organizational procedures for the integration of process planning · pdf fileorganizational...
TRANSCRIPT

Organizational Proceduresfor the Integration of Process Planningand Scheduling in Job-ShopManufacturing
Sascha Häckel, Jan Keidel and Thomas Kehrer
Abstract This paper presents two different models for the organizational proce-dure of Integrated Process Planning and Scheduling from scientific literature.These approaches try to connect both components of the Product DevelopmentProcess to realize better results in planning. Objectives of these approaches are thereduction or even the elimination of capacity conflicts, the reduction of makespan,and the compliance of due dates as well as the adaption to disturbances at job floor.An introduction and a description of problems of the classical procedure as well asadvantages of an integrated view will be followed by a presentation of both modelsof integration called Non-linear Process Planning (NLPP) and Closed-loop ProcessPlanning (CLPP). Another main component of this paper is a further developedmodel based on NLPP, which is able to overcome the significant deficits of themodels presented in scientific literature.
1 Introduction
In classical Production Planning and Control systems (PPC-systems) processplanning and scheduling are implemented in a successive way. This procedureleads to separate and independent optimization processes without taking interde-pendencies between both planning tasks into consideration. Furthermore it is notpossible to regard to alternative process plans with different sequences of opera-tions or alternative resources. As a consequence scheduling is based on only onefixed work and assembly plan, which limited the degrees of freedom in optimi-zation. The problem of uneven capacity utilizations (overload or underutilizationof resources) occurs. Furthermore an extension of the completion time impends
S. Häckel (&) � J. Keidel � T. KehrerDepartment of Economics and Business Administration, Chemnitz University ofTechnology, 09126 Chemnitz, Germanye-mail: [email protected]
A. Azevedo (ed.), Advances in Sustainable and Competitive Manufacturing Systems,Lecture Notes in Mechanical Engineering, DOI: 10.1007/978-3-319-00557-7_93,� Springer International Publishing Switzerland 2013
1141
and might lead to a violation of due dates. In addition there is a risk of generatingunfeasible schedules because of unsolvable resource bottlenecks. Regarding thatfact the concept of Integrated Process Planning and Scheduling (IPPS) appears tobe the most reasonable solution because in those concepts interdependenciesbetween the planning stages could be taken into consideration within a globaloptimization process.
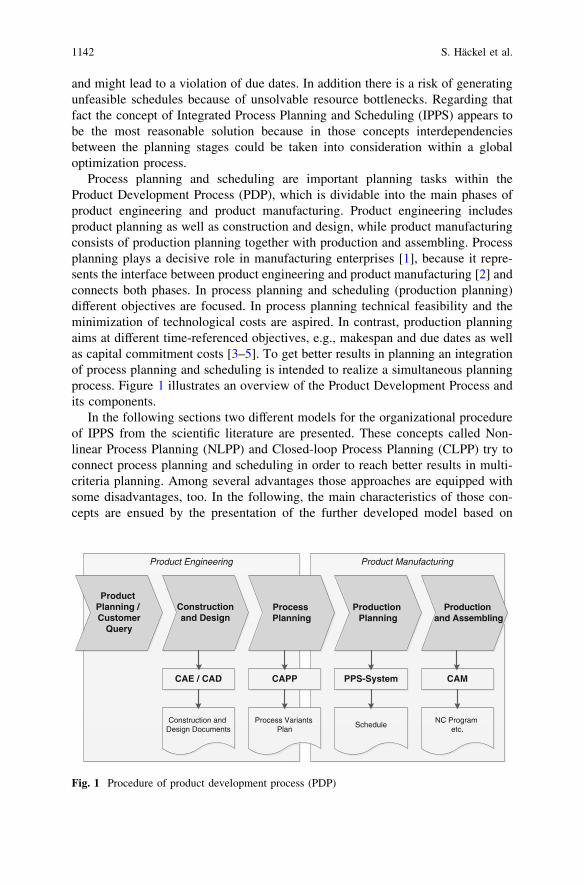
Process planning and scheduling are important planning tasks within theProduct Development Process (PDP), which is dividable into the main phases ofproduct engineering and product manufacturing. Product engineering includesproduct planning as well as construction and design, while product manufacturingconsists of production planning together with production and assembling. Processplanning plays a decisive role in manufacturing enterprises [1], because it repre-sents the interface between product engineering and product manufacturing [2] andconnects both phases. In process planning and scheduling (production planning)different objectives are focused. In process planning technical feasibility and theminimization of technological costs are aspired. In contrast, production planningaims at different time-referenced objectives, e.g., makespan and due dates as wellas capital commitment costs [3–5]. To get better results in planning an integrationof process planning and scheduling is intended to realize a simultaneous planningprocess. Figure 1 illustrates an overview of the Product Development Process andits components.
