an introduction to 5s - aesthetica technica 05, 2009 · workplace which will enable you to be more...
TRANSCRIPT
business improvement techniques workbook
5S
Training and Learning
an introduction
to 5S
5S
Training and Learning
business improvement techniques workbook
What you will learn
In this course you will learn about 5S – a technique for looking after the workplace which will enable you to be more productive and make your work easier and safer.
How you can learn
This workbook provides the underpinning knowledge that you will need if you are to implement 5S effectively in your workplace.
It has been designed to complement the workshop learning session with your assa facilitator. You can use it to make notes as the workshop proceeds. Or, you can take it away and use it later for reference purposes.
business improvement techniques workbook
5S
Training and Learning
Topics to be covered
The course comprises eleven sections, based around the slides that your assa facilitator uses to make their presentation.
1 Workshop management1.1 Workshop management2 Aims and objectives2.1 Aims and objectives of the course3 Introduction3.1 The working environment3.2 What is 5S?3.3 The components of 5S3.4 A place for everything…3.5 The benefi ts of 5S4 Clearing Up4.1 Clearing-up (1)4.2 Clearing-up (2)4.3 Clearing-up (3)5 Organising5.1 Organising (1)5.2 Organising (2)5.3 Organising (3)5.4 Organising (4)5.5 Organising (5)5.6 Organising (6)5.7 Organising (7)5.8 Organising (8)5.9 Organising (9)6 Cleaning6.1 Cleaning (1)6.2 Cleaning (2)6.3 Cleaning (3)6.4 Cleaning (4)6.5 Cleaning (5)7 Standardising7.1 Standardising (1)7.2 Standardising (2)7.3 Standardising (3)8 Training and Discipline8.1 Training and discipline (1)8.2 Training and discipline (2)9 Key points of 5S9.1 The key points of 5S9.2 The rules of 5S9.3 Implementing 5S10 5S in action 10.1 5S in action (1)10.2 5S in action (2)
5S
Training and Learning
business improvement techniques workbook
10.3 5S in action (3)10.4 5S in action (4)10.5 5S in action (5)11 Summary
Each section generally comprises all or some of the following elements;
Key messages Key words Things to do Things to think about
business improvement techniques workbook
5S
Training and Learning
Key messages
Why are we doing this course?
Because we want to improve the productivity of ourselves, our team and our company. What do we mean by productivity? Doing things more effi ciently and with less waste.
Why do we want to implement workshop management?
The fi rst step in productivity improvement is to put the systems in place to stabilise production and to provide a platform for further improvement. This can be achieved by implementing basic workshop management.
What is workshop management?
Workshop management is sometimes known by its Japanese name of “genba kanri” – pronounced with a hard “G” (gen-bah can-ree). This comprises the 4 productivity improvement techniques of 5S, standard operations, skill control and kaizen.
What are the objectives of workshop management?
The objectives are to ensure:
Improved control of output
That any improvements are sustainable over time
That supervisors can do their jobs more effectively
That quality, cost and delivery targets can be met
And that waste of all kinds can be reduced.
1.1 Workshop management
5S
Training and Learning
business improvement techniques workbook
Key words
Genba kanriA Japanese expression pronounced with a hard “G” (gen-bah can-ree). “Workshop management” – a common approach to shopfl oor management, helping to ensure that everyone is committed to the same objectives. Genba kanri contributes to the process of continuous improvement and change by ensuring that the improved condition is maintained. It provides the springboard for the next improvement. The basic elements of genba kanri are standard operations, skill control and fi ve “S” – brought together through the principles of kaizen.
Workshop management A general term used here to include the approaches, tools and techniques, that are useful when working in a workshop environment.
Productivity The amount of a product that can be made with a fi xed amount of resources – equipment or labour. It is often measured as the amount made per hour per operator.
OutputThe output of a company is the amount that it produces in a set period of time. This may simply be the number of products. Or, a more sophisticated measure may be used, for example, the monetary value of the output or the output per worker.
Waste This is anything that does not contribute to the fi nal value of the product. For example, inspecting or moving a product may be necessary, but they do not improve the product. Reducing waste is the focus of many of the productivity improvement tools and techniques.
Notes
business improvement techniques workbook
5S
Training and Learning
2.1 Aims and objectives of the course
5S
Training and Learning
business improvement techniques workbook
Key messages
The aims of the session and workbook
The aim of this course is to develop your skills in the productivity improvement technique known as 5S.
It will provide you with the underpinning knowledge and understanding that you need to plan and make improvements in the workplace.
The learning objectives
Once you have completed this course you will be able to:
Explain the importance of 5S
Explain the principles of 5S
Explain the benefi ts of 5S
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
What is your working environment?
Your working environment simply means the place where you are doing something or carrying out some activity.
The term ‘working environment’ includes all aspects of the environment. In a factory, it includes all the workbenches, the equipment and materials, and the air that you breathe whilst working. It includes the storage spaces, light and heat.
Why is the quality of the working environment important?
The quality of the working environment can have a big impact on how you work – how effi cient you are and how easy and comfortable it is to work. This is especially obvious where the work involves heavy physical labour and large machines, but it also applies to working in a shop or offi ce.
For example:
A workplace that is laid out effi ciently will save a great deal of time looking for things and carrying them around. It may also save a lot of awkward and tiring body movements.
A tidy workplace will make it easier to fi nd things. Again time will be saved on searching for lost items, and it is much easier to monitor stocks of materials if they are correctly stored.
A clean workplace will make it less likely that accidents will occur. The health and safety of staff is a vital concern in the modern workplace. Also, clean conditions make it less likely that products will be damaged or contaminated. Cleanliness is important in all areas of industry, but especially important where food or medical products are involved.
A pleasant workplace makes life better for the staff and helps motivate them to be productive and creative. A poorly lit or ventilated work area can affect concentration and encourage mistakes. A noisy environment can adversely affect health.
Of course, a good working environment will not - on its own - ensure that people are highly productive and motivated. But it is an important factor.
3.1 The working environment
5S
Training and Learning
business improvement techniques workbook
Things to think about
Here are some things to start thinking about
1. How would you describe your own working environment – in general terms?
2. What processes are carried out and what tasks do you perform?3. Do you work on your own, in a team or a larger section?4. What are the main components of your working environment?5. How would you describe your working conditions?6. What are the good points and the bad points?
Key messages
Notes

