pengaruh variasi tebal pelat dan besar … variasi tebal pelat dan besar arus listrik terhadap...
TRANSCRIPT
PENGARUH VARIASI TEBAL PELAT DAN BESAR ARUS LISTRIK TERHADAP DISTORSI PADA PENGELASAN
MULTILAYER PROSES GMAW DENGAN MENGGUNAKAN TRANSFER SPRAY
0LEH:AWIA CONANGAWIA CONANG
2107201004
Pembimbing:1. Ir. Muchtar Karokaro, MSC2. Ir. Hari Subiyanto, MSC
Latar Belakang
* Perbedaan temperatur yang sangat besar didaerah busur las dengandaerah sekitar logam induk menimbulkan distribusi temperatur yangtidak uniform.
* Terjadinya pencairan,pembekuan, pengembangan, dan penyusutantermal didaerah sambungan dan sekitarnya pada suatu konstruksilas yang juga tidak uniform.
* Distorsi dapat diartikan perubahan bentuk akibat tegangan thermal* Distorsi dapat diartikan perubahan bentuk akibat tegangan thermal(pegembangan dan penyusutan)yang terjadi pada pengalasan.
* Secara prinsip, terjadinya berbagai bentuk distorsi dapat dibedakan:1. Transverse shrinkage (penyusutan melintang)2. Longitudinal shrinkage (penyusutan memanjang)3. Anguler.
Perumusan Masalah
Permasalahan yang diangkat dalam penelitian ini adalah
1. Bagaimana pengaruh variasi tebal pelat dan besar arus padapengelasan multilayer terhadap distorsi yang terjadi.
2. Selain itu bagaimana kekerasan, ketahanan bending dan strukturmikro yang terjadi.
Tujuan Penelitian
• Menganalisa pengaruh variasi tebal pelat dan besar arus listrik terhadap distorsi pada pengelasan multilayer.
• Menganalisa sifat material terhadap kekerasan • Menganalisa sifat material terhadap ketahanan bending• Menganalisa sifat material terhadap struktur mikro yang • Menganalisa sifat material terhadap struktur mikro yang
terjadi.
Manfaat Penelitian
• Dapat menentukan pengaruh welding multilayerterhadap tingkat distorsi yang dapat diterima,denganmenggunakan variasi tebal pelat dan besar arus las.
• Dapat melihat apakah pengelasan yang digunakansesuai dengan kebutuhan.
• Dapat melihat sifat material terhadap• Dapat melihat sifat material terhadapkekerasan,ketahanan bending serta metalografinyasebagai akibat perubahan tebal pelat dan besar arus
Batasan Masalah
• Material SS 400 dianggap memiliki komposisi kimia yang homogen
• Bentuk kampuh las V dianggap sama • Ketebalan pelat baja yang digunakan dianggap merata• Kondisi mesin las, alat uji, dan alat ukur diasumsikan • Kondisi mesin las, alat uji, dan alat ukur diasumsikan
terkalibrasi.
Kajian Pustaka dan Dasar Teori
• Anggono pada tahun 1999 telah menyimpulkan bahwaketebalan pelat mempunyai pangaruh paling besarterhadap distorsi sudut, diikuti oleh besarnya arus listrik,dan kecepatan pengelasan mempunyai pengaruh yangpaling kecil (SMAW).
