peda presentation
TRANSCRIPT

Contents
Approvals Applied for7
About RAYS ENSERV35
About Our Technology36
Our Expectations from PEDA38
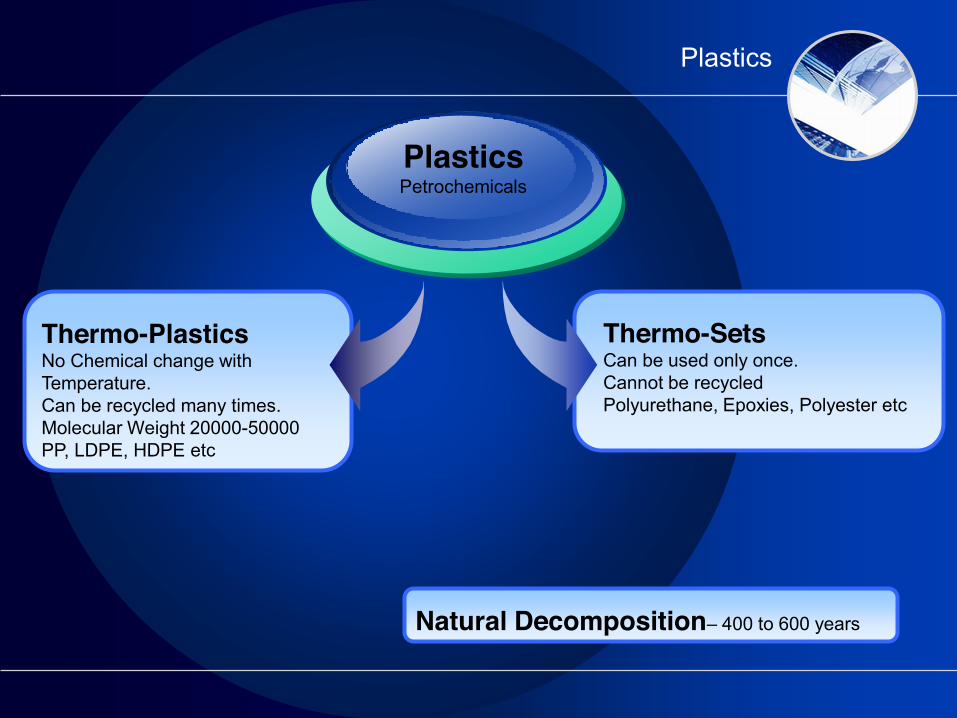
Plastics
Thermo-SetsCan be used only once.Cannot be recycledPolyurethane, Epoxies, Polyester etc
Thermo-PlasticsNo Chemical change with Temperature.Can be recycled many times.Molecular Weight 20000-50000PP, LDPE, HDPE etc
PlasticsPetrochemicals
Natural Decomposition– 400 to 600 years
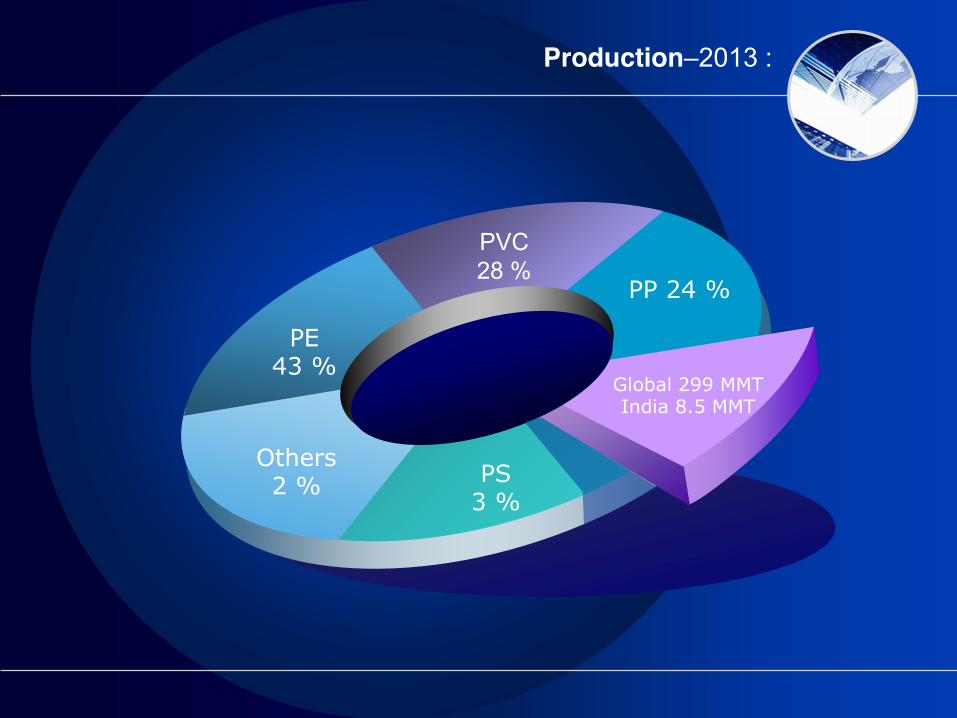
Production–2013 :
PE43 %
PVC28 %
PP 24 %
Global 299 MMTIndia 8.5 MMT
PS3 %
Others2 %
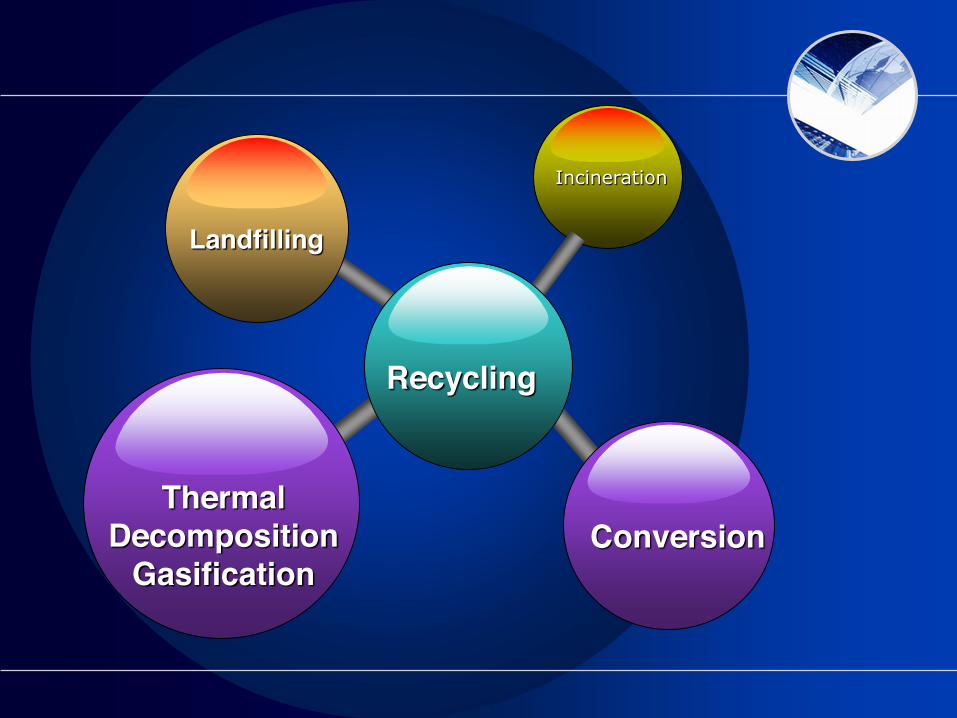
Incineration
Landfilling
Conversion
Recycling
ThermalDecomposition
Gasification
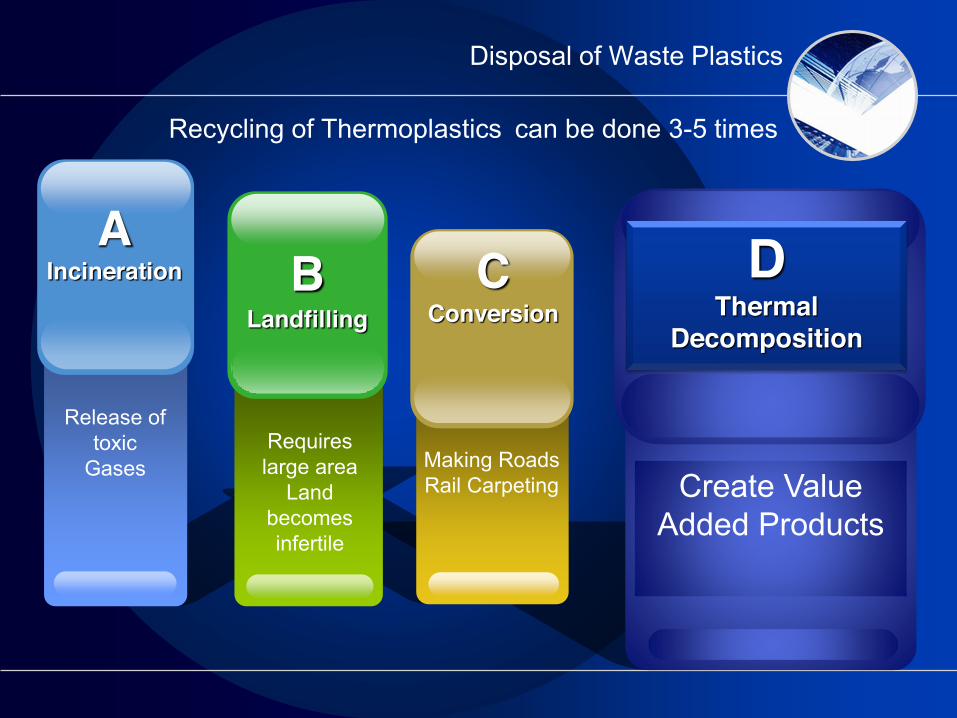
Recycling of Thermoplastics can be done 3-5 times
Release of toxic
Gases
AIncineration