In the following sections two different models for the organizational procedureof IPPS from the scientific literature are presented. These concepts called Non-linear Process Planning (NLPP) and Closed-loop Process Planning (CLPP) try toconnect process planning and scheduling in order to reach better results in multi-criteria planning. Among several advantages those approaches are equipped withsome disadvantages, too. In the following, the main characteristics of those con-cepts are ensued by the presentation of the further developed model based on
Product Engineering Product Manufacturing
Product Planning / Customer
Query
Constructionand Design
Process Planning
Production Planning
Production and Assembling
CAE / CAD CAPP PPS-System CAM
Construction and Design Documents
Process Variants Plan
ScheduleNC Program
etc.
Fig. 1 Procedure of product development process (PDP)
1142 S. Häckel et al.

NLPP. The new model enables to overcome the most disadvantages of the twoknown approaches. In the conclusion the main results and findings as well asobjectives for future research will be outlined.
2 Integrated Process Planning and Scheduling
Process planning and scheduling are two of the most important tasks of a manu-facturing system. They represent the interface between construction and design(CAD) and manufacturing (CAM) [6]. In addition both tasks affect the profitabilityof the product manufacturing process, the capacity utilization of resources as wellas delivery periods [7]. The process plan determines resources, operations, andsequences, which are necessary for product manufacturing and order satisfaction[6]. Chang and Wysk define process planning as a procedure of preparing detailedinstructions for transforming an engineering product to a final product [8]. Thisresults in a determination of machines respectively resources, process parameters,machining tools, and appliances as well as sequences of operations. Within thescheduling process these operations will be allocated to specific resources(machines, tools, etc.) with respect to an objective or to multiple objective func-tions, e.g., makespan or completion dates. Furthermore scheduling determinesstarting times und completion times for each operation based on the sequences ofthe underlying work and assembly plan [6].
However, the input of process planning and the availability of resources restrictthe degrees of freedom in scheduling. Apart from scheduling, process planningaffects available resources which emphasize the interdependencies of processplanning and scheduling. Without regarding this fact the classical procedurehandles these tasks independently in a successive way. The main advantage of thisprocedure is the division of the main planning task into two less complex ones tosimplify the solution process. A disadvantage is the separation of the optimizationof both tasks, which could lead to non-optimal solutions. This strategy is appli-cable for static environments like mass production [9] because in that case man-ufacturing of a product takes place without modification over a long period of time[10]. However, present-day production environments are characterized as dynamicsystems and by a variety of requirements such as decreasing processing times,higher quality, product diversity, and competitive cost structures. Taking theseaspects into consideration, it appears debatable whether achieving satisfyingresults by applying the traditional procedure is realistic [9].
Further reasons are listed below:
• Process planners assume an ideal shop floor with unlimited capacities andalways available resources. They create an individual work and assembly planfor each order and choose most suitable resources. As a result a resource bot-tleneck for specific (high performance) resources can occur because the
Integration of Process Planning and Scheduling in Job-Shop Manufacturing 1143
availability of the resource might not be given. This leads to an agglomerationand it becomes impossible to execute these work and assembly plans [11].
• In most cases schedules are determined after generating the work and assemblyplans. Arising fixed process plans can cause unbalanced capacity utilizationsand avoidable bottlenecks [6]. The approach ignores the opportunity of usingalternative resources for operations [9].
• Even if the dynamic shop status with restrictions is considered during processplanning, the time delay between planning and scheduling could cause changes.Thus, process plans may become suboptimal or even invalid. Kumar and Rajotiarefer to investigations, in which 20–30 % of the total process plans had to bemodified to adapt to dynamic changes in a production environment within agiven time period [6, 11].
• In general within models of process planning and scheduling a single criterionoptimization is realized to determine optimal solutions. In real manufacturingenvironments more than one criterion is important for optimization [11].
