on-site crankpin machining and heat treatments by …marengine.com/ufiles/crankpinmachining.pdfheat...
TRANSCRIPT
On-site crankpin machining and heat treatmentsby Wärtsilä Italia Services

ABLE TO OPERATE, WHEREVER YOU ARE
Continuously looking at the development ofproducts and services which support customers'needs of efficient operations and highlyproductive installations, Wärtsilä Italia Servicesis now able to take its Workshop directly intoyour facilities, wherever you are and anytimeyou need, providing cost effective solutions forthe reconditioning of strategic engine parts,such as crankshaft or engine block.The on-site crankpin machining and the on-site
heat treatment illustrated in this brochure canbe performed directly on-site by qualifiedWärtsilä personnel, ensuring the same highquality results obtained at Wärtsilä Workshops.The on-site treatment solutions representa va l id a l te rnat ive to c r i t i ca l par tsreplacement, both for owners or operatorsof a new or an old engine, either the engineis used for ship propulsion or for electricalpower generation.
Crankpin Machining andHeat Treatments on-siteby Wärtsilä Italia Services:the run never stops
2

When a failure occurs, in certain cases thedamage is limited to surface seizure, withoutadditional development of high temperatureson the material surface, which might causefurther modifications in the material structure.
In such cases, when seizure, impressions,scoring and cracks on the crankpin are stillwithin certain limits, they can be removedthrough machining or grinding of the pin, thusreducing its diameter in accordance with theinstructions of engine manufacturer andClassification Societies.In certain extreme cases, when the resulting
under-sizing is considerable, restrictions maybe imposed on the power or engine speed tobe developed, based on calculations andtorsional vibration measurement on the repairedcrankshaft.
Side grooves are remachined as well, accordingto the pin undersize.Thanks to the own developed technology,Wärtsilä is able to guarantee the highestquality standards, usually obtained in theworkshops.Crankpins for both 4 and 2-stroke engines canbe machined by the innovative Wärtsilä tool.
ON-SITE CRANKPINMACHINING
Cracks Hammering damage Scratches
3

OVERHEATING ANDMETALLURGIC HARDENING
In case of heavy breakdowns, the surfacesof the crankshaft can be subjected tooverheating (over 850°C) followed by rapidcooling, with inevitable modification of themicrostructure of the material. The overheatingis coming from the heat developed by frictionbetween the rotating elements, whichafterwards also cause the sudden stop of theengine and the consequent rapid cooling downto the ambient temperature of the previouslyheated surface.Heating and cooling the surface as describedabove is equivalent to the metallurgic heattreatment of hardening, which has the finalresult of increasing the hardness of thematerial. The pin that has suffered theoverheating and the consequent failure resultswith increased and irregular hardness, withpeaks that can reach 650 HB (degrees ofBrinnel hardness), values well in excess tothose required by design specification and
manufacturing process and which thereforemake the safe re-use of the shaft impossible.Also Classification Societies do not acceptresidual post-failure values of hardness higherthan hose laid down by the engine builder,usually between 350 and 450 HB.In certain cases the hardened layer can beof a thickness high enough that no machiningprocedure permits it to be removed. In suchsituations and according to the normal practice,there would be no possibility of repairing andputting back into service the crankshaft, andthe only alternative would be that of replacingthe crankshaft with a new one.Crankshaft replacement is a very expensiveoperation in itself, it involves, above all, a longtime out of service for the engine due to theconsiderable work of disassembly andreassembly and sometimes can be notimmediate, due to availability of sparecrankshaft.
ON-SITE HEAT TREATMENTS:THE PROCESS
Before starting the on-site heat treatment, exactmaterial composition of the crankshaft isinvestigated, in order to define the originalhardening and tempering heat treatmentparameters and establish related relievingtreatment process, such as maximumtemperature to which the pin is to be heated,speed of heating, time for which the pin needsto be held at the full temperature and finalspeed of cooling down to ambient conditions.
The engine crankshaft is subjected to differentinspections and measurements, starting fromalignment and deflection data. The same data arethen verified and monitored during the heattreatment process; the scope is to avoid deformationand / or misalignment of the shaft and, if the case,try to recover the original values thanks by relievingthe accumulated and latent stresses.Depending on the engine type, size and thetype of application, dismantling of engine
components is carried out to leave the shaftfree from eventual mechanical constraints,weights, loads which that might inhibit its naturaldilation and contraction.After this, the pin to be treated is carefullyprepared: heating resistances, temperaturesensors and thermal insulation are installed,cables, electrical and electronic connectionsto power supply and control board arepositioned separately from the engine.
For the nature of the treatment and the importance of the engine part involved
in an eventual failure, the operation of crankshaft in-place heat treatment is very
sensible and has to be considered a specialist undertaking, which needs to be
assigned only to the very few companies in the world today capable of guaranteeing
the success of the entire operation.
Making this process a part of the daily working routine, with very high customer
satisfaction, Wärtsilä Italia Services is the knowledge centre within Wärtsilä,
capable of performing crankshaft in-place heat treatment for all types of engines,
utilizing own original technology, professional personnel and special tools.
4

