operator’s manual invertec stt ii (ce) - lincoln electric · invertec ® stt ® ii (ce)...
TRANSCRIPT

INVERTEC ® STT ® II (CE)
Operator’s Manual
Save for future reference
Date Purchased
Code: (ex: 10859)
Serial: (ex: U1060512345)
IM904 | Issue D ate 6-Jul
© Lincoln Global, Inc. All Rights Reserved.
For use with machines having Code Numbers:
11366, 11367
Register your machine: www.lincolnelectric.com/register
Authorized Service and Distributor Locator: www.lincolnelectric.com/locator
FOR ENGINEpowered equipment.
1.a. Turn the engine off before troubleshooting and maintenancework unless the maintenance work requires it to be running.
____________________________________________________1.b. Operate engines in open, well-ventilated
areas or vent the engine exhaust fumes outdoors.
____________________________________________________1.c. Do not add the fuel near an open flame
welding arc or when the engine is running.Stop the engine and allow it to cool beforerefueling to prevent spilled fuel from vaporiz-ing on contact with hot engine parts andigniting. Do not spill fuel when filling tank. Iffuel is spilled, wipe it up and do not startengine until fumes have been eliminated.
____________________________________________________1.d. Keep all equipment safety guards, covers and devices in
position and in good repair.Keep hands, hair, clothing andtools away from V-belts, gears, fans and all other movingparts when starting, operating or repairing equipment.
____________________________________________________
1.e. In some cases it may be necessary to remove safetyguards to perform required maintenance. Removeguards only when necessary and replace them when themaintenance requiring their removal is complete.Always use the greatest care when working near movingparts.
___________________________________________________1.f. Do not put your hands near the engine fan.
Do not attempt to override the governor oridler by pushing on the throttle control rodswhile the engine is running.
___________________________________________________1.g. To prevent accidentally starting gasoline engines while
turning the engine or welding generator during maintenancework, disconnect the spark plug wires, distributor cap ormagneto wire as appropriate.
iSAFETYi
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH.KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that youpurchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is availablefrom the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES AREPERFORMED ONLY BY QUALIFIED INDIVIDUALS.
WARNING
Mar ‘95
ELECTRIC AND MAGNETIC FIELDSmay be dangerous
2.a. Electric current flowing through any conductor causes localized Electric and Magnetic Fields (EMF). Welding current creates EMF fields around welding cables and welding machines
2.b. EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physicianbefore welding.
2.c. Exposure to EMF fields in welding may have other healtheffects which are now not known.
2.d. All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:
2.d.1. Route the electrode and work cables together - Securethem with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode andwork cables. If the electrode cable is on your right side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close aspossible to the area being welded.
2.d.5. Do not work next to welding power source.
1.h. To avoid scalding, do not remove theradiator pressure cap when the engine ishot.
CALIFORNIA PROPOSITION 65 WARNINGS
Diesel engine exhaust and some of its constituentsare known to the State of California to cause can-cer, birth defects, and other reproductive harm.
The engine exhaust from this product containschemicals known to the State of California to causecancer, birth defects, or other reproductive harm.
The Above For Diesel Engines The Above For Gasoline Engines

iiSAFETYii
ARC RAYS can burn.4.a. Use a shield with the proper filter and cover
plates to protect your eyes from sparks andthe rays of the arc when welding or observingopen arc welding. Headshield and filter lensshould conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistantmaterial to protect your skin and that of your helpers fromthe arc rays.
4.c. Protect other nearby personnel with suitable, non-flammablescreening and/or warn them not to watch the arc nor exposethemselves to the arc rays or to hot spatter or metal.
ELECTRIC SHOCK cankill.3.a. The electrode and work (or ground) circuits
are electrically “hot” when the welder is on.Do not touch these “hot” parts with your bareskin or wet clothing. Wear dry, hole-free
gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation.Make certain the insulation is large enough to cover your fullarea of physical contact with work and ground.
In addition to the normal safety precautions, if weldingmust be performed under electrically hazardousconditions (in damp locations or while wearing wetclothing; on metal structures such as floors, gratings orscaffolds; when in cramped positions such as sitting,kneeling or lying, if there is a high risk of unavoidable oraccidental contact with the workpiece or ground) usethe following equipment:
• Semiautomatic DC Constant Voltage (Wire) Welder.• DC Manual (Stick) Welder.• AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode,electrode reel, welding head, nozzle or semiautomaticwelding gun are also electrically “hot”.
3.d. Always be sure the work cable makes a good electricalconnection with the metal being welded. The connectionshould be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical(earth) ground.
3.f. Maintain the electrode holder, work clamp, welding cable andwelding machine in good, safe operating condition. Replacedamaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically “hot” parts ofelectrode holders connected to two welders because voltagebetween the two can be the total of the open circuit voltageof both welders.
3.i. When working above floor level, use a safety belt to protectyourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.
FUMES AND GASEScan be dangerous.5.a. Welding may produce fumes and gases
hazardous to health. Avoid breathing thesefumes and gases.When welding, keepyour head out of the fume. Use enoughventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. Whenwelding with electrodes which require specialventilation such as stainless or hard facing (seeinstructions on container or MSDS) or on lead orcadmium plated steel and other metals or coatingswhich produce highly toxic fumes, keep exposure aslow as possible and below Threshold Limit Values (TLV)using local exhaust or mechanical ventilation. Inconfined spaces or in some circumstances, outdoors, arespirator may be required. Additional precautions arealso required when welding on galvanized steel.
5. b. The operation of welding fume control equipment is affectedby various factors including proper use and positioning ofthe equipment, maintenance of the equipment and the spe-cific welding procedure and application involved. Workerexposure level should be checked upon installation andperiodically thereafter to be certain it is within applicableOSHA PEL and ACGIH TLV limits.
5.c. Do not weld in locations near chlorinated hydrocarbon vaporscoming from degreasing, cleaning or spraying operations.The heat and rays of the arc can react with solvent vapors toform phosgene, a highly toxic gas, and other irritating prod-ucts.
5.d. Shielding gases used for arc welding can displace air andcause injury or death. Always use enough ventilation,especially in confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturer’s instructions for thisequipment and the consumables to be used, including thematerial safety data sheet (MSDS) and follow youremployer’s safety practices. MSDS forms are available fromyour welding distributor or from the manufacturer.
5.f. Also see item 1.b.
AUG 06

FOR ELECTRICALLYpowered equipment.
8.a. Turn off input power using the disconnectswitch at the fuse box before working onthe equipment.
8.b. Install equipment in accordance with the U.S. NationalElectrical Code, all local codes and the manufacturer’srecommendations.
8.c. Ground the equipment in accordance with the U.S. NationalElectrical Code and the manufacturer’s recommendations.
CYLINDER may explodeif damaged.7.a. Use only compressed gas cylinders
containing the correct shielding gas for theprocess used and properly operatingregulators designed for the gas and
pressure used. All hoses, fittings, etc. should be suitable forthe application and maintained in good condition.
7.b. Always keep cylinders in an upright position securelychained to an undercarriage or fixed support.
7.c. Cylinders should be located:• Away from areas where they may be struck or subjected tophysical damage.
• A safe distance from arc welding or cutting operations andany other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any otherelectrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outletwhen opening the cylinder valve.
7.f. Valve protection caps should always be in place and handtight except when the cylinder is in use or connected foruse.
7.g. Read and follow the instructions on compressed gascylinders, associated equipment, and CGA publication P-l,“Precautions for Safe Handling of Compressed Gases inCylinders,” available from the Compressed Gas Association1235 Jefferson Davis Highway, Arlington, VA 22202.
iiiSAFETYiii
Mar ‘95
WELDING SPARKS cancause fire or explosion.6.a. Remove fire hazards from the welding area.
If this is not possible, cover them to preventthe welding sparks from starting a fire.Remember that welding sparks and hot
materials from welding can easily go through small cracksand openings to adjacent areas. Avoid welding nearhydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site,special precautions should be used to prevent hazardoussituations. Refer to “Safety in Welding and Cutting” (ANSIStandard Z49.1) and the operating information for theequipment being used.
6.c. When not welding, make certain no part of the electrodecircuit is touching the work or ground. Accidental contactcan cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until theproper steps have been taken to insure that such procedureswill not cause flammable or toxic vapors from substancesinside. They can cause an explosion even though they havebeen “cleaned”. For information, purchase “RecommendedSafe Practices for the Preparation for Welding and Cutting ofContainers and Piping That Have Held HazardousSubstances”, AWS F4.1 from the American Welding Society(see address above).
6.e. Vent hollow castings or containers before heating, cutting orwelding. They may explode.
6.f. Sparks and spatter are thrown from the welding arc. Wear oilfree protective garments such as leather gloves, heavy shirt,cuffless trousers, high shoes and a cap over your hair. Wearear plugs when welding out of position or in confined places.Always wear safety glasses with side shields when in awelding area.
6.g. Connect the work cable to the work as close to the weldingarea as practical. Work cables connected to the buildingframework or other locations away from the welding areaincrease the possibility of the welding current passingthrough lifting chains, crane cables or other alternate cir-cuits. This can create fire hazards or overheat lifting chainsor cables until they fail.
6.h. Also see item 1.c.

ivSAFETYiv
PRÉCAUTIONS DE SÛRETÉPour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté générales suiv-antes:
Sûreté Pour Soudage A L’Arc1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode s’applicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de n’importe quelle partiedu corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi qu’un verre blanc afin de se protéger les yeux du ray-onnement de l’arc et des projections quand on soude ouquand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement del‘arc.
c. Protéger l’autre personnel travaillant à proximité ausoudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc desoudage. Se protéger avec des vêtements de protection libresde l’huile, tels que les gants en cuir, chemise épaisse, pan-talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans leszones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possiblede la zone de travail qu’il est pratique de le faire. Si on placela masse sur la charpente de la construction ou d’autresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines de lev-age, câbles de grue, ou autres circuits. Cela peut provoquerdes risques d’incendie ou d’echauffement des chaines et descâbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantd’opérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de l’arc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POURLES MACHINES À SOUDER ÀTRANSFORMATEUR ET ÀREDRESSEUR
1. Relier à la terre le chassis du poste conformement au code del’électricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debranch-er à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.
Mar. ‘93

vv
Thank You for selecting a QUALITY product by Lincoln Electric. We want youto take pride in operating this Lincoln Electric Company product••• as much pride as we have in bringing this product to you!
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep ithandy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:
WARNINGThis statement appears where the information must be followed exactly to avoid serious personal injury orloss of life.
This statement appears where the information must be followed to avoid minor personal injury or damage tothis equipment.
CAUTION
Please Examine Carton and Equipment For Damage ImmediatelyWhen this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claimsfor material damaged in shipment must be made by the purchaser against the transportation company at thetime the shipment is received.
Please record your equipment identification information below for future reference. This information can befound on your machine nameplate.
Product _________________________________________________________________________________
Model Number ___________________________________________________________________________
Code Number or Date Code_________________________________________________________________
Serial Number____________________________________________________________________________
Date Purchased___________________________________________________________________________
Where Purchased_________________________________________________________________________
Whenever you request replacement parts or information on this equipment, always supply the information youhave recorded above. The code number is especially important when identifying the correct replacement parts.
On-Line Product Registration
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement included in the literature packetaccompanying this machine and fax the form per the instructions printed on it.
• For On-Line Registration: Go to our WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then“Product Registration”. Please complete the form and submit your registration.