• Furthermore, in process planning and scheduling different, partially conflictingobjectives are affected. Process planning emphasizes technological requirementsand costs, while scheduling focuses on timing and resource utilization aspects.Without coordinating these two processes, it could cause competingproblems [11].
To overcome the deficits of this traditional view, an integrated approach ofprocess planning and scheduling is indispensable [6]. The integration of both tasksimproves the efficiency of resources because of the elimination of capacity con-flicts, reduction of makespan, and a better adaption to irregular disturbance inmanufacturing such as machine breakdowns [12]. The integration concept isrealized in various ways in different models of IPPS. A distinction is madebetween three different fundamental approaches called Non-linear Process Plan-ning (NLPP), Closed-loop Process Planning (CLPP), and Distributed ProcessPlanning (DPP) [6]. This paper refers to the concepts of NLPP and CLPP in moredetail. Further information of DPP is presented in the scientific literature ofPhanden, Jain and Verma [9].
3 Integration Models in the Scientific Literature
3.1 Non-Linear Process Planning
The procedure of NLPP generates all possible alternative process plans for eachproduct with a ranking according to the relevant process planning objective(s)before the scheduling procedure starts [9]. In this context flexibility regardingoperations, sequences, and processes is given. Flexibility of operations means thepossibility of manufacturing operations on different resources while sequenceflexibility stands for exchangeability of operation sequences. Process flexibility
1144 S. Häckel et al.

contains the possibility to produce the same feature with alternative operations oralternative sequences of operations [13].
The underlying assumption is that potential problems can be solved beforemanufacturing starts. Consequently NLPP is based on a static production envi-ronment without back-coupling in case of disturbance. As described before NLPPstarts with a ranking of potential work and assembly plans according to determinedoptimization criteria, such as processing time, which are stored in a database. Assoon as an order should be manufactured the top priority process plan is selectedby database query. After that the scheduling procedure starts. If the resultingschedule is adverse or not feasible within actual shop floor situation, the processplan with the second best priority is chosen. This strategy continues until a suitableprocess plan has been calculated [9]. In NLPP an increased flexibility can berealized because of the availability of alternative process plans for the givenproduct(s). That fact could also turn into a disadvantage. A large amount ofproducts is tendentially accompanied by a large number of alternative processplans, which might cause problems in memory capacity [9, 14]. Furthermore ahigher effort in process planning exists because a variety of work and assemblyplans has to be generated. By taking the real-time manufacturing environment intoconsideration, some of the generated plans might be unfeasible. If quantity ofprocess plans increases the complexity of representation respectively modeling forscheduling rises, too. Information flow of NLPP takes place in one direction fromprocess planning to scheduling [15]. Figure 2 shows NLPP procedure in a sche-matic way (based on [6]). Within this model planning is made in a successive wayanalogue to the information flow. Compared to the non-integrated classical pro-cedure NLPP improves the degrees of freedom in scheduling with the possibility ofshifting information from process planning to scheduling. On the contrary, theranking of process plans restricts the just stated degrees of freedom because thisranking refers to process plans of only one order respectively product. Conse-quently this concept represents a local optimization without taking the overallsituation (additional orders etc.) into account. In subsequent scheduling process thefirst schedulable process plan of an order respectively product, which meetsspecified requirements is chosen. From this fact it follows that the overall situationis not considered once more.
Process Planning
Alternative Process Plans
Selection andScheduling(selection of the
process plan based onthe current shop floor
status)
Production
MultipleProcess Plans
RankingRank all alternative process plansaccording to optimization criteria
Fig. 2 Procedure of non-linear process planning
Integration of Process Planning and Scheduling in Job-Shop Manufacturing 1145

3.2 Closed-Loop Process Planning
Closed-loop Process Planning tries to replace static manufacturing environmentfrom NLPP by a dynamic back-coupling. Within CLPP process planning generateswork and assembly plans on back-coupling basis using real-time information ofavailable resources in shop floor. This ensures the generation of feasible processplans according to the capacity situation [6], which results in a decrease of effort inplanning compared to NLPP. But the lower number of generated process planslimits the degrees of freedom in optimization. As soon as an operation is finishedin shop floor the next operation and the resource utilization is determined on basisof feature-based part description. This procedure considers dynamic changes inshop floor since real-time information about different status is of supremeimportance for CLPP. According to Iwata and Fukuda it might be necessary torestructure the departments of process planning and scheduling within an enter-prise to profit from this approach [9, 16]. Another point is that the continuousavailability of required real-time information could be problematic [6]. The CLPP-model is able to describe the actual integration of process planning and schedulingin a suitable way [6]. Figure 3 (based on [6]) schematically illustrates the CLPP-model.
