operational excellence - minerals tech responsibility/oe... · problem solving techniques. minerals...
TRANSCRIPT
OPERATIONAL EXCELLENCE
THE MINERALS TECHNOLOGIES’ JOURNEY
“IN SOME COMPANIES, DOING THE SAME THINGS OVER AND OVER AGAIN BECAUSE THAT’S THE WAY THAT THEY’VE ALWAYS BEEN DONE,” OR “DON’T FIX IT IF IT’S NOT BROKEN,” ARE ACCEPTED WAYS OF RUNNING THE BUSINESS AND APPROACHING ONE’S WORK.
In the end, we believe, and we know from recent business performance, that Operational Excellence can contribute to exceptional business results while at the same time supporting a work environment that’s marked by high levels of personal achievement, satisfaction and engagement.
At Minerals Technologies Inc. we believe in something infinitely more positive and uplifting – Operational Excellence. Since 2007, its been both an operating philosophy, and a daily work practice for our approximately 2000 employees located in our facilities in over 26 countries worldwide. The original objective of our Operational Excellence journey continues, which is to deliver superior value to our customers through safe, highly efficient and reliable production and service delivery processes. This objective is achieved through the relentless pursuit of continuous improvement, and the elimination of waste, which we believe are prerequisites to being a leader in the global marketplace.
TABLEOF
CONTENTSIntroduction 2
Our History 2
Preparing the Workforce 2
Kaizen – The Never-Ending Cycle of Continuous Improvement 2
Eight Forms of Waste 3
Safety 4
Voice of the Customer 4
Deploying the Voice of the Customer 5
Hoshin Kanri 9
The A3 Process 10
Daily Management Control 10
High Performance Work Systems and Self-Directed Work Teams 11
Employee Recognition 11
Total Productive Maintenance 11
Seven Steps to Autonomous Maintenance 13
5S 15
The 5S’s are: 15
Standard Work 15
Chairman’s Operational Excellence Award 16
OPERATIONAL EXCELLENCE
THE MINERALS TECHNOLOGIES’ JOURNEY

INTRODUCTIONAt Minerals Technologies, we are committed to attaining the very highest levels of Operational Excellence through a single-minded devotion to the continuous improvement of safe, highly efficient, and reliable production and service delivery processes.
This quest for even higher levels of performance and speed has been underway through the implementation of sustainable improvement processes, such as 5S, Total Productive Maintenance (TPM), Daily Management Control, Standard Work, and Problem Solving. These are the cornerstones of execution for manufacturing companies worldwide.
OUR HISTORYMinerals Technologies’ quest for Operational Excellence began in 2007. The ultimate business objectives were to improve profitability and Return on Capital (ROC) by first increasing the focus on capital allocation, and then strengthening MTI’s overall manufacturing capabilities by deploying Operational Excellence processes. A major part of this effort was the application of Toyota Production System principles and the eventual application of that thinking to all areas of the company.
To assist with initial deployment of the effort, the company assembled an Operational Excellence Lead Team, which meets monthly to provide the policies, practices, procedures and standards to be deployed throughout MTI. The team, consisting of key leaders in the company, continues to guide the overall effort.
The Operational Excellence Lead Team is supported by a Facilitation Team, which is comprised of a group of key managers and leaders who meet regularly to assist with the ongoing deployment of Operational Excellence, including designing and delivering educational activities, monitoring progress, and identifying opportunities for improving overall implementation.
PREPARING THE WORKFORCEMTI believes that Operational Excellence is a people-centric system and philosophy of doing business. In our business, problems are solved by people, not machines. To ensure that our workforce has the highest level of preparation to become highly proficient problem-solvers, and to help the company eliminate as much waste as possible from its operations, we have been offering education related to the principles of Lean since April 2008. This includes training in leading and participating in kaizen events, 5S, Standard Work development, Hoshin Kanri, Total Productive Maintenance (TPM), daily management control, and problem solving techniques.
Minerals Technologies strongly supports the Association for Manufacturing Excellence (AME). Since 2008, the company has enrolled up to 80 employees to attend the annual week-long conference that includes presentations by practitioners, as well as workshops and tours of nearby organizations having cutting-edge levels of deployment. Local and regional AME conferences are also attended regularly by MTI employees.
Beginning in 2012, senior managers of the company have annually completed at least 10 personal development activities to further build their personal capabilities in lean leadership and deployment. These activities have typically required that the leader attend learning sessions, read books, set personal improvement objectives, practice leader standard work, conduct audits and undertake other key lean initiatives. Completion progress is reviewed by the MTI executive leadership team.
KAIZEN – THE NEVER-ENDING CYCLE OF CONTINUOUS IMPROVEMENTKaizen is a Japanese word defined as “improvement for the better,” or “good change.” At MTI, we practice kaizen as a form of ongoing, never-ending improvement of product and service processes. Our practice of continuous improvement has focused on the use of kaizen event methodology.
Kaizen events at MTI are focused improvement projects that target a particular process, work area, set of equipment or value chain. The events may last anywhere from one-half day up to five days, and they follow a consistent method of understanding the current process, identifying issues, problems or any of the eight forms of waste, brainstorming improvements, and building a new and improved process for the future. The events range from being highly formalized and planned in advance, where often a cross-functional group, including internal suppliers and customers participate, to being spontaneous in nature, and undertaken on short notice to address a sudden production or customer issue.
Our kaizen events are led by employees who have attended training and been coached on leading kaizen events.
The number of kaizen events at MTI has steadily increased since 2008, and reached nearly 1,800 events in 2013.
BEGINNING IN 2012, SENIOR MANAGERS OF THE COMPANY HAVE ANNUALLY COMPLETED AT LEAST TEN PERSONAL DEVELOPMENT ACTIVITIES TO FURTHER BUILD THEIR PERSONAL CAPABILITIES IN LEAN LEADERSHIP AND DEPLOYMENT.
