pengaruh variasi arus listrik terhadap ketebalan...
TRANSCRIPT
PENGARUH VARIASI ARUS LISTRIK TERHADAP
KETEBALAN LAPISAN TEMBAGA PADA PROSES
ELEKTROPLATING PLAT BAJA KARBON RENDAH
NASKAH PUBLIKASI
Diajukan guna memenuhi sebagian syarat memperoleh d erajat sarjana S1
pada Jurusan Teknik Mesin Fakultas Teknik Universit as Muhammadiyah
Surakarta
Disusun :
SULISTIYANTO
NIM : D 200 070 035
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2013
PENGARUH VARIASI ARUS LISTRIK TERHADAP KETEBALAN LAPISAN TEMBAGA PADA PROSES ELEKTROPLATING PLAT BAJ A
KARBON RENDAH Sulistiyanto, Bibit sugito, Pramuko IP
Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A. Yani Tromol Pos I Pabelan, Kartosuro
email : [email protected].
ABSTRAKSI
Proses elektroplating merupakan proses pelapisan permukaan logam dengan logam lain. Proses pelapisan dilakukan dalam larutan elektrolit dengan menggunakan arus listrik searah (DC). Proses Elektroplating dengan menggunakan pelapisan tembaga pada plat Baja Karbon Rendah.Tujuan dari penelitian Tugas Akhir ini adalah mengetahui pengaruh variasi waktu tahan celup proses Elektroplating Tembaga pada plat Baja Karbon Rendah terhadap kekasaran dan ketebalan lapisan tembagannya. Pada pengujian ini digunakan bahan plat Baja Karbon Rendah dengan ukuran panjang 10 cm x lebar 5 cm x tebal 16 mm sebanyak 3 spesimen. Parameter yang digunakan, spesimen 1 pelapisan tembaga dengan variasi waktu tahan celup 8 detik, rapat arus 14 ampere, tegangan 9 volt, Spesimen 2 mengunakan variasi waktu 8 detik, rapat arus 15 ampere, tegangan 9 volt, dan Spesimen 3 menggunakan variasi waktu 8 detik, rapat arus 17 ampere, tegangan 9 volt. Setelah selesai diplating material diuji tingkat ketebalan lapisan tembaganya dengan foto mikro (Standart ASTM B 487), uji kekasaran dengan alat (Surface tester (Surfcorder SE 1700) dan foto makro. Dari pengujian ketebalan diperoleh hasil Spesimen 1 pelapisan tembaga 14 ampere ketebalan lapisannya 1,52 µm, spesimen 2 pelapisan tembaga 15 ampere ketebalan lapisannya 2,14 µm, Spesimen 3 pelapisan 17 ampere ketebalan lapisanya 3,80 µm. Sedangkan untuk hasil uji kekasaran diperoleh tingkat kekasaran rata-rata, pencelupan dengan rapat arus 14 ampere tingkat kekasaran 0,45 µm, Pencelupan 15 ampere tingkat kekasaran 0,35 µm, dan Pencelupan 17 ampere didapat tingkat kekasaran 0,32 µm.
Kata kunci : Elektroplating, Tembaga, Struktur mikr o, Kekasaran.

PENDAHULUAN
1.1. Latar Belakang
Melihat kerugian yang terjadi yang akan ditimbulkan oleh korosi
ini maka berbagai usaha dilakukan untuk dapat mencegah korosi
salah satu cara untuk mencegah korosi adalah melakukan surface
treatment pada suatu logam yaitu memberi perlindungan pada
permukaan logam dengan logam lain. Surface treatment yang
sekarang banyak dikembangkan yaitu proses elektroplating yang
menggunakan logam tembaga, nikel dan krom sebagai pelapis.
Definisi dari elektroplating yaitu proses pelapisan logam dengan
logam lain di dalam larutan elektrolit dengan menggunakan arus
listrik. Selain dapat memproteksi logam dari korosi, juga untuk
memperbaiki karakteristik produk yang dihasilkan, agar tampilanya
lebih menarik dan tahan gesekan (B.H. Amstead, 1991).
Selain proses elektroplating juga bertujuan untuk menambah
nilai dekoratif dari suatu logam. Bidang elektroplating itu sendiri
mempunyai banyak jenis yaitu elektroplating emas, perak, seng,
nikel, krom, timah, timbal, kuningan dan perunggu. Beberapa
proses elektroplating dengan menggunakan logam tembaga, nikel
dan khrom misalnya : velg dan spart part motor lainya.
Pada penelitian ini penulis berkesempatan melakukan proses
elektroplating dengan menggunakan pelapisan tembaga pada plat

baja karbon rendah yang selanjutnya akan diuji untuk mengetahui
hasil lapisan platingnya.