viviTABLE OF CONTENTS
Page
Safety .....................................................................................................................i-iv
Installation ......................................................................................................Section A Technical Specifications.....................................................................................A-1,A-2Location ....................................................................................................................A-3Stacking ....................................................................................................................A-3Tilting .....................................................................................................................A-3Machine Grounding and High Frequency Interference Protection............................A-3Input Connections .....................................................................................................A-3
Supply Connections ...........................................................................................A-3Input Cable Installation and Connection.............................................................A-4Ground Connection ............................................................................................A-4
Input Voltage Reconnect Procedure .........................................................................A-5Output Connections ..................................................................................................A-5
Wire Feeder Output Connections.......................................................................A-5
Operation ........................................................................................................Section BSafety Precautions....................................................................................................B-1General Description ..................................................................................................B-2Recommended Equipment .......................................................................................B-2Operating Controls....................................................................................................B-2Design Features and Advantages.............................................................................B-2Welding Capability ....................................................................................................B-2Limitations.................................................................................................................B-2Operational Features and Controls...........................................................................B-3Welding Operation ....................................................................................................B-4Welding Parameters and Guidelines ........................................................................B-5Welding Procedures for (Steel) Horizontal Fillet .......................................................B-5Welding Procedures for (Stainless Steel) Horizontal Fillet .......................................B-6
Accessories ....................................................................................................Section COptions/Accessories .................................................................................................C-1LN-742 or STT-10 Wire Feeder Connection Instructions .........................................C-1
Maintenance....................................................................................................Section DSafety Precautions .................................................................................................D-1Input Filter Capacitor Discharge Procedure ...........................................................D-1Preventive Maintenance.........................................................................................D-2
Troubleshooting .............................................................................................Section EHow To Use Troubleshooting Guide ......................................................................E-1Troubleshooting Guide ..................................................................................E-2 - E-6
Diagrams .........................................................................................................Section FWiring Diagram............................................................................................F-1 thru F-3Dimension Print.........................................................................................................F-4
Parts List ....................................................................................................P-540 Series

INVERTEC STT II (CE)
A-1INSTALLATION A-1
STANDARD VOLTAGE INPUT CURRENT AT RATED OUTPUT
200/220/380/415/440/3/50/60 HZ 33/30/18/17/16
TECHNICAL SPECIFICATIONS –INVERTEC STT II (CE) (For Code 11366)INPUT- THREE PHASE ONLY
RATED OUTPUT
RECOMMENDED INPUT WIRE AND FUSE SIZESINPUT VOLTAGE FUSE(SUPER LAG) INPUT AMPERE TYPE 75°C TYPE 75°CAND FREQUENCY OR BREAKER RATING ON COPPER COPPER
SIZE NAMEPLATE SUPPLY WIRE GROUND WIREIN CONDUIT IN CONDUITAWG (IEC) SIZES AWG (IEC) SIZES
200/50/60 40 33
220/50/60 40 30 10 (6 mm2) 10 (6 mm2)380/50/60 30 18415/50/60 30 17440/50/60 30 16
HEIGHT WIDTH DEPTH WEIGHT
23.2 in 13.2 in. 24.4 in. 100 lbs.
589 mm 336 mm 620 mm 46 kg
OUTPUT
DUTY CYCLE AMPS VOLTS AT RATED AMPS
60% Duty Cycle 225 29
100% Duty Cycle 200 28
CURRENT RANGE OPEN CIRCUIT VOLTAGE AUXILIARY POWER
Peak Current 1 0 - 450 Amps 85 VDC Maximum 115 2 VAC @ 4 AmpsBackground 0 - 125 Amps 42 VAC @ 4 Amps
1 At low input voltages (below 208 VAC) and input voltages of 380 VAC through 415 VAC there may be a 15% reduction in Peak Current.
2 115 VAC not present on European Models.
PHYSICAL DIMENSIONS

A-2INSTALLATION A-2
INVERTEC STT II (CE)
STANDARD VOLTAGE INPUT CURRENT AT RATED OUTPUT
200/208/380/400/415/3/50/60 HZ 36/34/20/19/18
TECHNICAL SPECIFICATIONS –INVERTEC STT II (CE) (For Code 11367)INPUT- THREE PHASE ONLY
RATED OUTPUT
RECOMMENDED INPUT WIRE AND FUSE SIZESINPUT VOLTAGE FUSE(SUPER LAG) INPUT AMPERE TYPE 75°C TYPE 75°CAND FREQUENCY OR BREAKER RATING ON COPPER COPPER
SIZE NAMEPLATE SUPPLY WIRE GROUND WIREIN CONDUIT IN CONDUITAWG (IEC) SIZES AWG (IEC) SIZES
200/50/60 40 36208/50/60 40 34
380/50/60 30 20 10 (6 mm2) 10 (6 mm2)400/50/60 30 19415/50/60 30 18
HEIGHT WIDTH DEPTH WEIGHT
23.2 in 13.2 in. 24.4 in. 100 lbs.
589 mm 336 mm 620 mm 46 kg
OUTPUT
DUTY CYCLE AMPS VOLTS AT RATED AMPS
60% Duty Cycle 225 29
100% Duty Cycle 200 28
CURRENT RANGE OPEN CIRCUIT VOLTAGE AUXILIARY POWER
Peak Current 0 - 450 Amps 88 VDC Maximum 115 1 VAC @ 4 AmpsBackground 0 - 125 Amps 42 VAC @ 4 Amps
1 115 VAC not present on European Models.
PHYSICAL DIMENSIONS

A-3INSTALLATION A-3
INVERTEC STT II (CE)
ELECTRIC SHOCK can kill.• Only qualified personnel should
perform this installation.
• Turn the input power OFF at the disconnect switch or fuse box before installing this equipment.
• Turn the power switch on the Invertec STT “OFF” before connecting or discon-necting input power lines, output cables, or control cables.
• Do not touch electrically hot parts.
• Always connect the ground terminal to agood electrical earth ground.
WARNING
MACHINE GROUNDING AND HIGHFREQUENCY INTERFERENCE PROTECTION
The machine may not be suitable for use in an envi-ronment where high frequency is present. For exam-ple do not place the machine in close proximity to“TIG” or “PLASMA” operations. To minimize high fre-quency interference:
Locate the STT II power source more than 15feet (4.5 m) away from high frequency unitsand more than 25 feet (7.6 m) separationbetween ground connections or welding arcsof high frequency units.
Provide proper electrical ground to themachine per local and national electricalcodes.
INPUT CONNECTIONS
FAILURE TO FOLLOW THESE INSTRUCTIONSCAN CAUSE IMMEDIATE FAILURE OF COMPO-NENTS WITHIN THE WELDER.
Turn the input power off at the disconnect switchbefore attempting to connect the input power lines.
Connect the green lead of the power cord to groundper local and national electrical codes.
SUPPLY CONNECTIONS
Be sure the voltage, phase, and frequency of the inputsupply is as specified on the rating plate. Input Powersupply line entry in provided on the case back of themachine. See figure A.1 for location of the rating plate.
The INVERTEC STT II (CE) should be connected onlyby a qualified electrician. Installation should be madein accordance with local and national codes. Refer tothe “Technical Specifications” at the beginning of thissection for proper fuse sizes, ground wire, and inputsupply power cable sizes.
Some models come from the factory with an inputpower cord. If your model does not include the inputpower cord install the proper size input cable andground cable according to “INPUT CABLE INSTALLA-TION AND CONNECTION”.
SELECT SUITABLE LOCATION
Locate the machine where there is free circulation ofclean air. Place the machine so that air can freely cir-culate into the sides and out of the rear of themachine. Dirt and dust that can be drawn into themachine should be kept to a minimum. Failure toobserve these precautions can result in excessiveoperating temperatures and nuisance shut down ofthe INVERTEC STT II (CE).
This machine carries an enclosure rating of IP21S. Itshould not be placed in extremely damp or dirty loca-tions. It should not be exposed to rain or snow.
STACKING
The INVERTEC STT II (CE) cannot be stacked.
TILTING
Place the machine on a secure, level surface other-wise the unit may topple over.
Read and understand entire Installation Sectionbefore starting installation.