Wärtsilä Italia Services is able to perform in place heat treatment, which allowsthe surface hardness to be brought back to the original design values, thereforeallowing the full functional recovery of the crankshaft after heavy breakdowns.The process consists in subjecting the steel of the hardened crankshaft to atreatment of localized stress relieving, carried out in a programmed and controlledway. It is applied only on the pins that have been subjected to overheating andconsequent hardening.Specially designed equipment and highly specialized personnel are used toperform the relieving surface treatment, which is carefully monitored, recordedand documented thus allowing subsequent certification by Classification Societies.In place heat treatment can also be the preliminary treatment to any mechanicalmachining of the damaged pin, with the scope of restoring the normal andhomogeneous hardness of the steel surface.
ON-SITEHEAT TREATMENTS
12
1 Measurement of crankpin surface hardness.2 A damaged pin ready for heat treatment.Crankshaft flections are measured on the other cranksand kept continuously under control.
5

Heat treating a crank pin to reduce hardnessalso reduces the amount of re-machining andmakes the machining work easier.The heat treatment is to be made carefully ina well-controlled manner and below the originaltempering temperature of the shaft, so thatthere is no influence on the basic mechanicalproperties of the shaft.
Following the treatment the hardness is typicallyreduced by 200HB ± depending on the originalstatus of the pin. However, not more than theinitial hardness of the shaft material.
Equipment neededThe heating equipment consists of a heattreatment transformer, which transforms thevoltage and controls the heating process. Triplecables and splitter cables are used to connectthe tailor-made heating elements to thetransformer.Temperature recorder and thermocouple wiresare used for controlling the material temperatureof the pin, which is to be heated. Thermocouplesare jointed to the pin with special stainless-steel band.Heat insulation mats are used to cover the pinto be heated.
Control of heatingThe whole heating process should be monitoredand the following parameters are to becontinuously recorded:Heating temperature (°C)Heating rate (°C/h)Treatment temperature (°C)Holding time (h)Cooling down rate (°C/h)