Penelitian ini bertujuan untuk mengetahui pengaruh arus listrik
dan lama waktu pencelupan pada proses elektroplating terhadap
pelapisan plat baja karbon rendah dengan lapisan tembaga.
1.2. Tujuan penelitian
Penelitian ini bertujuan untuk mengetahui pengaruh arus listrik
pada proses elektroplating terhadap pelapisan tembaga pada baja
karbon rendah.
2.1. Landasan Teori
Elektroplating
Elektroplating yaitu proses pelapisan logam dengan logam
lain di dalam suatu larutan elektrolit dengan pemberian arus
listrik. Konsep yang digunakan dalam proses elektoplating
adalah konsep reaksi reduksi dan oksidasi dengan
menggunakan sel elektrolisa. Dalam sel elektrolisa arus yang
akan dialirkan akan menimbulkan reaksi reduksi dan oksidasi
dangan mengubah energi listrik menjadi energi kimia. Proses
pelapisan terjadi jika suatu benda yang akan dilapisi berfungsi
sebagai katoda dan benda pelapis sebagai anoda dicelupkan
kedalam larutan elektrolit dengan kosentrasi tertentu, kemudian
arus dialirkan kedalam larutan tersebut maka ion-ion pada
anoda akan terurai ke dalam larutan dan akan melapisi benda
yang akan berfungsi sebagai katoda. Banyaknya ion yang
diuraikan tergantung dari besarnya arus yang dialirkan.
Semakin besar arus yang dialirkan semakin banyak ion yang
diuraikan begitu pula sebaliknya.
Hasil yang diperoleh dalam proses elektroplating
dipengaruhi oleh banyak variabel diantaranya larutan yang di
gunakan, suhu larutan, durasi planting tegangan antara dua
elektroda, keadaan elaktroda yang digunakan dan sebagainya.
Tujuan dari elektroplating itu sendiri selain untuk
mempertinggi nilai deduktif juga berfungsi sebagai proteksi
terhadap korosi dan untuk menghasikan benda atau logam
yang mempunyai karakteristik fisik dan mekanik tertentu.
1. Reaksi elektrokimia
Reaksi elektrokimia yaitu reaksi yang menghasikan
transfer bentuk energi listrik menjadi energi kimia atau
sebaliknya melalui saling interaksi antara arus listrik. Dalam
proses elaktroplating pemberian arus listrik akan
menimbulkan reaksi reduksi-oksidasi, dengan kata lain
energi listrik diubah menjadi energi kimia.
2. Reaksi yang terjadi pada Anoda dan Katoda
Jika sel elektrolit digunakan tembaga sebagai anoda
dan benda yang akan dilapis sebagai katoda. Keduanya

dicelupkan kedalam bak yang berisi larutan garam dari
tembaga seperti CuSO4 denga kosentrasi tertentu, kemudian
arus dialirkan kedalam larutan tersebut maka benda katoda
akan telapis dengan tembaga. Dalam hal ini beberapa
elektron dari katoda tranfer elektron dengan ion tembaga
bermuatan positif CU2+ , dan membebaskanya sebagai atom
logam tembaga. Atom logam tembaga ini mengambil tempat
di permukaan tembaga
Proses pelapisan dapat terjadi karena elektron yang
lepas dari atom-atom tembaga meninggalkan anoda yang
kemudian masuk ke dalam larutan sebagai ion-ion tembaga.
Gambar 2.1 Proses reaksi yang terjadi pada anoda dan
katoda
AMPERE METER SUMBER ARUS SEARAH
Cu2+
SO42-
Cu2+
So42-
Cu2+
SO42-
SO42-
ANODA KATODA
Proses pelapisan dapat terjadi sebagai berikut :
elektron yang lepas dari atom-atom tembaga meninggalkan
anoda yang kemudian masuk kedalam larutan sebagai ion-
ion tembaga
Cu Cu2+ + 2e (anoda)
Electron bergerak dari anoda ke katoda bereaksi
dengan ion-ion Cu menjadi ion-ion tembaga yang melapisi
katoda.
Cu2+ + 2e Cu (katoda)
METODOLOGI PENELITIAN
Penelitian ini menggunakan cara yang dirancang untuk
mendapatkan data yang aktual dengan langkah-langkah yang telah
disusun secara sistematis. Dan metodologi penelitian ini merupakan
salah satu cara untuk mempermudah membaca, menganalisa
penelitian, dan memberikan gambaran umum proses penelitian dari
awal sampai akhir pengujian hingga mendapatkan data yang
diperlukan.
