pem® einpressbefestiger | kvt-fastening · plc (nichtrostender stahl) selbstsichernde...
TRANSCRIPT

PEM® EinpressbefestigerPraktisches Prinzip – optimaler Halt

2
Führende Kompetenz für leistungsstarke Verbindungen
KVT-Fastening ist ein renommierter Spezialist für hochwertige Verbindungs anwendungen und bietet Engineering-Lösungen, basierend auf dem breiten Produktportfolio führender Hersteller im Markt.
Maschinenbau | Automotive | Elektrotechnik | Energietechnik | Feinmechanik Hydraulik | Transport | Off-Shore und Marine | Medizintechnik | Luft- und Raumfahrt | Befestigungstechnik Bau | Uhrenindustrie
www.kvt-fastening.com

3
KVT-Fastening steht seit 1927 für Erfahrung, lösungsorientiertes Know-how, einzigartige Ent-wicklungs- und Beratungskompetenz sowie für höchste Zuverlässigkeit. Seit Dezember 2012 ist KVT-Fastening ein Unternehmen der Bossard Gruppe. Bossard ist ein führender Anbieter von intelligenten Lösungen für die industrielle Verbin-dungstechnik. Das Angebot umfasst den weltwei-ten Vertrieb, die technische Beratung (Engineering) und die Lagerbewirtschaftung (Logistik) von ver bin-dungstech nischen Komponenten und Schrauben. Kunden profitieren vom Ausbau der Kompetenzen in der industriellen Verbindungstechnik und von einem optimal ergänzten Produkt- bzw. Ange bots-portfolio.
Ob im Bereich Elektronik und Energietechnik, Automobil und Transport, Luft- und Raumfahrt, Maschinen- und Anlagenbau, Feinmechanik oder Medizintechnik – überall dort, wo es auf absolut sichere Verbindungen ankommt, sind leistungs-starke Lösungen von KVT-Fastening im Einsatz. Als kleine, aber extrem belastbare Details beset-zen sie entscheidende Schlüsselpositionen.
KVT-Fastening liefert nicht nur Standardprodukte und Einzelelemente, sondern begleitet Kunden aktiv bei der Lösungsfindung, vor allem bei indivi-duellen Anforderungen. Ergänzt wird dieses Ange-bot durch innovative Werkzeuge und Maschinen sowie bei Bedarf durch die Integration in automati-sierte Abläufe der Serienfertigung.

4
Für effiziente Befestigung auch dünnster Bauteile
In unzähligen Bereichen der modernen Industrie werden heute sehr dünne und sehr leichte Werk-stücke, wie Bleche, Printplatten oder Kunststofftei-le verwendet. Diese Teile müssen sicher verbunden und dauerhaft befestigt werden können, hohe Ausdreh- und Auszugsmomente müssen gewähr-leistet sein. Gleichzeitig wird eine einfache Monta-ge mit geringen Kosten erwartet.PEM® entwickelte bereits 1942 einen Einpressbe-festiger, der diesen Anforderungen gerecht wird. Mit wachsendem Erfolg und breiter Akzeptanz in der Industrie vergrößerte sich die Produktpalette, die grundsätzlichen Vorteile sind gleichgeblieben: PEM® Ein press befestiger sorgen für absolut siche-ren Halt, sind praktisch zu montieren und sparen Zeit und Kosten.PEM® Einpressbefestiger werden in ein Aufnahme-loch im Werkstück eingesetzt. Dort verdrängt der Einpressbefestiger den Werk stoff im Bereich der
Bohrung. Dieser Werkstoff fließt durch Kaltverfor-mung in einen Hinterstich im Schaftbereich des Befestigers. Eine Verzahnung oder eine spezielle Kopfform verhindern nun ein Verdrehen des Bau-teils – der Einpressbefestiger wird eins mit dem Werkstück. Zudem verursachen PEM® Einpress-befestiger keine Beschädigungen oder Aufwöl bungen an der Rückseite des Bauteils. PEM® Einpressbe-festiger werden im Elektronik- und Auto mobilbau über den Maschinen- und Appa rate bau bis hin zur Luft- und Raumfahrttechnik verwendet und garantieren überall beständige und dauerhafte Verankerungen.
Vorteilen Extreme Belastbarkeit auch in dünnen Blechen
ab 0,5 mmn Keine spezielle Bearbeitung der Bohrung nötign Kein Nachschneiden des Gewindesn Ideal auch für beschichtete Oberflächenn Hohe Positionsgenauigkeit

5
Inhalt
11 Einpressbefestiger (Montage, Montagehinweis, technische Daten)
Einpressmuttern
12, 6512, 6513, 65
S, SS, H (Stahl, verzinkt)CLS, CLSS (nichtrostender Stahl)SP (rostbeständiger Stahl)
Hohe Verdreh- und Ausreißkräfte. In ver schiedenen Schaftlängen erhältlich.Für Edelstahl und metallische Werkstoffe.
Einpressmuttern beidseitig bündig
14 F (nichtrostender Stahl) Speziell für Aluminium geeignete Einpress-muttern aus nichtrostendem Stahl. Nach dem Einpressen beid seitig nicht überste-hend. In runde Löcher einpressbar. Sechs-kant als Verdrehschutz.
Miniatur-Einpressmuttern
15 SMPS (nichtrostender Stahl) Für Dünnbleche und geringe Randabstände.
Einpressmuttern geschlossen
1616
B (Stahl, verzinkt)BS (nichtrostender Stahl)
Geschlossene Einpressmuttern verhindern das Eindringen von Schmutz, Spritzwasser usw.
Einpressmuttern mit beweglicher Innenmutter
1717
AS (Stahl, verzinkt)AC (nichtrostender Stahl)
Innenmutter gleicht Montagetoleranzen bis 0,8 mm Spiel aus.
Einpresssicherungsmuttern mit beweglicher Innensicherungsmutter
1818
LAS (Stahl, verzinkt)LAC (nichtrostender Stahl)
Innensicherungsmutter gleicht Montage-toleranzen bis 0,8 mm Spiel aus.
Alle Maße sind in mm angegeben.

6
Einpresssicherungsmuttern
1919
PL (Stahl, verzinkt)PLC (nichtrostender Stahl)
Selbstsichernde Einpressmuttern mit eingebördeltem Nylonring. Auch nach mehr-maligem Lösen der Schraube bleibt die Sicherungswirkung bestehen.
Miniatur-Einpressmuttern
20
20
FE, FEO, FEX, FEOX (nichtrostender Stahl)U, UL (nichtrostender Stahl)
Kleinste Bauweise, wahlweise mit Sicherungswirkung.
Miniatur-Einpresssicherungsmuttern
21 CFN (Stahl, verzinkt) Selbstsichernde Einpressmuttern. Kleinste Bauweise, für engste Randabstände. Sicherungswirkung auch nach mehrmaligem Lösen.
Einpresssicherungsmuttern
22 SL (Stahl, verzinkt) Selbstsichernde Einpressmuttern mit Einkerbung im Kopfbereich.
Schweißmuttern
2323
WN (Stahl, verkupfert)WNS (nichtrostender Stahl)
Runde Ausführung mit Positionierungs-schaft und drei Schweißbuckeln.
Rundeinnietmuttern
24 RHB (Stahl, verzinkt) Für verdrehsichere und beidseitig belastbare Schraubverbindungen in dünnwandigen Werk stücken.
25 RMHB (Stahl, verzinkt) Ausführung wie Typ RHB, jedoch für begrenzten Einbauraum in Miniaturausführung.
Einpressbolzen
26, 29, 6626, 2926
FH (Stahl, verzinkt)
FHS (nichtrostender Stahl)FHA (Aluminium)
Einpressbare Bolzen für Durchgangslöcher. Nach dem Einpressen kopfseitig bündig. Kein zusätzliches Verstemmen oder An-schweißen nötig. mit Gewinde
2730
31
FH4 (rostbeständiger Stahl)TPS (nichtrostender Stahl)
MPP (rostbeständiger Stahl)
Für Edelstahl und metallische Werkstoffe.Für metallische Werkstoffe.
Miniatur-Einpressbolzen ohne Gewinde für metallische Werkstoffe. ohne Gewinde
Einpressgewindebolzen für geringe Randabstände
2828
FHL (Stahl, verzinkt)FHLS (nichtrostender Stahl)
Einpressbare Gewindebolzen mit verringertem Kopfdurchmesser für den Einsatz bei geringen Rand ab ständen (z. B. Folientastaturen).

7
PEM®
Einpressgewindebolzen für höhere Belastbarkeit
32, 6732, 67
HFH (Stahl, verzinkt)HFHS (nichtrostender Stahl)
Einpressgewindebolzen für extrem hohe Verdrehfestigkeit und Durchzugskraft.
33, 6733, 67
HFHD (Stahl, verzinkt)HFHDS (nichtrostender Stahl)
Einpressgewindebolzen wie HFH, HFHS, jedoch mit Zentrieransatz für automa tische Montage. Einsatz z. B. Automobil.
34, 68 HFE (Stahl, verzinkt) Ausführung wie Typen HFH / HFHS, jedoch mit größerem Kopfdurchmesser für höhere Durchzugskräfte.
35, 68 HFED (Stahl, verzinkt) Ausführung wie Typen HFHD / HFHDS, jedoch mit größerem Kopfdurchmesser für höhere Durchzugskräfte.
Einpressgrobgewindebolzen
36 Grobgewinde (Stahl, farblos verzinkt)
Kopfseitig bündig einpressbarer Bolzen für Durchgangslöcher. Die Befestigung erfolgt über Aufsteckmuttern oder Clipse.
Einpressgewindebolzen für Sacklochmontage
3737
CHA, CFHA (Aluminium)CHC, CFHC (nichtrostender Stahl)
Für zylindrische Sacklöcher. Speziell für Aluminium-Frontplatten, wenn unsichtbare Montage erwünscht ist.
Einpressgewindebuchsen für Sacklochmontage
38 CSS, CSOS (nichtrostender Stahl) Für zylindrische Sacklöcher. Speziell für Aluminium-Frontplatten, wenn unsichtbare Montage erwünscht ist.
Einpressgewindebuchsen offen
39 DSOS (nichtrostender Stahl) Speziell für D-Sub-Stecker-Anwendung.
Einpressgewindebuchsen offen
40, 6940, 69
41
42
SO (Stahl, verzinkt)SOS (nichtrostender Stahl)
SO4 (rostbeständiger Stahl)
MSO4 (rostbeständiger Stahl)
Gewindebuchsen für einpressseitig bündige Montage. In runde Löcher einpressbar, Sechskant als Verdrehschutz.
Für Edelstahl und metallische Werkstoffe.
Miniatur-Einpressgewindebuchse für Edel-stahl und metallische Werkstoffe.
8
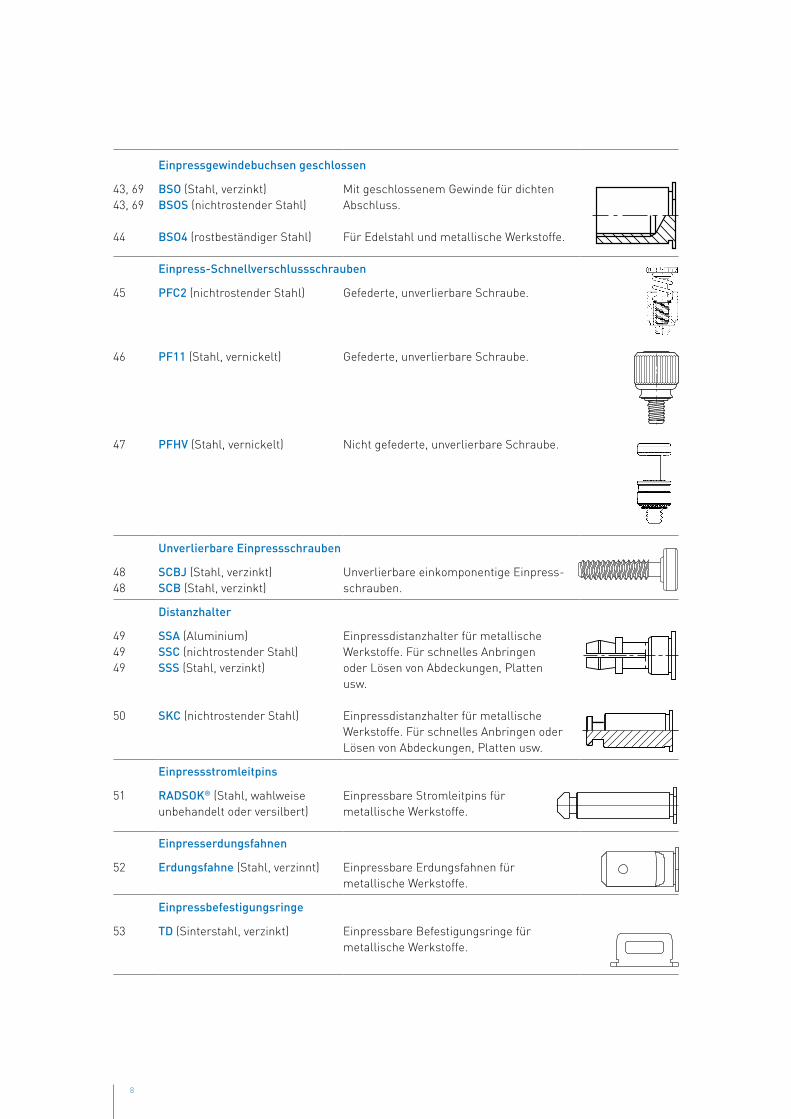
Einpressgewindebuchsen geschlossen
43, 6943, 69
44
BSO (Stahl, verzinkt)BSOS (nichtrostender Stahl)
BSO4 (rostbeständiger Stahl)
Mit geschlossenem Gewinde für dichten Abschluss.
Für Edelstahl und metallische Werkstoffe.
Einpress-Schnellverschlussschrauben
45 PFC2 (nichtrostender Stahl) Gefederte, unverlierbare Schraube.
46 PF11 (Stahl, vernickelt) Gefederte, unverlierbare Schraube.
47 PFHV (Stahl, vernickelt) Nicht gefederte, unverlierbare Schraube.
Unverlierbare Einpressschrauben
4848
SCBJ (Stahl, verzinkt)SCB (Stahl, verzinkt)
Unverlierbare einkomponentige Einpress-schrauben.
Distanzhalter
494949
SSA (Aluminium)SSC (nichtrostender Stahl)SSS (Stahl, verzinkt)
Einpressdistanzhalter für metallische Werkstoffe. Für schnelles Anbringen oder Lösen von Ab deckungen, Platten usw.
50 SKC (nichtrostender Stahl) Einpressdistanzhalter für metallische Werk stoffe. Für schnelles Anbringen oder Lösen von Ab deckungen, Platten usw.
Einpressstromleitpins
51 RADSOK® (Stahl, wahlweise unbehandelt oder versilbert)
Einpressbare Stromleitpins für metallische Werkstoffe.
Einpresserdungsfahnen
52 Erdungsfahne (Stahl, verzinnt) Einpressbare Erdungsfahnen für metallische Werkstoffe.
Einpressbefestigungsringe
53 TD (Sinterstahl, verzinkt) Einpressbare Befestigungsringe für metallische Werkstoffe.

9
PEM®
Einpresswinkelverbinder
5455
RAA (Aluminium)RAS (Stahl)
Einpressbare Winkelverbinder für metallische Werkstoffe.
SpotFast® Einpressbefestiger
5656
SF (Stahl, verzinkt)SFP (rostbeständiger Stahl)
Für bündige Verbindung zweier Bleche.
TackPin™
57 TA (Aluminium) Für Verbindung zweier Bleche.
Distanzhalter
58 KSSB (Messing) Einpressdistanzhalter für Printplatten sowie andere Kunststoffe.
Einpressgewindebolzen
59 KFH (Phosphorbronze) Speziell für Printplatten und Kunststoffe geeignete Einpressgewindebolzen aus Phos-phorbronze. Verzinnt für gute Lötbarkeit.
Einpressmuttern
6060
KF2 (Stahl, verzinnt)KFS2 (nichtrostender Stahl)
Spezielle Einpressmuttern für Printplatten (gedruckte Schaltungen) sowie andere Kunst stoffe. Guter Verdrehschutz dank ausgeprägter Rändelung.
Einpressbuchsen
6161
KFE (Stahl, verzinnt)KFSE (nichtrostender Stahl)
Einpressbuchsen (als Distanzhülse) für Printplatten sowie andere Kunststoffe. Auch ohne Gewinde mit Durchgangsloch im Programm.
SMT-fähige Gewindeträger
62
6364
KF2 (Stahl, verzinnt)
SMTSO (Stahl, verzinnt)KFE (Stahl, verzinnt)
Einpressmuttern gegurtet für Printplattenbe stückung.
Einpressabstandsbuchsen gegurtet für Print plattenbestückung.
KF2
SMTSO KFE

10
65 – 69 Technische Daten
70 Versuchsaufbauten
71 – 72 PEMSERTER® Maschinenprogramm
73 WarenzeichenQualitätssicherung

11
PEM®
Montage
1. Loch erstellen
2. PEM® zuführen
3. Verpressen
4. Verschrauben
Montagehinweis
n Lochgrößen nach Normblättern bestimmenn Bohr- und Stanzlöcher nicht ent graten oder
ansenkenn PEM® Teile einpressen (nicht einschlagen!)n Minimale Randabstände einhalten (Deformation
an der Blechkante vermeiden)n PEM® Teile aus Stahl oder nichtrostendem Stahl
bei Anwendung in Aluminium erst nach dem Eloxieren einpressen
Technische Daten
n Gewindetoleranz: Muttern 6H, Bolzen 6g / 4h. Lehrenhaltigkeit nach ISO 1502
n Mit UNC/UNF-Gewinde auf Anfragen Oberflächenschutz: Stahlteile ver zinkt und
passiviert, Schichtdicke 5 – 6 µ, rost- und säurebeständiger Stahl = passiviert
n Andere Oberflächen möglichn Alle Maße sind in mm angegeben
Einpressbefestiger

www.kvt-fastening.com12
mh
d1d2
d3
EinpressmutternFür metallische Werkstoffe
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,08 0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Mind. Randabstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl, passiviert
S-M2-0 CLS-M2-0
M2 4,25 4,22 6,25 1,50
0,77 0,8
4,8S-M2-1 CLS-M2-1 0,97 1,0
S-M2-2 CLS-M2-2 1,38 1,4
S-M2,5-0 CLS-M2,5-0
M2,5 4,25 4,22 6,35 1,50
0,77 0,8
4,8S-M2,5-1 CLS-M2,5-1 0,97 1,0
S-M2,5-2 CLS-M2,5-2 1,38 1,4
S-M3-0 CLS-M3-0
M3 4,25 4,22 6,35 1,50
0,77 0,8
4,8S-M3-1 CLS-M3-1 0,97 1,0
S-M3-2 CLS-M3-2 1,38 1,4
S-M4-0 CLS-M4-0
M4 5,40 5,38 7,87 2,00
0,77 0,8
6,9S-M4-1 CLS-M4-1 0,97 1,0
S-M4-2 CLS-M4-2 1,38 1,4
SS-M5-0 CLSS-M5-0
M5 6,40 6,38 8,64 2,00
0,77 0,8
7,1SS-M5-1 CLSS-M5-1 0,97 1,0
SS-M5-2 CLSS-M5-2 1,38 1,4
S-M6-0 –
M6 8,75 8,72 11,18 4,08
1,15 1,2
8,6S-M6-1 CLS-M6-1 1,38 1,4
S-M6-2 CLS-M6-2 2,21 2,3
S-M8-1 CLS-M8-1M8 10,50 10,47 12,70 5,47
1,38 1,4 9,7
S-M8-2 CLS-M8-2 2,21 2,3
H-M10 – M10 12,70 12,67 16,50 7,90 1,48 1,5 12,0
S-M12-1 – M12 17,00 16,95 20,57 8,50 3,05 3,18 16,0
Typen für andere Lochabmessungen auf Anfrage
sm
Montage
Typen S, SS, HTypen CLS, CLSS
WerkstoffTypen S, SS und H: Stahl, gehärtet, verzinkt,
farblos passiviert Typen CLS und CLSS: Nichtrostender Stahl 18 / 8
(AISI 302 / 303)
EinsatzTypen S, SS und H: Für Blechhärten bis HRB 80Typen CLS und CLSS: Für Blechhärten bis HRB 70Für den Einsatz in Blechen > HRB 80 Typ SP vorsehen (nächste Seite)
Festigkeiten und Momente siehe technische Daten Seite 65