GeneralThe total process time is depending on thequality of the material, type of shaft anddimensions of the crank pin and its hardness.The process takes typically 36 to 48 hours.It is crucial that the treatment process is notinterrupted.The hardness of the base material is not bechanged when performing the processdescribed above, because the heat treatmentapplied doesn’t induce microstructuremodification, being the heating temperaturelower than the value of the original treatment.Crankshaft with original hardened surfacecannot be heat treated.Results can vary from -100 to -200 HB afterheat treatment, depending on the originaltreatment and hardness value of the pin.
TECHNICAL PROCEDURES
12
34
1 Positioning of heating elements on the crankpin2 Insulation covers to reduce heat losses
3 Crankpin aspect after heat treatment4 Machining to final dimension and roughness
The Time-Temperature Transformation curves correspond to the start and finish of transformations whichextend into the range of temperatures where austenite may transform to pearlite / bainite / martensite. Thedifferent microstructures are obtained with different cooling rates from the austenite. In case of hardenedpin, tempering heat treatment is performed in order to reset the local irregular and high values of superficialhardness (up to 650 HB) down to the design values.
6
WÄRTSILÄ ITALIASERVICES:YOUR TOTAL SERVICEPROVIDER
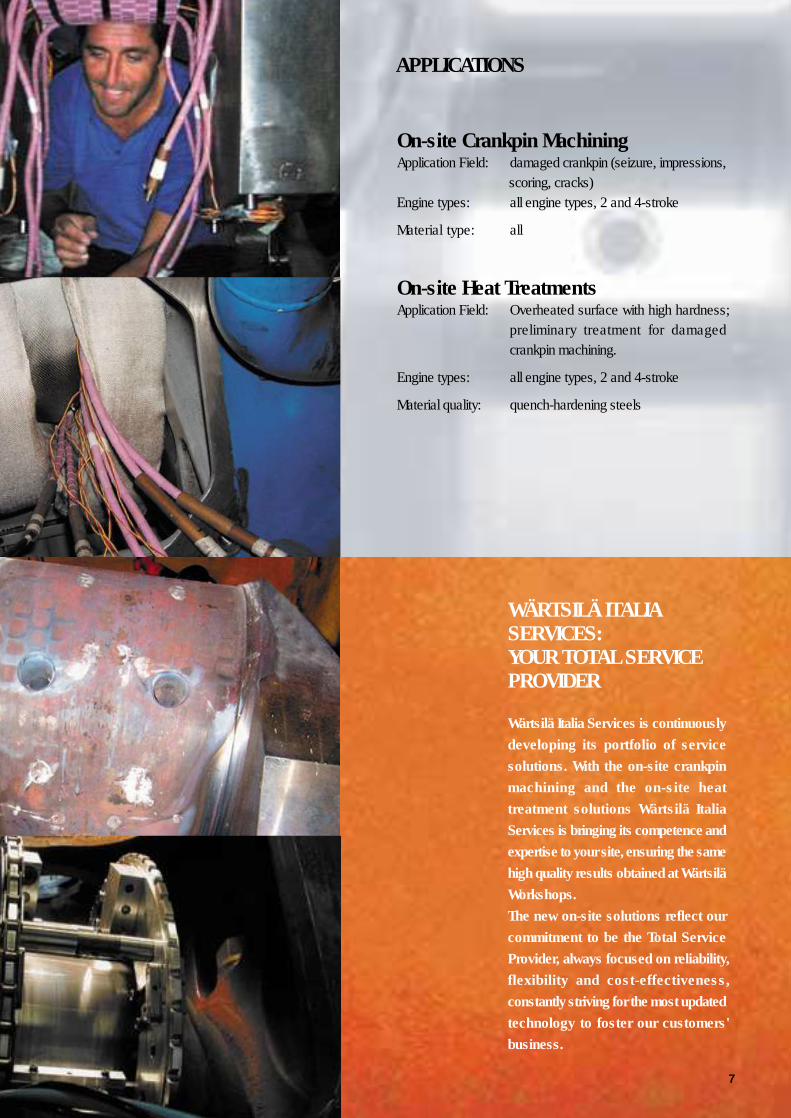
On-site Crankpin MachiningApplication Field: damaged crankpin (seizure, impressions,
scoring, cracks)Engine types: all engine types, 2 and 4-stroke
Material type: all
On-site Heat TreatmentsApplication Field: Overheated surface with high hardness;
preliminary treatment for damagedcrankpin machining.
Engine types: all engine types, 2 and 4-stroke
Material quality: quench-hardening steels
APPLICATIONS
Wärtsilä Italia Services is continuouslydeveloping its portfolio of servicesolutions. With the on-site crankpinmachining and the on-site heattreatment solutions Wärtsilä ItaliaServices is bringing its competence andexpertise to your site, ensuring the samehigh quality results obtained at WärtsiläWorkshops.The new on-site solutions reflect ourcommitment to be the Total ServiceProvider, always focused on reliability,flexibility and cost-effectiveness,constantly striving for the most updatedtechnology to foster our customers'business.
7
BENCH TEST
Wärtsilä Italia ServicesWärtsilä Italia Services B.U., Bagnoli della Rosandra, 334 - 34018 San Dorligo della Valle, Trieste, Italy - Ph + 39 040 3195552 - [email protected]
Wärtsilä Italia Services B.U., Genova Service Centre, Via al Molo Giano - 16128 Genova, Italy - Ph + 39 010 5995852 - [email protected]
WÄRTSILÄ® is a registered trademark. Copyright © 2007 Wärtsilä Corporation.
Wär
tsilä
Ital
ia S
ervi
ces
- eso
002
- 200
7