A-4INSTALLATION A-4
INVERTEC STT II (CE)
INPUT CABLE INSTALLATION AND CON-NECTION
A cable strain relief is provided at the supply line entryand is designed to accommodate cable diameters of.310 - 1.070 in. (7.9 - 27.2 mm). On European modelsthe strain relief is designed to accommodate cablediameters of .709 - 1.000 in. (18.0 - 25.4 mm). Referto “Technical Specifications” at the beginning of thissection for the proper input cable sizes. Refer toFigure A.1 and perform the following steps:
1. Remove the wraparound cover of the INVERTEC STT II (CE).
2. Feed the input cable through the input cableentry access hole at the right rear of themachine.
3. Route the cable through the cable hangers, located along the lower right inside edge of the machine, up to the power switch locatedon the front panel.
4. Strip away 102 mm (4 in.) of the outer jacket. Trim fillers and strip conductor jackets to connect to the power switch.
5. Connect the three phase line con-ductors to the power switch termi-nals labeled U, V and W. Tightenthe connections to 3.0 Nm. (27 in.-lb.) torque.
6. Securely tighten the cable strain relief locatedon the case back of the machine.
GROUND CONNECTION
1. Connect the ground terminal to earth ground per National Electrical Code.
2. Replace the wraparound cover of the INVERTEC STT II (CE).
CASE BACK
RATING PLATEINPUT CABLEENTRY ACCESS& CABLE STRAIN RELIEF
FIGURE A.1 CASE BACK
A-5INSTALLATION A-5
INVERTEC STT II (CE)
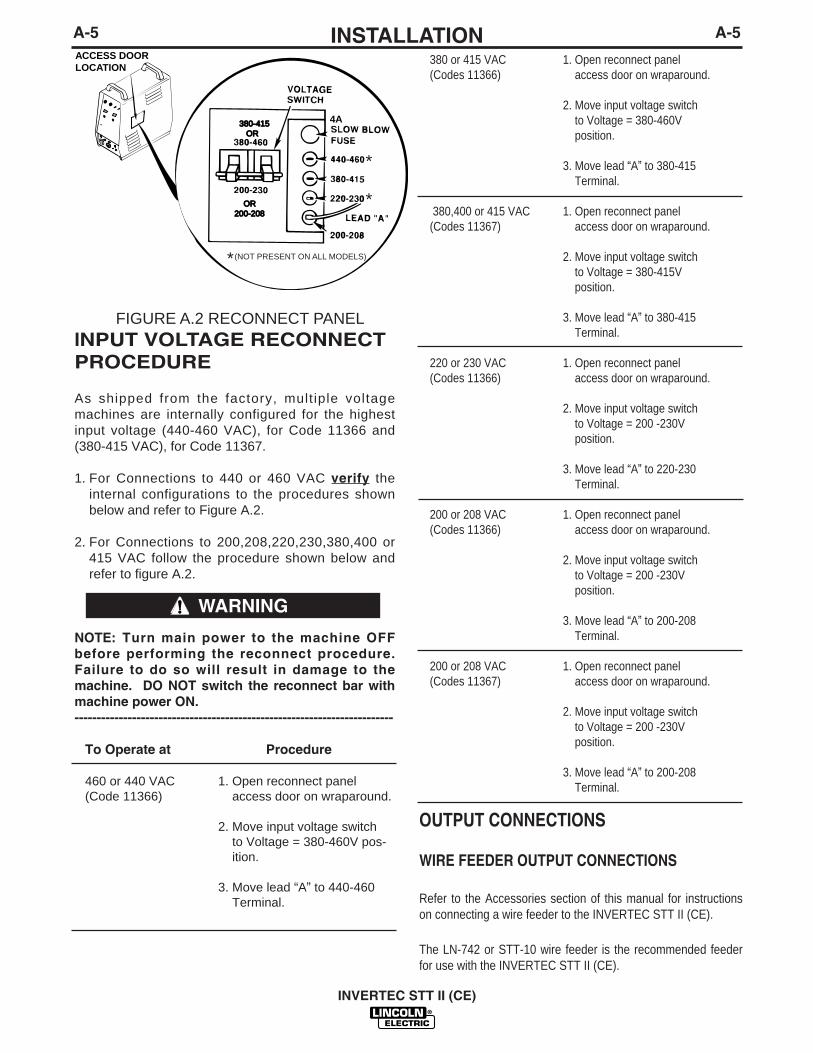
FIGURE A.2 RECONNECT PANELINPUT VOLTAGE RECONNECTPROCEDURE
As shipped from the factory, multiple voltagemachines are internally configured for the highestinput voltage (440-460 VAC), for Code 11366 and(380-415 VAC), for Code 11367.
1. For Connections to 440 or 460 VAC verify theinternal configurations to the procedures shownbelow and refer to Figure A.2.
2. For Connections to 200,208,220,230,380,400 or415 VAC follow the procedure shown below andrefer to figure A.2.
NOTE: Turn main power to the machine OFFbefore performing the reconnect procedure.Failure to do so will result in damage to themachine. DO NOT switch the reconnect bar withmachine power ON.------------------------------------------------------------------------
To Operate at Procedure
460 or 440 VAC 1. Open reconnect panel (Code 11366) access door on wraparound.
2. Move input voltage switch to Voltage = 380-460V pos-ition.
3. Move lead “A” to 440-460 Terminal.
380 or 415 VAC 1. Open reconnect panel(Codes 11366) access door on wraparound.
2. Move input voltage switch to Voltage = 380-460Vposition.
3. Move lead “A” to 380-415 Terminal.
380,400 or 415 VAC 1. Open reconnect panel(Codes 11367) access door on wraparound.
2. Move input voltage switch to Voltage = 380-415Vposition.
3. Move lead “A” to 380-415 Terminal.
220 or 230 VAC 1. Open reconnect panel (Codes 11366) access door on wraparound.
2. Move input voltage switch to Voltage = 200 -230V position.
3. Move lead “A” to 220-230 Terminal.
200 or 208 VAC 1. Open reconnect panel (Codes 11366) access door on wraparound.
2. Move input voltage switch to Voltage = 200 -230V position.
3. Move lead “A” to 200-208 Terminal.
200 or 208 VAC 1. Open reconnect panel (Codes 11367) access door on wraparound.
2. Move input voltage switch to Voltage = 200 -230V position.
3. Move lead “A” to 200-208 Terminal.
OUTPUT CONNECTIONS
WIRE FEEDER OUTPUT CONNECTIONS
Refer to the Accessories section of this manual for instructionson connecting a wire feeder to the INVERTEC STT II (CE).
The LN-742 or STT-10 wire feeder is the recommended feederfor use with the INVERTEC STT II (CE).
WARNING
4A380-415 OR
OR200-208
*
*
*(NOT PRESENT ON ALL MODELS)
ACCESS DOORLOCATION

B-1OPERATIONB-1
INVERTEC STT II (CE)
ELECTRIC SHOCKcan kill.
• Do not touch electrically live partsor electrode with skin or wetclothing.
• Insulate yourself from work andground.
• Always wear dry insulating gloves.
FUMES AND GASEScan be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust toremove fumes from breathingzone.
WELDING SPARKScan cause fire orexplosion
• Keep flammable material away.
• Do not weld on containers thathave held combustibles.
ARC RAYScan burn.
• Wear eye, ear and bodyprotection.
OPERATING INSTRUCTIONS
Read and understand entire section beforeoperating machine.
GENERAL WARNINGS
SAFETY PRECAUTIONS
Observe additional Safety Guidelines detailed in the beginning of this manual.
WARNING

B-2OPERATIONB-2
INVERTEC STT II (CE)
GENERAL DESCRIPTION
The INVERTEC STT II (CE) is a 225-ampere inverterbased arc welding power source specifically designedfor the STT welding process. It is neither a constantcurrent (CC) nor a constant voltage (CV) machine. Itis a power source that delivers current of a desiredwave form and characteristics that are superior to con-ventional short circuiting GMAW. The process is opti-mized for short-circuiting GMAW welding.
RECOMMENDED EQUIPMENT
The LN-742 or STT-10 wire feeder is recommendedfor use with the STT II. The LN-7 GMA, LN-9 GMA,NA-5, and NA-5R can all be used with the STT II.However, these units can only be used to feed wiresince these feeders have no provision for control ofthe STT output.
OPERATING CONTROLS
The INVERTEC STT II (CE) has the following controlsas standard: On/Off switch, Peak Current adjustment,Background Current adjustment, Hot Start adjustment,Tailout, and 2 toggle switches; one for wire size selec-tion and one for wire type selection.
DESIGN FEATURES AND ADVANTAGES
• State of the art inverter technology yields highpower efficiency, excellent welding performance,lightweight and compact design.
• Twist-Mate™ output terminals.
• Digital meters for procedure settings are standard.
• Automatic Inductance or Pinch Control.
• Solid state circuitry for extra long component life.
• Current feedback ensures that original proceduresettings all remain constant.
• Arc Sense lead assembly (Electrode and Work),connects through a 4-pin case front connector.
• Peak Current and Background Current may beremotely controlled.
• Thermostat and FET over current protector preventoverheating from overloads, high ambient tempera-tures, or loss of air flow.
• High temperature Class H insulation.
• Protection circuits and ample safety margins preventdamage to the solid state components from tran-sient voltages and high currents.
• Preset welding current capability.
• STT II offers improvements over the previous model.Approximately 40% increase in deposition ratecapability, and a significant increase in travel speed.
WELDING CAPABILITY
The INVERTEC STT II (CE) is rated at 225 amps, 29volts, at 60% duty cycle on a ten minute basis. It iscapable of higher duty cycles at lower output currents.If the duty cycle(s) are exceeded, a thermal protectorwill shut off the output until the machine cools to a rea-sonable operating temperature.
LIMITATIONS
• May not be suitable for use in an environment withHigh Frequency present. (“See Machine Groundingand High Frequency Protection” in the Installationsection of this manual)
• Suitable for indoor use only (IEC IP21S).

B-3OPERATIONB-3
INVERTEC STT II (CE)
1. POWER SWITCH: Turns outputpower ON and OFF. This switchalso controls auxil iary poweravailable through the 14-pin WireFeeder Receptacle.
2A. BACKGROUND CURRENT OUTPUT CON-TROL: The output current is switched tothe Background level at the conclusion ofthe preceding Peak Current pulse. Thisknob allows preset adjustment of theamplitude of the background current upto 125 amperes.
2B. BACKGROUND CURRENT DISPLAY METER:This is a digital meter for displaying thepreset Background Current. This meterdisplays in 1 amp increments. This meterdoes not indicate the actual welding cur-rent, only the preset current.
3A. PEAK CURRENT OUTPUT CONTROL:The beginning portion of the welding arc isa pulse of current referred to as PeakCurrent. This knob allows preset adjust-ment of the amplitude of the peak currentup to 450 amperes.
3B. PEAK CURRENT DISPLAY METER: Thisis a digital meter for displaying the presetPeak Current. This meter displays in 1amp increments. This meter does notindicate actual welding current only thepreset current.
4. HOT START CONTROL POTENTIOMETER:“Hot Start” provides approximately 25% to50% more current during the initial start ofthe weld for improved arc starting and beadappearance. This control adjusts the dura-tion of this “Hot Start” current. The control range isfrom 0 to 10, where 0 corresponds to the zero or no“Hot Start”, and 10 is maximum for a “Hot Start”lasting for about four (4) seconds.
5. TAILOUT: Alters the current waveform to increasedeposit rate and travel speed. The Minimum set-ting sets STT II to the original STT waveform. Astailout is increased peak and Background currentmay need to be reduced to maintain optimum per-formance.
OPERATIONAL FEATURES AND CONTROLS
All operator controls are located on the case front of the INVERTEC STT II (CE). Refer to Figure B.1 for locations.
FIGURE B.1 CASE FRONT CONTROLS
4
1
23
7
6
8
10
9
11
14
15 12
13
5
ON
OFF
A
AV