In contrast to NLPP CLPP is equipped with a back-coupling information flowwithout a successive planning procedure. The scheduling department provideslatest data about available resources, which enables the process planning depart-ment to generate work and assembly plans. By analogy to NLPP-model there is alocal optimization process within both departments. A difference in both modelscan be identified in the consideration of current capacity situations, which is anadvantage of CLPP. The fact that there is a successive planning of each existingproduction order could be emphasized as a disadvantage.
As a result the overall situation and different interdependencies of orders are nottaken into consideration. Within CLPP a distinction is made between two types ofreactions because of resource bottlenecks or malfunctioning. On the one handthere is a reaction in scheduling on basis of selected process plans, which is relatedwith a limited number of process variants and a low responsiveness. On the otherhand there is the possibility to react flexibly in process planning by creating newprocess plans. Under certain circumstances this might cause problems in timing. Inthis case a high responsiveness interconnected with a low reaction speed holds on.
Process Planning
Scheduling(schedulingby using theGenerated
process plan)
Production
Creation of a Process Plan considering the current shop
floor status
Information about the current shop floor status
(available resources)
Fig. 3 Procedure of closed-loop process planning
1146 S. Häckel et al.

In summary, it can be stated that there is still optimization potential in NLPPand CLPP, which remains unused since the lack of taking the overall view into themodels’ consideration. Only if all possible process plans of each production orderare included into planning process it would be a holistic view. The subsequentmodel named Extended Non-Linear Process Planning is able to overcome thesedeficits.
4 Extended Non-Linear Process Planning
Both integration models which have been presented in the previous section havedifferent advantages and disadvantages for practical application. The model ofExtended Non-Linear Process Planning (E-NLPP) targets to overcome the disad-vantages of both models and to combine their advantages. E-NLPP is based on thebasic model of NLPP, which realizes a shift of knowledge from process planningto scheduling. This procedure purposes to increase the degrees of freedom withinscheduling. The work and assembly plans respectively the process variants aredepicted in an implicit way as a process variants plan (PVP).
The PVP consists of all possible operations to manufacture the related productand technological as well as sequence-dependent interdependencies between them.In addition it is possible to represent any feasible alternative structure for manu-facturing the product. The so called Common Integrated Selection and SchedulingProblem (CISSP) is used as basis of PVP. CISSP is a universal mathematicalgraph model for representing practical real-world problems focused on scheduling[3–5, 17]. The model enables to describe multi-stage as well as integrated tasks incombinatorial optimization and as a consequence a simultaneous optimization ofprocess variants and scheduling becomes possible. The arising two-stage combi-natorial optimization problem consists of a selection problem (selection of afeasible process variant) and a sequencing problem (scheduling of operations withrespect to resource capacities) [5]. Figure 4 shows a process variants plan of twojobs as an example of the CISSP model which consists of nodes and arcs todescribe the precedence relationships between the nodes. There are several dif-ferent types of nodes within the model:
• Start nodes These nodes describe the initial point of a connected subgraph of theproblem (source nodes). Source nodes do not have predecessors.
• Operation nodes Nodes of this type represent activities or elementary processesfor sequencing and scheduling. Each operation node has to have at least oneincoming arc.
• Decision nodes For modeling this problem it is necessary to allow makingdifferent decisions about continuation of paths in the graph. Operators are usedto specify these decisions closer. A distinction is made between decisions ofselection (operator: XOR) and decisions of sequencing (operator: AND).