business improvement techniques workbook
5S
Training and Learning
What is 5S?
5S is a Japanese workshop management technique. Together with standard operations, skill control and kaizen, 5S makes up the system of basic workshop management or genba kanri.
What do the ‘5’ and ‘S’ refer to?
It is called 5S because it comprises 5 elements and each of these begins with a Japanese word starting with the letter S.
The origins of 5S were with Henry Ford back in the 1920s. But, the ideas were taken and adapted by the Japanese, and the full version of 5S came out of the Toyota Production System.
What is it supposed to do?
The basic principle underlying 5S is that a tidy, clean and orderly workplace will be safer, more productive and a more pleasant environment in which to work.
3.2 What is 5S?
5S
Training and Learning
business improvement techniques workbook
5S aims to improve the effectiveness of the workplace by clearing away unnecessary items, putting things that are needed in the right place, cleaning the area and equipment. It ensures that everything stays improved by involving everyone in the process.
The whole process of looking after the work environment is becoming more important as it impacts directly on productivity. In modern industry individual members of staff are increasingly given a greater level of responsibility for the maintenance of their own work area.
Key words
Five S (“5S” sometimes known as housekeeping) This is the name given to a set of techniques for managing the working environment – clearing-up – organising – cleaning – standardising - training and discipline. The basic idea is very simple – keeping everything clean and orderly will eliminate waste, thereby increasing effi ciency and boosting morale.
Japanese term Meaning1. Seiri Clearing-up2. Seiton Organising3. Seiso Cleaning4. Seiketsu Standardising5. Shitsuke Training and discipline
Three S The fi rst three steps of 5S, provide a simplifi ed approach to “housekeeping”.
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
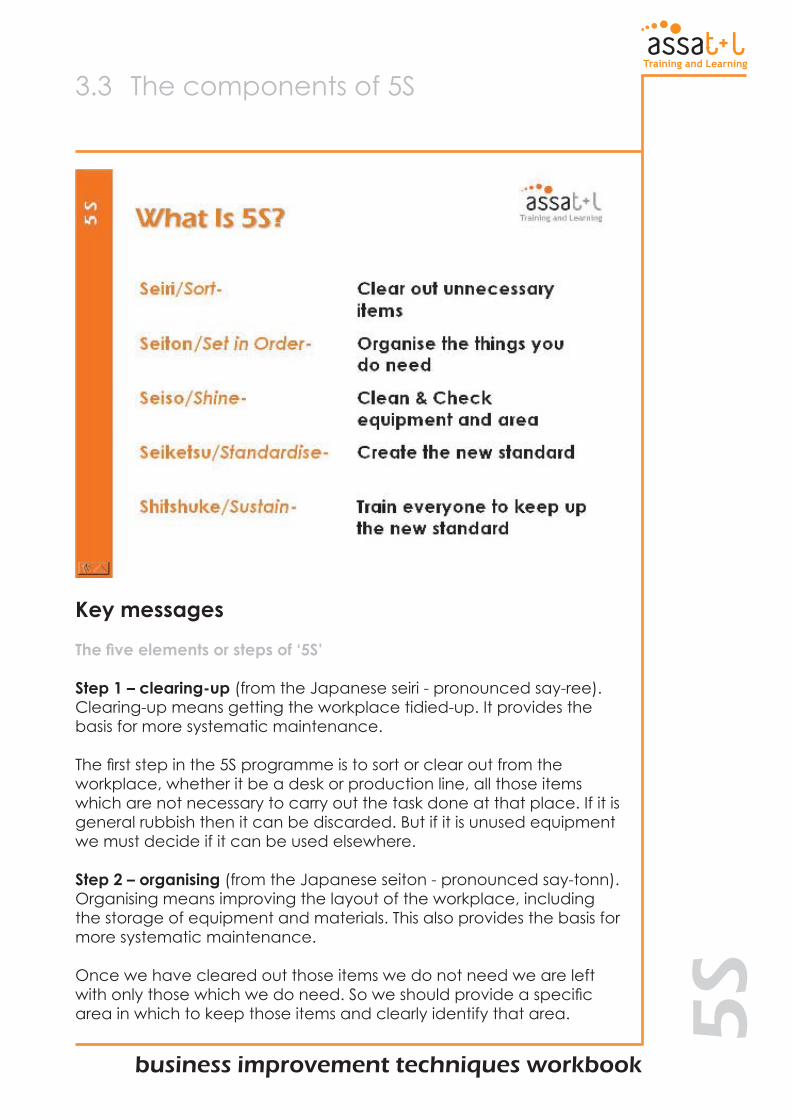
The fi ve elements or steps of ‘5S’
Step 1 – clearing-up (from the Japanese seiri - pronounced say-ree). Clearing-up means getting the workplace tidied-up. It provides the basis for more systematic maintenance.
The fi rst step in the 5S programme is to sort or clear out from the workplace, whether it be a desk or production line, all those items which are not necessary to carry out the task done at that place. If it is general rubbish then it can be discarded. But if it is unused equipment we must decide if it can be used elsewhere.
Step 2 – organising (from the Japanese seiton - pronounced say-tonn). Organising means improving the layout of the workplace, including the storage of equipment and materials. This also provides the basis for more systematic maintenance.
Once we have cleared out those items we do not need we are left with only those which we do need. So we should provide a specifi c area in which to keep those items and clearly identify that area.
3.3 The components of 5S
5S
Training and Learning
business improvement techniques workbook
Step 3 – cleaning (from the Japanese seiso - pronounced say-so). Cleaning means keeping the workplace clean and tidy. Once the initial clearing-up is complete and systems have been put in place under the two steps above, cleaning becomes largely a matter of maintaining the agreed standards.
This involves cleaning and checking the equipment in our area. We clean it to raise the overall standard of the equipment and as we clean we can identify potential faults and arrange to get them repaired.
Step 4 – standardising (from the Japanese seiketsu - pronounced say-ket-soo). Once we have raised the standard of the workplace we have to then develop a routine which will keep it that way. Standardising means having an agreed set of rules or standards covering the process of looking after the working environment. In this way all members of staff know what is expected of them.
Step 5 – training and discipline (from the Japanese shitsuke - pronounced sheet-soo-kay). Training and discipline sounds rather off-putting to our ears, but it basically means putting the steps described above into practice and ensuring that they work properly. It involves the development and maintenance of good work habits. An important aspect is the development of effective routines.
These routines aim to train everyone in the new standard and how to keep it that way as part of the normal day to day job.
The overall impact of 5S
We can think of these 5 elements as a set of steps. In practice they may not all apply, or they may be carried out in a different order. But, when taken together, they provide a systematic way of looking after the workplace. In some factories and offi ces looking after the workplace is also known as housekeeping.
You need to understand that this is more than just a tidy up operation. If done correctly there will be no need for ‘clear ups for special occasions’.
Notes
business improvement techniques workbook
5S
Training and Learning
Things to think about
5S can be applied in a wide range of situations – even in the home!
What about in the garage?
The loft or attic?
Or a child’s bedroom?
Can you think of other places where 5S could be applied?
3.4 A place for everything…
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
Benefi ts of 5S
Safety is improved because we have cleared away all the unnecessary clutter which may be a potential hazard such as oil spills, trailing cables or wires on the fl oor.
Effi ciency is improved because less time is spent looking for things. This allows us to get on with the job.
Quality is improved because there will be clearly defi ned places for everything, leading to a reduced risk of faulty or defective products getting mixed up with good products.
Another benefi t is to morale. A cleaner tidier workplace is a more pleasant place to work so it improves peoples’ morale.
3.5 The benefi ts of 5S