B-4OPERATIONB-4
INVERTEC STT II (CE)
6. WIRE SIZE SELECT SWITCH: This toggle switchselects between electrode diameters of .035” (1mm) and smaller or .045” (1.2 mm) and larger. The.035” (1 mm) position provides improved perfor-mance of smaller diameter wires at higher wire feedspeeds.
7. WIRE TYPE SELECT SWITCH: This toggle switchselects between mild or stainless steel. In the stain-less position, the pulse width of the Peak Current ischanged from 1 to 2 ms for better performance forstainless steel welding.
8. THERMAL SHUT-DOWN INDICATOR:This light will indicate that either the internalthermostat(s) or the FET over current sen-sor has actuated. Machine output will return afterthe internal components have returned to normaloperating temperature (if the thermostat(s)“opened”) or after about 3-7 seconds (if the FETover current sensor activated).
9. REMOTE RECEPTACLE: This is a 10 pin MS-type connector for remote control of Peak Currentand Background Current. Trigger switch connec-tions are also provided. The presence of the mating connec-tor is automatically sensed, disabling the front panel Peakand Background Current controls. Refer to “REMOTE CON-TROL CONNECTOR” in the ACCESSORIES Section of thismanual for more information.
10. WIRE FEEDER RECEPTACLE: This is 14pin MS-type connector for the wire feederconnection. 115 and 42 VAC along withthe trigger switch connections are provided. (Only42 VAC is available on European models). Thereare no provisions for voltage control of the powersource by the wire feeder. Refer to theAccessories section of this manual for wire feederconnection instructions.
11. ARC SENSE RECEPTACLE: This is a four pinMS-type connector for WORK and ELECTRODEsense leads. The STT requires a WORK senseand ELECTRODE sense lead for proper operation.The ELECTRODE sense lead is bolted togetherwith power source electrode lead at the wire feedergun block. The WORK sense lead is furnished withan “alligator” type clip for connection to the workpiece. Refer to the LN 742 or STT-10 wire feederconnection instructions in the Accessories sectionof this manual for proper connection of these leads.
12. 42V AUXILIARY POWER CIRCUIT BREAKER:The 42 VAC supply is protected from exces-sive current draws with a 6 amp circuit break-er. When the breaker “trips” its button willextend. Depressing this button will reset the breaker.
13. 115V AUXILIARY POWER CIRCUIT BREAKER(Not on European Models): The 115 VACsupply is protected from excessive currentdraws with a 6 amp circuit breaker. Whenthe breaker “trips” its button will extend.Depressing this button will reset the breaker.
14. WORK TERMINAL: This twist-mate con-nection is the negative output terminal forconnecting a work cable and clamp to theworkpiece.
15. ELECTRODE TERMINAL: This twist-mate connection is the positive output ter-minal for connecting an electrode cable tothe wire feeder conductor block. Refer tothe Accessories Section for wire feeder connectioninstructions.
WELDING OPERATION
Familiarize yourself with the controls on theINVERTEC STT II (CE) before beginning to weld.
Familiarize yourself with the operating manual for thewire feeder and the wire feeder controls before begin-ning to weld.
Set the Wire Size and Wire Type selection switchesper the appropriate wire. Refer to “OperationalFeatures and Controls” in this section for the functionof these switches.
B-5OPERATIONB-5
INVERTEC STT II (CE)
WELDING PARAMETERS AND GUIDE-LINES
The INVERTEC STT II (CE) is neither a constant cur-rent (CC) nor a constant voltage (CV) power source.In general, wire diameter will be increased one sizecompared to conventional (CV) power sources. Thelarger the wire diameter the higher the deposition rate(Up to 1/16”). Wire sizes below .035” are unnecessaryfor most applications. The INVERTEC STT II (CE) is acurrent controlled machine which is capable of chang-ing the electrode current quickly in order to respond tothe instantaneous requirements of the arc and opti-mize performance. By sensing changes in weldingcurrent, and hence the electrode state, the powersource will supply varying output currents to minimizespatter. The Peak and Background currents are twosuch current outputs that can be adjusted.
Wire Feed Speed controls the deposition rate. PeakCurrent controls the Arc Length. Background Currentcontrols the Bead Contour. And Tailout increasesPower in the Arc.
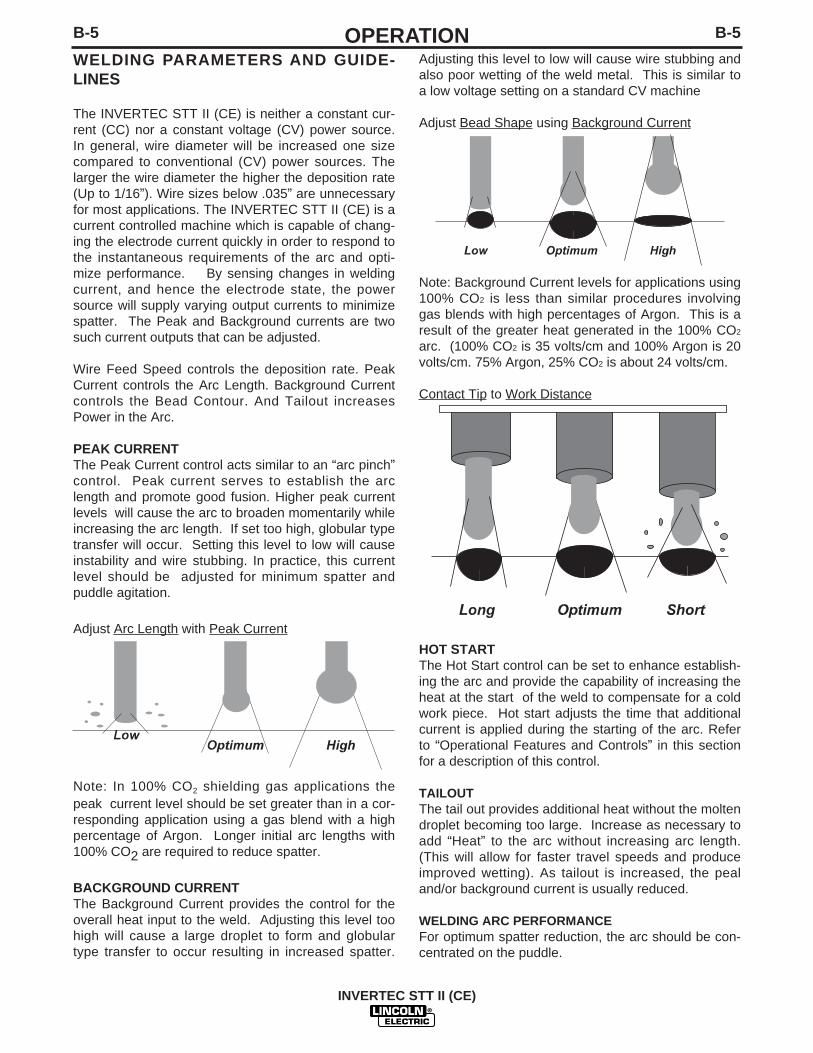
PEAK CURRENTThe Peak Current control acts similar to an “arc pinch”control. Peak current serves to establish the arclength and promote good fusion. Higher peak currentlevels will cause the arc to broaden momentarily whileincreasing the arc length. If set too high, globular typetransfer will occur. Setting this level to low will causeinstability and wire stubbing. In practice, this currentlevel should be adjusted for minimum spatter andpuddle agitation.
Adjust Arc Length with Peak Current
Note: In 100% CO2 shielding gas applications thepeak current level should be set greater than in a cor-responding application using a gas blend with a highpercentage of Argon. Longer initial arc lengths with100% CO2 are required to reduce spatter.
BACKGROUND CURRENTThe Background Current provides the control for theoverall heat input to the weld. Adjusting this level toohigh will cause a large droplet to form and globulartype transfer to occur resulting in increased spatter.
Adjusting this level to low will cause wire stubbing andalso poor wetting of the weld metal. This is similar toa low voltage setting on a standard CV machine
Adjust Bead Shape using Background Current
Note: Background Current levels for applications using100% CO2 is less than similar procedures involvinggas blends with high percentages of Argon. This is aresult of the greater heat generated in the 100% CO2
arc. (100% CO2 is 35 volts/cm and 100% Argon is 20volts/cm. 75% Argon, 25% CO2 is about 24 volts/cm.
Contact Tip to Work Distance
HOT STARTThe Hot Start control can be set to enhance establish-ing the arc and provide the capability of increasing theheat at the start of the weld to compensate for a coldwork piece. Hot start adjusts the time that additionalcurrent is applied during the starting of the arc. Referto “Operational Features and Controls” in this sectionfor a description of this control.
TAILOUTThe tail out provides additional heat without the moltendroplet becoming too large. Increase as necessary toadd “Heat” to the arc without increasing arc length.(This will allow for faster travel speeds and produceimproved wetting). As tailout is increased, the pealand/or background current is usually reduced.
WELDING ARC PERFORMANCEFor optimum spatter reduction, the arc should be con-centrated on the puddle.

B-6OPERATIONB-6
INVERTEC STT II (CE)
WELDING PROCEDURES FOR STT II -(Steel) Horizontal Fillet (See Table B.1 and B.2)
Table B.1 100% CO2 Gas Shield (Set for Steel Mode)
Table B.2 75% CO2 - 25% Ar Gas Shield (Set for Steel Mode)
(Stainless Steel) Horizontal Fillet(See Table B.3 and B.4)
Table B.3 90% He, 7.5% Ar, 2.5% CO2
Gas Shield (Set for Steel Mode)
Table B.4 98% Ar, 2% O2
Gas Shield (Set for Stainless Steel Mode)
45°
END VIEW
75°
FRONT VIEW
DIRECTIONOF
TRAVEL
75°
TOP VIEW
DIRECTIONOF
TRAVEL
Plate Thickness “ (mm) 20 ga 14 ga 10 ga(0.9) (2.0) (3.25)
Electrode size “ (mm) 0.035 0.045 0.045(0.9) (1.1) (1.1)
WFS “/min (m/min) 100 100 170(2.5) (2.5) (4.2)
Peak Current 220 260 280Background Current 30 40 65Tailout setting 3 7 5Average Amperage 60 105 120Travel Speed “/min 12 12 12
(m/min) (0.3) (0.3) (0.3)Gas Flow cfh (L/min) 25 (12)Electrical Stickout “ 1/4 - 3/8
(mm) (6.4 - 10)
Plate Thickness “ (mm) 20 ga 14 ga 10 ga(0.9) (2.0) (3.25)
Electrode size “ (mm) 0.035 0.045 0.045(0.9) (1.1) (1.1)
WFS “/min (m/min) 100 100 120(2.5) (2.5) (3.0)
Peak Current 225 270 310Background Current 40 65 70Tailout setting 8 4 6Average Amperage 70 110 130Travel Speed “/min 12 12 12
(m/min) (0.3) (0.3) (0.3)Gas Flow cfh (L/min) 25 (12)Electrical Stickout “ 1/4 - 3/8
(mm) (6.4 - 10)
45°
END VIEW
75°
FRONT VIEW
DIRECTIONOF
TRAVEL
75°
TOP VIEW
DIRECTIONOF
TRAVEL
Plate Thickness “ (mm) 20 ga 14 ga 10 ga(0.9) (2.0) (3.25)
Electrode size “ (mm) 0.035 0.045 0.045(0.9) (1.1) (1.1)
WFS “/min (m/min) 100 130 170(2.5) (3.3) (4.2)
Peak Current 165 210 250Background Current 35 60 85Tailout setting 7 7 4Average Amperage 40 95 120Travel Speed “/min 12 16 16
(m/min) (0.3) (0.4) (0.4)Gas Flow cfh (L/min) 25 (12)Electrical Stickout “ 1/4 - 3/8
(mm) (6.4 - 10)
Plate Thickness “ (mm) 20 ga 14 ga 10 ga(0.9) (2.0) (3.25)
Electrode size “ (mm) 0.035 0.045 0.045(0.9) (1.1) (1.1)
WFS “/min (m/min) 100 130 170(2.5) (3.3) (4.2)
Peak Current 145 190 280Background Current 45 95 95Tailout setting 7 8 7Average Amperage 60 120 150Travel Speed “/min 12 12 12
(m/min) (0.3) (0.3) (0.3)Gas Flow cfh (L/min) 25 (12)Electrical Stickout “ 1/4 - 3/8
(mm) (6.4 - 10)

C-1ACCESSORIESC-1
INVERTEC STT II (CE)
STT control board to accept PEAK and BACK-GROUND inputs on this connector rather than fromthe front panel controls. If this short is removed,the front panel controls will be active. By adding aswitch between pins “J” and “B” a“LOCAL/REMOTE” control switch can be created.(Switch open for “local” and closed for “remote”)
3. For robotic control of the PEAK CURRENT, a 0 to+10 volt DC signal is applied between pins “A” and“G” with + applied to pin “G”. The BACKGROUNDCURRENT is controlled with a similar signal appliedbetween pins “A” and “C” with + applied to pin “C”.In this application pins “J” and “B” must be shortedas described in 2 above.
NOTE: These analog signals should be isolatedfrom the robot circuitry to prevent interference.
4. The trigger switch is connected between pins “D”and “F”. These connections are in parallel with thetrigger switch from the wire feeder.
5. The digital meters for PEAK and BACKGROUNDcurrents will show preset values in both local andremote operation.
OPTIONS / ACCESSORIES
K940 SENSE LEADS: These leads are used to accu-rately sense arc voltage. One set is required for eachSTT II power source. A 10 ft and 25 ft set are provid-ed as standard with the machine. Additional sets areavailable in 10 ft (K940-10), 25 ft (K940-25) and 50 ft(K940-50) lengths.
K942-1 REMOTE CONTROL: Allows remote adjust-ment of Peak and Background Current settings.
REMOTE RECEPTACLE (For optional remote interface,Connection to the STT-10 Wire Feeder or Robotic Control)
1. The 10 pin MS connector labeled “Remote Control”located on the front panel of the STT is used forremote control of the power source. Control for thePEAK (PB pot) and BACKGROUND (BG pot) cur-rent along with the trigger switch is provide throughthis connector.
2. Refer to figure C.1 below for details about theremote receptacle (J38). Note that pins “J” and “B”are shorted together This “short circuit” tells the
+ ARC
- ARC
1234
VOLTAGESENSECONNECTION
J19
290
291
(+)
(-)
JBCGADFHEI
TRIGGER
GND
BG
PB
10K
10K
OPTIONALREMOTEINTERFACE223 7
J38
33C
1234
J37
8
61
584
32
212C43A
212B32C
3
12
10912411
J38
REMOTEPROTECTION BOARD
PORTION OF G3136 WIRING DIAGRAMREFER TO ACTUAL DIAGRAM PASTED INSIDE YOUR MACHINE
N ELECTRODE SENSE LEAD
290A
J39
WIREFEEDER

