaysia Palm Oil Board. the Institution of Engineers Malaysia.
Mahmud, H., Jumaat, M.Z., Alengaram, U.J., 2009. Influence of sand/cement ratio onmechanical properties of palm kernel shell concrete. J. Appl. Sci. 9 (9),1764e1769.
Mannan, M., Neglo, K., 2010. Mix design for oil-palm-boiler clinker (OPBC) concrete.J. Sci. Technol. (Ghana) 30 (1).
Mehta, P.K., Monteiro, P.J.M., 2006. Concrete: Microstructure, Properties and Ma-terials, third ed. McGraw-Hill, USA, New York.
Mefteh, H., Kebaili, O., Oucief, H., Berredjem, L., Nourredine Arabi, N., 2013. Influ-ence of moisture conditioning of recycled aggregates on the properties of freshand hardened concrete. J. Clean. Prod. 54, 282e288.
Mo, K.H., Alengaram, U.J., Jumaat, M.Z., 2014. A review on the use of agriculturewaste material as lightweight aggregate for reinforced concrete structuralmembers. Adv. Mater. Sci. Eng. 9, 2014.
Mo, K.H., Alengaram, U.J., Jumaat, M.Z., Yap, S.P., 2015. Feasibility study of highvolume slag as cement replacement for sustainable structural lightweight oilpalm shell concrete. J. Clean. Prod. 91, 297e304.
Mo, K.H., Alengaram, U.J., Jumaat, M.Z., Liu, M.Y.J., Lim, J., 2016. Assessing somedurability properties of sustainable lightweight oil palm shell concrete incor-porating slag and manufactured sand. J. Clean. Prod. 112, 763e770.
Mohammed, B.S., Al-Ganad, M.A., Abdullahi, M., 2011a. Analytical and experimentalstudies on composite slabs utilizing palm oil clinker concrete. Constr. Build.Mater. 25 (8), 3550e3560.
Mohammed, B.S., Foo, W.L., Abdullahi, M., 2014. Flexural strength of palm oil clinkerconcrete beams. Mater. Des. 53, 325e331.
Mohammed, B.S., Hossain, K.M.A., Foo, W.L., Abdullahi, M., 2011b. Rapid chloridepermeability test on lightweight concrete made with oil palm clinker. J. Eng.Res. Appl. (IJERA) ISSN 2248, 9622.
Mohammed, B.S., Hossain, K.M.A., Foo, W.L., Abdullahi, M., 2013. Shear strength ofpalm oil clinker concrete beams. Mater. Des. 46, 270e276.
Nagaratnam, B.H., Rahman, M.E., Mirasa, A.K., Mannan, M.A., Lame, S.O., 2016.Workability and heat of hydration of self-compacting concrete incorporatingagro-industrial waste. J. Clean. Prod. 112, 882e894.
Narayanan, R.S., Wilson, K.R., Milne, R.J.W., 2000. Manual for the Design of Rein-forced Concrete Building Structures to EC2. Published for the Institution ofStructural Engineers (Published by SETO).
Nazari, A., 2012. Fuzzy logic for prediction water absorption of lightweight geo-polymers produced from waste materials. Ceram. Int. 38 (6), 4729e4736.
Nazari, A., Khalaj, G., 2012. Prediction compressive strength of lightweight geo-polymers by ANFIS. Ceram. Int. 38 (6), 4501e4510.
Nazari, A., Riahi, S., Bagheri, A., 2012. Designing water resistant lightweight geo-polymers produced from waste materials. Mater. Des. 35, 296e302.
Neville, A.M., Brooks, J.J., 2008. Concrete Technology. Pearson Education Asia PteLtd., Printed in Malaysia, PP (CTP).
Neville, A.M., 2008. Properties of Concrete, Fourteenth Ed. CTP-VVP, Malaysia.Polat, R., Demirboga, R., Karakoc, M.B., 2010. The influence of lightweight aggregate
on the physico-mechanical properties of concrete exposed to freezeethaw cy-cles. Cold Regions Sci. Technol. 60 (1), 51e56.
Rebitzer, G., Ekvall, T., Frischknecht, R., Hunkeler, D., Norris, G., Rydberg, T.,Schmidt, W.P., Suh, S., Weidemai, B.P., Pennington, D.W., 2004. Life cycleassessment. Part 1: framework, goal and scope definition, inventory analysis,and applications. Environ. Int. 30, 701e720.
Robani, R., Chee, M.C., 2009. Reusing soft soils with cement-palm oil clinker (POC)stabilization. In: Paper Presented at the International Conference on Engi-neering and Education in the 21st Century Held in Conjunction with the IEM50th Anniversary Celebration, 23e25 March 2009, Sarawak, Malaysia, pp. 1e4.
Rodrigues, F., Carvalho, M.T., Evangelista, L., Brito, J., 2013. Physical-chemical andmineralogical characterization of fine aggregates from construction and de-molition waste recycling plants. J. Clean. Prod. 52, 338e445.
Roslli, W.O., Mohamed, N., 2002. The performance of pretensioned prestressedconcrete beams made with lightweight concrete. J. Kejuruter. Awam 14 (1),60e70.