2
OPERATIONAL EXCELLENCE

2,000
1,800
1,600
1,400
1,200
1,000
800
600
400
200
0
# o
f K
aize
n E
vent
s (b
y ye
ar)
MTI Unit
2010 20122011 2013
MII
EIGHT FORMS OF WASTEA major objective of our Operational Excellence journey is the elimination of the eight forms of waste that can be found in either our operational or administrative work processes. These forms of waste add no value to our products or services from a customer perspective. Our continuous improvement activities, notably kaizen events and employee suggestions, are targeted to help identify and remove or minimize these forms of waste.
The eight forms of waste are:
1. Transportation Moving an item, product, material or information from one place to another, usually when not necessary or when there is an alternative.
2. Inventory Carrying large inventories locks up financial resources, and valuable space too. It can also exist in transactions in the form of items or products waiting to be processed.
3. Motion This is slightly different from the concept of transportation. Any time spent by a worker walking distances to complete their work, or in looking for tools, equipment, supplies, or information is wasted motion.
4. Waiting Waste of waiting occurs when people, jobs, items, information or material are waiting to be worked upon and is in queue. When employees wait for anything they become a “wasted resource.”
5. Over-Processing Doing more than is necessary when the customer does not want the service or is not willing to pay for it.
6. Over-Production Making or processing more than what is needed for producing items when there are no customer orders. Filling out reports or forms that no one is going to read is an enormous waste of time and resources.
7. Defects Defects create rework. A key principle of lean is to eliminate defects and errors at their source so resources are not wasted catching them later and then correcting.
8. Unused Skill Refers to not leveraging employee talents to their full capability or using highly skilled resources for mundane tasks.
Kaizen Events
PCC
419335
568
871
97221 265
344
Perf Mn
34 73217
395
RU
1687 120
222
Pyro
3 6 21 18
Total
569722
1,191
1,850
3
MINERALS TECHNOLOGIES INC.

4.000
3.500
3.000
2.500
2.000
1.500
1.000
0.500
0.000
2006 2007 2008 2009 2010 2011 2012 2013
Inju
ries
per
100
empl
oyee
-yea
rs
Recordable Injury Rate
Lost Workday Injury Rate
MTI Injury Rate History as of December 31, 2013
SAFETYSafety is a primary foundation of Operational Excellence. A workplace that’s strong in safety will demonstrate its strength through quality and efficiency. Accidents, injuries and inefficient ergonomics are all forms of waste, and their elimination will have a direct effect on operational performance and employee well-being.
At MTI, our goal is nothing short of zero safety incidents.
MTI has experienced a 68% reduction in recordable injuries since 2006. Lost workday injuries, the more serious injuries, have dropped by more than 84%.
The drop in injuries is a direct result of several very powerful and on-going safety and operational excellence initiatives. The initiatives include:
1. Leadership Engagement – Leaders at all levels in the organization are actively engaged in setting safety performance expectations and holding themselves and the rest of their organization accountable.
2. Risk Identification and Mitigation– Through the use of the Residual Risk Reduction technique, hazards are proactively identified and mitigated. Near miss, unsafe act and unsafe condition reporting by all employees also is a mechanism to identify and address issues before they cause injuries.
3. Safety Training – All employees receive a level of safety training commensurate with their level of exposure. Training is provided in both classroom and computer-based formats and in the local language of the employee.
4. Worldwide Environmental, Health and Safety (EHS) Support – A global network of EHS professionals and EHS coordinators has been established to support organizational safety improvement. This group is guided by an EHS Lead Team that provides the strategic guidance to drive continual improvement.
5. 5S and Lean Tools – The worldwide implementation of 5S and lean principles reduces waste and inefficiencies in our workplace in the form of injuries and incidents. Organization is improved and storage of tools, equipment, and raw materials is maximized. Visual and daily management principles enable more effective communication and engagement.
VOICE OF THE CUSTOMERThe term “Voice of the Customer” (VOC) refers to the process that focuses on capturing and meeting customers’ expectations. The process is designed to identify customers’ wants and needs in order to develop, produce and deliver value-added products and services. By better understanding and providing the products and services customers want, MTI will, in return, benefit through higher revenues and profits, which creates value for the company and its stakeholders. In its simplest terms, listening to the Voice of the Customer will direct a company to provide offerings that customers want to purchase. Companies that are driven by the Voice of the Customer process have the mindset, processes and capability to capture customer requirements and use that information to provide services and products that meet their customers’ stated and unstated needs.
Once VOC provides MTI with the information about the products and systems the customer needs, those needs must then be communicated throughout the organization. The Voice of the Customer process supports our key strategic initiatives and will become embedded throughout our service and product value chain. Our Operations Excellence effort is fundamentally designed to continuously improve our ability to both meet and anticipate customer needs in a highly responsive, cost-effective manner. This includes directing MTI resources to processes that are driven by customer priorities.
Our approach to instilling VOC throughout the company includes the use of Quality Function Deployment (QFD) (see chart), ongoing loyalty and satisfaction surveys, close customer contact by Strategic Account Managers, linkages between the customer and internal development resources, and customer support staff located in field and staff
MTI HAS EXPERIENCED A 67% REDUCTION IN RECORDABLE INJURIES SINCE 2006. LOST WORKDAY INJURIES, THE MORE SERIOUS INJURIES, HAVE DROPPED BY MORE THAN 84%.