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
The fi rst S – Seiri
Clearing-up is the fi rst step of 5S. It involves getting the workplace into a neat and tidy condition so that it is easier to keep clean thereafter.
It means sorting out the things that we need or use from the things we do not need or use, and removing from the workplace all of those items we don’t need to carry out our job.
If the items could be used in another place or we are unsure as to their application, we store them in a predefi ned quarantine location until we decide what is to be done with them. Then they can either be reallocated or disposed of if it is decided they are truly obsolete
If the item really is rubbish then just do it! Bin it. But ensure that the item is not required elsewhere before you discard it entirely.
4.1 Clearing-up (1)
5S
Training and Learning
business improvement techniques workbook
This step also involves fi nding ways of preventing waste or dirt accumulating in the fi rst place - thus reducing the amount of clearing-up required.
It may be helpful before starting the clearing-up process to decide roles and responsibilities. Who is going to be responsible for each area or item? What are they going to do?
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
The fi rst S – Seiri
A cluttered factory makes tasks more diffi cult to do. You are expected to work around obstacles and what you are trying to do also takes longer.
Lockers and cupboards get fi lled up with all the items that nobody really knows what to do with - out of sight and out of mind! 5S is relevant everywhere.
We have all experienced the situation whereby we have searched for a household item which is not where it is supposed to be. Maybe somebody has borrowed it and not brought it back or maybe we cannot remember where it was in the fi rst place. This all takes time to fi nd and it’s the same in the workplace when we are looking for tools or documents stored in cabinets. It is also very frustrating not being able to fi nd whatever it is we are looking for leading to reduced morale.
4.2 Clearing-up (2)
5S
Training and Learning
business improvement techniques workbook
Too much stock around the workplace is also a waste of money. Maybe we have the same thing in two or three different places leading to too many storage areas. If stock could be kept in one place there would be no need to buy so much in the fi rst place, thereby saving money. Also, we would not need so much space to store it - thereby saving fl oor or cupboard space.
Why clearing-up is important
Clearing-up can have a major impact on the quality of the workplace and safety through removing or reducing dirt, waste material and leaks. An unclean and untidy working environment can be both unpleasant and unsafe for the people working in it.
Further, it can make the workplace diffi cult and ineffi cient to work in, thereby reducing the level of productivity and making it more likely that errors will be made and defective work produced.
Items that are used only occasionally may actually add to the clutter. But items that you use all the time need to be located within easy reach of where you work. You will therefore want to prioritise different items depending on how often you are going to use them.
Notes

business improvement techniques workbook
5S
Training and Learning
Clearing-up the car door lock factory
Imagine a small factory unit where the staff are busy assembling car door locks. Perhaps there are six people doing this job. Assembling a car door lock is fairly straightforward process resulting in a standard product.
But, there are many variations on the standard product. Each lock has a different combination of levers and tumblers so that it can only be opened by one key. The factory therefore needs a very wide variety of small parts. The factory has not been cleaned for some time and is now an ineffi cient and unpleasant place to work.
The challenge!
Here is a description of the factory. When you have read this you might like to try and answer the questions:
The new lock parts have arrived and the boxes are piled up high in front of the despatch door. They have been piled up in the order they arrived on the truck.
Each member of staff has a workbench on which they assemble the lock components. The workbenches are covered in different levers, rollers and other lock parts. Mixed in with the lock parts are the various tools that the staff use to assemble them. Each person has a wide selection of screwdrivers, spanners, fi les and gauges to measure the fi nished product.
4.3 Clearing-up (3)
Things to do
5S
Training and Learning
business improvement techniques workbook
There are shelves and racks for the tools and components, but these are used to store left-over components from the previous year’s lock contract. This contract has now ended and is unlikely to be renewed.
The fl oor is covered in metal fi lings and lock oil; empty component boxes and bits of cardboard lie around each workbench. An oil can has tipped over and its contents are running onto the fl oor.
The completed locks have been packed into boxes, labelled, and stacked in the factory aisles, awaiting collection. Some of them have not been stacked straight and look a bit wobbly. One pile of boxes is obscuring the main factory fi re extinguisher. Another is placed on top of the main cable for the power tools.
Things to do
What do we need to do to make the lock factory a better work environment? Try to answer the following questions:
1. Do you think that it is necessary to clear-up, or are factories always like this?
2. Assuming the answer to the fi rst point above is ‘yes’, what are you going to do fi rst?
3. Can you see any immediate dangers that need to be dealt with quickly?
4. What sets of items need sorting out?
5. Which items could be stored somewhere else?
6. How could a lot of wasted time be saved very easily?
7. What types of dirt are there in the factory?
8. Are there any leaks?
9. Are there any items that could usefully be thrown away?
10.Who do you think should be responsible for the state of the workbenches?

business improvement techniques workbook
5S
Training and Learning
Key messages
The second S - Seiton
The principle is to put those items we need in the most convenient place to allow us to do our job effectively.
Items we use most should be within easy reach and kept in the same place every time so we don’t have to go looking for them whenever we want to use them.
Some good examples are found in the home such as the cutlery drawer where knives, forks and spoons are always kept in the same compartment making it easier to fi nd one when we want it. We could even fi nd the right tool with our eyes shut if we had to. Another example in the home may be drawers where we keep socks, underwear, t-shirts etc all in separate drawers to make them easier to fi nd on those dark winter mornings!
5.1 Organising (1)

5S
Training and Learning
business improvement techniques workbook
Things to think about
What other examples can the team think of?
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
We can only organise after we have done the initial sort or clearing out because we don’t want to be organising things we don’t really need. Organising is therefore only performed after sorting.
Items that are needed to carry out the job should be kept close at hand to eliminate seeking and searching for tools and equipment. Ideally they should be within arm’s reach of where the task is being done.
If we then label the items it makes it possible for anyone to fi nd them, and not just one person who ‘remembers’ where things are.
Things to think about
Do you waste a lot of time ‘fetching and carrying’ items that would be better located close to where you work?
5.2 Organising (2)
5S
Training and Learning
business improvement techniques workbook
Are the different items of equipment located in the most convenient places and in the right position relative to each other?
These are the sort of questions that have to be asked before you can set about improving the organisation of your working environment.
Notes
business improvement techniques workbook
5S
Training and Learning
Things to think aboutUse the above slide to think about what it means to have the things we need stored correctly. Have you experienced this yourself?
What are the implications of having to get parts from the stores four times per shift?
What is the total distance travelled to retrieve parts from stores? What might we fi nd when we get to the central location? How long may it take to get to the stores, fi nd the parts (maybe
they have not been subject to the second ‘S’ so we may not know where they are) then return to the workplace?
How much lost production would there be while all of the above was happening?
What are the implications of changing tools? Changing tools, how do we know where they are? Who had them last? What condition are they in? How long will it take to fi nd them?
5.3 Organising (3)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
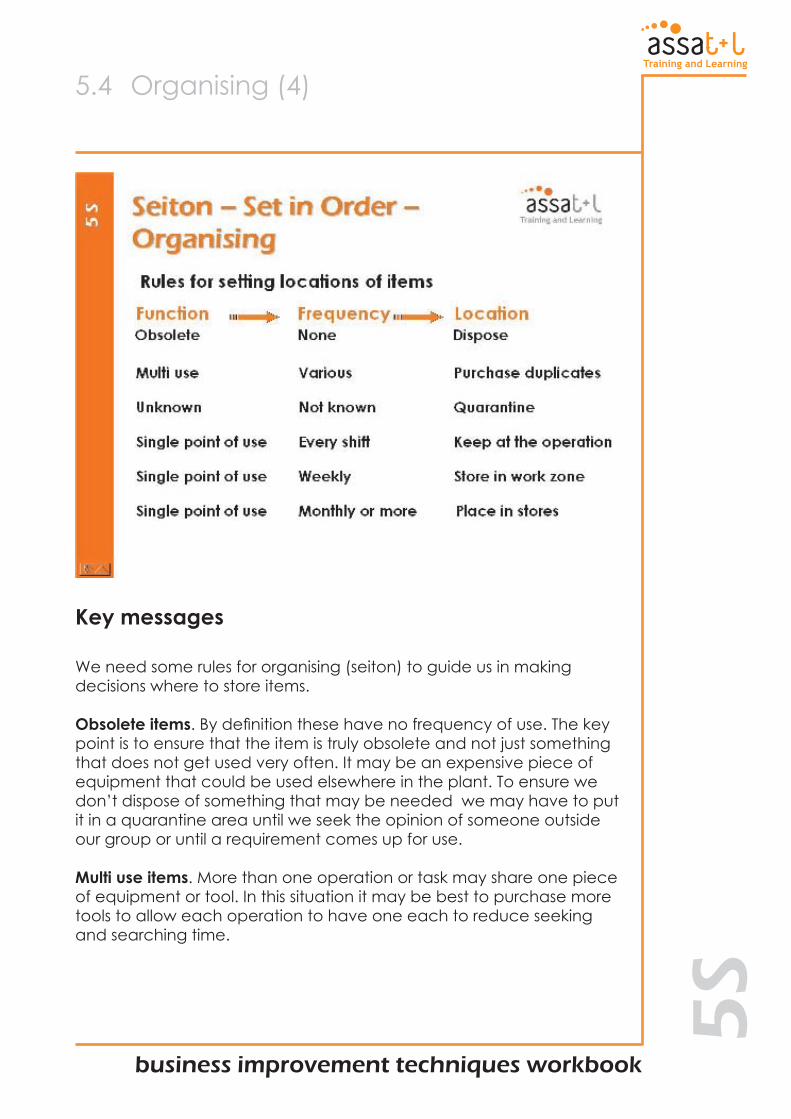
We need some rules for organising (seiton) to guide us in making decisions where to store items.
Obsolete items. By defi nition these have no frequency of use. The key point is to ensure that the item is truly obsolete and not just something that does not get used very often. It may be an expensive piece of equipment that could be used elsewhere in the plant. To ensure we don’t dispose of something that may be needed we may have to put it in a quarantine area until we seek the opinion of someone outside our group or until a requirement comes up for use.
Multi use items. More than one operation or task may share one piece of equipment or tool. In this situation it may be best to purchase more tools to allow each operation to have one each to reduce seeking and searching time.
5.4 Organising (4)
5S
Training and Learning
business improvement techniques workbook
Unknown. These items may be handled in the same way as obsolete items. Until there is an explanation of what the item is or the time allowed in the quarantine area has been exceeded then no action can be taken. Once we know the use it can either be disposed of or assigned a location according to the adopted rules.
Single point of use. These are items which are used regularly every shift. They will be located at the workplace so that they are within easy reach of the operator, usually within arms reach or one step (pace) of the operation where possible.
Single point of use, but less frequent. Items that are used regularly but less frequently - maybe once a week - will be stored in a central location near the work area. They will be stored where they do not interfere with work but are close by so that they can be easily and quickly retrieved when required.
Single point of use, but even less frequent. These item may be used less than once a week - maybe monthly. Items such as these should be located in a central stores area. They can be then requisitioned from the stores in advance of use so that they can be available when required.
Notes