• Suanda [2001] menyimpulkan bahwa Pengaruhterbesar terhadap distorsi diberikan oleh kuat arus,terbesar terhadap distorsi diberikan oleh kuat arus,diikuti oleh kecepatan pengelasan dan lebar pelatmempunyai pengaruh yang terkecil (SAW)
• Rusdianto [1999] menyimpulkan bahwa parametertegangan, kuat arus, kecepatan pengelasan dan panjangpengelasan berpengaruh terhadap besarnya distorsiyang terjadi (GMAW).
• Pada tahun 2007 Pranowo menyimpulkan bahwa padapengelasan dengan kedalaman penetrasi tertentu,distorsi yang terjadi dapat diminimalkan denganpemilihan parameter pengelasan yang tepat (SAW).
• Pada tahun 2006 Drs. Triyono Dari hasil penilitianmenunjukan bahwa distorsi bowing baja tahan karatlebih besar dibandingkan dengan distorsi bowing bajakarbon,baik dengan perlakuan manajemen termalkarbon,baik dengan perlakuan manajemen termalmaupun dengan tanpa perlakuan. Pemanasan padajarak yang lebar dari garis las dapat menyebabkanmeningkatnya distorsi bowing baik pada baja karbonmaupun baja tahan karat (GMAW).
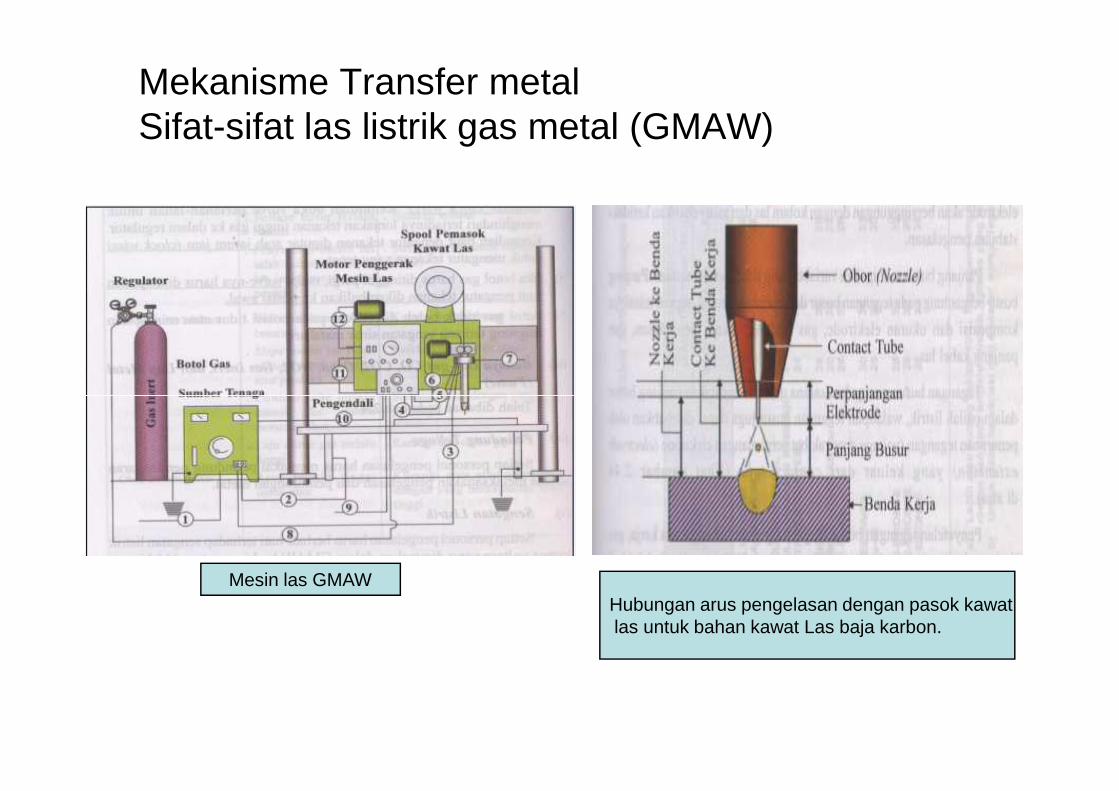
Mekanisme Transfer metal Sifat-sifat las listrik gas metal (GMAW)
Hubungan arus pengelasan dengan pasok kawatlas untuk bahan kawat Las baja karbon.
Mesin las GMAW
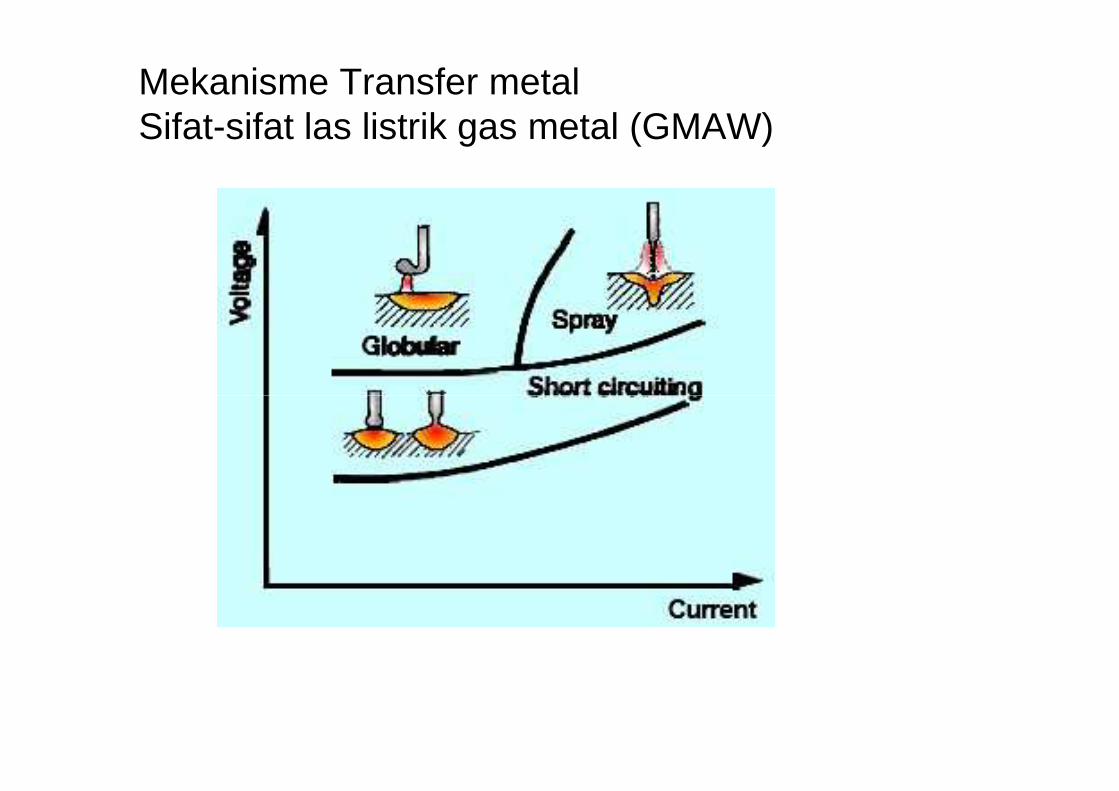
Mekanisme Transfer metal Sifat-sifat las listrik gas metal (GMAW)
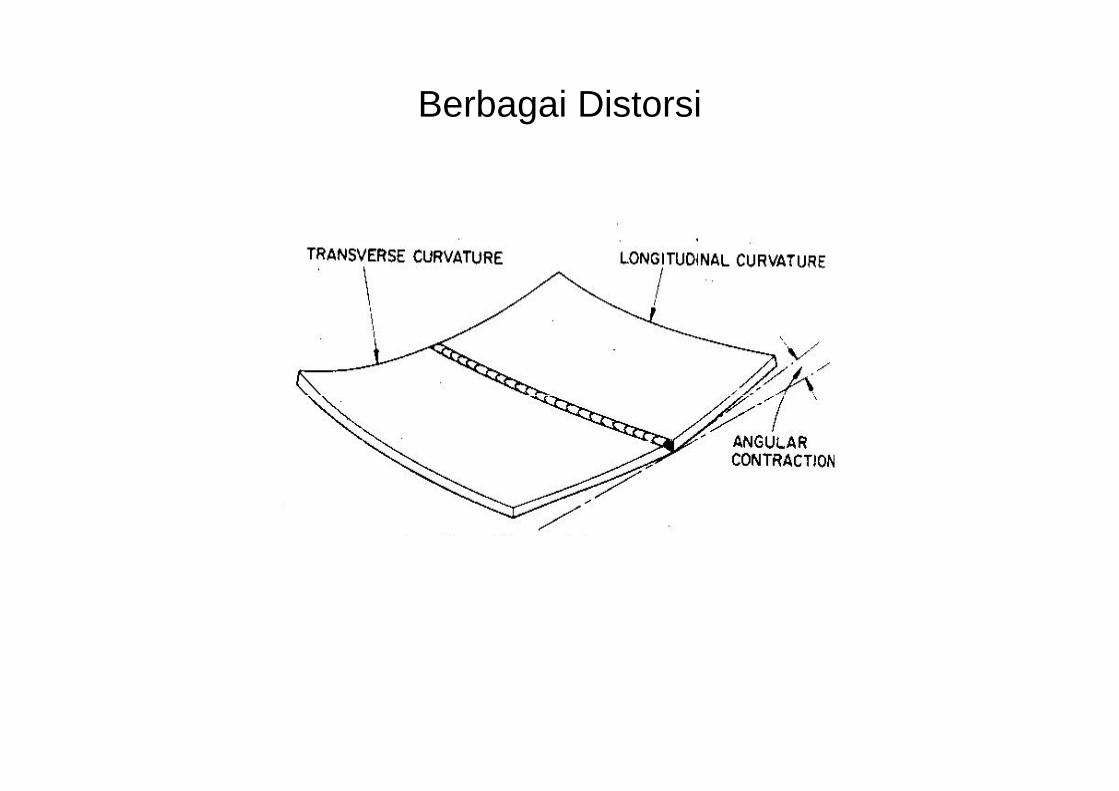
Berbagai Distorsi
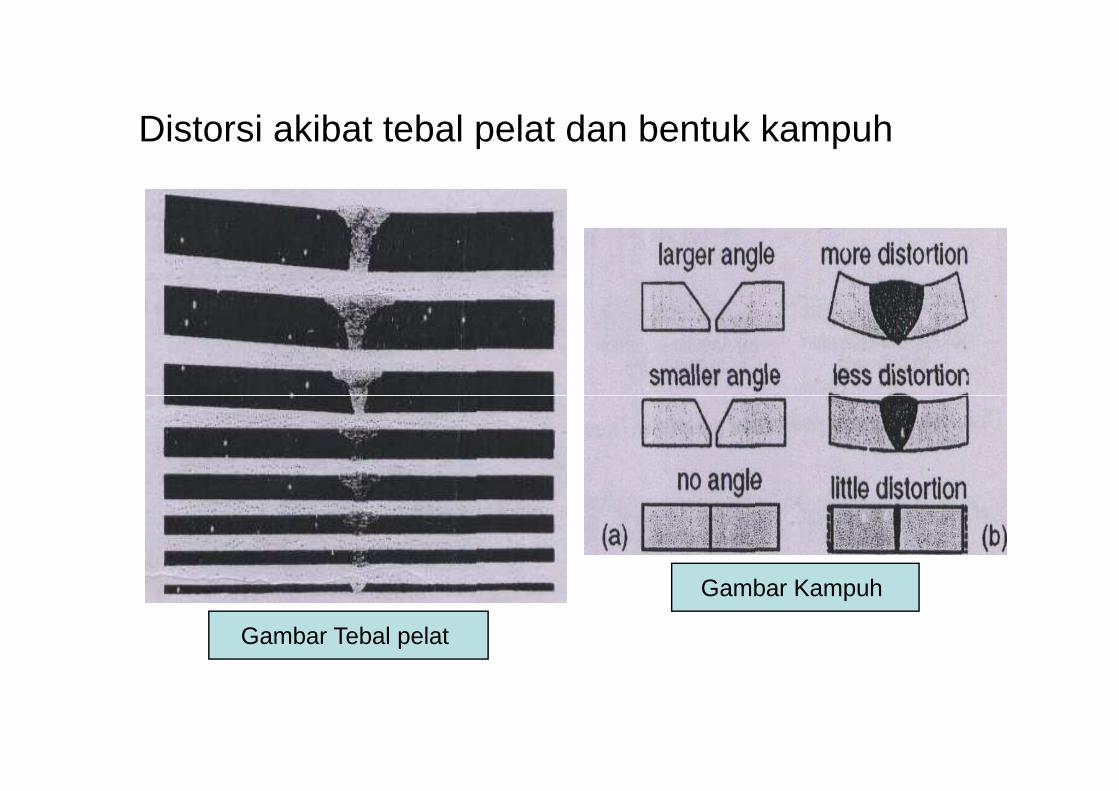
Distorsi akibat tebal pelat dan bentuk kampuh
Gambar Tebal pelat
Gambar Kampuh
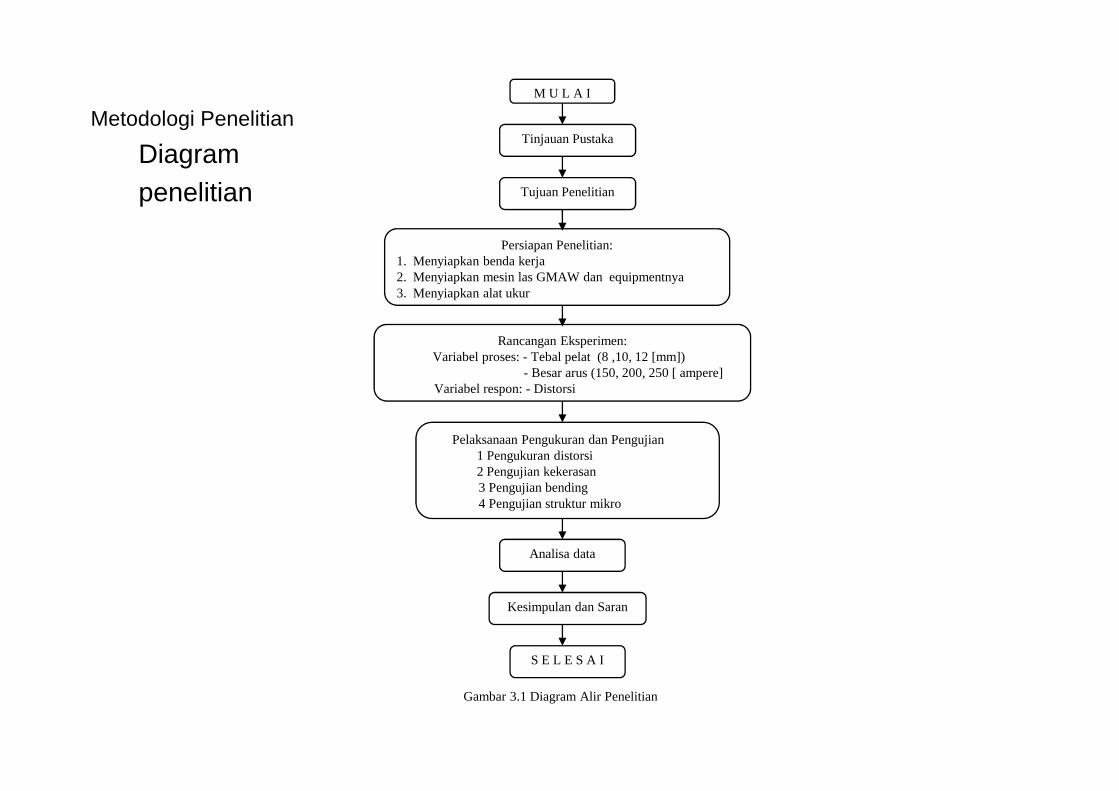
Metodologi Penelitian
Diagrampenelitian
M U L A I
Tinjauan Pustaka
Persiapan Penelitian:1. Menyiapkan benda kerja2. Menyiapkan mesin las GMAW dan equipmentnya 3. Menyiapkan alat ukur
Rancangan Eksperimen:Variabel proses: - Tebal pelat (8 ,10, 12 [mm])
- Besar arus (150, 200, 250 [ ampere] Variabel respon: - Distorsi
Tujuan Penelitian
Variabel respon: - Distorsi
Pelaksanaan Pengukuran dan Pengujian 1 Pengukuran distorsi2 Pengujian kekerasan3 Pengujian bending4 Pengujian struktur mikro
Analisa data
Kesimpulan dan Saran
S E L E S A I
Gambar 3.1 Diagram Alir Penelitian
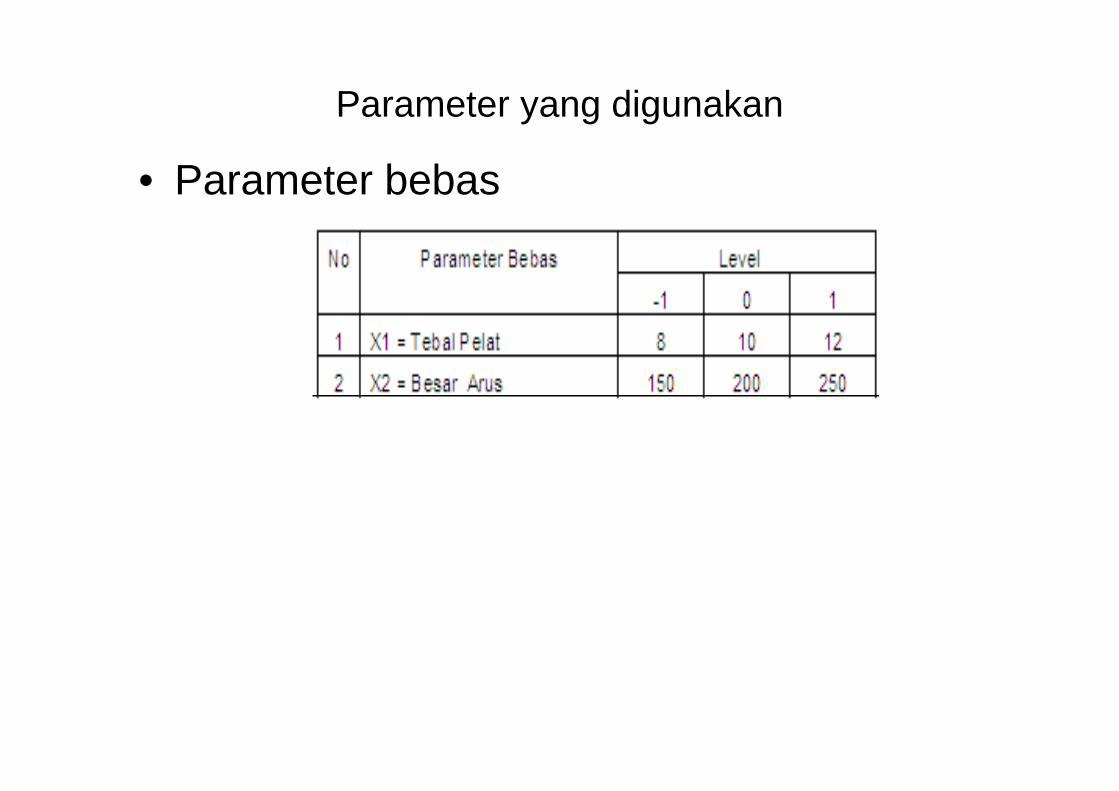
Parameter yang digunakan
• Parameter bebas

• Parameter Respon (yang diolah dalam Respon surface)
Parameter respon adalah parameter yang besarnya tidak dapatditentukan, tetapi nilainya dipengaruhi parameter bebas yangdiberikan (selesai pengelasan). Nilai parameter respon dapatdiketahui pada saat penelitian berlangsung. Pada penelitian iniparameter respon yang digunakan adalah Distorsi.