2.56
0
3.73
0
3.07
9
2.63
0
1.41
4
2.05
6
1.57
7
1.62
9
1.15
5
0.93
9
0.61
3
0.74
8
0.65
0 0.47
9
1.59
4 0.38
6
4
OPERATIONAL EXCELLENCE

Cus
tom
er S
atis
fact
ion
Presence of the Characteristic
Absent
DelightersPerformance
(Satisfier)
Must Be(Dissatisfier)
Delight
Neutral
Dissatisfaction
Fulfilled
organizations. We also drive our New Product & Process Development (NPPD) stage gate process with ideas that originate from our customers.
Our VOC effort is led by a cross-functional team consisting of sales, marketing, operations, R&D and Finance. The VOC team, which receives guidance from the Operational Excellence Lead Team, develops the tools, processes and educational activities to drive the deployment of VOC throughout the company.
DEPLOYING THE VOICE OF THE CUSTOMERThe first principal of OE is to specify value from the point of view of the customer–to know who your customers are and to properly understand what they want. We want to be open with our customers about our desire to continually improve our knowledge of their needs so we can direct our resources into providing offerings that are most likely to satisfy them. MTI has long had unique and synergistic relationships with customers. The difference today is that we are bringing the organizational discipline we have achieved on our Lean
journey to the customer-facing processes. Our Company has begun to train in and adopt a series of QFD tools.
The first of these tools is the Kano model, which allows us to begin to understand the different types of customer needs. It is our goal to understand and meet the more straightforward “must-have” needs, but we also want to uncover the “attractive quality” needs, which sometimes the customer is not able to articulate, but will know it when they see it.
Understanding the Voice of the Customer is an iterative learning process that requires we observe, ask the right questions and, in effect, walk in the customer’s shoes. The first tool is called LAMDA, for Look, Ask, Model, Discuss and Act, and refers to the steps of the repetitive information-gathering process. This is very similar to the Plan, Do, Check, Act (PDCA) cycle used throughout our Operational Excellence initiative. With each cycle, more knowledge is gathered and resources are more effectively directed, bringing products and services closer to what the customer wants. LAMDA is the path that leads from goals to requirements, and use of this process helps decrease the risk that a product will not meet customer needs and the risk that products and services are designed with specifications that do not reflect what the customer really wants.
KANO MODEL
Act
Look
Ask M
odel Discus
s
The Cycleof Knowledge
Creation
5
MINERALS TECHNOLOGIES INC.
Critical to Quality(CTQs)
Performance Metrics or
(CTQs)
Critical Design Parameters or
(CDPs)
Critical Manufacturing
Processes or (CMPs)
Critical Process Control
Variables
Cust
omer
Req
.
CTQs
CDPs
CMPs
Critical Design Parameters (CDPs)
Critical Manufacturing
Processes (CMPs)
Process Control Variables
HOQ #1
HOQ #2
HOQ #3
HOQ #4
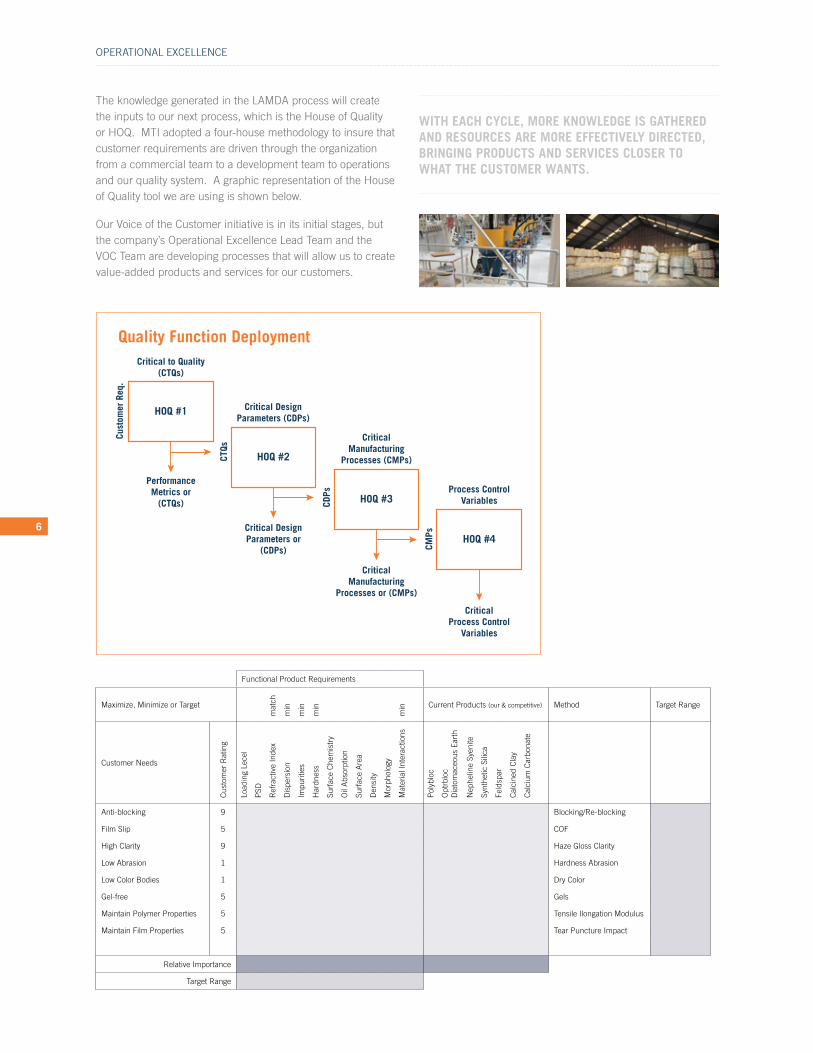
Quality Function Deployment
The knowledge generated in the LAMDA process will create the inputs to our next process, which is the House of Quality or HOQ. MTI adopted a four-house methodology to insure that customer requirements are driven through the organization from a commercial team to a development team to operations and our quality system. A graphic representation of the House of Quality tool we are using is shown below.