www.kvt-fastening.com13
Pem®
mh
d1d2
d3
EinpressmutternFür Edelstahl und metallische Werkstoffe
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,08 0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
SP-M2,5-0
M2,5 4,25 4,20 6,35 1,50
0,77 0,8
4,8SP-M2,5-1 0,97 1,0
SP-M2,5-2 1,38 1,4
SP-M3-0
M3 4,25 4,20 6,35 1,50
0,77 0,8
4,8SP-M3-1 0,97 1,0
SP-M3-2 1,38 1,4
SP-M4-0
M4 5,40 5,38 7,95 2,00
0,77 0,8
6,9SP-M4-1 0,97 1,0
SP-M4-2 1,38 1,4
SP-M5-0
M5 6,40 6,33 8,75 2,00
0,77 0,8
7,1SP-M5-1 0,97 1,0
SP-M5-2 1,38 1,4
SP-M6-1 M6 8,75 8,73 11,10 4,08 1,38 1,4 8,6
SP-M8-1 M8 10,50 10,47 12,65 5,47 1,38 1,4 9,7
Empfohlene Matrizenabmessungen
PEMSERTER® Matrizen Bestell bezeichnung
Gewinde A± 0,05
P– 0,03
Rmax.
R1+ 0,13
8012821 M3 6,48 1,63 0,25 0,13
8012823 M4 8,05 2,08 0,25 0,13
8012824 M5 8,84 2,08 0,25 0,13
8012825 M6 11,25 4,14 0,25 0,13
8015360 M8 12,83 5,41 0,25 0,13A
P
RR1
sm
Montage
Typ SP
WerkstoffRostbeständiger Stahl (A286)
EinsatzSpezialmutter geeignet zum Einpressen in Werkstoffe bis Blechhärte HRB 90
Festigkeiten und Momente siehe technische Daten Seite 65

www.kvt-fastening.com14
m SW
d1
d2
m SW
d1
d2
EinpressmutternBeidseitig bündig | Für metallische Werkstoffe
sm
Montage
Typ F
WerkstoffNichtrostender Stahl 18 / 8 (AISI 300), passiviert
Einsatzn Speziell für dünne Aluminiumbleche geeignet
(bis Blechhärte HRB 70)n Nach der Montage beidseitig nicht überstehend
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
max.sw m
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
F-M2-1M2 4,40 4,35 4,8
1,53 1,56,0
F-M2-2 2,30 2,3
F-M2,5-1M2,5 4,40 4,35 4,8
1,53 1,56,0
F-M2,5-2 2,30 2,3
F-M3-1M3 4,40 4,35 4,8
1,53 1,56,0
F-M3-2 2,30 2,3
F-M4-1M4 7,40 7,35 7,9
1,53 1,57,2
F-M4-2 2,30 2,3
F-M5-1M5 7,90 7,88 8,7
1,53 1,58,0
F-M5-2 2,30 2,3
F-M6-3
M6 8,75 8,72 9,5
3,05 3,2
8,8F-M6-4 3,84 4,0
F-M6-5 4,63 4,7

www.kvt-fastening.com15
Pem®
mh
d1d2
d3
Miniatur-EinpressmutternFür metallische Werkstoffe
sm
Montage
Typ SMPS
AusführungFür Dünnblech ab 0,64 mm und geringe Randabstände
WerkstoffNichtrostender Stahl 18 / 8 (AISI 300), passiviert
EinsatzFür Blechhärte bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,08 0
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
SMPS-M2,5 M2,5 3,80 3,79 5,6 1,4 0,61 0,64 3,7
SMPS-M3 M3 4,25 4,22 5,6 1,4 0,61 0,64 4,3

www.kvt-fastening.com16
mh
d1
d2
d3
d4
L
b
EinpressmutternGeschlossen | Für metallische Werkstoffe
Montage
sm
d4 + 0,08
L+ 1
,5 r = 0,25
+ 0,15
Typen B, BS
WerkstoffTyp B: Stahl, einsatzgehärtet, verzinkt, farblos
passiviertTyp BS: Nichtrostender Stahl 18 / 8 (AISI 300),
passiviert
EinsatzGeschlossenes Gewindeende schützt gegen Verschmutzung usw.Typ B: Geeignet für Blechhärten bis HRB 80Typ BS: Geeignet für Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
± 0,25d4
max.b
min.L
max.m
± 0,25h
max.sm
min.
sm
Mind. Rand-
abstand bis Mitte
Loch
Stahl, verzinkt, farblos
passiviert
Nicht-rostender
Stahl, passiviert
B-M3-1 BS-M3-1M3 4,25 4,20 6,35 3,84 5,3 8,5 9,6
0,97 1,04,8
B-M3-2 BS-M3-2 1,38 1,4
B-M4-1 BS-M4-1M4 5,40 5,38 7,95 5,20 7,1 9,8 11,2
0,97 1,06,9
B-M4-2 BS-M4-2 1,38 1,4
B-M5-1 BS-M5-1M5 6,40 6,33 8,75 6,02 7,1 9,8 11,2
0,97 1,07,1
B-M5-2 BS-M5-2 1,38 1,4
B-M6-1 BS-M6-1M6 8,75 8,73 11,10 7,80 7,8 12,7 14,3
1,38 1,48,6
B-M6-2 BS-M6-2 2,21 2,3

www.kvt-fastening.com17
Pem®
EinpressmutternMit beweglicher Innenmutter | Für metallische Werkstoffe
sm
min
. 8
Montaged3 + 0,25
+ 0,13
mh
d1
d2
d3
d4
Spiel 0,4 mm / total 0,8 mm
Typen AS, AC
AusführungBewegliche Innenmutter zum Ausgleich von Montage toleranzen bis 0,8 mm Spiel
WerkstoffTyp AS: Kohlenstoffstahl, einsatzgehärtet,
verzinkt, farblos passiviertTyp AC: Nichtrostender Stahl 18 / 8 (AISI 300),
passiviert
EinsatzBeide Typen für Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
max.d4
± 0,4m
max.h
max.sm
min.
sm
Mind. Randabstand
bis Mitte Loch
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
AS-M3-1 AC-M3-1M3 7,40 7,35 7,37 9,14 3,31
0,97 1,0 7,62
AS-M3-2 AC-M3-2 1,38 1,4
AS-M4-1 AC-M4-1M4 9,40 9,38 9,28 11,18 3,31
0,97 1,0 8,64
AS-M4-2 AC-M4-2 1,38 1,4
AS-M5-1 AC-M5-1M5 10,30 10,29 10,29 11,94 4,32
0,97 1,0 9,14
AS-M5-2 AC-M5-2 1,38 1,4
AS-M6-2 AC-M6-2 M6 13,10 13,06 12,96 15,24 5,34 1,38 1,4 10,67

www.kvt-fastening.com18
EinpresssicherungsmutternMit beweglicher InnensicherungsmutterFür metallische Werkstoffe
mh
d1
d2
d3
d4
Spiel 0,4 mm / total 0,8 mm
sm
min
. 8
Montaged3 + 0,25
+ 0,13
Typen LAS, LAC
Ausführungn Bewegliche Innensicherungsmutter zum Aus-
gleich von Montagetoleranzen bis 0,8 mm Spiel n Sicherungswirkung durch ovale Verformung der
Innenmutter im oberen Gewindebereich
WerkstoffTyp LAS: Gehäuse Stahl verzinkt, farblos passiviert
Mutter nichtrostender Stahl 18 / 8 (AISI 300), passiviert
Typ LAC: Gehäuse und Mutter nichtrostender Stahl 18 / 8 (AISI 300), passiviert
EinsatzBeide Typen für Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
max.d4
± 0,4m
max.h
max.sm
min.
sm
Mind. Randabstand
bis Mitte Loch
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
LAS-M3-1 LAC-M3-1M3 7,40 7,35 7,4 9,14 4,83
0,97 1,0 7,62
LAS-M3-2 LAC-M3-2 1,38 1,4
LAS-M4-1 LAC-M4-1M4 9,40 9,38 9,3 11,18 5,34
0,97 1,0 8,64
LAS-M4-2 LAC-M4-2 1,38 1,4
LAS-M5-1 LAC-M5-1M5 10,30 10,29 10,3 11,94 6,86
0,97 1,0 9,14
LAS-M5-2 LAC-M5-2 1,38 1,4
LAS-M6-2 LAC-M6-2 M6 13,10 13,06 13,0 15,24 7,88 1,38 1,4 10,67

www.kvt-fastening.com19
Pem®
mh
d1
d2
d3
d4
EinpresssicherungsmutternFür metallische Werkstoffe
sm
min
. 5
Montage
d3 + 0,25+ 0,13
Typen PL, PLC
AusführungSicherungswirkung durch eingebördelten Nylonring, temperaturbeständig bis + 120 ºC
WerkstoffTyp PL: Stahl, einsatzgehärtet, verzinkt, farblos
passiviert Typ PLC: Nichtrostender Stahl 18 / 8 (AISI 300),
passiviert
EinsatzBeide Typen für Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
max.d4
max.m
max.h
max.sm
min.
sm
Mind. Randabstand
bis Mitte Loch
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
PL-M3 PLC-M3 M3 6,00 5,98 5,52 7,01 3,56 1,52 1,5 – 1,8 4,32
PL-M4 PLC-M4 M4 7,50 7,48 7,01 8,54 4,20 1,52 1,5 – 1,8 5,59
PL-M5 PLC-M5 M5 8,00 7,98 7,52 9,00 4,45 1,52 1,5 – 1,8 6,35
www.kvt-fastening.com20
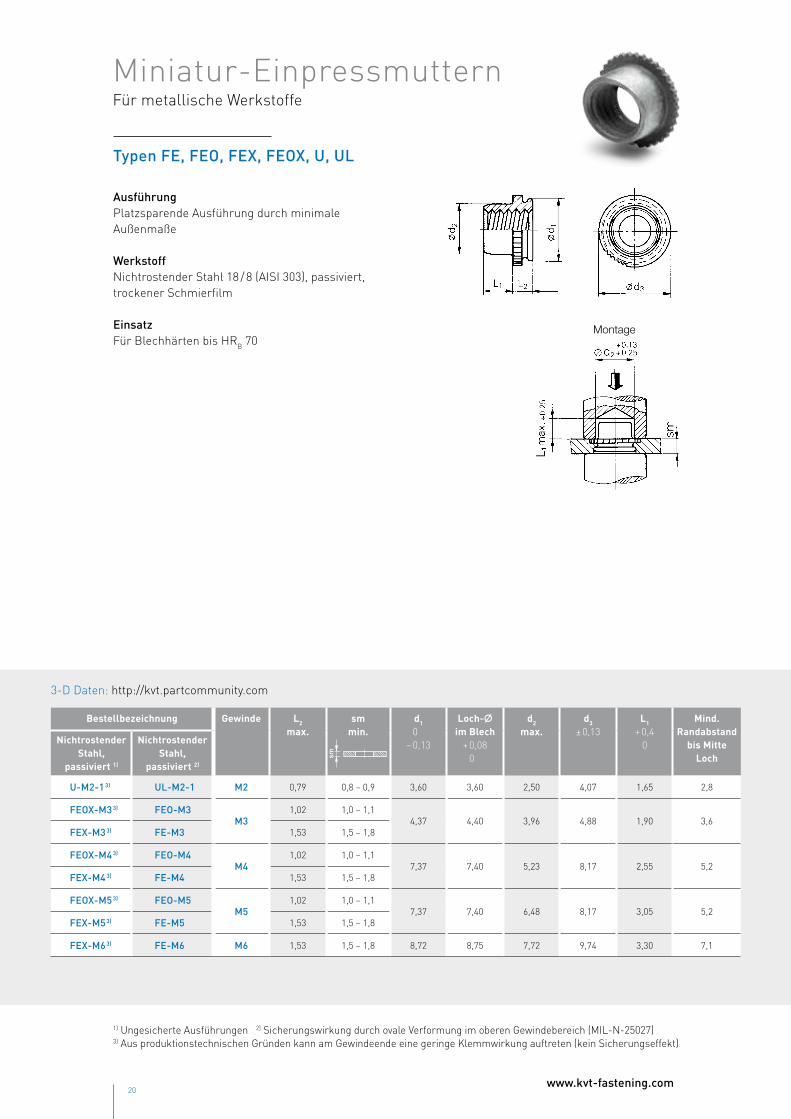
Miniatur-EinpressmutternFür metallische Werkstoffe
Montage
1) Ungesicherte Ausführungen 2) Sicherungswirkung durch ovale Verformung im oberen Gewindebereich (MIL-N-25027) 3) Aus produktionstechnischen Gründen kann am Gewindeende eine geringe Klemmwirkung auftreten (kein Sicherungseffekt)
Typen FE, FEO, FEX, FEOX, U, UL
AusführungPlatzsparende Ausführung durch minimale Außenmaße
WerkstoffNichtrostender Stahl 18 / 8 (AISI 303), passiviert, trockener Schmierfilm
EinsatzFür Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinde L2
max.sm
min.
sm
d1
0– 0,13
Loch- im Blech
+ 0,080
d2
max.d3
± 0,13L1
+ 0,40
Mind. Randabstand
bis Mitte Loch
Nichtrostender Stahl,
passiviert 1)
Nichtrostender Stahl,
passiviert 2)
U-M2-1 3) UL-M2-1 M2 0,79 0,8 – 0,9 3,60 3,60 2,50 4,07 1,65 2,8
FEOX-M3 3) FEO-M3M3
1,02 1,0 – 1,14,37 4,40 3,96 4,88 1,90 3,6
FEX-M3 3) FE-M3 1,53 1,5 – 1,8
FEOX-M4 3) FEO-M4M4
1,02 1,0 – 1,17,37 7,40 5,23 8,17 2,55 5,2
FEX-M4 3) FE-M4 1,53 1,5 – 1,8
FEOX-M5 3) FEO-M5M5
1,02 1,0 – 1,17,37 7,40 6,48 8,17 3,05 5,2
FEX-M5 3) FE-M5 1,53 1,5 – 1,8
FEX-M6 3) FE-M6 M6 1,53 1,5 – 1,8 8,72 8,75 7,72 9,74 3,30 7,1
www.kvt-fastening.com21
Pem®
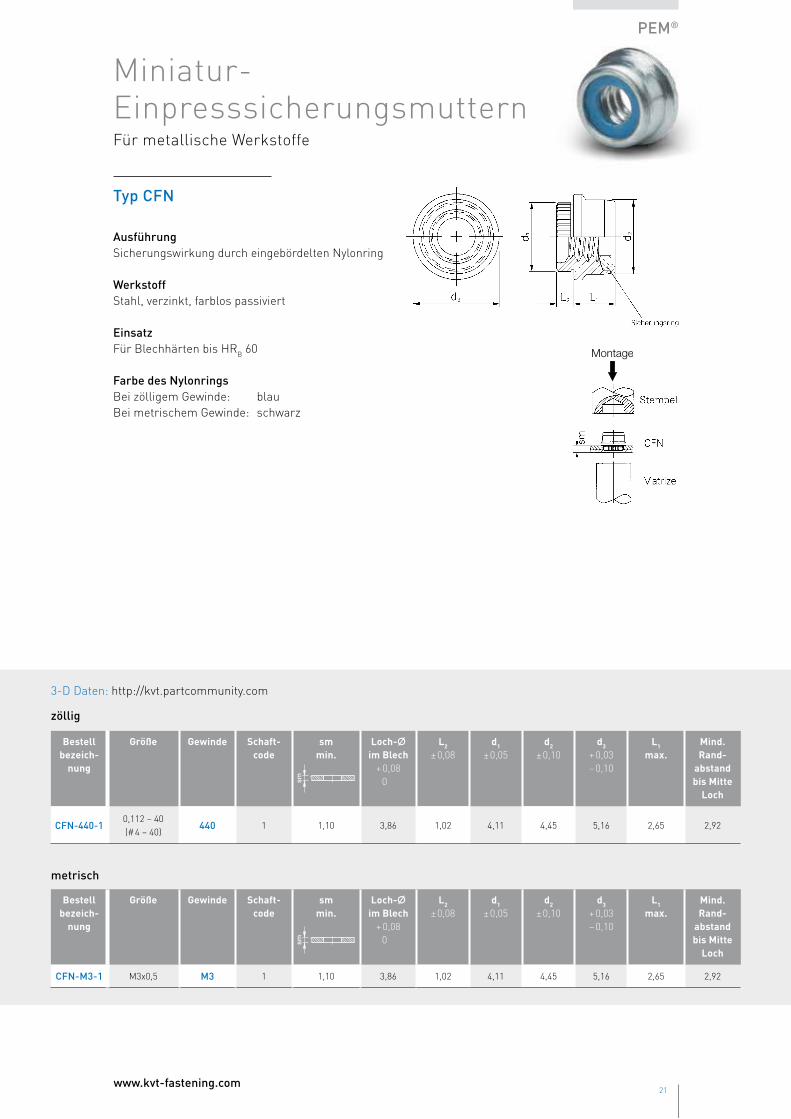
Miniatur-EinpresssicherungsmutternFür metallische Werkstoffe
Montage
Typ CFN
AusführungSicherungswirkung durch eingebördelten Nylonring
WerkstoffStahl, verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 60
Farbe des NylonringsBei zölligem Gewinde: blauBei metrischem Gewinde: schwarz
3-D Daten: http://kvt.partcommunity.com
zöllig
Bestell bezeich-
nung
Größe Gewinde Schaft-code
smmin.
sm
Loch- im Blech
+ 0,080
L2
± 0,08d1
± 0,05d2
± 0,10d3
+ 0,03– 0,10
L1
max.Mind. Rand-
abstand bis Mitte
Loch
CFN-440-10,112 – 40(# 4 – 40)
440 1 1,10 3,86 1,02 4,11 4,45 5,16 2,65 2,92
metrisch
Bestell bezeich-
nung
Größe Gewinde Schaft-code
smmin.
sm
Loch- im Blech
+ 0,080
L2
± 0,08d1
± 0,05d2
± 0,10d3
+ 0,03– 0,10
L1
max.Mind. Rand-
abstand bis Mitte
Loch
CFN-M3-1 M3x0,5 M3 1 1,10 3,86 1,02 4,11 4,45 5,16 2,65 2,92

www.kvt-fastening.com22
mh
d1d2
d3
EinpresssicherungsmutternFür metallische Werkstoffe
sm
Montage
Typ SL
AusführungSicherungswirkung durch 3-fach Einkerbung im Kopfbereich
WerkstoffStahl verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 80
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
± 0,25m
± 0,25h
max.sm
min.
sm
Mind.Randabstand
bis MitteLoch
SL-M3-1M3 4,25 4,22 6,35 1,50
0,98 1,04,8
SL-M3-2 1,38 1,4
SL-M4-1M4 5,40 5,38 7,95 2,00
0,98 1,06,9
SL-M4-2 1,38 1,4
SL-M5-1M5 6,40 6,38 8,75 2,00
0,98 1,07,1
SL-M5-2 1,38 1,4
SL-M6-1M6 8,75 8,73 11,10 4,08
1,38 1,48,6
SL-M6-2 2,21 2,3

www.kvt-fastening.com23
Pem®
SchweissmutternFür metallische Werkstoffe
Montage
Typen WN, WNS
Ausführungn Drei Schweißbuckel garantieren guten elektri-
schen Kontakt und verhindern ein Durchbrennen in dünnen Blechen.
n Positionierungsschaft erleichtert das Einlegen der Mutter und schützt das Gewinde vor Schweiß spritzern.
n Runde Ausführung ist besonders gut geeignet für automatische Zuführung.
WerkstoffTyp WN: Stahl, verkupfertTyp WNS: Nichtrostender Stahl (AISI 302),
passiviert
* Nur auf Anfrage lieferbar
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinde L1
max.sm
min.
sm
d1
max.Loch-
im Blech+ 0,1
0
d2
0– 0,25
L2
± 0,1Mind.
Randabstand bis Mitte
LochStahl,
verkupfertNichtrostender
Stahl, passiviert
WN-M3 WNS-M3 M3 0,77 0,77 4,36 4,40 7,82 1,40 3,90
WN-M4 WNS-M4 M4 0,77 0,77 5,50 5,60 9,42 2,58 4,70
WN-M5 WNS-M5 M5 0,77 0,77 6,32 6,40 11,17 3,78 5,60
WN-M6 WNS-M6 M6 1,22 1,24 8,01 8,10 13,25 4,56 6,60
WN-M8* WNS-M8* M8 1,27 1,30 9,45 9,50 14,60 6,60 7,90
WN-M10* WNS-M10* M10 1,27 1,30 11,45 11,50 16,50 8,10 8,85