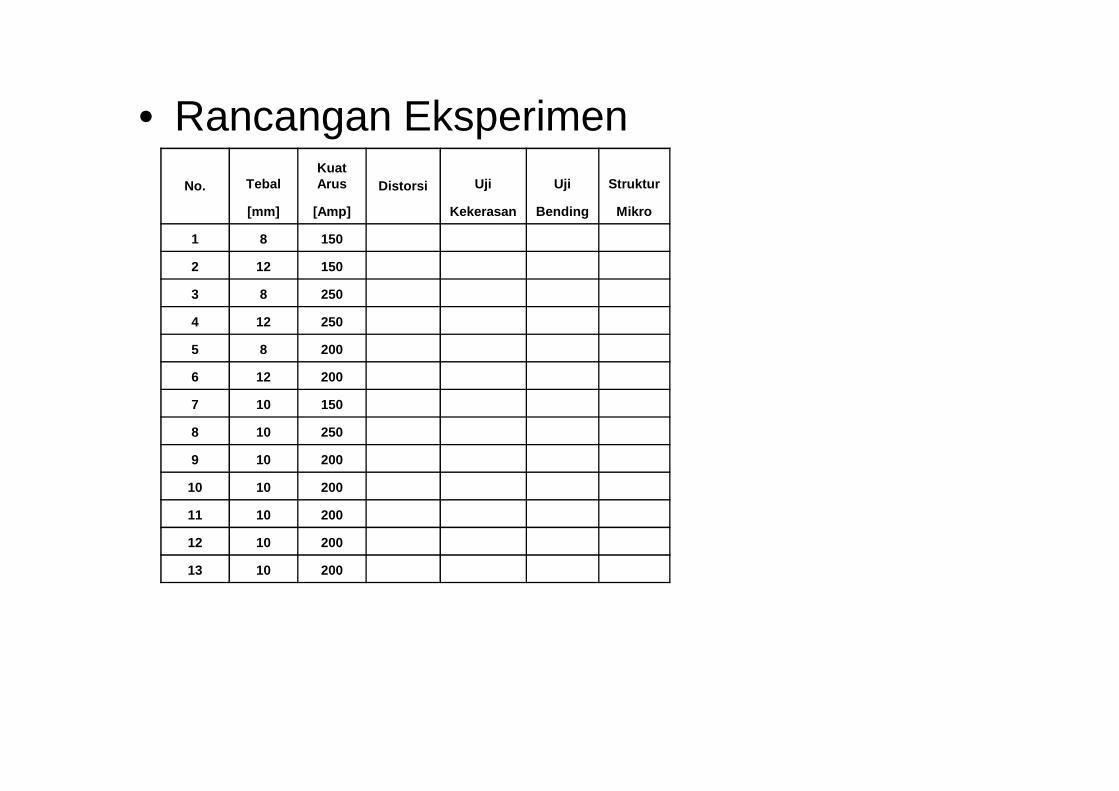
• Rancangan EksperimenNo. Tebal
Kuat Arus Distorsi Uji Uji Struktur
[mm] [Amp] Kekerasan Bending Mikro
1 8 150
2 12 150
3 8 250
4 12 250
5 8 200
6 12 200
7 10 150
8 10 250
9 10 200
10 10 200
11 10 200
12 10 200
13 10 200
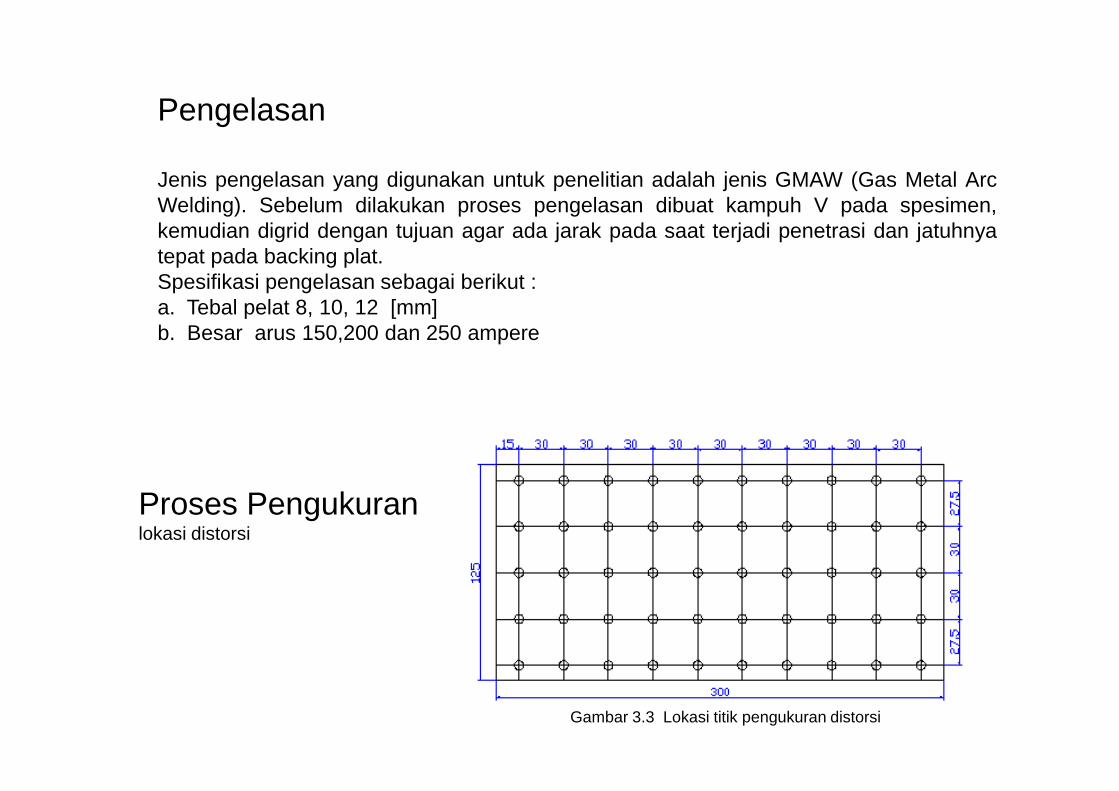
Pengelasan
Jenis pengelasan yang digunakan untuk penelitian adalah jenis GMAW (Gas Metal ArcWelding). Sebelum dilakukan proses pengelasan dibuat kampuh V pada spesimen,kemudian digrid dengan tujuan agar ada jarak pada saat terjadi penetrasi dan jatuhnyatepat pada backing plat.Spesifikasi pengelasan sebagai berikut :a. Tebal pelat 8, 10, 12 [mm]b. Besar arus 150,200 dan 250 ampere
Proses Pengukuranlokasi distorsi
Gambar 3.3 Lokasi titik pengukuran distorsi
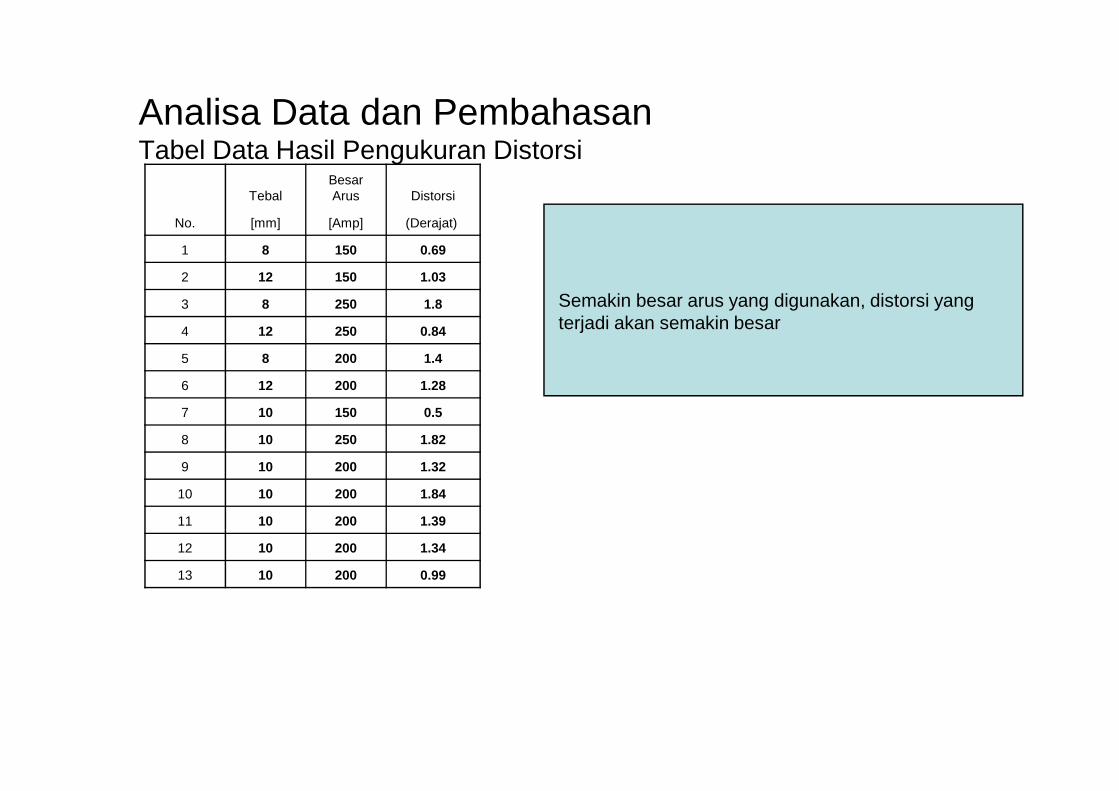
Analisa Data dan PembahasanTabel Data Hasil Pengukuran Distorsi
Semakin besar arus yang digunakan, distorsi yangterjadi akan semakin besar
No.