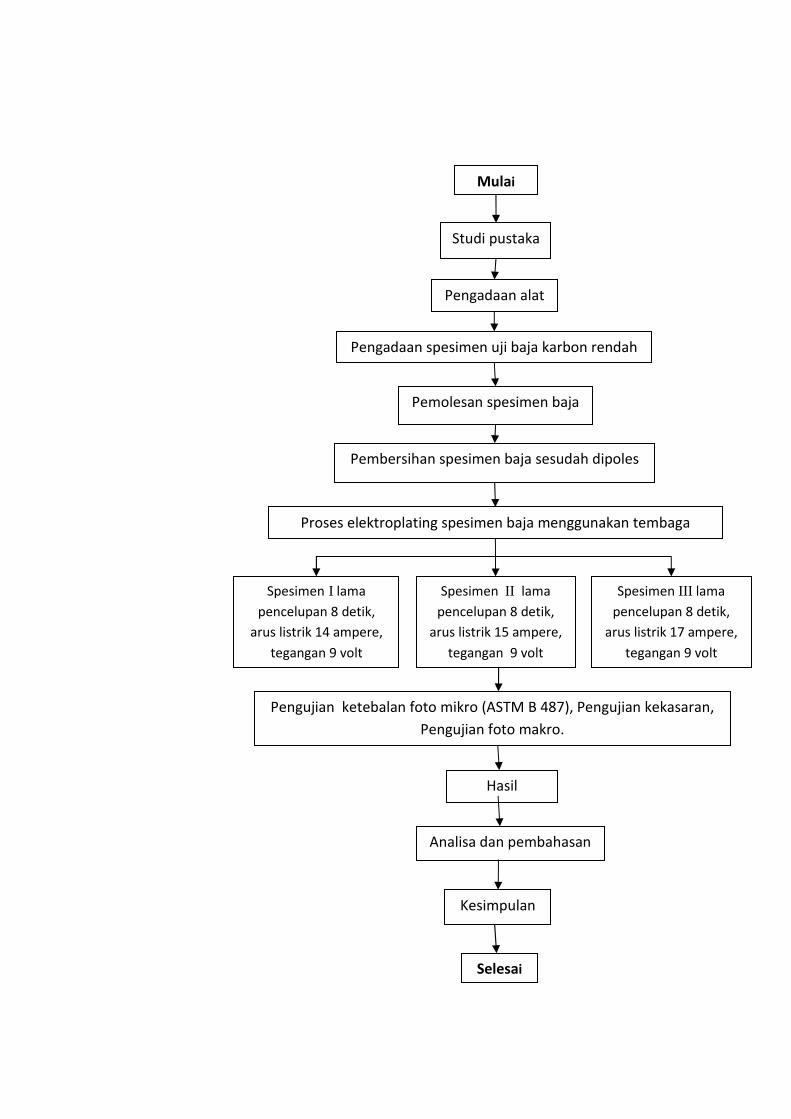
3.1 Rancangan dan Diagram Alir Penelitian
Dalam rancangan penelitian ini akan dijelaskan dalam diagram
alir Gambar 3.1 yang mengilustrasikan langkah-langkah yang akan
dilakukan dalam proses penelitian tugas akhir mulai dari
mempersiapkan peralatan dan bahan sampai dengan pengambilan
data, analisis data serta kesimpulan dari percobaan yang telah
dilakukan. Sehingga dalam penelitian akan lebih mudah mengetahui
langkah-langkah yang akan diambil dalam peneltian.
Adapun rancangan penelitian diterangkan dalam diagram alir.
Mulai
Studi pustaka
Pengadaan alat
Pengadaan spesimen uji baja karbon rendah
Pemolesan spesimen baja
Pembersihan spesimen baja sesudah dipoles
Proses elektroplating spesimen baja menggunakan tembaga
Hasil
Analisa dan pembahasan
Kesimpulan
Selesai
Pengujian ketebalan foto mikro (ASTM B 487), Pengujian kekasaran,
Pengujian foto makro.
