peptflow project: aims and objectives - rapra - milan - nov 08_panarotto.pdfpeptflow project: aims...
TRANSCRIPT
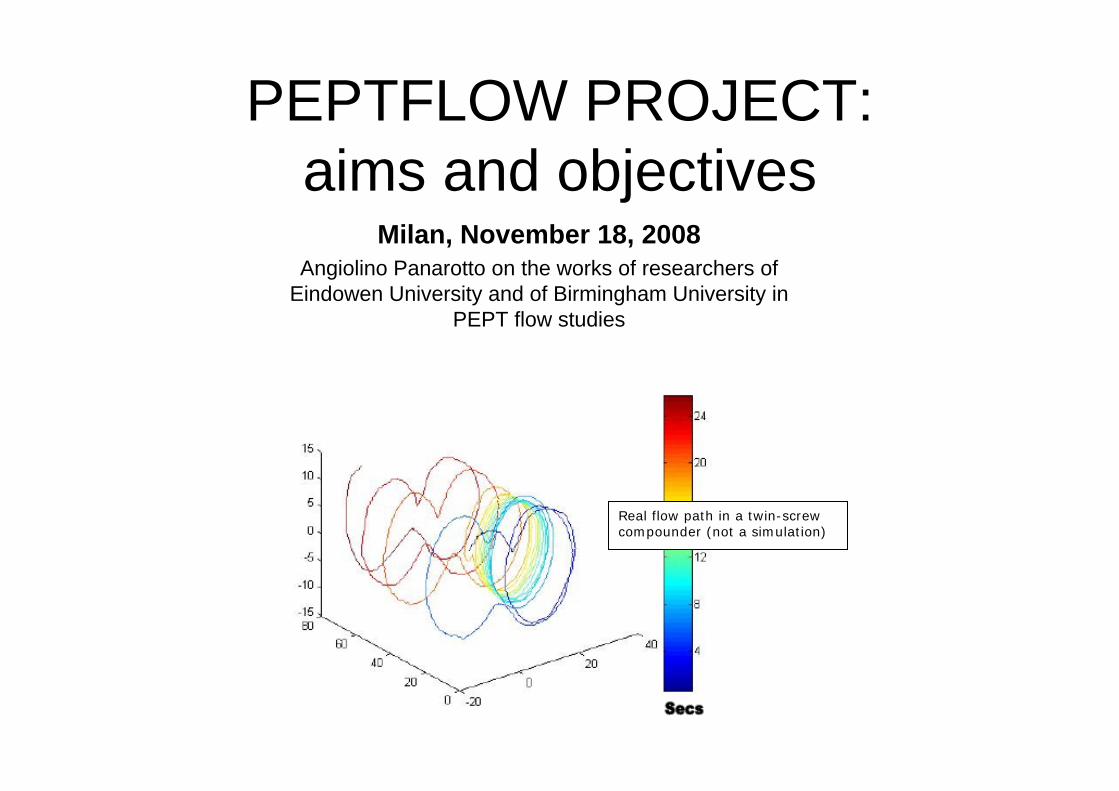
PEPTFLOW PROJECT: aims and objectives
Milan, November 18, 2008Angiolino Panarotto on the works of researchers of
Eindowen University and of Birmingham University in PEPT flow studies
Real flow path in a twin-screw compounder (not a simulation)

1 Field
Polymer melt mixing
Application:twin screw corotating extrusion (but non only)

2 Method
Direct view of flow of material around the complex geometry associated to high energy particles (application in twin screw corotating extrusion)
Andy Ingram (University of Birmingham) will speak about this

3 Instrument
To develop and to verify the software to simulate the flow in the twin corotatingscrew extruders (in particular the mixing zone)

4 Finality
To design and optimize a geometry of the mixing zone (mixer)
To maximize the efficiency (the rate between quality of the mixing material and power consumption-temperature increasing…)
Dr. Ponzielli University of Alessandria will speak about test, trials and industrial feasibility