TebalBesar Arus Distorsi
[mm] [Amp] (Derajat)
1 8 150 0.69
2 12 150 1.03
3 8 250 1.8
4 12 250 0.84
5 8 200 1.4
6 12 200 1.28
7 10 150 0.5
8 10 250 1.82
9 10 200 1.32
10 10 200 1.84
11 10 200 1.39
12 10 200 1.34
13 10 200 0.99
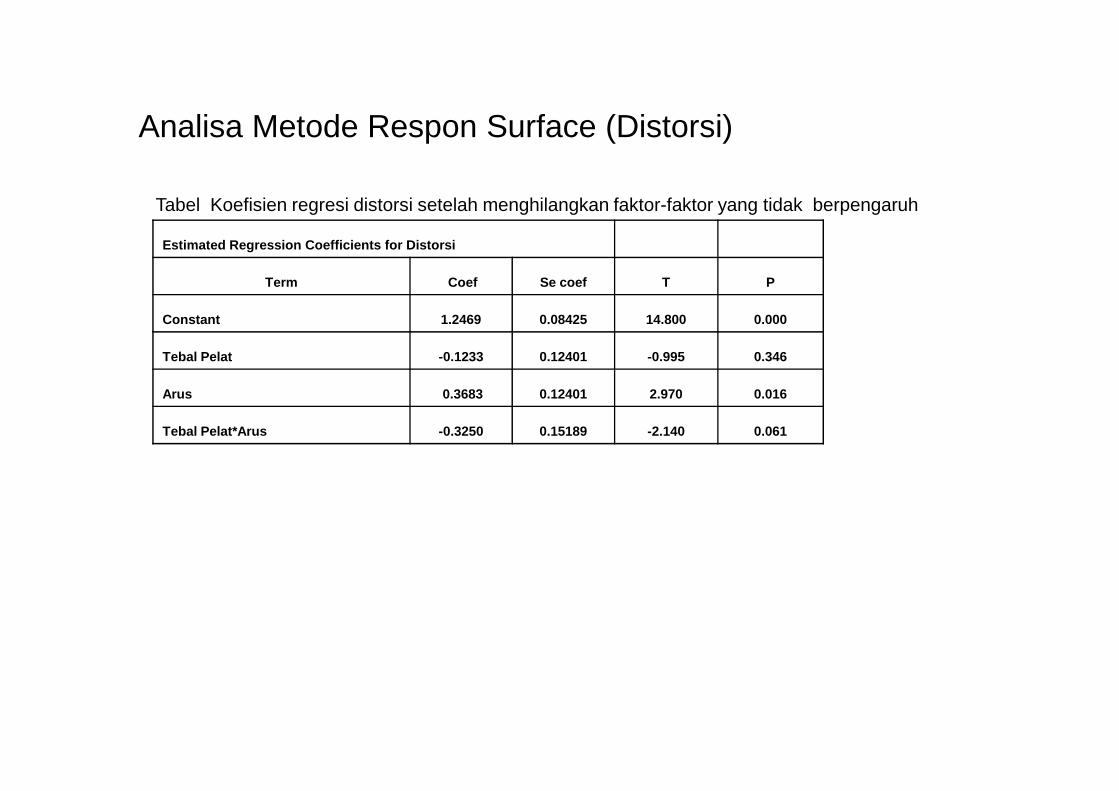
Analisa Metode Respon Surface (Distorsi)
Tabel Koefisien regresi distorsi setelah menghilangkan faktor-faktor yang tidak berpengaruh
Estimated Regression Coefficients for Distorsi
Term Coef Se coef T P
Constant 1.2469 0.08425 14.800 0.000
Tebal Pelat -0.1233 0.12401 -0.995 0.346
Arus 0.3683 0.12401 2.970 0.016Arus 0.3683 0.12401 2.970 0.016
Tebal Pelat*Arus -0.3250 0.15189 -2.140 0.061
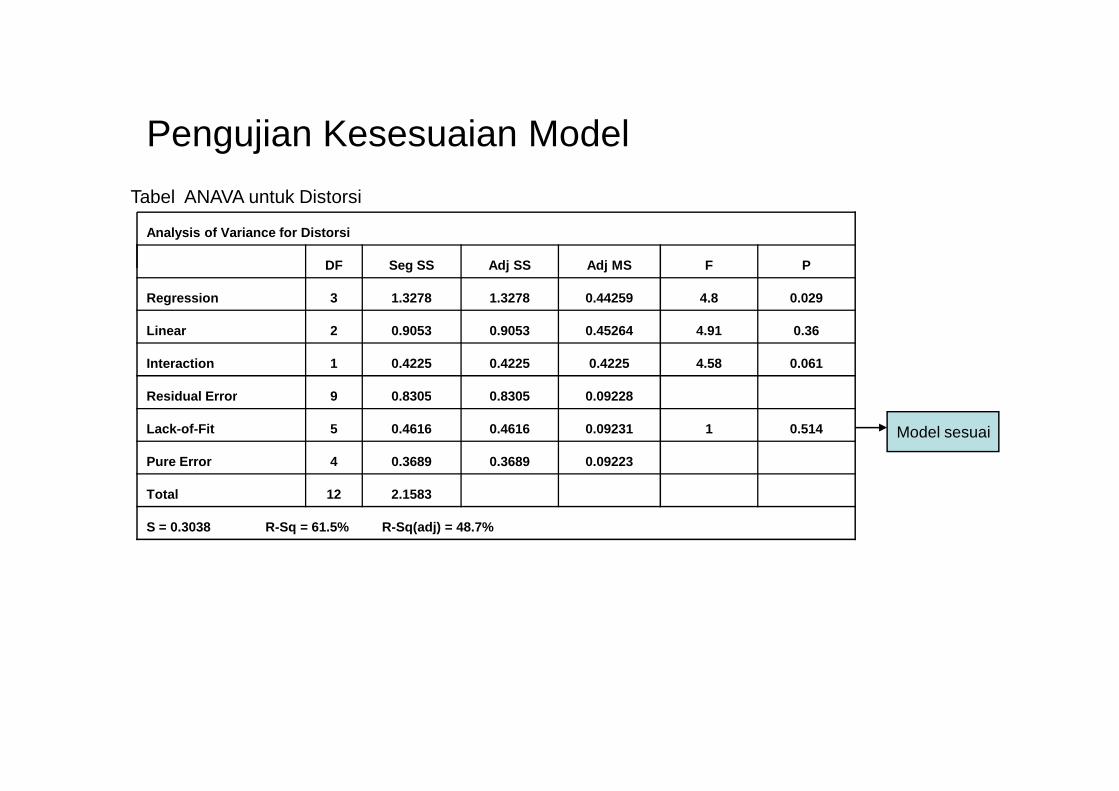
Pengujian Kesesuaian Model
Tabel ANAVA untuk Distorsi
Analysis of Variance for Distorsi
DF Seg SS Adj SS Adj MS F P
Regression 3 1.3278 1.3278 0.44259 4.8 0.029
Linear 2 0.9053 0.9053 0.45264 4.91 0.36
Interaction 1 0.4225 0.4225 0.4225 4.58 0.061
Residual Error 9 0.8305 0.8305 0.09228
Model sesuai
Residual Error 9 0.8305 0.8305 0.09228
Lack-of-Fit 5 0.4616 0.4616 0.09231 1 0.514
Pure Error 4 0.3689 0.3689 0.09223
Total 12 2.1583
S = 0.3038 R-Sq = 61.5% R-Sq(adj) = 48.7%
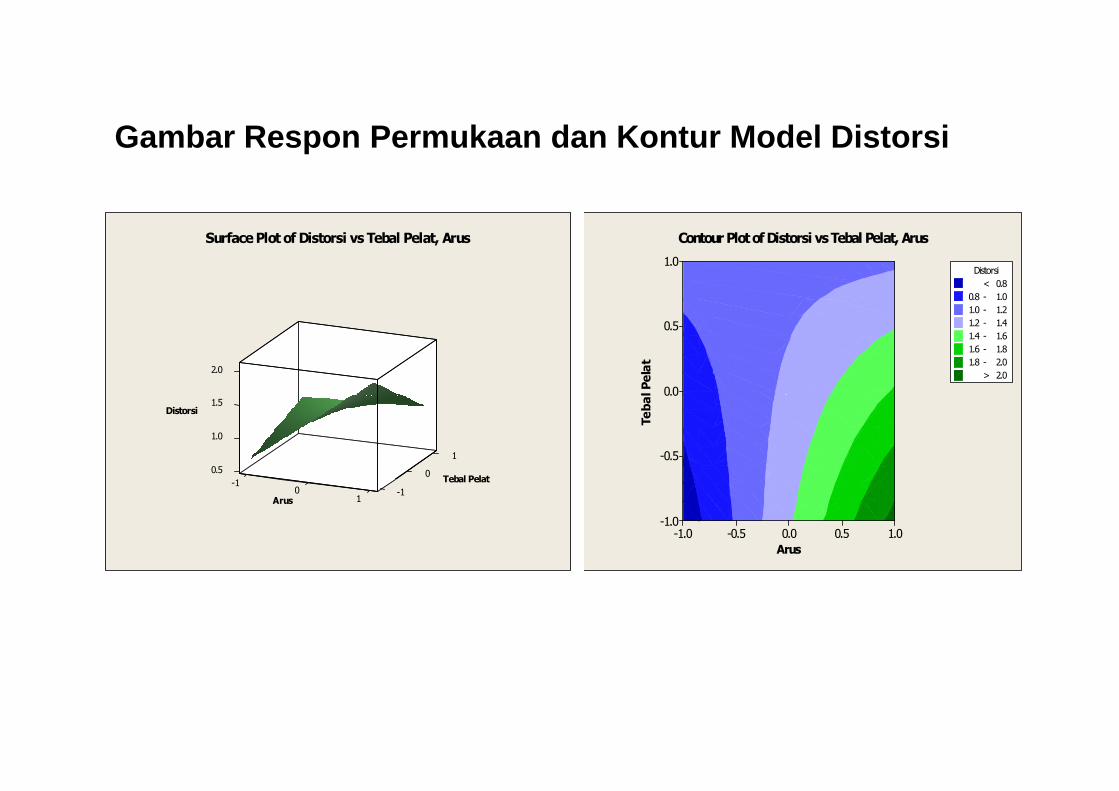
Gambar Respon Permukaan dan Kontur Model Distorsi
2.0
Surface Plot of Distorsi vs Tebal Pelat, Arus
l Pelat
1.0
0.5
0.0
Distorsi
1.0 - 1.2
1.2 - 1.4
1.4 - 1.6
1.6 - 1.8
1.8 - 2.0
<
> 2.0
0.8
0.8 - 1.0
Contour Plot of Distorsi vs Tebal Pelat, Arus
1
Distorsi
0.5
1.0
0
1.5
Tebal Pelat-1
0 -11Arus
Arus
Tebal
1.00.50.0-0.5-1.0
0.0
-0.5
-1.0
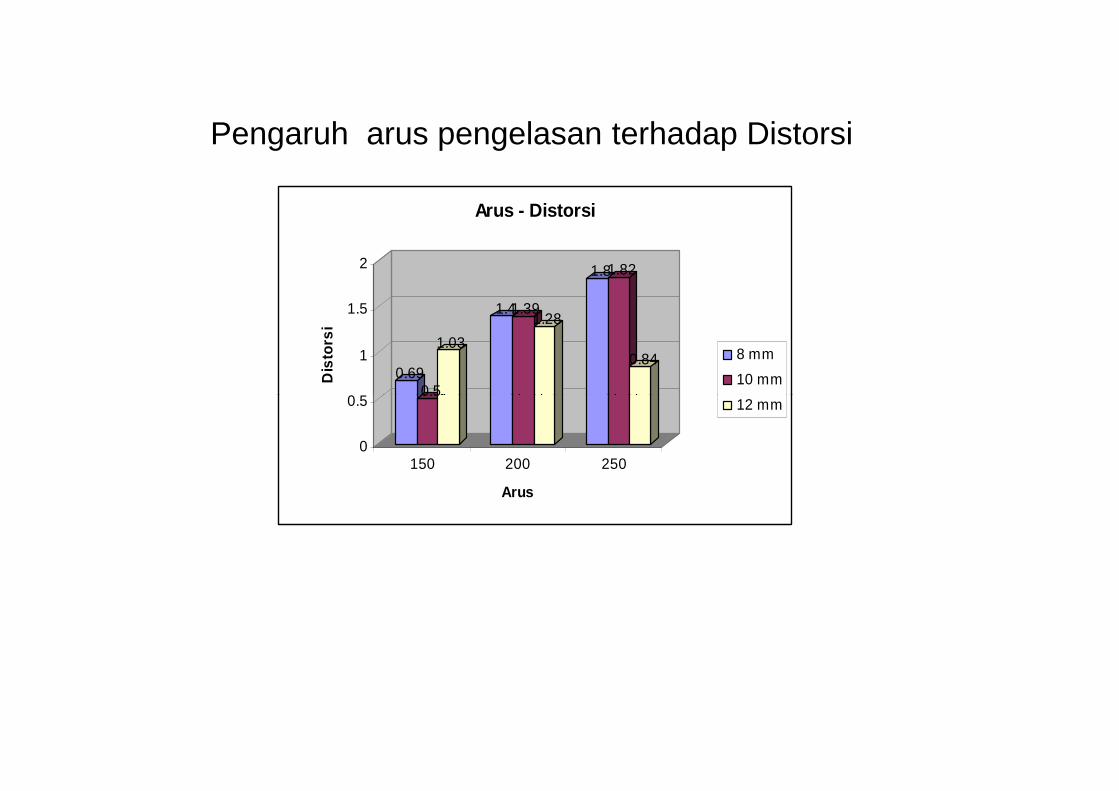
Pengaruh arus pengelasan terhadap Distorsi
0.690.5
1.03
1.41.391.28
1.81.82
0.84
0.5
1
1.5
2
Dis
tors
i
Arus - Distorsi
8 mm
10 mm0.5
0
0.5
150 200 250
Arus
12 mm
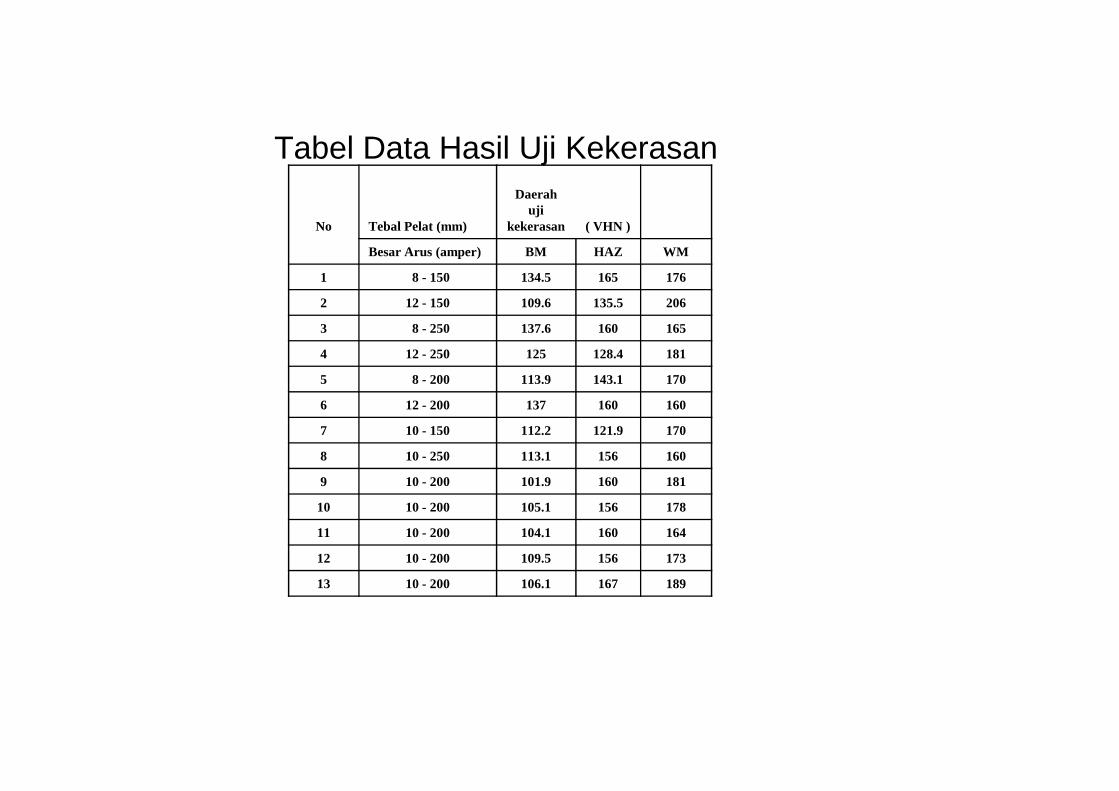
Tabel Data Hasil Uji Kekerasan
No Tebal Pelat (mm)
Daerah uji
kekerasan ( VHN )
Besar Arus (amper) BM HAZ WM
1 8 - 150 134.5 165 176
2 12 - 150 109.6 135.5 206
3 8 - 250 137.6 160 165
4 12 - 250 125 128.4 181
5 8 - 200 113.9 143.1 170
6 12 - 200 137 160 160
7 10 - 150 112.2 121.9 170
8 10 - 250 113.1 156 160
9 10 - 200 101.9 160 181
10 10 - 200 105.1 156 178
11 10 - 200 104.1 160 164
12 10 - 200 109.5 156 173
13 10 - 200 106.1 167 189
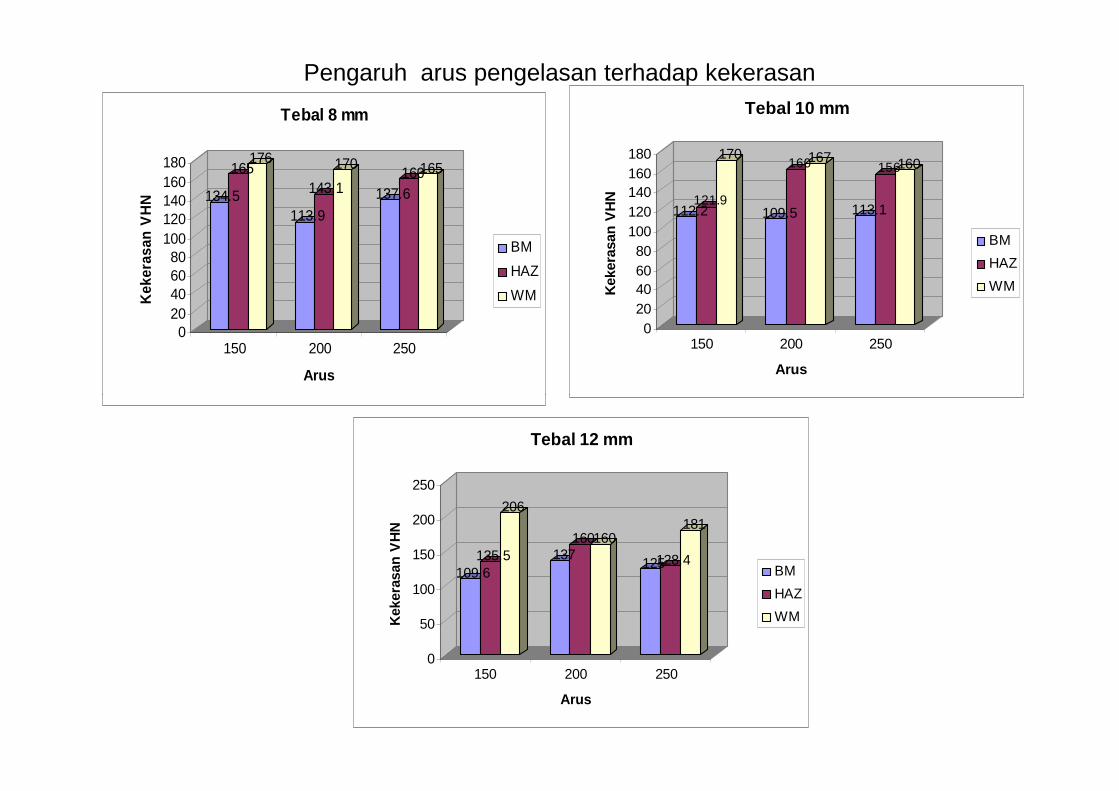
Pengaruh arus pengelasan terhadap kekerasan
134.5
165176
113.9
143.1
170
137.6160165
020406080
100120140160180
Kek
eras
an V
HN