Our Voice of the Customer initiative is in its initial stages, but the company’s Operational Excellence Lead Team and the VOC Team are developing processes that will allow us to create value-added products and services for our customers.
WITH EACH CYCLE, MORE KNOWLEDGE IS GATHERED AND RESOURCES ARE MORE EFFECTIVELY DIRECTED, BRINGING PRODUCTS AND SERVICES CLOSER TO WHAT THE CUSTOMER WANTS.
Functional Product Requirements
Maximize, Minimize or Target
mat
ch
min
min
min
min Current Products (our & competitive) Method Target Range
Customer Needs
Cus
tom
er R
atin
g
Load
ing
Lece
l
PSD
Ref
ract
ive
Inde
x
Dis
pers
ion
Impu
ritie
s
Har
dnes
s
Surf
ace
Che
mis
try
Oil
Abs
orpt
ion
Surf
ace
Are
a
Den
sity
Mor
phol
ogy
Mat
eria
l Int
erac
tions
Pol
yblo
c
Opt
rblo
cD
iato
mac
eous
Ear
th
Nep
helin
e Sy
enite
Synt
hetic
Sili
ca
Feld
spar
Cal
cine
d C
lay
Cal
cium
Car
bona
te
Anti-blocking 9 Blocking/Re-blocking
Film Slip 5 COF
High Clarity 9 Haze Gloss Clarity
Low Abrasion 1 Hardness Abrasion
Low Color Bodies 1 Dry Color
Gel-free 5 Gels
Maintain Polymer Properties 5 Tensile Ilongation Modulus
Maintain Film Properties 5 Tear Puncture Impact
Relative Importance
Target Range
6
OPERATIONAL EXCELLENCE
THE FIRST PRINCIPLE OF OPERATIONAL
EXCELLENCE IS TO “SPECIFY VALUE FROM THE POINT OF VIEW OF THE
CUSTOMER”
7
MINERALS TECHNOLOGIES INC.
HOSHIN KANRI“HOSHIN KANRI IS A
STRUCTURED METHOD FOR CAPTURING AND CEMENTING STRATEGIC GOALS AND DEVELOPING THE MEANS TO BRING THESE INTO REALITY.”
8
OPERATIONAL EXCELLENCE
HOSHIN KANRI (STRATEGY DEPLOYMENT) – ALIGNING IMPROVEMENT EFFORTS WITH KEY STRATEGIC INITIATIVES“Hoshin Kanri is a structured method for capturing and cementing strategic goals and developing the means to bring these into reality.” Also called policy deployment or Hoshin planning, it’s a strategic planning and management methodology, first developed by Dr. Yoji Akao, that uses the Shewhart PDCA cycle (Plan-Do-Check-Act) to create goals, choose control points (measurable milestones), and link daily control activities to company strategy. Some people refer to Hoshin Kanri as a combination of Management by Objectives (MBO) and PDCA. The company uses a software application, WebHoshin, to track all key objectives at the enterprise and operating levels.
The discipline and method of Hoshin Kanri helps MTI to:
• Focus on a shared goal
• Communicate that goal to all employees
• Involve affected and appropriate employees in planning to achieve the goal
• Support and hold participants accountable for achieving their part of the plan
Hoshin Kanri involves the following key steps on an annual basis:
• Identiifying the organization’s vision – and the key business goals for the near term;
• Translating those goals into key Hoshin objectives for each business and staff (resource unit);
• Cascading the Hoshin objectives so that each successive level in the organization is focused on supporting the achievement of key business goals;
• Establishing daily management controls and measurement systems to ensure that key performance indicators are being tracked and achieved;
• Leaders reviewing Hoshin objectives regularly with each “Hoshin owner” to discuss what is working well and what’s requires improvement.
At Minerals Technologies, all business units and resource units (e.g., finance, treasury, human resources, legal) have identified key goals that have been cascaded to successive levels in the organization. Through monthly review meetings involving business unit and resource unit heads, the company stays keenly aware of progress in implementing key activities and initiatives in support of overall business direction. The company’s efforts with Operational Excellence are aligned with key Hoshin objectives.
We employ a software application called WebHoshin to assist in integrating and tracking our strategy deployment efforts.
WebHoshin incorporates many of the principles of the A3 process and approach to problem solving so diligently practiced as part of the Toyota Production System.
Many problems that arise in organizations are addressed in superficial ways, what some call “first-order problem solving.” The A3 process allows organizations to plan initiatives to address the root causes of a problem to prevent its recurrence. It promotes collaborative, in-depth problem-solving, and can be used for almost any situation. The A3 process is a system based on building structured opportunities for people to learn in the manner that comes most naturally to them: through experience, by learning from mistakes and through plan-based trial and error.
方針管理ho
ho = direction shin = needle
“policy, direction” “management”
kan = control, channeling ri = reason, logic
shin kan ri
THE A3 PROCESS ALLOWS ORGANIZATIONS TO PLAN INITIATIVES TO ADDRESS THE ROOT CAUSES OF A PROBLEM TO PREVENT ITS RECURRENCE.
9
MINERALS TECHNOLOGIES INC.