5 Extrusion process
Twin extrusion is made to be designed for specific application (design a profile of the screw combining a different segment)
Extrusion process:• Transport-packing• Melting• Mixing (CRITICAL)• Low pressure pump

6 Velocity fieldThe intricate geometry of the kneading disc section required thedevelopment of a tailored finite element mesh generator. An analysis based on particle trajectories, calculated from the obtained velocity field, was carried out to study the effect of geometry on the mixing performance.
Common simulation: pressure distribution

6 Verification
The simulation results can be also compared against experimental results of velocity. Results confirmed the ability of the model to predict the flow behaviour. It was determined that inlet and outlet boundary conditions play a significant role in the development of flow patterns in the kneading disc section. The assumption of isothermal flow introduces limitations in the predictions made by the model. Future work should include the addition of the energy equation to the model.

6 Other system to directly verify the flow around the complex geometry • A split-barrel extruder can visualize what is happening to the materials
inside.

Directly view of the flow through a glass window
6 Other system to directly verify the flow around the complex
geometry

6 Other software
• ANSYS POLYFLOW is an advanced general purposed finite-element-based CFD software product for the analysis of polymer processing and glass forming. ANSYS POLYFLOW is particularly well-known for its extensive library of viscoelastic fluid models.
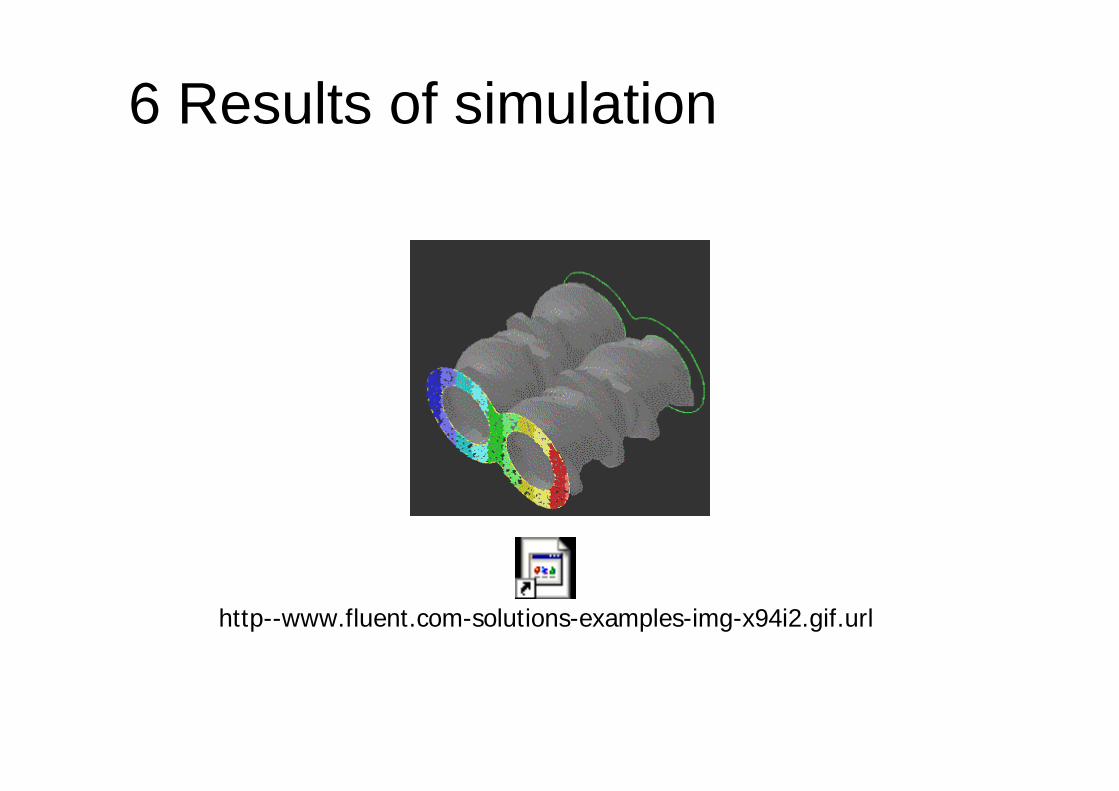
6 Results of simulation
http--www.fluent.com-solutions-examples-img-x94i2.gif.url
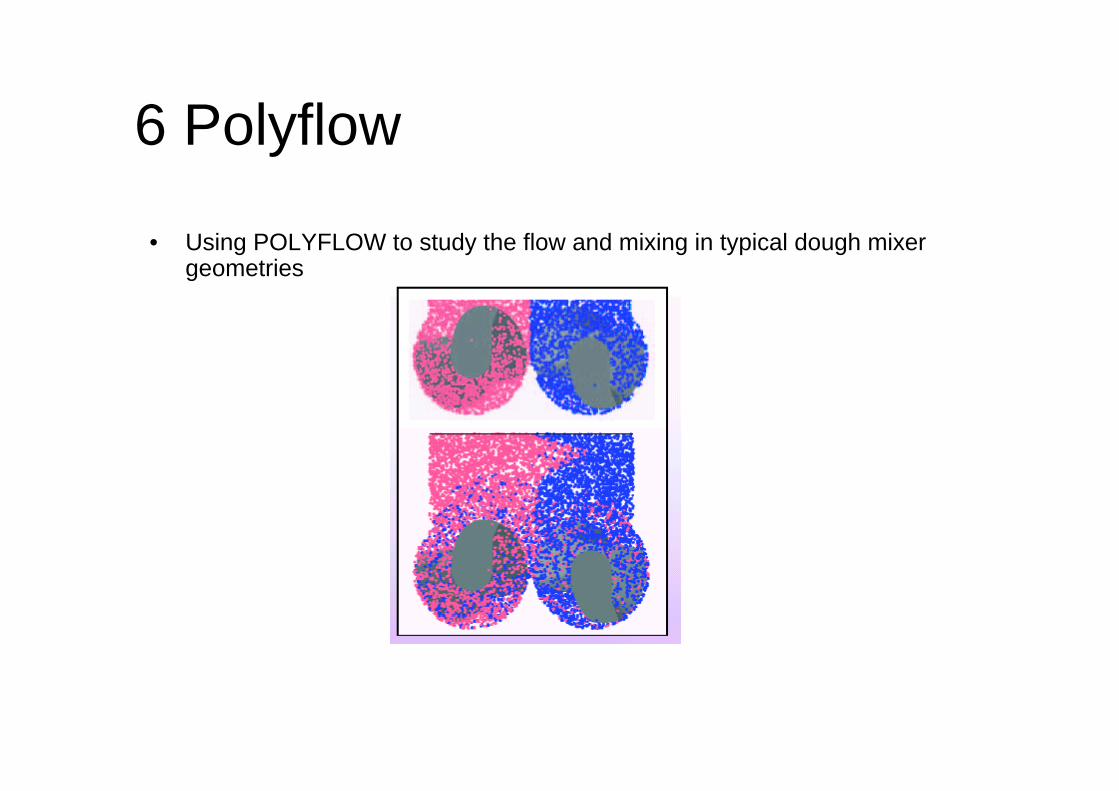
6 Polyflow
• Using POLYFLOW to study the flow and mixing in typical dough mixer geometries

7 Define mixingdispersive (inside reduction) and distributive (spatial distribution)

7 Dispersive (inside reduction)In a simplified approach it can be assumed that the sphere breaks up into two spheres.
Dispersive flow can be obtained if the residence time in a high shear flow islonger than the time for break-up. The flow and deformation are due toshear in the normal extruder (flow or rate) but also due to elongational flow (mixer elements)

7 Elongational flow (mixing)Dispersive mixing is usually more difficult to achieve than distributive mixing.
BEMflow, Boundary Element Fluid and Heat Transfer Simulation Program, ©1996 The Madison Group: PPRC

7 Model and basis of the work• Define mixing dispersive and distributive• Define efficiency• Define power to mixing and all variabiles
(material, geometry and operative) to define the process
• Theory and software (Arash Sarhangi FardPatrick D. Anderson: Eindhoven University of Technology )
7 Description of the project
• Machinery• Trials of the extrusions• Camera detection of the particles and
restitution of the information (Andrew Ingram: University of Birmingham)

7 Description of the project
24. Month Meeting 7-8.10.2008
Birmingham University
Reduction of Jan‘s (Eindhoven University) presentation for Milan 18.11.2008 dissemination

Extruder Development for PEPT Studies
Leistritz Micro 27
width 800
Gearbox
Barrel
Panel
2720
1080
40 D (ca. 1080mm)
1900
Ring Camera
Trials are planned to use a circular cameraCircular camera offers better geometrical resolutionMachine bed does not allow the positioning below the barrelLeistritz Micro 27:Barrel, Gearbox, Motor are flexibly mounted on machine bed.

Objectives planned
Objectives:
1. Positron emission material penetration and construction studies for experimental twin-screw machine design;
2. Experimental twin-screw extruder design;3. Positron emission particle tracking machine modifications;4. Manufacture of experimental twin-screw system.

Extruder with special barrel

Technical drawing of special barrel segment
Final dimensions were calculated based on mechanical stresses (Extricom)

Barrel segment
Steel
Aluminium

Waterbath, pelletizer granulation into hopper
stra
nd
Responsibilities:-Extruder (ICT)-Feeding and Pelletizing (Rapra)-Cooling (Birmingham)-Separating unit (ICT)
1. Installed waterbath
2. Dosing equipment supplied by Rapra to Birmingham
3. Pelletizer supplied by Rapra to Birmingham

Separating the particle
Poly
mer
PEPT
par
ticle

Screw configuration
0G
FA
2-30
-6
test
ing
zone
0G
FA
2-30
-3
KB5-
2-30
-30° 0
GF
A2-
20-
30G
FA
2-15
-3
GFE
2-40
-90
GFE
2-40
-90
GFE
2-40
-900
GF
A2-
30-
90G
FA
2-30
-60
GF
A2-
30-
6
GFE
2-40
-900
GF
A2-
30-
60G
FA
2-30
-6 0
GF
A2-
30-
60G
FA
2-30
-6
GFM
2-15
-60
KB5-
2-30
-30°
KB5-
2-30
-60°
KB5-
2-30
-90° 0
GF
A2-
15-
3
0G
FA
2-20
-3

Modified kneading disk for precision studies

Setup of the line in the lab in Birmingham

FinalityObjective:
The workpackage will translate the project results into new machine/screw design criteria; and thus reinforce the European knowledge base for machine/screw design tailored to the specific needs and requirements of individual polymer systems.
Subtasks:1. Review and Mapping of Individual and Combined Element Profiles2. Review and Mapping of Requirements for Generic Polymer and
Additive Systems3. Cross Correlation Mapping and Development of Generic Machine
Design Criteria 4. Validation of Machine Design Criteria within PEPT-Flow
Experimental System

Specifications of operative conditions of the extruder in the
PEPT-Lab• 27 mm screw diameter
• 36 D barrel length
• 400 1/min rpm
• 350 °C max. temperature
• 2-35 kg/h throughput
• flexibility

Possibilities and limitations• 4 D PEPT window
• Limited flexibility in positioning the PEPT window
• Flexibility in screw setup
• Side feeding might be possible
• Premix + split feed with previous announcement
• Low DT between melting- and set point-temperature might be problematic
• High rpm – trials might result in low accuracy in position reading
Interesting data processing
Occupancy Plots – see were material stays (temperature, shear)
Residence time distribution for individual elements
Velocity fields for individual elements
XY (cross-section) movement compared to Z (flow) movement
- all in dependence of different processing conditions and polymers

Studies on standard geometriesScrew with different pitches – molten polymer

Studies on standard geometriesScrew with kneading disk – molten polymer

Studies on standard geometriesScrew with mixing element – molten polymer

Studies on standard geometriesScrew with reverse element – molten polymer

Studies on standard geometriesMelting zone – Monitoring the melting process
Problems might arise withaluminium barrel segment dueto high mechanical stresses during melting

Ideas for interesting studies
• Study melting areas with different polymers (PA 6 + PA 66)
• Study specialized screw elements with unconventional geometries
• Study “real” residence time distributions
• Study of dead ends and melt traps?
• Study the incorporation of fillers

8 Model and basis of the work
Presentation based on Arash’s work(Eindhoven University)

8 Lagrangian and Eulerian
There are two quite different ways to accomplish 3d motion either by tracking specific, identifiable fluid material volumes that are carried about with the flow, the Lagrangian method, or by observing the fluidvelocity at locations that are fixed in space, the Eulerian method.

8 Lagrangian and EulerianWe have large distortions and we must provide an accurate resolution of material interfaces and mobile boundaries.Lagrangian algorithms, in which each individual node of the computational mesh follows the associated material particle during motion.In Eulerian algorithms the computational mesh isfixed and the continuum moves with respect to the grid.

8 Lagrangian and Eulerian

8 Elongational flow (mixing)Elongation viscosity in distributive mixing using a modified Carreau model
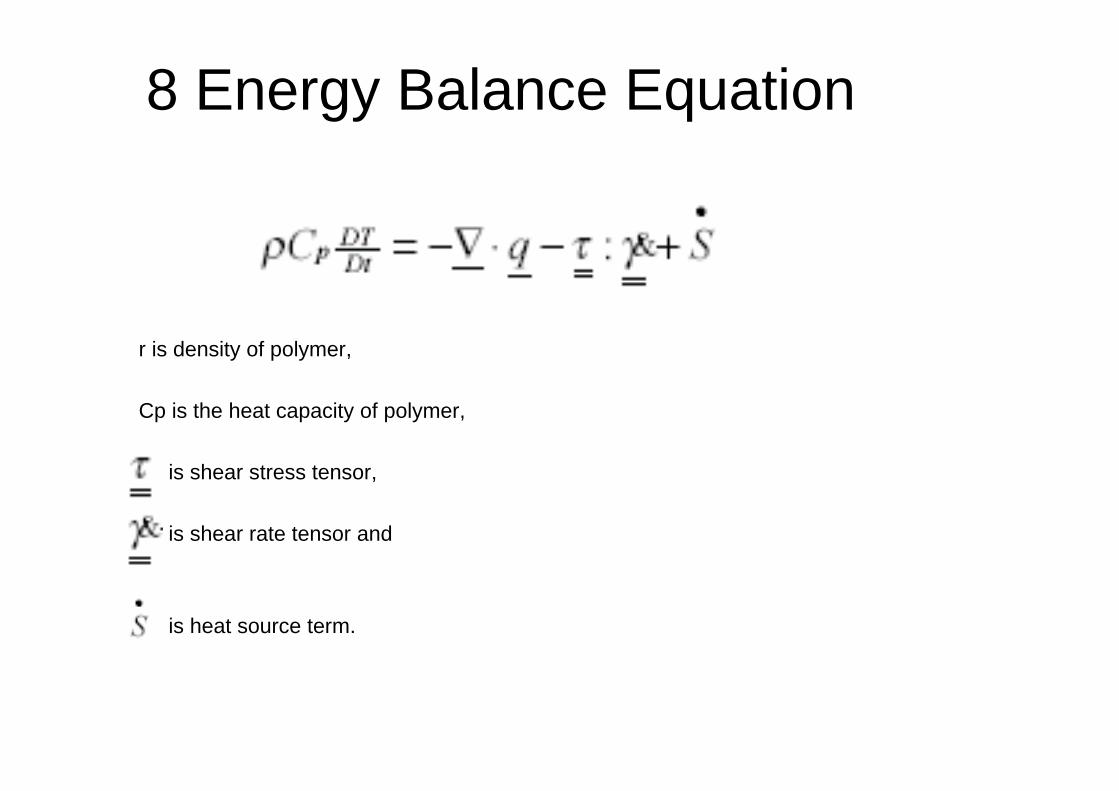
8 Energy Balance Equation
r is density of polymer,
Cp is the heat capacity of polymer,
is shear stress tensor,
is shear rate tensor and
is heat source term.
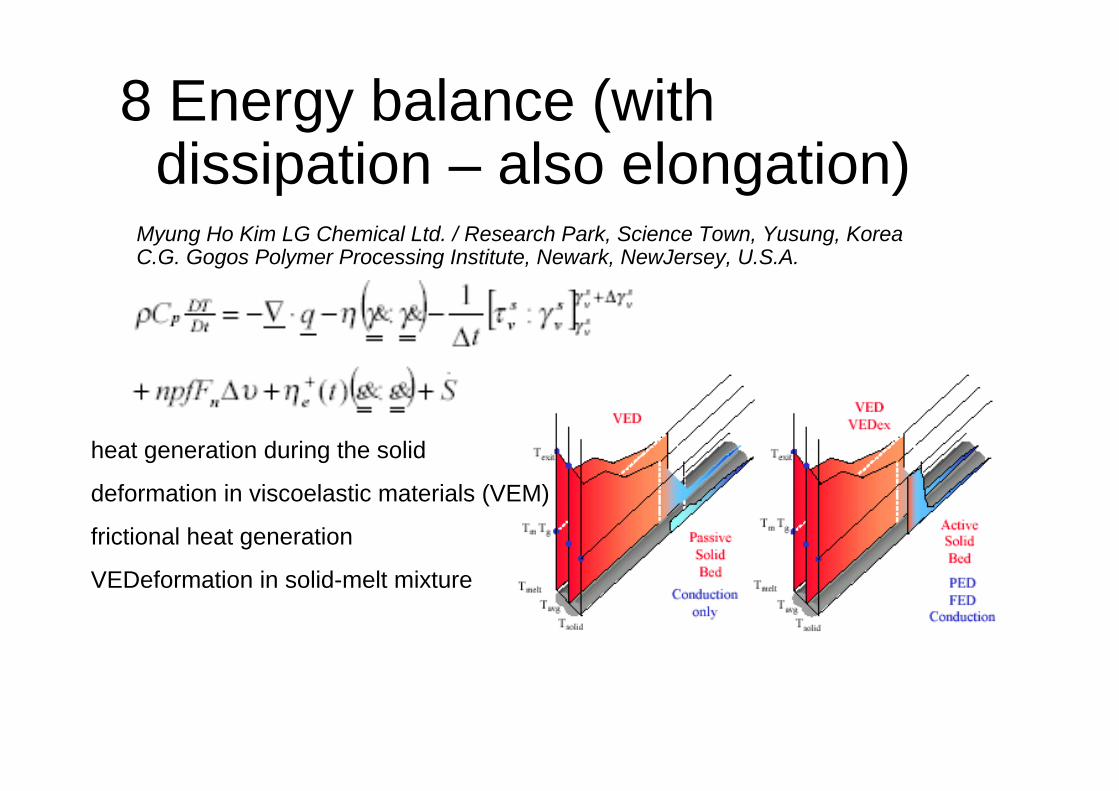
8 Energy balance (withdissipation – also elongation)
heat generation during the solid
deformation in viscoelastic materials (VEM)
frictional heat generation
VEDeformation in solid-melt mixture
Myung Ho Kim LG Chemical Ltd. / Research Park, Science Town, Yusung, KoreaC.G. Gogos Polymer Processing Institute, Newark, NewJersey, U.S.A.