optimization of an existing 130 tonnes per day plant
TRANSCRIPT

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 1
OPTIMIZATION OF AN EXISTING 130 TONNES PER DAY PLANT CAPTURING CO2 FROM FLUE GASES OF A COAL-FIRED POWER PLANT
Dr. Ahmed Aboudheir, P.Eng.President, Delta Purification, Regina, SK, CanadaD W lid ElM di P EDr. Walid ElMoudir, P.Eng.Senior Process Engineer, HTC CO2 Systems, Regina, SK, Canada

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 2
AES CO2 Capture Plant,Slipstream Coal Flue GasSlipstream Coal Flue Gas
Plant DescriptionProduction Capacity 130 TPDPlant in Operation 15 yearsFlue Gas Source Coal-fired BoilerSolvent type 16 wt% MEASolvent rate 153 m3/hr
Process Configuration Two Blower, SO2 Scrubber, One O SProcess Configuration Absorber, One Stripper
Blower Operating Capacity 60% of Design Capacity
CO End Use Food and Be eragesCO2 End Use Food and Beverages

P Fl Di
September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 3
Process Flow Diagram

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 4
AES CO2 Capture Plant; Main Columns
Process Equipment Absorber Stripper
Number of unit 1 1
Unit Operator Absorber Wash Section Stripper Reflux Section
Packing/Tray type 2 inch Polypropylene Ring
1 inch Polypropylene
Ring
22 Valve Trays
4 Valve Trays
Column Diameter, m 2.90 2.90 2.60 2.60
Packing Height, m 6 85 3 00 - -6.85 3.00
# of Packed Bed Section 2 1 - -

Plant Design Troubleshooting and
September 8, 2015 5PCCC3, Regina, SK, Canada, September 8 - 11, 2015
Plant Design, Troubleshooting, and Optimization using PDOEngine™• PDOEngine™, is the HTC design and diagnostic tools to
troubleshoot and optimize the operation of existing acid gas treatment plants in the chemical petrochemical oil and gastreatment plants in the chemical, petrochemical, oil, and gas industries.
• The PDOEngine™ is based on proprietary rigorous models/software and accumulative experience to perform the following activities:• Producing comprehensive material, momentum and energy balances.g p , gy• Optimum allocation of scarce resources• Sensitivity analysis• Process troubleshooting debottlenecking and optimization• Process troubleshooting, debottlenecking, and optimization• Single or mixed solvents recommendation to meet the production and
cleanup targets.Solvent diagnostic and recommendation for suitable reclaiming process• Solvent diagnostic and recommendation for suitable reclaiming process.

R B d M d l V lid i
September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 6
Rate Based Model ValidationComparison Performance Parameters:• Comparison Performance Parameters: • Production capacity, solvent circulation rate, rich loading, rich solvent
concentration, steam consumptions, temperatures of the main streams, flow rate of main streams, and composition of main streams

Plant Plant Data Versus Predicted Data Versus Predicted Data,Data,September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 7
8% average absolute deviation
1000 Steam supply
Lean loading
10
100Lean loading
Rich loading
Off-gas temp.utpu
t
1
g p
Absorber Pressure Drop
Stripper Pressure DropMod
elou
0 01
0.1
pp p
Reflux Water Volumetric Flow
Off gas CO2 mol %
M
0.010.01 1 100 Off gas O2 mol%
Off gas N2 mol%Plant data

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 8
Optimization with no Optimization with no Capital Expenditure RequiredCapital Expenditure Required
Ci l ti t i d d b 19% Circulation rate is reduced by 19% Steam consumption reduced by 21%
Operation Case
Lean Loading
Rich Loading
Solvent Rate
Steam Flow
SteamConsumption
mol/mol mol/mol m3/hr kg/hr kg/kg
Base 0 101 0 402 159 0 17 240 3 17Base 0.101 0.402 159.0 17,240 3.17
Case 1 0.173 0.461 159.0 14,970 2.86
Case 2 0.106 0.467 128.3 13,610 2.59

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 9
Increase in Production by Increasing Gas Flow RateIncrease in Production by Increasing Gas Flow Rate The flue gas flow rate can be increased up to 30%
Increase in Prod ction Capacit
Production capacity will be increased by 28 TPD Unit steam consumption will be reduced from 3.17 to 2.61 kg/kg
25
30
ctio
n )
Increase in Production Capacity
15
20
Prod
ucty
(TPD
)
5
10
ease
in
Cap
acit
0105 110 115 120 125 130 135
Incr
e C
Gas Flow Rate (%)Gas Flow Rate (%)