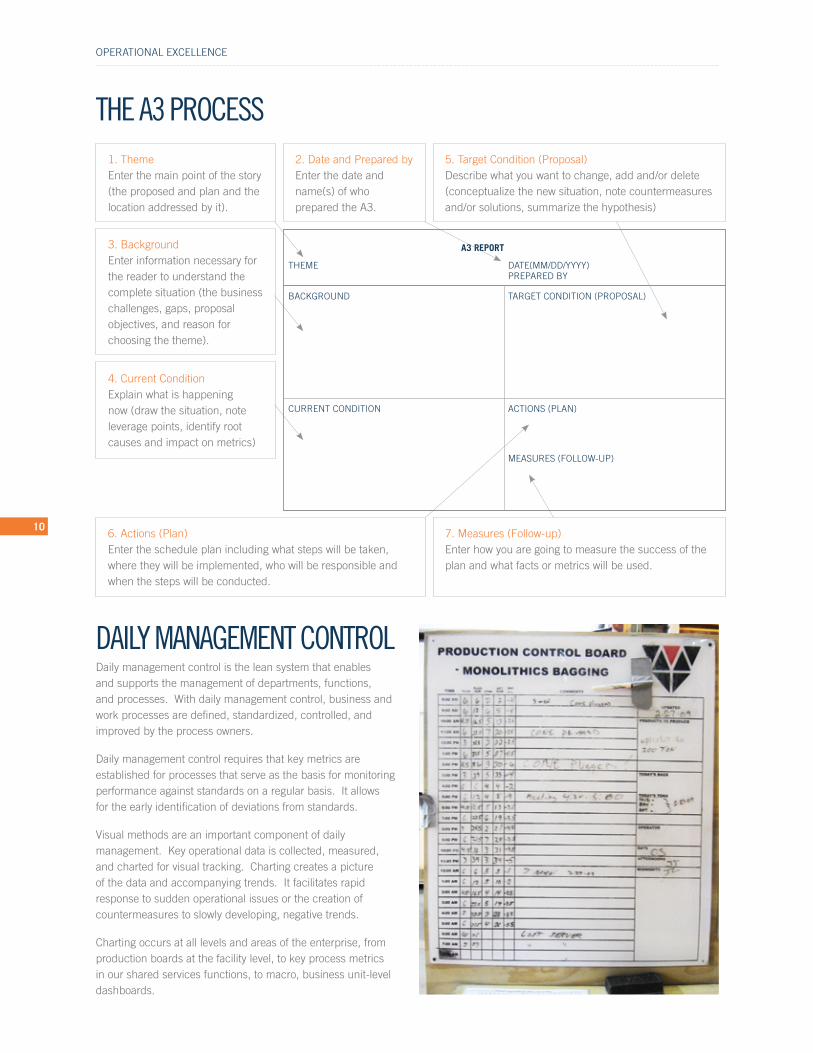
THE A3 PROCESS1. ThemeEnter the main point of the story (the proposed and plan and the location addressed by it).
3. BackgroundEnter information necessary for the reader to understand the complete situation (the business challenges, gaps, proposal objectives, and reason for choosing the theme).
4. Current ConditionExplain what is happening now (draw the situation, note leverage points, identify root causes and impact on metrics)
2. Date and Prepared byEnter the date and name(s) of who prepared the A3.
6. Actions (Plan)Enter the schedule plan including what steps will be taken, where they will be implemented, who will be responsible and when the steps will be conducted.
5. Target Condition (Proposal)Describe what you want to change, add and/or delete (conceptualize the new situation, note countermeasures and/or solutions, summarize the hypothesis)
7. Measures (Follow-up)Enter how you are going to measure the success of the plan and what facts or metrics will be used.
DAILY MANAGEMENT CONTROLDaily management control is the lean system that enables and supports the management of departments, functions, and processes. With daily management control, business and work processes are defined, standardized, controlled, and improved by the process owners.
Daily management control requires that key metrics are established for processes that serve as the basis for monitoring performance against standards on a regular basis. It allows for the early identification of deviations from standards.
Visual methods are an important component of daily management. Key operational data is collected, measured, and charted for visual tracking. Charting creates a picture of the data and accompanying trends. It facilitates rapid response to sudden operational issues or the creation of countermeasures to slowly developing, negative trends.
Charting occurs at all levels and areas of the enterprise, from production boards at the facility level, to key process metrics in our shared services functions, to macro, business unit-level dashboards.
THEME DATE(MM/DD/YYYY) PREPARED BY
A3 REPORT
BACKGROUND TARGET CONDITION (PROPOSAL)
CURRENT CONDITION ACTIONS (PLAN)
MEASURES (FOLLOW-UP)
10
OPERATIONAL EXCELLENCE
HIGH PERFORMANCE WORK SYSTEMS AND SELF-DIRECTED WORK TEAMSWe are organizing people and technical systems to achieve the highest levels of operating performance. With Operational Excellence, we believe that our employees, and their capability to solve problems as close to where the work occurs as possible, can be a source of competitive advantage.
For example, some of our smaller facilities operate without an on-site manager, and many of our other worldwide facilities are organized into natural work groups or self-directed work teams. Virtually all facilities in North America are organized in a self-directed fashion, and some locations in Asia and Europe are in transition to this form of organization. This high level of “built-in” empowerment enables employees to continuously improve standardized work, but at the same time use their capabilities to solve tough operating problems.
Our belief is that “those closest to the work almost always know the most about it.” The central challenge in building sustained levels of high performance is to create a path, a vehicle for tapping into the collective wisdom of the workforce. Our high performance work systems provides that path, while at the same time furthering the aims of Operational Excellence as employees find creative ways to eliminate waste from our production and service delivery vehicles.
EMPLOYEE RECOGNITIONRecognition of employee efforts in advancing Operational Excellence has been instrumental in furthering the level of engagement in our continuous improvement process.
A key element of our recognition activities involves the use of a custom designed poker chip called the Bravo Chip. The Bravo Chip is awarded to employees demonstrating noteworthy behavior and accomplishment with respect to process improvements, customer responsiveness or service, and cost reduction.