150 200 250
Arus
Tebal 8 mm
BM
HAZ
WM
112.2121.9
170
109.5
160167
113.1
156160
020406080
100120140160180
Kek
eras
an V
HN
150 200 250
Arus
Tebal 10 mm
BM
HAZ
WM
109.6135.5
206
137160160
125128.4
181
0
50
100
150
200
250
Kek
eras
an V
HN
150 200 250
Arus
Tebal 12 mm
BM
HAZ
WM
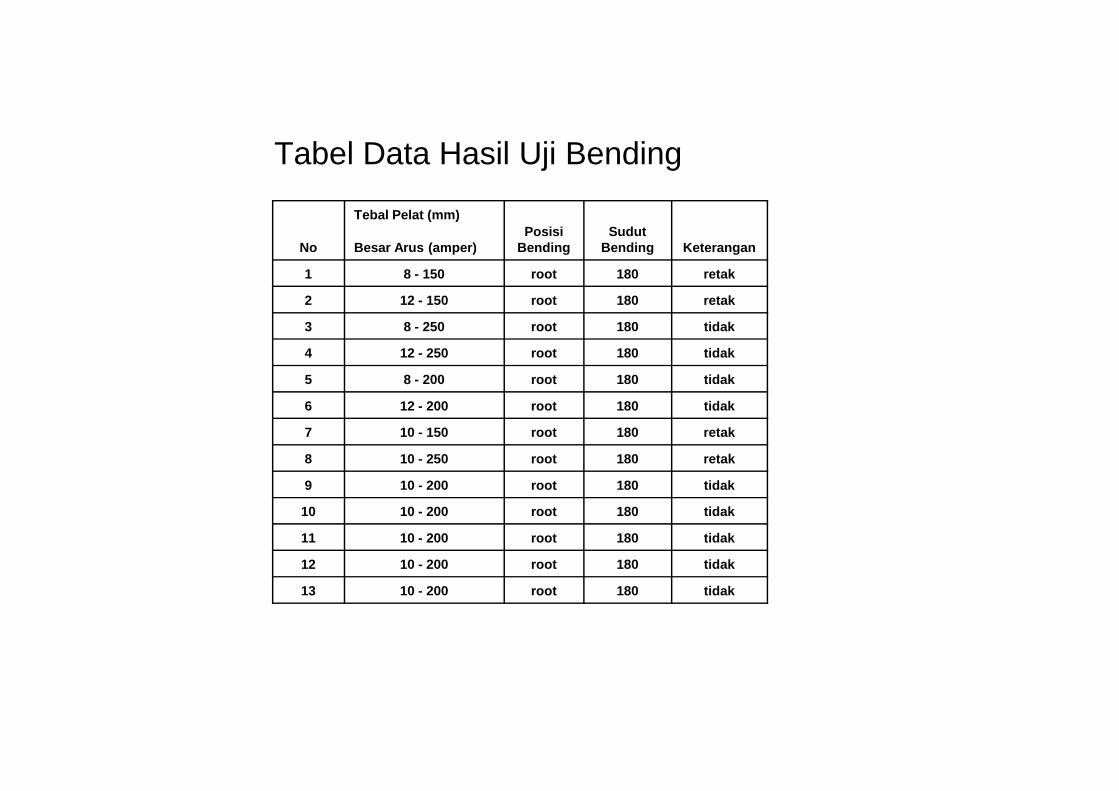
Tabel Data Hasil Uji Bending
No
Tebal Pelat (mm)Posisi
BendingSudut
Bending KeteranganBesar Arus (amper)
1 8 - 150 root 180 retak
2 12 - 150 root 180 retak
3 8 - 250 root 180 tidak
4 12 - 250 root 180 tidak
5 8 - 200 root 180 tidak
6 12 - 200 root 180 tidak
7 10 - 150 root 180 retak
8 10 - 250 root 180 retak
9 10 - 200 root 180 tidak
10 10 - 200 root 180 tidak
11 10 - 200 root 180 tidak
12 10 - 200 root 180 tidak
13 10 - 200 root 180 tidak
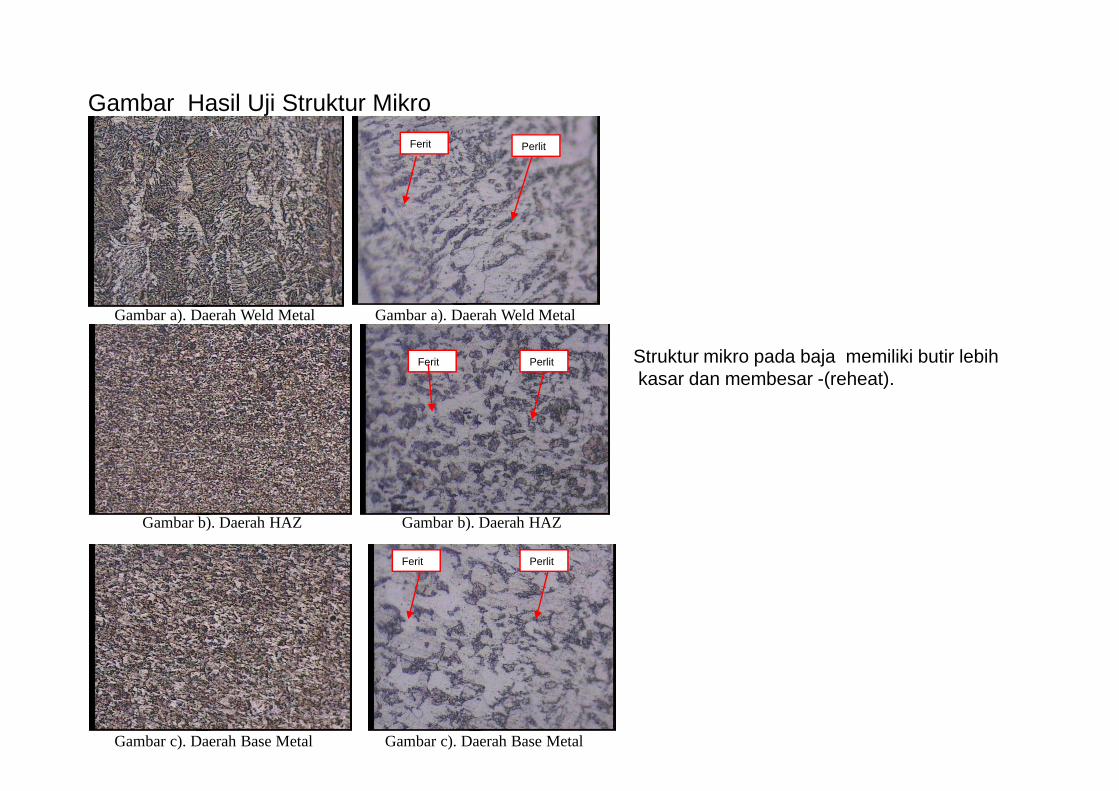
Gambar Hasil Uji Struktur Mikro
Struktur mikro pada baja memiliki butir lebihkasar dan membesar -(reheat).
Gambar a). Daerah Weld Metal Gambar a). Daerah Weld Metal
Ferit Perlit
PerlitFerit
Gambar b). Daerah HAZ Gambar b). Daerah HAZ
Gambar c). Daerah Base Metal Gambar c). Daerah Base Metal
PerlitFerit
KESIMPULAN1. Besarnya arus memberikan pengaruh yang signifikan terhadap distorsi
yang dihasilkan. Tebal pelat dan interaksi tebal pelat *besar arus tidakmemberikan pengaruh yang signifikan terhadap distorsi yang dihasilkan.Jika Head input naik, maka internal stress akan semakin tinggi,sehingga distorsi yang terjadi akan semakin besar.
2. Besarnya tebal pelat dan arus memberikan pengaruh terhadapkekerasan, dimana arus semakin rendah, maka kecepatan pendinginanakan semakin cepat, sehingga kekerasan yang terjadi akan semakintinggi. semakin besar tebal pelat, kecepatan pendinginan menjaditinggi. semakin besar tebal pelat, kecepatan pendinginan menjadisemakin cepat, sehingga kekerasan pada weld metal dan HAZ menjadisemakin tinggi, lebih besar dibandingdaerah base metal
3. Arus yang rendah, kecepatan pendinginan yang cepat, dan kekerasanyang tinggi, dapat mengakibatkan terjadinya crak pada logam las.
4. Pada tebal pelat yang berbeda dan besar arus yang berbeda, butiranpada struktur mikro terlihat sangat kasar. Diakibatkan adanya posheatatau pemanasan kembali (reheat) yang terjadi pada saat terjadipengelasan.
Saran
1. Untuk mengurangi distorsi yang terjadi pada pengelasan GMAW denganmenggunakan teransfer spray, maka gunakanlah variabel tebal pelat dan aruspengelasan yang sesuai.