www.kvt-fastening.com24
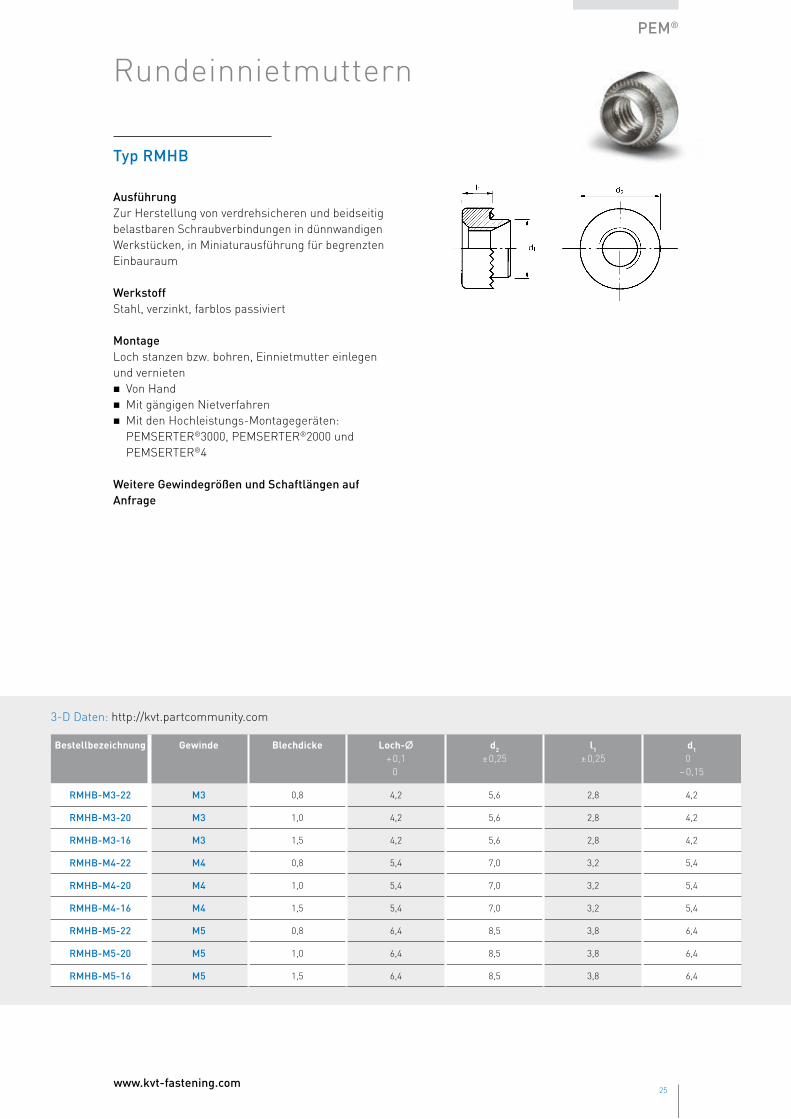
Rundeinnietmuttern
Typ RHB
AusführungZur Herstellung von verdrehsicheren und beidseitig belastbaren Schraubverbindungen in dünnwandigen Werkstücken
WerkstoffStahl, verzinkt, farblos passiviert
MontageLoch stanzen bzw. bohren, Einnietmutter einlegen und vernietenn Von Handn Mit gängigen Nietverfahrenn Mit den Hochleistungs-Montagegeräten:
PEMSERTER®3000, PEMSERTER®2000 und PEMSERTER®4
Weitere Gewindegrößen und Schaftlängen auf Anfrage
3-D Daten: http://kvt.partcommunity.com
Bestell - bezeichnung
Gewinde Blechdicke Loch-+ 0,1
0
d2
± 0,25l1
± 0,25d1
0– 0,15
RHB-M3-22 M3 0,8 5,6 8,0 3,18 5,5
RHB-M3-20 M3 1,0 5,6 8,0 3,18 5,5
RHB-M3-16 M3 1,5 5,6 8,0 3,18 5,5
RHB-M4-22 M4 0,8 6,8 9,5 3,18 6,7
RHB-M4-20 M4 1,0 6,8 9,5 3,18 6,7
RHB-M4-16 M4 1,5 6,8 9,5 3,18 6,7
RHB-M5-22 M5 0,8 8,0 11,1 3,81 7,9
RHB-M5-20 M5 1,0 8,0 11,1 3,81 7,9
RHB-M5-16 M5 1,5 8,0 11,1 3,81 7,9
www.kvt-fastening.com25
Pem®
Rundeinnietmuttern
Typ RMHB
AusführungZur Herstellung von verdrehsicheren und beidseitig belastbaren Schraubverbindungen in dünnwandigen Werkstücken, in Miniaturausführung für begrenzten Einbauraum
WerkstoffStahl, verzinkt, farblos passiviert
MontageLoch stanzen bzw. bohren, Einnietmutter einlegen und vernietenn Von Handn Mit gängigen Nietverfahrenn Mit den Hochleistungs-Montagegeräten:
PEMSERTER®3000, PEMSERTER®2000 und PEMSERTER®4
Weitere Gewindegrößen und Schaftlängen auf Anfrage
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinde Blechdicke Loch-+ 0,1
0
d2
± 0,25l1
± 0,25d1
0– 0,15
RMHB-M3-22 M3 0,8 4,2 5,6 2,8 4,2
RMHB-M3-20 M3 1,0 4,2 5,6 2,8 4,2
RMHB-M3-16 M3 1,5 4,2 5,6 2,8 4,2
RMHB-M4-22 M4 0,8 5,4 7,0 3,2 5,4
RMHB-M4-20 M4 1,0 5,4 7,0 3,2 5,4
RMHB-M4-16 M4 1,5 5,4 7,0 3,2 5,4
RMHB-M5-22 M5 0,8 6,4 8,5 3,8 6,4
RMHB-M5-20 M5 1,0 6,4 8,5 3,8 6,4
RMHB-M5-16 M5 1,5 6,4 8,5 3,8 6,4

www.kvt-fastening.com26
L
d1
d2
a
EinpressgewindebolzenFür metallische Werkstoffe
Montage
d Matrize 0,3 x 90° ansenken3
smm
in. L
Typen FH, FHS, FHA
WerkstoffTyp FH: Stahl gehärtet, verzinkt, farblos passiviert Typ FHS: Nichtrostender Stahl 18/8 (AISI 300),
passiviertTyp FHA: Aluminium
EinsatzTyp FH: Für Blechhärten bis HRB 80Typ FHS: Für Blechhärten bis HRB 70Typ FHA: Für Blechhärten bis HRB 50
HinweisFür dünne Bleche ab 0,5 mm Typen TFH (M3 bis M5) auf Anfrage möglich
Festigkeiten und Momente siehe technische Daten Seite 66
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
Mind. Randab-stand bis
Mitte Loch
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
Aluminium
FH-M2,5-L FHS-M2,5-L FHA-M2,5-L M2,5 2,50 4,1 2,6 1,95 1,0 5,4
FH-M3-L FHS-M3-L FHA-M3-L M3 3,00 4,6 3,1 2,10 1,0 5,6
FH-M4-L FHS-M4-L FHA-M4-L M4 4,00 5,9 4,1 2,40 1,0 7,2
FH-M5-L FHS-M5-L FHA-M5-L M5 5,00 6,5 5,1 2,70 1,0 7,2
FH-M6-L FHS-M6-L FHA-M6-L M6 6,00 8,2 6,1 3,00 1,6 7,9
FH-M8-L FHS-M8-L – M8 8,00 9,6 8,1 3,70 2,4 9,6
Bestellbezeichnung Längenkennzeichnung „L“(± 0,4)
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
Aluminium
FH-M2,5-L FHS-M2,5-L FHA-M2,5-L 6 8 10 12 15 18 – – – – – – –
FH-M3-L FHS-M3-L FHA-M3-L 6 8 10 12 15 18 20 22 25 28 30 – –
FH-M4-L FHS-M4-L FHA-M4-L 6 8 10 12 15 18 20 22 25 28 30 35 38
FH-M5-L FHS-M5-L FHA-M5-L – 8 10 12 15 18 20 22 25 28 30 35 38
FH-M6-L FHS-M6-L FHA-M6-L – – 10 12 15 18 20 22 25 28 30 35 38
FH-M8-L FHS-M8-L – – – – 12 15 18 20 22 25 28 30 35 38
www.kvt-fastening.com27
Pem®
L
d1
d2
a
C
L + 3 mm
B
A
P
R1
95°
45°
R2
EinpressgewindebolzenFür Edelstahl und metallische Werkstoffe
Montage
sm
Matrize
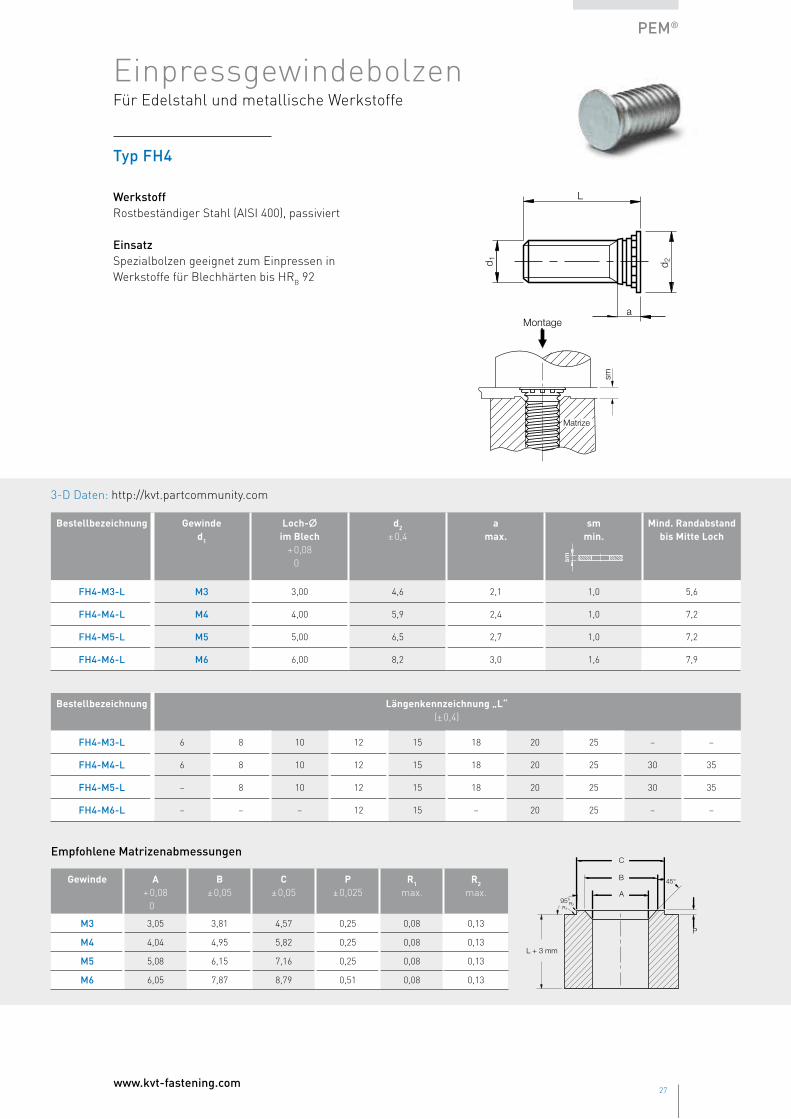
Typ FH4
WerkstoffRostbeständiger Stahl (AISI 400), passiviert
EinsatzSpezialbolzen geeignet zum Einpressen in Werkstoffe für Blechhärten bis HRB 92
Bestell bezeichnung Längenkennzeichnung „L“(± 0,4)
FH4-M3-L 6 8 10 12 15 18 20 25 – –
FH4-M4-L 6 8 10 12 15 18 20 25 30 35
FH4-M5-L – 8 10 12 15 18 20 25 30 35
FH4-M6-L – – – 12 15 – 20 25 – –
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,4a
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
FH4-M3-L M3 3,00 4,6 2,1 1,0 5,6
FH4-M4-L M4 4,00 5,9 2,4 1,0 7,2
FH4-M5-L M5 5,00 6,5 2,7 1,0 7,2
FH4-M6-L M6 6,00 8,2 3,0 1,6 7,9
Empfohlene Matrizenabmessungen
Gewinde A+ 0,08
0
B± 0,05
C± 0,05
P± 0,025
R1
max.R2
max.
M3 3,05 3,81 4,57 0,25 0,08 0,13
M4 4,04 4,95 5,82 0,25 0,08 0,13
M5 5,08 6,15 7,16 0,25 0,08 0,13
M6 6,05 7,87 8,79 0,51 0,08 0,13
www.kvt-fastening.com28
a
L
d 2
EinpressgewindebolzenFür metallische Werkstoffe
Montage
d Matrize 0,3 x 90° ansenken3
smm
in. L
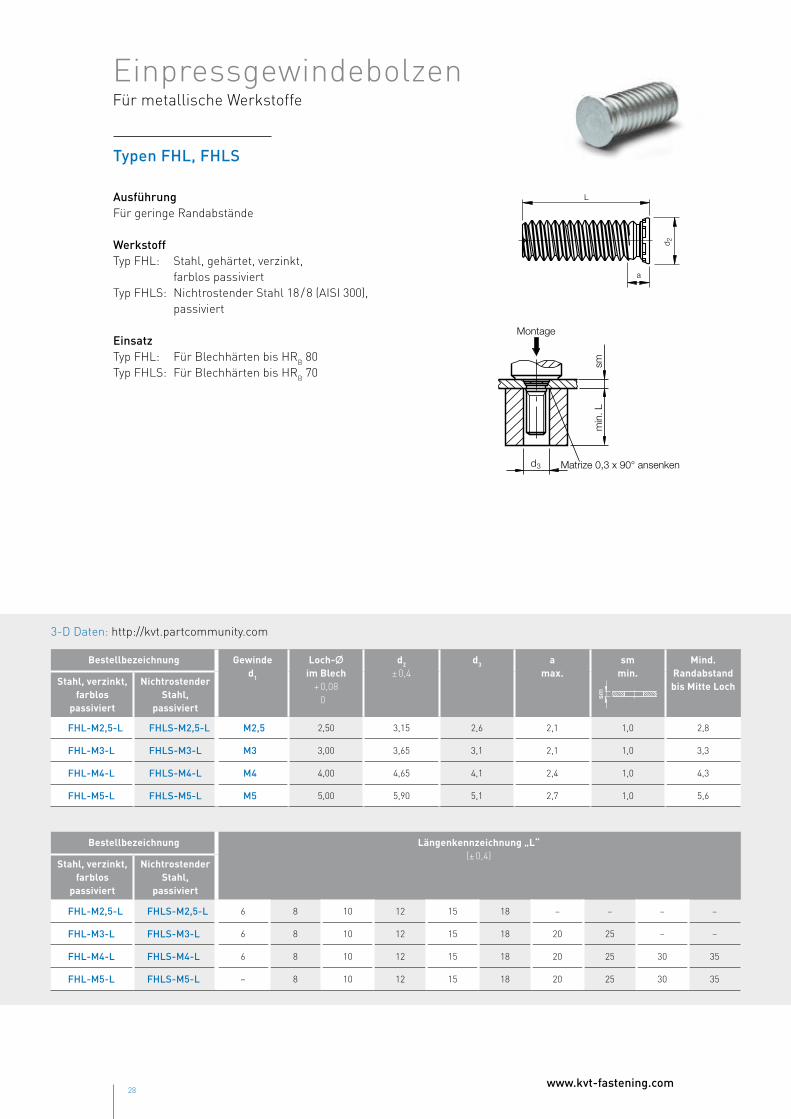
Typen FHL, FHLS
AusführungFür geringe Randabstände
WerkstoffTyp FHL: Stahl, gehärtet, verzinkt,
farblos passiviertTyp FHLS: Nichtrostender Stahl 18 / 8 (AISI 300),
passiviert
EinsatzTyp FHL: Für Blechhärten bis HRB 80Typ FHLS: Für Blechhärten bis HRB 70
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
Mind. Randabstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl,
passiviert
FHL-M2,5-L FHLS-M2,5-L M2,5 2,50 3,15 2,6 2,1 1,0 2,8
FHL-M3-L FHLS-M3-L M3 3,00 3,65 3,1 2,1 1,0 3,3
FHL-M4-L FHLS-M4-L M4 4,00 4,65 4,1 2,4 1,0 4,3
FHL-M5-L FHLS-M5-L M5 5,00 5,90 5,1 2,7 1,0 5,6
Bestellbezeichnung Längenkennzeichnung „L“(± 0,4)
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
FHL-M2,5-L FHLS-M2,5-L 6 8 10 12 15 18 – – – –
FHL-M3-L FHLS-M3-L 6 8 10 12 15 18 20 25 – –
FHL-M4-L FHLS-M4-L 6 8 10 12 15 18 20 25 30 35
FHL-M5-L FHLS-M5-L – 8 10 12 15 18 20 25 30 35

www.kvt-fastening.com29
Pem®
a
L
d 1 d 2
EinpressbolzenOhne Gewinde | Für metallische Werkstoffe
Montage
d3
smm
in. L
Typen FH, FHS
WerkstoffTyp FH: Stahl, gehärtet, verzinkt,
farblos passiviertTyp FHS: Nichtrostender Stahl 18 / 8 (AISI 300),
passiviert
EinsatzTyp FH: Für Blechhärten bis HRB 80Typ FHS: Für Blechhärten bis HRB 70 Für Blechhärten bis HRB 50 Aluminiumausführung auf Anfrage
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Bolzend1
± 0,05
Loch- im Blech
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
Mind. Randabstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl,
passiviert
FH-3MM-L FHS-3MM-L 3 3,50 5,3 3,6 2,30 1,0 6,4
FH-4MM-L FHS-4MM-L 4 4,10 6,0 4,2 2,30 1,0 7,1
FH-5MM-L FHS-5MM-L 5 5,50 7,5 5,6 2,55 1,0 7,6
FH-6MM-L – 6 6,50 8,6 6,6 3,40 1,6 7,9
Bestellbezeichnung Längenkennzeichnung „L“(± 0,4)
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
FH-3MM-L FHS-3MM-L 6 8 10 12 15 18 20 25 30 –
FH-4MM-L FHS-4MM-L – 8 10 12 15 18 20 25 30 35
FH-5MM-L FHS-5MM-L – 8 10 12 15 18 20 25 30 35
FH-6MM-L – Auf Anfrage

www.kvt-fastening.com30
L + 3,2 mm
C
L + 3,2 mm
C
A
60°
L
d2d
a
1
64°± 5°
d3
EinpressbolzenOhne Gewinde | Für metallische Werkstoffe
Montage
sm
Typ TPS
AusführungEinpressbolzen ohne Gewinde mit Zentrieransatz
WerkstoffNichtrostender Stahl 18/8 (AISI 300), passiviert
EinsatzFür Blechhärten bis HRB 70
* Ohne Ansenkung
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Bolzend1
± 0,05
Loch- im Blech
+ 0,080
d2
± 0,15d3
± 0,4a
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
TPS-3MM-L 3 3,50 2,11 5,20 2,29 1,0 6,4
TPS-4MM-L 4 4,50 2,82 6,12 2,29 1,0 7,1
TPS-5MM-L 5 5,50 3,53 7,19 2,29 1,0 7,6
TPS-6MM-L 6 6,50 4,24 8,13 2,29 1,0 7,9
Bestell-bezeichnung
Längenkennzeichnung „L“(± 0,4)
TPS-3MM-L 8 10 12 16 –
TPS-4MM-L 8 10 12 16 –
TPS-5MM-L – 10 12 16 20
TPS-6MM-L – – 12 16 20
Empfohlene Matrizenabmessungen (metrisch)
d1 sm Matrizenabmessung
A ± 0,05 C ± 0,05
3 1 – 1,7 3,88
3,13>1,7 *
4 1 – 1,7 4,88
4,13>1,7 *
5 1 – 1,8 5,89
5,13>1,8 *
6 1 – 1,9 6,89
6,13>1,9 *

www.kvt-fastening.com31
Pem®
d3 d1 d2
L
64° 5°
Miniatur-EinpressbolzenOhne Gewinde | Für metallische Werkstoffe
Typ MPP
WerkstoffRostbeständiger Stahl (A286)
EinsatzSpezialbolzen geeignet zum Einpressen in Werkstoffe für Blechhärten bis HRB 92
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Bolzend1
± 0,038
Loch- im Blech
+ 0,0250
d2
± 0,1d3
± 0,25sm
min.
sm
Mind. Randabstand bis Mitte Loch
MPP-1MM-L 1 1,05 0,70 1,60 0,5 2,05
MPP-1,5MM-L 1,5 1,55 1,03 2,24 0,5 2,60
MPP-2MM-L 2 2,05 1,36 3,02 0,5 4,40
Bestell bezeichnung Längenkennzeichnung „L“(± 0,15)
MPP-1MM-L 2 3 4 5 – – –
MPP-1,5MM-L – 3 4 5 6 8 –
MPP-2MM-L – – 4 5 6 8 10
Montage
sm