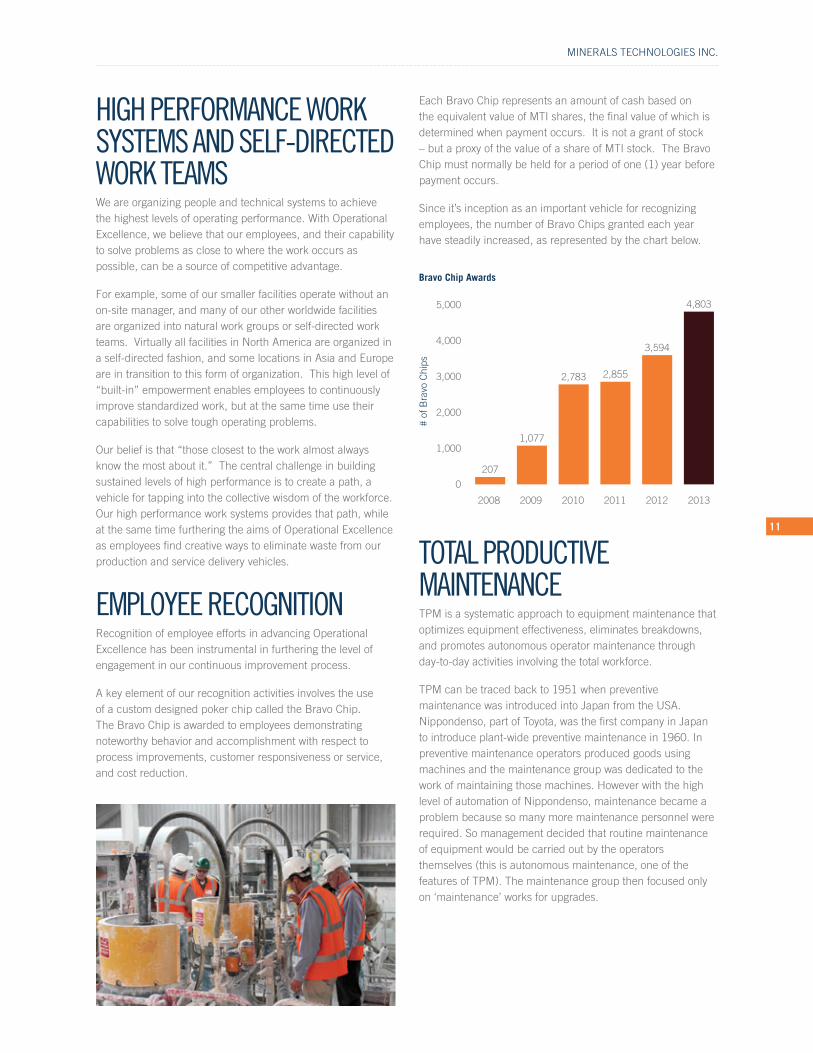
Each Bravo Chip represents an amount of cash based on the equivalent value of MTI shares, the final value of which is determined when payment occurs. It is not a grant of stock – but a proxy of the value of a share of MTI stock. The Bravo Chip must normally be held for a period of one (1) year before payment occurs.
Since it’s inception as an important vehicle for recognizing employees, the number of Bravo Chips granted each year have steadily increased, as represented by the chart below.
5,000
4,000
3,000
2,000
1,000
0
2008 2009 2010 2011 2012 2013
207
1,077
2,783 2,855
3,594
4,803
# of
Bra
vo C
hips
Bravo Chip Awards
TOTAL PRODUCTIVE MAINTENANCETPM is a systematic approach to equipment maintenance that optimizes equipment effectiveness, eliminates breakdowns, and promotes autonomous operator maintenance through day-to-day activities involving the total workforce.
TPM can be traced back to 1951 when preventive maintenance was introduced into Japan from the USA. Nippondenso, part of Toyota, was the first company in Japan to introduce plant-wide preventive maintenance in 1960. In preventive maintenance operators produced goods using machines and the maintenance group was dedicated to the work of maintaining those machines. However with the high level of automation of Nippondenso, maintenance became a problem because so many more maintenance personnel were required. So management decided that routine maintenance of equipment would be carried out by the operators themselves (this is autonomous maintenance, one of the features of TPM). The maintenance group then focused only on ‘maintenance’ works for upgrades.
11
MINERALS TECHNOLOGIES INC.

TPM aims to reduce six “big losses” that reduce the overall effectiveness of equipment. These include:
• Breakdown losses due to equipment defects;
• Setup and adjustment losses caused by changes in operating conditions, change-over, and production start-ups;
• Minor stoppage losses as a result of machine halting, jamming and idling;
• Speed losses due to reduced operating speed;
• Quality defect and rework losses caused by off-specification or defective products manufactured during normal operation;
• Yield losses caused by unused or wasted raw materials and are illustrated by the quantity of rejects, scrap and other factors.
These six big losses are presented in three indices, i.e., availability, performance rate, and quality. Their combined or multiplicative effect is represented as overall equipment effectiveness (OEE).
TPM consists of these six major activities:
1. Elimination of six big losses based on project teams organized by the production, maintenance, and plant engineering departments;
2. Planned or preventive maintenance carried out by the maintenance department, which is regular, and based on equipment run hours or calendar time;
3. Autonomous maintenance carried out by the production department, with the technical assistance of maintenance personnel;
4. Productive maintenance involving the design and manufacturing of the production equipment to increase reliability, maintainability, economy, operability and safety;
5. Predictive maintenance using various forms of monitoring equipment to detect the beginning stages of equipment failure or necessary maintenance.
6. Education and training to support the above activities.
OPERATOR MAINTENANCEOPERATOR MAINTENANCE
CONVENTIONAL TPM
450
400
350
300
250
200
150
100
50
0
PCC MII Perf Min Pryo
# of
TP
M E
vent
s
MTI Unit
2011 2012 2013 YTD
274
261
48 51 408
360
465
11336
68 6671 47
Total
We prepared the organization to use the methods of TPM effort through a “train the trainer” approach, beginning with a few events that served a dual purpose – conducting an actual TPM event, plus preparing individuals to lead future events at their host locations. This learning through “practice and coaching” approach was also followed with our kaizen implementation.