Spesimen I lama
pencelupan 8 detik,
arus listrik 14 ampere,
tegangan 9 volt
Spesimen II lama
pencelupan 8 detik,
arus listrik 15 ampere,
tegangan 9 volt
Spesimen III lama
pencelupan 8 detik,
arus listrik 17 ampere,
tegangan 9 volt
DATA HASIL PENELITIAN
4.1. Data Hasil Penelitian
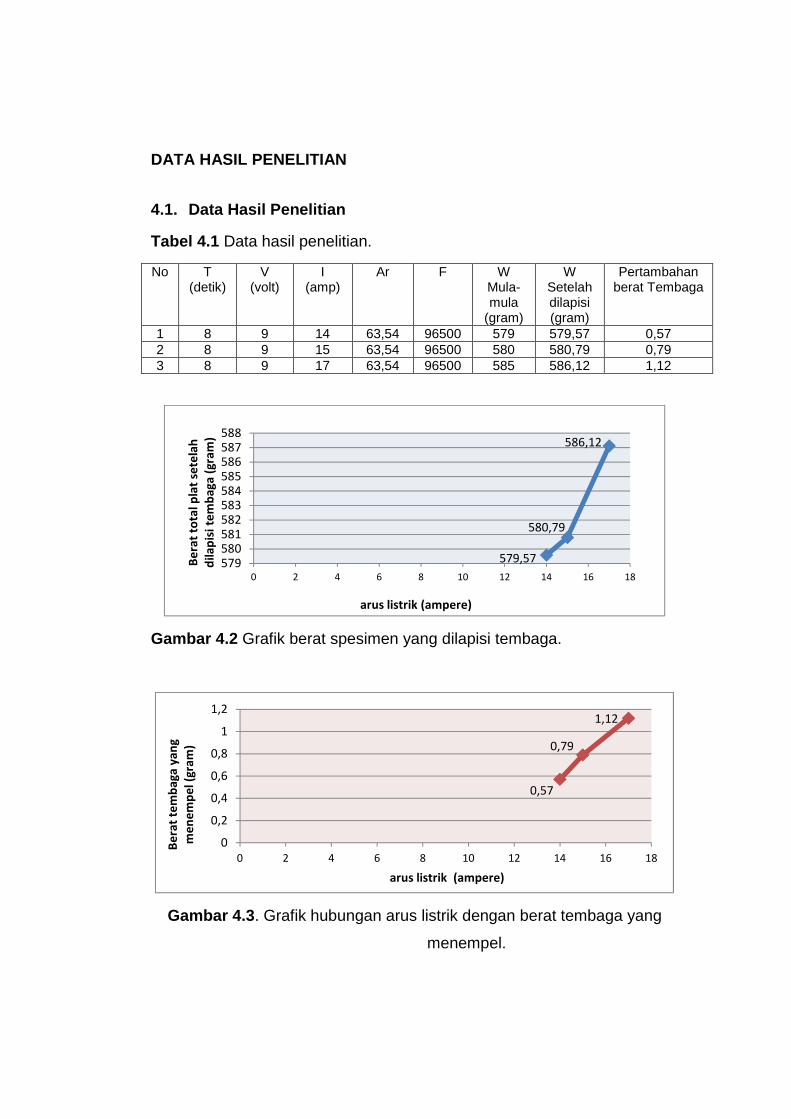
Tabel 4.1 Data hasil penelitian.
No T (detik)
V (volt)
I (amp)
Ar F W Mula-mula
(gram)
W Setelah dilapisi (gram)
Pertambahan berat Tembaga
1 8 9 14 63,54 96500 579 579,57 0,57 2 8 9 15 63,54 96500 580 580,79 0,79 3 8 9 17 63,54 96500 585 586,12 1,12
Gambar 4.2 Grafik berat spesimen yang dilapisi tembaga.
Gambar 4.3 . Grafik hubungan arus listrik dengan berat tembaga yang
menempel.
579,57
580,79
586,12
579
580581
582
583584
585
586587
588
0 2 4 6 8 10 12 14 16 18
Be
rat
tota
l p
lat
sete
lah
dil
ap
isi
tem
ba
ga
(g
ram
)
arus listrik (ampere)
0,57
0,79
1,12
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12 14 16 18
Be
rat
tem
ba
ga
ya
ng
me
ne
mp
el
(gra
m)
arus listrik (ampere)

4.1. Data Hasil pengujian
4.1.1. Data Hasil Pengamatan Struktur Mikro
Tabel 4.4. Tabel hasil pengamatan Struktur Mikro.
No. Variasi Tebal Lapisan (µm)
Arus listrik 1 2 3 4 5 6 Rata-rata
1 14 Amp 0,82 0,83 1,00 1,00 1,20 1,10 0,992
2 15 Amp 0,69 0,61 0,71 0,53 0,76 0,88 1,393
3 17 Amp 1,20 1,30 1,60 1,50 0,95 0,87 2,473
Gambar 4.5. Foto Stuktur Mikro Baja Karbon Rendah dengan waktu
tahan celup 8 detik dengan arus 14 ampere dan tegangan 9 volt
didapat ketebalan 1,52 µm perbesaran 200x.
Lapisan tembaga
Plat baja
Resin 20 µm

Gambar 4.6. Foto Stuktur Mikro Baja Karbon Rendah dengan waktu
tahan celup 8 detik dengan arus 15 ampere dan tegangan 9 volt
didapat ketebalan 2,14 µm perbesaran 200x.
Gambar 4.7. Foto Stuktur Mikro Baja Karbon Rendah dengan waktu
tahan celup 8 detik dengan arus 17 ampere dan tegangan 9 volt
didapat ketebalan 3,80 µm perbesaran 200x.