www.kvt-fastening.com32
tL1
a
d 2d 1
EinpressgewindebolzenFür höhere Belastbarkeit | Für metallische Werkstoffe
Montage
d3
sm
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,130
d2
± 0,25d3
max.a
max.t
max.sm
min.
sm
Mind. Randabstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl,
passiviert
HFH-M5-L HFHS-M5-L M5 5,00 7,8 5,1 2,7 1,14 1,3 10,7
HFH-M6-L HFHS-M6-L M6 6,00 9,4 6,1 2,8 1,27 1,5 11,5
HFH-M8-L HFHS-M8-L M8 8,00 12,5 8,1 3,5 1,78 2,0 12,7
HFH-M10-L HFHS-M10-L M10 10,00 15,7 10,1 4,1 2,29 2,3 13,7
Bestellbezeichnung Längenkennzeichnung „L1“(± 0,4)
Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
HFH-M5-L1 HFHS-M5-L1 15 20 25 30 35 40 50
HFH-M6-L1 HFHS-M6-L1 15 20 25 30 35 40 50
HFH-M8-L1 HFHS-M8-L1 15 20 25 30 35 40 50
HFH-M10-L1 HFHS-M10-L1 15 20 25 30 35 40 50
Typen HFH, HFHS
AusführungEinpressgewindebolzen für extrem hohe Verdreh-festigkeit und Durchzugskraft
WerkstoffTyp HFH: Stahl, gehärtet, verzinkt, farblos passi-
viert (andere Oberflächen auf Anfrage)Typ HFHS: Nichtrostender Stahl 18/8 (AISI 300),
passiviert
EinsatzTyp HFH: Für Blechhärten bis HRB 85Typ HFHS: Für Blechhärten bis HRB 70
Festigkeiten und Momente siehe technische Daten Seite 67
www.kvt-fastening.com33
Pem®
t
L
aca. 45°
d 2d 4
1
L2
EinpressgewindebolzenFür höhere Belastbarkeit | Für metallische Werkstoffe
Montage
d3
sm
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
d4
± 0,13d3 L2
± 0,25Stahl, verzinkt,
farblos passiviertNichtrostender Stahl passiviert
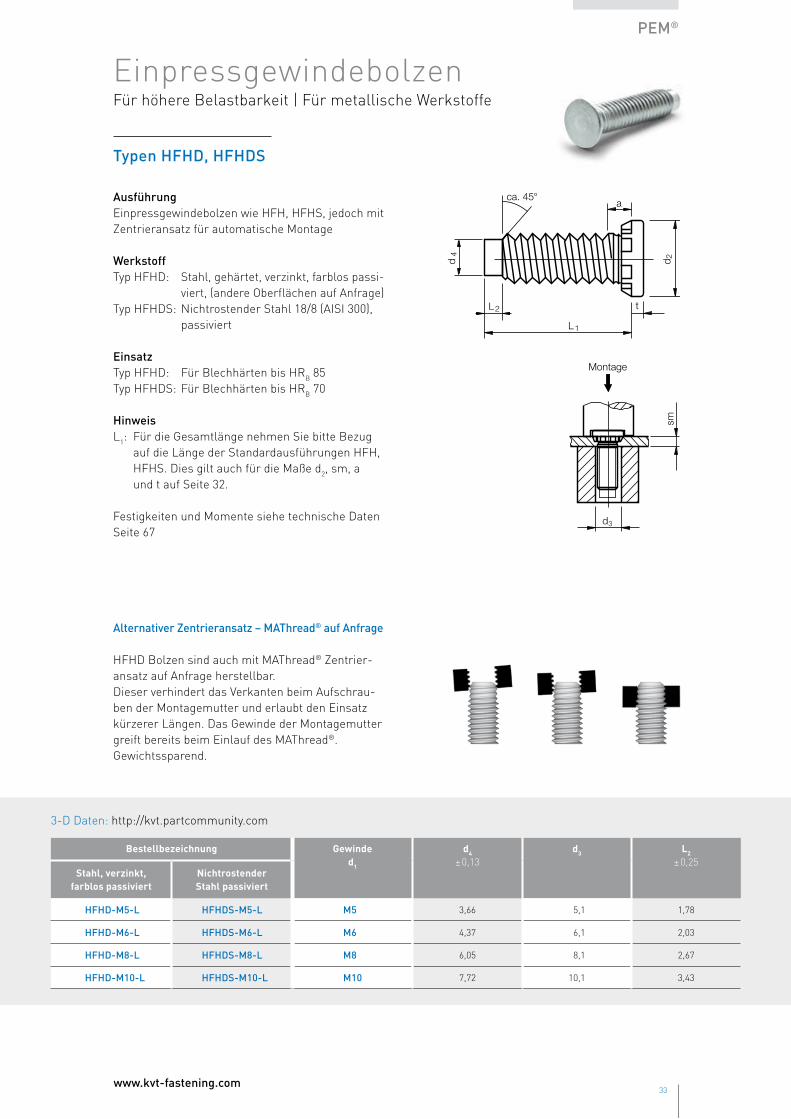
HFHD-M5-L HFHDS-M5-L M5 3,66 5,1 1,78
HFHD-M6-L HFHDS-M6-L M6 4,37 6,1 2,03
HFHD-M8-L HFHDS-M8-L M8 6,05 8,1 2,67
HFHD-M10-L HFHDS-M10-L M10 7,72 10,1 3,43
Typen HFHD, HFHDS
AusführungEinpressgewindebolzen wie HFH, HFHS, jedoch mit Zentrier ansatz für automatische Montage
WerkstoffTyp HFHD: Stahl, gehärtet, verzinkt, farblos passi -
viert, (andere Oberflächen auf Anfrage)Typ HFHDS: Nichtrostender Stahl 18/8 (AISI 300),
passiviert
EinsatzTyp HFHD: Für Blechhärten bis HRB 85Typ HFHDS: Für Blechhärten bis HRB 70
HinweisL1: Für die Gesamtlänge nehmen Sie bitte Bezug
auf die Länge der Standardausführungen HFH, HFHS. Dies gilt auch für die Maße d2, sm, a und t auf Seite 32.
Festigkeiten und Momente siehe technische Daten Seite 67
Alternativer Zentrieransatz – MAThread® auf Anfrage
HFHD Bolzen sind auch mit MAThread® Zentrier-ansatz auf Anfrage herstellbar.Dieser verhindert das Verkanten beim Aufschrau-ben der Montagemutter und erlaubt den Einsatz kürzerer Längen. Das Gewinde der Montagemutter greift bereits beim Einlauf des MAThread®. Gewichtssparend.

www.kvt-fastening.com34
tL1
a
d 2d 1
EinpressgewindebolzenFür höhere Belastbarkeit | Für metallische Werkstoffe
Montage
d3
sm
Matrize 0,3 x 90° ansenken bei Blechdicke < 1,5 mm
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,130
d2
± 0,25d3 a
max.t
max.sm
min.
sm
Mind. Randabstand bis Mitte Loch
HFE-M5-L M5 5,00 9,60 5,1 2,6 1,35 1,0 10,0
HFE-M6-L M6 6,00 11,35 6,1 2,8 1,52 1,0 11,5
HFE-M8-L M8 8,00 15,30 8,1 3,3 2,13 1,5 14,5
Bestell-bezeichnung
Längenkennzeichnung „L1“(± 0,4)
HFE-M5-L1 15 20 25 30 35 40 50
HFE-M6-L1 15 20 25 30 35 40 50
HFE-M8-L1 15 20 25 30 35 40 50
Typ HFE
AusführungEinpressbolzen für Dünnbleche wie Typ HFH, jedoch mit größerem Kopfdurchmesser für höhere Durchzugskräfte.
WerkstoffStahl gehärtet, verzinkt, farblos passiviert (andere Oberflächen auf Anfrage)
EinsatzFür Blechhärten bis HRB 85
Festigkeiten und Momente siehe technische Daten Seite 68
www.kvt-fastening.com35
Pem®
t
L
aca. 45°
d2
d 4
1
L2
EinpressgewindebolzenFür höhere Belastbarkeit | Für metallische Werkstoffe
Montage
d3
sm
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
d4
± 0,130
d3 L2
± 0,25
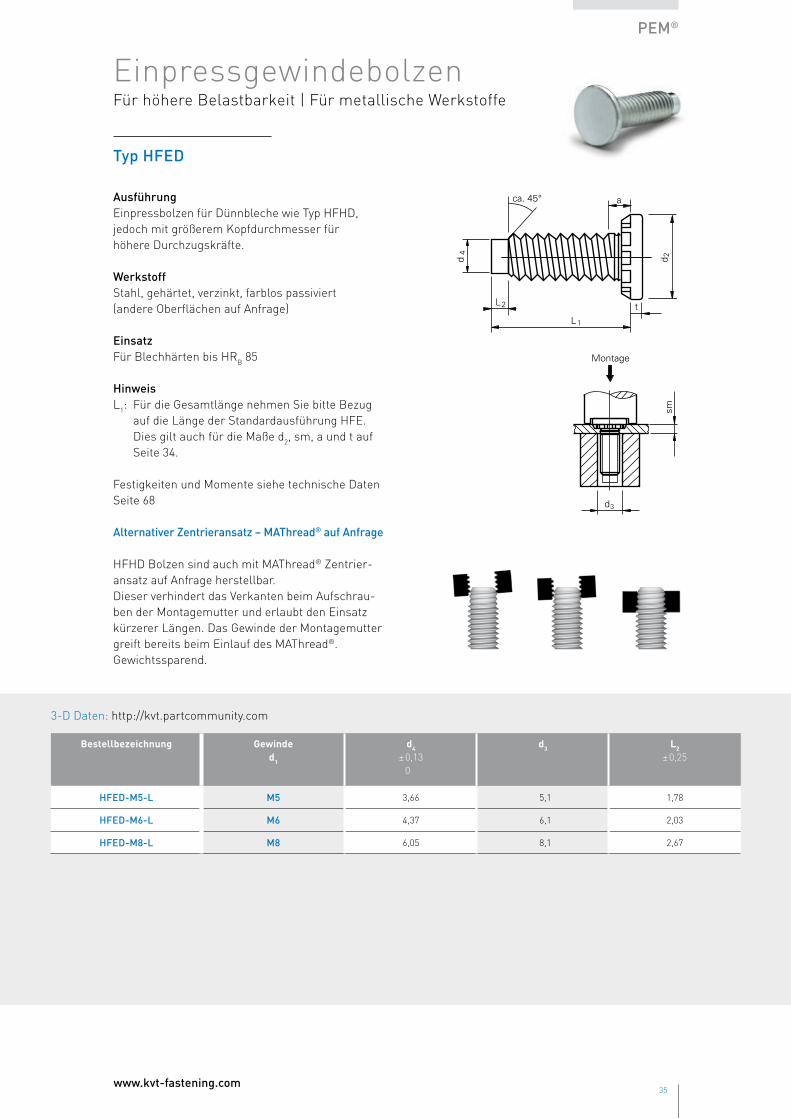
HFED-M5-L M5 3,66 5,1 1,78
HFED-M6-L M6 4,37 6,1 2,03
HFED-M8-L M8 6,05 8,1 2,67
Typ HFED
AusführungEinpressbolzen für Dünnbleche wie Typ HFHD, jedoch mit größerem Kopfdurchmesser für höhere Durchzugskräfte.
WerkstoffStahl, gehärtet, verzinkt, farblos passiviert (andere Oberflächen auf Anfrage)
EinsatzFür Blechhärten bis HRB 85
HinweisL1: Für die Gesamtlänge nehmen Sie bitte Bezug
auf die Länge der Standardausführung HFE. Dies gilt auch für die Maße d2, sm, a und t auf Seite 34.
Festigkeiten und Momente siehe technische Daten Seite 68
Alternativer Zentrieransatz – MAThread® auf Anfrage
HFHD Bolzen sind auch mit MAThread® Zentrier-ansatz auf Anfrage herstellbar.Dieser verhindert das Verkanten beim Aufschrau-ben der Montagemutter und erlaubt den Einsatz kürzerer Längen. Das Gewinde der Montagemutter greift bereits beim Einlauf des MAThread®. Gewichtssparend.

www.kvt-fastening.com36
L
d2 d1
a
SW
h
d4
P 0672
SW
h
d4
P 1472
SW
h
d4
P 1596
EinpressgrobgewindebolzenFür metallische Werkstoffe
Montage
sm
d3
Typ Grobgewinde
WerkstoffStahl, verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 80
Andere Längen auf Anfrage
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,4d3 a
max.sm
min.
sm
L± 0,4
Mind. Randabstand bis Mitte Loch
YQE-12958 5 x 1,6 5,20 6,50 5,2 4,0 1,0 17,5 7,2
YQE-15201 5 x 1,6 5,20 6,50 5,2 4,0 1,0 15,2 7,2
Auswahl Kunststoffmuttern zur Befestigung
Bestell - bezeichnung
Material SW d4 h
P 0672 POM 10 16 10,0
P 1472 PA 6 30% GF 10 12 6,5
P 1596 PA 66 30% GF 10 18 11,0

www.kvt-fastening.com37
Pem®
l
d2
d3
L
d1
h
1,6
EinpressgewindebolzenFür Sacklochmontage | Für metallische Werkstoffe
d4
Bohrtiefex
L + 6 mm
Montage
Typen CHA, CHC, CFHA, CFHC
AusführungFür unsichtbare Montage, speziell für Typenschilder, Frontplatten und Folientastaturen
WerkstoffTypen CHA, CFHA: AluminiumTypen CHC, CFHC: Nichtrostender Stahl 18/8
(AISI 300), passiviert
EinsatzTypen CHA, CFHA: Für Blechhärten bis HRB 50Typen CHC, CFHC: Für Blechhärten bis HRB 70
Hinweisn Das Bohrloch im Gegenstück (aufzuschrauben-
des Teil) sollte max. d1 +0,5 mm groß seinn Fräser HSS 2-lippig zentrumschneidend für
jeweiligen Durchmesser bestellen
* Nur auf Anfrage lieferbar
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Sack-loch-
im Blech+ 0,08
0
Bohrtiefex
min.
d2
max.d3
± 0,25d4 h
max.sm
min.
sm
Mind. Randabstand
bis Mitte Loch
Aluminium Nichtrostender Stahl,
passiviert
CHA-M3-L CHC-M3-LM3 4,40
1,104,35 5,21 3,4
1,04 1,64,0
CFHA-M3-L CFHC-M3-L 1,91 1,80 2,4
CHA-M4-L CHC-M4-LM4 7,40
1,107,35 8,33 4,4
1,04 1,65,6
CFHA-M4-L CFHC-M4-L 1,91 1,80 2,4
CFHA-M5-L CFHC-M5-L M5 7,95 1,91 7,90 8,89 5,4 1,80 2,4 6,4
CFHA-M6-L CFHC-M6-L M6* 8,75 1,91 8,72 9,80 6,4 1,80 2,4 7,5
Bestellbezeichnung Längenkennzeichnung „L“(± 0,4)
Aluminium Nichtrostender Stahl passiviert
CHA-M3-L CFHA-M3-L CHC-M3-L CFHC-M3-L 6 8 10 12 16 20 –
CHA-M4-L CFHA-M4-L CHC-M4-L CFHC-M4-L 6 8 10 12 16 20 25
– CFHA-M5-L – CFHC-M5-L – – 10 12 16 20 25
– CFHA-M6-L – CFHC-M6-L – – – – 16 20 25

www.kvt-fastening.com38
EinpressgewindebuchsenFür Sacklochmontage | Für metallische Werkstoffe
d4
Bohrtiefex
L + 6 mm
Montage
Typen CSS, CSOS
AusführungFür unsichtbare Montage, speziell für Typenschilder, Frontplatten und Folientastaturen
WerkstoffNichtrostender Stahl 18/8 (AISI 300), passiviert
EinsatzFür Blechhärten bis HRB 70
Hinweisn Buchse ab Länge 10 mm kopfseitig geschlossenn Fräser HSS 2-lippig zentrumschneidend für
jeweiligen Durchmesser bestellen
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Sack- loch-
im Blech+ 0,08
0
Bohrtiefex
min.
d2
max.d3
max.d4 sw
± 0,13t
min.h
max.sm
min.
sm
Mind. Rand-
abstand bis Mitte
Loch
CSS-M3-LM3 5,40
1,105,39 4,20 4,33 6,35 5,0
1,04 1,64,8
CSOS-M3-L 1,91 1,83 2,4
CSS-M4-LM4 7,95
1,107,90 6,23 6,36 8,74 6,5
1,04 1,66,4
CSOS-M4-L 1,91 1,83 2,4
CSOS-M5-L M5 8,75 1,91 8,72 7,37 7,50 9,53 9,6 1,83 2,4 7,2
CSOS-M6-L M6 9,90 1,91 9,89 9,00 9,13 11,11 9,6 1,83 2,4 9,5
Bestell bezeichnung Längenkennzeichnung „L“(+ 0,05
– 0,13)
CSS-M3-L 4 6 8 10 12 – – –
CSOS-M3-L 4 6 8 10 12 – – –
CSS-M4-L 4 6 8 10 12 16 20 –
CSOS-M4-L 4 6 8 10 12 16 20 –
CSOS-M5-L Auf Anfrage
CSOS-M6-L Auf Anfrage
L
t
d1
d2
d3
sh

www.kvt-fastening.com39
Pem®
EinpressgewindebuchsenOffen | Für metallische Werkstoffe
Typ DSOS
AusführungSpeziell für Steckverbinder-Systeme (Stift- und Buchsenstecker)
WerkstoffNichtrostender Stahl (AISI 300), passiviert
EinsatzFür Blechhärten bis HRB 70
HinweisSchrauben mit Gewinde UNC 4-40 auf Anfrage
L
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3 d4
+ 0,20
L+ 0,05 – 0,13
smmin.
sm
Mind. Randabstand bis Mitte Loch
DSOS-M3-6,35M3 4,20 4,19 4,92 4,3
6,351,0 3,2
DSOS-M3-7 7,00
DSOS-440-250UNC 4-40 4,20 4,19 4,92 4,3
6,351,0 3,2
DSOS-440-275 7,00
Technische Daten
Anzugsmoment der Schraube
Nm
1 mm Aluminium
EinpresskraftN
AuspresskraftN
ÜberdrehmomentNm
max. 0,44 ~ 4500 ~ 223 ~ 1,1
Anzugsmoment der Schraube
Nm
1 mm Stahl
EinpresskraftN
AuspresskraftN
ÜberdrehmomentNm
max. 0,44 ~ 5800 ~ 334 ~ 1,1Größe des Ausschnitts und Lochab-stand dem Steckverbinder anpassen

www.kvt-fastening.com40
L
b
d1
d2
d3
sw
L
b
d1
d2
d3
sw
EinpressgewindebuchsenOffen | Für metallische Werkstoffe
Typen SO, SOS
Werkstoff Typ SO: Stahl, einsatzgehärtet, verzinkt, farblos
passiviert Typ SOS: Nichtrostender Stahl 18/8 (AISI 303),
passiviert Aluminium auf Anfrage
Einsatz Typ SO: Für Blechhärten bis HRB 80 Typ SOS: Für Blechhärten bis HRB 70 Für den Einsatz in Blechen > HRB 80 Typ SO4 vorsehen
Festigkeiten und Momente siehe technische Daten Seite 69
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,13d3
0– 0,13
d4 sw smmin.
sm
Mind. Randabstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl,
passiviert
SO-M2-L – M2 4,20 2,50 4,20 4,4 4,8 1,0 6,0
SO-M2,5-L SOS-M2,5-L M2,5 4,20 3,20 4,20 4,4 4,8 1,0 6,0
SO-M3-L SOS-M3-LM3
4,203,20
4,20 4,4 4,81,0
6,0
SO-3,5 M3-L SOS-3,5 M3-L 5,40 5,39 5,6 6,4 6,8
SO-M4-L SOS-M4-L M4 7,20 4,80 7,12 7,3 7,9 1,3 8,0
SO-M5-L SOS-M5-L M5 7,20 5,35 7,12 7,3 7,9 1,3 8,0
Bestellbezeichnung Längenkennzeichnung „L“(+ 0,05
– 0,13)Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
SO-M2-L – – 4 – 6 – 8 10 12 – – – – – –
SO-M2,5-L SOS-M2,5-L – 4 – 6 – 8 10 12 – – – – – –
SO-M3-L SOS-M3-L 3 4 5 6 7 8 10 12 14 16 18 – – –
SO-3,5 M3-L SOS-3,5 M3-L 3 4 5 6 7 8 10 12 14 16 18 – – –
SO-M4-L SOS-M4-L 3 4 – 6 – 8 10 12 14 16 18 20 22 25
SO-M5-L SOS-M5-L – 4 – 6 – 8 10 12 14 16 18 20 22 25
Gewindefreie Länge b ±0,25 – – – – – – 4 4 4 8 8 8 11 11