2. Perlu menambahkan dan mempelajari variabel-variabel lain yang mungkinmempunyai pengaruh yang signifikan terhadap distorsi, kekerasan, bending, sertamempunyai pengaruh yang signifikan terhadap distorsi, kekerasan, bending, sertastruktur mikro yang terjadi.
Kegunaan Penggunaan GMAW
• Dapat digunakan untuk berbagai jenis metal komersial• Dapat dugunakan untuk mengelas terus-menerus tanpa berhenti
karena elektroda yang berupa kawat yang sangat panjang dantergulung dalam suatu klos dipasok dengan kecepatanpemasokan yang tetap.
• Pengelasan dapat dilaksanakan disegala posisi.• Laju pendeposisian metal lebih tinggi dari SMAW.• Kecepatan las lebih tinggi dari SMAW.• Jika digunakan teknik nyala sembur (spray transfer)• Jika digunakan teknik nyala sembur (spray transfer)
menghasilkan penetrasi lebih dalam dari SMAW, sehingga dapatdugunakan kawat las yang lebih kecil dibanding SMAW namunmemiliki kekuatan yang sama.
• Hasil pengelasan relatif lebih bersih karena tidak ada slag-nyasebagaimana SMAW.
Mekanisme Transfer Metal
1. Transfer arus pendek (short circuit)Sistem ini melibatkan cakupan arus yang terendah serta diameter kawat lasyang terkecil. Sistem transfer ini menghasilkan kolam las kecil dan cepatmembeku, sehingga sesuai untuk pengelasan pelat tipis, pengelasan diluarposisi/ jalur yang seharusnya, serta membuat bridging untuk mengisi celahlas (gap) yang terlalu lebar.
2. Transfer berbentuk bola (globular)• Pengelasan dengan sistem transfer globular menggunakan arus searah• Pengelasan dengan sistem transfer globular menggunakan arus searah
dengan elektroda pada posisi positif (DCEP).• Transfer globular ditandai oleh menetesnya bola-bola bahan las
cair dengan ukuran lebih besar dari diameter kawat las. Bola-bola metal cairini dengan mudah dipengaruhi oleh grafitasi sehingga agak sulitmenghasilkan transfer yang baik pada permukaan yang datar.
3. Transfer bentuk semprotan (spray)Moda transfer bentuk semprotan menghasilkan butir-butir yang disemprotkan secaraterarah yang dipercepat oleh gaya busur dengan kecepatan yang dapat mengatasipengaruh grafitasi. Salah satu sifat transfer bentuk semprotan adalah terjadinyapenetrasi sangat dalam sehingga dikatakan sebagai ” jari penetrasi” (finger).Penetrasi ini mudah dipengaruhi oleh medan magnet sehingga arahnya kemana-mana. Untuk mengatasi hal tersebut, medan magnet harus dikendalikan agar fingertersebut terarah kepusat profil penetrasi las.