Lapisan tembaga
Plat baja
Resin
Lapisan tembaga
Plat baja
Resin 20 µm
20 µm

Gambar 4.8. Grafik hubungan arus listrik dengan tebal lapisan
sebenarnya.
Gambar 4.9 Grafik perbandingan tebal lapisan sebenarnya dengan
tebal lapisan secara teoritis.
1,52
2,14
3,8
0
0,5
1
1,5
2
2,5
3
3,5
4
0 2 4 6 8 10 12 14 16 18
Te
ba
l la
pis
an
(µm
)
arus listrik (ampere)
1,52
2,14
3,83,9
4,2
4,8
0
1
2
3
4
5
6
0 2 4 6 8 10 12 14 16 18
Te
ba
l la
pis
an
(µ
m)
arus listrik (ampere)
Tebal
lapisan
sebenarnya
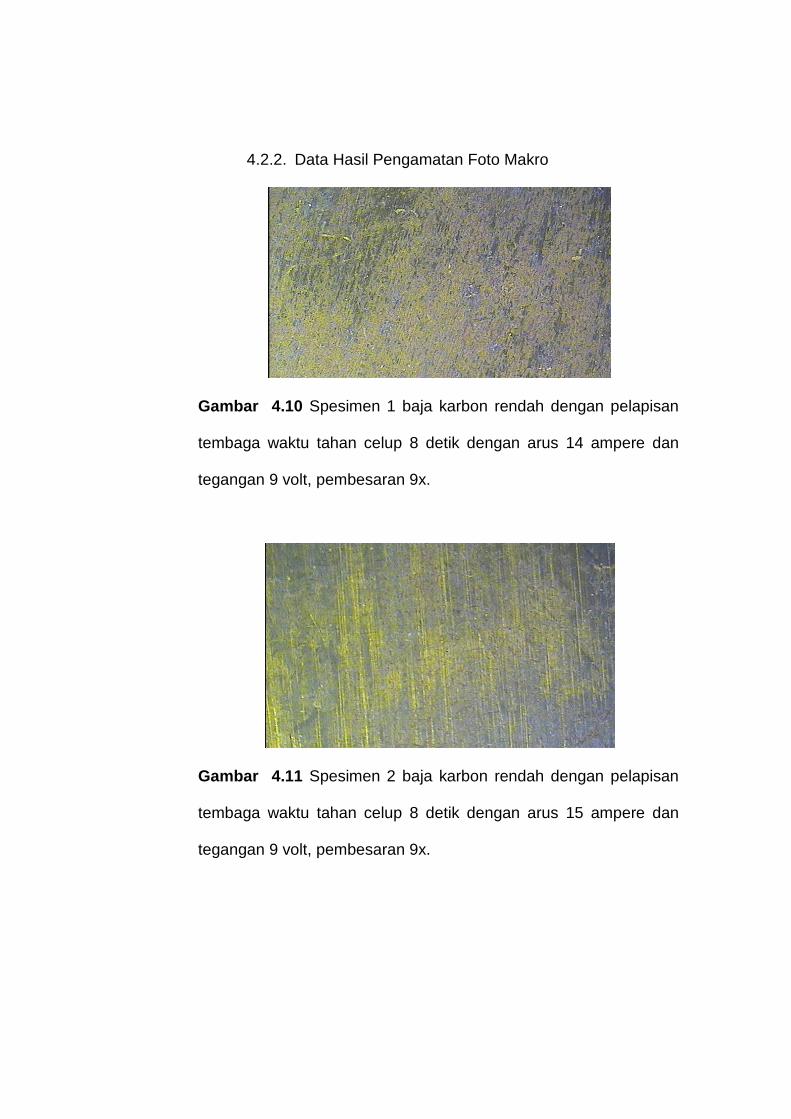
4.2.2. Data Hasil Pengamatan Foto Makro
Gambar 4.10 Spesimen 1 baja karbon rendah dengan pelapisan
tembaga waktu tahan celup 8 detik dengan arus 14 ampere dan
tegangan 9 volt, pembesaran 9x.