www.kvt-fastening.com41
Pem®
L
b
d1
d2
d3
sw
L
b
d1
d2
d3
sw
EinpressgewindebuchsenOffen | Für Edelstahl und metallische Werkstoffe
Typ SO4
WerkstoffRostbeständiger Stahl (AISI 400), passiviert
EinsatzFür Blechhärten bis HRB 88
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,13d3
0+ 0,13
d4 sw smmin.
sm
Mind. Randabstand bis Mitte Loch
SO4-M3-LM3
4,203,20
4,20 4,4 4,81,0
6,0
SO4-3,5-M3-L 5,40 5,39 5,6 6,4 6,8
SO4-M4-L M4 7,20 4,80 7,12 7,3 7,9 1,3 8,0
SO4-M5-L M5 7,20 5,35 7,12 7,3 7,9 1,3 8,0
Bestell bezeichnung Längenkennzeichnung „L“(+ 0,05
– 0,13)
SO4-M3-L 3 4 6 8 10 12 14 16 18 – – –
SO4-3,5-M3-L 3 4 6 8 10 12 14 16 18 – – –
SO4-M4-L – 4 6 8 10 12 14 16 18 20 22 25
SO4-M5-L – 4 6 8 10 12 14 16 18 20 22 25
Gewindefreie Länge b ±0,25 0 0 0 0 4 4 4 8 8 8 11 11

www.kvt-fastening.com42
d2
L d3
Miniatur-EinpressgewindebuchsenOffen | Für Edelstahl und metallische Werkstoffe
45°
d4
Montage
Typ MSO4
WerkstoffRostbeständiger Stahl (AISI 400), passiviert
EinsatzFür Blechhärten bis HRB 88
Hinweisn Gewindetoleranz M1 bis M1,4 gemäß
ISO 1501, 4H6n Gewindetoleranz M1,6 und M2 gemäß
ASME B1.13M, 6H
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
nom.d4 sm
min.
sm
Mind. Randabstand bis Mitte Loch
MSO4-M1-L M1 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,2-L M1,2 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,4-L M1,4 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M1,6-L M1,6 2,41 2,39 3,18 2,46 – 2,51 0,4 2,3
MSO4-M2-L M2 3,18 3,16 3,96 3,22 – 3,27 0,4 3,0
Bestell-bezeichnung
Längenkennzeichnung „L“(+ 0,05
– 0,08)
MSO4-M1-L 2 3
MSO4-M1,2-L 2 3
MSO4-M1,4-L 2 3
MSO4-M1,6-L 2 3
MSO4-M2-L 2 3

www.kvt-fastening.com43
Pem®
L
t
d1
d2
sw
L
t
d1
d2
sw
EinpressgewindebuchsenGeschlossen | Für metallische Werkstoffe
d3
min
. L
sm
Montage
Typen BSO, BSOS
Werkstoff Typ BSO: Stahl, einsatzgehärtet, verzinkt, farblos
passiviert Typ BSOS: Nichtrostender Stahl 18/8 (AISI 303),
passiviert Aluminium auf Anfrage
Einsatz Typ BSO: Für Blechhärten bis HRB 80 Typ BSOS: Für Blechhärten bis HRB 70 Für den Einsatz in Blechen > HRB 80 Typ BSO4 vorsehen
Festigkeiten und Momente siehe technische Daten Seite 69
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
0– 0,13
d3 sw smmin.
sm
Mind. Rand abstand bis Mitte LochStahl, verzinkt,
farblospassiviert
Nichtrostender Stahl, passiviert
BSO-M3-L BSOS-M3-LM3
4,20 4,20 4,4 4,81,0
6,0
BSO-3,5 M3-L BSOS-3,5 M3-L 5,40 5,39 5,6 6,4 6,8
BSO-M4-L BSOS-M4-L M4 7,20 7,12 7,3 7,9 1,3 8,0
BSO-M5-L BSOS-M5-L M5 7,20 7,12 7,3 7,9 1,3 8,0
Bestellbezeichnung Längenkennzeichnung „L“(+ 0,05
– 0,13)Stahl, verzinkt, farblos
passiviert
Nichtrostender Stahl,
passiviert
BSO-M3-L BSOS-M3-L 6 8 10 12 14 16 18 20 22 25
BSO-3,5 M3-L BSOS-3,5 M3-L 6 8 10 12 14 16 18 20 22 25
BSO-M4-L BSOS-M4-L 6* 8 10 12 14 16 18 20 22 25
BSO-M5-L BSOS-M5-L – 8 10 12 14 16 18 20 22 25
Gewindetiefe t min. 3,2 4 4 5 6,5 6,5 9,5 9,5 9,5 9,5
* Nur auf Anfrage lieferbar

www.kvt-fastening.com44
L
t
d1
d2
sw
L
t
d1
d2
sw
EinpressgewindebuchsenGeschlossen | Für Edelstahl und metallische Werkstoffe
d3
min
. L
sm
Montage
Typ BSO4
WerkstoffRostbeständiger Stahl (AISI 400), passiviert
EinsatzFür Blechhärten bis HRB 88
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
0– 0,13
d3 sw smmin.
sm
Mind. Randabstand bis Mitte Loch
BSO4-M3-LM3
4,20 4,20 4,4 4,81,0
6,0
BSO4-3,5-M3-L 5,40 5,39 5,6 6,4 6,8
BSO4-M4-L M4 7,20 7,12 7,3 7,9 1,3 8,0
BSO4-M5-L M5 7,20 7,12 7,3 7,9 1,3 8,0
Bestell-bezeichnung
Längenkennzeichnung „L“(+ 0,05
– 0,08)
BSO4-M3-L 6 8 10 12 14 16 18 20 22 25
BSO4-3,5-M3-L 6 8 10 12 14 16 18 20 22 25
BSO4-M4-L 6 8 10 12 14 16 18 20 22 25
BSO4-M5-L 6 8 10 12 14 16 18 20 22 25
Gewindetiefe t min. 3,2 4 4 5 6,5 6,5 9,5 9,5 9,5 9,5

www.kvt-fastening.com45
Pem®
Typ PFC2
Ausführung n Einteilige Schnellverschlussschraube, federbe-
lastet n Speziell als unverlierbare Schraube zur raschen
Montage und Demontage von Deckeln, Klappen usw.
WerkstoffSchraube, Einpressbuchse und Feder nichtrostender Stahl 18/8 (AISI 300), passiviert, Nylonring tempera-turbeständig bis + 93°C
EinsatzFür Blechhärten bis HRB 70
Überstand in geöffneter Stellung
z.B. PEMEinpressmutter
Trägerplatte fürVerschraubung
d1 + 2 mm
Montage
min
. g
Einpress-SchnellverschlussschraubenFür metallische Werkstoffe
Nylonring
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
g ± 0,4
h2
± 0,64d2
max.d3
± 0,25h1
± 0,13t1
max.t2
nom.Mind.
Randab-stand bis
Mitte Loch
PFC2-M3-40M3 6,75
6,4 0,0 6,71 7,92 1,83 9,14 13,72 6,35
PFC2-M3-62 9,5 3,2
PFC2-M4-50
M4 7,95
7,9 0,0
7,90 9,53 2,08 11,43 17,53 7,87PFC2-M4-72 11,1 3,2
PFC2-M4-94 14,3 6,4
PFC2-M5-50
M5 8,75
7,9 0,0
8,72 10,31 2,08 11,47 17,53 8,63PFC2-M5-72 11,1 3,2
PFC2-M5-94 14,3 6,4
PFC2-M6-60
M6 10,50
9,5 0,0
10,47 11,89 2,46 14,73 22,35 9,65PFC2-M6-82 12,7 3,2
PFC2-M6-04 15,9 6,4

www.kvt-fastening.com46
d3
a
t 2
d
g
1
t 1
d2
h
Einpress-SchnellverschlussschraubenFür metallische Werkstoffe
Typ PF11
Ausführung n Einteilige Schnellverschlussschraube, federbela-
stet mit Phillips Kreuzschlitz n Speziell als unverlierbare Schraube zur raschen
Montage und Demontage von Deckeln, Klappen usw.
WerkstoffRändelkopf: AluminiumEinpressbuchse: Stahl, verzinktFeder: nichtrostender Stahl, passiviertSchraube: rostbeständiger Stahl (AISI 400)
EinsatzFür Blechhärten bis HRB 80
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
d2
max.d3
± 0,25a
max.sm
min.
sm
g ± 0,64
h ± 0,64
t1
nom.t2
nom.Mind. Rand-
abstand bis Mitte
Loch
PF11-M3-0
M3 5,56 5,54 10,59 0,92 0,92
4,32 0,00
7,87 11,43 7,11PF11-M3-1 5,84 1,52
PF11-M3-2 7,37 3,05
PF11-M4-0
M4 7,92 7,90 13,06 0,92 0,92
5,84 0,00
11,43 16,26 8,38PF11-M4-1 7,37 1,52
PF11-M4-2 8,89 3,05
PF11-M5-0
M5 7,92 7,90 13,06 0,92 0,92
5,84 0,00
11,43 16,26 8,38PF11-M5-1 7,37 1,52
PF11-M5-2 8,89 3,05
PF11-M6-0
M6 9,53 9,50 14,61 0,92 0,92
7,37 0,00
13,46 20,07 11,68PF11-M6-1 8,89 1,52
PF11-M6-2 10,41 3,05
Montage
d1 + 2 mm
min. g sm
www.kvt-fastening.com47
Pem®
t 1
d3
h 2g
d1
t 2
d2
h 1
a
Einpress-SchnellverschlussschraubenFür metallische Werkstoffe
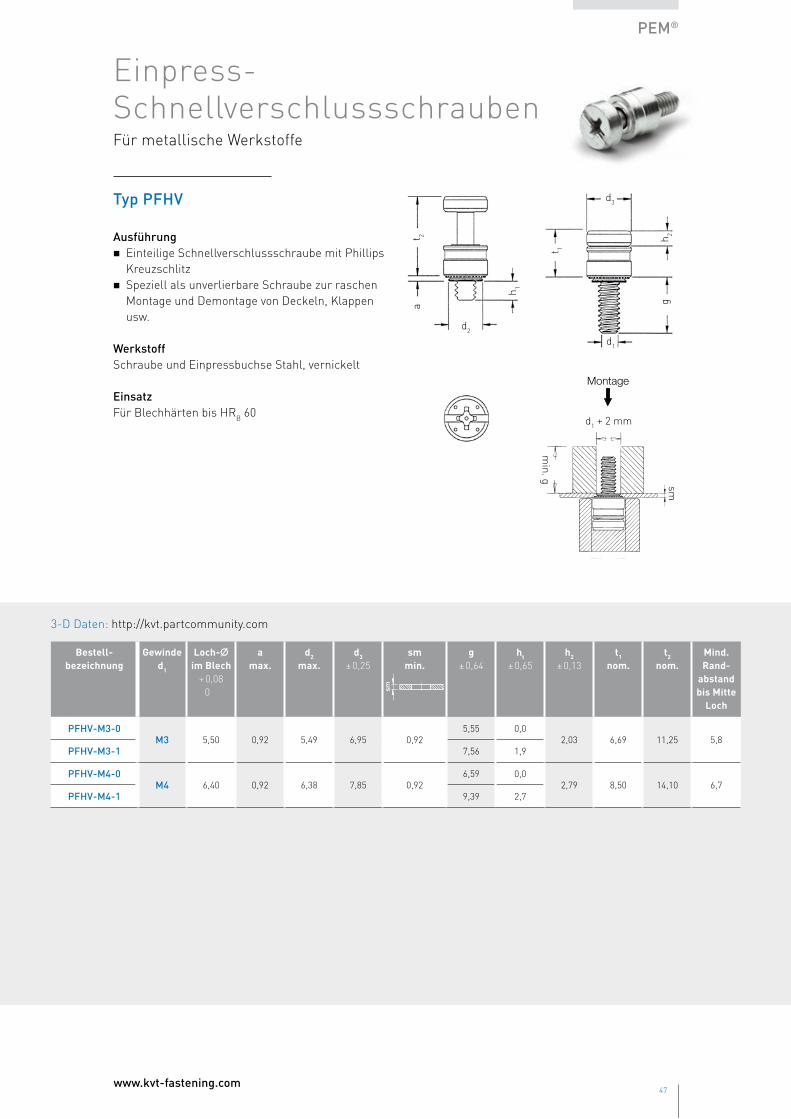
Typ PFHV
Ausführungn Einteilige Schnellverschlussschraube mit Phillips
Kreuzschlitz n Speziell als unverlierbare Schraube zur raschen
Montage und Demontage von Deckeln, Klappen usw.
WerkstoffSchraube und Einpressbuchse Stahl, vernickelt
EinsatzFür Blechhärten bis HRB 60
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Gewinded1
Loch- im Blech
+ 0,080
amax.
d2
max.d3
± 0,25sm
min.
sm
g± 0,64
ht
± 0,65h2
± 0,13t1
nom.t2
nom.Mind. Rand-
abstand bis Mitte
Loch
PFHV-M3-0M3 5,50 0,92 5,49 6,95 0,92
5,55 0,02,03 6,69 11,25 5,8
PFHV-M3-1 7,56 1,9
PFHV-M4-0M4 6,40 0,92 6,38 7,85 0,92
6,59 0,02,79 8,50 14,10 6,7
PFHV-M4-1 9,39 2,7
Montage
d1 + 2 mm
min. g
sm

www.kvt-fastening.com48
AB
C
L+ 3,18 mm
Unverlierbare EinpressschraubenFür metallische Werkstoffe
d2
d 1
L
t
a
SCBJ
d2
d 1
L
t
a
SCB
Typen SCBJ, SCB
AusführungUnverlierbar, keine zusätzlichen Bauteile erforderlich
WerkstoffStahl, gehärtet, verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 80, Mindestblechdicke 1,0 mm
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
Loch- im Blech
+ 0,080
d2
± 0,25a
nom.Mind.
Randabstand bis Mitte LochSCBJ SCB
SCBJ-M3-L SCB-M3-L M3 3,0 6,60 2,03 3,30
SCBJ-M4-L SCB-M4-L M4 4,0 8,28 2,03 5,00
SCBJ
Bestell bezeichnungSCBJ
Längenkennzeichnung „L“(± 0,4)
SCBJ-M3-L 6,0 10,0 12,0
SCBJ-M4-L 6,0 10,0 12,0
Gewindelänge t 3,7 7,7 9,7
SCB
Bestell bezeichnungSCB
Längenkennzeichnung „L“(± 0,4)
SCB-M3-L – – 12,0
SCB-M4-L – – 12,0
Gewindelänge t – – 3,3
Stempel- und Matrizenabmessungen
Gewinde A B C
M3 6,86 – 7,11 1,85 – 1,88 3,03 – 3,11
M4 8,53 – 8,79 1,85 – 1,88 4,03 – 4,11
www.kvt-fastening.com49
Pem®
DistanzhalterFür metallische Werkstoffe
min. 2,5
d2
sm2
d3
sm1
min. 6,6± 0,1Toleranz
3,58± 0,13
∅ 4
,78
±0,
13
∅ m
ax 5
,39
∅ 6,35± 0,13
L1
Bewegliche Platte
Grundplatte
min. 2,5
d2sm
2
d3
sm1
min. 6,6± 0,1Toleranz
3,58± 0,13
∅ 4
,78
±0,
13
∅ m
ax 5
,39
∅ 6,35± 0,13
L1
Bewegliche Platte
Grundplatte
∅ 5,5 + 0,1
L2
Montage
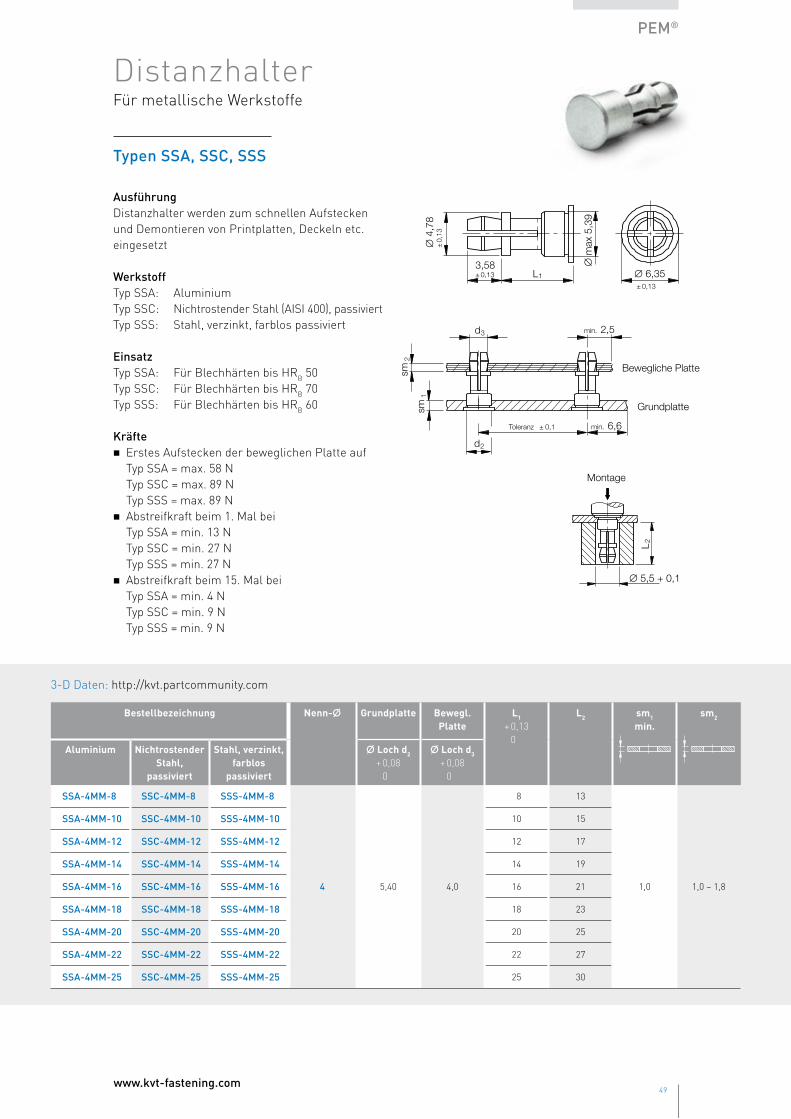
Typen SSA, SSC, SSS
AusführungDistanzhalter werden zum schnellen Aufstecken und Demontieren von Printplatten, Deckeln etc. eingesetzt
Werkstoff Typ SSA: Aluminium Typ SSC: Nichtrostender Stahl (AISI 400), passiviert Typ SSS: Stahl, verzinkt, farblos passiviert
Einsatz Typ SSA: Für Blechhärten bis HRB 50 Typ SSC: Für Blechhärten bis HRB 70 Typ SSS: Für Blechhärten bis HRB 60
Kräfte n Erstes Aufstecken der beweglichen Platte auf
Typ SSA = max. 58 N Typ SSC = max. 89 N Typ SSS = max. 89 N
n Abstreifkraft beim 1. Mal bei Typ SSA = min. 13 N Typ SSC = min. 27 N Typ SSS = min. 27 N
n Abstreifkraft beim 15. Mal bei Typ SSA = min. 4 N Typ SSC = min. 9 N Typ SSS = min. 9 N
3-D Daten: http://kvt.partcommunity.com
Bestellbezeichnung Nenn- Grundplatte Bewegl. Platte
L1
+ 0,130
L2 sm1
min.
sm
sm2
smAluminium
Nichtrostender Stahl,
passiviert
Stahl, verzinkt, farblos
passiviert
Loch d2
+ 0,080
Loch d3
+ 0,080
SSA-4MM-8 SSC-4MM-8 SSS-4MM-8
4 5,40 4,0
8 13
1,0 1,0 – 1,8
SSA-4MM-10 SSC-4MM-10 SSS-4MM-10 10 15
SSA-4MM-12 SSC-4MM-12 SSS-4MM-12 12 17
SSA-4MM-14 SSC-4MM-14 SSS-4MM-14 14 19
SSA-4MM-16 SSC-4MM-16 SSS-4MM-16 16 21
SSA-4MM-18 SSC-4MM-18 SSS-4MM-18 18 23
SSA-4MM-20 SSC-4MM-20 SSS-4MM-20 20 25
SSA-4MM-22 SSC-4MM-22 SSS-4MM-22 22 27
SSA-4MM-25 SSC-4MM-25 SSS-4MM-25 25 30

www.kvt-fastening.com50
DistanzhalterFür metallische Werkstoffe
L
d4
t
d5
d1
a
d2
d3
l min
.
Montage
Typ SKC
AusführungDistanzhalter werden zum schnellen Aufstecken und Demontieren von Deckeln etc. eingesetzt
WerkstoffNichtrostender Stahl 18/8 (AISI 300), passiviert
EinsatzFür Blechhärten bis HRB 70
BestellbeispielGehäusedicke: 2 mmDistanz: 18 mmBestelltext: SKC-61,5-20
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung d1
± 0,08d2 d3
+ 0,080
d4
max.d5
± 0,08a
± 0,08t
max.
SKC-61,5-L 4,5 6,35 5,5 5,39 2,51 1,73 2,75
Bestell bezeichnung Längenkennzeichnung „L“( 0
– 0,13)
SKC-61,5-L 6 8 10 12 14 16 18 20 22 25
Gehäuse Printplatte
Typ Loch- im Blech
+ 0,080
smmin.
sm
Mind. Rand abstand
bis Loch
Loch abstand Tol.
Loch in Printplatte Mind. Rand abstand bis Mitte Loch
Stärke der Printplatte
d1
± 0,08d2
± 0,08A
min.
SKC-61,5 5,40 1,0 6,6 ± 0,13 3 5 3,75 4,1 1,45 – 1,62
min. Randabstand bis Mitte Loch
Loch in Printplatte
min. Randabstand bis Mitte Loch
Printplatte
Gehäuse
Loch ∅im Blech
LochabstandToleranz
d1
A
d2

www.kvt-fastening.com51
Pem®
Einpressstromleitpins RADSOK®
Für metallische Werkstoffe
L1
(L2)
d1d2
B
A
sw
A
sm
d3
Montage
Anwendungsfall
Typ RADSOK®
AusführungSpeziell für das Hochstromstecksystem RADSOK® entwickelter Einpressstromleitpin
WerkstoffStahl, versilbert
EinsatzFür Blechhärten bis HRB 80
Weitere Größen auf Anfrage
RADSOK® Hochstromstecksystem
Validiert und freigegeben nach AK Prüfrichtlinie für KFZ Steckverbinder.Weitere Informationen und technische Details können vom deutschen Lizenznehmer, Firma Amphenol-Tuchel Electronics GmbH, unter www.amphenol.info abgerufen werden.
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
d1
0– 0,04
Loch- im Blech
+ 0,080
d2
0– 0,05
d3 sw smmin.
sm
L1
± 0,25(L2) A
± 0,1B
± 0,05Mind. Rand-
abstand bis Mitte
Loch
YQE-14928 29P 3,6 3,6 2,6 3,7 4,8 1,0 17,8 15,6 2,2 1,25 3,7
YQE-15324 29P 6,0 6,0 5,0 6,1 7,1 1,5 36,0 33,0 3,0 1,50 6,1
YQE-16180 29P 8,0 8,0 7,0 8,1 9,5 2,0 37,0 34,0 3,0 1,50 8,1

www.kvt-fastening.com52
sw
bL1
L2
a
EinpresserdungsfahnenFür metallische Werkstoffe
Anwendungsfall
sm
d
Montage
Typ Erdungsfahne
WerkstoffTyp KVT: Stahl, verzinntTyp KVT-S: Nichtrostender Stahl, passiviert
EinsatzTyp KVT: Für Blechhärten bis HRB 80Typ KVT-S: Für Blechhärten bis HRB 88
HinweisMaße der Fahnengeometrie angelehnt an DIN 46342
Nutzen Sie die Vorteile der Einpresstechnik jetzt auch für klassische Erdnungsanschlüsse.
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Fahnea x b
Loch- im Blech
+ 0,080
d L1 L2
± 0,5sw sm
min.
sm
Mind.Rand-
abstandbis Mitte
LochStahl, verzinnt Nichtrostender
Stahl, passiviert
KVT-6.3-14 KVT-S-6.3-14 6,3 x 0,8 6,4 6,4 14,0 10,0 8,0 0,8 7,2
www.kvt-fastening.com53
Pem®
ad
g
e
c
b
L
EinpressbefestigungsringeFür metallische Werkstoffe
sm
Montage
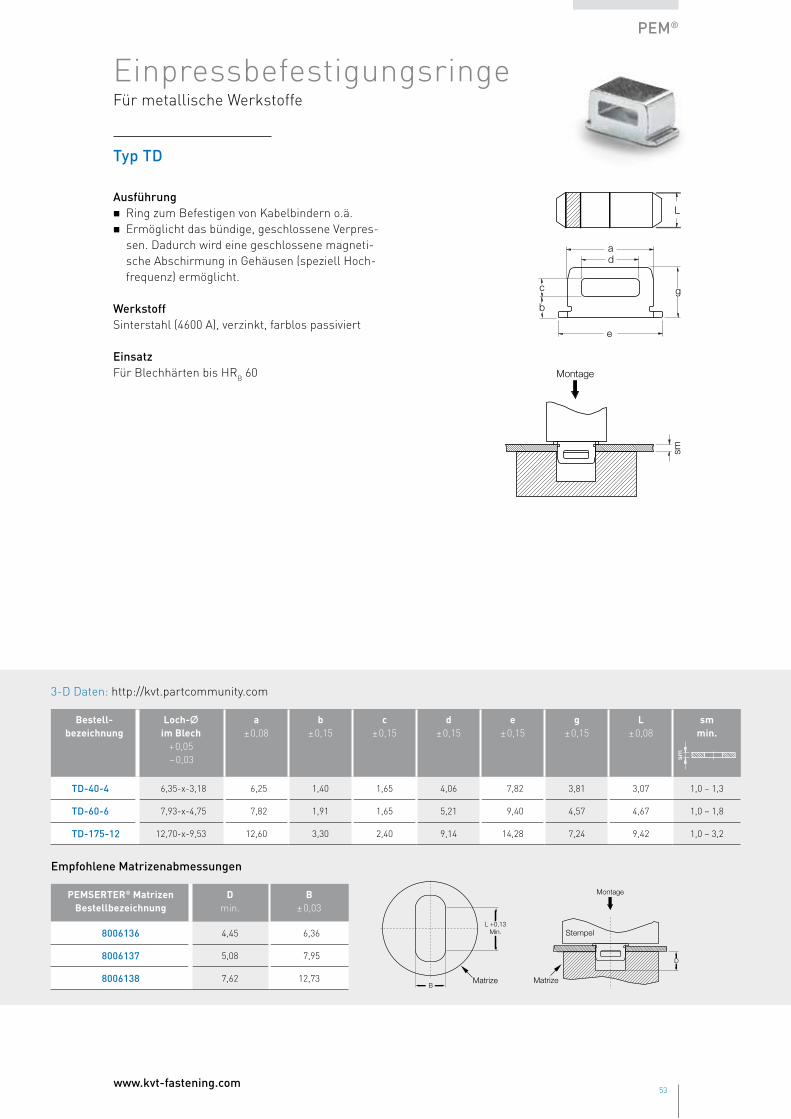
Typ TD
Ausführungn Ring zum Befestigen von Kabelbindern o.ä. n Ermöglicht das bündige, geschlossene Verpres-
sen. Dadurch wird eine geschlossene magneti-sche Abschirmung in Gehäusen (speziell Hoch-frequenz) ermöglicht.
WerkstoffSinterstahl (4600 A), verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 60
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Loch- im Blech
+ 0,05 – 0,03
a± 0,08
b± 0,15
c± 0,15
d± 0,15
e± 0,15
g± 0,15
L± 0,08
smmin.
sm
TD-40-4 6,35-x-3,18 6,25 1,40 1,65 4,06 7,82 3,81 3,07 1,0 – 1,3
TD-60-6 7,93-x-4,75 7,82 1,91 1,65 5,21 9,40 4,57 4,67 1,0 – 1,8
TD-175-12 12,70-x-9,53 12,60 3,30 2,40 9,14 14,28 7,24 9,42 1,0 – 3,2
Empfohlene Matrizenabmessungen
PEMSERTER® Matrizen Bestell bezeichnung
Dmin.
B± 0,03
8006136 4,45 6,36
8006137 5,08 7,95
8006138 7,62 12,73
Montage
L +0,13Min.
B
D
Stempel
MatrizeMatrize

www.kvt-fastening.com54
sm
GF
E
CA
D
∅B
EinpresswinkelverbinderFür metallische Werkstoffe
Typ RAA
WerkstoffAluminium (6061-T6)
EinsatzFür Blechhärten bis HRB 45
Draufsicht, RAA im Blech verpresst
H
J
L
Seitenansicht, mit Seitenblech verschraubt, mit selbstfurchenden Schrauben
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Für Schrauben-
gewinde
A± 0,08
B± 0,1
Cnom.
Dnom.
E± 0,15
F± 0,15
Gnom.
Min. Rand-
abstand H
Min. Rand-
abstand J
smmin.
sm
L± 0,08
Loch im Blech
+ 0,05 – 0,03
RAA M3 – 7 – 4M3 x 0,5 7,89 2,77 6,35 3,18 9,42 7 9,27 1,02
9,11,0
3,89 8 x 4
RAA M3 – 7 – 6 10,7 5,89 8 x 6
RAA M4 – 9 – 7M4 x 0,7 9,89 3,68 8,89 3,18 11,43 9 12,19 1,02
14,71,0
6,89 10 x 7
RAA M4 – 9 – 9 16,3 8,89 10 x 9
Empfohlene Matrizenabmessungen
PEMSERTER®
Matrizen Bestell-
bezeichnung
Schraube Matrizenabmessung
P± 0,03
M± 0,03
T± 0,1
Rmin.
8002713 M3 6,53 8,02 2,54 10,8
8002714 M4 9,07 10,03 2,54 12,7Matrize
+0,050min
L
P
M
StempelBlech
MatrizeR
T
Montage

www.kvt-fastening.com55
Pem®
sm
GF
E
CA
D
EinpresswinkelverbinderFür metallische Werkstoffe
Typ RAS
WerkstoffStahl, verzinkt, farblos passiviert
EinsatzFür Blechhärten bis HRB 60
Draufsicht, RAS im Blech verpresst
H
J
L
Seitenansicht, mit Seitenblech verschraubt
3-D Daten: http://kvt.partcommunity.com
Bestell-bezeichnung
Für Schrauben-
gewinde
A± 0,08
Cnom.
Dnom.
E± 0,15
F± 0,15
Gnom.
Min. Rand-
abstand H
Min. Rand-
abstand J
smmin.
sm
L± 0,08
Loch im Blech
+ 0,05 – 0,03
RAS M3 – 7 – 3
M3 x 0,5 7,89 6,35 3,18 9,47 7 9,78 1,02
7,6
1,0
2,89 8 x 3
RAS M3 – 7 – 4 9,1 3,89 8 x 4
RAS M3 – 7 – 6 10,7 5,89 8 x 6
RAS M4 – 9 – 4
M4 x 0,7 9,89 8,89 3,18 11,48 9 13,21 1,02
10,0
1,0
3,89 10 x 4
RAS M4 – 9 – 7 14,7 6,89 10 x 7
RAS M4 – 9 – 9 16,3 8,89 10 x 9
Empfohlene Matrizenabmessungen
PEMSERTER®
Matrizen Bestell-
bezeichnung
Schraube Matrizenabmessung
P± 0,03
M± 0,03
T± 0,1
Rmin.
8002713 M3 6,53 8,02 2,54 10,8
8002714 M4 9,07 10,03 2,54 12,7 Matrize
+0,050min
L
P
M
StempelBlech
MatrizeR
T
Montage

www.kvt-fastening.com56
L
d 1 d 2 d 3
SpotFast® EinpressbefestigerFür Edelstahl und metallische Werkstoffe
Typen SF, SFP
AusführungFür bündige Verbindung zweier Bleche
WerkstoffTyp SF: Stahl, verzinkt, farblos passiviertTyp SFP: Rostbeständiger Stahl, ausscheidungs-
gehärtet (martensitisch)
EinsatzTyp SF: Für Blechhärten bis HRB 80Typ SFP: Für Blechhärten bis HRB 88
sm1sm2
Blech 1Blech 2
Montage
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Blech 1 Blech 2 d1
max.d2
max.d3
max.L
max.Mind. Rand-
abstand bis Mitte Loch
Stahl verzinkt, farblos
passiviert
Rost- bestän diger
Stahl
sm1
± 0,08-Loch
+ 0,080
sm2
min.-Loch
+ 0,080
SF-3-0,8 – 0,8 3,0 0,8 2,5 2,98 2,48 3,53 1,50 2,54
SF-3-1,0 SFP-3-1,0 1,0 3,0 1,0 2,5 2,98 2,48 3,76 1,90 2,54
SF-3-1,2 SFP-3-1,2 1,2 3,0 1,2 2,5 2,98 2,48 3,76 2,31 2,54
SF-3-1,6 SFP-3-1,6 1,6 3,0 1,6 2,5 2,98 2,48 3,76 3,12 2,54
SF-5-0,8 – 0,8 5,0 0,8 4,0 4,98 3,97 5,56 1,50 3,56
SF-5-1,0 – 1,0 5,0 1,0 4,0 4,98 3,97 5,56 1,90 3,56
– SFP-5-1,0 1,0 5,0 1,0 4,5 4,98 4,47 5,56 1,90 3,56
SF-5-1,2 – 1,2 5,0 1,2 4,0 4,98 3,97 5,56 2,31 3,56
– SFP-5-1,2 1,2 5,0 1,2 4,5 4,98 4,47 5,56 2,31 3,56
SF-5-1,6 – 1,6 5,0 1,6 4,0 4,98 3,97 5,56 3,12 3,56
– SFP-5-1,6 1,6 5,0 1,6 4,5 4,98 4,47 5,56 3,12 3,56
www.kvt-fastening.com57
Pem®
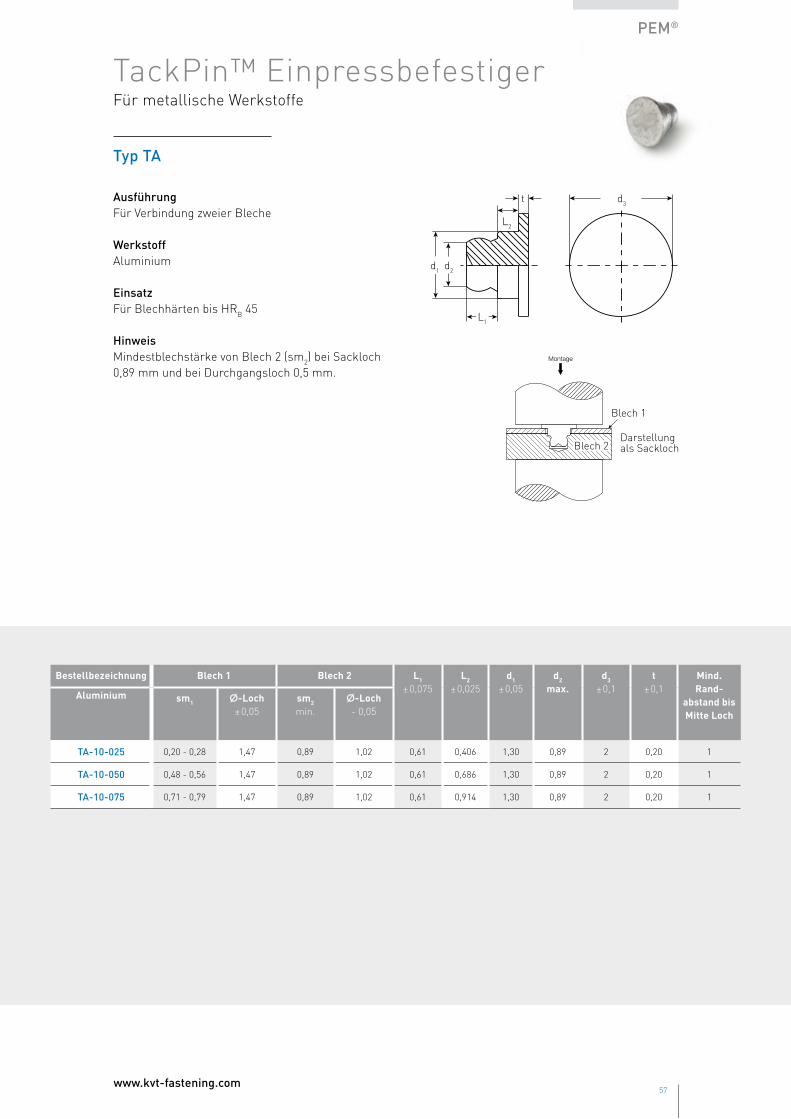
Typ TA
AusführungFür Verbindung zweier Bleche
WerkstoffAluminium
EinsatzFür Blechhärten bis HRB 45
HinweisMindestblechstärke von Blech 2 (sm2) bei Sackloch 0,89 mm und bei Durchgangsloch 0,5 mm.
TackPin™ EinpressbefestigerFür metallische Werkstoffe
Montage
Blech 1
Blech 2Darstellung als Sackloch
d3
d2d1
L2
L1
t
Bestell bezeichnung Blech 1 Blech 2 L1
± 0,075L2
± 0,025d1
± 0,05d2
max.d3
± 0,1t
± 0,1Mind.Rand-
abstand bis Mitte Loch
Aluminium sm1 -Loch± 0,05
sm2
min.-Loch- 0,05
TA-10-025 0,20 - 0,28 1,47 0,89 1,02 0,61 0,406 1,30 0,89 2 0,20 1
TA-10-050 0,48 - 0,56 1,47 0,89 1,02 0,61 0,686 1,30 0,89 2 0,20 1
TA-10-075 0,71 - 0,79 1,47 0,89 1,02 0,61 0,914 1,30 0,89 2 0,20 1