Integration of Process Planning and Scheduling in Job-Shop Manufacturing 1147
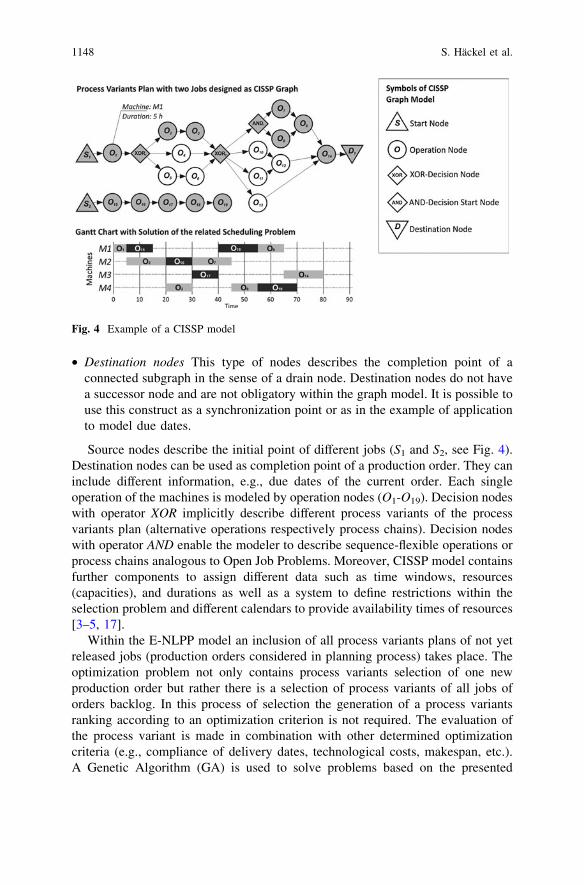
• Destination nodes This type of nodes describes the completion point of aconnected subgraph in the sense of a drain node. Destination nodes do not havea successor node and are not obligatory within the graph model. It is possible touse this construct as a synchronization point or as in the example of applicationto model due dates.
Source nodes describe the initial point of different jobs (S1 and S2, see Fig. 4).Destination nodes can be used as completion point of a production order. They caninclude different information, e.g., due dates of the current order. Each singleoperation of the machines is modeled by operation nodes (O1-O19). Decision nodeswith operator XOR implicitly describe different process variants of the processvariants plan (alternative operations respectively process chains). Decision nodeswith operator AND enable the modeler to describe sequence-flexible operations orprocess chains analogous to Open Job Problems. Moreover, CISSP model containsfurther components to assign different data such as time windows, resources(capacities), and durations as well as a system to define restrictions within theselection problem and different calendars to provide availability times of resources[3–5, 17].
Within the E-NLPP model an inclusion of all process variants plans of not yetreleased jobs (production orders considered in planning process) takes place. Theoptimization problem not only contains process variants selection of one newproduction order but rather there is a selection of process variants of all jobs oforders backlog. In this process of selection the generation of a process variantsranking according to an optimization criterion is not required. The evaluation ofthe process variant is made in combination with other determined optimizationcriteria (e.g., compliance of delivery dates, technological costs, makespan, etc.).A Genetic Algorithm (GA) is used to solve problems based on the presented
Fig. 4 Example of a CISSP model
1148 S. Häckel et al.
CISSP model. Within the GA a two-stage encoding mechanism based on per-mutation chromosomes according to the two-stage optimization task (problems ofselection and scheduling) is implemented [18]. The CISSP model has been testedin the context of a research project by reference to a real production environmentof an involved enterprise. The orders backlog contains 100 orders consisting of12–14 operations with between 2 and 36 alternatives for each operation. Themachine park consists of 60 different resources (machinery, tools, etc.) [19]. Byusing this approach the focused objectives, namely processing times of orders,makespan, and set-up times for resources, could be improved significantly.
Consequently the optimization process is a matter of taking the overall situationinto consideration without separating the optimization of process planning fromscheduling. This integrated optimization procedure of process planning andscheduling with the application of CISSP graph model has been a main topic ofdifferent author’s publications [3–5, 17–19]. After the planning phases the resultswill be transferred to the manufacturing department in real time. In return infor-mation including current resource capacity is provided to the planning depart-ments. As a result the information flow is directed in both ways, which enables aback-coupling between the planning and the manufacturing departments. This factsignifies a further development compared to NLPP since the back-couplingfunctionality enables a transfer of relevant information, which allows the reali-zation of a Rolling Wave Planning and the possibility to start a replanning process.In addition the back-coupling has the function to react on potential problems, e.g.,machine malfunction or technical service, which require replanning activities. Inan ideal situation within E-NLPP all process variants plans of each order areavailable in an information technology way. As a consequence a high reactionspeed on disturbances in production environment follows. A high responsivenesscan be consternated because of two reasons. On the one hand a comprehensiveknowledge database within process variants plan (CISSP model) provides thepossibility to find feasible alternative work and assembly plans for production,which has already started. On the other hand it is possible to change processvariants for non-critical orders to clear resource capacities for critical ones. Insummary, different extensions of NLPP can be stated:
• Process variants respectively work and assembly plans are not explicitly gen-erated. The representation is realized implicitly with a process variants plan on agraph model basis.
• E-NLPP model includes process variants plan of all of the not yet released jobs.• It is not necessary to generate a ranking of alternative process plans according to
an optimization criterion of process planning. Optimization procedure of pro-cess planning and scheduling takes place simultaneously by taking multipleoptimization criteria (from process planning and scheduling) into consideration.
• By means of back-coupling function between manufacturing and optimizationdepartment it is possible to react on machine malfunction or the necessity oftechnical services, which imply a replanning procedure.
Integration of Process Planning and Scheduling in Job-Shop Manufacturing 1149

Together with the itemized advantages of E-NLPP the model shares a highplanning effort within process planning as compared with NLPP. Each feasibleprocess variant has to be generated and represented within information technology.The resulting degrees of freedom in scheduling are connected with a high com-plexity in process planning. This complexity can be controlled by new approachesin process planning. As an example it is possible to create process plans respec-tively work and assembly plans on a feature based product model basis in a partlyautomated way. This concept significantly reduces effort of process planning [20].The procedure of Extended Non-Linear Process Planning is shown in Fig. 5.
For each new production order the process planning department creates aprocess variants plan which contains all feasible process variants in an implicitway. This new PVP together with all process variants plans of orders backlog arestored in a knowledge data base. Within optimization procedure this knowledgedata base information acts as input. For each production order of the consideredplanning period the selection of a process variant and the scheduling on therequired resources takes place. In this context different definable objectives areregarded simultaneously by a multi-stage and multi-criteria Genetic Algorithm. Asa planning result a feasible schedule for manufacturing in the considered planningperiod follows from above-mentioned strategy. Potential machine malfunctions,other disturbances or alternations in planning will be reported back to the opti-mization procedure in real-time by the production department. In this case a newplanning procedure in the sense of a Rolling Wave Planning will be initialized.
Process Planning
(creation of process variants plan based
on the CISSP model)
Process Variants Plan
(implicit representationof all feasible process plans)
IntegratedOptimization
(process plan selectionof all jobs and
vscheduling according tothe optimization
criteria)
Productionno ranking
of process plans
Knowledge Data Base
(data base containing all process variants
plans of jobs in order backlog)
write process variants planinto data base
include process variants plans
of all jobs in order backlog
real-time information aboutthe current shop floor status
Fig. 5 Procedure of the extended non-linear process planning
1150 S. Häckel et al.

5 Conclusions
Process planning and scheduling belong to the most important tasks in a manu-facturing system and represent the interface of construction and design (productengineering) and product manufacturing. Traditional approaches handle both tasksseparately and successively. Today’s production environments are dynamic andcharacterized by decreasing processing times, higher quality requirements, highproduct diversity, and the necessity of competitive cost structures. Consequentlyan integrated view of process planning and scheduling is essential. In this paperdifferent models of integration have been introduced. Beside two models fromscientific literature (NLPP and CLPP) the model of Extended Non-Linear ProcessPlanning was presented as a further development of NLPP. Within NLPP a suc-cessive planning with one-way information flow is realized, which expands flex-ibility in manufacturing systems because of the availability of alternative work andassembly plans for products. The CLPP model supports the generation of processplans on a dynamic back-coupling basis, which provides real-time informationabout capacity situations from scheduling to process planning department. Themodel of E-NLPP differs from NLPP in a significant way. The representation ofprocess variants is implicit and there is a back-coupling functionality from man-ufacturing to integrated optimization. This functionality enables to react on pos-sibly occurring problems like disturbances (machine malfunction, absence of staff,etc.) with a replanning or a new selection of process variants for not yet startedjobs.