business improvement techniques workbook
5S
Training and Learning
Key messages
Why organising is important
Work can be made a lot simpler if the working area is logically laid out and all the things that you need are easily accessible. Apart from the saving of time on searching and fetching, work can be more pleasant and less frustrating. In a nutshell, you will be more productive in a well organised environment.
By storing what we need in one place, rather than having stock stored in multiple storage areas, the need to carry extra stock is reduced or eliminated.
Being well organised by having clearly defi ned and separate locations for parts also reduces the potential for getting things mixed up. Mixing of defective and acceptable parts can be avoided, and the possibility of putting something into the wrong container by mistake can be eliminated.
5.5 Organising (5)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
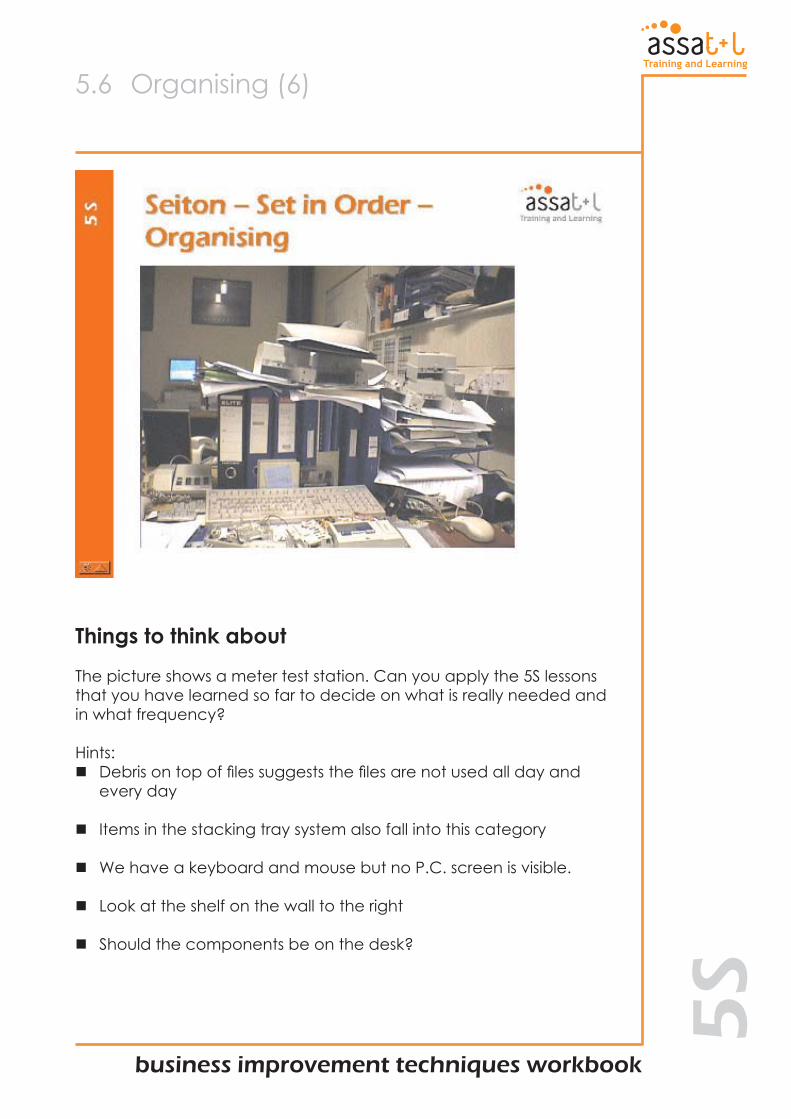
Things to think about
The picture shows a meter test station. Can you apply the 5S lessons that you have learned so far to decide on what is really needed and in what frequency?
Hints: Debris on top of fi les suggests the fi les are not used all day and
every day
Items in the stacking tray system also fall into this category
We have a keyboard and mouse but no P.C. screen is visible.
Look at the shelf on the wall to the right
Should the components be on the desk?
5.6 Organising (6)