Salam, S.A., Ali, S.K., Abdullah, A., 1987. Lightweight concrete using oil palm shells asaggregates. In: National Symposium on Oil Palm by products for Agro-basedIndustries, 5e6 Nov. 1985, Kuala Lumpur.
Sanjayan, J.G., Nazari, A., Chen, L., Nguyen, G.H., 2015. Physical and mechanicalproperties of lightweight aerated geopolymer. Constr. Build. Mater. 79,236e244.
Shafigh, P., Mahmud, H., Jumaat, M.Z., Ahmmad, R., Bahri, S., 2014a. Structurallightweight aggregate concrete using two types of waste from the palm oilindustry as aggregate. J. Clean. Prod. 80, 187e196.
Shafigh, P., Mahmud, H., Jumaat, M.Z., Zargar, M., 2014b. Agricultural wastes asaggregate in concrete mixtures-A review. Constr. Build. Mater. 53, 110e117.
Shafigh, P., Jumaat, M.Z., Mahmud, H., 2010. Mix design and mechanical propertiesof oil palm shell lightweight aggregate concrete: a review. Int. J. Phys. Sci. 5 (14),2127e2134.
Shafigh, P., Jumaat, M.Z., Mahmud, H., Alengaram, U.J., 2013. Oil palm shell light-weight concrete containing high volume ground granulated blast furnace slag.Constr. Build. Mater. 40, 231e238.
Shafigh, P., Jumaat, M.Z., Mahmud, H., Norjidah, A.A., 2012. Lightweight concretemade from crushed oil palm shell: tensile strength and effect of initial curing oncompressive strength. Constr. Build. Mater. 27 (1), 252e258.
Shafigh, P., Mahmoud, H.M., Mohsen, K., 2011. An investigation of the flexuralbehaviour of reinforced lightweight concrete beams. Int. J. Phys. Sci. 6 (10),2414e2421.
Shetty, M.S., 2005. Concrete technology e Theory and Practice. S. Chand andCompany Limited, New Delhi, India.
Shi, C., Wu, Z., Lv, K., Wu, L., 2015. A review on mixture design methods for self-compacting concrete. Constr. Build. Mater. 84, 387e398.
Short, A.K.W., 1978. Lightweight Concrete. Applied Science Publishers Ltd, London,United Kingdom.
Shuaib, H.A., Barker, R., 1991. Flexural behavior of reinforced high-strength light-weight concrete beams. ACI Struct. J. U. S. A. 88 (1), 69e77.
Shuit, S.H., Tan, K.T., Lee, K.T., Kamaruddin, A.H., 2009. Oil palm biomass as a sus-tainable energy source: a Malaysian case study. Energy 34 (9), 1225e1235.
Silva, R.V., Brito, J., Dhir, R.K., 2016. Establishing a relationship between modulus ofelasticity and compressive strength of recycled aggregate concrete. J. Clean.Prod. 112, 2171e2186.
Sinha, S.N., 2002. Reinforced Concrete Design. Tata McGraw-Hill Education.Slate, F.O., Nilson, A.H., Martinez, S., 1986. Mechanical properties of high-strength
lightweight concrete. Pap. Present. at ACI J. Proc. 83 (4), 606e613.Sobuz, H.R., Hasan, N.M.S., Tamanna, N., Islam, M.S., 2014. Structural lightweight
concrete production by using oil palm shell. J. Mater. 1e6, 2014.Soleymani, F., 2012. Pore structure and flexural strength of ZrO2 nanopowders palm
oil clinker aggregate-based binary blended concrete. J. Am. Sci. 8 (6), 187e194.Teo, D.C.L., Mannan, M.A., Kurian, J.V., 2006. Flexural behaviour of reinforced
lightweight concrete beams made with oil palm shell (OPS). J. Adv. Concr.Technol. 4 (3), 459e468.
Trumble, R., Santizo, L., 1993. Advantages of using lightweight concrete in a mediumrise building and adjoining post-tensioned parking garage. ACI Spec. Publ. 136,247e254.
UN Conference on Environment and Development, 1993. Report of the UnitedNations Conference on Environment and Development. Rio de Janeiro, 3e14June 1992: New York: United Nations (UN).
United Nations Environment Programme (UNEP), 2013. Global EnvironmentOutlook 2000: Routledge, London, Sterling, VA.
US Green Building Council LEED, 2009. LEED Reference Guide for Green BuildingDesign and Construction 2010, Edition, p. 678. ISBN 9781932444346, Wash-ington DC.
Yee, K.F., Tan, K.T., Abdullah, A.Z., Lee, K.T., 2009. Life cycle assessment of palmbiodiesel: revealing facts and benefits for sustainability. Appl. Energy 86,S189eS196.
Zakaria, M.L., 1986. Strength properties of oil palm clinker concrete. J. Teknol. UTM 8(1), 28e37.
Zhang, B., Poon, C.S., 2015. Use of Furnace Bottom Ash for producing lightweightaggregate concrete with thermal insulation properties. J. Clean. Prod. 99,94e100.