C-2ACCESSORIESC-2
INVERTEC STT II (CE)
LN-742 or STT-10 WIRE FEEDERCONNECTION INSTRUCTIONS
The LN-742 or STT-10 is the recommended wire feed-er for use with the INVERTEC STT II (CE). Refer tothe LN-742 or STT-10 Operator Manual for Wire FeedOperation. Refer to Figure C.2 or C.3 and follow theinstructions below to connect the LN-742 or STT-10.
1. Turn the INVERTEC STT II (CE) power off.
2. Connect the ARC SENSE LEAD MS connector tothe mating connector on STT II front panel.
3. Connect the electrode lead (Twist-Mate) to (+) out-put terminal on STT II.
4. Connect the other end of electrode lead (Step #3)and the ARC SENSE LEAD (lead with ring lug, step#2) together to the gun block on the LN 742.
5. Connect work lead between STT (-) terminal andthe work piece.
6. Connect the ARC SENSE LEAD “WORK” (leadwith alligator clip) to work piece.
NOTE: For best welding performance make thisconnection as close as possible to thewelding arc.
7. Connect the wire feeder control cable between theLN-742 or STT-10 and the 14-pin Wire FeederReceptacle on the STT II. For the STT-10 WireFeeder: Connect the second wire feeder controlcable between the STT-10 and the 10-pin RemoteReceptacle on the STT II.
M17657
ARC SENSE LEAD 'ELECT"
CONNECT ELECTRODE LEAD AND "ELECT"ARC SENSE LEAD TOGETHER TO ELECTRODETERMINAL OF WIRE FEEDER.
ELECTRODE LEAD
Only qualified persons should install,use or service this machine.
WIRE FEEDERLN 742LN7 GMALN9 GMANA5RNA5
WARNING
ELECTRIC SHOCKCAN KILL
Turn off input power to the Welding Power source using the disconnnect switch at the fuse box before connecting the wire feeder.
REMOTE RECEPTACLE
WORK
WORK LEAD
CONTROL, ELECTRODE, ARC SENSE "ELECT"AND ARC SENSE "WORK" CABLES SHOULDBE TAPED TOGETHER.
WIRE FEEDERCONTROL CABLE
ARC SENSE LEAD "WORK"(SHOULD BE LOCATEDAS CLOSE AS POSSIBLETO THE WELDING ARC.)
CRM after 6-10-96
FIGURE C.2 LN-742 to STT II CONNECTION
WARNING
ELECTRIC SHOCK can kill.• Only qualified personnel should perform
this installation.
• Turn the input power OFF at the discon-nect switch or fuse box before connectingthe wire feeder

C-3ACCESSORIESC-3
INVERTEC STT II (CE)
CONNECTION DIAGRAM - INVERTEC STT II
4-9-99
M17657-3
CABLES AND LEADS SHOULD
ELECTRODE LEAD
BE TAPED TOGETHER.
WORK (SHOULD BE LOCATEDAS CLOSE AS POSSIBLE
FEEDER
REMOTE
REMOTE
ELECTRODE LEAD
TO THE WELDING ARC)
WORK LEAD
WIRE FEEDER
WIRE FEEDER CONTACT
ELECTRODE SENSE LEADIS BOLTED TOGETHER WITHELECTRODE LEAD ON THE
BLOCK
STT-10WIRE FEEDER
WARNING Turn off input power to the Welding Power source using the disconnnect switch at the fuse box before connecting the wire feeder.
Only qualified persons should install,ELECTRICuse or service this machine. SHOCK
CAN KILL
WIRE
ARC SENSE LEAD "WORK"
FIGURE C.3 STT-10 to STT II CONNECTION

D-1MAINTENANCED-1
INVERTEC STT II (CE)
WARNINGFailure to follow this capacitordischarge procedure can resultin electric shock.
INPUT FILTER CAPACITORDISCHARGE PROCEDURE
1. Turn off input power or disconnect input powerlines.
2. Remove hex head screws from side and top ofmachine and remove wrap-around machine cover.
3. Be careful not to make contact with the capacitorterminals that are located in the center of theSwitch Boards.
4. Obtain a high resistance and high wattage resistor(25-1000 ohms and 25 watts minimum). This resis-tor is not supplied with machine. NEVER USE ASHORTING STRAP FOR THIS PROCEDURE.
5. Locate the two capacitor terminals (large hex headcap screws) shown in Figure D.1.
6. Use safety glasses, electrically insulated glovesand insulated pliers. Hold body of the resistor andconnect resistor leads across the two capacitor ter-minals. Hold resistor in place for 10 seconds. DONOT TOUCH CAPACITOR TERMINALS WITHYOUR BARE HANDS.
7. Repeat discharge procedure for capacitor on otherside of machine.
8. Check voltage across terminals of all capacitorswith a DC voltmeter. Polarity of capacitor terminalsis marked on PC board above terminals. Voltageshould be zero. If any voltage remains, repeat thiscapacitor discharge procedure.
FIGURE D.1 — LOCATION OF INPUT FILTER CAPACITOR TERMINALS.

D-2MAINTENANCED-2
INVERTEC STT II (CE)
PREVENTIVE MAINTENANCE
1. Perform the following preventive maintenance pro-cedures at least once every six months. It is goodpractice to keep a preventive maintenance record;a record tag attached to the machine works best.
2. Remove the machine wraparound cover and per-form the input filter capacitor discharge procedure(detailed at the beginning of this chapter).
3. Clean the inside of the machine with a low pres-sure airstream. Be sure to clean the followingcomponents thoroughly.
• Power Switch, Driver, Protection, and Controlprinted circuit boards
• Power Switch
• Main Transformer
• Input Rectifier
• Heat Sink Fins
• Input Filter Capacitors
• Output Terminals
• Lower base compartment
4. Examine capacitors for leakage or oozing. Replaceif needed.
5. Examine wraparound cover for dents or breakage.Repair as needed. Cover must be kept in goodcondition to assure high voltage parts are protectedand correct spacings are maintained.
6. Check electrical ground continuity. Using an ohm-meter, measure resistance between either outputstud and an unpainted surface of the machinecase. Meter reading should be 500,000 ohms ormore. If meter reading is less than 500,000 ohms,check for electrical components that are not prop-erly insulated from the case. Correct insulation ifneeded.
7. Replace machine cover and screws.

E-1TROUBLESHOOTINGE-1
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
This Troubleshooting Guide is provided to help youlocate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptomsthat the machine may exhibit. Find the listing thatbest describes the symptom that the machine isexhibiting.
Step 2. POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” liststhe obvious external possibilities that may contributeto the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTIONThis column provides a course of action for thePossible Cause, generally it states to contact yourlocal Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform theRecommended Course of Action safely, contact yourlocal Lincoln Authorized Field Service Facility.
HOW TO USE TROUBLESHOOTING GUIDE
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician andmachine operator and will invalidate your factory warranty. For your safety and to avoid ElectricalShock, please observe all safety notes and precautions detailed throughout this manual.
__________________________________________________________________________
WARNING

E-2TROUBLESHOOTINGE-2
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS(SYMPTOMS)
Major physical or electrical damageis evident
Machine has no open circuit voltage.Wire feeds ok.
Machine has no welding output (noopen circuit voltage) and the wirefeeder does not feed wire when thegun trigger is pulled.
POSSIBLECAUSE
1. Contact your local LincolnAuthorized Field ServiceFacility.
1. Check the control cable betweenthe feeder and the STT II unit.Make sure the #2 and #4 leadsare intact.
2. Put a jumper wire between Pins“C” and “D” on the 14 pin MSconnector. If normal open circuitvoltage (85VDC.) is restoredthen the problem is in feedercontrol cable or the wire feeder.
1. The 42VAC circuit breaker CB1may be tripped. Reset if neces-sary.
2. Put a jumper between pins “A”and “C” on the 5 pin MS connec-tor located on the LN742 wirefeeder. If wire feeds check thegun trigger. Repair or replace ifnecessary.
3. Check for the presence of 42ACat pins “K” and “I” on the 14 pinMS connector. If the 42VAC ispresent and the feeder does notwork the problem is in the feedercontrol cable(s) or the wire feed-er.
RECOMMENDEDCOURSE OF ACTION
If all recommended possible areasof misadjustment have beenchecked and the problem persists,Contact your local LincolnAuthorized Field ServiceFacility.
OUTPUT PROBLEMS

E-3TROUBLESHOOTINGE-3
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS(SYMPTOMS)
No output. Main fuses open, indicat-ing excessive current draw.
Machine loses output when gun trig-ger is pulled or arc is struck.Machine output returns after a fewseconds and trigger is pulled again.The Thermal indicator light is lit.
Machine is dead - no output -nofans - no display.
POSSIBLECAUSE
1. With input power removedinspect input leads for possibleshorts or grounds or misconnec-tions.
2. Install new fuses and reapplypower. If fuses open again con-tact your local Lincoln AuthorizedField Service Facility.
1. The over current sensor is beingactivated indicating that too muchoutput current is being drawnfrom the machine. Reduce weld-ing current demands or remove“fault” in welding cables.
2. Make sure that the gun tip is not“shorted” to the work surface andthat the proper welding proce-dures are being used.
1. Power switch must be in the“ON” position.
2. Check the input voltage. Makesure all three phases are appliedto the machine.
3. With input power removed checkthat the input voltage set-upswitch and jumper “A” ( thereconnect auxiliary jumper) are inthe proper position for input volt-age being used. See ReconnectProcedure in the InstallationSection.
4. With input power removed checkcontinuity of 3 amp slow blowfuse located on reconnect panel.
RECOMMENDEDCOURSE OF ACTION
If all recommended possible areasof misadjustment have beenchecked and the problem persists,Contact your local LincolnAuthorized Field ServiceFacility.
OUTPUT PROBLEMS

E-4TROUBLESHOOTINGE-4
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS(SYMPTOMS)
No output or reduced output the firstt ime power is applied to themachine.
Machine loses output while welding.The thermal indicator light is lit.Normal welding output returns afterabout 10 minutes.
Machine has low OCV, and losesoutput while attempting to weld.
POSSIBLECAUSE
1. Check input voltages, fuses andinput voltage reconnect proce-dures. See Installation section.
2. If high input voltage (380VAC orhigher) is applied, the capacitorsmay need conditioning. Let the“unloaded” machine idle for 30minutes.
1. Check to make sure the fans arerunning and operating correctly.
2. Welding application may exceedrecommended duty cycle.
3. Dirt and dust may have cloggedthe cooling channels. Blow outunit with clean, dry compressedair.
4. Air intake and exhaust louversmay be blocked due to inade-quate clearance around machine.
1. Check for faulty connection onplug J1 on Control Board andplug J1 on Current Sense Board.
2. Check for faulty Current SenseBoard.
RECOMMENDEDCOURSE OF ACTION
If all recommended possible areasof misadjustment have beenchecked and the problem persists,Contact your local LincolnAuthorized Field ServiceFacility.
OUTPUT PROBLEMS