Create Value Added Products
DThermal
Decomposition
Making RoadsRail Carpeting
CConversion
Requires large area
Land becomes infertile
BLandfilling
Disposal of Waste Plastics
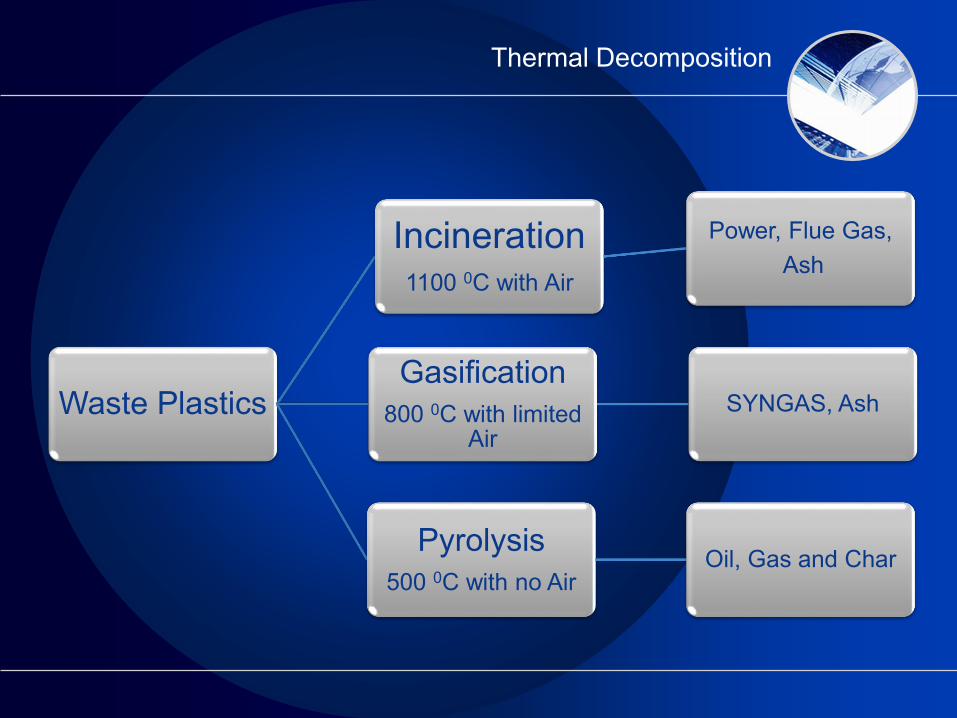
Thermal Decomposition
Waste Plastics
Incineration1100 0C with Air
Power, Flue Gas,Ash
Gasification800 0C with limited
AirSYNGAS, Ash
Pyrolysis500 0C with no Air
Oil, Gas and Char
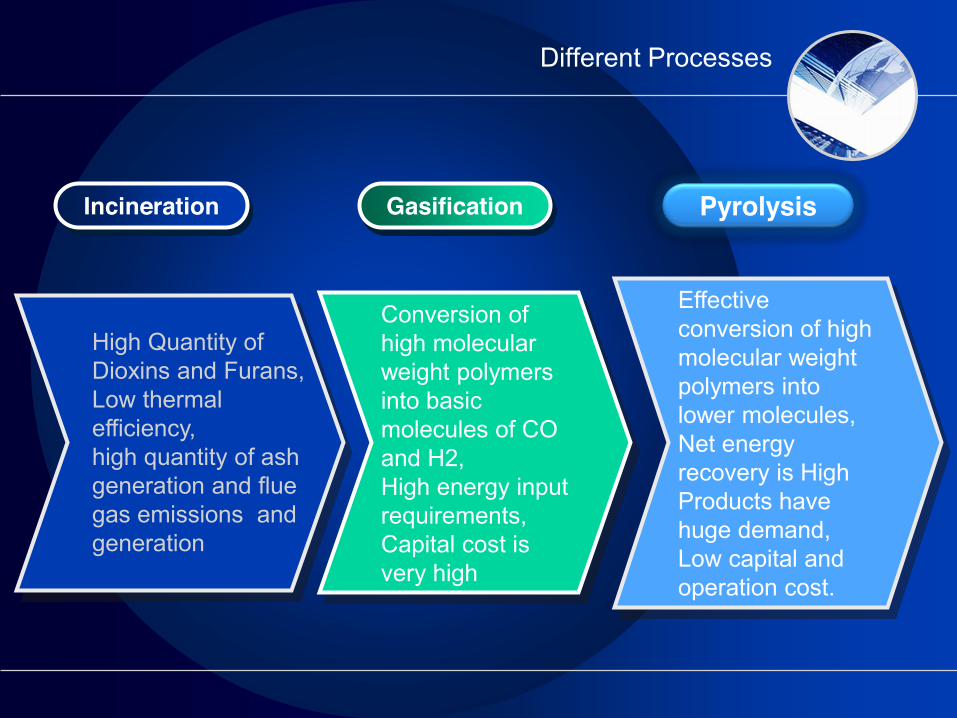
Different Processes
Effective conversion of high molecular weight polymers into lower molecules, Net energy recovery is HighProducts have huge demand, Low capital and operation cost.
Conversion of high molecular weight polymers into basic molecules of CO and H2, High energy input requirements, Capital cost is very high
Incineration Gasification Pyrolysis
High Quantity of Dioxins and Furans,Low thermal efficiency, high quantity of ash generation and flue gas emissions and generation
Pyrolysis
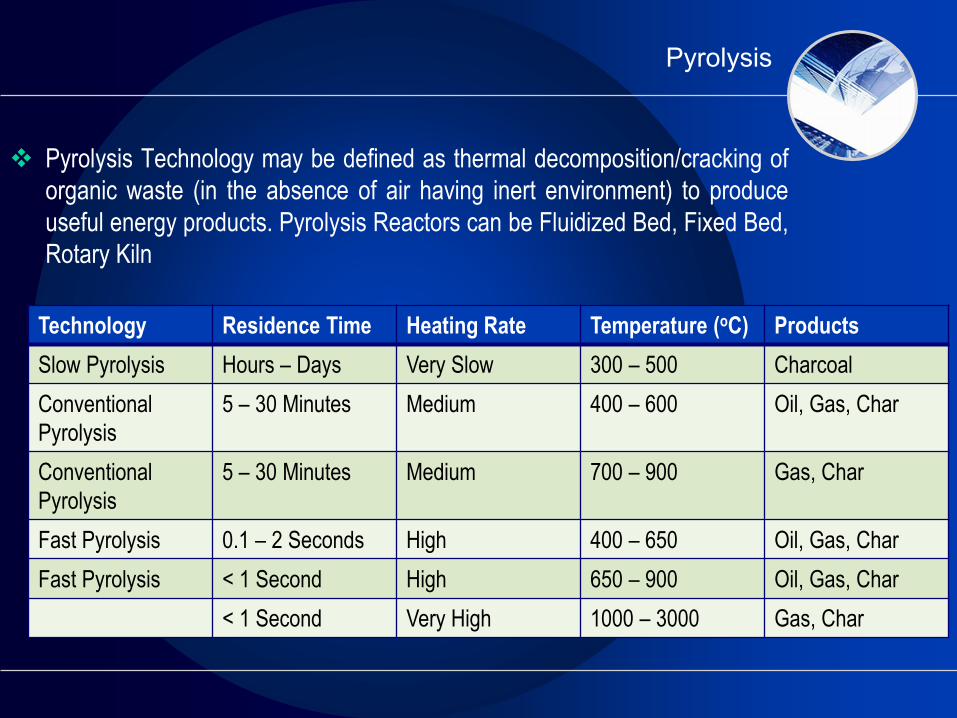
� Pyrolysis Technology may be defined as thermal decomposition/cracking oforganic waste (in the absence of air having inert environment) to produceuseful energy products. Pyrolysis Reactors can be Fluidized Bed, Fixed Bed,Rotary Kiln
� Pyrolysis Technology may be defined as thermal decomposition/cracking oforganic waste (in the absence of air having inert environment) to produceuseful energy products. Pyrolysis Reactors can be Fluidized Bed, Fixed Bed,Rotary Kiln
Technology Residence Time Heating Rate Temperature (oC) ProductsSlow Pyrolysis Hours – Days Very Slow 300 – 500 CharcoalConventional Pyrolysis
5 – 30 Minutes Medium 400 – 600 Oil, Gas, Char
Conventional Pyrolysis
5 – 30 Minutes Medium 700 – 900 Gas, Char
Fast Pyrolysis 0.1 – 2 Seconds High 400 – 650 Oil, Gas, CharFast Pyrolysis < 1 Second High 650 – 900 Oil, Gas, Char
< 1 Second Very High 1000 – 3000 Gas, Char
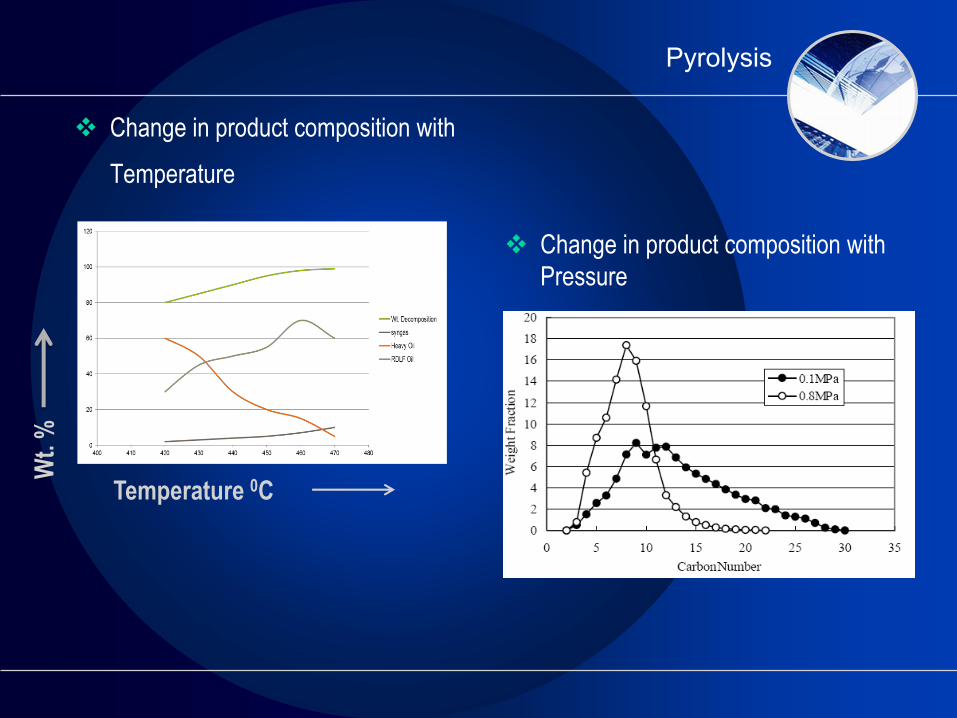
Pyrolysis
� Change in product composition with Temperature
Temperature 0C
Wt.
%
� Change in product composition with Pressure
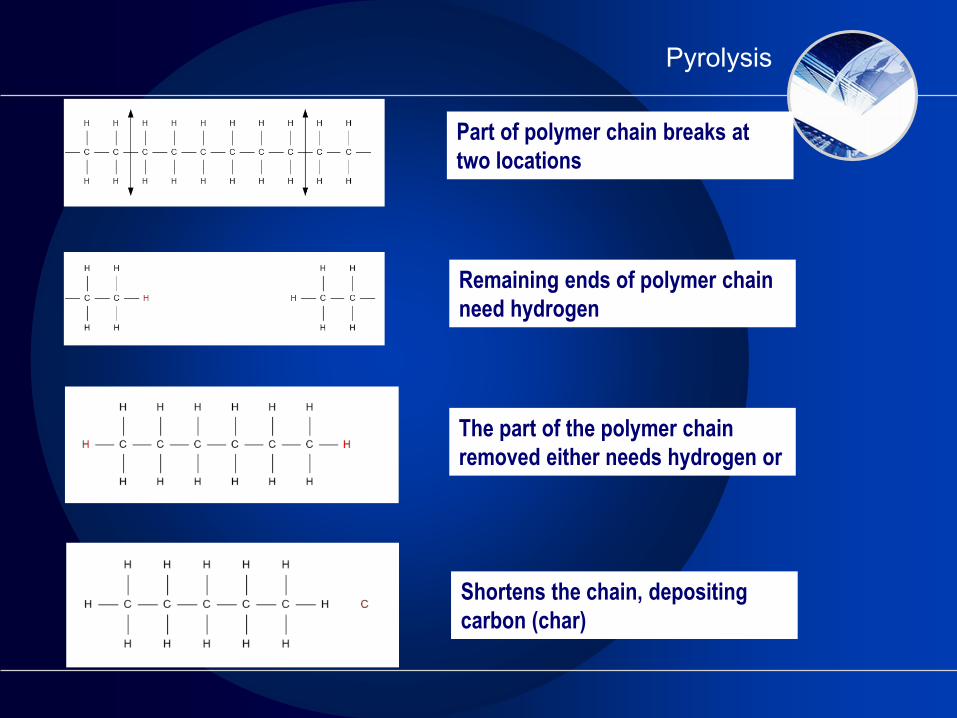
Pyrolysis
Part of polymer chain breaks at two locations
Remaining ends of polymer chain need hydrogen
The part of the polymer chain removed either needs hydrogen or
Shortens the chain, depositing carbon (char)
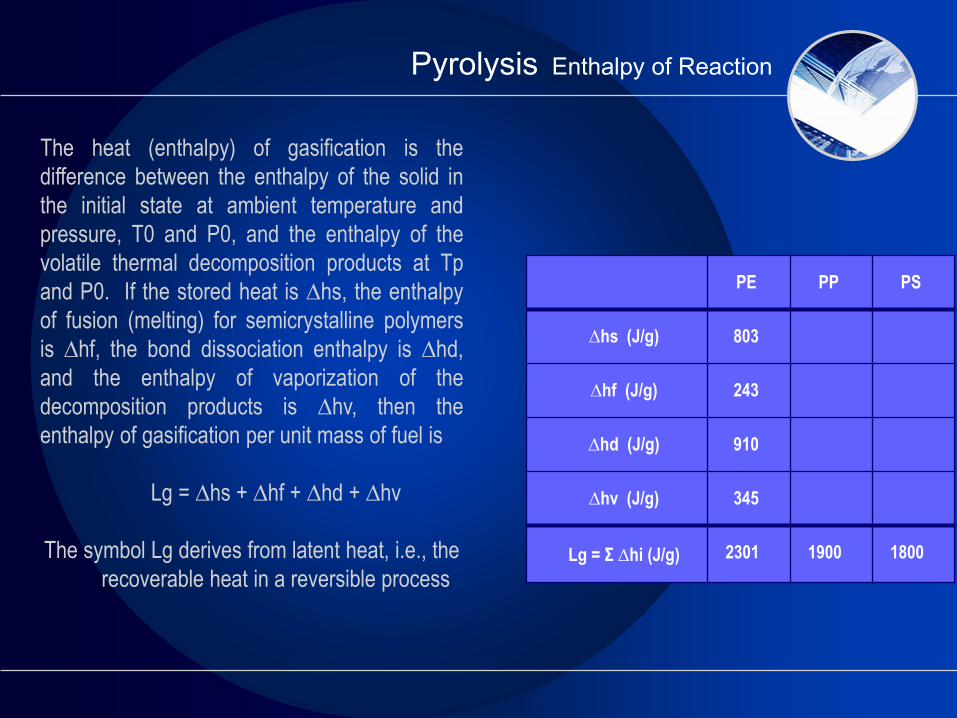
Pyrolysis Enthalpy of Reaction
The heat (enthalpy) of gasification is thedifference between the enthalpy of the solid inthe initial state at ambient temperature andpressure, T0 and P0, and the enthalpy of thevolatile thermal decomposition products at Tpand P0. If the stored heat is ∆hs, the enthalpyof fusion (melting) for semicrystalline polymersis ∆hf, the bond dissociation enthalpy is ∆hd,and the enthalpy of vaporization of thedecomposition products is ∆hv, then theenthalpy of gasification per unit mass of fuel is
Lg = ∆hs + ∆hf + ∆hd + ∆hv
The symbol Lg derives from latent heat, i.e., the recoverable heat in a reversible process
PE PP PS
∆hs (J/g) 803
∆hf (J/g) 243
∆hd (J/g) 910
∆hv (J/g) 345
Lg = Σ ∆hi (J/g) 2301 1900 1800
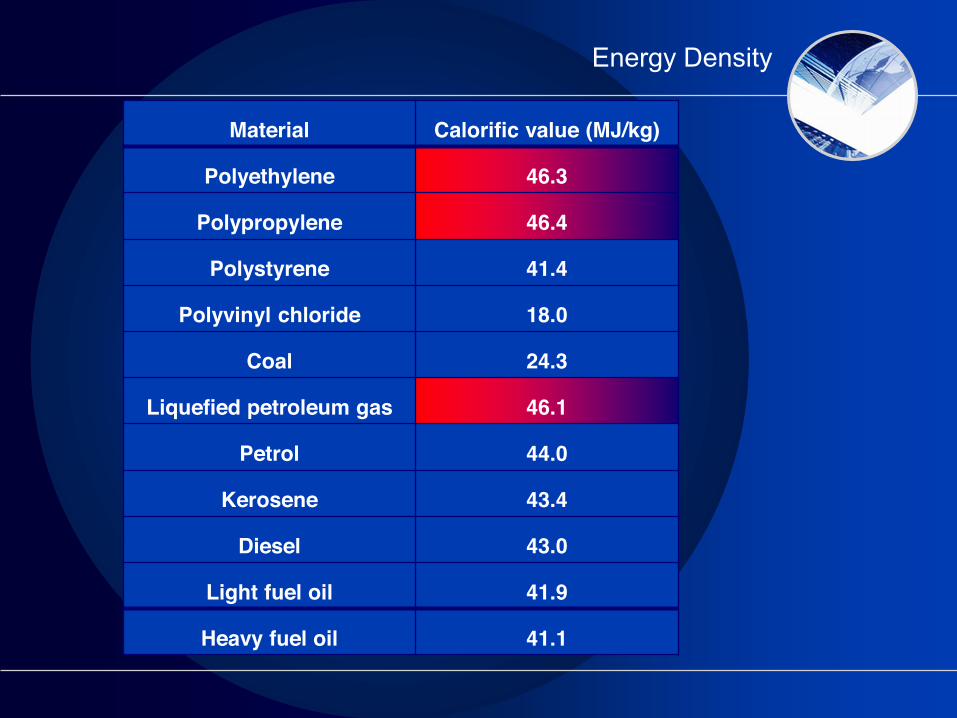
Energy Density
Material Calorific value (MJ/kg)
Polyethylene 46.3
Polypropylene 46.4
Polystyrene 41.4
Polyvinyl chloride 18.0
Coal 24.3
Liquefied petroleum gas 46.1
Petrol 44.0
Kerosene 43.4
Diesel 43.0
Light fuel oil 41.9
Heavy fuel oil 41.1
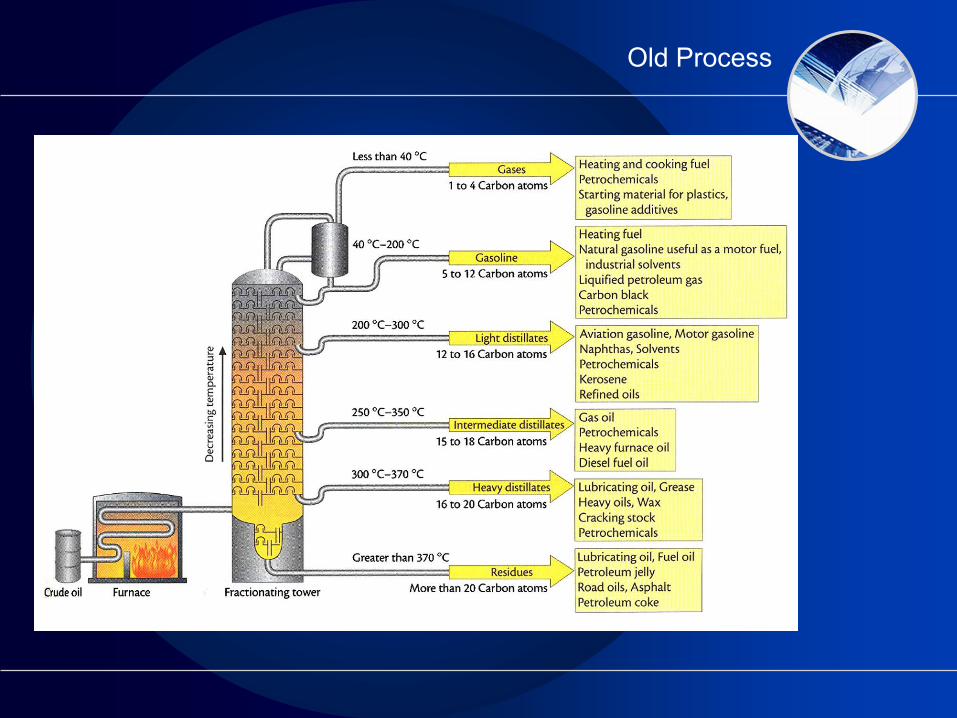
Old Process

National & International Efforts
About RAYS ENSERV
Partnership Firm having professionals from diverse fields
Working on the project from the last 5 years
Developed and operated batch type pilot planthaving 500 kg/batch capacity. Developed acontinuous commercial scale plant
¾ Plant to be installed in 2 phases;
¾ Phase 1 - Technology demonstration unit¾ of 10 TPD Refuse Derived Liquid Fuels¾ (RDLF) and syngas plant
¾ Phase 2 - 10 TPD Refuse Derived Liquid¾ Fuels (RDLF) and syngas plant


Our Proof of Concept Plant
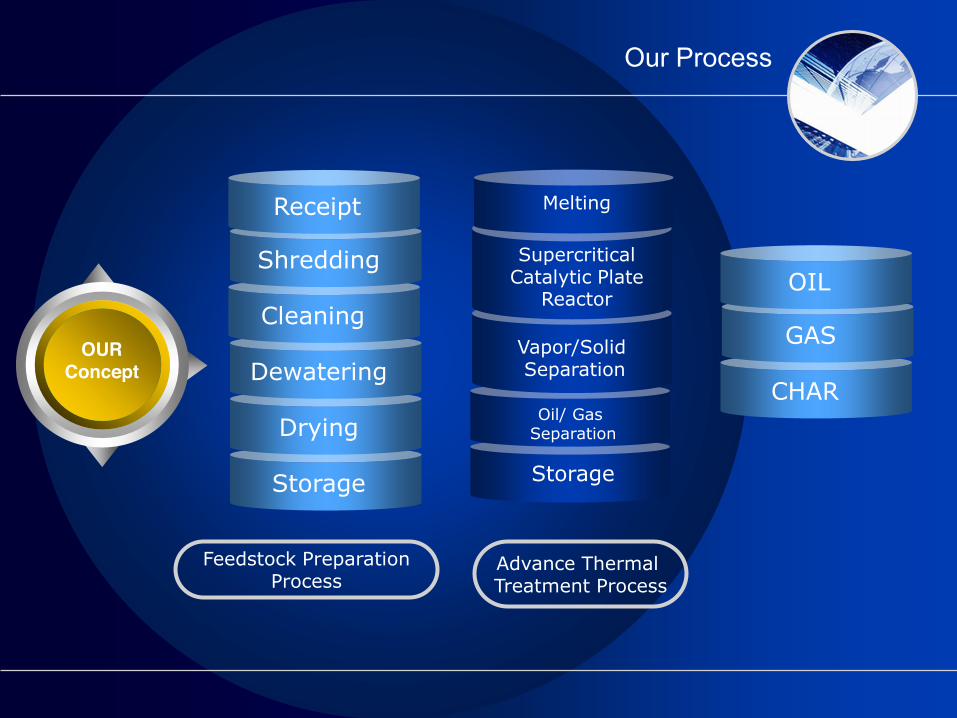
Our Process
OURConcept
Advance Thermal Treatment Process
Dewatering
Drying
Storage
Oil/ Gas Separation
Storage
Cleaning
Shredding
Receipt
Feedstock PreparationProcess
Melting
Supercritical Catalytic Plate
Reactor
Vapor/Solid Separation
CHAR
GAS
OIL
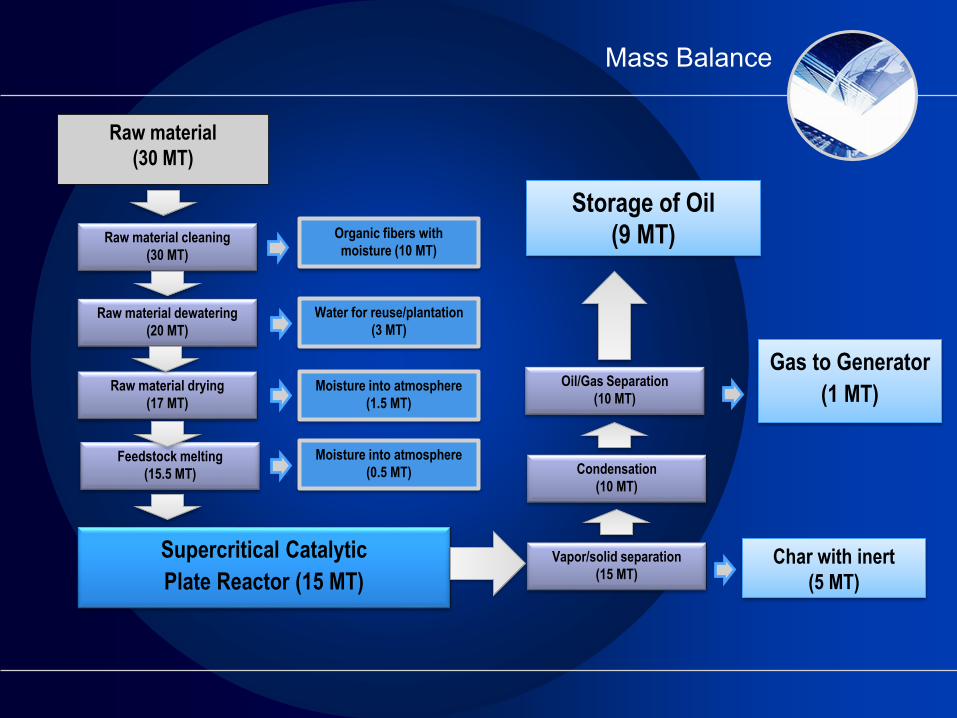
Mass Balance
Raw material cleaning(30 MT)
Raw material dewatering(20 MT)
Raw material drying(17 MT)
Raw material (30 MT)
Feedstock melting(15.5 MT)
Supercritical Catalytic Plate Reactor (15 MT)
Vapor/solid separation(15 MT)
Condensation(10 MT)
Oil/Gas Separation(10 MT)
Storage of Oil (9 MT)Organic fibers with
moisture (10 MT)
Water for reuse/plantation(3 MT)
Moisture into atmosphere(1.5 MT)
Gas to Generator(1 MT)
Char with inert(5 MT)
Moisture into atmosphere(0.5 MT)

Work in Progress

Our Technology
Our Technology
ProtectionSafety
Efficiency
Advanced Control
Highest Quality
Advanced Operation
Modular Zero Emission
Expandable
Advanced Logic
Multipoint Redundancy
World Class Technology
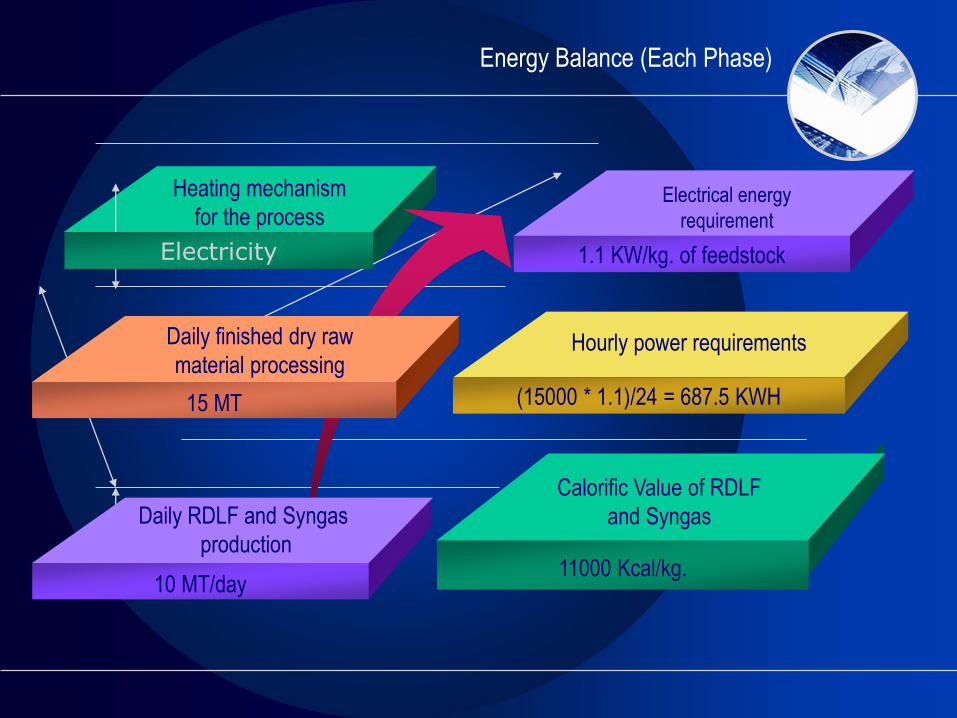
Energy Balance (Each Phase)
Electricity 1.1 KW/kg. of feedstock
15 MT (15000 * 1.1)/24 = 687.5 KWH
Heating mechanism for the process
Electrical energy requirement
Daily finished dry raw material processing
Hourly power requirements
11000 Kcal/kg.
Calorific Value of RDLF and Syngas
10 MT/day
Daily RDLF and Syngasproduction
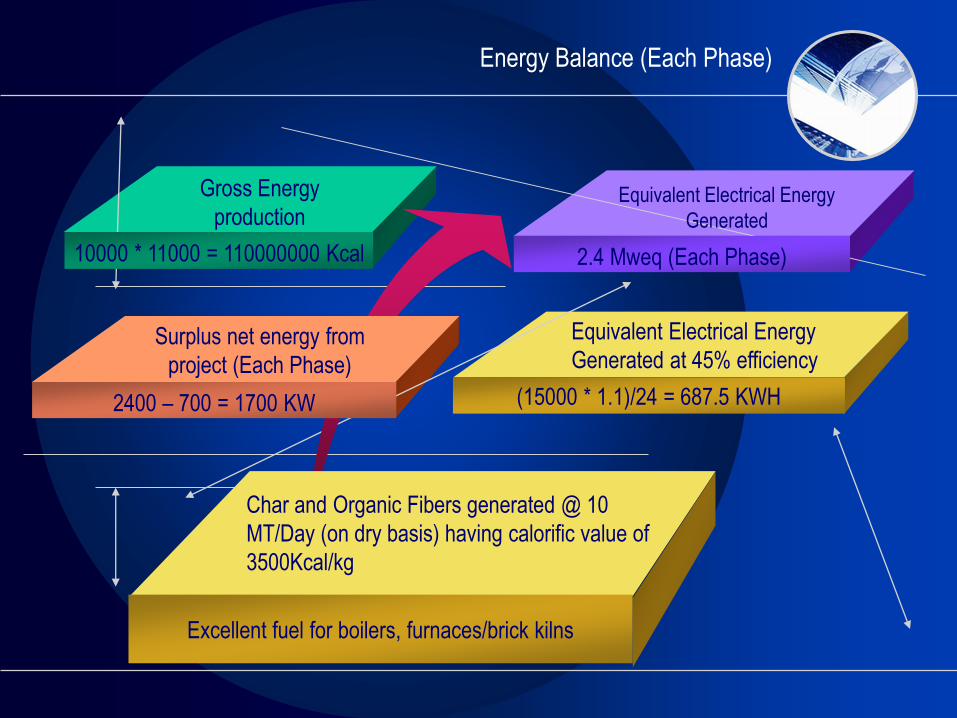
Energy Balance (Each Phase)
10000 * 11000 = 110000000 Kcal 2.4 Mweq (Each Phase)
2400 – 700 = 1700 KW (15000 * 1.1)/24 = 687.5 KWH
Gross Energy production
Equivalent Electrical Energy Generated
Surplus net energy from project (Each Phase)
Equivalent Electrical Energy Generated at 45% efficiency
Excellent fuel for boilers, furnaces/brick kilns
Char and Organic Fibers generated @ 10 MT/Day (on dry basis) having calorific value of 3500Kcal/kg
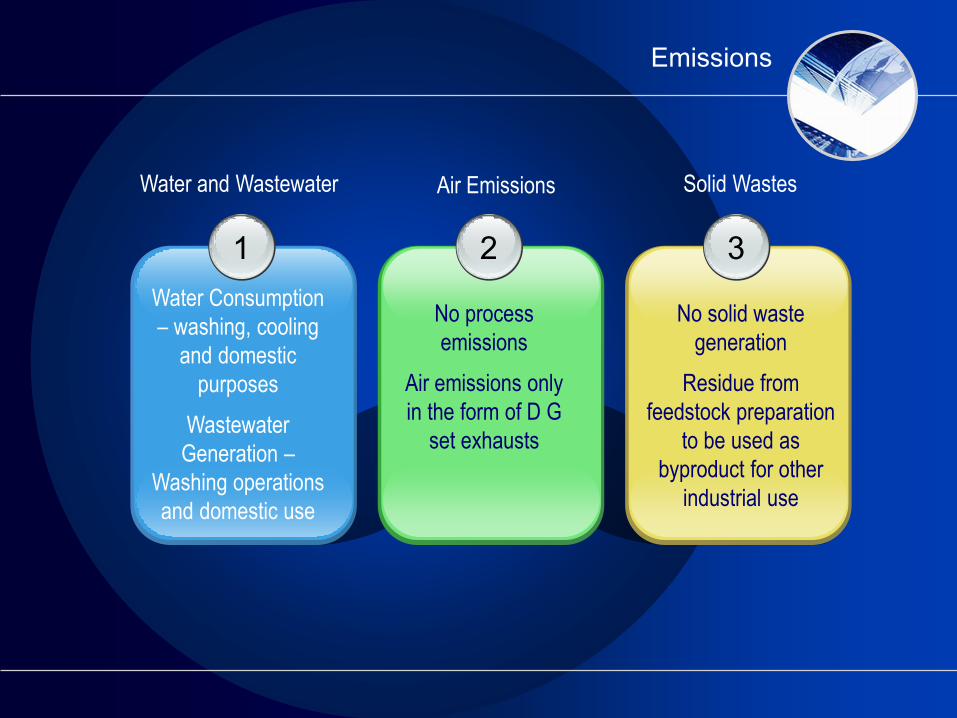
Emissions
1Water Consumption – washing, cooling
and domestic purposes
Wastewater Generation –
Washing operations and domestic use
3
No solid waste generation
Residue from feedstock preparation
to be used as byproduct for other
industrial use
2
No process emissions
Air emissions only in the form of D G
set exhausts
Water and Wastewater Air Emissions Solid Wastes
Fire Fighting Facility
¾ Installation of Fire Alarm System within the factory premises¾ Separation of RDLF storage area in the plant by firewall . AFFF concentrates (Aqueous Film-
Forming Foams) would be used as fire fighting agent in the process and oil storage area.¾ All openings for switchgears and cable entry to be sealed by fireproof seals, static bonding of
pipeline flanges, all flameproof pumps to be installed, jumper connections to prevent build up ofstatic electricity charge, double earthing of all electric motors
¾ Reserve storage of 50 m3 of water to cater water requirements of the fire protection system¾ Installation of two pumps, each of 20 m3/hour capacity to keep the hydrant and HVWS systems
mains pressurized.¾ Fire hydrants to be provided in all the areas of the industry¾ HVWS system to be provided in the fuel storage area¾ Provision of wall/column mounted portable fire extinguishers in various areas of plant including
control room, admn. building etc.
Personnel Protective Equipments to be provided for the safety of manpower in theindustry
• Goggles – during washing of raw material
• Full suit having hand gloves, goggles, helmet and aprons would be provided to
persons handling Oil and Char
• Face shield helmet would be provided for welding works
• Emergency medical facilities would be provided in the industrial premises having
first aid box in the factory
• Regular six monthly medical check up of all the personnel working within the
factory premises.
Occupational Health and Safety
¾ Application filed in PEDA for approval of Project
¾ Combined Application submitted in Invest Punjab for all state department approvals
Statutory Approvals
¾ VAT exemption on raw material purchase and sale of products for the project
¾ Electricity Duty and Octroi exemption on power being utilised by the industry
¾ Income tax exemption
¾ Excise Exemption on the sale of products
¾ Exemption from Stamp Duty and CLU for the project
¾ Central financial assistance as applicable to the project
¾ Availability of leased land by PEDA for future expansion of the project
Incentives Expected from PEDA and MNRE
If you can see the invisible You can make the impossible