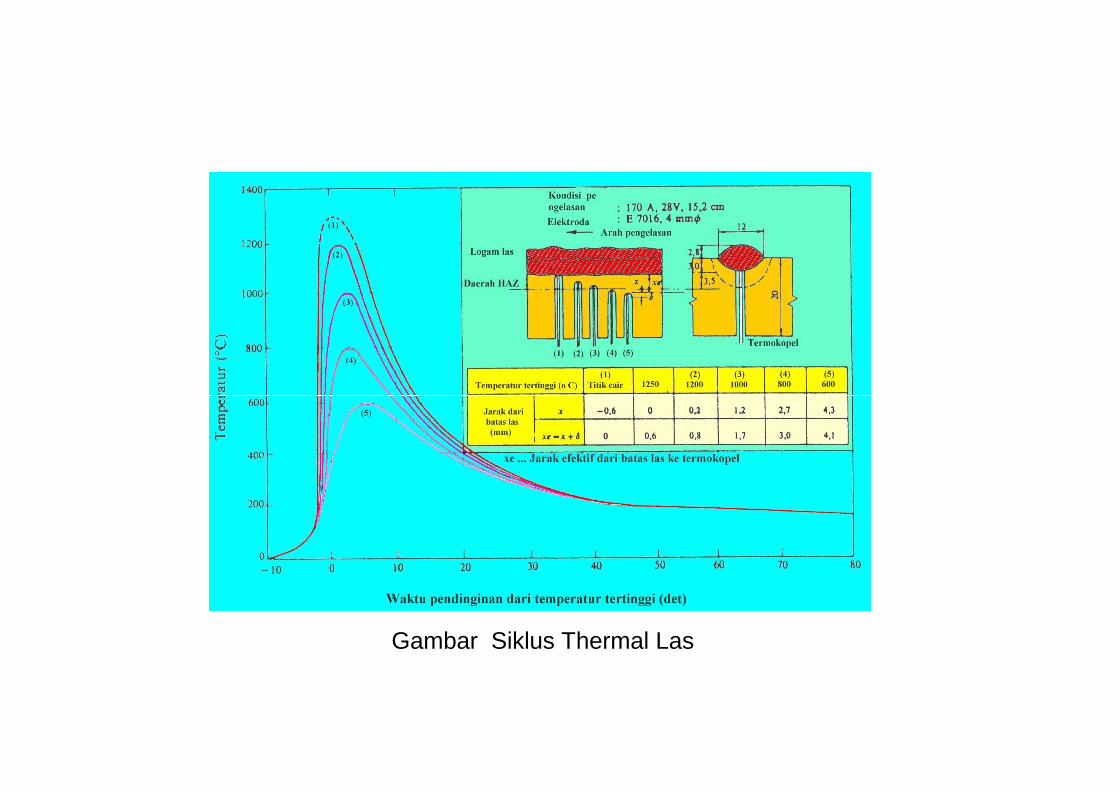
Gambar Siklus Thermal Las
33
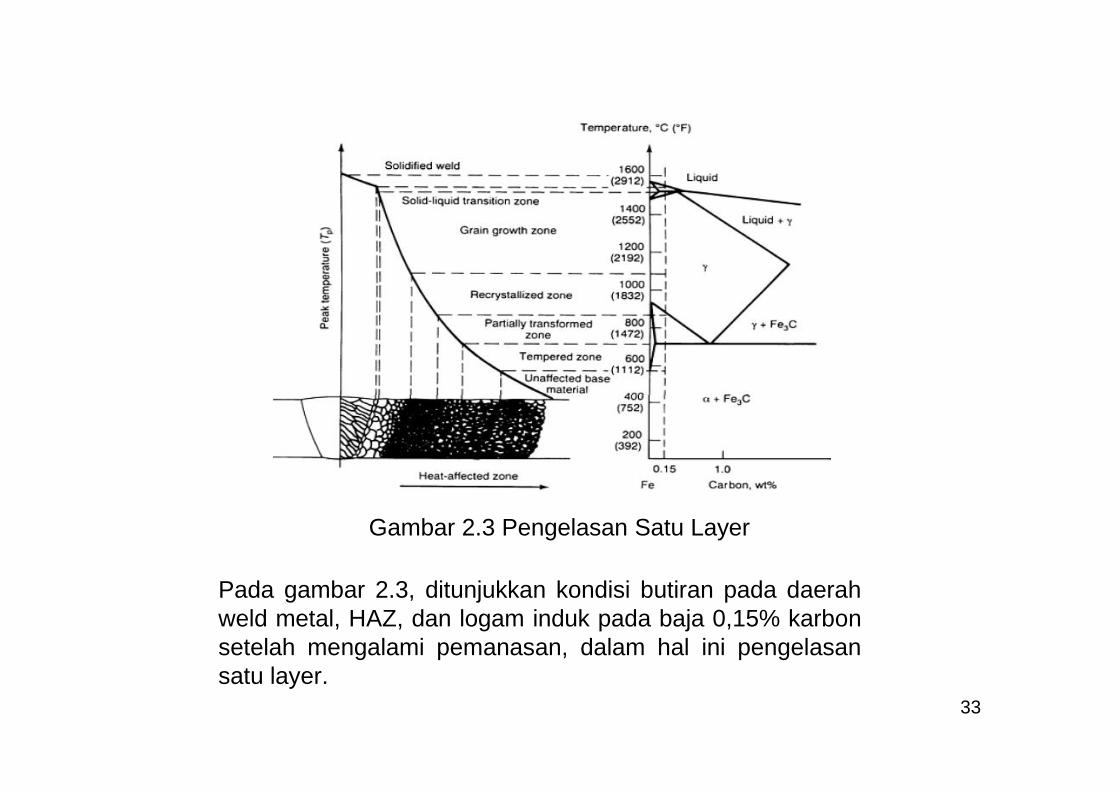
Gambar 2.3 Pengelasan Satu Layer
Pada gambar 2.3, ditunjukkan kondisi butiran pada daerahweld metal, HAZ, dan logam induk pada baja 0,15% karbonsetelah mengalami pemanasan, dalam hal ini pengelasansatu layer.
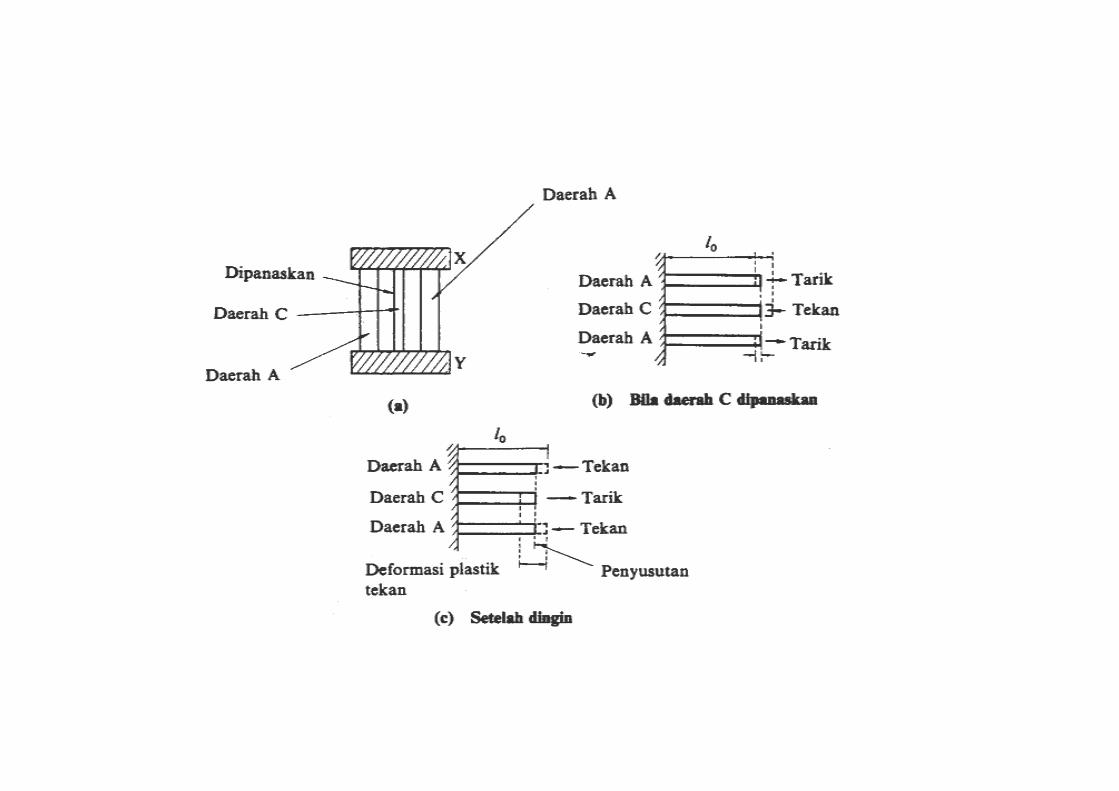
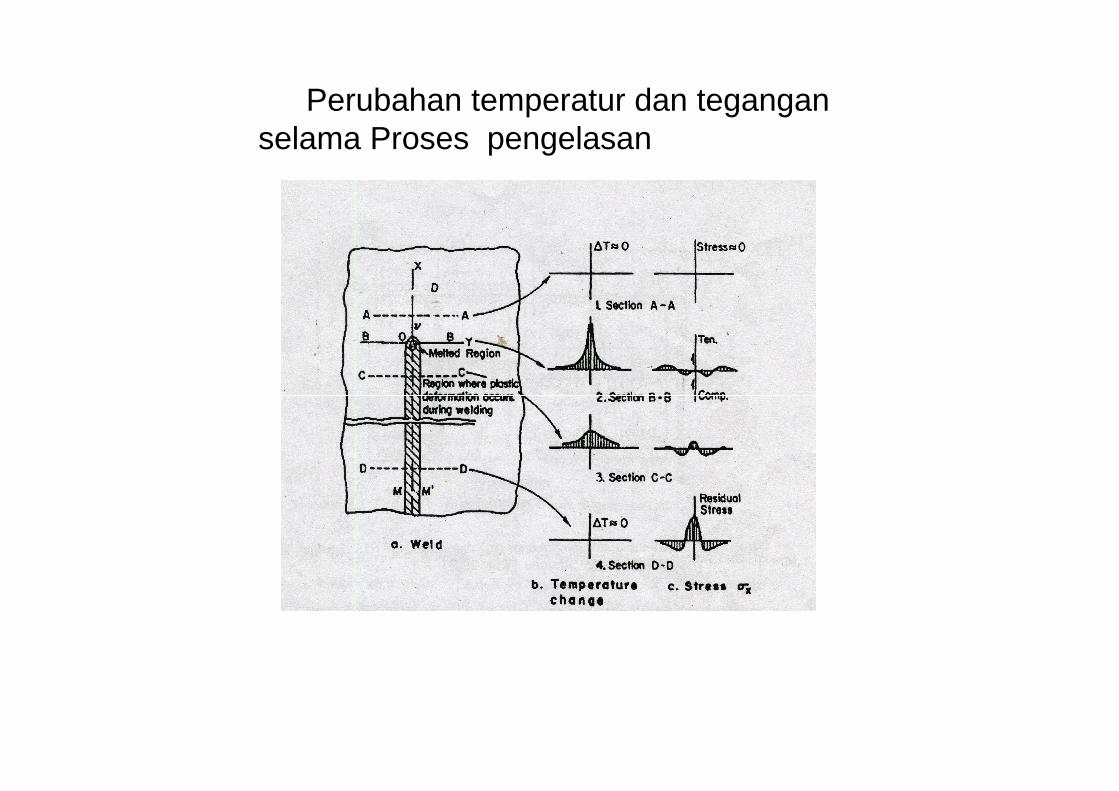
Perubahan temperatur dan tegangan selama Proses pengelasan
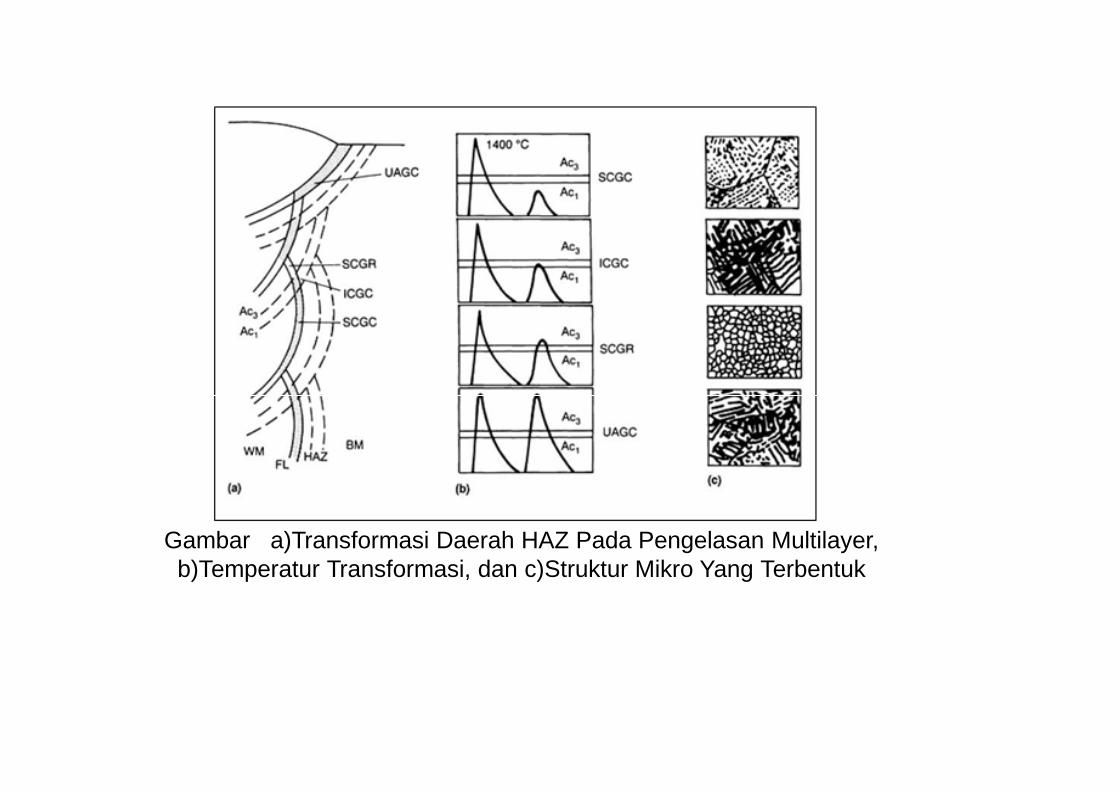
Gambar a)Transformasi Daerah HAZ Pada Pengelasan Multilayer,b)Temperatur Transformasi, dan c)Struktur Mikro Yang Terbentuk
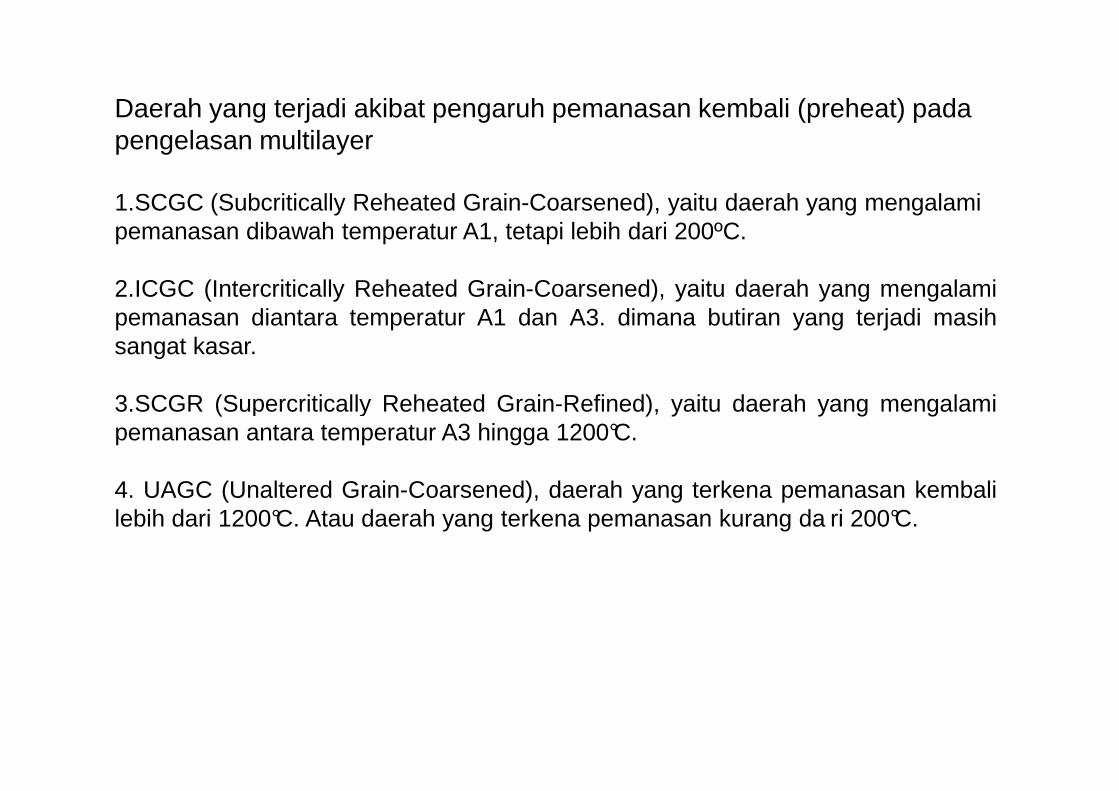
Daerah yang terjadi akibat pengaruh pemanasan kembali (preheat) pada pengelasan multilayer
1.SCGC (Subcritically Reheated Grain-Coarsened), yaitu daerah yang mengalami pemanasan dibawah temperatur A1, tetapi lebih dari 200ºC.
2.ICGC (Intercritically Reheated Grain-Coarsened), yaitu daerah yang mengalamipemanasan diantara temperatur A1 dan A3. dimana butiran yang terjadi masihsangat kasar.
3.SCGR (Supercritically Reheated Grain-Refined), yaitu daerah yang mengalami3.SCGR (Supercritically Reheated Grain-Refined), yaitu daerah yang mengalamipemanasan antara temperatur A3 hingga 1200°C.