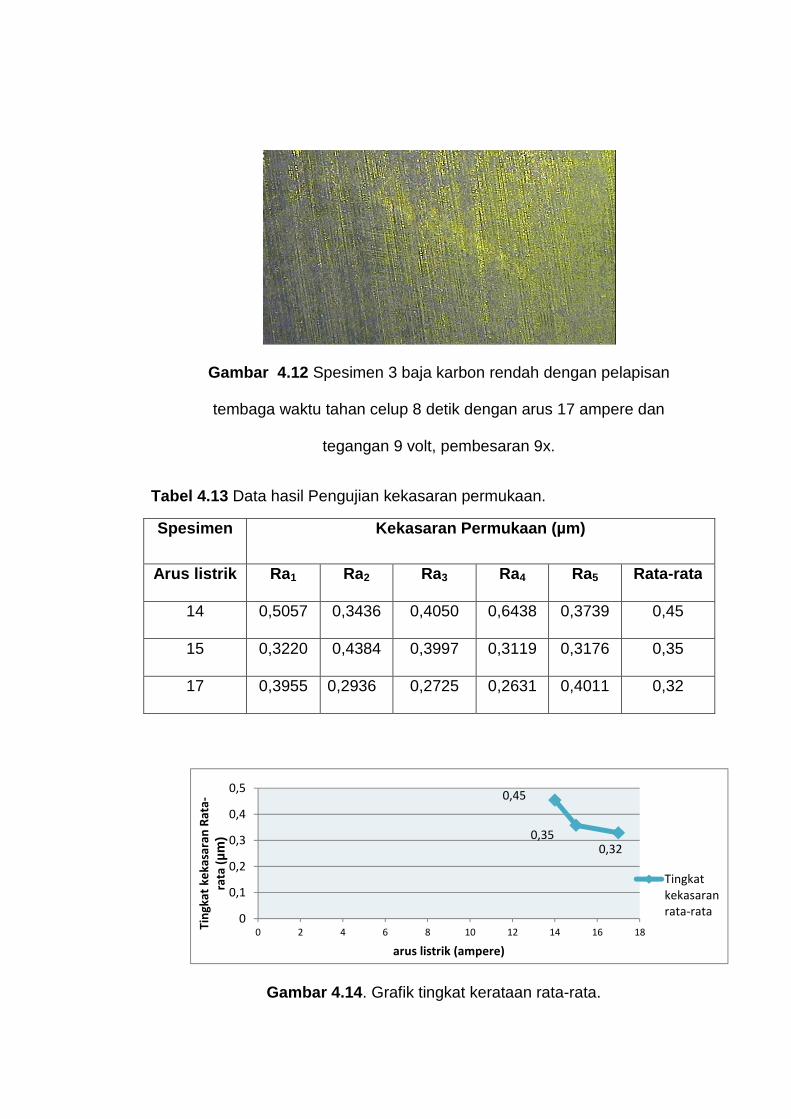
Gambar 4.11 Spesimen 2 baja karbon rendah dengan pelapisan
tembaga waktu tahan celup 8 detik dengan arus 15 ampere dan
tegangan 9 volt, pembesaran 9x.
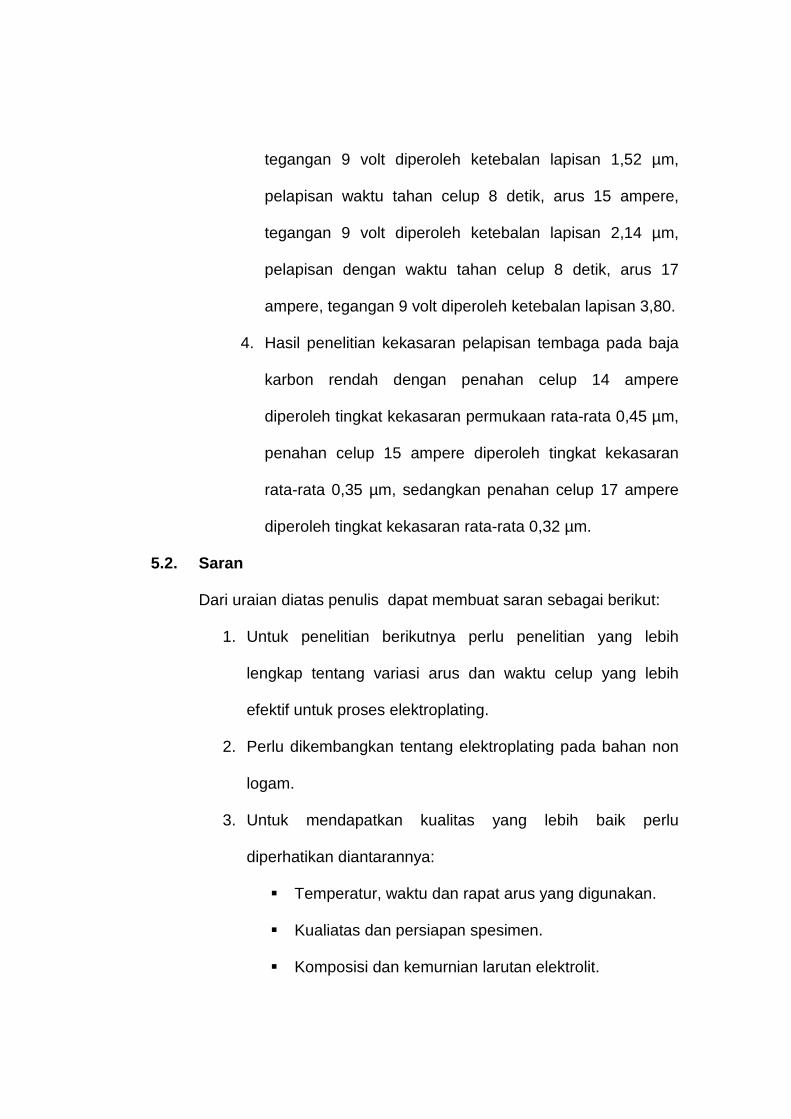
Gambar 4.12 Spesimen 3 baja karbon rendah dengan pelapisan
tembaga waktu tahan celup 8 detik dengan arus 17 ampere dan
tegangan 9 volt, pembesaran 9x.