References
1. Eversheim W (2002) Organisation in der Produktionstechnik: Arbeitsvorbereitung, 4th edn.Springer, Berlin, Heidelberg, New York
2. Boos W, Zancul E (2006) PPS-Systeme als Bestandteil des product lifecycle management,Produktionsplanung und -steuerung: Grundlagen, Gestaltung und Konzepte, 3. Auflage,Springer, Berlin, Heidelberg, pp 781–808
3. Käschel J, Häckel S, Lemke S, Keidel J (2011) Integrated process planning and schedulingfor job-shop manufacturing and temporary production networks. Supply Chain and CorporateEnvironmental Management, Verlag Dr. Kovac, Hamburg, pp 95–109
4. Lemke S, Häckel S, Keidel J (2012) A two-stage optimization model for integrated processplanning and scheduling in job shop manufacturing. In: Proceedings of 22nd internationalconference on flexible automation and intelligent manufacturing, Helsinki, Finland,pp 457–464
5. Lemke S, Häckel S, Keidel J (2011) Das common integrated selection and schedulingproblem (CISSP) am Beispiel der integrierten Prozessvariantenauswahl undMaschinenbelegungsplanung. In: Proceedings of 21st international conference Mittweida,Mittweida, Germany, pp 28–33
6. Li X, Gao L, Zhang C, Shao X (2010) A review on integrated process planning andscheduling. Int J Manuf Res 10(5):161–180
Integration of Process Planning and Scheduling in Job-Shop Manufacturing 1151
7. Yang Y-N, Parsaei HR, Leep HR (2001) A prototype of a feature-based multiple-alternativeprocess planning system with scheduling verification. Comput Ind Eng 39(1):109–124
8. Chang TC, Wysk RA (1985) An introduction to automated process planning systems.Prentice-Hall, Englewood
9. Phanden RK, Jain A, Verma R (2011) Integration of process planning and scheduling: a state-of-the-art review. Int J Comput Integr Manuf 24(6):517–534
10. Larsen NE, Alting L (1992) Dynamic planning enriches concurrent process and productionplanning. Int J Prod Res 30(8):1861–1876
11. Kumar M, Rajotia S (2003) Integration of scheduling with computer aided process planning.J Mater Process Technol 138(1):297–300
12. Lee H, Kim S-S (2001) Integration of process planning and scheduling using simulationbased genetic algorithms. Int J Adv Manuf Technol 18(8):586–590
13. Benjaafar S, Ramakrishnan R (1996) Modelling, measurement and evaluation of sequencingflexibility in manufacturing systems. Int J Prod Res 34(5):1195–1220
14. Usher JM (2003) Evaluating the impact of alternative plans on manufacturing performance.Comput Ind Eng 45(4):585–596
15. Jain A, Jain PK, Singh IP (2006) An integrated scheme for process planning and schedulingin FMS. Int J Adv Manuf Technol 30(11-12):1111–1118
16. Iwata K, Fukuda Y (1989) A new proposal of dynamic process planning in machine shop. In:Proceedings of CIRP international workshop on computer aided process planning, Hanover,Germany, pp 73–83
17. Lemke S, Keidel J, Häckel S (2012) Integrierte Prozessvariantenauswahl undMaschinenbelegungsplanung. Integrierte Planung der Produktentstehung—Feature-basierterAnsatz zur durchgängigen Planung von der Konstruktion bis zur Fertigungssteuerung,Mensch und Buch Verlag, Berlin, pp 135–174
18. Häckel S, Lemke S, Keidel J (2011) Ein Genetischer Algorithmus für das CommonIntegrated Selection and Scheduling Problem (CISSP). J Univ Appl Sci Mittweida 9:34–41
19. Keidel J, Häckel S, Lemke S (2012) Integrierte Prozessvariantenauswahl undMaschinenbelegungsplanung unter Berücksichtigung von mehreren Zielstellungen. In:Proceedings of conference Mobilität im Wandel, Zwickau, Germany, pp 20–27
20. ZKProSachs (2012) Integrierte Planung der Produktentstehung - Feature-basierter Ansatz zurdurchgängigen Planung von der Konstruktion bis zur Fertigungssteuerung, Mensch und BuchVerlag, Berlin
21. Tan W, Khoshnevis B (2000) Integration of process planning and scheduling: a review.J Intell Manuf 11(1):51–63
1152 S. Häckel et al.