12
OPERATIONAL EXCELLENCE
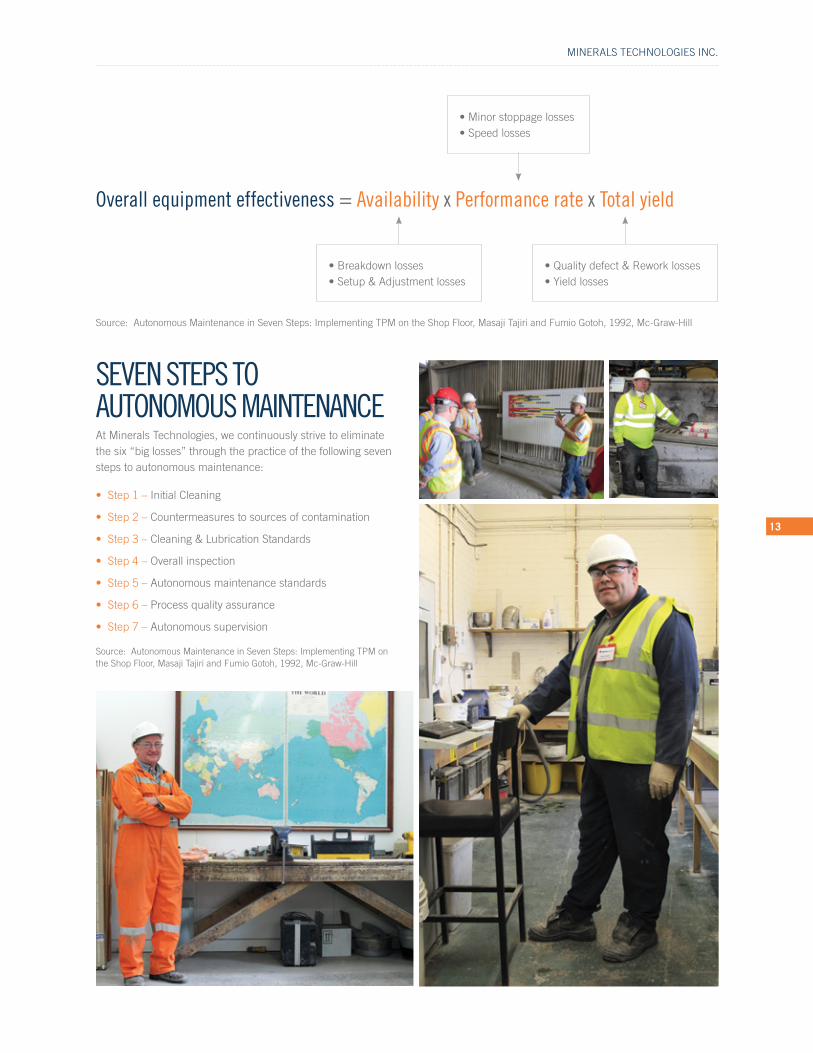
Source: Autonomous Maintenance in Seven Steps: Implementing TPM on the Shop Floor, Masaji Tajiri and Fumio Gotoh, 1992, Mc-Graw-Hill
Overall equipment effectiveness = Availability x Performance rate x Total yield
• Breakdown losses• Setup & Adjustment losses
• Minor stoppage losses• Speed losses
• Quality defect & Rework losses• Yield losses
SEVEN STEPS TO AUTONOMOUS MAINTENANCEAt Minerals Technologies, we continuously strive to eliminate the six “big losses” through the practice of the following seven steps to autonomous maintenance:
• Step 1 – Initial Cleaning
• Step 2 – Countermeasures to sources of contamination
• Step 3 – Cleaning & Lubrication Standards
• Step 4 – Overall inspection
• Step 5 – Autonomous maintenance standards
• Step 6 – Process quality assurance
• Step 7 – Autonomous supervision
Source: Autonomous Maintenance in Seven Steps: Implementing TPM on the Shop Floor, Masaji Tajiri and Fumio Gotoh, 1992, Mc-Graw-Hill
13
MINERALS TECHNOLOGIES INC.

5SSORT SET IN ORDER SHINE STANDARDIZE SUSTAIN
14
OPERATIONAL EXCELLENCE
5S5S is a method for organizing the workplace so that the various forms of waste in work processes can be more quickly and easily spotted and removed. It is the foundation for all activities in support of Operational Excellence, and is best described by the phrase, “A place for everything & everything in its place!”
5S helps to keep our workplace clean, provides a better environment for work, increases productivity, saves time, reduces costs, provides safety, makes work more hassle-free, and eliminates all types of waste. It largely accomplishes those results by eliminating the waste of motion when looking for tools, materials or information.
THE 5S’S ARE:Sort - Seiri (整理) Going through all the tools, materials, etc., in the work area and keeping only essential items. Everything else is stored or discarded.
Set in Order - Seiton (整頓) Focuses on efficiency. The intent of this second step is to arrange workplace tools, materials and information in a manner that promotes work flow. For example, tools and equipment should be kept where they will be used (i.e. straighten the flow path), and the process should be set in an order that maximizes efficiency. For every thing there should be a place and every thing should be in its place.(demarcation and labeling of place).
Shine - Seiso- (清掃) Shine refers to the need to keep the workplace clean as well as neat. The key point is that maintaining cleanliness should be part of the daily work - not an occasional activity initiated when things get too messy.