4. UAGC (Unaltered Grain-Coarsened), daerah yang terkena pemanasan kembalilebih dari 1200°C. Atau daerah yang terkena pemanasan kurang da ri 200°C.
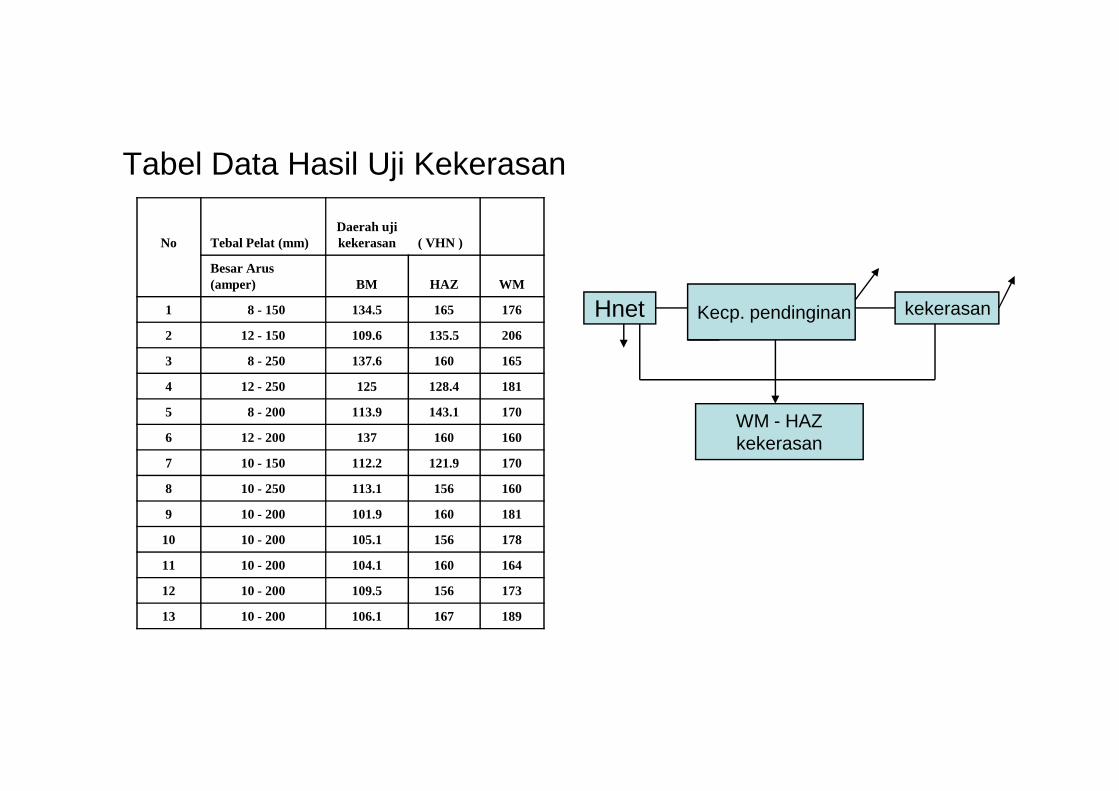
Tabel Data Hasil Uji Kekerasan
Hnet kekerasanKecp. pendinginan
No Tebal Pelat (mm)Daerah uji kekerasan ( VHN )
Besar Arus (amper) BM HAZ WM
1 8 - 150 134.5 165 176
2 12 - 150 109.6 135.5 206
3 8 - 250 137.6 160 165
4 12 - 250 125 128.4 181
WM - HAZkekerasan
5 8 - 200 113.9 143.1 170
6 12 - 200 137 160 160
7 10 - 150 112.2 121.9 170
8 10 - 250 113.1 156 160
9 10 - 200 101.9 160 181
10 10 - 200 105.1 156 178
11 10 - 200 104.1 160 164
12 10 - 200 109.5 156 173
13 10 - 200 106.1 167 189
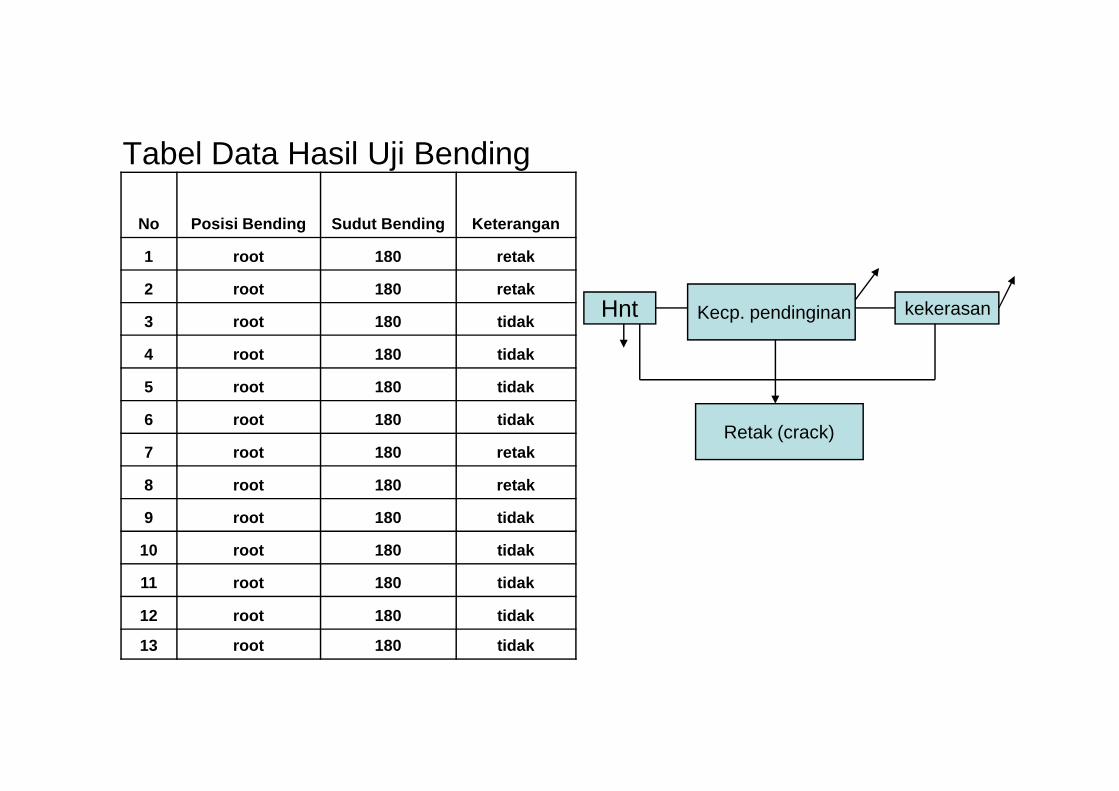
Tabel Data Hasil Uji Bending
No Posisi Bending Sudut Bending Keterangan
1 root 180 retak
2 root 180 retak
3 root 180 tidak
4 root 180 tidak
5 root 180 tidak
Kecp. pendinginanHnt kekerasan
5 root 180 tidak
6 root 180 tidak
7 root 180 retak
8 root 180 retak
9 root 180 tidak
10 root 180 tidak
11 root 180 tidak
12 root 180 tidak
13 root 180 tidak
Retak (crack)