Tabel 4.13 Data hasil Pengujian kekasaran permukaan.
Spesimen Kekasaran Permukaan (µm)
Arus listrik Ra1 Ra2 Ra3 Ra4 Ra5 Rata-rata
14 0,5057 0,3436 0,4050 0,6438 0,3739 0,45
15 0,3220 0,4384 0,3997 0,3119 0,3176 0,35
17 0,3955 0,2936 0,2725 0,2631 0,4011 0,32
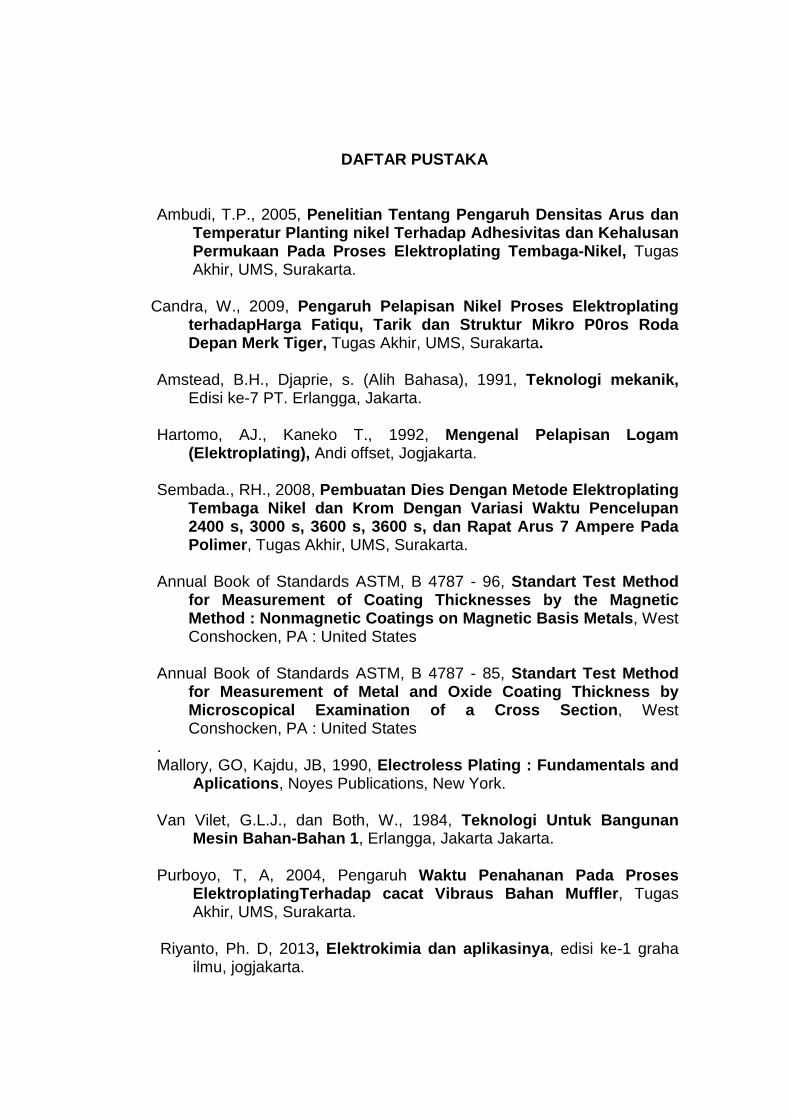
Gambar 4.14 . Grafik tingkat kerataan rata-rata.
0,45
0,350,32
0
0,1
0,2
0,3
0,4
0,5
0 2 4 6 8 10 12 14 16 18
Tin
gk
at
ke
ka
sara
n R
ata
-
rata
(µm
)
arus listrik (ampere)
Tingkat
kekasaran
rata-rata

KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari pangamatan yang telah dilakukan dapat disimpulkan
sebagai berikut:
1. Baja karbon rendah yang telah mengalami proses
Elektroplating (pelapisan tembaga), memperlihatkan
bahwa dari ketiga spesimen terjadi penambahan
ketebalan lapisan tembaga dan penambahan berat
tembaga yang diendapkan dikarenakan pengaruh waktu
dan rapat arus penahanan celup, hal ini sesuai bahwa
berat zat (unsur,senyawa,ion) yang dilepaskan sebanding
langsung dengan besarnya arus listrik dan waktu tahan
celup yang melalui sel elektrolit.
2. Dari penelitian didapatkan berat spesimen sesudah
dilapisi dangan penahan celup 14 ampere dari berat awal
579 gram menjadi 579,57 mengalami pertambahan berat
0.57 gram, Penahanan celup 15 ampere dari berat awal
580 menjadi 580,79 gram mengalami penambahan berat
0,79 gram, penahan celup 17 ampere dari berat awal 585
gram menjadi 586,12 gram mengalami penambahan
berat 1,12 gram.
3. Dari hasil pengamatan struktur mikro didapat tebal lapisan
tembaga dengan waktu plating 8 detik, arus 14 ampere,
tegangan 9 volt diperoleh ketebalan lapisan 1,52 µm,
pelapisan waktu tahan celup 8 detik, arus 15 ampere,
tegangan 9 volt diperoleh ketebalan lapisan 2,14 µm,
pelapisan dengan waktu tahan celup 8 detik, arus 17
ampere, tegangan 9 volt diperoleh ketebalan lapisan 3,80.
4. Hasil penelitian kekasaran pelapisan tembaga pada baja
karbon rendah dengan penahan celup 14 ampere
diperoleh tingkat kekasaran permukaan rata-rata 0,45 µm,
penahan celup 15 ampere diperoleh tingkat kekasaran
rata-rata 0,35 µm, sedangkan penahan celup 17 ampere
diperoleh tingkat kekasaran rata-rata 0,32 µm.
5.2. Saran
Dari uraian diatas penulis dapat membuat saran sebagai berikut:
1. Untuk penelitian berikutnya perlu penelitian yang lebih
lengkap tentang variasi arus dan waktu celup yang lebih
efektif untuk proses elektroplating.
2. Perlu dikembangkan tentang elektroplating pada bahan non
logam.
3. Untuk mendapatkan kualitas yang lebih baik perlu
diperhatikan diantarannya:
� Temperatur, waktu dan rapat arus yang digunakan.
� Kualiatas dan persiapan spesimen.
� Komposisi dan kemurnian larutan elektrolit.
DAFTAR PUSTAKA
Ambudi, T.P., 2005, Penelitian Tentang Pengaruh Densitas Arus dan
Temperatur Planting nikel Terhadap Adhesivitas dan Kehalusan Permukaan Pada Proses Elektroplating Tembaga-Nikel, Tugas Akhir, UMS, Surakarta.
Candra, W., 2009, Pengaruh Pelapisan Nikel Proses Elektroplating
terhadapHarga Fatiqu, Tarik dan Struktur Mikro P0ro s Roda Depan Merk Tiger, Tugas Akhir, UMS, Surakarta.
Amstead, B.H., Djaprie, s. (Alih Bahasa), 1991, Teknologi mekanik,
Edisi ke-7 PT. Erlangga, Jakarta. Hartomo, AJ., Kaneko T., 1992, Mengenal Pelapisan Logam
(Elektroplating), Andi offset, Jogjakarta. Sembada., RH., 2008, Pembuatan Dies Dengan Metode Elektroplating
Tembaga Nikel dan Krom Dengan Variasi Waktu Pencelupan 2400 s, 3000 s, 3600 s, 3600 s, dan Rapat Arus 7 Ampere Pada Polimer, Tugas Akhir, UMS, Surakarta.
Annual Book of Standards ASTM, B 4787 - 96, Standart Test Method
for Measurement of Coating Thicknesses by the Magnetic Method : Nonmagnetic Coatings on Magnetic Basis Metals, West Conshocken, PA : United States
Annual Book of Standards ASTM, B 4787 - 85, Standart Test Method
for Measurement of Metal and Oxide Coating Thickness by Microscopical Examination of a Cross Section, West Conshocken, PA : United States
. Mallory, GO, Kajdu, JB, 1990, Electroless Plating : Fundamentals and
Aplications, Noyes Publications, New York. Van Vilet, G.L.J., dan Both, W., 1984, Teknologi Untuk Bangunan
Mesin Bahan-Bahan 1, Erlangga, Jakarta Jakarta. Purboyo, T, A, 2004, Pengaruh Waktu Penahanan Pada Proses
ElektroplatingTerhadap cacat Vibraus Bahan Muffler, Tugas Akhir, UMS, Surakarta.
Riyanto, Ph. D, 2013, Elektrokimia dan aplikasinya, edisi ke-1 graha
ilmu, jogjakarta.