S l C i
September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 10
Solvent ConcentrationChange in Solvent Concentration reduces solventChange in Solvent Concentration reduces solventChange in Solvent Concentration reduces solvent Change in Solvent Concentration reduces solvent rate by 40% from the base case and by 25% from the rate by 40% from the base case and by 25% from the optimized caseoptimized case
Case Solvent Rate
SteamFlow
Lean Loading
Rich Loading
WorkingCapacityRate Flow Loading Loading Capacity
m3/hr kg/hr mol/mol mol/mol mol/mol16 wt% 159 17,240 0.101 0.402 0.30116 wt%
(Base Case)59 , 0 0 0 0 0 0 30
16 wt% (O ti i d )
128.3 13,610 0.106 0.467 0.361(Optimized )
20 wt% (Optimized)
96.53 13,610 0.100 0.479 0.379(Optimized)
September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 11
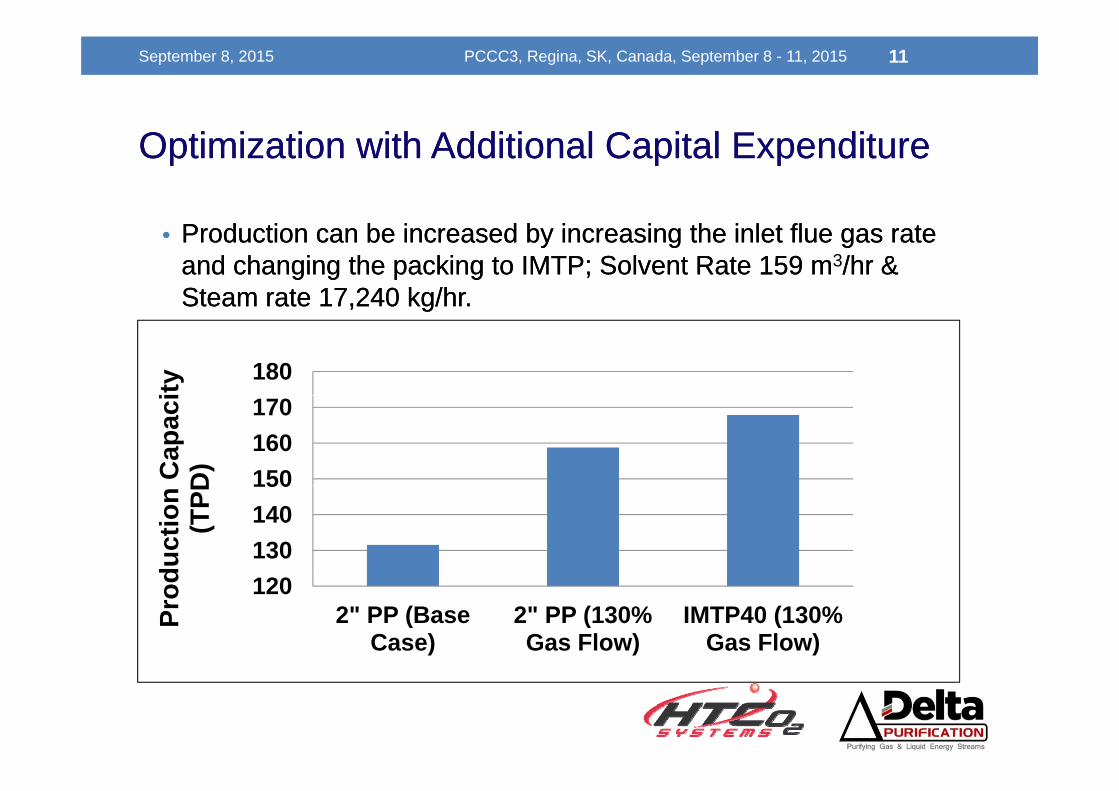
Optimization with Additional Capital ExpenditureOptimization with Additional Capital Expenditure
•• Production can be increased by increasing the inlet flue gas rate Production can be increased by increasing the inlet flue gas rate and changing the packing to IMTP; Solvent Rate 159 mand changing the packing to IMTP; Solvent Rate 159 m3/hr & /hr & Steam rate 17,240 kg/hr.Steam rate 17,240 kg/hr.
180
ity
Steam rate 17,240 kg/hr.Steam rate 17,240 kg/hr.
150160170
Cap
aci
D)
130140150
duct
ion
(TPD
1202" PP (Base
Case)2" PP (130% Gas Flow)
IMTP40 (130% Gas Flow)
Prod

September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 12
Optimization with Additional Capital ExpenditureOptimization with Additional Capital Expenditure
•• Specific steam consumption can be decreased by increasing inlet Specific steam consumption can be decreased by increasing inlet flue gas rate and changing the packing to IMTP; Solvent Rate 159 flue gas rate and changing the packing to IMTP; Solvent Rate 159 mm3/hr & Steam rate 17,240 kg/hr/hr & Steam rate 17,240 kg/hrmm /hr & Steam rate 17,240 kg/hr/hr & Steam rate 17,240 kg/hr
3.5
2.5
3
am
(kg/
kg)
2
2.5
Uni
t Ste
aum
ptio
n
1.52" PP (Base Case) 2" PP (130% Gas
Flow)IMTP40 (130% Gas
Flow)
UC
onsu

Recommendations with No Capital Expenditure Required
September 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 13
Recommendations with No Capital Expenditure Required
Operate at optimum solvent rate is 128.3 m3/hri t d f 159 3/hinstead of 159 m3/hr . will reduce the specific steam consumption from 3.17
to 2.59 kg/kg and the power requirement of re-g g p qcirculating pumps by 19%.
Increasing gas flow rate up to 30% within the Increasing gas flow rate up to 30% within thehydraulic capacity & Blower Capacity will Increase production capacity by 28 TPD.
Changing the solvent concentration from 16 to20 wt%will reduce the solvent circulation rate by 40% fromwill reduce the solvent circulation rate by 40% from
the base case and steam requirement by 21%. Thiswill significantly reduce the operating expenses of theplantplant.

Recommendation with CapitalSeptember 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 14
Recommendation with Capital Expenditure
• Changing absorber column packing from 2 inch pall ring to high performance IMTP40 andpall ring to high performance IMTP40 and increasing flue gas rate by 30%
• will increase production capacity by 38 TPD. • will decrease specific steam consumption from 3.17 kg/kg to 2.46 kg/kg

THANK YOUSeptember 8, 2015 PCCC3, Regina, SK, Canada, September 8 - 11, 2015 15
THANK YOU …
F i f tiFor more information:Ahmed Aboudheir002 – 2305 Victoria AveR i SK S4P 0S7 C dRegina, SK, S4P 0S7, [email protected]+1-306-352-6132+1-306-501-8227+1 306 501 8227