E-5TROUBLESHOOTINGE-5
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS(SYMPTOMS)
Excessive weld spatter. Arc soundsand looks l ike a standard MIGprocess.
The wire burns back to the tip.
Poor welding, weld settings drift oroutput power is low.
POSSIBLECAUSE
1. Check the Arc Sense leads forloose or faulty connections.
2. Make sure the Arc Sense“WORK” lead is as close as pos-sible to the welding arc.
3. Make sure the machine and wirefeed settings are correct for theprocess and wire being used.
1.Remove P1 from the controlboard if the machine noodlewelds, the current sense board isbad.
1. Make sure machine settings arecorrect for welding process beingused.
2. Check welding cables for looseor faulty connections.
RECOMMENDEDCOURSE OF ACTION
If all recommended possible areasof misadjustment have beenchecked and the problem persists,Contact your local LincolnAuthorized Field ServiceFacility.
OUTPUT PROBLEMS

E-6TROUBLESHOOTINGE-6
INVERTEC STT II (CE)
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS(SYMPTOMS)
Porosity in the weld
Weld bead appears “cold”.
Molten weld puddle appears exces-sively “violent”.
POSSIBLECAUSE
1. Make sure proper gas type andflow rate is correct for procedurebeing used. Shield work fromexcessive outside air currents.
2. Check gun and nozzle for leaksor obstructions.
3. Make certain machine and wirefeed settings are correct forprocess.
1. One or more of the machine set-tings may be wrong. Check theBackground, Peak Current,Tailout and wire speed controlsfor proper settings. Adjust foroptimum welding performance.
2. Make sure the Wire Type, andWire Size switches are in the cor-rect position for the electrodewire being used.
1. The Wire Type switch may be inthe wrong position for the elec-trode wire being used.
2. The Peak Current setting may betoo high. Adjust for optimumwelding performance.
RECOMMENDEDCOURSE OF ACTION
If all recommended possible areasof misadjustment have beenchecked and the problem persists,Contact your local LincolnAuthorized Field ServiceFacility.
OUTPUT PROBLEMS