Standardize - Seiketsu (清潔) Work practices or operating in a consistent and standardized fashion. Everyone knows exactly what his or her responsibilities are to keep the above three S’s.
Sustain - Shitsuke (躾) Refers to maintaining and reviewing standards with the discipline to ensure that the previous four S’s are routinely followed.
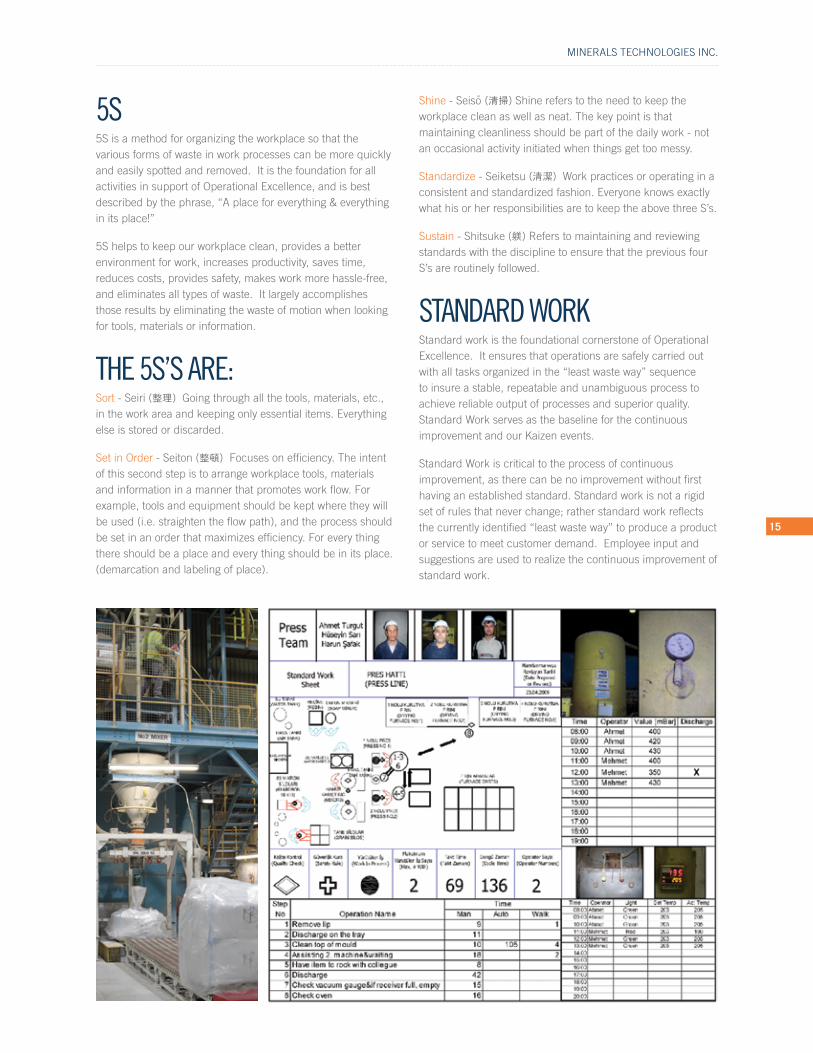
STANDARD WORKStandard work is the foundational cornerstone of Operational Excellence. It ensures that operations are safely carried out with all tasks organized in the “least waste way” sequence to insure a stable, repeatable and unambiguous process to achieve reliable output of processes and superior quality. Standard Work serves as the baseline for the continuous improvement and our Kaizen events.
Standard Work is critical to the process of continuous improvement, as there can be no improvement without first having an established standard. Standard work is not a rigid set of rules that never change; rather standard work reflects the currently identified “least waste way” to produce a product or service to meet customer demand. Employee input and suggestions are used to realize the continuous improvement of standard work.
15
MINERALS TECHNOLOGIES INC.
CHAIRMAN’S OPERATIONAL EXCELLENCE AWARDThe Chairman’s Award for Operational Excellence is presented annually to MTI organizational units that have demonstrated superior application of the principles of Operational Excellence.
While the Award process is modeled in some respects after the Malcolm Baldridge Award and the Shingo Prize, it really is based on the important elements of the Operational Excellence process as practiced at Minerals Technologies. As a result, the Award is not only used for recognitional purposes, but it also is a valuable tool for educating applicants on the many important facets of the Operational Excellence system. Each applicant receives feedback on their submission, specifically how they can further improve upon their current level of deployment.
The criteria contained in the application for the Award are divided into the following sections, and collectively help to gauge the level of maturity and deployment of Operational Excellence.
• Work culture
• Continuous improvement
• Quality and customer service
• Business results
• Environmental, health and safety
Business and Resource Units are invited annually to submit applications to a cross-functional team representing various areas of the business. This team evaluates each submission against the criteria listed in the following sections.
Operational Excellence Category Rating Criteria
Work Culture • Employee Involvement• Recognition and Reward• Training and Education• Cultural Transformation• Leadership and Coaching
Continuous Improvement • 5S• Visual Management• Operating Equipment Effectiveness (OEE)• Problem Solving• Statistical Process Control• Standard Work• Kaizen• Total Productive Maintenance (TPM)• Hoshin Kanri
Quality and Customer Service • Customer Service• Product Quality• Supplier Management
Business Results • Inventory Performance• Productivity• Financial Performance
Environmental, Health and Safety • Safety and Environmental Processes• Safety and OE Activities
16
OPERATIONAL EXCELLENCE
THE CHAIRMAN’S AWARD IS BASED ON THE IMPORTANT ELEMENTS OF THE OPERATIONAL EXCELLENCE PROCESS AS PRACTICED AT MINERALS TECHNOLOGIES.
17
MINERALS TECHNOLOGIES INC.

MINERALS TECHNOLOGIES INC.www.mineralstech.com