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
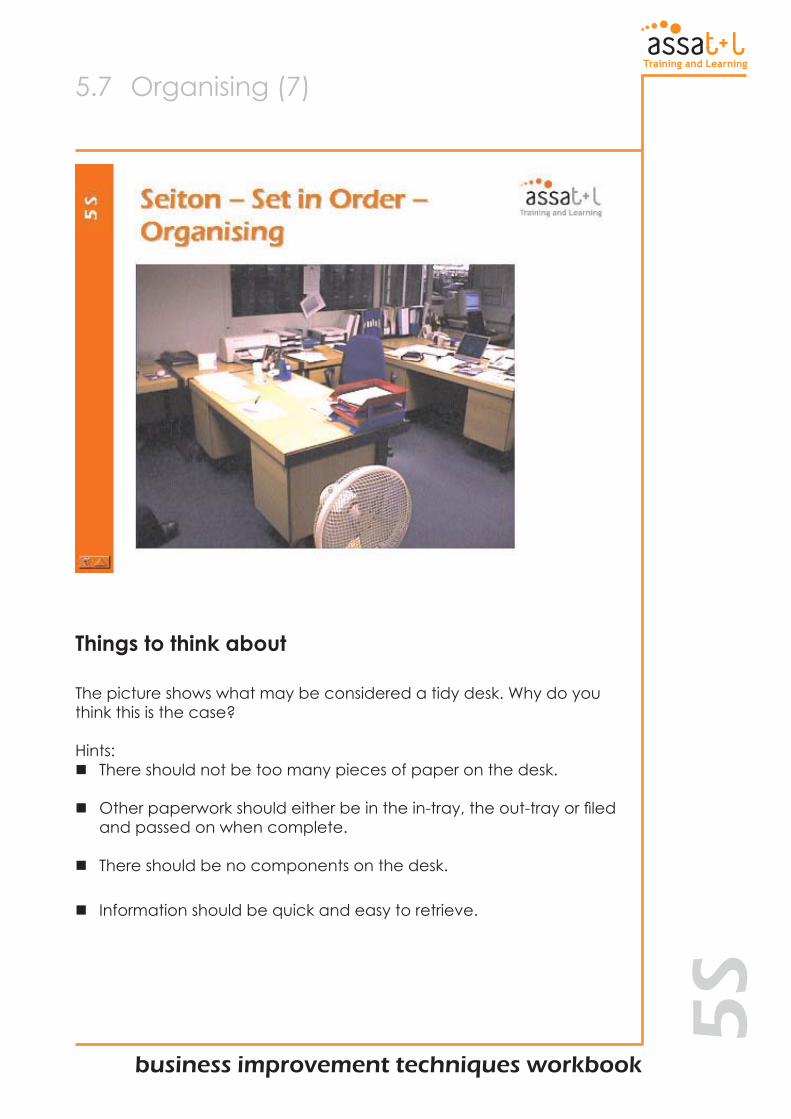
Things to think about
The picture shows what may be considered a tidy desk. Why do you think this is the case?
Hints: There should not be too many pieces of paper on the desk.
Other paperwork should either be in the in-tray, the out-tray or fi led and passed on when complete.
There should be no components on the desk.
Information should be quick and easy to retrieve.
5.7 Organising (7)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
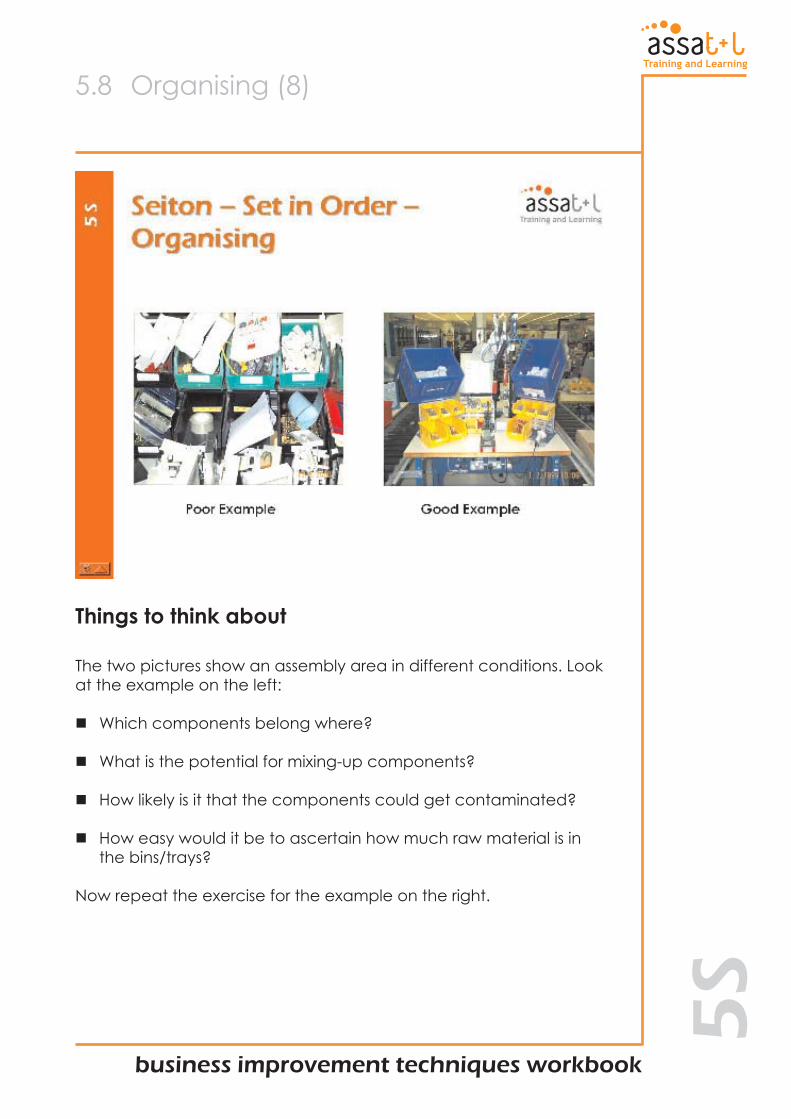
Things to think about
The two pictures show an assembly area in different conditions. Look at the example on the left:
Which components belong where?
What is the potential for mixing-up components?
How likely is it that the components could get contaminated?
How easy would it be to ascertain how much raw material is in the bins/trays?
Now repeat the exercise for the example on the right.
5.8 Organising (8)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Organising the car door lock factory
Remember the small factory unit where the staff are assembling car door locks. We read about this in Section 4.
The six staff have already made great strides in making their work environment more effi cient and attractive to work in. They have cleared-up their workbenches, swept the fl oor and mopped up the spilt oil. The boxes of completed locks have been made safe and relocated.
The challenge!
Here is a description of some of the outstanding problems:
“The new lock parts have arrived and the boxes are piled up high in front of the despatch door in the order they arrived on the truck”.
“The workbenches are still used to store the levers, rollers and other lock parts, as well as the tools that are used to assemble them”.
“There are shelves and racks for the tools and components, but these are used to store left-over components from the previous year’s lock contract that has now ended and is unlikely to be renewed”.
“The completed locks have been packed into boxes, labelled, and stacked in the despatch bay, awaiting collection”.
5.9 Organising (9)
5S
Training and Learning
business improvement techniques workbook
Things to do
Answer the following questions:
1. Does the factory still need to be better organised?2. The boxes of new lock parts are not very effectively stored. Can
you explain why?3. The shelves and racks are not effectively used. Can you explain
why?4. What particular storage challenge does this lock factory present?5. Do you think that the boxes of completed locks are in the right
place?6. Can you think of two sets of items that would benefi t from sorting
and storing more effectively?7. Which one of these would especially benefi t from clear labelling?8. What would the racks best be used for?9. What should the highest shelves be used for?10. Why do you think that keeping to the storage rules would be
particularly important in this factory?
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
The third S - Seiso
This third element looks at the cleanliness aspect of the workplace. This goes beyond simply sweeping up. It includes the idea of identifying potential problems which may lead to equipment breakdowns or major problems in the future.
The philosophy underpinning this approach is that as we clean the item or equipment we are also inspecting it. Because we are looking at it intently we may be able to spot abnormalities that we would not normally notice. As we fi nd the problems we either arrange to get them fi xed or if we have the training and expertise we may fi x them ourselves.
6.1 Cleaning (1)
5S
Training and Learning
business improvement techniques workbook
Notes