F-1DIAGRAMSF-1
INVERTEC STT II (CE)
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
.
R
32A
32B
15 16J22
R B 18V
32C
43A
R U3
18V
501
B
504
W4 5
5
275
1863
311
10J6
1
212A
97
212
352
212B
503A
Y 301
305
245
223
8 11 3 1
350
324
V
351
244
CA
SE
5
8
CA
SE
BA
CK
16
10
PLA
TFO
RM
4 A
MP
309
W
1450
3AS
BO
TTO
M S
OU
TSID
EI
YY
4,5
12D
N O O12
H3
H1 F
AN
SLO
W
12B
RIG
HT
MO
TOR
BLO
W
H1
1J11
65
379
2
J9
CR
2
H3
34
2W10K
CW
(MA
X)
353
362
363
CO
NTR
OL
BA
CK
GR
OU
ND
2 12 6 7 4 103
N.L
.
AS
SE
MB
LY
IN
PU
T
LIN
EPO
WE
RLI
NE
LOA
D
DC B
A
F-
S1
PO
WE
RO
FF WO
N
U
A
INPU
TPE
RR
N.A
.V
B
}B
W
C
G
C
B
C
A
B
FILT
ER
A
52
A
TRIG
GE
R
CO
RE
3 1 7 5 6 8 2 4 8 7 14
12C
12D
- ARC
}
}
+ AR
C
CU
RR
EN
TM
ETE
R
VA
C
A
12D
A
378
11
363
J4
CW
(MA
X)
11
22
33
44
5 65
359
358
2W10K
R11
3
5
377
5 6
6TR
ANSF
ORME
RD
1
A
O374
N
I
OT
3 C
URRE
NT
N2 5
N.E.
437
11 3
} 4 310
J5W
210
211A
502
246
212C
J36
B
Y
}9 }} 364
365
366
2 5 136
7
369
368
2
4
1291 5
7 8 9
13
101
J28
1011
8 97 58 105 31 4 2 4 66
J33
2
}
372
372
437
15
J1
6 7
J27
237
6
R
1
1
4
370
}37
0
376
374
371
8
B
3
12
115V
374
10 1
322
33B
8733
A
J26
B
3
E
W
4
290A
1 10
367A
369.0
45
502
(-)
IND
ICA
TOR
J25
115
A
A 223
357
356
5
355
6
354
6
21
CB
2
J37
403
504
TRA
NS
FOR
ME
R A
UX
ILIA
RY
T1 A
UX
ILIA
RY
T4N
.D.
TRA
NS
FOR
ME
R
131
501
220-
A
212A
}15
0 5W
4
0V
H3
H2
H1
H1
9A
9A
9D
9A
PRO
TECT
ION
13
9C
RW
S7
RE
CO
NN
EC
T
1
12B
12B
212C
287
43A
RB
OA
RD
PO
WE
R87
308
307
THE
RM
OS
TAT
WH
EA
TSIN
KJ2
2
DA
RLI
NG
TON
503B
18V
413
359
7 14
2
356
358
355
354
357
352
16 10
351
360
15
353
361
2 1
362
244
303
303
242
302
371A
302
374A
304
304
275
305
243
230
1
4}24
024
1
12B
F
IGB
T
12
522
12D
24
W
1
D3
4
SF
5
D4
1BO
ARD
3
J16
TOP
D5
57
DRIV
ER
MO
TOR
FA
NLE
FT
H1
MO
TOR
TOP
H3
FA
N
H1
H3
H1
D
13R
EC
TIFI
ER TP
2
TP1 TP
39D
J16,
J28
3
51 J34
7
A
N.K
.41
341
6
405
408
406
VA
C
1
VA
C
73
4321
F8
52 314
315
J13
ELE
CTR
OD
E S
EN
SE
LE
AD
} 360 36
7
S2
368
367A
STA
INLE
SS
R12
42
S3.035
INTE
RFA
CE
503
TRIG
GE
R
MIL
D
378
PE
AK
377
PE
AK
ME
TER
BA
CK
GR
OU
ND
CO
NTR
OL
HO
T S
TAR
T
CW
WIR
E T
YPE
2W50
0K
TAIL
OU
TC
ON
TRO
LR
14
N.J
.
}
RE
MO
TE
15
407
2
6
63
115
350
J35
912116J1
7
J23
J24
ME
TER
PIN
OU
T (V
IEW
ED
FR
OM
BA
CK
OF
MET
ER
)
ELE
CTR
ICAL
SYM
BO
LS P
ER
E15
37
W 18V
N
J2
2
J23
504A
380-
4
415V
H3
1
H2
H3
230V
200-
208V
}B
AC
K
FOR
SIN
GLE
PH
AS
E IN
PU
T: C
ON
NE
CT
GR
EE
N L
EA
D T
O G
RO
UN
D P
ER
NA
TIO
NA
L E
LEC
TRIC
CO
DE
.
}
6V10V
J24
}
18V
TH
ER
MO
ST
AT
CO
LOR
CO
DE
:
U
FA
N
U
WR
AP
RE
D L
EA
D W
ITH
TA
PE
TO
PR
OV
IDE
600
V. I
NS
ULA
TIO
N.
J26
CO
NN
EC
T B
LAC
K &
WH
ITE
LE
AD
S T
O S
UP
PLY
CIR
CU
IT.
B =
BLA
CK
CA
SE
TRA
YG
= G
RE
EN
N =
BR
OW
NFR
ON
T
NO
TES
:
O =
OR
AN
GE
R =
RE
DW
= W
HIT
E
N.A
.
J25
Y =
YE
LLO
WU
= B
LUE
1. F
OR
MA
CH
INE
S S
UP
PLI
ED
WIT
H IN
PU
T C
AB
LE
N.M
. P
RE
SE
NT
ON
EU
RO
PE
AN
VE
RS
ION
S, C
OD
E 1
0383
AN
D H
IGH
ER
.
FOR
SIN
GLE
PH
AS
E IN
PU
T: G
RO
UN
D M
AC
HIN
E P
ER
NA
TIO
NA
L A
ND
LO
CA
L E
LEC
TRIC
AL
CO
DE
S.
CO
NN
EC
T TE
RM
INA
LS U
, V &
W T
O S
UP
PLY
CIR
CU
IT.
CO
NN
EC
T TE
RM
INA
LS U
& W
TO
SU
PP
LY C
IRC
UIT
.FO
R T
HR
EE
PH
AS
E IN
PU
T: G
RO
UN
D M
AC
HIN
E P
ER
NA
TIO
NA
L A
ND
LO
CA
L E
LEC
TRIC
AL
CO
DE
S.
N.B
. S
INC
E C
OM
PO
NE
NTS
OR
CIR
CU
ITR
Y O
F A
PR
INTE
D C
IRC
UIT
BO
AR
D M
AY
CH
AN
GE
WIT
HO
UT
AFF
EC
TIN
G
CO
MP
ON
EN
TS O
R C
IRC
UIT
RY
HA
VIN
G A
CO
MM
ON
CO
DE
NU
MB
ER
.TH
E IN
TER
CH
AN
GE
AB
ILIT
Y O
F A
CO
MP
LETE
BO
AR
D, T
HIS
DIA
GR
AM
MA
Y N
OT
SH
OW
TH
E E
XAC
T
CO
NN
EC
TIO
N S
HO
WN
IS F
OR
440
-460
V O
PE
RA
TIO
N.
N.D
. P
LAC
E "A
" LE
AD
ON
AP
PR
OP
RIA
TE C
ON
NE
CTI
ON
FO
R IN
PU
T V
OLT
AG
E.
N.E
. D
1 TH
RU
D5
OU
TPU
T D
IOD
ES
AR
E A
MA
TCH
ED
SE
T.D
7 TH
RU
D11
OU
TPU
T D
IOD
ES
AR
E A
MA
TCH
ED
SE
T.
9
N.F
. R
1, R
9 B
LEE
DE
R R
ES
ISTO
RS
AR
E A
MA
TCH
ED
SE
T.J2
1
1N
.G.
C1,
C2
CA
PA
CIT
OR
S A
RE
A M
ATC
HE
D S
ET.
P21
2
PIN
OU
T O
F FR
ON
T P
AN
EL C
ON
NE
CTO
RS
(RE
AR
VIE
W)
34
35
J29.
J31
2
CO
NN
EC
TIO
N S
HO
WN
IS F
OR
380
-460
V O
PE
RA
TIO
N.
6N
.H.
PLA
CE
SW
ITC
H IN
AP
PR
OP
RIA
TE P
OS
ITIO
N F
OR
INP
UT
VO
LTA
GE
.
16
N.I.
D
EN
OTE
S A
TW
ISTE
D W
IRE
PA
IR O
R G
RO
UP
.
15
P29,
P31
24
3
J30
43
52
61
P30
6
1
15
J22
9
FOR
TH
RE
E P
HA
SE
INP
UT:
CO
NN
EC
T G
RE
EN
LE
AD
TO
GR
OU
ND
PE
R N
ATI
ON
AL
ELE
CTR
IC C
OD
E.
2
24
3
2
N.K
. N
OT
PR
ES
EN
T O
N E
UR
OP
EA
N V
ER
SIO
NS
, CO
DE
103
09 A
ND
HIG
HE
R.
4
1
105
3
11
4
612
N.L
. P
RE
SE
NT
ON
EU
RO
PE
AN
VE
RS
ION
S, C
OD
E 1
0309
AN
D H
IGH
ER
.
4
138
3
14
P22
158
167
65
164
153
142
131
1211
107
J38
J19
N.J
. N
OT
PR
ES
EN
T O
N E
UR
OP
EA
N V
ER
SIO
N.
2. F
OR
MA
CH
INE
S N
OT
SU
PP
LIE
D W
ITH
INP
UT
CA
BLE
CO
NN
EC
T B
LAC
K, R
ED
& W
HIT
E L
EA
DS
TO
SU
PP
LY C
IRC
UIT
.J3
9
12
34}
310
309
310A
310
309A
309A
310A
2 6
J722
4A
10 2W
309
INSI
DE
12B
25W
+22
00o
FC1
-
BOAR
D25
450V
R4
(RIG
HT)
34
15
307
23
6
308
J10
89D
4
52522
B
}
2 9
J34 J3
6
C4
2WR
310
.001
/400
N.E
.
5W
12C
12A
SF
OU
TSID
ETO
PC
HO
KE
BO
AR
D
3
12A
J12
J8
N.H
.
BOAR
D
224
R
310
J15
316
}9B 9B
12B
401,
403
1, 8
8
371
J22
5112
B
12B
TOP
12B
.001
/400
CR
1
2522
00o
F45
0V
9A
25W
-+
53
9A +
9
R6
12A
R7
12A
12R
WR
W40
1, 4
03
402,
404
(LEF
T)BO
ARD
SWIT
CH
1, 8
25W
25
4, 5
I
21 8182GN
D
4 2
{
42
{
41
FEE
DE
R
32 31
{
J39
N B H L M
42
414
B
H1
+C
432
JA
812
TRA
NS
FOR
ME
R
C8
288
4
289
R16
288A
SE
NS
E
C2
L34
MA
IN
13
289A
20/4
00
D11
T2
2J1
84
FS
4
313
3 32J1
421
0A
210
TH
ER
MO
STA
TC
HO
KE
} FAN
CA
SE
BO
TTO
M
1
1
S
INSI
DE
FB
OTT
OM
D9
BO
TTO
MD
10
1
14
311
53
3 4
33C
N
J30
33
1 26
6
224
H6
H4
A
440-
460V
A
5
9
J31
42V
H5
H4
115V
J21
R15
CE
2Y
300
W
GJ38
409
A41
2D
404
CU
RR
EN
T
F41
1
291 H
GN
D
B
MO
DU
LEBR
A
}D
RIV
EB
OA
RD
1431
7
99B 9B
402,
404
+
N.G
.N
.F.
R5
25 25W
25W
7500
R99BSW
ITCH
SH
RO
UD
1J6
, J27
, J33
J2, J
36
J18,
J37
J11,
J12
, J14
1J1, J
8,
7
P.C
. BO
AR
D C
ON
NE
CTO
R C
AV
ITY
NU
MB
ERI
NG
SE
QU
EN
CE
212B32C
33C
D12
J3, J
9,
IGB
T
E G
B40
2
W
401
WCJ
410
10K A
PB
10K
D
CB
1
C
}
76 75
6AM
P
F G
43B
42
9A
9D9C
3 4 5
HNK
I
B
GJA
F
L
M
H
C
A
E
G
D
I
4
F
B
J
E
3
C
2
D
1
242
243
241
240
374A
371A
11
211A
A
9
350
5
R1
25W
7500
N.F
.
D7
D8
R2
1 2W
D2 C
3
353
14
1491
684
J5, J
7,
816
12
(VIE
WE
D F
RO
M C
OM
PO
NE
NT
SID
E O
F B
OA
RD
)
6
1
41J1
5, J
35J1
0, J
13,
J4, J
174
3
2
E 1
I
3 4
77
K
YR13
(+)
10K
2
2WCW
(MA
X)
3
361
CO
NTR
OL
366 50
3A
WIR
E S
IZE
THE
RM
AL
OV
ER
LOA
D
364
365
76 85 1613 1514412 11
CO
NTR
OL
CU
RR
EN
T
BO
AR
D
415 31
A33
D
6AM
P
46
246
245
212
2
INLI
NE
CO
NN
ECT
OR
CA
VITY
NU
MB
ERI
NG
SE
QUE
NC
E
313
G45
00
WIR
ING
DIA
GR
AM
- IN
VE
RTE
C S
TT I
I (C
E) (
FOR
CO
DE
113
66)
(VIE
WE
D F
RO
M W
IRE
SID
E O
F C
ON
NE
CTO
R)
A
BG
SE
NS
E
(-)
VO
LTA
GE
CO
NN
EC
TIO
N(+
)21J1
9
290
PR
OTE
CTI
ON
BO
AR
DR
EM
OTE
288B
TOR
OID
AL
289B
374}
351
H5
6
51
9B
WIR
E
OP
TIO
NA
L
VA
C
N.L
.
N.M
.
N.G
.
2Y
300
W
501A
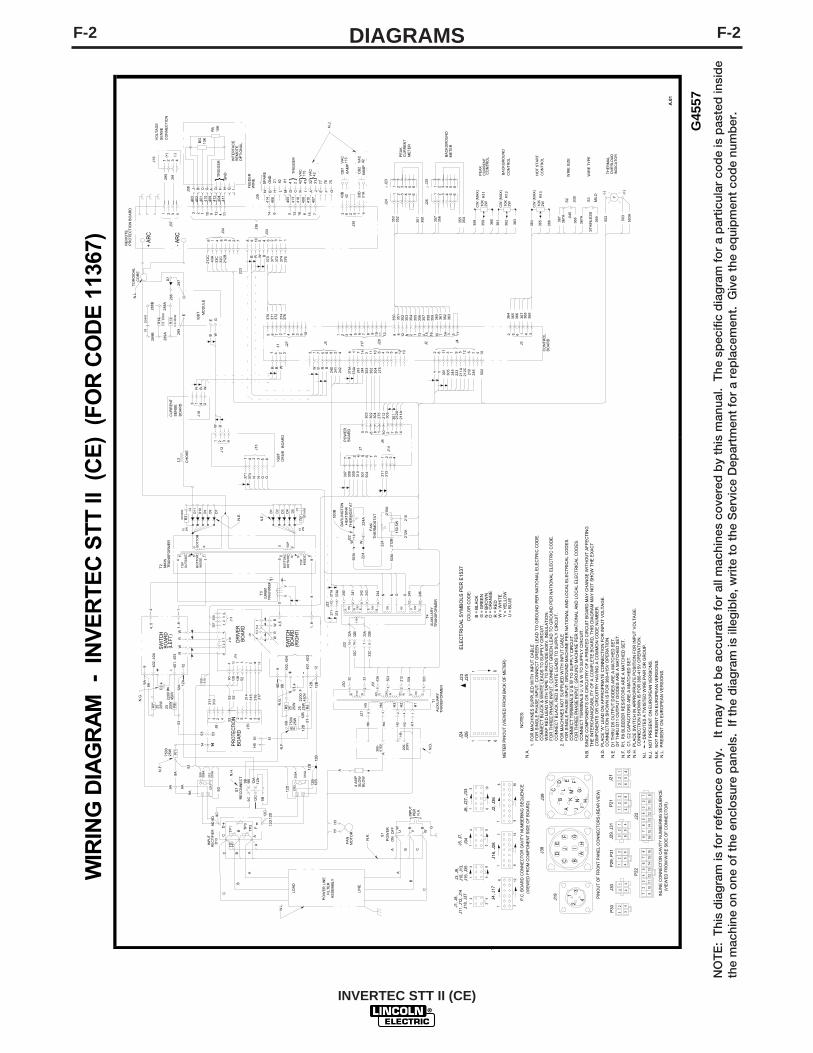
F-2DIAGRAMSF-2
INVERTEC STT II (CE)
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
.
+ -
ELE
CTR
ICAL
SYM
BO
LS P
ER
E15
37
12
34
13
46
1 6105
{
14 8
5
H1 T1
FA
NM
OTO
R
GFEJAIKCDMLBN H
7576773132414224818221GN
DS
PA
RE 42VA
C
T3 C
URRE
NTTR
ANSF
ORME
R
14
T2 MA
INTR
AN
SFO
RM
ER
R3
OFF
ON
H1
TP1 TP
3TP
2
I
I5 8
D1
D2
D3
CH
OK
E
L3
CO
NTR
OL
BO
AR
D
10K
2WR
11
307
308
309
310
302
303
304
PO
WE
RB
OA
RD
(VIE
WED
FR
OM
CO
MPO
NEN
T SI
DE
OF
BOAR
D)
NO
TES
:
TRIG
GE
R
}INPU
TPE
RN
.A.
PO
WE
RS
1
1 }23 1
7 8
}
}J7
J6
CB
1
504
43A
AU
XIL
IAR
YTR
AN
SFO
RM
ER
2 4 5 6 1 3
N.E.
CW
(MA
X)
910
F FS
S S
TOP
OU
TSID
E
BOTT
OM
INSI
DE
S S
SF F
TOP
TOP
INSI
DE
BOTT
OM
OU
TSID
E
76 8 45
CO
NTR
OL
211A
212B
150
5W
FAN
THE
RM
OS
TAT
H2
H3
H4
F BOTT
OM
F
212A
WVU
H1
212
0V24V
42V
18V
1423
.001
/400
CO
LOR
CO
DE
:
R =
RE
D
6H
5
23 6 47 85
502
Y
301
D4
D5
17
814
D11
D10
D9
D8
D7
N.E
.
210
6AM
P
H2
H3H4
A
9C
W B G
A
FOR
TH
RE
E P
HA
SE
INP
UT:
CO
NN
EC
T G
RE
EN
LE
AD
TO
GR
OU
ND
PE
R N
ATI
ON
AL
ELE
CTR
IC C
OD
E.
CO
NN
EC
T B
LAC
K, R
ED
& W
HIT
E L
EA
DS
TO
SU
PP
LY C
IRC
UIT
.
WR
AP
RE
D L
EA
D W
ITH
TA
PE
TO
PR
OV
IDE
600
V. I
NS
ULA
TIO
N.
FOR
TH
RE
E P
HA
SE
INP
UT:
GR
OU
ND
MA
CH
INE
PE
R N
ATI
ON
AL
AN
D L
OC
AL
ELE
CTR
ICA
L C
OD
ES
.C
ON
NE
CT
TER
MIN
ALS
U, V
& W
TO
SU
PP
LY C
IRC
UIT
.
CO
NN
EC
T TE
RM
INA
LS U
& W
TO
SU
PP
LY C
IRC
UIT
.
N.D
. P
LAC
E "A
" LE
AD
ON
AP
PR
OP
RIA
TE C
ON
NE
CTI
ON
FO
R IN
PU
T V
OLT
AG
E.
CO
NN
EC
TIO
N S
HO
WN
IS F
OR
380
-415
V O
PE
RA
TIO
N.
CO
NN
EC
T B
LAC
K &
WH
ITE
LE
AD
S T
O S
UP
PLY
CIR
CU
IT.
FOR
SIN
GLE
PH
AS
E IN
PU
T: C
ON
NE
CT
GR
EE
N L
EA
D T
O G
RO
UN
D P
ER
NA
TIO
NA
L E
LEC
TRIC
CO
DE
.
FOR
SIN
GLE
PH
AS
E IN
PU
T: G
RO
UN
D M
AC
HIN
E P
ER
NA
TIO
NA
L A
ND
LO
CA
L E
LEC
TRIC
AL
CO
DE
S.
W =
WH
ITE
B =
BLA
CK
G =
GR
EE
N
Y =
YE
LLO
W
H6
N.D
.
R
H1
+ AR
C
- ARC
10 2WC
4
.001
/400
9D
H1
H3
H3
415V 200-
208V
380-
R2
C3
10 2W
YY
305
1 2 3 4}J1
4
311
313
A
4 A
MP
SLO
WB
LOW
N.A
.
N.B
. S
INC
E C
OM
PO
NE
NTS
OR
CIR
CU
ITR
Y O
F A
PR
INTE
D C
IRC
UIT
BO
AR
D M
AY
CH
AN
GE
WIT
HO
UT
AFF
EC
TIN
G
N.E
. D
1 TH
RU
D5
OU
TPU
T D
IOD
ES
AR
E A
MA
TCH
ED
SE
T.
N.F
. R
1, R
9 B
LEE
DE
R R
ES
ISTO
RS
AR
E A
MA
TCH
ED
SE
T.N
.G.
C1,
C2
CA
PA
CIT
OR
S A
RE
A M
ATC
HE
D S
ET.
N.H
. P
LAC
E S
WIT
CH
IN A
PP
RO
PR
IATE
PO
SIT
ION
FO
R IN
PU
T V
OLT
AG
E.
THE
INTE
RC
HA
NG
EA
BIL
ITY
OF
A C
OM
PLE
TE B
OA
RD
, TH
IS D
IAG
RA
M M
AY
NO
T S
HO
W T
HE
EXA
CT
CO
MP
ON
EN
TS O
R C
IRC
UIT
RY
HA
VIN
G A
CO
MM
ON
CO
DE
NU
MB
ER
.
D7
THR
U D
11 O
UTP
UT
DIO
DE
S A
RE
A M
ATC
HE
D S
ET.
CO
NN
EC
TIO
N S
HO
WN
IS F
OR
380
-415
V O
PE
RA
TIO
N.
12D
IN
PUT
RE
CTI
FIER
D
13
10K
2WCW
(MA
X)
CO
NTR
OL
BA
CK
GR
OU
ND
ME
TER
ME
TER
1}J2
118 1049 32 713126 14 5
BA
CK
GR
OU
ND
BO
AR
D } 4
}
3 1 2
4 21 3
CU
RR
EN
TS
EN
SE
J1
J18
IGB
T MO
DU
LE
IGB
TB
OA
RD
DR
IVE
J13
GE
1 2 3 64 5
J12
J5 J3
9 10 12 345 6
1. F
OR
MA
CH
INE
S S
UP
PLI
ED
WIT
H IN
PU
T C
AB
LE
2. F
OR
MA
CH
INE
S N
OT
SU
PP
LIE
D W
ITH
INP
UT
CA
BLE
1 2 3 4
VO
LTA
GE
SE
NS
EC
ON
NE
CTI
ON
J19
1
18V
18V
AU
XIL
IAR
YTR
AN
SFO
RM
ER
115V
10V
18V
R W R B B U U
EC
D7
U =
BLU
E
212A
212
501
504
T4
275
351
350
352
353
354
355
356
357
358
358
359
359
360
360
361
361
362
362
363
363
290
291
J21
2 9 3 4 12 13
N O
1 2 43 6 75 8 109
R12
J18,
J37
J6, J
27, J
33
18
916
J19 1
4
23
J15,
J35
210A
224
20/4
00C
8
287
288A
288B
289A
289B
364
365
366
368
369
372
376
N O
O =
OR
AN
GE
N =
BR
OW
N
1 2 3 4 5 6
1 2 3 4 5 6
354
355
356
357
10K
2WCW
(MA
X)
CO
NTR
OL
HO
T S
TAR
TR
13
WIR
E S
IZE
WIR
EFE
ED
ER C
B2
BOAR
D
+
12
C1
R4
R5
25 25W
25 25W
95
8
+
12
m
25 25W
25 25W
9
C2
R6
R7
4 1R
1
7500
25W
9A
308
307
402,
404
401,
403
4,5
1, 8
R
RW
RW
401,
403
1, 8
4, 5
402,
404
SWIT
CH+ - + -
SWIT
CH
DRIV
ERBO
ARD
41
63
J10
25
BOAR
D
1 23 4 52
14
51
53
14
J8
PRO
TECT
ION
522200
F45
0V
N.G
.
N.F
.
N.G
.
2200
F45
0V
(LEF
T)
BOAR
D(R
IGHT
)
12B
9B9B
R9
9A
5312
A
H5
7500
25W
52
12 345 6
314
315
317
J15
N.F
.
12A 12
B
51
41
32 J1
1
7 3 218 12 1314
}
J16
9D
36
41
J9
25
12B
12D
501
115V
111037
137
1A37
4A37
4
J22
240
241
242
243
244
245
246
O O
18V
6V
N N
240
241
242
3 4 56 12 137 141 28 9101130
330
230
427
5
371A
374A
243
244
}J27
11 12
J4
374
370
371
367}
J28
}
371
374
1 } }2 3 4
15 16
364
365
366
(+)
(-)
367
368
369
367A
367A
WIR
E T
YPE
STA
INLE
SS
MIL
D
J B C G A D F H E I
TRIG
GE
R
GN
D}
.045
.035
BG
PB
10K
10K
OP
TIO
NA
LR
EM
OTE
INTE
RFA
CE
16
712
{ {115
VA
C
3 25 4 1
U WR R YN Y
2132 33
32C
33C
32A
32B
33A
33B
7 815 16J22
2S
300W
289
288
2S
300
W
J33 }
223
7
J34 }
33C
123 45643
B
31A
}
J35
42 33D
6AM
P
J36
1 2 3 4}
J37
J30
J31
503A
R14
82 16 7 345
372
376
374
370
371
6 2 3 7 18 5 41096 1 584 3 2
J24
J23
J26
J25
353
352
351
350
1 2 3 4 5 6
1 2 3 4 5 6
42VA
C
115
VA
C
}
J39
12 43 6 758 10911 12
}50
2
210
223Y
305
245
211A
212CY
246
301
J17
}
503
503A
212C
43A
212B
32C
3 12 10 9 12 4 11 14 6 135 16 8 15 7
J38
503
RE
MO
TEP
RO
TEC
TIO
N B
OA
RD
S2 S3
(-)
(+)
THE
RM
AL
OV
ER
LOA
DIN
DIC
ATO
R
R13
J10,
J13
,J1
, J8,
J3, J
9,J5
, J7,
J34
J2, J
36
AD
BCE
F GH
IJ
J38
AD
BC
E FG
HI
KJ39
L MN
J
PIN
OU
T O
F FR
ONT
PAN
EL C
ON
NEC
TOR
S (R
EAR
VIE
W)
12
34
12
34
P30
J30
12
3
452
3
45
6
1
6
P29
, P31
J29.
J31
12
3
452
3
45
61
6
P21
J21
12
3
9102
3
1011
14
56
78
1213
1415
16
P22
J22
INLI
NE
CO
NN
ECTO
R C
AVIT
Y N
UM
BERI
NG
SEQ
UEN
CE
(VIE
WED
FR
OM
WIR
E SI
DE
OF
CO
NN
ECTO
R)
45
67
8
911
1213
1415
16
J23
J24
J25
J26
P.C
. BO
ARD
CO
NN
ECTO
R C
AVIT
Y N
UM
BERI
NG
SEQ
UEN
CE
MET
ER P
INO
UT
(VIE
WED
FR
OM
BAC
K O
F M
ETER
)
11
66
B WW B
R WB
B WR W RB B
PE
AK
CU
RR
EN
T
PE
AK
CU
RR
EN
T
B W BR
N.I.
D
EN
OTE
S A
TW
ISTE
D W
IRE
PA
IR O
R G
RO
UP
.
N.J
.
RW
W
52 316
311
313
14
309
310
CR
1
9A 9A
9A
9A
53
9D
N.H
.
9C 12C
9B
12A
9B 12A
9B
S7
RE
CO
NN
EC
T
9D
12C
12D
309A
310A
309
310
CR
230
9A
310A
12D
52
9B
12B
5112
B
12B
12B
12B
12B
14 622
4
503A
224A
J22
THE
RM
OS
TAT
DA
RLI
NG
TON
HE
ATS
INK
W W
C
B
A
C B A
D F
CBA
503B
J11,
J12
, J14
J4, J
17J1
6, J
28
401
402
403
404
405
406
407
408
409
410
411
412
413
414
415
416
C
B
A
C
B
A
LOA
D
LIN
E
PO
WE
R L
INE
FILT
ER
AS
SE
MB
LY
N.L
.
N.K
.
N.K
. N
OT
PR
ES
EN
T O
N E
UR
OP
EA
N V
ER
SIO
NS
.N
.L.
PR
ES
EN
T O
N E
UR
OP
EA
N V
ER
SIO
NS
.
N.J
. N
OT
PR
ES
EN
T O
N E
UR
OP
EA
N V
ER
SIO
NS
.
TOR
OID
AL
CO
RE
N.L
.
A.0
1
WIR
ING
DIA
GR
AM
- I
NV
ER
TE
C S
TT
II (
CE
) (
FO
R C
OD
E 1
1367
)
G45
57