www.kvt-fastening.com58
min. 2,5
d2
sm2
d3
sm1
min. 5,6± 0,1Toleranz
3,58±0,13
∅ 4
,80
±0,
13
ca. 0,51±0,13
∅ 5
,74
±0,
08
∅ 6,35±0,13
L 1
Bewegliche Platte
Grundplatte
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Nenn- Grundplatte Bewegl. Platte L1
± 0,13L2
min.sm1
min.
sm
sm2
sm
Loch d2
+ 0,08 0
Loch d3
+ 0,080
KSSB-4MM-8
4 5,40 4,00
8 13
1,25 1,0 – 1,8
KSSB-4MM-10 10 15
KSSB-4MM-12 12 17
KSSB-4MM-14 14 19
KSSB-4MM-16 16 21
KSSB-4MM-18 18 23
KSSB-4MM-20 20 25
KSSB-4MM-22 22 27
KSSB-4MM-25 25 30
min. 2,5
d2
sm2
d3
sm1
min. 5,6± 0,1Toleranz
3,58±0,13
∅ 4
,80
±0,
13
ca. 0,51±0,13
∅ 5
,74
±0,
08
∅ 6,35±0,13
L 1
Bewegliche Platte
Grundplatte
DistanzhalterFür Kunststoffe
Typ KSSB
AusführungDistanzhalter werden zum schnellen Aufstecken und Demontieren von Printplatten, Bauteilen etc. eingesetzt
Werkstoffn Messing blank (CDA 353) n Messing mit Oberflächenbehandlung auf Anfrage
EinsatzFür Printplatten oder Kunststoffe bis HRB 65 (Grundplatte)
Kräften Erstes Aufstecken der beweglichen Platte
= max. 57,7 N n Abstreifkraft beim 1. Mal = min. 13,3 Nn Abstreifkraft beim 15. Mal = min. 4,4 N
∅ 5,49 + 0,08
L 2
Montage
www.kvt-fastening.com59
Pem®
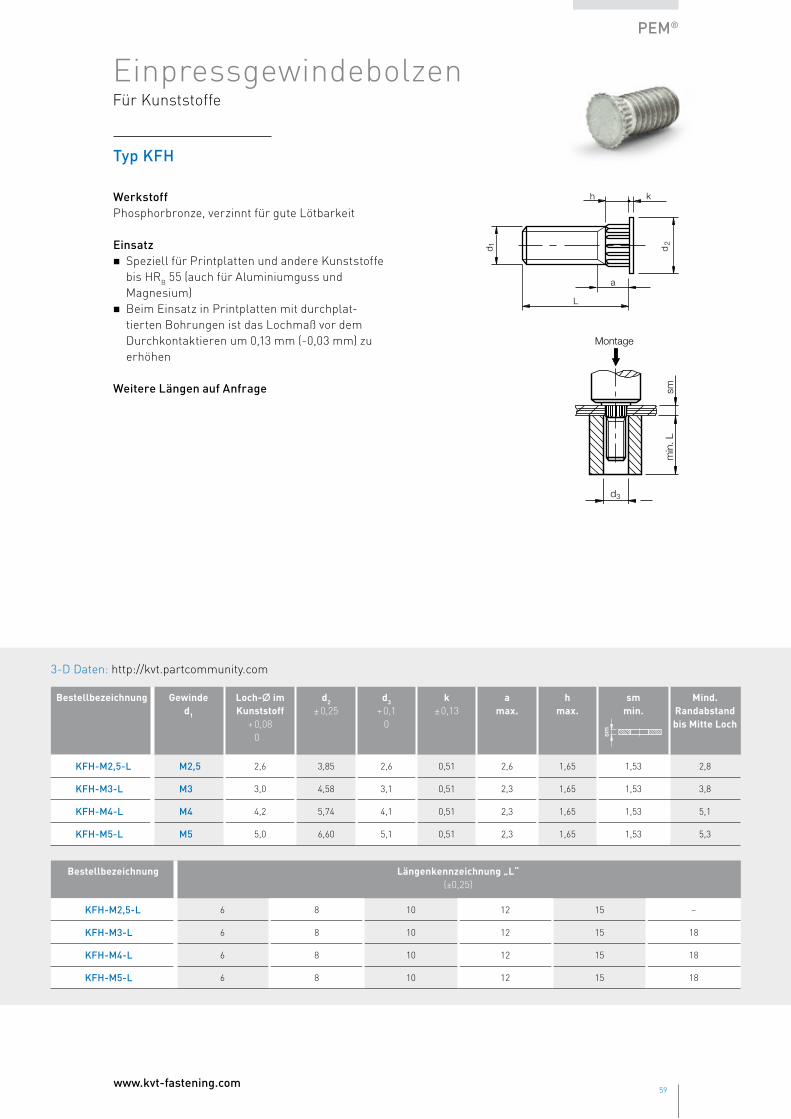
L
d 1 d2
a
h k
Typ KFH
WerkstoffPhosphorbronze, verzinnt für gute Lötbarkeit
Einsatzn Speziell für Printplatten und andere Kunststoffe
bis HRB 55 (auch für Aluminiumguss und Magnesium)
n Beim Einsatz in Printplatten mit durchplat-tierten Bohrungen ist das Lochmaß vor dem Durch kontaktieren um 0,13 mm (-0,03 mm) zu erhöhen
Weitere Längen auf Anfrage
EinpressgewindebolzenFür Kunststoffe
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
Loch- im Kunststoff
+ 0,080
d2
± 0,25d3
+ 0,10
k± 0,13
amax.
hmax.
smmin.
sm
Mind. Rand abstand bis Mitte Loch
KFH-M2,5-L M2,5 2,6 3,85 2,6 0,51 2,6 1,65 1,53 2,8
KFH-M3-L M3 3,0 4,58 3,1 0,51 2,3 1,65 1,53 3,8
KFH-M4-L M4 4,2 5,74 4,1 0,51 2,3 1,65 1,53 5,1
KFH-M5-L M5 5,0 6,60 5,1 0,51 2,3 1,65 1,53 5,3
Bestell bezeichnung Längenkennzeichnung „L“(±0,25)
KFH-M2,5-L 6 8 10 12 15 –
KFH-M3-L 6 8 10 12 15 18
KFH-M4-L 6 8 10 12 15 18
KFH-M5-L 6 8 10 12 15 18
Montage
d3
smm
in. L

www.kvt-fastening.com60
EinpressmutternFür Kunststoffe
Typen KF2, KFS2
WerkstoffTyp KF2: Stahl, verzinntTyp KFS2: Nichtrostender Stahl 18/8 (AISI 300),
passiviert
Einsatzn Printplatten, Fiberglas, Phenolharze, Nylon,
Epoxy, Acrylglas usw. (auch für Aluminiumguss und Magnesium)
n Typ KF2 bis HRB 60n Typ KFS2 bis HRB 70 n Beim Einsatz in Printplatten mit durchplattierten
Bohrungen ist das Lochmaß vor dem Durch kon-taktieren um 0,13 mm (-0,03 mm) zu erhöhen
mh
d1
d2
d3
sm
Montage
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
Loch- im Kunststoff
+ 0,080
d2
± 0,08d3
± 0,13m
± 0,13h
max.sm
min.
sm
Min.Randabstand bis Mitte LochStahl, verzinnt Nichtrostender
Stahl, passiviert
KF2-M2 KFS2-M2 M2 3,70 4,19 5,56 1,5 1,53 1,53 4,2
KF2-M2,5 KFS2-M2,5 M2,5 4,20 4,68 5,56 1,5 1,53 1,53 4,4
KF2-M3 KFS2-M3 M3 4,20 4,68 5,56 1,5 1,53 1,53 4,4
KF2-M4 KFS2-M4 M4 6,40 6,81 8,74 2,0 1,53 1,53 6,4
KF2-M5 KFS2-M5 M5 6,90 7,37 9,53 3,0 1,53 1,53 7,1
www.kvt-fastening.com61
Pem®
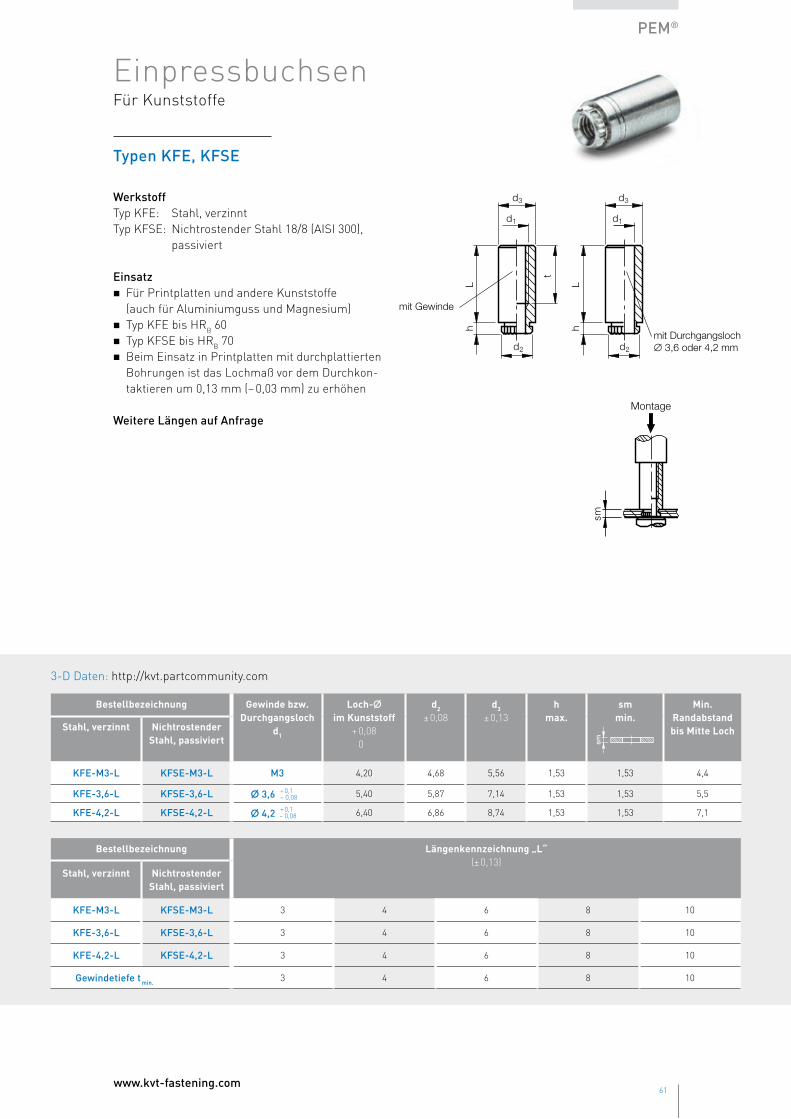
Typen KFE, KFSE
Werkstoff Typ KFE: Stahl, verzinnt Typ KFSE: Nichtrostender Stahl 18/8 (AISI 300),
passiviert
Einsatzn Für Printplatten und andere Kunststoffe
(auch für Aluminiumguss und Magnesium) n Typ KFE bis HRB 60n Typ KFSE bis HRB 70 n Beim Einsatz in Printplatten mit durchplattierten
Bohrungen ist das Lochmaß vor dem Durchkon-taktieren um 0,13 mm (– 0,03 mm) zu erhöhen
Weitere Längen auf Anfrage
EinpressbuchsenFür Kunststoffe
sm
Montage
h
d1
d2
d3
L
h
d1
d2
d3
L
t
mit Durchgangsloch∅ 3,6 oder 4,2 mm
mit Gewinde
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinde bzw. Durchgangsloch
d1
Loch- im Kunststoff
+ 0,080
d2
± 0,08d3
± 0,13h
max.sm
min.
sm
Min. Randabstand bis Mitte LochStahl, verzinnt Nichtrostender
Stahl, passiviert
KFE-M3-L KFSE-M3-L M3 4,20 4,68 5,56 1,53 1,53 4,4
KFE-3,6-L KFSE-3,6-L 3,6 + 0,1– 0,08 5,40 5,87 7,14 1,53 1,53 5,5
KFE-4,2-L KFSE-4,2-L 4,2 + 0,1 – 0,08 6,40 6,86 8,74 1,53 1,53 7,1
Bestellbezeichnung Längenkennzeichnung „L“(± 0,13)
Stahl, verzinnt Nichtrostender Stahl, passiviert
KFE-M3-L KFSE-M3-L 3 4 6 8 10
KFE-3,6-L KFSE-3,6-L 3 4 6 8 10
KFE-4,2-L KFSE-4,2-L 3 4 6 8 10
Gewindetiefe t min. 3 4 6 8 10

www.kvt-fastening.com62
Typ KF2 für SMT-Bestückung
Vorteile der SMT-Bestückungn Befestiger können automatisch zugeführt werdenn Kein externer Arbeitsgang, um Befestigungs-
punkte anzubringen (z. B. Einpressvorgang)n Keine Gefahr der Printplattenzerstörung (Gefahr
beim Einpressen)n Arbeitskostenreduzierungn Zeiteinsparungn Prozesssicherheit
WerkstoffStahl, verzinnt
EinsatzPrintplatten mit durchkontaktierten und nicht durch kontaktierten Bohrungen
Verarbeitung1. PEM® Teil mit Klebepunkt mittels Standard-
vakuumpipette2. PEM® Teil ohne Klebepunkt mittels Spezial-
vakuumpipette
SMT-fähige MutternGegurtet für Printplatten
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
H in Leiterplatte
+ 0,080
d2
± 0,08d3
± 0,13m
± 0,13h
max.sm
min.*
sm
Dmin.
KF2-M2 gegurtet M2 4,3 4,19 5,56 1,5 1,53 1,53 6,2
KF2-M2,5 gegurtet M2,5 4,8 4,68 5,56 1,5 1,53 1,53 6,2
KF2-M3 gegurtet M3 4,8 4,68 5,56 1,5 1,53 1,53 6,2
KF2-M4 gegurtet M4 7,0 6,86 8,74 2,0 1,53 1,53 9,4
KF2-M5 gegurtet M5 7,5 7,37 9,53 3,0 1,53 1,53 10,3
1 2
* sm min. bezieht sich auf „ohne Überstand nach unten“
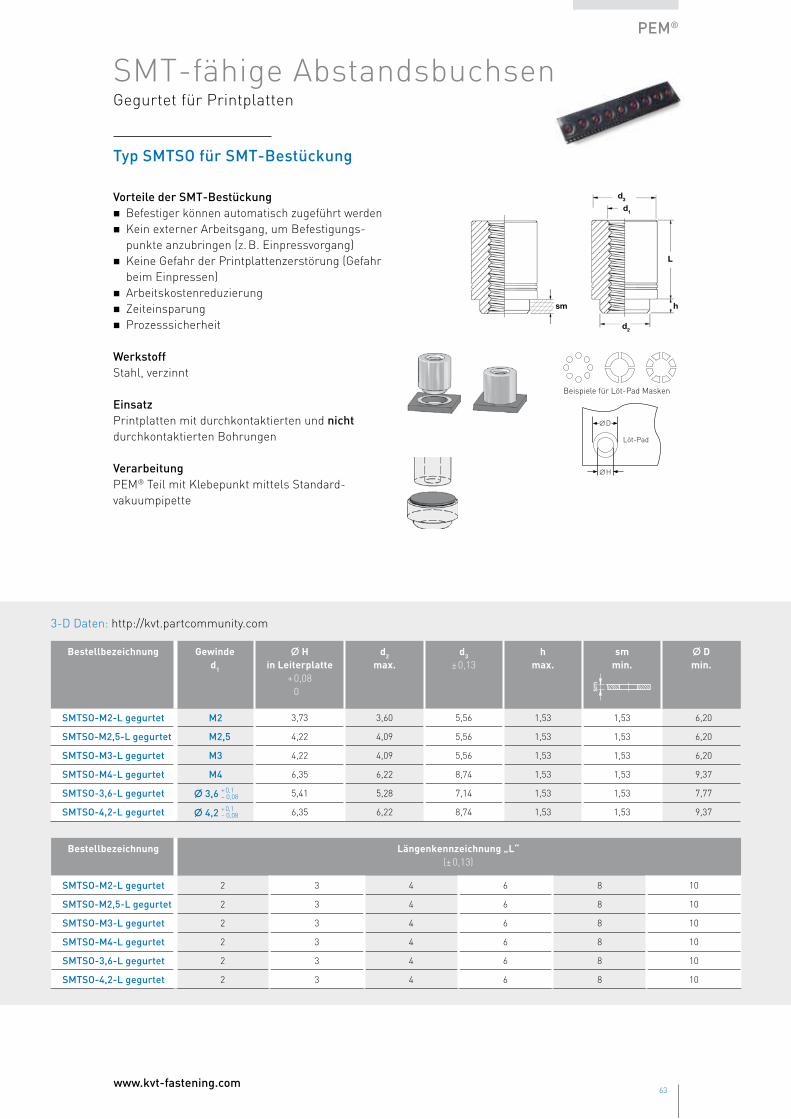
www.kvt-fastening.com63
Pem®
d1
L
h
d2
d3
sm
Typ SMTSO für SMT-Bestückung
Vorteile der SMT-Bestückung n Befestiger können automatisch zugeführt werdenn Kein externer Arbeitsgang, um Befestigungs-
punkte anzubringen (z. B. Einpressvorgang) n Keine Gefahr der Printplattenzerstörung (Gefahr
beim Einpressen) n Arbeitskostenreduzierung n Zeiteinsparungn Prozesssicherheit
WerkstoffStahl, verzinnt
EinsatzPrintplatten mit durchkontaktierten und nicht durch kontaktierten Bohrungen
VerarbeitungPEM® Teil mit Klebepunkt mittels Standard-vakuumpipette
SMT-fähige AbstandsbuchsenGegurtet für Printplatten
Beispiele für Löt-Pad Masken
∅ D
∅ H
Löt-Pad
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
H in Leiterplatte
+ 0,080
d2
max.d3
± 0,13h
max.sm
min.
sm
Dmin.
SMTSO-M2-L gegurtet M2 3,73 3,60 5,56 1,53 1,53 6,20
SMTSO-M2,5-L gegurtet M2,5 4,22 4,09 5,56 1,53 1,53 6,20
SMTSO-M3-L gegurtet M3 4,22 4,09 5,56 1,53 1,53 6,20
SMTSO-M4-L gegurtet M4 6,35 6,22 8,74 1,53 1,53 9,37
SMTSO-3,6-L gegurtet 3,6 + 0,1– 0,08 5,41 5,28 7,14 1,53 1,53 7,77
SMTSO-4,2-L gegurtet 4,2 + 0,1– 0,08 6,35 6,22 8,74 1,53 1,53 9,37
Bestellbezeichnung Längenkennzeichnung „L“(± 0,13)
SMTSO-M2-L gegurtet 2 3 4 6 8 10
SMTSO-M2,5-L gegurtet 2 3 4 6 8 10
SMTSO-M3-L gegurtet 2 3 4 6 8 10
SMTSO-M4-L gegurtet 2 3 4 6 8 10
SMTSO-3,6-L gegurtet 2 3 4 6 8 10
SMTSO-4,2-L gegurtet 2 3 4 6 8 10
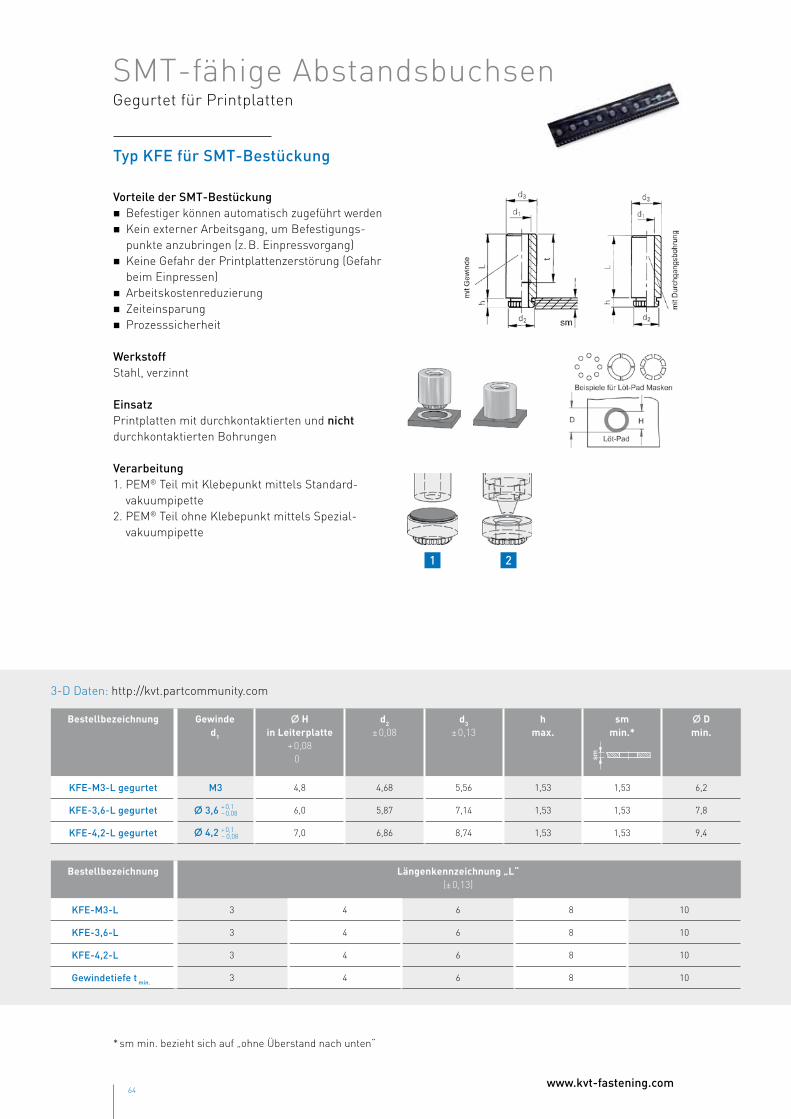
www.kvt-fastening.com64
1 2
Typ KFE für SMT-Bestückung
Vorteile der SMT-Bestückung n Befestiger können automatisch zugeführt werdenn Kein externer Arbeitsgang, um Befestigungs-
punkte anzubringen (z. B. Einpressvorgang) n Keine Gefahr der Printplattenzerstörung (Gefahr
beim Einpressen)n Arbeitskostenreduzierung n Zeiteinsparung n Prozesssicherheit
WerkstoffStahl, verzinnt
EinsatzPrintplatten mit durchkontaktierten und nicht durch kontaktierten Bohrungen
Verarbeitung1. PEM® Teil mit Klebepunkt mittels Standard-
vakuumpipette2. PEM® Teil ohne Klebepunkt mittels Spezial-
vakuumpipette
SMT-fähige AbstandsbuchsenGegurtet für Printplatten
* sm min. bezieht sich auf „ohne Überstand nach unten“
3-D Daten: http://kvt.partcommunity.com
Bestell bezeichnung Gewinded1
H in Leiterplatte
+ 0,080
d2
± 0,08d3
± 0,13h
max.sm
min.*
sm
Dmin.
KFE-M3-L gegurtet M3 4,8 4,68 5,56 1,53 1,53 6,2
KFE-3,6-L gegurtet 3,6 + 0,1– 0,08 6,0 5,87 7,14 1,53 1,53 7,8
KFE-4,2-L gegurtet 4,2 + 0,1– 0,08 7,0 6,86 8,74 1,53 1,53 9,4
Bestellbezeichnung Längenkennzeichnung „L“(± 0,13)
KFE-M3-L 3 4 6 8 10
KFE-3,6-L 3 4 6 8 10
KFE-4,2-L 3 4 6 8 10
Gewindetiefe t min. 3 4 6 8 10
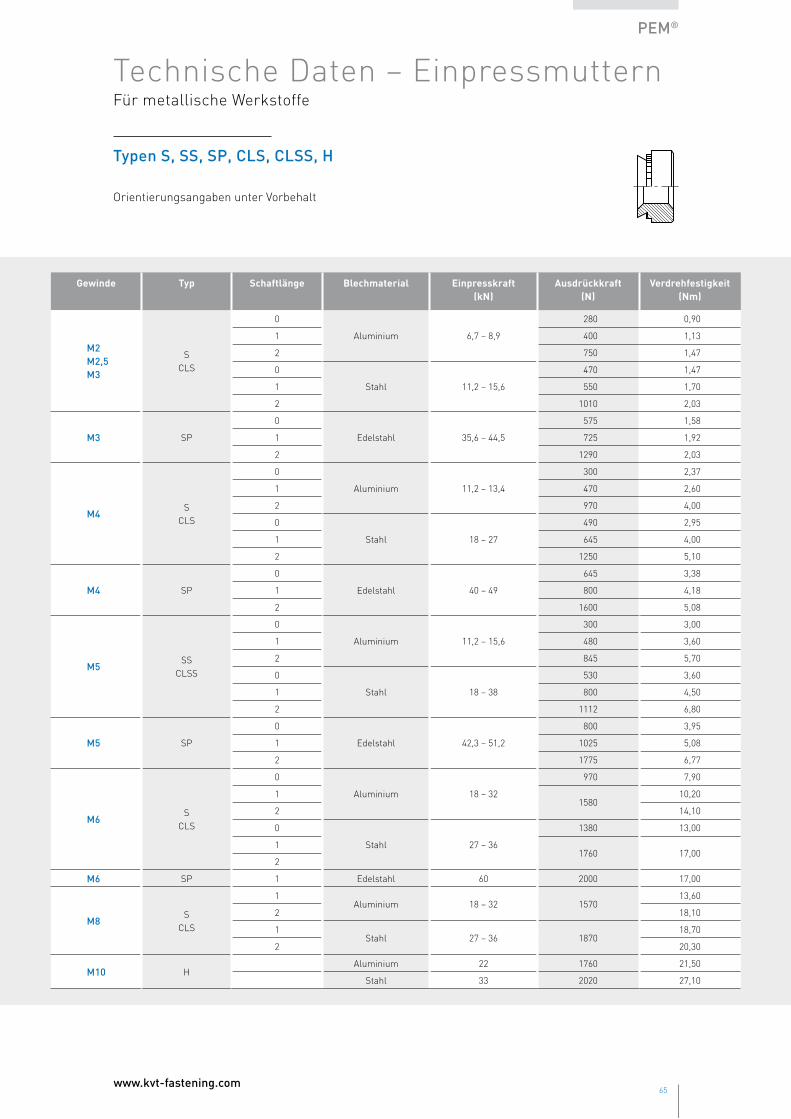
www.kvt-fastening.com65
Pem®
Typen S, SS, SP, CLS, CLSS, H
Orientierungsangaben unter Vorbehalt
Technische Daten – EinpressmutternFür metallische Werkstoffe
Gewinde Typ Schaftlänge Blechmaterial Einpresskraft (kN)
Ausdrückkraft (N)
Verdrehfestigkeit(Nm)
M2M2,5M3
SCLS
0
Aluminium 6,7 – 8,9
280 0,90
1 400 1,13
2 750 1,47
0
Stahl 11,2 – 15,6
470 1,47
1 550 1,70
2 1010 2,03
M3 SP
0
Edelstahl 35,6 – 44,5
575 1,58
1 725 1,92
2 1290 2,03
M4S
CLS
0
Aluminium 11,2 – 13,4
300 2,37
1 470 2,60
2 970 4,00
0
Stahl 18 – 27
490 2,95
1 645 4,00
2 1250 5,10
M4 SP
0
Edelstahl 40 – 49
645 3,38
1 800 4,18
2 1600 5,08
M5SS
CLSS
0
Aluminium 11,2 – 15,6
300 3,00
1 480 3,60
2 845 5,70
0
Stahl 18 – 38
530 3,60
1 800 4,50
2 1112 6,80
M5 SP
0
Edelstahl 42,3 – 51,2
800 3,95
1 1025 5,08
2 1775 6,77
M6S
CLS
0
Aluminium 18 – 32
970 7,90
11580
10,20
2 14,10
0
Stahl 27 – 36
1380 13,00
11760 17,00
2
M6 SP 1 Edelstahl 60 2000 17,00
M8S
CLS
1Aluminium 18 – 32 1570
13,60
2 18,10
1Stahl 27 – 36 1870
18,70
2 20,30
M10 HAluminium 22 1760 21,50
Stahl 33 2020 27,10

www.kvt-fastening.com66
Typ FH
Orientierungsangaben unter Vorbehalt
Technische Daten –EinpressgewindebolzenFür metallische Werkstoffe
Gewinde Max.Muttern an-
zugsmoment (Nm)
Blechdicke und Material
Blechhärte
(HrB)
Einpresskraft
(kN)
Ausdrückkraft
(N)
Verdreh-festigkeit
(Nm)
Durchzugs-festigkeit
(N)
Durchmesser Testhülse
M2,5 0,411,6 mm Aluminium 29 8,9 465
1,0 2600
3,11,5 mm Stahl 59 11,1 740 2800
M3 0,741,6 mm Aluminium 29 12,9 600
1,7 3150
3,61,5 mm Stahl 59 14,7 820 3840
M4 1,701,6 mm Aluminium 29 20,0 975 2,9 4448
4,61,5 mm Stahl 59 28,9 1780 4,2 5650
M5 3,501,6 mm Aluminium 29 24,5 1070 3,5 5170
5,61,5 mm Stahl 59 33,4 2000 6,5 6270
M6 5,902,4 mm Aluminium 28 28,9 1660 7,3 10200
6,62,2 mm Stahl 46 44,5 2560 11,3 11300
M8 14,202,4 mm Aluminium 28 29,8 1910 11,3 10500
8,62,4 mm Stahl 46 44,5 2890 19,2 15450

www.kvt-fastening.com67
Pem®
Typen HFH, HFHD, HFHS, HFHDSfür höhere Belastbarkeit
n Orientierungsangaben unter Vorbehaltn Werte gelten auch für Bolzen mit Zentrieransatz
Technische Daten –EinpressgewindebolzenFür metallische Werkstoffe
Gewinde Typ Max.Muttern an-
zugsmoment (Nm)
Blechdicke und Material
Blech- härte
(HrB)
Einpress- kraft
(kN)
Ausdrück-kraft
(N)
Verdreh-festigkeit
(Nm)
Zug- festigkeit
(kN)
Durch-messer
Testhülse
M5
HFH
4,4
1,50 mm Aluminium 15 13,0 800 5,412,8
6,35HFH 1,50 mm Stahl 65 26,0 1500 7,6
HFHS 1,62 mm Aluminium 35 12,4 800 5,4 7,3
HFHS 1,47 mm Stahl 54 21,7 1500 6,4
M6
HFH
10,0
1,50 mm Aluminium 43 29,0 127014,0 18,1
7,49HFH 1,50 mm Stahl 59 33,0 1750
HFHS 1,62 mm Aluminium 35 15,4 127011,0 10,3
HFHS 1,60 mm Stahl 45 24,6 1750
M8
HFH
21,7
2,30 mm Aluminium 39 35,6 170030,0 32,9
9,53HFH 2,30 mm Stahl 58 44,5 2200
HFHS 2,23 mm Aluminium 44 24,4 170020,0 18,8
HFHS 2,48 mm Stahl 43 37,8 2100
M10
HFH
36,6
2,30 mm Aluminium 39 40,0 2445 36,052,2
11,56HFH 2,30 mm Stahl 58 54,0 3470 49,0
HFHS 2,30 mm Aluminium44
33,3 244536,0 29,9
HFHS 2,30 mm Stahl 46,7 3470
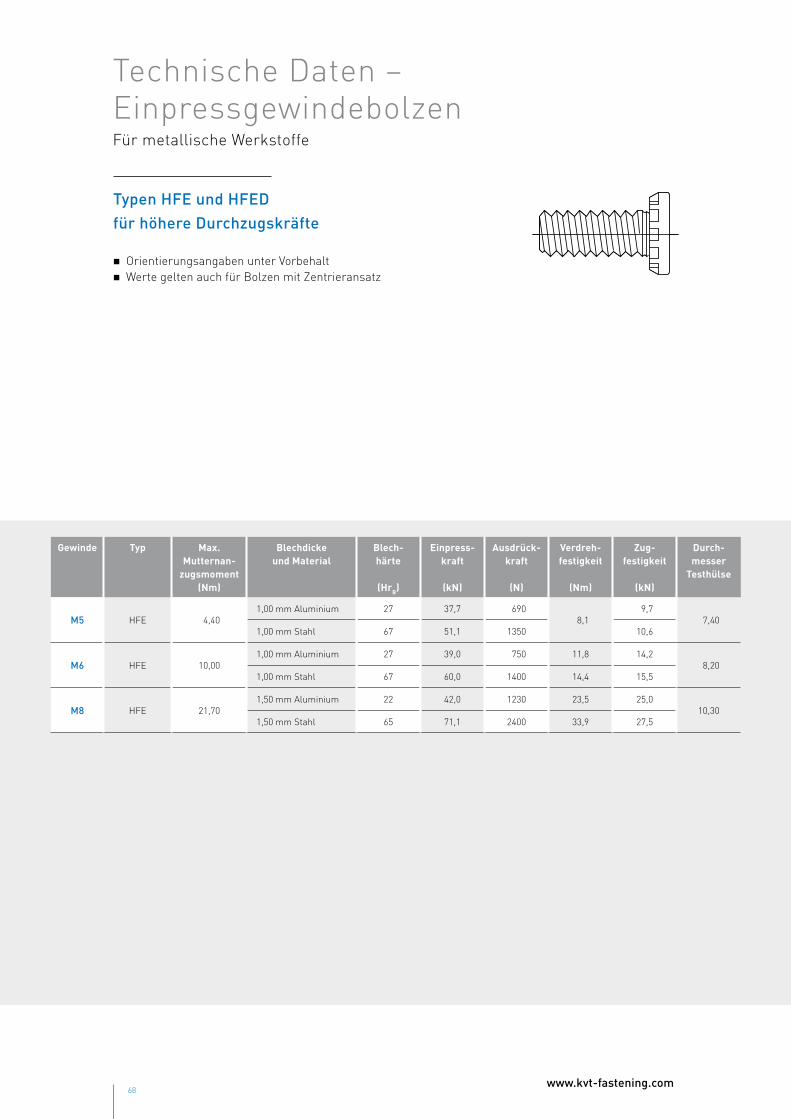
www.kvt-fastening.com68
Typen HFE und HFEDfür höhere Durchzugskräfte
n Orientierungsangaben unter Vorbehaltn Werte gelten auch für Bolzen mit Zentrieransatz
Technische Daten –EinpressgewindebolzenFür metallische Werkstoffe
Gewinde Typ Max.Muttern an-
zugsmoment (Nm)
Blechdicke und Material
Blech- härte
(HrB)
Einpress- kraft
(kN)
Ausdrück-kraft
(N)
Verdreh-festigkeit
(Nm)
Zug- festigkeit
(kN)
Durch-messer
Testhülse
M5 HFE 4,401,00 mm Aluminium 27 37,7 690
8,1 9,7
7,401,00 mm Stahl 67 51,1 1350 10,6
M6 HFE 10,001,00 mm Aluminium 27 39,0 750 11,8 14,2
8,201,00 mm Stahl 67 60,0 1400 14,4 15,5
M8 HFE 21,701,50 mm Aluminium 22 42,0 1230 23,5 25,0
10,301,50 mm Stahl 65 71,1 2400 33,9 27,5

www.kvt-fastening.com69
Pem®
Typen SO, BSO, SOS, BSOS
Orientierungsangaben unter Vorbehalt
Technische Daten –EinpressgewindebuchsenFür metallische Werkstoffe
Gewinde Typ Max. empf. Schrauben-
anzugs- moment
(Nm)
Blechmaterial
1,5 mm Aluminium 1,5 mm Stahl
Einpress-kraft (kN)
Ausdrück-kraft(N)
Verdreh-festigkeit
(Nm)
Durchzugs-kraft(N)
Einpress-kraft (kN)
Ausdrück-kraft(N)
Verdreh-festigkeit
(Nm)
Durchzugs-kraft(N)
M3
SO0,55
4,9 710 1,24
1245
9,8 1000 2,15
1465BSO
SOS0,44 996 1172
BSOS
3,5M3
SO0,55
7,6 1330 2,82
1245
14,7 1860 3,95
1465BSO
SOS0,44 996 1172
BSOS
M4
SO2,0
10,7 1780 5,08
2575
17,8 2490 8,47
3110BSO
SOS1,6 2060 2488
BSOS
M5
SO3,60
10,7 1780 5,08
2575
17,8 2490 8,47
3110BSO
SOS2,88 2060 2488
BSOS

www.kvt-fastening.com70
Aufbau Ausdrücktest Bolzen
Aufbau Ausdrücktest Muttern und Buchsen
Aufbau Ausdrehmoment Bolzen
Aufbau Ausdrehmoment Muttern und Buchsen
Versuchsaufbauten
Schraube der Güteklasse8.8 oder höher
Drehmomentschlüssel
Teststreifen
gehärteteGewindehülse
Schraube der Güteklasse8.8 oder höher
Drehmomentschlüssel
Teststreifen
Unterlegscheibe
Einpressmutteroder Buchse
Stempel Prüfmaschine
TeststreifenAuflage
Prüfmaschine
Hülse
Bohrung
Kopfdurchmesser Bolzen+ 2,0 mm max.
Stempel Prüfmaschine
Schraube der Güteklasse8.8 oder höher
Teststreifen
Auflagehülse
AuflagePrüfmaschine
Bohrung
Kopfdurchmesser Mutter+ 1,6 mm max.

www.kvt-fastening.com71
Pem®

www.kvt-fastening.com72
PEMSERTER® 3000 PEMSERTER® 3000MB™
PEMSERTER® 4* PEMSERTER® IN-DIEPEMSERTER® 2000
Flexibel, leistungsstark und sicher – eine zuverlässige Verarbeitung
Egal welche Anforderungen an die Verar beitung gestellt werden, das PEMSERTER® Maschinen-programm garantiert ein optimales Einsetzen aller PEM® Einpressbefestiger.
Vom manuellen Einsteigermodell über die halbau-tomatische Variante mit Zuführmöglichkeit bis hin zur Hightech-Maschine mit 4-fach-Beschickung
PEMSERTER® MaschinenprogrammPEMSERTER®3000 / 2000 / 4
und Roboteranbindung bietet PEM® das auf alle Anforderungen zugeschnittene Maschinenpro-gramm. Auch ein Zuführen der Befestiger direkt in die Presse des Anwenders ist möglich.
Sie wünschen weitere Details? Bitte fordern Sie unseren Spezialkatalog an.
* Optional auch mit automatischer Zuführung

www.kvt-fastening.com73
Pem®
PEMSERTER® MaschinenprogrammPEMSERTER® 3000 / 2000 / 4
PEMSERTER® 3000 PEMSERTER® 2000 PEMSERTER® 4
Sekunden pro Hub 1 1,5 3
Einpresskraft 71,2 kN 71,2 kN 53,4 kN
C-Gestell-Tiefe 610 mm 610 mm 457 mm
Edelstahltechnologie • – –
Autom. Erfassen der Einpresskraft • – –
Einpresskraftüberwachung • • –
Photooptisches selbstüberwachendes Sicherheitssystem
• • –
Werkzeugwechsler – QX (4-fach) º º –
QX Antrieb º º –
2. Rüttlerschale º º –
Touchscreen Steuerung Ind. PC Windows XP PLC –
Befestigerlängenerfassung – FLM º º –
Vakuumüberwachung • • –
Bedienersoftware • • –
Speichern von digitalen Bildern • – –
Fehleranalysesoftware • • –
Roboterfähigkeit • º –
Verweilzeit/Timer • • •
Werkzeugschutz • • •
Befestigerzähler • • •
Laserspot • • •
Chargenzähler • • –
Rüttlerschalengröße bis M10 bis M10 –
Antriebsart Servomotor hydropneumatisch Luft
Elektrischer Anschluss 400V/50Hz/32 Amp. 230V/50Hz/16 Amp. –
Luftanschluss 5 – 6 bar 6 – 8 bar max. 6 bar
Höhe 2.080 mm 1.930 mm 1.676 mm
Breite 920 mm 920 mm 690 mm
Tiefe 1.260 mm 1.260 mm 940 mm
Gewicht ca. 1.235 kg ca. 1.135 kg ca. 308 kg
Schulung und Inbetriebnahme • • •
Garantie/Jahre 1 1 1
• Standard | º optional | – nicht verfügbar

74
Warenzeichen
Die Erkennung unserer PEM® Einpressbefestiger ist über aufgeprägte Warenzeichen möglich.
Muttern und Buchsen – umlaufende Nuten
Bolzen und Schnellverschlussschrauben – Dimple runde Prägung
Muttern und Hybrid® (Metalloplastic)
Qualitätssicherung
Oberste Priorität hat für KVT-Fastening die Qualitätssicherung. Die ständig steigenden Qualitätsanforde-rungen in der Industrie erfüllt KVT-Fastening durch ein effizientes und integriertes Qualitätsmanagement.
Warenzeichen Qualitätssicherung

Verschlusselemente
Gewindeeinsätze
Spezialelemente 2)
Verarbeitungstechnik
Blindnietmuttern
Sicherungsmuttern
Klebetechnik 1)
Einpressbefestiger
Schnellbefestiger und Clipse
Druckverstärker 3)Dichtstopfen
Bolzenschweißen 1)
Arretierungen
Schnelladapter und -kupplungen 4)
Logistiksysteme
Solutioneering
Blindniettechnik
Befestigungstechnik Bau 2)
Befestigungselemente für Verbundwerkstoffe
Für komplexe Einsatzbereiche die optimale Verbindung und DichtungIm umfassenden KVT-Fastening Sortiment finden Sie für jede Herausforderung die beste Lösung. Die hier vorgestellten Produkte sind ein Auszug unseres Gesamtspektrums. Gerne stellen wir Ihnen auf Wunsch weiteres Informationsmaterial zur Verfügung.
Jetzt informieren oderim E-Shop bestellen:www.kvt-fastening.com
1) In Deutschland nicht verfügbar. 2) Nur in der Schweiz verfügbar. 3) In der Schweiz nicht verfügbar. 4) In Österreich nicht verfügbar.
KVT-Fastening Verbindungslösungen
Intelligente LogistiksystemeBossard SmartBin und SmartLabel sind intelligente Logistiksysteme, welche absolut zuverlässig die Bestände über-wachen und automatisch den Nachschub sichern. Ein Online-System übermittelt die Daten an unsere Server, welche die Bestellung auslösen. Sie sorgen für einfache und schnelle Verfügbarkeit der benötigten C-Teile im Fertigungsprozess.
Solutioneering – kompetente Analyse für effiziente Lösungen
Die hochqualifizierten Experten von KVT-Fastening analysieren zunächst die ge ge bene Problemstellung. Aus diesem fundierten Projektverständnis resultie-ren optimale Lösungen, die wirtschaft-lich, effizient und sicher sind.
www.kvt-fastening.com
©K
VT /
PEM
/ D
E / 0
7-20
13 /
qu /
Ände
rung
en v
orbe
halte
n
KVT-Fastening AGDietikon/Zürich | SchweizTel: +41 44 743 33 [email protected]
KVT-Fastening GmbHIllerrieden | DeutschlandTel: +49 7306 782 - [email protected]
KVT-Fastening GmbHAsten/Linz | ÖsterreichTel: +43 7224 67 09 [email protected]
KVT-Fastening Sp. z o.o.Radom | PolenTel: +48 58 762 17 [email protected]
KVT-Fastening S.R.L.Bucuresti | RumänienTel: +40 37 1381155 [email protected]
KVT-Fastening spol. s.r.o.Bratislava | SlowakeiTel: +421 9 11102510 [email protected]
KVT-Tehnika pritrjevanja d.o.o.Ljubljana | SlowenienTel: +386 1 2808019 [email protected]
KVT-Fastening s.r.o.Brno | Tschechische RepublikTel: +420 547 125200201 [email protected]
KVT-Fastening Kft.Budapest | UngarnTel: +36 1 769 [email protected]