business improvement techniques workbook
5S
Training and Learning
Key messages
The key point is that the state of the factory or workplace environment often refl ects the culture of the organisation and also the pride taken in the product.
Things to think about
If your workplace was a supermarket and had the same standards as your workplace, would you do your shopping there?
If the answer is no - then why is that?
If the answer is yes - then why is that?
If you do not like the look of somewhere you do not go back. Should this apply to potential customers visiting your workplace?
6.2 Cleaning (2)
5S
Training and Learning
business improvement techniques workbook
Notes

business improvement techniques workbook
5S
Training and Learning
Key messages
Keeping things clean means we have a bright vivid environment in which to work therefore making defective components easier to spot - and perhaps more diffi cult to make in the fi rst place.
Clean and clear fl oors create less of a safety hazard, leading to fewer slippages and injuries.
Machines that have no cleaning or basic care routine are more liable to breakdown because potential problems are not identifi ed early enough. Dirty machines make poor components!
Finally, who wants to work in a dirty, untidy workplace?
Allocate roles and responsibilities
Decide who is going to be responsible for each area or item. It may be helpful to draw up a simple chart identifying the roles and area of responsibility of each person. The places where no-one has clear responsibility for cleaning are the ones that get dirtiest fastest.
6.3 Cleaning (3)
5S
Training and Learning
business improvement techniques workbook
Notes

business improvement techniques workbook
5S
Training and Learning
Things to think about
The pictures show two typical production areas. From your understanding of 5S what do you think are the advantages and disadvantages of each?
6.4 Cleaning (4)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Cleaning the car door lock factory
Meanwhile, back at the car door lock factory (Sections 10 and 19)…
The problem
These quotes illustrate the nature of the problem facing the staff:
“The new lock parts have arrived and the boxes are piled up high”.
“The workbenches are covered in different levers, rollers and other lock parts. Mixed in with the lock parts are the various tools that the staff use to assemble them”.
“The shelves and racks are used to store left-over components from the previous year’s lock contract”.
“The fl oor is covered in metal fi lings and lock oil”.
“Empty component boxes and bits of cardboard lie around each workbench”.
“An oil can has not been stored upright and its cap is missing”.
“The completed locks have been packed into boxes, labelled, and stacked awaiting collection”.
6.5 Cleaning (5)
5S
Training and Learning
business improvement techniques workbook
Notes
Things to do
Now try to answer these questions:
1. What sources of dirt did you spot?2. What sources of leaks are there?3. What types of waste material are there in the factory?4. What kind of cleaning jobs might be needed?5. How often do you think these jobs might take place?6. What kinds of dirt do you think are generated by making car door
locks?7. Who do you think should clean the workbenches?8. What items would benefi t from routine tidying-up?9. When do you think the workbenches should be tidied?10.Can you suggest any preventive checks that could be carried out
in the lock factory?
business improvement techniques workbook
5S
Training and Learning
Key messages
The fourth step - Seiketsu
Once the workplace has been improved we have to maintain the standard and not allow it to deteriorate.
7.1 Standardising (1)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
Why standardising is important
The development of agreed ways of doing things - standard systems - means that everyone knows what has to be done, when and how. A checklist or check sheet can be drawn-up. If people change roles or tasks within the company or a new person starts work, they will know exactly what is expected of them.
One person’s problem is everyone’s problem
In a modern factory or offi ce people generally work as a team. How one person behaves can affect the ability of the others to do their jobs effectively. It is therefore helpful to have clearly and generally understood ways of carrying out tasks – and for responsibilities to be absolutely clear.
7.2 Standardising (2)

5S
Training and Learning
business improvement techniques workbook
Be prepared for emergencies
Standardisation can be especially important in an emergency situation – everyone should know what they have to do. For example, most workplaces have a set of standard rules for staff in case of fi re. These have been developed by experts, and represent the best way of ensuring minimal casualties and damage.
Notes

business improvement techniques workbook
5S
Training and Learning
Standardising in the car door lock factory
Sections 10, 19 and 24 introduced you to the problems of 5S in a car door lock factory. How do the staff tackle the challenge of standardisation?
The challenge!
The staff have started to clear-up, organise and clean their workplace, but they need to standardise.
The new lock parts have arrived and the boxes are piled up high in front of the despatch door. They have been piled up in the order they arrived on the truck.
Each member of staff has a workbench on which they assemble the lock components. The workbenches are covered in different levers, rollers and other lock parts. Mixed in with the lock parts are the various tools that the staff use to assemble them. Each person has a wide selection of screwdrivers, spanners, fi les and gauges to measure the fi nished product.
There are shelves and racks for the tools and components, but these are used to store left-over components from the previous year’s lock contract that has now ended and is unlikely to be renewed.
7.3 Standardising (3)
5S
Training and Learning
business improvement techniques workbook
The fl oor is covered in metal fi lings and lock oil; empty component boxes and bits of cardboard lie around each workbench. An oil can has tipped over and its contents are running onto the fl oor.
The completed locks have been packed into boxes, labelled, and stacked in the factory aisles, awaiting collection. Some of them have not been stacked straight and look a bit wobbly. One pile of boxes is obscuring the main factory fi re extinguisher. Another is placed on top of the main cable for the power tools.
Things to do
Try to answer the following questions:
1. How many people work in the factory and what do they do there?2. If a second shift was introduced with the factory in the condition
described, what might be the consequences for effi ciency?3. Can you see a problem for the next driver to arrive at despatch?4. Can you spot any problems that would arise if there were to be
a fi re at the factory?5. Are there any other fi re hazards that should be brought to the
attention of the staff?6. What would you do about them?7. Can you spot any other potential health hazards?8. What simple house rules would improve working conditions in the
factory?9. Are there any other emergencies that might affect the factory and
would benefi t from a standardised approach?10.Are there any other obvious ways of improving the factory working
environment to make it more pleasant?
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
The fi fth S - Shitsuke
Training and discipline contribute to the overall success of the 5S programme. Good working habits ensure effi cient and effective working and thereby contribute to higher productivity.
Give simple, clear instructions
Clear, concise instructions are the key to developing good working habits.Checklists and visual aids are simple and useful tools that assist the formation and development of these habits.
Develop routines
Setting a specifi ed time of the day for 5S activity and placing a limit on the time spent on it helps to develop a routine. It builds the 5S activity into the normal working day.
8.1 Training and discipline (1)

5S
Training and Learning
business improvement techniques workbook
5S auditing
An audit system will ensure that the current standard is being maintained and also provide the basis for setting targets for further improvement. A 5S audit involves a systematic review of the condition of the workplace – its cleanliness, organisation and the rules and procedures that have been put in place to ensure that standards are maintained.
Notes
business improvement techniques workbook
5S
Training and Learning
The challenge of the car door lock factory
In the car door lock factory (see Sections 10, 19, 24 and 27)…
The new lock parts have arrived and the boxes are piled up high in front of the despatch door. They have been piled up in the order they arrived on the truck. The despatch door doubles as an emergency exit, but the sign has fallen off.
Each member of staff has a workbench on which they assemble the lock components. The workbenches are covered in different levers, rollers and other lock parts. Mixed in with the lock parts are the various tools that the staff use to assemble them. Each person has a wide selection of screwdrivers, spanners, fi les and gauges to measure the fi nished product. Some of the parts are in labelled boxes, but the labels have faded and are even more diffi cult to read because of the poor lighting over the work benches.
There are shelves and racks for the tools and components, but these are used to store left-over components from the previous year’s lock contract that has now ended and is unlikely to be renewed. Two of the shelves are sagging badly.
The fl oor is covered in metal fi lings and lock oil; empty component boxes and bits of cardboard lie around each workbench. An oil can has tipped over and its contents are running onto the fl oor.
8.2 Training and discipline (2)
5S
Training and Learning
business improvement techniques workbook
The completed locks have been packed into boxes, labelled, and stacked in the factory aisles, awaiting collection. Some of them have not been stacked straight and look a bit wobbly. One pile of boxes is obscuring the main factory fi re extinguisher. Another is placed on top of the main cable for the power tools.
The audit
The team in the car door lock factory has decided to ask you along to carry out a check or audit of their factory as part of their commitment to a policy of continuous improvement.
Things to do
Complete the following ‘5S Audit Form’ using the information about the condition of the factory that has been provided above.
Notes

business improvement techniques workbook
5S
Training and Learning
Key messages
The key points of 5S outline the philosophy of good housekeeping:
Decide on the rules. Without rules people do not know what is expected of them and what they are responsible for. They give us guidelines within which we can work.
A place for everything. We need to know where to obtain items and where to return them.
Do nothing and nothing will change. Improvement will not happen on its own.
Keep it going. If you stop your 5S routine complacency and deterioration will set in.
9.1 The key points of 5S

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
The 3 rules
1. Make the rule - set the new standard.2. Keep the rule – agree how it is to be maintained - who, when,
what, where, why, and how.3. Improve the rules – follow a process of audit, review, target-setting
and action.
Key word
Audit A thorough and systematic check on some aspect of work, where the results are recorded and analysed.
9.2 The rules of 5S

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Key messages
Implementing an effective 5S programme
For 5S to be really effective you need to apply all fi ve elements every day in all parts of the work environment.
Having a good clean up once a year or prior to a visit by inspectors is not good practice, and is not 5S. Similarly, telling everyone else to adopt 5S whilst working in your own messy environment will not cut much ice!
For 5S to work properly everyone must take full responsibility for their own area of work, whilst supporting other members of their team.
5S is just common sense, which is why when applied consistently and on a day-to-day basis the approach is so effective.
9.3 Implementing 5S
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
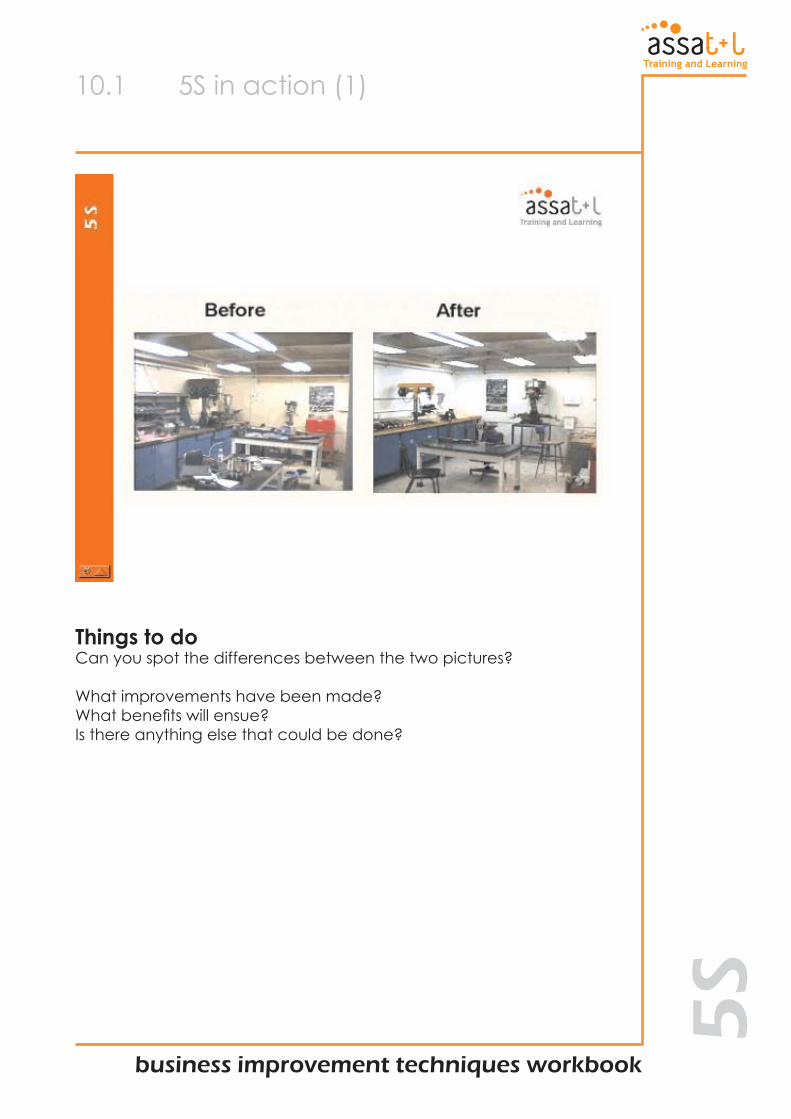
Things to doCan you spot the differences between the two pictures?
What improvements have been made?What benefi ts will ensue?Is there anything else that could be done?
10.1 5S in action (1)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
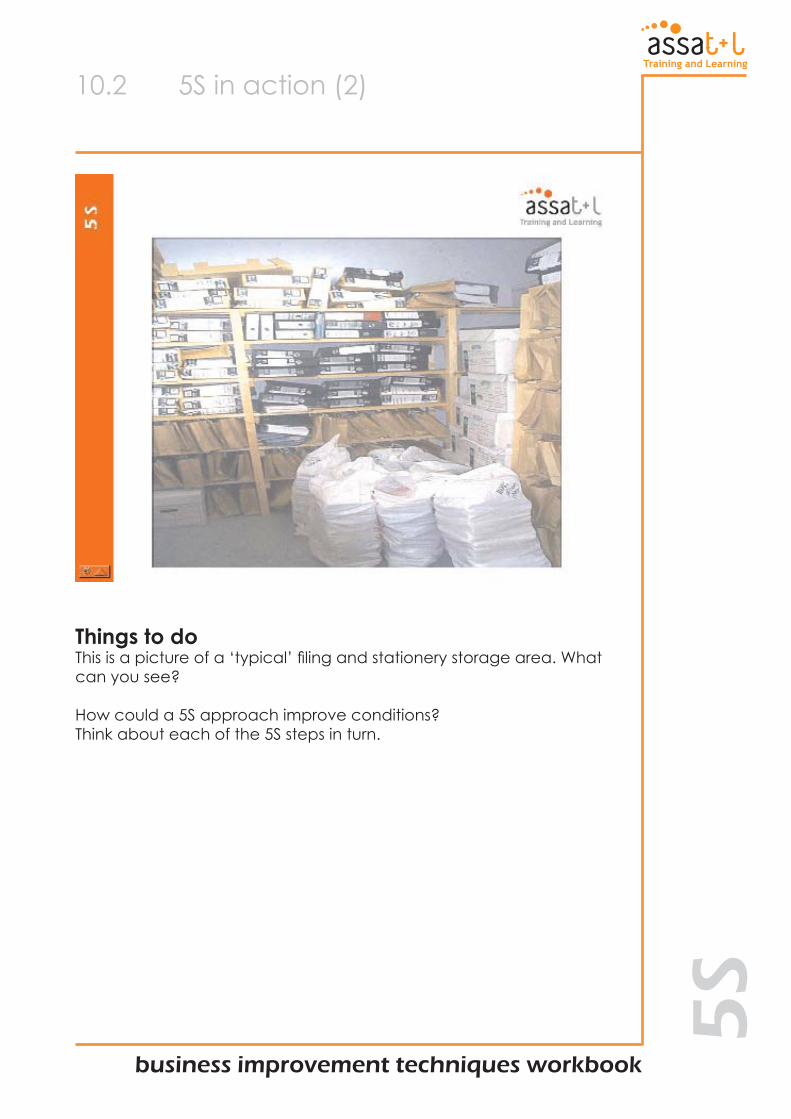
Things to doThis is a picture of a ‘typical’ fi ling and stationery storage area. What can you see?
How could a 5S approach improve conditions?Think about each of the 5S steps in turn.
10.2 5S in action (2)
5S
Training and Learning
business improvement techniques workbook
Notes

business improvement techniques workbook
5S
Training and Learning
Things to doThis is a picture of a ‘typical’ workshop. What can you see?
How could a 5S approach improve conditions?Think about each of the 5S steps in turn.
10.3 5S in action (3)

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
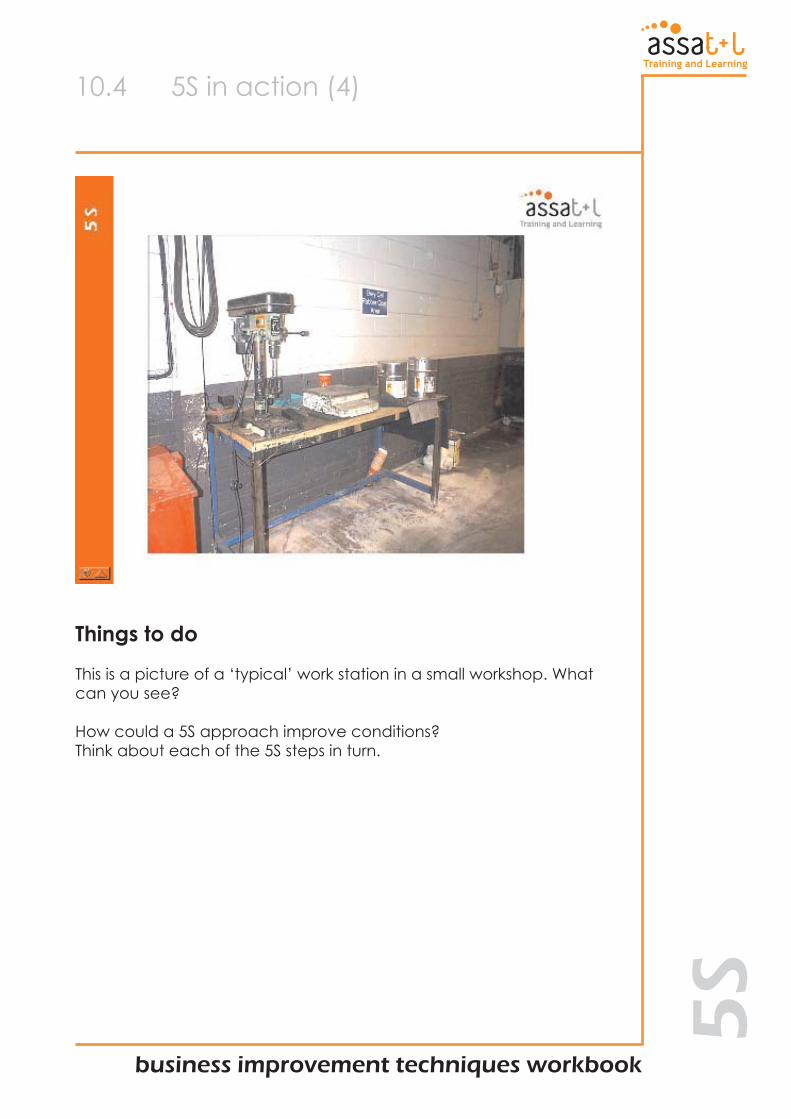
Things to do
This is a picture of a ‘typical’ work station in a small workshop. What can you see?
How could a 5S approach improve conditions?Think about each of the 5S steps in turn.
10.4 5S in action (4)

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
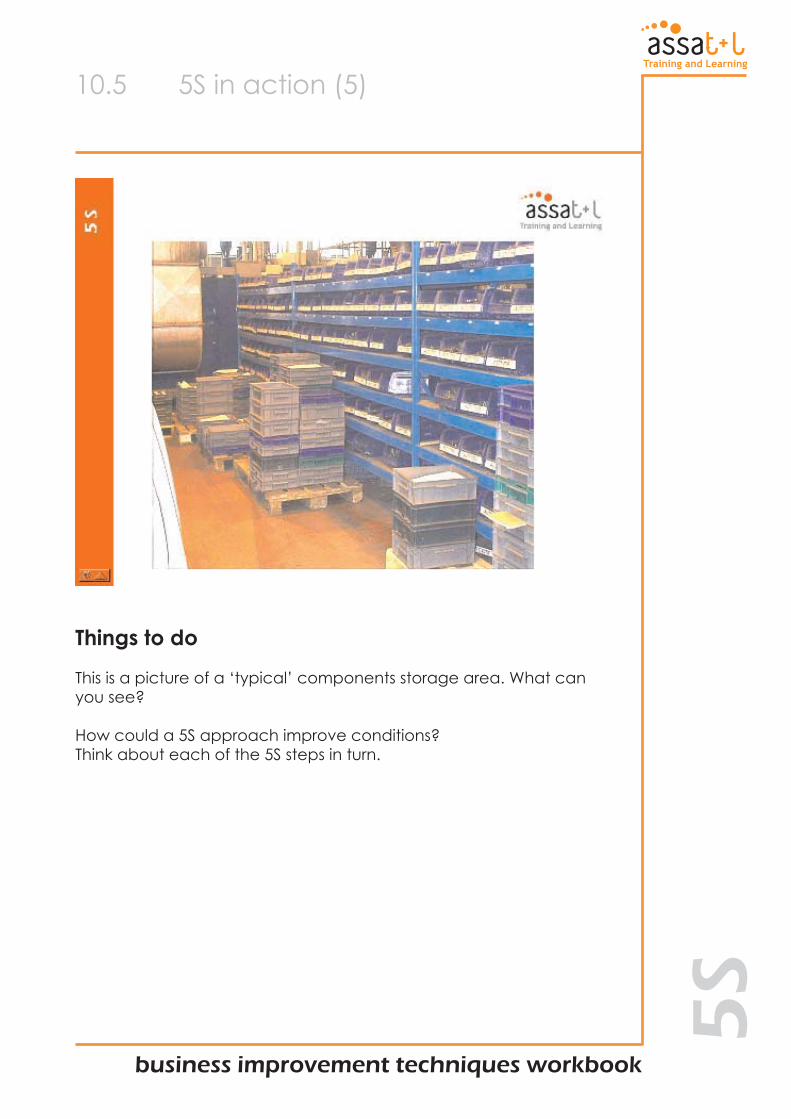
Things to do
This is a picture of a ‘typical’ components storage area. What can you see?
How could a 5S approach improve conditions?Think about each of the 5S steps in turn.
10.5 5S in action (5)
5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
11 Summary

5S
Training and Learning
business improvement techniques workbook
Notes
business improvement techniques workbook
5S
Training and Learning
Further advice and guidance
If, when you have completed this course, anything remains unclear or you want some advice on what to do next, ask your assa facilitator.
Production details
This course has been developed by assa training and learning limited with funding from the national Learning and Skills Council.
This is a trial edition. We are keen to hear about any errors or problems so that we can put them right in the fi nal edition.
assa training and learning ltd 2003
authoring by John Stevens of JSA Regeneration Limited
5S
Training and Learning
business improvement techniques workbook