F-3DIAGRAMSF-3
INVERTEC STT II (CE)
13.1
9
20.7
5
23.2
5
13.2
1
24.5
01-
9-98
BM
1870
6
DIM
EN
SIO
N P
RIN
T -
ST
T II
(C
E)

NOTES
INVERTEC STT II (CE)

NOTES
INVERTEC STT II (CE)

NOTES
INVERTEC STT II (CE)

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BEUSED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOSCONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS AETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Do not touch electrically live parts orelectrode with skin or wet clothing.
● Insulate yourself from work andground.
● No toque las partes o los electrodosbajo carga con la piel o ropa moja-da.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-ments mouillés entrer en contactavec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
● Isolieren Sie sich von denElektroden und dem Erdboden!
● Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustiblefuera del área de trabajo.
● Gardez à l’écart de tout matérielinflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y elcuerpo.
● Protégez vos yeux, vos oreilles etvotre corps.
● Tragen Sie Augen-, Ohren- und Kör-perschutz!
● Use proteção para a vista, ouvido ecorpo.

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA ASPRÁTICAS DE SEGURANÇA DO EMPREGADOR.
● Keep your head out of fumes.● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-piración.
● Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
● Gardez la tête à l’écart des fumées.● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zonesde travail.
● Vermeiden Sie das Einatmen vonSchweibrauch!
● Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Turn power off before servicing.
● Desconectar el cable de ali-mentación de poder de la máquinaantes de iniciar cualquier servicio.
● Débranchez le courant avant l’entre-tien.
● Strom vor Wartungsarbeitenabschalten! (Netzstrom völlig öff-nen; Maschine anhalten!)
● Não opere com as tampas removidas.● Desligue a corrente antes de fazer
serviço.● Não toque as partes elétricas nuas.
● Do not operate with panel open orguards off.
● No operar con panel abierto oguardas quitadas.
● N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
● Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
● Mantenha-se afastado das partesmoventes.
● Não opere com os paineis abertosou guardas removidas.

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •