performantele si calitatile imbinarilor prin sudare a fibrelor optice de telecomunicatii
DESCRIPTION
Lucrare de dizertatieTRANSCRIPT
1. OBIECTIVELE TEZEI ............................................................................................................. 1
2. ELEMENTE TEORETICE DE TRANSMITERE A INFORMAŢIEI ..................................... 5
2.1. CONSIDERAŢII GENERALE, SCURT ISTORIC ............................................................... 5
2.2. CARACTERISTICILE CANALELOR DE COMUNICAŢIE .............................................. 7
2.2.1. CONSIDERATII GENERALE ............................................................................................ 7
2.2.1.1. CANALE RADIO ( PROPAGAREA PRIN ATMOSFERA ) ......................................... 8
2.2.1.2. FIBRA OPTICA ............................................................................................................... 9
3. FIBRA OPTICĂ ...................................................................................................................... 10
3.1. CONSIDERAŢII GENERALE ............................................................................................ 10
3.2. TEHNOLOGIA DE FABRICARE A FIBRELOR OPTICE ............................................... 12
3.2.1. METODA CREUZETULUI DUBLU ................................................................................13
3.3. CABLURI OPTICE .............................................................................................................. 19
3.4. CONCLUZII ......................................................................................................................... 22
4. TEHNOLOGII DE ÎMBINARE A FIBRELOR OPTICE ....................................................... 24
4.1. DATE GENERALE .............................................................................................................. 24
4.2. TEHNOLOGII DE ÎMBINARE A FIBRELOR OPTICE .................................................... 25
4.2.1. ÎMBINAREA MECANICĂ .............................................................................................. 25
4.2.2. IMBINAREA SUDATA .................................................................................................... 27
4.2.2.1. PREGATIREA FIBRELOR PENTRU SUDARE .......................................................... 28
4.2.2.3. ASAMBLAREA ............................................................................................................. 37
4.2.3. ANALIZA MICROSCOPICA A SUDURII FIBREI OPTICE ......................................... 38
4.3. EVALUAREA INALTEI REZISTENTE IN CONEXIUNILE FIBREI OPTICE .............. 42
4.3.1.DISTRUGEREA IZOLATIEI FIBREI .............................................................................. 43
5. DEFECTE LA IMBINAREA FIBRELOR OPTICE .............................................................. 46
5.1. DEFECTE CE POT APAREA IN URMA SUDURII FIBRELOR OPTICE ...................... 46
5.2. CONCLUZII ......................................................................................................................... 50
6. BIBLIOGRAFIE ...................................................................................................................... 51
Cap. 1. OBIECTIVELE LUCRARII DE DIZERTATIE In ultimele decenii, tehnologia comunicaţiilor a progresat continuu, de la descoperirea
telegrafului în 1837 de către Samuel Morse până în zilele noastre când comunicaţiile prin
fibra optică ajung din ce în ce mai aproape de utilizatorul fmal, datorită reducerii costurilor
fibrei şi a tehnologiilor de îmbinare ale fibrelor ce au devenit accesibile.
O dată cu noile tehnologii a crescut şi puterea de transmisie, noile transmiţătoare fiind
echipate cu transmiţătoare echipate cu diode laser de mare putere.
Laserul, în aparenţă un dispozitiv cuantic sofisticat, este atât fenomenologic cât şi
aplicativ la îndemâna tehnicienilor epocii pe care o trăim. Laserul, (light amplification by
stimulated emission of radiation sau lumina amplificată prin stimularea emisiei radiaţiei), este
capabil să emită o radiaţie optică coerentă şi monocromatică, într-un fascicul cu o divergenţă
extrem de mică, capabil de puteri disponibile în impulsuri extrem de scurte şi posibilitatea de
a focaliza radiaţia pentru obţinerea unor densităţi de energie deosebit de mari (109W/cm
2).
Pentru fibrele singlemod care au miezul de numai 9µm, nici nu se poate concepe o altă
variantă de a introduce lumina în aceasta decât folosind o lumină laser modulată.
In ultimii ani, odată cu introducerea tehnologiei de multiplexare a lungimii de undă
(wavelength-division multiplexing - WDM), capacitatea comunicaţiilor prin fibra optică au
crescut exponenţial. S-a ajuns astfel la capacităţi de transport curente de ordinul a 10 Gbps.
O altă noutate în domeniul transmisiunilor pe fibră o reprezintă soluţia GPON (Gigabit
Pasive Optical Network), tehnologie ce permite cuplarea pe un singur fir de fibră optică a
unui număr de 64 de terminale la care se pot transmite servicii de televiziune, date şi
telefonie.
Aceasta reduce foarte mult costurile in ceea ce priveşte construcţia magistralelor, un alt
avantaj constând în faptul că nu necesită echipamente active pe traseu, necesitând doar
elemente pasive de ramificaţie.
Dar fibra optică nu se poate construi tehnologic cu lungimi mai mari de 4000 ml. De
multe ori însă în practică sunt necesare efectuarea de îmbinări, pentru prelungirea sau
ramificarea fibrelor optice.
Această lucrare îşi propune sa ne familiarizeze cu fibra optică de la obţinere până la
tehnologia folosită pentru îmbinarea fibrelor optice, dar şi cu fenomenele ce se produc în
cazurile unor îmbinări defectuoase sau în cazul unor manipulări necorespunzătoare la montaj,
respectiv încovoieri sub un diametru limită admis.
Lucrarea este împărţită pe mai multe capitole, încercând să răspundă tuturor întrebărilor
pe care le-ar ridica un operator de telecomunicaţii.
Astfel în capitolul ―Elemente teoretice de transmitere a informaţiei‖ se face o descriere
a sistemelor de comunicaţii cunoscute până în prezent.
După un scurt istoric, se descrie un sistem de comunicaţii plecând de la schema bloc şi
se analizează pe rând caracteristicile canalelor de comunicaţie
In analiza sistemelor de comunicaţii pe suport metalic s-au atins subiecte ca închiderea
liniei metalice, modul de calcul al impedanţei caracteristice, modelul matematic al liniei fară
pierderi, linia fără distorsiuni şi efectul modificării parametrilor unei linii de comunicaţie.
Deasemenea sunt dezbătute aspecte privind atenuarea globală a unui sistem de
comunicaţii, caracteristica de frecvenţă, fenomenul de ecou - ce este , de ce apare şi cum
poate fi evitat - , pierderile pe retur, fenomenul de zgomot.
Un loc important în acest capitol însă îl reprezintă studiul fibrei optice ca mediu de
comunicaţie. Se prezintă un scurt istoric cu privire la descoperirea fibrei optice, condiţiile de
transmisie a luminii prin fibră şi schema bloc a unui sistem de comunicaţii prin fibră optică.
Se prezintă cele două tipuri constructive de fibră optică, singlemod sau unimod şi
respectiv fibră multimod, fibră care la rândul ei se împarte în fibră cu discontinuitate (FOD)
şi fibră cu indice gradat (FOG), prezentând caracteristicile de transmisie ale acestora.
Prezentarea caracteristicii atenuare-lungime de undă pentru o fibră unimod cu
evidenţierea punctelor minime de atenuare (ferestre) ne lămureşte cu privire la oportunitatea
alegerii anumitor frecvenţe de emisie a luminii prin fibra optică.
In capitolul ―Modelul matematic de transmitere a informaţiei prin fibra optică‖ se
examinează în detaliu fibra optică ca mediu de transmitere a informaţiei prin intermediul unei
purtătoare luminoase, numită în general radiaţie luminoasă.
Se studiază fundamentele matematice ale propagării acestei radiaţii prin fibra optică
ideală, respectiv un mediu dielectric lipsit de pierderi. Acest studiu este necesar pentru a
înţelegefenomenul transmiterii luminii prin fibra optică şi calitatea pe care trebuie să o aibă
îmbinarea fibrelor pentru ca aceasta sa nu provoace atenuari sau distorsiuni ale radiaţiei.
Tot în acest capitol este definit mecanismul de atenuare al radiaţiei prin fibra optică,
determinat de absorbţia materială a fibrei optice, difuzia materială, difuzia geometrică a
ghidului de undă, radiaţia de curbură a fibrei, radiaţia externă şi diafonia optica.
In finalul capitolului se prezintă câteva consideraţii practice asupra atenuării radiaţiei
prin fibra optică.
In capitolul următor, "Fibra optică‖, prima parte este dedicată tehnologiei de fabricaţie a
fibrelor optice, prezentându-se tehnologia creuzetului dublu, a depunerii chimice din stare de
vapori, aratând cele două modele de depunere - depunerea internă şi respectiv externă,
precum şi metoda de producere a fibrelor optice prin separarea fazelor, la toate acestea
prezentându-se avantajele şi dezavantajele folosirii metodei respective.
In partea a doua a acestui capitol se prezintă diferite tipuri constructive de cabluri optice
produse de firma ALCATEL, prezentându-se caracteristicile constructive şi mecanice ale
fiecărui tip de cablu prezentat.
Un capitol extrem de interesant este cel intitulat ―Tehnologii de îmbinare a fibrelor
optice‖, în prima parte a acestui capitol sunt prezentate cauzele atenuărilor ce apar într-un
mediu de comunicaţie prin fibră optică, apărute în cuplajul dintre sursa de radiaţie şi fibra
optică, respectiv dintre fibra optică si receptorul optic. Dintre tipurile de atenuări amintim
radiaţia neinterceptată, apertura numerică, reflexiile Fresnel.
In partea a doua a capitolului se studiază tehnologiile de îmbinare a fibrelor optice,
respectiv tipurile de îmbinări mecanice şi îmbinările sudate. La acestea din urmă se prezintă
detaliat fazele pregătitoare pentru sudare, sudarea propriuzisă şi asamblarea fibrelor după
sudare.
Partea a treia a capitolului este dedicată experimentărilor
Partea a patra a capitolului se dedică studierii microscopice a unei îmbinări sudate a
două fibre optice, punându-se accent pe aspectul imbinării sudate.
In partea a cincea se prezintă defecţiunile ce pot apărea printr-o manipulare defectuoasă
a fibrei optice în cutia de conexiuni, respectiv prin distrugerea interfeţei de conectare prin
zgâriere sau contaminare cu diferite substanţe sau prin folosirea unei puteri
necorespunzătoare, fapt ce poate duce în anumite condiţii la sudarea interfeţei de conectare.
Deasemenea se prezintă tipurile de distrugere ale izolaţiei în cazul îndoirii fibrei optice
sub un anumit diametru limită.!
In capitolul ―Defecte la îmbinarea fibrelor optice‖ în prima parte se prezintă defectele
datorate parametrilor fizico-geometrici diferiţi ai fibrelor, defecte datorate reflexiei şi difuziei
la îmbinările demontabile, defectelor de îmbinare prin nealiniere, a diferitelor defecte ce apar
în îmbinările sudate.
Bibliografia de la final conţine peste 100 de titluri şi autori a căror lucrări consacrate m-
au inspirat şi m-au ajuat în întocmirea acestei teze.
Cap.2. ELEMENTE TEORETICE DE TRANSMITERE A INFORMAŢIEI
2.1. CONSIDERAŢII GENERALE, SCURT ISTORIC INFORMAŢIA reprezintă - ―comunicare, veste, ştire care pune pe cineva la curent cu o
situaţie‖. Pornind de ia acest concept, putem afirma că informaţia reprezintă ―ştire‖ sau
―veste‖ şi este strâns legată de conceptul de comunicaţie.
In 1837, S. Morse (1791-1872) a realizat un sistem care folosea curentul electric pentru
transmiterea de mesaje codificate: telegraful.
In 1876, G. Bell (1847-1922) a inventat un aparat electric care putea transmite glasul
uman: telefonul.
Cele două instrumente de comunicare au cunoscut un mare succes. In multe ţări s-au
creat reţele de fire telegrafice sau telefonice. Liniilor aeriene, susţinute de stâlpi, li s-au
adaugat, pentru transmiterea mesajelor de la un continent la altul, cablurile scufundate pe
fundul oceanelor.
Alte cercetări au deschis calea telecomunicaţiilor care nu mai folosesc firele. In 1873,
J.C. Maxwell (1831-1879) a intuit existenţa undelor produse de oscilaţia sarcinilor electrice,
care se propagă în toate direcţiile cu viteza luminii, transportând energie. Lumina nu ar fi
decât o categorie aparte a acestor unde, numite "unde electromagnetice‖.
In 1888, H.Hertz (1857-1894) a demonstrat aceasta teorie: el a reuşit să producă unde
electromagnetice invizibile şi a stabilit că au exact aceleaşi proprietăţi ca lumina. Acestea sunt
undele radioelectrice (sau undele radio), pe care în mod obişnuit le mai numim şi ―unde
hertziene‖. în urma cercetărilor făcute în domeniul emisiei şi recepţiei de unde radio, G.
Marconi (1874-1937) a realizat un sistem care permite transmiterea de semnale morse cu
ajutorul undelor hertziene: el a creat in 1896 telegraful fără fir, sau T.F.F.
Pentru a transmite nu numai semnale codificate, dar şi cuvinte sau muzică era nevoie de
o serie de îmbunătăţiri: debutul radiodifuziunii a fost conceput prin anii ’20.
Dacă undele radio pot transmite sunete la mari distanţe, de ce nu s-ar putea face acelaşi lucru şi
în cazul imaginilor? Aceasta a fost întrebarea de la care s-a dezvoltat televiziunea. De la sfârşitul
secolului al XDi~lea, cercetătorii au studiat aceasta posibilitate. Dar au înţeles foarte repede ca o
imagine nu poate fi transmisă ca atare pe unde Hertziene: mai întâi imaginile trebuie descompuse în
elemente foarte mici pentru a fi transformate în semnale electrice. La recepţionarea semnalelor,
imaginea este reconstituită.
In 1926, J.L. Baird (1888-1946) a efectuat prima demonstraţie publica de televiziune.
Dezvoltări semnificative ale comunicaţiei prin semnale electrice au avut loc înainte, în timpul şi după
cel de-al doilea război mondial, prin descoperirea sistemul RADAR (Radio Detection and Ranging) în
1935 de către Robert Watson-Watt sau descoperirea inginerului roman Gogu Constantinescu care a
pus la pus la punct SON ARUL, de care s-a folosit armata britanică împotriva avioanelor germane.
In această perioadă s-a dezvoltat şi teoria generală a transmiterii discrete a informaţiei [5]
(Shannon -1950).
Progresele tehnologice: tranzistori, circuite integrate, microprocesoare, laserii, sateliţii de
comunicaţie au făcut ca în prezent, sistemele evoluate de comunicaţie să permită transportul în orice
punct de pe glob a oricărui tip de informaţie: voce, text, imagini, desene, etc.
Totodată, epoca industrială actuală a însemnat şi creşterea gradului de automatizare a
proceselori industriale şi posibilităţii de conducere prin calculator a acestora. Această evoluţie a
condus la necesitatea comunicaţiei între diferite echipamente inteligente şi sisteme de calcul, precum
şi între echipamente (maşini) şi operatorul uman.
Natura informaţiilor transmise a evoluat deci spre simbolurile utilizate în tehnica discretă
(digitală), care a înlocuit în mare măsură tehnica analogică de transmitere a informaţiilor.
2.2. CARACTERISTICILE CANALELOR DE COMUNICAŢIE
2.2.1. CONSIDERAŢII GENERALE
Prin canal de comunicaţie se înţelege porţiunea din sistemul de comunicaţie care transmite o
undă electromagnetică şi care urmează după modulator şi precede demodulatorul.
Undele electromagnetice în funcţie de frecvenţă se clasifică astfel (figura 2.1):
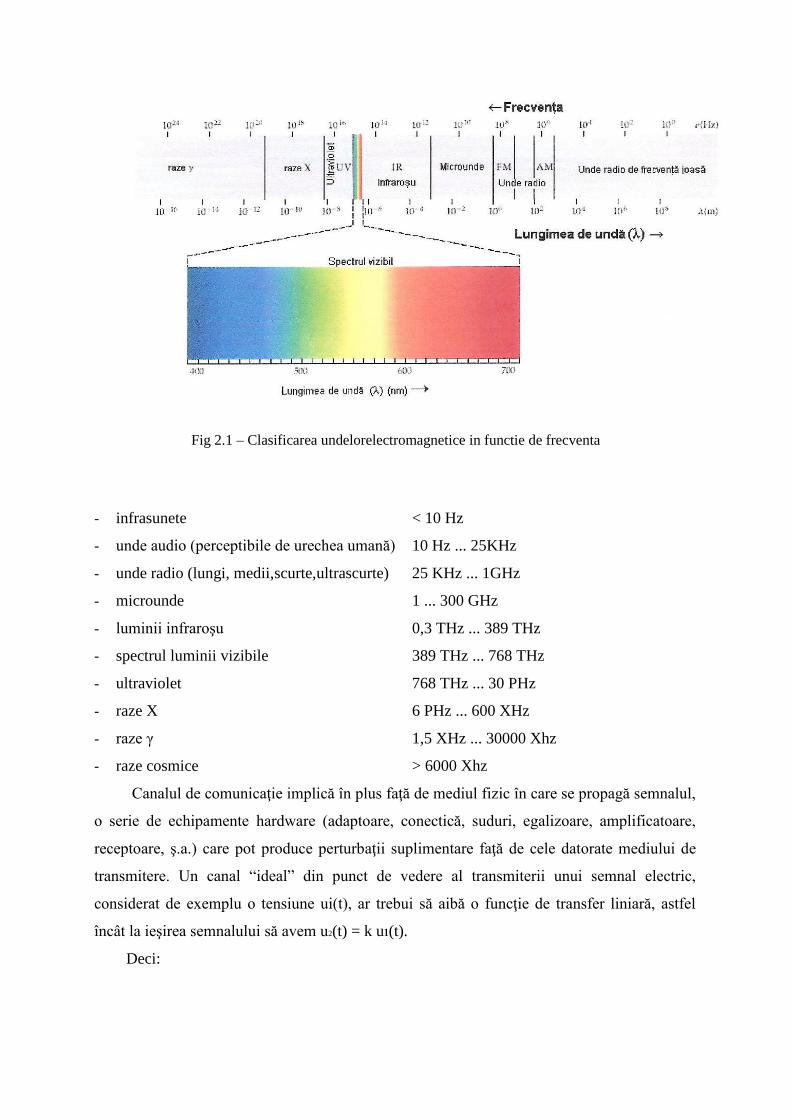
Fig 2.1 – Clasificarea undelorelectromagnetice in functie de frecventa
- infrasunete < 10 Hz
- unde audio (perceptibile de urechea umană) 10 Hz ... 25KHz
- unde radio (lungi, medii,scurte,ultrascurte) 25 KHz ... 1GHz
- microunde 1 ... 300 GHz
- luminii infraroşu 0,3 THz ... 389 THz
- spectrul luminii vizibile 389 THz ... 768 THz
- ultraviolet 768 THz ... 30 PHz
- raze X 6 PHz ... 600 XHz
- raze γ 1,5 XHz ... 30000 Xhz
- raze cosmice > 6000 Xhz
Canalul de comunicaţie implică în plus faţă de mediul fizic în care se propagă semnalul,
o serie de echipamente hardware (adaptoare, conectică, suduri, egalizoare, amplificatoare,
receptoare, ş.a.) care pot produce perturbaţii suplimentare faţă de cele datorate mediului de
transmitere. Un canal ―ideal‖ din punct de vedere al transmiterii unui semnal electric,
considerat de exemplu o tensiune ui(t), ar trebui să aibă o funcţie de transfer liniară, astfel
încât la ieşirea semnalului să avem u2(t) = k uı(t).
Deci:
în care A(ω) — 1 şi Ф(ω) = 0 pentru orice funcţie din banda semnalului.
Aceste caracteristici ideale nu se întâlnesc în practică. De obicei apar neliniarităţi, atenuări şi
distorsiuni de fază care pot afecta definitiv forma semnalului.
O altă problemă o constituie fenomenele de interferenţă datorate transmisiei simultane a mai
multor semnale utile pe acelaşi suport.
Problema cea mai importantă în transmiterea datelor pe canale de comunicaţie rămâne cea a
zgomotelor datorate mediului fizic.In funcţie de acest mediu se pot deosebi mai multe categorii de
canale de comunicaţie, dintre care cele mai esenţiale sunt:
a) Circuite (linii) fizice independente
b) Canale radio (propagarea prin atmosferă)
c) Fibra Optică
2.2.1.1. Canale radio (propagarea prin atmosferă)
Mai puţin utilizată în transmiterea de date cu caracter industrial, canalele radio au o mare
importanţă în tehnica telecomunicaţiilor. Se deosebesc mai multe categorii de canale radio, în funcţie
de tipul de antenă utilizat, de frecvenţă şi de modul de propagare:
- propagare în linie dreaptă - antena de emisie şi cea de recepţie sunt reciproc
―vizibile‖.Comunicaţiile de acest tip se fac cu frecvenţe relativ joase (3-30 MHz) şi sunt
specifice telegrafiei fără fir sau radiofoniei pe mare, dar se pot întâlni şi în aplicaţii
industriale (telecomanda unei bariere, porţi, pod rulant, etc)
- microunde radio - se utilizează practic în transmisiile de radio şi TV, ocupând gama de până la 10
GHz, şi care utilizează în transmisie difracţia la nivelul suprafeţelor. Comunicaţiile sunt afectate
de perturbaţii atmosferice, variaţii de temperatură şi umiditate.
- canale cu disipare troposférica, utilizând antene de mari dimensiuni (18-36 m în diametru), pentru
comunicaţii de până la 1000 Km, bazată pe reflecţii în troposfera.
- canale radio cu reflexie ionosférica, datorate prezenţei unor molecule ionizate în ionosferă (până
la 50 km altitudine). In această categorie se transmit semnale de bandă largă la frecvenţe sub
50MHz.
- transmisii prin satelit - acesta fiind considerat un releu staţionar (la înălţime de aproximativ 35
km) pentru microunde, facilitând transmisii multiple în bandă largă.
2.2.1.2. Fibra optică
Sistemele de comunicaţie prin fibre optice constituie mijlocul cel mai eficace de transmisie prin
cabluri a semnalelor, ocupând o bandă mare de frecvenţă, pentru diferite scopuri; telefonie multiplă,
transmisiuni de date, transmisiuni video, videotelefon şi pentru siguranţă deosebită şi frecvenţă
ridicată.
Se pot obţine ghiduri de undă cu frecvenţa luminii (IO14
...1015
Hz) deci de peste 10.000 de ori
mai mari decât în cazul microundelor.
Caracteristicile favorabile ale transmisiunii prin fibre optice sunt:
- posibilitatea de transmisiune a radiaţiilor laser şi cu aceasta a unei lărgimi de bandă de
frecvenţă foarte mare (de la infraroşu până la ultraviolet)
- diametru foarte mic al fibrelor optice şi ca urmare a cablurilor constituite din fibre optice.
- atenuare relativ mică ce ajunge sub 1 dB/km.
- diafonia foarte redusă între canale
- consumul unei materii prime de un cost redus şi în volum mic, ceea ce constituie un avantaj
net faţă de cablurile coaxiale.
Cap.3. FIBRA OPTICĂ
3.1. CONSIDERAŢII GENERALE
In acest capitol am studiat principalele tehnologii curent folosite în fabricaţia fibrelor
optice şi a cablurilor optice multifibră, scoţând în evidenţa progresele obţinute în fabricaţia
unor fibre cu atenuări şi dispersii cât mai mici.
In tehnologia de fabricaţie a fibrelor optice unimod sau multimod în plină dezvoltare ,
cercetările încununate de succese notabile sunt îndreptate în două direcţii principale:
- găsirea unor materiale cu caracteristici superioare;
- punerea la punct a unor tenologii si instalatii cat mai performante, capabile să
asigure calitatea dorită, la costuri cât mai accesibile.
Indiferent de compoziţia aleasă , materialul dielectric utilizat pentru obţinerea fibrelor
optice trebuie să răspundă următoarelor cerinţe:
- să aibă transparenţa cât mai bună la lungimea de undă a semnalului luminos folosit;
- să posede stabilitate chimică cât mai buna in timp;
- să fie uşor prelucrabil în toate fazele procesului tehnologic.
Pe baza experienţei producătorilor de fibră optică , materialele cu cea mai larga
utilizare se pot grupa în trei categorii:
- bioxid de siliciu pur şi amestecuri ale acestuia cu alţi oxizi în cantitaţi mici , denumiţi şi
dopanti;
- sticle multi-compozite;
- materiale plastice.
Daca se are in vedere gradul de prelucrare al materialelor mentionate mai sus, este
evidentă superioritatea polimerilor, care nu necesită temperaturi de lucru prea înalte. Cu
toate că utilizarea materialelor plastice nu numai pentru învelişul optic, ci şi pentru miez este
un subiect interesant de cercetat şi experimentat, caracteristicile optice net inferioare în
raport cu cele ale sticlei le recomandă numai pentru transmisii la distanţe mici, unde
atenuarea semnalului optic de-a lungul fibrei are o importanta secundara.
Deosebirile dintre cele două grupe de materiale apar cel mai pregnant când se pune
problema alegerii tehnologiei de prelucrare pentru obţinerea fibrei optice. Performanţele
produsului final - fibra optică - depind în mod direct de materialul întrebuinţat, dar şi de
tehnologia de realizare, existând însă şi un sistem de restricţii prin care materialul
condiţionează tehnologia care face posibilă prelucrarea sa, astfel încât să rezulte fibra optică
cu parametri doriţi.
Atat bioxidul de siliciu pur, cât şi sticla multicompozită au structură amorfa, sunt
antizotrope şi se trag în fire din stare lichidă la temperaturi înalte.Răcirea rapidă a
materialului topit duce la formarea unei sticle stabile şi omogene, în pofida tranziţiei printr-
un domeniu termic în care este posibilă apariţia cu totul nedorită a cristalelor.
Dintre toate tehnologiile care se vor analiza în continuare, depunerea chimică în stare
de vapori este cea care permite obţinerea unei game largi de compoziţii chimice, de la
bioxidul de siliciu pur până la sticla multicompozită rezultată prin adăugarea în concentraţii
considerabile a unor substanţe de aditivare cu scopul modificării sensibile a indicelui de
refracţie.
Dată fiind variaţia continuă şi previzibilă a proprietăţilor în funcţie de compoziţia
chimică, parametrul care deosebeşte net sticla cu conţinut înalt de SiO2 de cea
multicompozită este temperatura de topire şi, implicit, de tragere a fibrei. în timp ce
temperatura de topire a sticlei multicompozite se situează în intervalul 800 - 1200 °C ,
bioxidul de siliciu se topeşte la circa 2000 °C.
In primul caz, temperaturile de lucru relativ scăzute permit utilizarea cuptoarelor
tradiţionale în cadrul metodei cu dublu creuzet, fiind posibilă obţinerea cu uşurinţă a unor
fibre cu deschidere numerica mare dar cu indice de refracţie care variază într-un domeniu de
valori destul de restrâns. Pe de alta parte, tehnologia depunerii chimice din faza de vapori
utilizată pentru obţinerea fibrelor optice din sticle cu conţinut înalt de SiO2 elimină o mare
parte a surselor de impurificare a sticlei care, în cazul metodei dublului creuzet, sunt în mod
inevitabil mai numeroase, mai ales în timpul depozitării şi manipulării materiilor prime.
Tocmai impurităţile din material determină creşterea nedorită a dispersiei semnalului optic
peste valoarea intrinsecă a dispersiei Rayleigh.
3.2. TEHNOLOGIA DE FABRICARE A FIBRELOR OPTICE
Am arătat în capitolul anterior că o fibră optică adecvată transmisiei informaţiei pe
purtătoare luminoasă trebuie să satisfacă trei condiţii principale:
- trebuie să ghideze radiaţia în interiorul miezului, astfel încât să apară calmai puţine
pierderi externe de radiaţie;
- pierderile prin absorbţie şi difuzie în interiorul fibrei să fie cât mai reduse;
- forma impulsului de radiaţie transmis prin fibră să se păstreze nealterată pe o distanţă cât
mai mare, ceea ce înseamnă că fibra optică trebuie să aibă o dispersie cât mai redusă, şi deci o
banda de trecere cât mai ridicată.
Studiile făcute de numeroase laboratoare au arătat ca sticla de amestec, complexă, ca şi
sticla de silica (SiO2) pot fi considerate ca materie primă, de bază, în fabricarea fibrelor optice
pentru comunicaţii.
Procedeele de fabricaţie a fibrelor optice din sticlă de amestec se bazează pe metode
clasice folosite în tehnologia sticlei optice. în majoritatea lor aceste procedee folosesc un creuzet
dublu (double crucible). Dacă însă la fabricarea fibrelor optice se utilizează sticla din silica
(SiO2) care are un punct de topire mult mai ridicat decât sticlele de amestec, se folosesc tehnici
de depuneri chimice, prin oxidare în stare de vapori - DCSV (CVD = Chemical Vapor
Deposition). Aceste tehnologii sunt cunoscute în tehnologia diodelor laser şi a altor dispozitive
semiconductoare. Sticla de amestec folosită în procedeul cu dublu creuzet permite tragerea
continuă a fibrei optice, ceea ce constituie un avantaj economic important în cazul unei producţii
industriale. Pe de altă parte, in fabricaţia fibrelor optice prin tehnici DCSV se realizează mult
mai bine şi relativ simplu condiţiile de înaltă puritate a fibrei, şi deci atenuări reduse. în cele ce
urmează se vor analiza în detaliu ambele tehnici menţionate, fiecare dintre ele prezentând atât
avantaje cât şi dezavantaje, asupra cărora timpul va decide.
3.2.1. METODA CREUZETULUI DUBLU
Pentru a se obţine o fibră optică cu indici de referinţă diferiţi în miez şi înveliş, prin
metoda creuzetului dublu, ca materiale de bază se folosesc două sortimente de sticlă optică
de amestec cu indici de refracţie diferiţi. Sticla cu indice de refracţie mai mare va forma
miezul fibrei iar cealaltă învelişul. Printr-un procedeu de schimburi ionice se pot obţine
variaţii mici, continue, ale indicelui de refracţie în sticlă. Este însă clar că, fără măsuri
speciale, profilul indicelui de refracţie va fi foarte departe de profilul cvasiparabolic optim,
dorit la fabricaţia unor fibre de tip FOG. Se aleg de regulă schimbători de ioni monovalenţi,
deoarece numai aceştia difuzează suficient de rapid în sticlă. Cele mai rapide schimburi
ionice au loc între ionii de taliu Tl+ şi ionii de sodiu Na+ sau potasiu K+. Există însă unele
probleme legate de folosirea taliului care este toxic şi volatil la temperatura de topire a
sticlei şi are tendinţa să ia valenţe diferite de unitate.
Dacă se utilizează ca materiale de bază două tipuri de sticlă optică clasică, schimbul ionic
între Na+ şi K+ nu va produce o diferenţă suficient de mare între indicii de refracţie ai celor
două sticle. Se poate realiza însă diferenţa respectivă utilizând sticla alcalină dopată cu
germaniu (Ge) şi siliciu (Si). Această sticlă conţine pe lângă Na2O sau K2O şi Si2O, GeO2 şi
cantităţi mici de AI2O3 şi CaO, adăugate pentru stabilizarea compoziţiei. Pentru a obţine un
grad de înaltă puritate a acestei sticle se porneşte de la izolarea bioxidului de siliciu prin
hidroliza unui compus organic apropiat:
Si(OC2H5) + 2H2O -> SiO2 + 4C2H5OH
In acest fel se ob ine un produs n care con inutul de fier este mai mic de 1*1 ⁷.
Celelalte materii prime componente ale sticlei optice de amestec (oxizii alcalini sub
formă de carbona i) sunt disponibile cu o puritate suficient de buna Fabricarea sticlei şi
apoi tragerea fibrei se execută ntr-o incintă lipsita de impurită i. Materialele
componente ale sticlei de amestec se depun mai ntâi ntr-un creuzet din platină pură şi
se topesc la o temperatură de 12 ...15 °C, ntr-un cuptor electric cu pat de siliciu, ca
n figura 3.1.
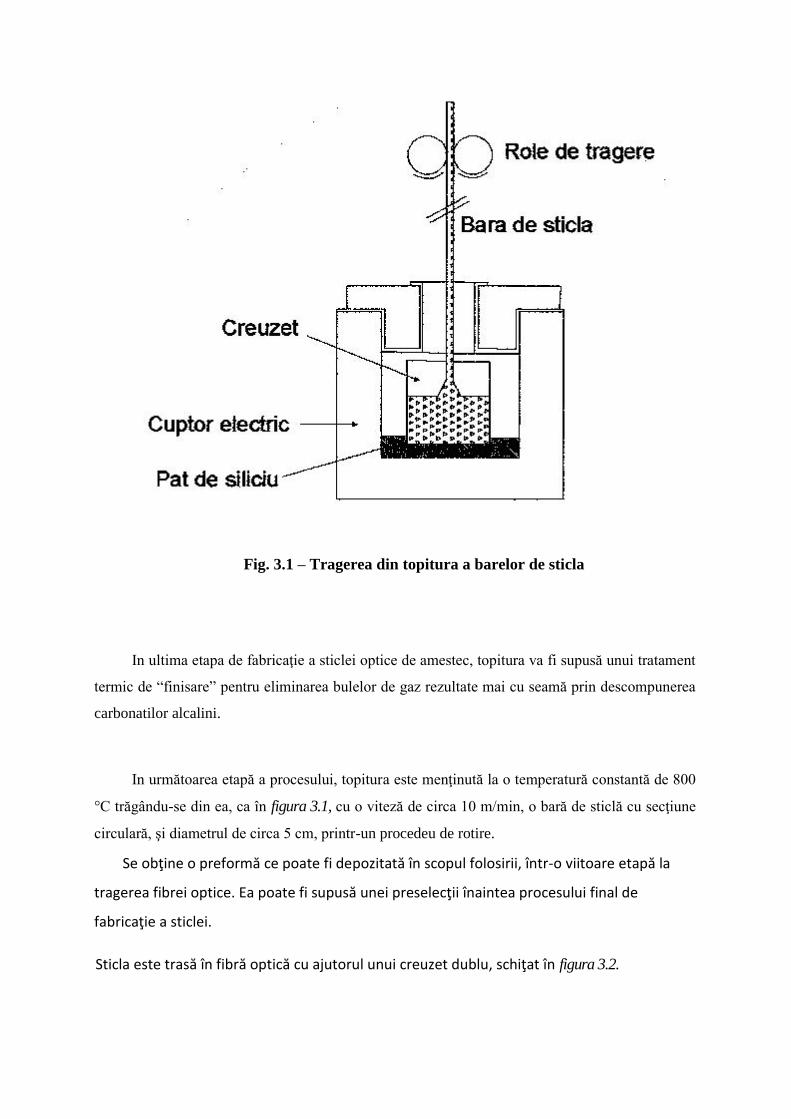
Fig. 3.1 – Tragerea din topitura a barelor de sticla
In ultima etapa de fabricaţie a sticlei optice de amestec, topitura va fi supusă unui tratament
termic de ―finisare‖ pentru eliminarea bulelor de gaz rezultate mai cu seamă prin descompunerea
carbonatilor alcalini.
In următoarea etapă a procesului, topitura este menţinută la o temperatură constantă de 800
°C trăgându-se din ea, ca în figura 3.1, cu o viteză de circa 10 m/min, o bară de sticlă cu secţiune
circulară, şi diametrul de circa 5 cm, printr-un procedeu de rotire.
Se obţine o preformă ce poate fi depozitată în scopul folosirii, într-o viitoare etapă la
tragerea fibrei optice. Ea poate fi supusă unei preselecţii înaintea procesului final de
fabricaţie a sticlei.
Sticla este trasă în fibră optică cu ajutorul unui creuzet dublu, schiţat în figura 3.2.
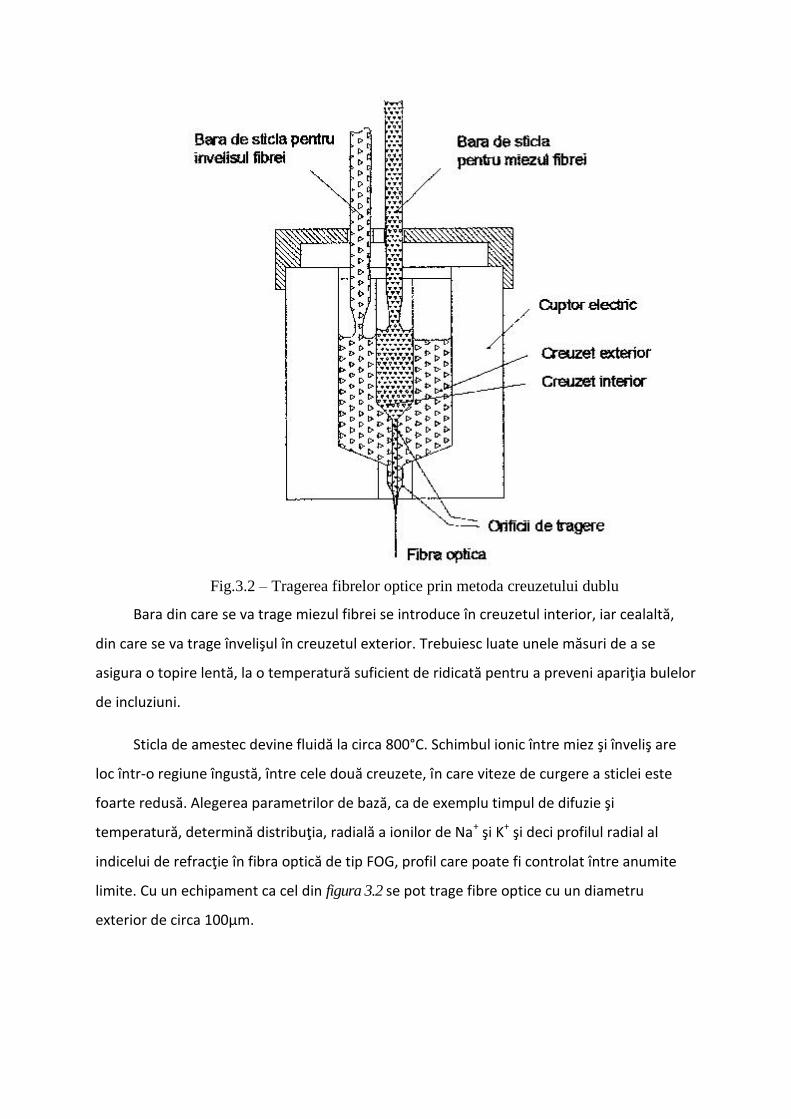
Fig.3.2 – Tragerea fibrelor optice prin metoda creuzetului dublu
Bara din care se va trage miezul fibrei se introduce în creuzetul interior, iar cealaltă,
din care se va trage învelişul în creuzetul exterior. Trebuiesc luate unele măsuri de a se
asigura o topire lentă, la o temperatură suficient de ridicată pentru a preveni apariţia bulelor
de incluziuni.
Sticla de amestec devine fluidă la circa 800°C. Schimbul ionic între miez şi înveliş are
loc într-o regiune îngustă, între cele două creuzete, în care viteze de curgere a sticlei este
foarte redusă. Alegerea parametrilor de bază, ca de exemplu timpul de difuzie şi
temperatură, determină distribuţia, radială a ionilor de Na+ şi K+ şi deci profilul radial al
indicelui de refracţie în fibra optică de tip FOG, profil care poate fi controlat între anumite
limite. Cu un echipament ca cel din figura 3.2 se pot trage fibre optice cu un diametru
exterior de circa 100µm.
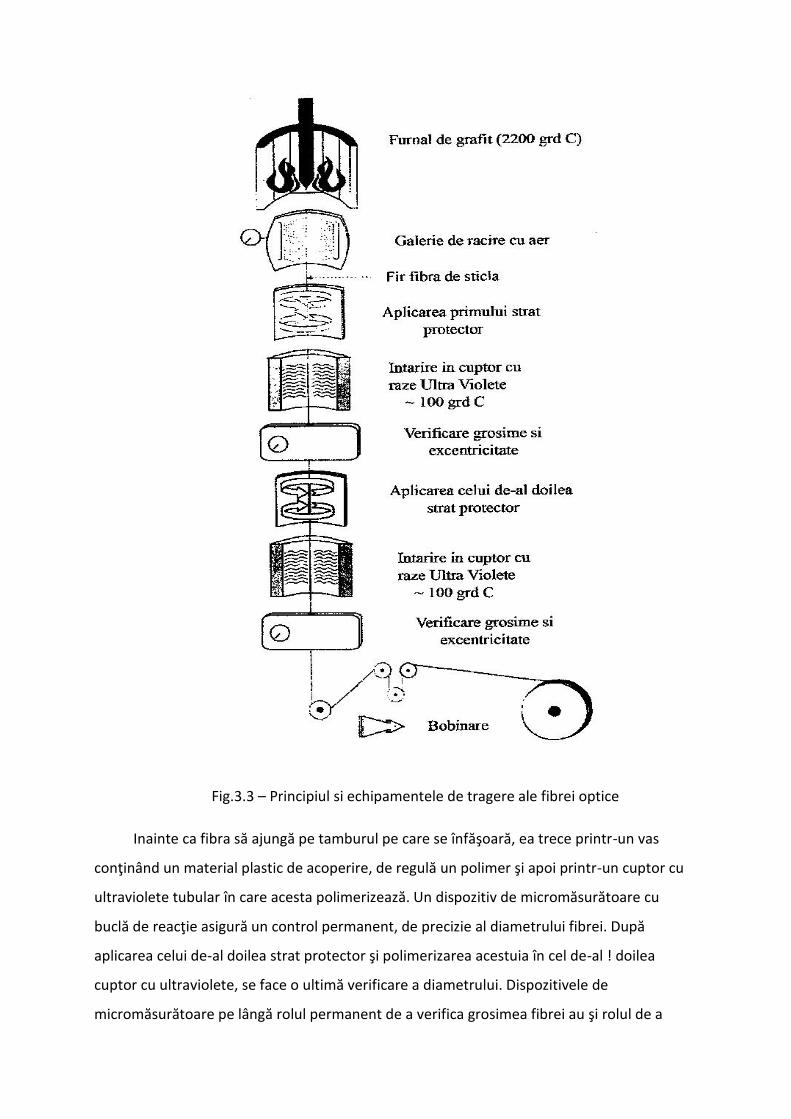
Fig.3.3 – Principiul si echipamentele de tragere ale fibrei optice
Inainte ca fibra să ajungă pe tamburul pe care se înfăşoară, ea trece printr-un vas
conţinând un material plastic de acoperire, de regulă un polimer şi apoi printr-un cuptor cu
ultraviolete tubular în care acesta polimerizează. Un dispozitiv de micromăsurătoare cu
buclă de reacţie asigură un control permanent, de precizie al diametrului fibrei. După
aplicarea celui de-al doilea strat protector şi polimerizarea acestuia în cel de-al ! doilea
cuptor cu ultraviolete, se face o ultimă verificare a diametrului. Dispozitivele de
micromăsurătoare pe lângă rolul permanent de a verifica grosimea fibrei au şi rolul de a
comanda viteza de înfăşurare a tamburului şi temperatura creuzetelor astfel încât grosimea
fibrei sa se menţină constantă. Figura 3.3
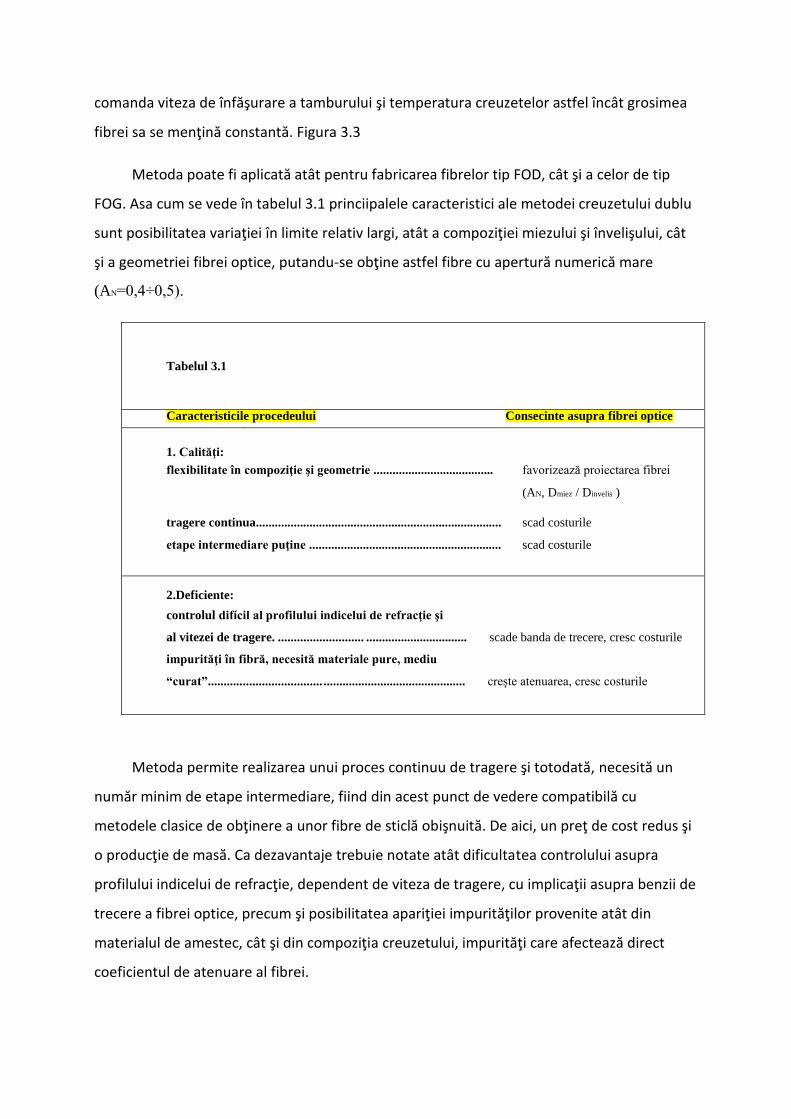
Metoda poate fi aplicată atât pentru fabricarea fibrelor tip FOD, cât şi a celor de tip
FOG. Asa cum se vede în tabelul 3.1 princiipalele caracteristici ale metodei creuzetului dublu
sunt posibilitatea variaţiei în limite relativ largi, atât a compoziţiei miezului şi învelişului, cât
şi a geometriei fibrei optice, putandu-se obţine astfel fibre cu apertură numerică mare
(AN=0,4÷0,5).
Tabelul 3.1
Caracteristicile procedeului Consecinte asupra fibrei optice
1. Calită i:
flexibilitate n compozi ie şi geometrie ...................................... favorizează proiectarea fibrei
(AN, Dmiez / Dinvelis )
tragere continua.............................................................................. scad costurile
etape intermediare pu ine ............................................................. scad costurile
2.Deficiente:
controlul difícil al profilului indicelui de refrac ie şi
al vitezei de tragere. ........................... ................................ scade banda de trecere, cresc costurile
impurită i n fibră, necesită materiale pure, mediu
“curat”........... ......................... ............................................. creşte atenuarea, cresc costurile
Metoda permite realizarea unui proces continuu de tragere şi totodată, necesită un
număr minim de etape intermediare, fiind din acest punct de vedere compatibilă cu
metodele clasice de obţinere a unor fibre de sticlă obişnuită. De aici, un preţ de cost redus şi
o producţie de masă. Ca dezavantaje trebuie notate atât dificultatea controlului asupra
profilului indicelui de refracţie, dependent de viteza de tragere, cu implicaţii asupra benzii de
trecere a fibrei optice, precum şi posibilitatea apariţiei impurităţilor provenite atât din
materialul de amestec, cât şi din compoziţia creuzetului, impurităţi care afectează direct
coeficientul de atenuare al fibrei.
Fibrele optice gradate se pot obţine prin difuzie sau schimbări ionice în constituenţii
sticlei de amestec la limita de separaţie miez-înveliş, în procesul de tragere continuă a fibrei,
ceea ce introduce o dependenţă între banda de trecere şi viteza de tragere. Acest lucru
limitează viteza de tragere a fibrei la 0,2...0,3 m/s pentru o bandă de trecere de 100 MHz •
km. Atenuările specifice în fibrele realizate prin această metodă pot ajunge la minim 5dB/km
în condiţii deosebite. Cercetările efectuate de Beales *....+, subliniază însă avantajele tehnico-
economice ale metodei în cazul unei producţii de masă. Utilizând o bară de sticlă de Na2O –
B2O3 - SiO2, acesta a obţinut o fibră de sticlă de tip FOD cu AN - 0,43, un miez cu diametrul
de 73 µm şi o atenuare minimă de lOdB/km, utilizând adaosuri de BaO şi GeO22 în miez.
Printr-o difuzie rapidă de CaO în miezul fibrei s-a putut obţine o fibră gradată cu AN = 0,2 şi
bandă de trecere de 400...900 MHz * km la o viteză de tragere de numai 0,5 m/s. Atenuarea
minimă a fibrei, în lungime de 80 km, a fost de 3,6 dB/km.
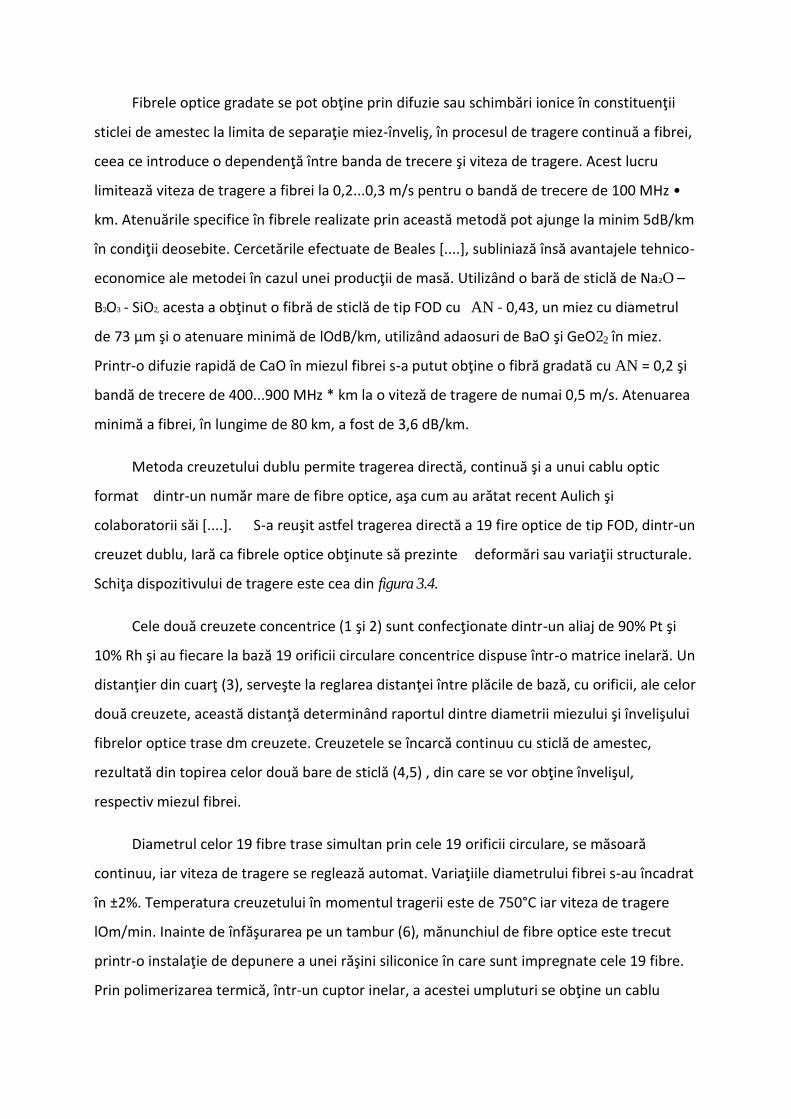
Metoda creuzetului dublu permite tragerea directă, continuă şi a unui cablu optic
format dintr-un număr mare de fibre optice, aşa cum au arătat recent Aulich şi
colaboratorii săi *....+. S-a reuşit astfel tragerea directă a 19 fire optice de tip FOD, dintr-un
creuzet dublu, Iară ca fibrele optice obţinute să prezinte deformări sau variaţii structurale.
Schiţa dispozitivului de tragere este cea din figura 3.4.
Cele două creuzete concentrice (1 şi 2) sunt confecţionate dintr-un aliaj de 90% Pt şi
10% Rh şi au fiecare la bază 19 orificii circulare concentrice dispuse într-o matrice inelară. Un
distanţier din cuarţ (3), serveşte la reglarea distanţei între plăcile de bază, cu orificii, ale celor
două creuzete, această distanţă determinând raportul dintre diametrii miezului şi învelişului
fibrelor optice trase dm creuzete. Creuzetele se încarcă continuu cu sticlă de amestec,
rezultată din topirea celor două bare de sticlă (4,5) , din care se vor obţine învelişul,
respectiv miezul fibrei.
Diametrul celor 19 fibre trase simultan prin cele 19 orificii circulare, se măsoară
continuu, iar viteza de tragere se reglează automat. Variaţiile diametrului fibrei s-au încadrat
în ±2%. Temperatura creuzetului în momentul tragerii este de 750°C iar viteza de tragere
lOm/min. Inainte de înfăşurarea pe un tambur (6), mănunchiul de fibre optice este trecut
printr-o instalaţie de depunere a unei răşini siliconice în care sunt impregnate cele 19 fibre.
Prin polimerizarea termică, într-un cuptor inelar, a acestei umpluturi se obţine un cablu
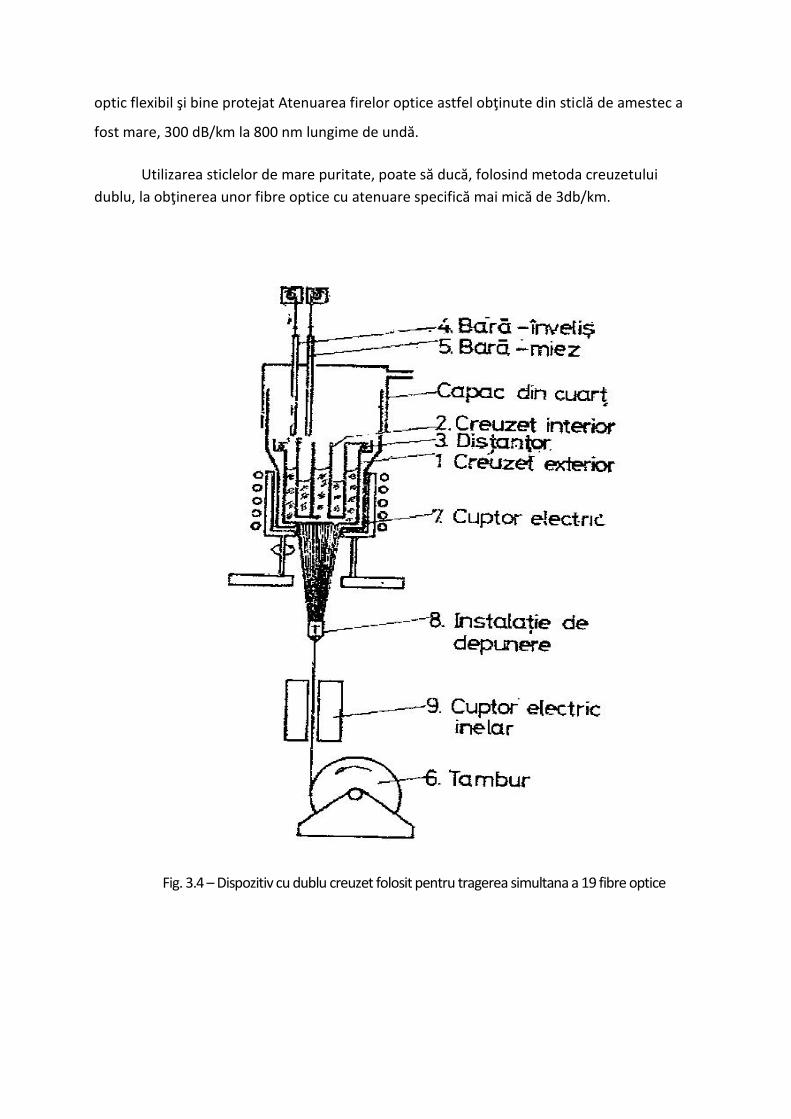
optic flexibil şi bine protejat Atenuarea firelor optice astfel obţinute din sticlă de amestec a
fost mare, 300 dB/km la 800 nm lungime de undă.
Utilizarea sticlelor de mare puritate, poate să ducă, folosind metoda creuzetului
dublu, la obţinerea unor fibre optice cu atenuare specifică mai mică de 3db/km.
Fig. 3.4 – Dispozitiv cu dublu creuzet folosit pentru tragerea simultana a 19 fibre optice
3.3. CABLURI OPTICE
Fibrele optice trase din preformă au o rezistenţa mecanică destul de bună, însă
exista factori externi care slăbesc serios această rezistenţă. Dintre aceştia putem
menţiona:
- torsionările puternice cu raze de curbură mici;
- frecările dintre fibră şi mediul înconjurător sau dintre ele;
- atacul coroziv al unor agenţi chimici.
Diminuarea rezistenţei mecanice a fibrei optice este însoţită adesea de modificări
ireversibile ale structurii şi geometriei acesteia, microfisuri, microdeformări, variaţii locale
ale diametrului, toate acestea ducând la creşterea atenuării transmisiei prin fibră.
Intr-o fibră optică supusă unor forţe de deformare, solicitările mecanice se
concentrează în defecte de turnare şi în microfisurile de tragere, astfel încât vârful fisurii
creşte de câteva ori când este solicitată, forţa de coeziune a materialului este depăşită, iar
peste un anumit prag, fibra se rupe.
In prezenţa umidităţii, defectele de suprafaţă ale fibrei se măresc sub acţiunea unor
forţe exterioare, deoarece umezeala contribuie la slăbirea legăturilor chimice în SiO2.
Deasemenea variaţiile de temperatura vara-iamă duc în prezenţa umidităţii la forţe de
presiune şi forfecare datorită îngheţării şi dezgheţării apei.
Din acest motiv, obţinerea unor fibre optice de mare rezistenţă este condiţionată de
realizarea unor suprafeţe iară defecte de tragere, asigurându-se totodată o izolaţie
corespunzătoare faţă de mediul ambiant.
Aplicarea unui înveliş de protecţie din material plastic la sfârşitul procesului de tragere
a fibrei menţine rezistenţa mecanică a acesteia şi în plus, reduce pierderile de radiaţie în
afara fibrei. Ca materiale de acoperire se folosesc răşini siliconice, fluoropolimeri cu
permeabilitatea
redusă la vaporii de apă, ca de exemplu Kynarul, care se poate aplica prin trecerea fibrei
prin soluţie, teflonul şi poliuretanul care se pot aplica prin extruzie sau prin depuneri
electrostatice. In interiorul unui cablu pot fi una, doua sau mai multe astfel de fibre.

Proiectarea cablurilor optice ţin în mare măsură seama de cerinţele practice ale
numeroaselor aplicaţii la care se utilizează cabul. Printre cele mai importante se enumără.
- o proiectare corespunzătoare pentru minimizarea pierderilor optice introduse de
şocurile mecanice;
- rezistenţă mare la întindere, şi pătrunderea vaporilor de apă;
- stabilitate termică în gama temperaturilor de lucru;
- flexibilitate de încovoiere la rece;
- rezistenţă la agenţi chimici şi casare;
- uşurinţă de interconectare şi instalare;
- preţ scăzut şi întreţinere ieftină.
Cablul optic multifilar sau unifilar, are o secţiune mult mai mare decât a miezului optic
prin care se propagă radiaţia, deoarece un cablu conţine fibrele optice şi acoperirile lor de
protecţie, unul sau mai multe elemente de fixare şi rezistenţă, precum şi o cămaşă
extreioară (figura 3.5)
Fig. 3.5 – Componentele unui cablu optic
Fibrele optice se încorporează în cablu prin înfăşurarea în jurul unui element central de
rezistenţă, ceea ce introduce tensiuni mecanice, în urma torsionării, tensiuni de care trebuie
ţinut seama în proiectarea cablului. Aceste tensiuni se pot totuşi compensa reciproc în
interiorul cablului dacă se folosesc metode de înfăşurare perfecţionate, figura 3.6, în care se
prezintă un procedeu de cablare nou.
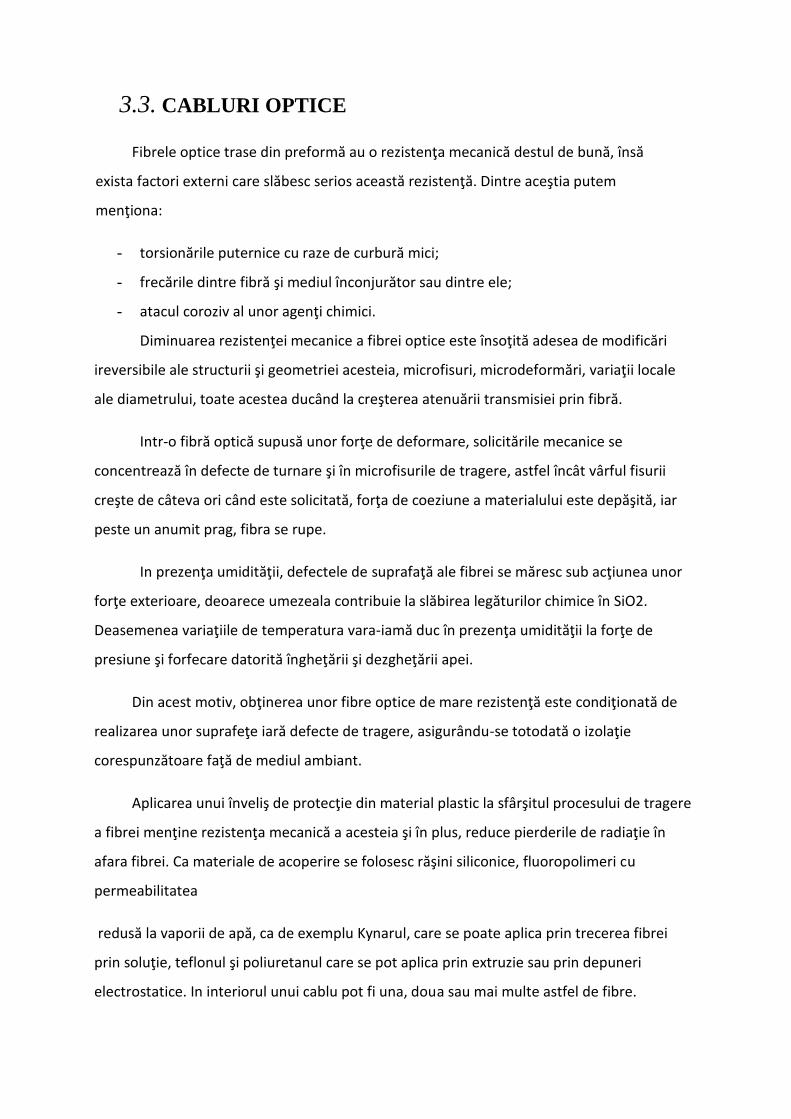
Fig. 3.6 – Procedeu de cablare prin infasurarea fibrelor optice in
canalele elicoidale ale unui element central de rezistenta
Maşina de cablat prin înfăşurare este prevăzută cu două roţi mari (1) ce se rotesc
înfăşurând fibrele optice (2) în jurul unui element cilindric de rezistenţă (3), din metal
acoperit cu material plastic, în care sunt practicate canale elicoidale al căror sens alternează
periodic (4), astfel încât în timpul înfăşurării fibrele optice poziţionate în aceste canale
suferă compresii şi tensionări succesive de sensuri opuse, tensiunea rezultată aplicată fibrei
tinzând să se anuleze.
In afară de elementul central de rezistenţă în jurul căruia se înfăşoară fibrele optice, în
cablu se încorporează şi alte elemente de rezistenţă cu modul de elasticitate ridicat.
Alegerea materialului acestor elemente depinde de raza de curbură permisă fibrei
optice din cablu şi de tensiunile mecanice admisibile asupra fibrei.
Se pot utiliza în acest scop materiale plastice (kevlarul, FRP, etc) sau oţelul. Kevlarul
este un material plastic rezistent cu un modul Young ridicat.
In continuare se enumera câteva tipuri de cabluri produse de firma de comunicaţii
Alcatel:
a) cablu optic multifilar amplasat într-un tub central;
b) cablu optic multifilar montat în tuburi înfăşurate în jurul unui element central
de rezistenţă;
c) cablu autoportant cu tub central întărit;
d) cablu optic combinat cu cablu telefonic (perechi de fire de cupru)
e) cablu tip coloană
3.4. CONCLUZII
1. O fibră optică adecvată transmisiei informaţiei pe purtătoare luminoasă trebuie să
satisfacă trei condiţii principale:
- trebuie să ghideze radiaţia în interiorul miezului, astfel încât să apară cât mai puţine
pierderi exteme de radiaţieT
- pierderile prin absorbţie şi difuzie în interiorul fibrei să fie cât mai reduse;
- forma impulsului de radiaţie transmis prin fibră să se păstreze nealterată pe o distanţă cât
mai mare, ceea ce înseamnă că fibra optică trebuie să aibă o dispersie cât mai redusă, şi deci o
banda de trecere cât mai ridicată.
2. Utilizarea sticlelorde mare puritate, poate să ducă, folosind metoda creuzetului jublu, la
obţinerea unor fibre oftice cu atenuare specifică mai mică de 3db/km.
3. Avantajele metodei cu plasmă prin microunde , constau în faptul că se pot depunestraturi
de sticlă foarte subţiri la fiecare trecere a rezonatorului prin zona de reacţie, de aici posibilitatea
de obţinere a unor profiluri foarte diferite a indicelui de refracţie.
4. Acordând o atenţie deosebită detaliilor procesului de depunere, inclusiv
utilizării unor materiale chimice pure şi asigurând şi o sinterizare completă, ca şi o geometrie
uniformă, s-au obţinut prin acest procedeu fibre optice unimod - FOD - cu diametrul
miezului de 9,4 jxm, cu atenuări minime de numai 0,2 dB/km la lungimea de undă de 1550
nm. Această valoare a atenuării specifice este practic egală cu valoarea teoretică minimă e
0,18 dB/km a atenuării intrinseci, calculate pentru acest tip de fibră optică. Dacă utilizarea
unui tub suport din silică, în procedeul DISV reprezintă un avantaj, în sensul că asigură un
mediu închis curat, calitatea şi compoziţia acestui tub influenţează hotărâtor geometria,
atenuarea fibrei şi banda de trecere a acesteia.
5. Prin procedeul DESV cu depunere axială se pot obţine atât fibre muitimod, cât
şi unimod. Folosind acest procedeu se obţin preforme de sticlă ajungând la o bară de 5 m
lungime cu o greutate de 120 Kg din care se trag 4000 ml de fibră cu diametrul de 125µm.
6. Cablurile cu fibră optică ce se produc satisfac toate cerinţele de pe piaţa
telecomunicaţiilor, având posibilitatea de a se monta pe stâlpi cu deschideri foarte mari,
datorită unor elemente de autosustinere şi deasemenea se pot monta pe stâlpi de medie
tensiune datorită construcţiei fară elemente metalice, fiind complet dielectrice.
Deasemenea, datorită posibilităţii cuplării cu perechi de fire de cupru face mult mai
accesibilă montarea şi folosirea acestora în domeniul telecomunicaţiilor.

Cap.4. TEHNOLOGII DE ÎMBINARE PRIN SUDARE
A FIBRELOR OPTICE
4.1. DATE GENERALE
Fibrele optice folosite pe scară largă în tehnica comunicaţiilor sunt înglobate în cabluri
care constructiv au o lungime limitată la aproximativ 4 km. Deoarece această distanţă nu
satisface condiţiile din teren, când se doreşte realizarea unei linii de telecomunicaţii prin fibră
optică, de lungime mare, de zeci şi chiar sute de kilometri, este necesară îmbinarea acestor
cabluri între ele, îmbinare demontabilă sau fixă, caz în care sunt necesari conectori optici sau
sudură optică de înaltă tehnicitate. Totodată, atât sursa de radiaţie folosită la emisie cât şi
fotodetectorul de la recepţie, trebuie conectate la cablul optic tot prin intermediul unor
conectori cu atenuare cât mai redusă. Este evident că între emiţător şi receptor apar atenuări
suplimentare ale radiatiei fata de atenuarea specifică a fibrei optice. Aceste atenuări
suplimentare sunt date de:
a) cuplajul de intrare dintre sursa de radiatie (dioda electroluminescentă sau dioda
laser) şi cablul optic;
b) cuplajul de ieşire dintre cablul optic şi fotodetectorul optic;
c) îmbinările intermediare de-alungul fibrei.
In aceste puncte de cuplaj radiaţia suferă atenuări caracterizate de relaţia generală:
unde Pi este puterea radiaţiei la intrarea în cuplaj, iar P2 este puterea radiaţiei luminoase
la ieşirea din cuplaj. Atenuarea totală a radiaţiei în canalul optic de comunicaţii se va calcula
cu relaţia generală:
unde α1 şi αe sunt atenuările cuplajelor de intrare şi de ieşire, αF este atenuarea specifică a fibrei
care se calculează în funcţie de distanţa dintre emiţător şi receptor, N reprezinta
numărul sudurilor sau cuplajelor mecanice intermediare de-alungul canalului de fibră iar ac
reprezintă atenuarea medie pe cuplajele intermediare.
4.2. TEHNOLOGII DE ÎMBINARE A FIBRELOR OPTICE Imbinările dintre diverse segmente de cablu optic în timpul instalării unei linii de
comunicaţii prin fibre optice trebuie să asigure următoarele:
- pierderi reduse de radiaţie;
- să fie uşor de realizat;
- să fie stabile în timp;
- să fie rezistente la şocuri, forţe de apăsare şi torsionare;
- să fie de mici dimensiuni.
In principal se cunosc 2 metode de îmbinare a fibrelor optice:
a) imbinare mecanică
b) îmbinare sudată.
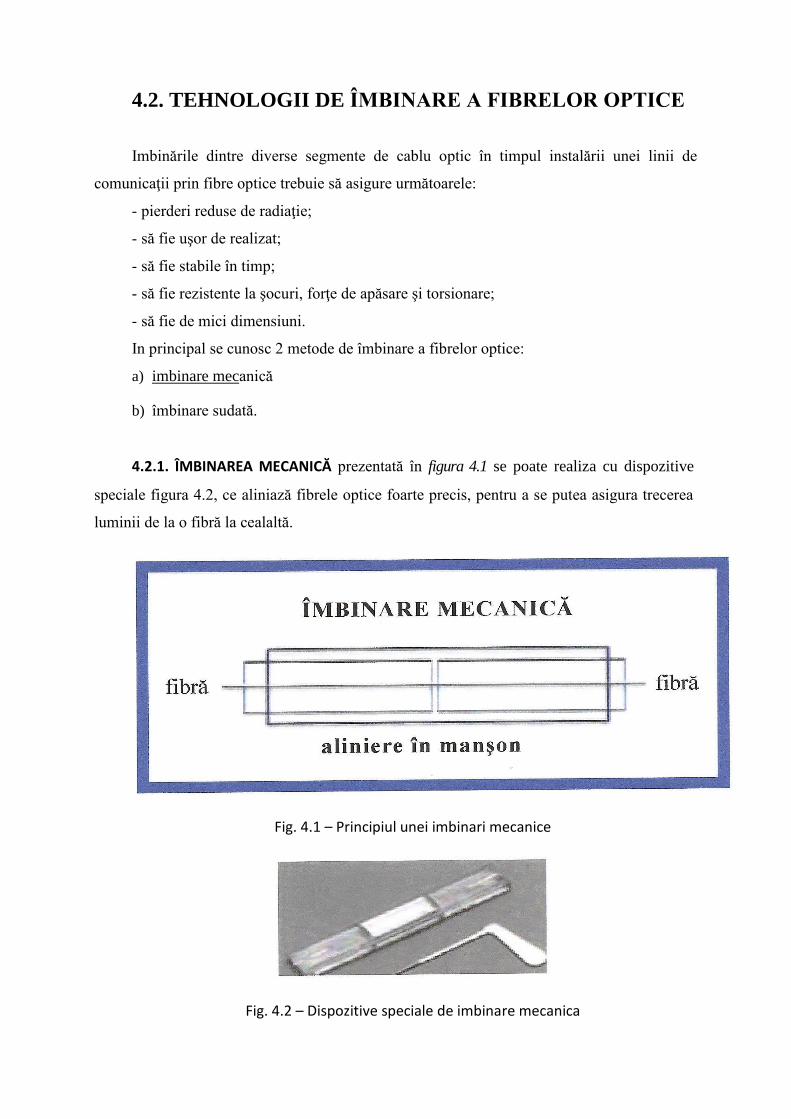
4.2.1. ÎMBINAREA MECANICĂ prezentată în figura 4.1 se poate realiza cu dispozitive
speciale figura 4.2, ce aliniază fibrele optice foarte precis, pentru a se putea asigura trecerea
luminii de la o fibră la cealaltă.
Fig. 4.1 – Principiul unei imbinari mecanice
Fig. 4.2 – Dispozitive speciale de imbinare mecanica
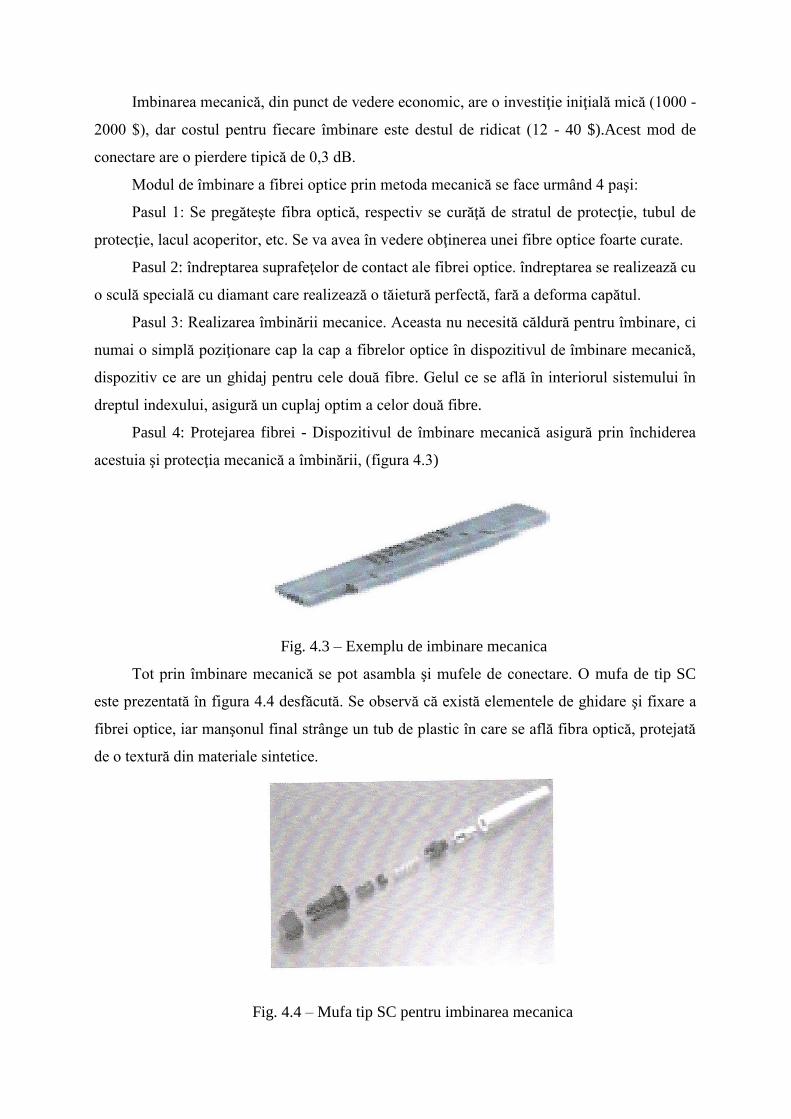
Imbinarea mecanică, din punct de vedere economic, are o investiţie iniţială mică (1000 -
2000 $), dar costul pentru fiecare îmbinare este destul de ridicat (12 - 40 $).Acest mod de
conectare are o pierdere tipică de 0,3 dB.
Modul de îmbinare a fibrei optice prin metoda mecanică se face urmând 4 paşi:
Pasul 1: Se pregăteşte fibra optică, respectiv se curăţă de stratul de protecţie, tubul de
protecţie, lacul acoperitor, etc. Se va avea în vedere obţinerea unei fibre optice foarte curate.
Pasul 2: îndreptarea suprafeţelor de contact ale fibrei optice. îndreptarea se realizează cu
o sculă specială cu diamant care realizează o tăietură perfectă, fară a deforma capătul.
Pasul 3: Realizarea îmbinării mecanice. Aceasta nu necesită căldură pentru îmbinare, ci
numai o simplă poziţionare cap la cap a fibrelor optice în dispozitivul de îmbinare mecanică,
dispozitiv ce are un ghidaj pentru cele două fibre. Gelul ce se află în interiorul sistemului în
dreptul indexului, asigură un cuplaj optim a celor două fibre.
Pasul 4: Protejarea fibrei - Dispozitivul de îmbinare mecanică asigură prin închiderea
acestuia şi protecţia mecanică a îmbinării, (figura 4.3)
Fig. 4.3 – Exemplu de imbinare mecanica
Tot prin îmbinare mecanică se pot asambla şi mufele de conectare. O mufa de tip SC
este prezentată în figura 4.4 desfăcută. Se observă că există elementele de ghidare şi fixare a
fibrei optice, iar manşonul final strânge un tub de plastic în care se află fibra optică, protejată
de o textură din materiale sintetice.
Fig. 4.4 – Mufa tip SC pentru imbinarea mecanica
4.2.2. IMBINAREA SUDATA prezentată în figura 4.5, este actul prin care se unesc
două fibre optice cap la cap utilizând căldura. Scopul este de a fuziona cele două fibre
împreună realizând o legătură continuă între cele două fibre. Astfel lumina ce trece prin
fibrele sudate nu e risipită sau reflectată înapoi de îmbinarea cap la cap, rezultând sudura iar
regiunea înconjurătoare este aproape identică cu fibra neîntreruptă.
Pierderea tipică pentru acest fel de conexiune este de 0,1 dB.
Sursa de caldura este data de obicei de un arc electric, dar poate fi, de asemenea data de
un laser, sau de o flacără de gaz, sau de un filament de tungsten prin care circulă un curent.
Din punct de vedere economic, această îmbinare necesită o investiţie iniţială foarte mare
(15000$ - 50000$), în funcţie de acurateţea aparatului de sudare achiziţionat, dar costul pentru
o sudură este mic (0,5$ - 1,5$).
Fig. 4.5 – Principiul imbinarilor sudate
In principal, pentru îmbinarea fibrelor optice de telecomunicaţii prin sudură se disting
trei faze determinante:
a) Pregatirea fibrelor pentru sudare
b) Sudarea propnu-zisa
c) Asamblarea
4.2.2.1. PREGATIREA FIBRELOR PENTRU SUDARE
Cablul de fibră optică poate avea de la 1 fir pana la 432 sau chiar mai multe fire de
fibră optică. Pentru a putea suda aceste fire, cablul trebuie mai întâi să fie dezizolat. Se
îndepărtează pe rând cămaşa exterioară, firele de mătase şi apoi mantaua interioară, astfel
încât să avem acces la bufferele care conţin fibrele optice ( fig. 4.6 ; fig 4.7 )
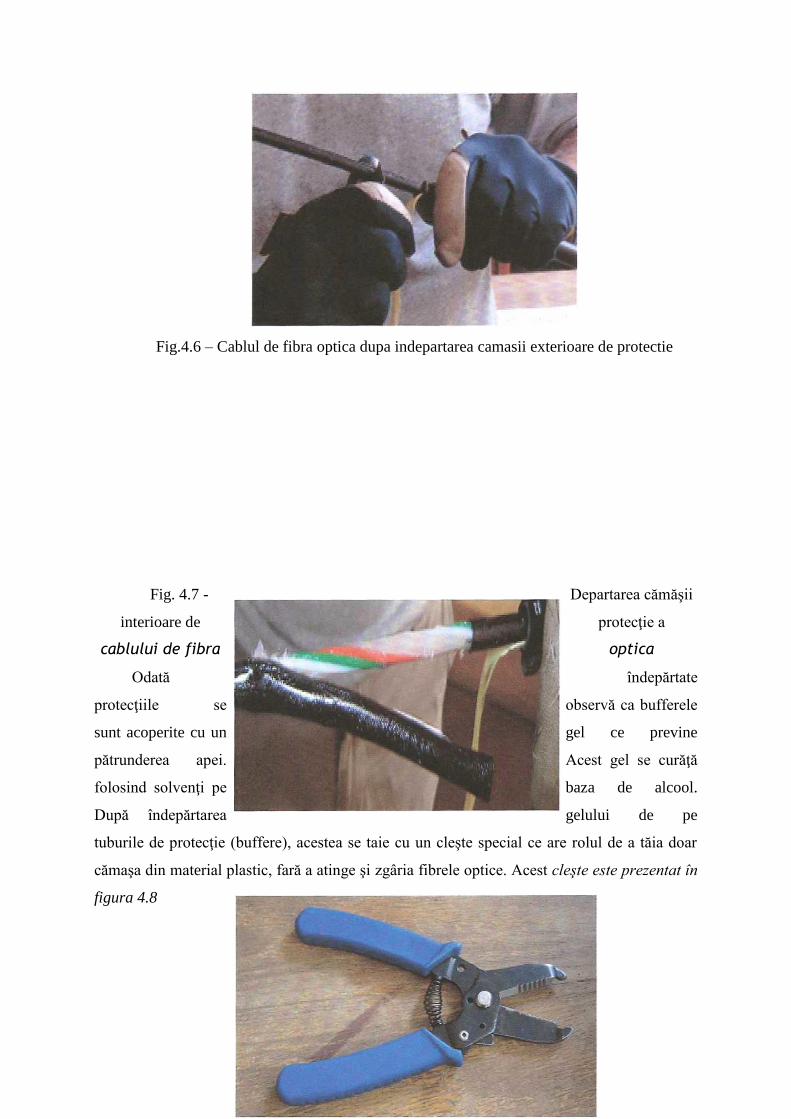
Fig.4.6 – Cablul de fibra optica dupa indepartarea camasii exterioare de protectie
Fig. 4.7 - Departarea cămăşii
interioare de protecţie a
cablului de fibra optica
Odată îndepărtate
protecţiile se observă ca bufferele
sunt acoperite cu un gel ce previne
pătrunderea apei. Acest gel se curăţă
folosind solvenţi pe baza de alcool.
După îndepărtarea gelului de pe
tuburile de protecţie (buffere), acestea se taie cu un cleşte special ce are rolul de a tăia doar
cămaşa din material plastic, fară a atinge şi zgâria fibrele optice. Acest cleşte este prezentat în
figura 4.8
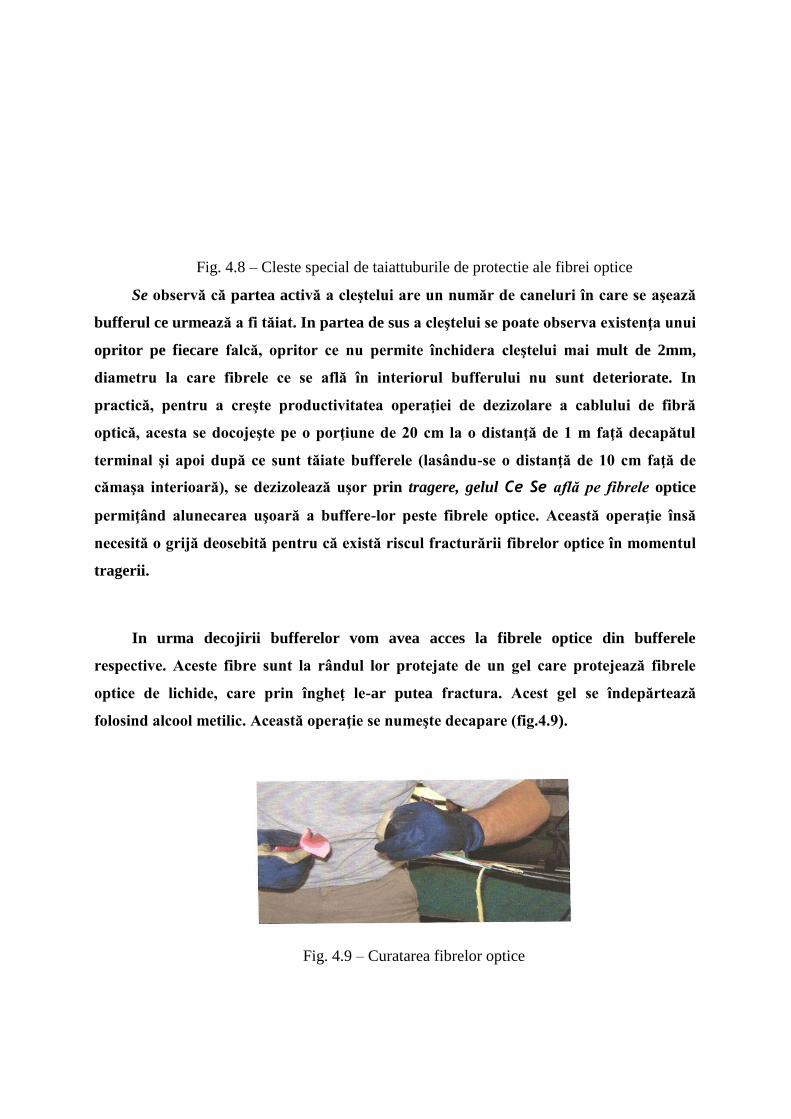
Fig. 4.8 – Cleste special de taiattuburile de protectie ale fibrei optice
Se observă că partea activă a cleştelui are un număr de caneluri n care se aşează
bufferul ce urmează a fi tăiat. In partea de sus a cleştelui se poate observa existen a unui
opritor pe fiecare falcă, opritor ce nu permite nchidera cleştelui mai mult de 2mm,
diametru la care fibrele ce se află n interiorul bufferului nu sunt deteriorate. In
practică, pentru a creşte productivitatea opera iei de dezizolare a cablului de fibră
optică, acesta se docojeşte pe o por iune de 2 cm la o distan ă de 1 m fa ă decapătul
terminal şi apoi după ce sunt tăiate bufferele (lasându-se o distan ă de 1 cm fa ă de
cămaşa interioară), se dezizolează uşor prin tragere, gelul Ce Se află pe fibrele optice
permi ând alunecarea uşoară a buffere-lor peste fibrele optice. Această opera ie nsă
necesită o grijă deosebită pentru că există riscul fracturării fibrelor optice n momentul
tragerii.
In urma decojirii bufferelor vom avea acces la fibrele optice din bufferele
respective. Aceste fibre sunt la rândul lor protejate de un gel care protejează fibrele
optice de lichide, care prin nghe le-ar putea fractura. Acest gel se ndepărtează
folosind alcool metilic. Această opera ie se numeşte decapare (fig.4.9).
Fig. 4.9 – Curatarea fibrelor optice
Pe tot parcursul acestor operaţii, mâinile trebuiesc protejate pentru evitarea contactului
cu gelul protector al fibrei.
Trebuie acordată o foarte mare importanţă operaţiei de curăţire şi decapare deoarece
prezenţa gelului protector face imposibilă sudarea fibrelor optice. Deasemenea prezenta
gelului poate face ca să alunece cuţitul ghilotinei ce îndreaptă capătul fibrei astfel încât să nu
iasă o tăietură perpendiculară pe axul fibrei, ceea ce duce deasemenea la imposibilitatea
sudurii fibrei.
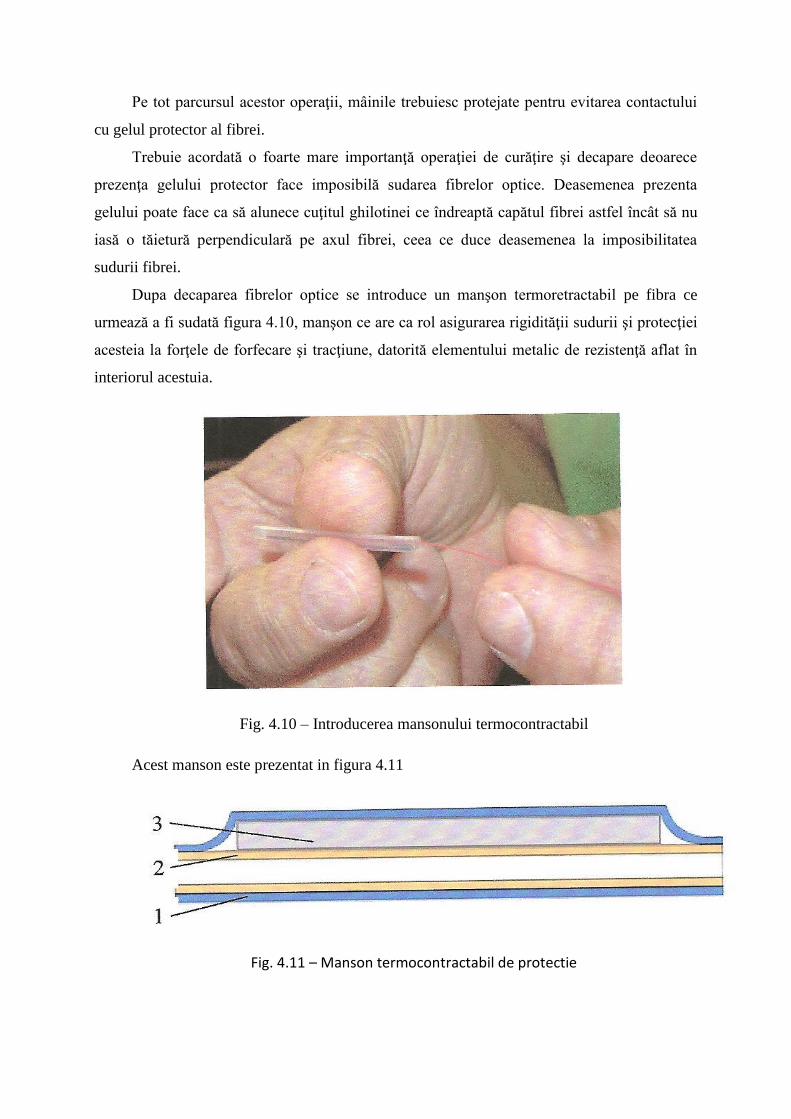
Dupa decaparea fibrelor optice se introduce un manşon termoretractabil pe fibra ce
urmează a fi sudată figura 4.10, manşon ce are ca rol asigurarea rigidităţii sudurii şi protecţiei
acesteia la forţele de forfecare şi tracţiune, datorită elementului metalic de rezistenţă aflat în
interiorul acestuia.
Fig. 4.10 – Introducerea mansonului termocontractabil
Acest manson este prezentat in figura 4.11
Fig. 4.11 – Manson termocontractabil de protectie
Acesta este compus dintr-un tub interior ce este un adeziv la cald - poz. 1, un tub
exterior ce are proprietatea de a se contracta sub prezenţa căldurii - poz. 2, şi o inserţie
metalică ce conferă rezistenţă - poz. 3.
Adezivul din tubul interior se topeşte sub acţiunea căldurii şi aderă la fibrele sudate, iar
tubul exterior prin contracţia acestuia face ca elementul de rezistenţă metalic sa facă corp
comun cu cele două fibre sudate oferind rezistenţa mecanică a sudurii. Totodată manşonul
oferă şi o amortizare a vibraţiilor mediului precum şi un sigiliu faţă de mediu, protejând fibra
de daune şi contaminanţi.
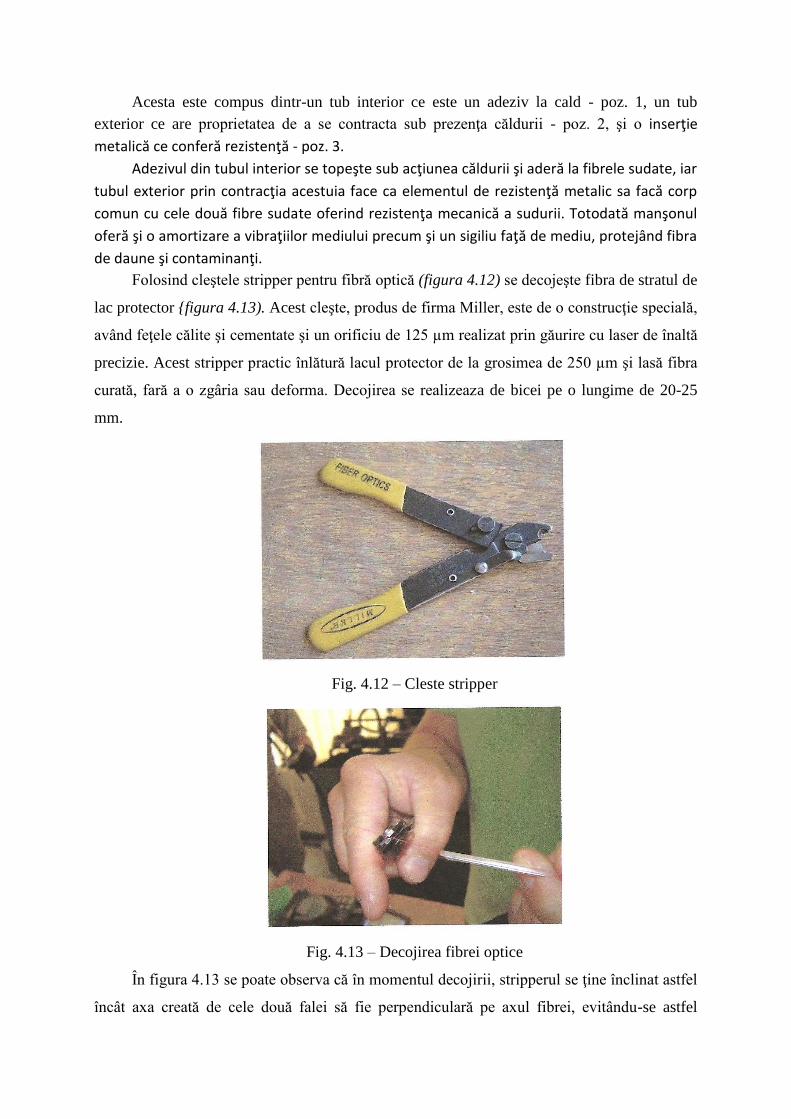
Folosind cleştele stripper pentru fibră optică (figura 4.12) se decojeşte fibra de stratul de
lac protector {figura 4.13). Acest cleşte, produs de firma Miller, este de o construcţie specială,
având feţele călite şi cementate şi un orificiu de 125 µm realizat prin găurire cu laser de înaltă
precizie. Acest stripper practic înlătură lacul protector de la grosimea de 250 µm şi lasă fibra
curată, fară a o zgâria sau deforma. Decojirea se realizeaza de bicei pe o lungime de 20-25
mm.
Fig. 4.12 – Cleste stripper
Fig. 4.13 – Decojirea fibrei optice
În figura 4.13 se poate observa că în momentul decojirii, stripperul se ţine înclinat astfel
încât axa creată de cele două falei să fie perpendiculară pe axul fibrei, evitându-se astfel
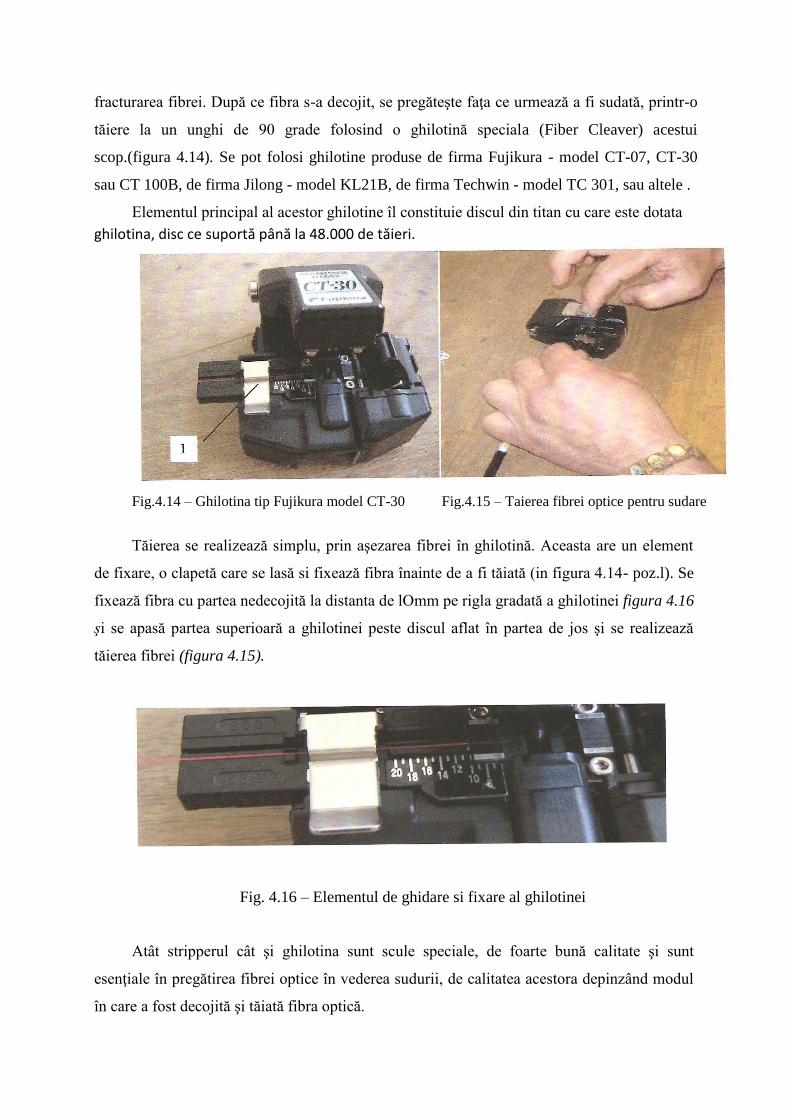
fracturarea fibrei. După ce fibra s-a decojit, se pregăteşte faţa ce urmează a fi sudată, printr-o
tăiere la un unghi de 90 grade folosind o ghilotină speciala (Fiber Cleaver) acestui
scop.(figura 4.14). Se pot folosi ghilotine produse de firma Fujikura - model CT-07, CT-30
sau CT 100B, de firma Jilong - model KL21B, de firma Techwin - model TC 301, sau altele .
Elementul principal al acestor ghilotine îl constituie discul din titan cu care este dotata
ghilotina, disc ce suportă până la 48.000 de tăieri.
Fig.4.14 – Ghilotina tip Fujikura model CT-30 Fig.4.15 – Taierea fibrei optice pentru sudare
Tăierea se realizează simplu, prin aşezarea fibrei în ghilotină. Aceasta are un element
de fixare, o clapetă care se lasă si fixează fibra înainte de a fi tăiată (in figura 4.14- poz.l). Se
fixează fibra cu partea nedecojită la distanta de lOmm pe rigla gradată a ghilotinei figura 4.16
şi se apasă partea superioară a ghilotinei peste discul aflat în partea de jos şi se realizează
tăierea fibrei (figura 4.15).
Fig. 4.16 – Elementul de ghidare si fixare al ghilotinei
Atât stripperul cât şi ghilotina sunt scule speciale, de foarte bună calitate şi sunt
esenţiale în pregătirea fibrei optice în vederea sudurii, de calitatea acestora depinzând modul
în care a fost decojită şi tăiată fibra optică.
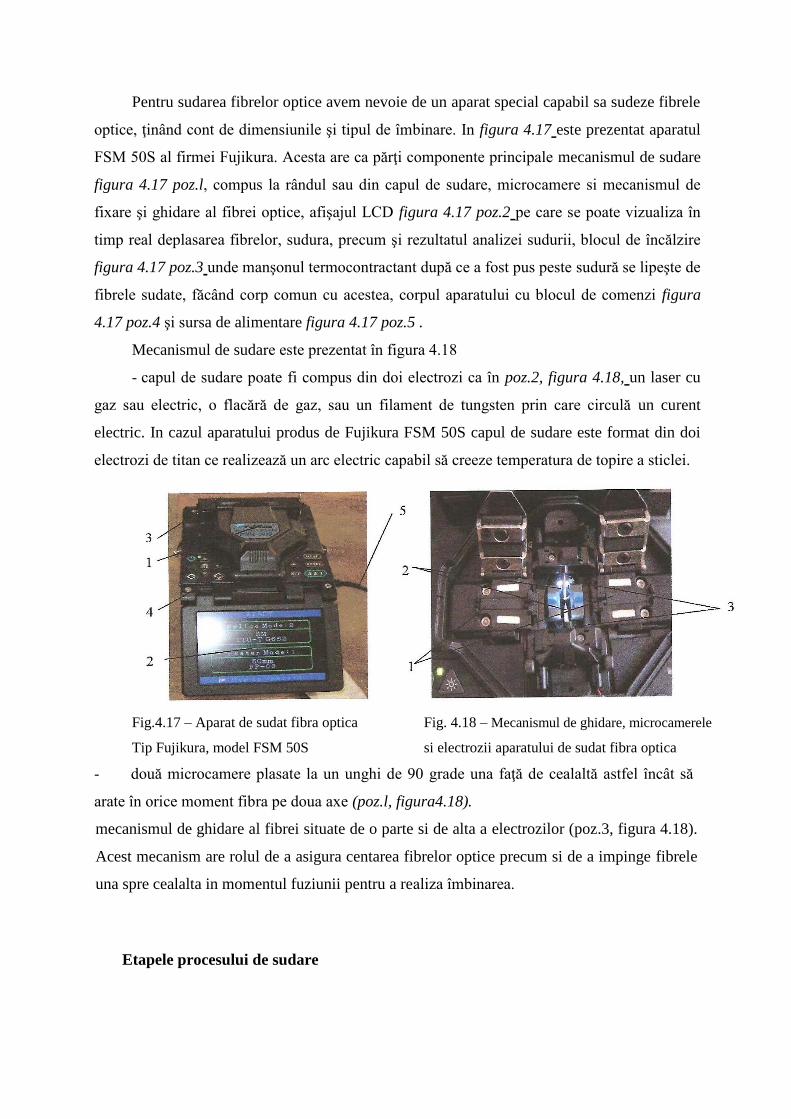
Pentru sudarea fibrelor optice avem nevoie de un aparat special capabil sa sudeze fibrele
optice, ţinând cont de dimensiunile şi tipul de îmbinare. In figura 4.17 este prezentat aparatul
FSM 50S al firmei Fujikura. Acesta are ca părţi componente principale mecanismul de sudare
figura 4.17 poz.l, compus la rândul sau din capul de sudare, microcamere si mecanismul de
fixare şi ghidare al fibrei optice, afişajul LCD figura 4.17 poz.2 pe care se poate vizualiza în
timp real deplasarea fibrelor, sudura, precum şi rezultatul analizei sudurii, blocul de încălzire
figura 4.17 poz.3 unde manşonul termocontractant după ce a fost pus peste sudură se lipeşte de
fibrele sudate, făcând corp comun cu acestea, corpul aparatului cu blocul de comenzi figura
4.17 poz.4 şi sursa de alimentare figura 4.17 poz.5 .
Mecanismul de sudare este prezentat în figura 4.18
- capul de sudare poate fi compus din doi electrozi ca în poz.2, figura 4.18, un laser cu
gaz sau electric, o flacără de gaz, sau un filament de tungsten prin care circulă un curent
electric. In cazul aparatului produs de Fujikura FSM 50S capul de sudare este format din doi
electrozi de titan ce realizează un arc electric capabil să creeze temperatura de topire a sticlei.
Fig.4.17 – Aparat de sudat fibra optica Fig. 4.18 – Mecanismul de ghidare, microcamerele
Tip Fujikura, model FSM 50S si electrozii aparatului de sudat fibra optica
- două microcamere plasate la un unghi de 90 grade una faţă de cealaltă astfel încât să
arate în orice moment fibra pe doua axe (poz.l, figura4.18).
mecanismul de ghidare al fibrei situate de o parte si de alta a electrozilor (poz.3, figura 4.18).
Acest mecanism are rolul de a asigura centarea fibrelor optice precum si de a impinge fibrele
una spre cealalta in momentul fuziunii pentru a realiza îmbinarea.
Etapele procesului de sudare
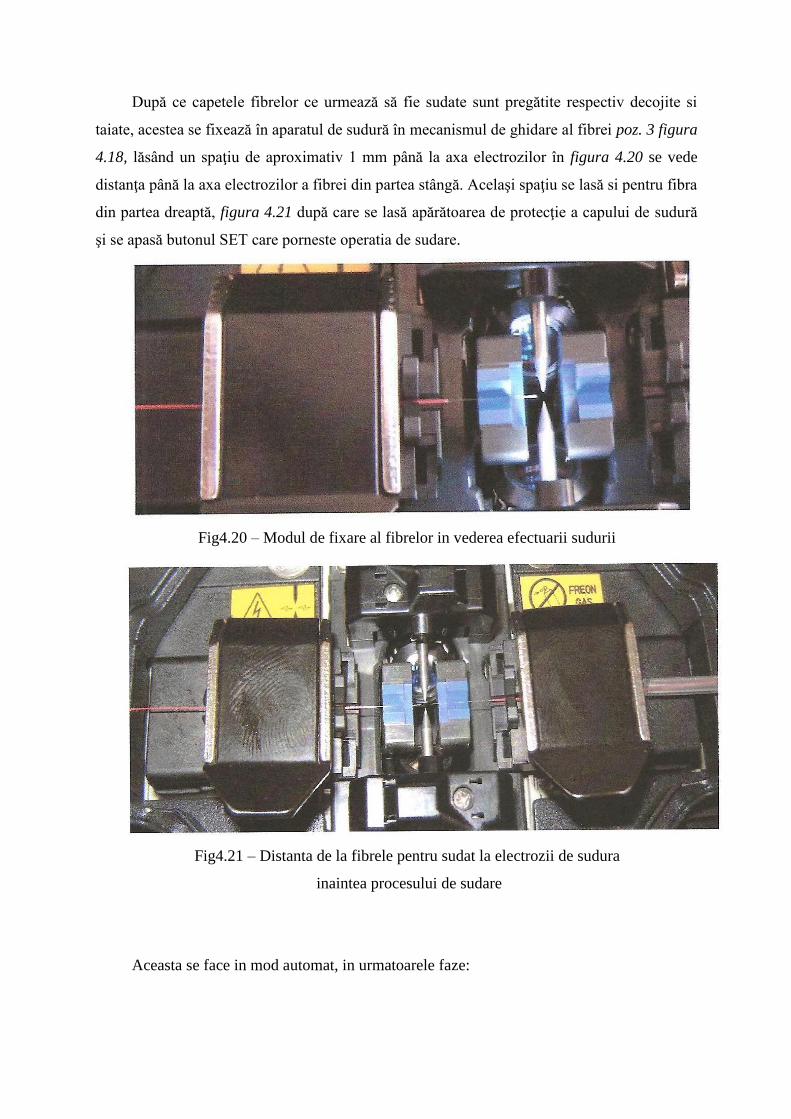
După ce capetele fibrelor ce urmează să fie sudate sunt pregătite respectiv decojite si
taiate, acestea se fixează în aparatul de sudură în mecanismul de ghidare al fibrei poz. 3 figura
4.18, lăsând un spaţiu de aproximativ 1 mm până la axa electrozilor în figura 4.20 se vede
distanţa până la axa electrozilor a fibrei din partea stângă. Acelaşi spaţiu se lasă si pentru fibra
din partea dreaptă, figura 4.21 după care se lasă apărătoarea de protecţie a capului de sudură
şi se apasă butonul SET care porneste operatia de sudare.
Fig4.20 – Modul de fixare al fibrelor in vederea efectuarii sudurii
Fig4.21 – Distanta de la fibrele pentru sudat la electrozii de sudura
inaintea procesului de sudare
Aceasta se face in mod automat, in urmatoarele faze:
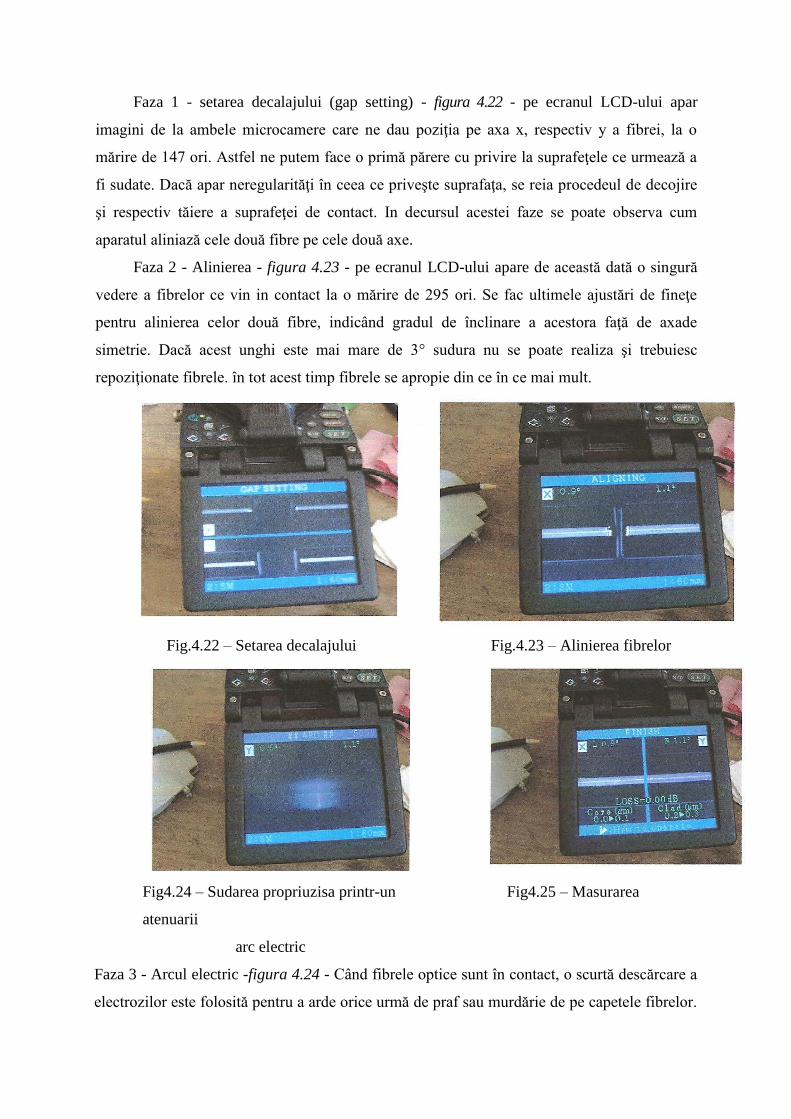
Faza 1 - setarea decalajului (gap setting) - figura 4.22 - pe ecranul LCD-ului apar
imagini de la ambele microcamere care ne dau poziţia pe axa x, respectiv y a fibrei, la o
mărire de 147 ori. Astfel ne putem face o primă părere cu privire la suprafeţele ce urmează a
fi sudate. Dacă apar neregularităţi în ceea ce priveşte suprafaţa, se reia procedeul de decojire
şi respectiv tăiere a suprafeţei de contact. In decursul acestei faze se poate observa cum
aparatul aliniază cele două fibre pe cele două axe.
Faza 2 - Alinierea - figura 4.23 - pe ecranul LCD-ului apare de această dată o singură
vedere a fibrelor ce vin in contact la o mărire de 295 ori. Se fac ultimele ajustări de fineţe
pentru alinierea celor două fibre, indicând gradul de înclinare a acestora faţă de axade
simetrie. Dacă acest unghi este mai mare de 3° sudura nu se poate realiza şi trebuiesc
repoziţionate fibrele. în tot acest timp fibrele se apropie din ce în ce mai mult.
Fig.4.22 – Setarea decalajului Fig.4.23 – Alinierea fibrelor
Fig4.24 – Sudarea propriuzisa printr-un Fig4.25 – Masurarea
atenuarii
arc electric
Faza 3 - Arcul electric -figura 4.24 - Când fibrele optice sunt în contact, o scurtă descărcare a
electrozilor este folosită pentru a arde orice urmă de praf sau murdărie de pe capetele fibrelor.
La un timp ce se poate regla între lms şi Îs dupa acest prim arc se produce arcul electric între
cei doi electrozi, arc ce dezvoltă o temperatura de 2000°C, temperatură ce duce la topirea
fibrei în zona de contact. în acest timp fibrele mecansismul de ghidare al fibrei apropie fibrele
una faţă de cealaltă, cu 5µm, distanţă ce acoperă eventualele diferenţe de taiere ale fibrei, în
urma sudurii rezultând o fibră continuă.
Faza 4 - Masurarea atenuării sudurii - figura 4.25 - Se face o estimare a atenuării
semnalului prin fibra optică, inserând un semnal într-una din fibre şi măsurând radiaţia în
cealaltă fibră, trecând prin zona sudată. Principiul de măsurare se bazează pe refracţia luminii
prin mediile de densitate diferită. Astfel lumina ce se emite de o sursă sub un anumit unghi,
trece prin învelişul primei fibre (în zona decojită), este refractată la contactul cu miezul
acesteia pătrunzând în miez, este reflectată în interiorul miezului, trece prin zona sudată în
cealaltă fibră şi după ce trece din miez în înveliş este captată şi măsurată. Cunoscând valoarea
radiaţiei emisă şi receptată aparatul face o conversie prin care se estimează pierderea la
nivelul sudurii. Aceasta nu trebuie să fie mai mare de 0,03dB. în caz că se depăşeşte această
valoare se reiau paşii descrişi mai sus, reluându- se îmbinarea sudată.
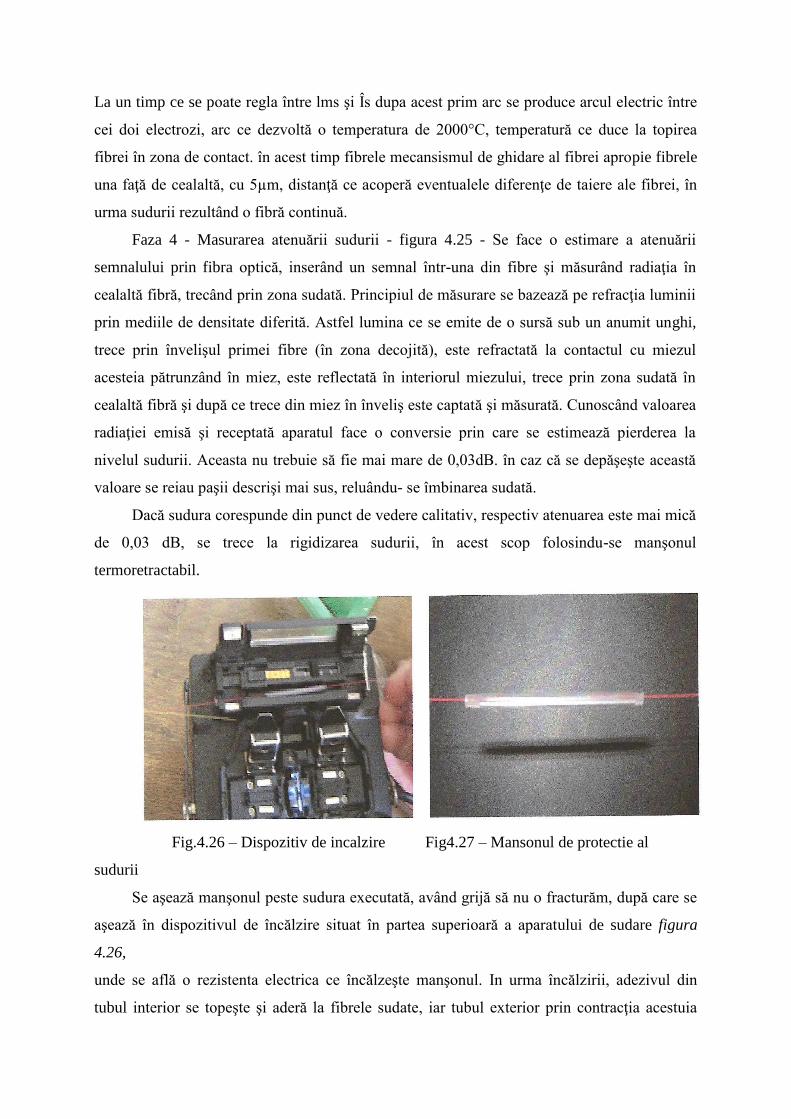
Dacă sudura corespunde din punct de vedere calitativ, respectiv atenuarea este mai mică
de 0,03 dB, se trece la rigidizarea sudurii, în acest scop folosindu-se manşonul
termoretractabil.
Fig.4.26 – Dispozitiv de incalzire Fig4.27 – Mansonul de protectie al
sudurii
Se aşează manşonul peste sudura executată, având grijă să nu o fracturăm, după care se
aşează în dispozitivul de încălzire situat în partea superioară a aparatului de sudare figura
4.26,
unde se află o rezistenta electrica ce încălzeşte manşonul. In urma încălzirii, adezivul din
tubul interior se topeşte şi aderă la fibrele sudate, iar tubul exterior prin contracţia acestuia
face ca elementul de rezistenţă metalic sa facă corp comun cu cele două fibre sudate oferind
rezistenţa mecanică sudurii.
Manşonul figura 4.27 oferă o protecţie la şocurile mecanice precum şi a vibraţiilor mediului.
Totoată datorită aderenţei foarte bune, manşonul conferă o protecţie împotriva mediului
ambiant, protejând sudura de lichide şi contaminanţi.
4.2.2.3. ASAMBLAREA
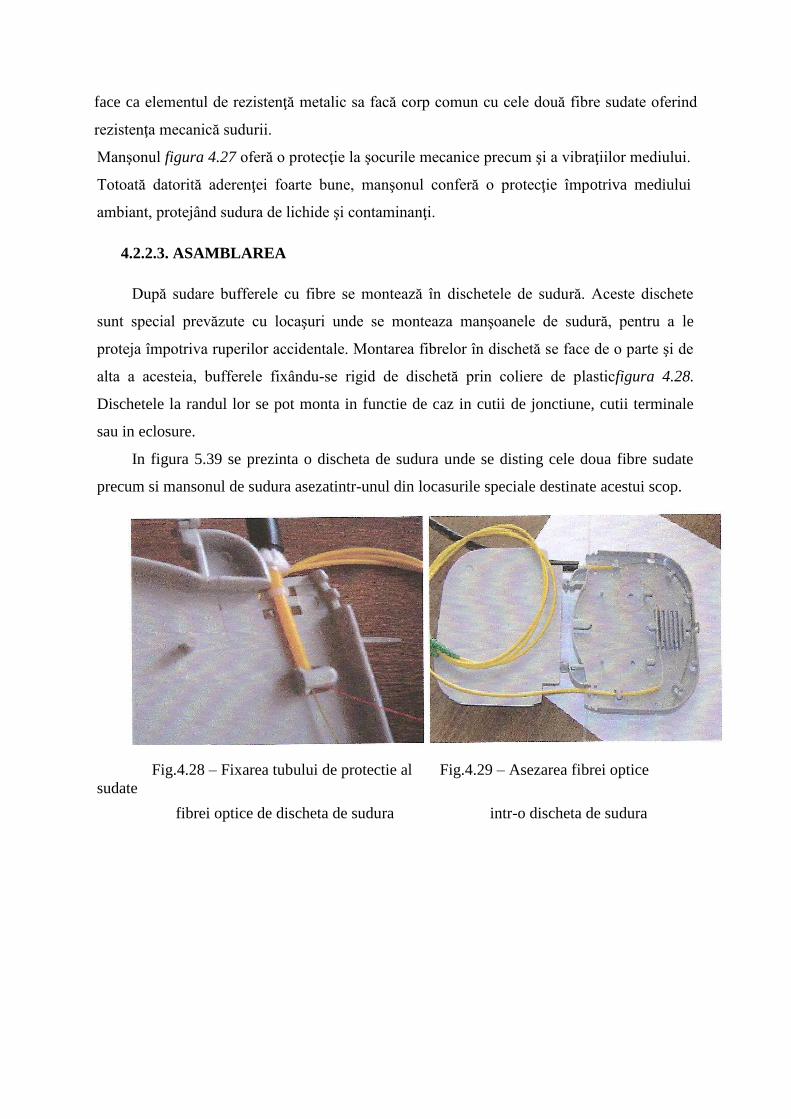
După sudare bufferele cu fibre se montează în dischetele de sudură. Aceste dischete
sunt special prevăzute cu locaşuri unde se monteaza manşoanele de sudură, pentru a le
proteja împotriva ruperilor accidentale. Montarea fibrelor în dischetă se face de o parte şi de
alta a acesteia, bufferele fixându-se rigid de dischetă prin coliere de plasticfigura 4.28.
Dischetele la randul lor se pot monta in functie de caz in cutii de jonctiune, cutii terminale
sau in eclosure.
In figura 5.39 se prezinta o discheta de sudura unde se disting cele doua fibre sudate
precum si mansonul de sudura asezatintr-unul din locasurile speciale destinate acestui scop.
Fig.4.28 – Fixarea tubului de protectie al Fig.4.29 – Asezarea fibrei optice
sudate
fibrei optice de discheta de sudura intr-o discheta de sudura
4.2.3 ANALIZA MICROSCOPICA A SUDURII FIBREI OPTICE
Pentru această analiză s-a folosit un microscop electronic, având capacitatea de mărire
de 100x/500x/1000x/5000x/10000x/prezentat în figura 4.30
Scopul acestui studiu a fost acela de a examina fibra optică după ce aceasta a fost
supusă sudurii şi de a vedea o imagine în care să putem face diferenţierea între fibra optică şi
stratul de protecţie şi între fibra optică şi elementul de rezistenţă ce se află în manşonul ce
conferă rezistenţa sudurii
Pentru început s-a expus analizei o îmbinare sudată a două fibre multimod (l ,3) - figura
4.31.
Folosind o rezoluţie de 500x se observă că în zona sudurii (2) se distinge o zonă mai
închisă la culoare, ce se datorează arcului electric la care au fost supuse cele două fibre în
momentul sudurii.
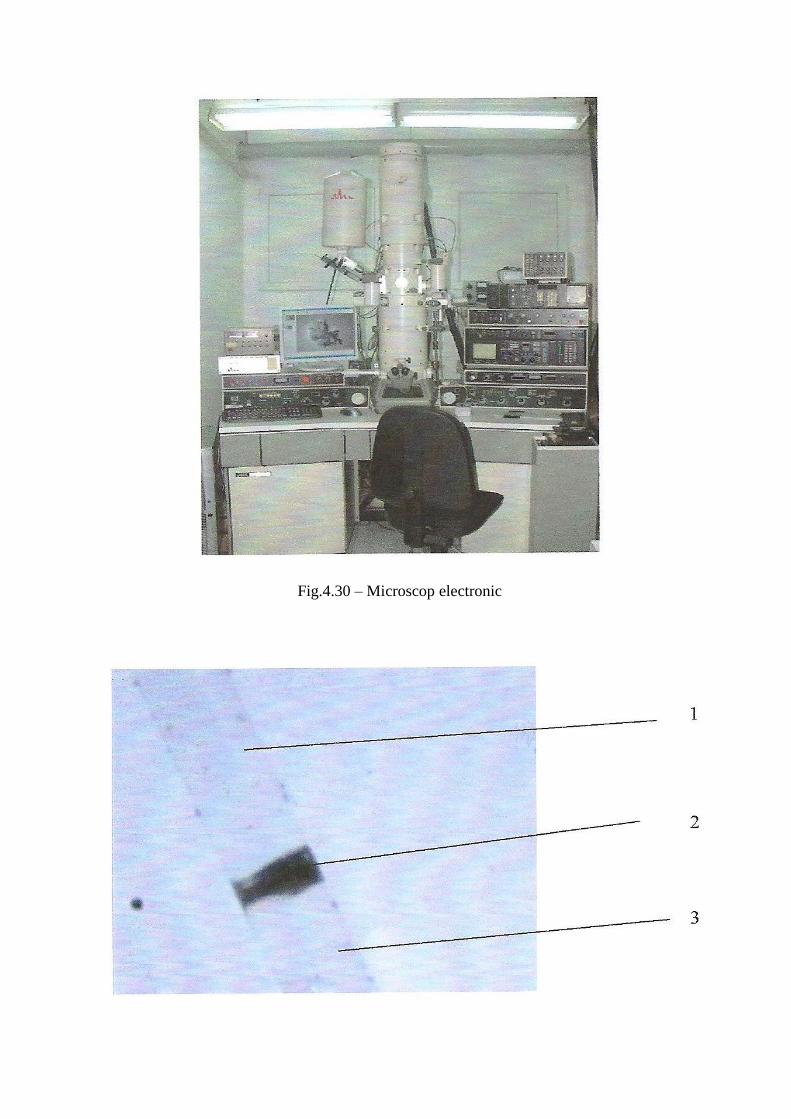
Fig.4.30 – Microscop electronic
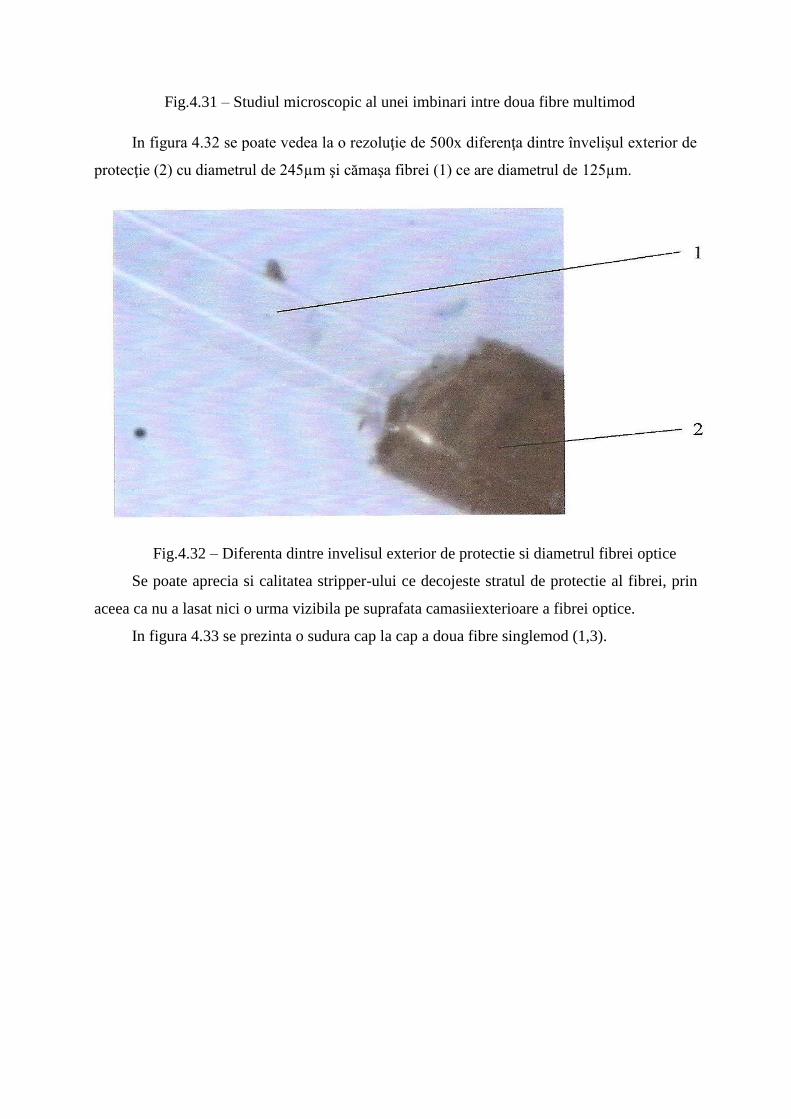
Fig.4.31 – Studiul microscopic al unei imbinari intre doua fibre multimod
In figura 4.32 se poate vedea la o rezoluţie de 500x diferenţa dintre învelişul exterior de
protecţie (2) cu diametrul de 245µm şi cămaşa fibrei (1) ce are diametrul de 125µm.
Fig.4.32 – Diferenta dintre invelisul exterior de protectie si diametrul fibrei optice
Se poate aprecia si calitatea stripper-ului ce decojeste stratul de protectie al fibrei, prin
aceea ca nu a lasat nici o urma vizibila pe suprafata camasiiexterioare a fibrei optice.
In figura 4.33 se prezinta o sudura cap la cap a doua fibre singlemod (1,3).
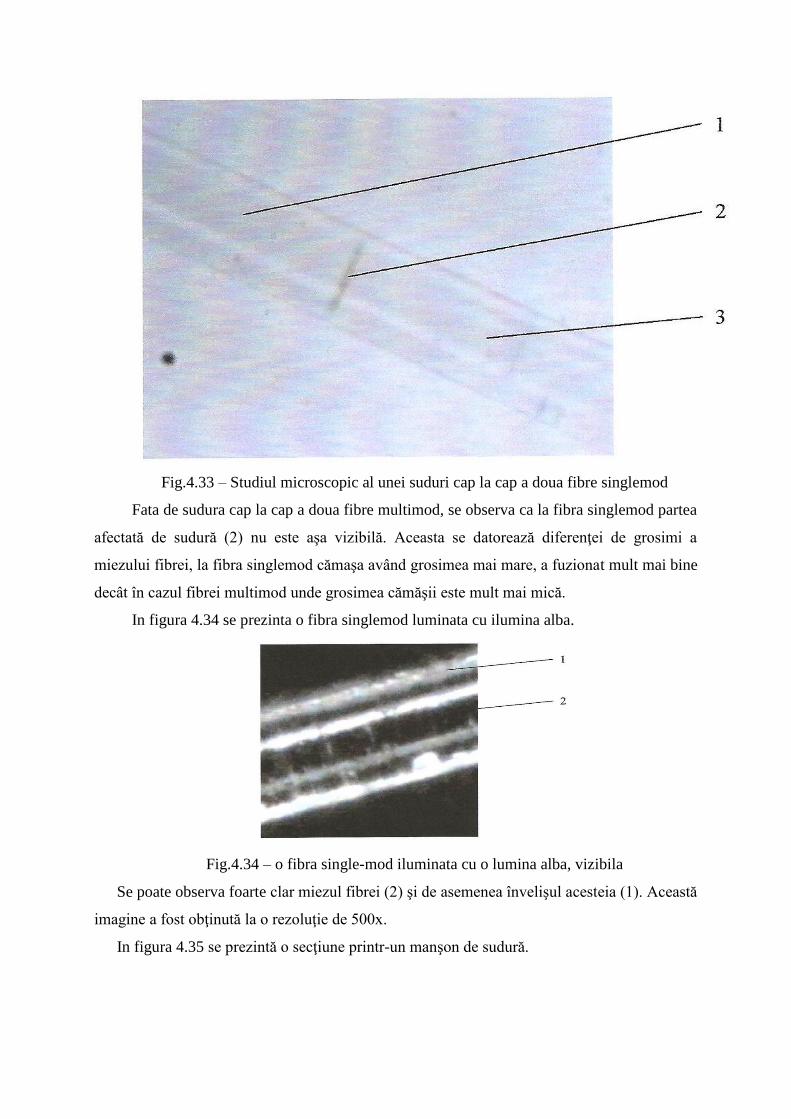
Fig.4.33 – Studiul microscopic al unei suduri cap la cap a doua fibre singlemod
Fata de sudura cap la cap a doua fibre multimod, se observa ca la fibra singlemod partea
afectată de sudură (2) nu este aşa vizibilă. Aceasta se datorează diferenţei de grosimi a
miezului fibrei, la fibra singlemod cămaşa având grosimea mai mare, a fuzionat mult mai bine
decât în cazul fibrei multimod unde grosimea cămăşii este mult mai mică.
In figura 4.34 se prezinta o fibra singlemod luminata cu ilumina alba.
Fig.4.34 – o fibra single-mod iluminata cu o lumina alba, vizibila
Se poate observa foarte clar miezul fibrei (2) şi de asemenea învelişul acesteia (1). Această
imagine a fost obţinută la o rezoluţie de 500x.
In figura 4.35 se prezintă o secţiune printr-un manşon de sudură.
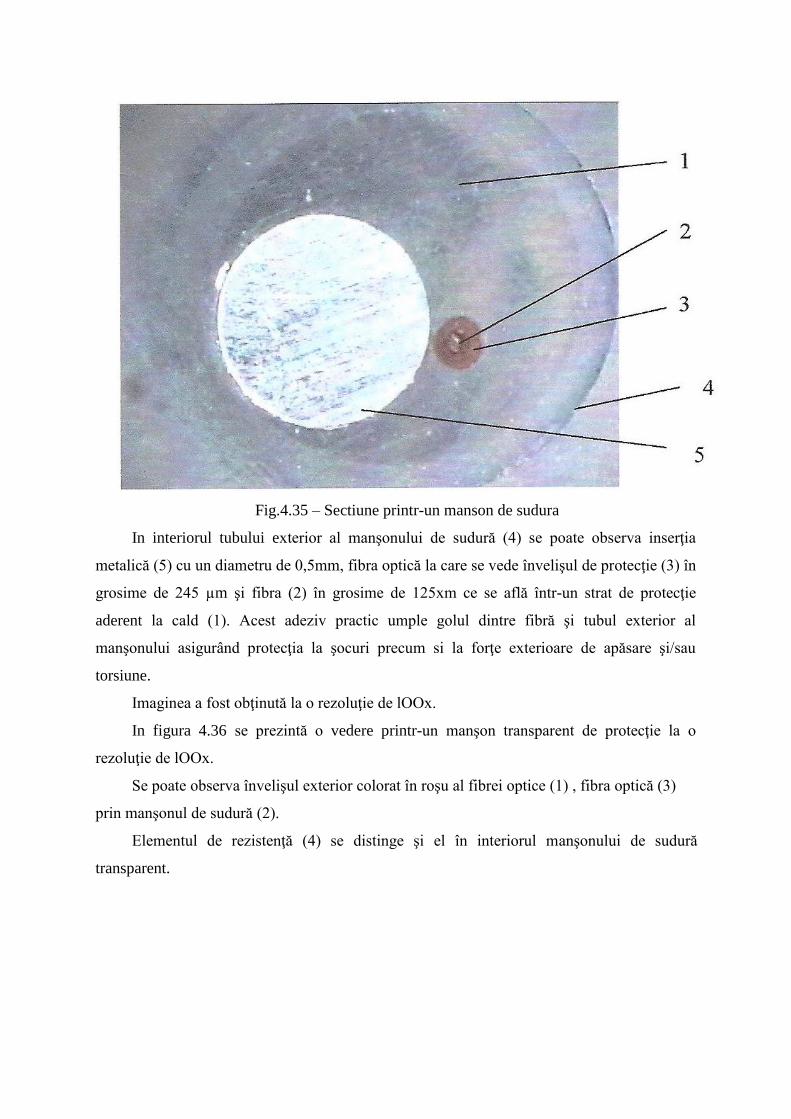
Fig.4.35 – Sectiune printr-un manson de sudura
In interiorul tubului exterior al manşonului de sudură (4) se poate observa inserţia
metalică (5) cu un diametru de 0,5mm, fibra optică la care se vede învelişul de protecţie (3) în
grosime de 245 µm şi fibra (2) în grosime de 125xm ce se află într-un strat de protecţie
aderent la cald (1). Acest adeziv practic umple golul dintre fibră şi tubul exterior al
manşonului asigurând protecţia la şocuri precum si la forţe exterioare de apăsare şi/sau
torsiune.
Imaginea a fost obţinută la o rezoluţie de lOOx.
In figura 4.36 se prezintă o vedere printr-un manşon transparent de protecţie la o
rezoluţie de lOOx.
Se poate observa învelişul exterior colorat în roşu al fibrei optice (1) , fibra optică (3)
prin manşonul de sudură (2).
Elementul de rezistenţă (4) se distinge şi el în interiorul manşonului de sudură
transparent.
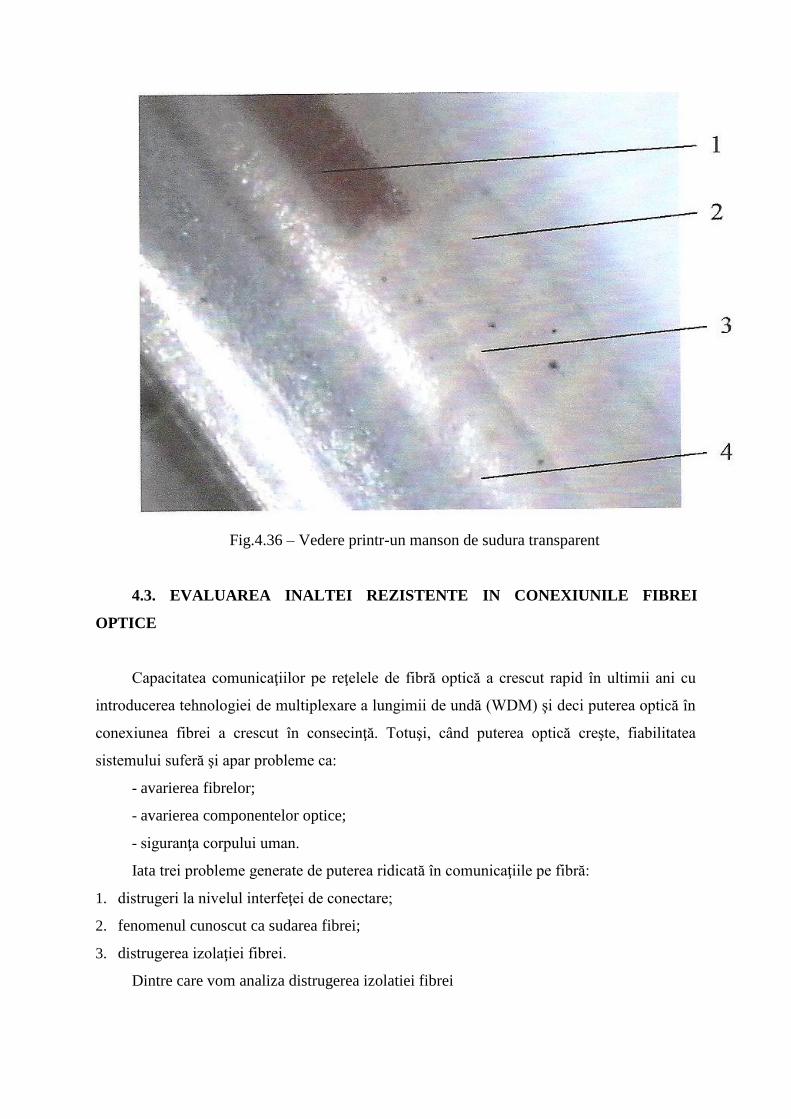
Fig.4.36 – Vedere printr-un manson de sudura transparent
4.3. EVALUAREA INALTEI REZISTENTE IN CONEXIUNILE FIBREI
OPTICE
Capacitatea comunicaţiilor pe reţelele de fibră optică a crescut rapid în ultimii ani cu
introducerea tehnologiei de multiplexare a lungimii de undă (WDM) şi deci puterea optică în
conexiunea fibrei a crescut în consecinţă. Totuşi, când puterea optică creşte, fiabilitatea
sistemului suferă şi apar probleme ca:
- avarierea fibrelor;
- avarierea componentelor optice;
- siguranţa corpului uman.
Iata trei probleme generate de puterea ridicată în comunicaţiile pe fibră:
1. distrugeri la nivelul interfeţei de conectare;
2. fenomenul cunoscut ca sudarea fibrei;
3. distrugerea izolaţiei fibrei.
Dintre care vom analiza distrugerea izolatiei fibrei
4.3.1. DISTRUGEREA IZOLATIEI FIBREI
Aceasta poate fi cauzată de fascicolul luminos din fibră când izolaţia este ruptă sau
strivită accidental şi când se folosesc puteri înalte de transmisie. Fascicolul laser luminos
este absorbit de izolaţia fibrei şi generează căldură şi în cel mai rău caz, izolaţia poate lua
foc.
Am cercetat distrugerea izolaţiei fibrei indusă de îndoirea fibrei în condiţii de înaltă
putere pentru scurt timp.
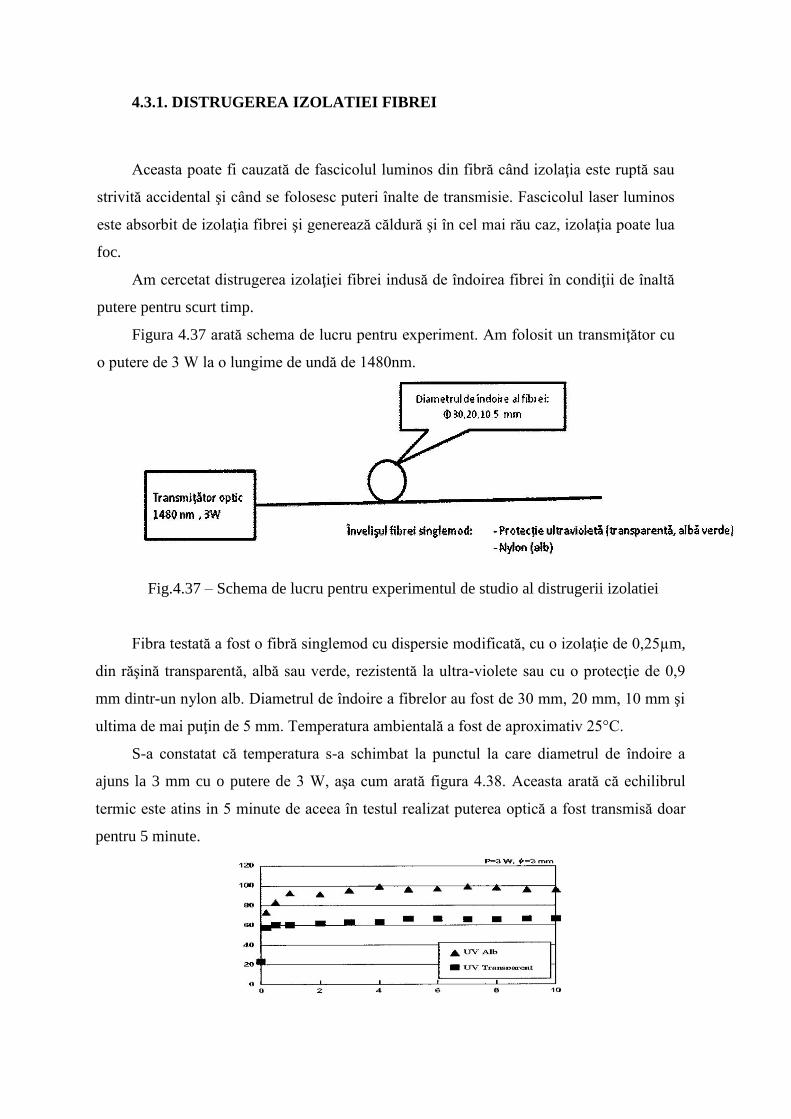
Figura 4.37 arată schema de lucru pentru experiment. Am folosit un transmiţător cu
o putere de 3 W la o lungime de undă de 1480nm.
Fig.4.37 – Schema de lucru pentru experimentul de studio al distrugerii izolatiei
Fibra testată a fost o fibră singlemod cu dispersie modificată, cu o izolaţie de 0,25µm,
din răşină transparentă, albă sau verde, rezistentă la ultra-violete sau cu o protecţie de 0,9
mm dintr-un nylon alb. Diametrul de îndoire a fibrelor au fost de 30 mm, 20 mm, 10 mm şi
ultima de mai puţin de 5 mm. Temperatura ambientală a fost de aproximativ 25°C.
S-a constatat că temperatura s-a schimbat la punctul la care diametrul de îndoire a
ajuns la 3 mm cu o putere de 3 W, aşa cum arată figura 4.38. Aceasta arată că echilibrul
termic este atins in 5 minute de aceea în testul realizat puterea optică a fost transmisă doar
pentru 5 minute.
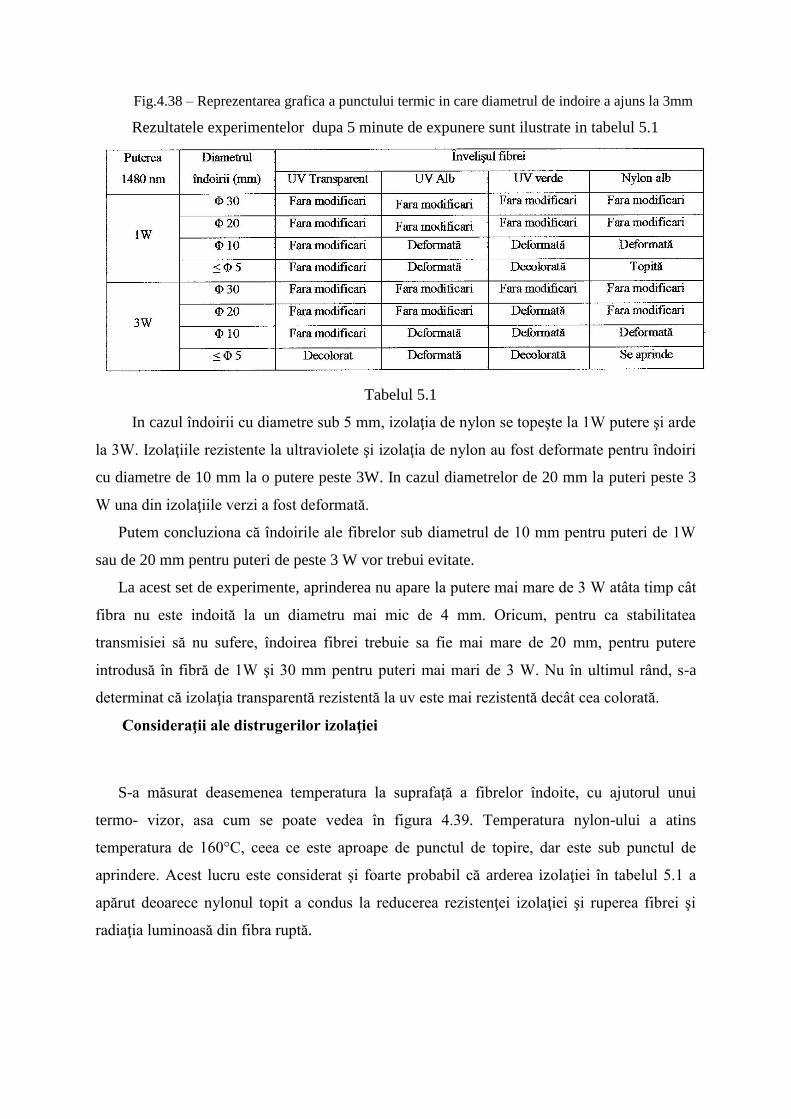
Fig.4.38 – Reprezentarea grafica a punctului termic in care diametrul de indoire a ajuns la 3mm
Rezultatele experimentelor dupa 5 minute de expunere sunt ilustrate in tabelul 5.1
Tabelul 5.1
In cazul îndoirii cu diametre sub 5 mm, izolaţia de nylon se topeşte la 1W putere şi arde
la 3W. Izolaţiile rezistente la ultraviolete şi izolaţia de nylon au fost deformate pentru îndoiri
cu diametre de 10 mm la o putere peste 3W. In cazul diametrelor de 20 mm la puteri peste 3
W una din izolaţiile verzi a fost deformată.
Putem concluziona că îndoirile ale fibrelor sub diametrul de 10 mm pentru puteri de 1W
sau de 20 mm pentru puteri de peste 3 W vor trebui evitate.
La acest set de experimente, aprinderea nu apare la putere mai mare de 3 W atâta timp cât
fibra nu este indoită la un diametru mai mic de 4 mm. Oricum, pentru ca stabilitatea
transmisiei să nu sufere, îndoirea fibrei trebuie sa fie mai mare de 20 mm, pentru putere
introdusă în fibră de 1W şi 30 mm pentru puteri mai mari de 3 W. Nu în ultimul rând, s-a
determinat că izolaţia transparentă rezistentă la uv este mai rezistentă decât cea colorată.
Considera ii ale distrugerilor izola iei
S-a măsurat deasemenea temperatura la suprafaţă a fibrelor îndoite, cu ajutorul unui
termo- vizor, asa cum se poate vedea în figura 4.39. Temperatura nylon-ului a atins
temperatura de 160°C, ceea ce este aproape de punctul de topire, dar este sub punctul de
aprindere. Acest lucru este considerat şi foarte probabil că arderea izolaţiei în tabelul 5.1 a
apărut deoarece nylonul topit a condus la reducerea rezistenţei izolaţiei şi ruperea fibrei şi
radiaţia luminoasă din fibra ruptă.

Fig.4.39 – Masurarea temperaturii la suprafata fibrei indoite cu un termovizor
Cap.5 DEFECTE LA IMBINAREA FIBRELOR OPTICE
5.1 Defecte ce pot aparea in urma sudarii fibrelor optice:
In urma sudarii cap la cap a fibrelor optice pot aparea diverse defecte ce pot dauna
transmisiei prin fibra optica. Acestea sunt:
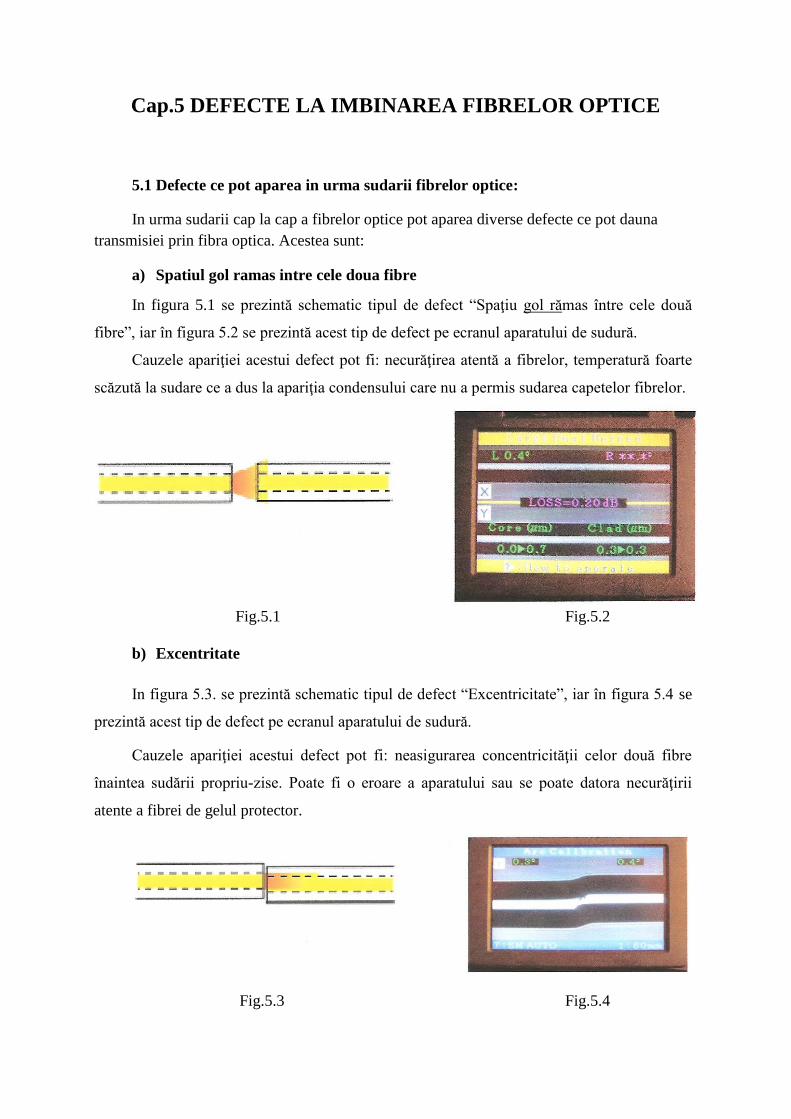
a) Spatiul gol ramas intre cele doua fibre
In figura 5.1 se prezintă schematic tipul de defect ―Spaţiu gol rămas între cele două
fibre‖, iar în figura 5.2 se prezintă acest tip de defect pe ecranul aparatului de sudură.
Cauzele apariţiei acestui defect pot fi: necurăţirea atentă a fibrelor, temperatură foarte
scăzută la sudare ce a dus la apariţia condensului care nu a permis sudarea capetelor fibrelor.
Fig.5.1 Fig.5.2
b) Excentritate
In figura 5.3. se prezintă schematic tipul de defect ―Excentricitate‖, iar în figura 5.4 se
prezintă acest tip de defect pe ecranul aparatului de sudură.
Cauzele apariţiei acestui defect pot fi: neasigurarea concentricităţii celor două fibre
înaintea sudării propriu-zise. Poate fi o eroare a aparatului sau se poate datora necurăţirii
atente a fibrei de gelul protector.
Fig.5.3 Fig.5.4
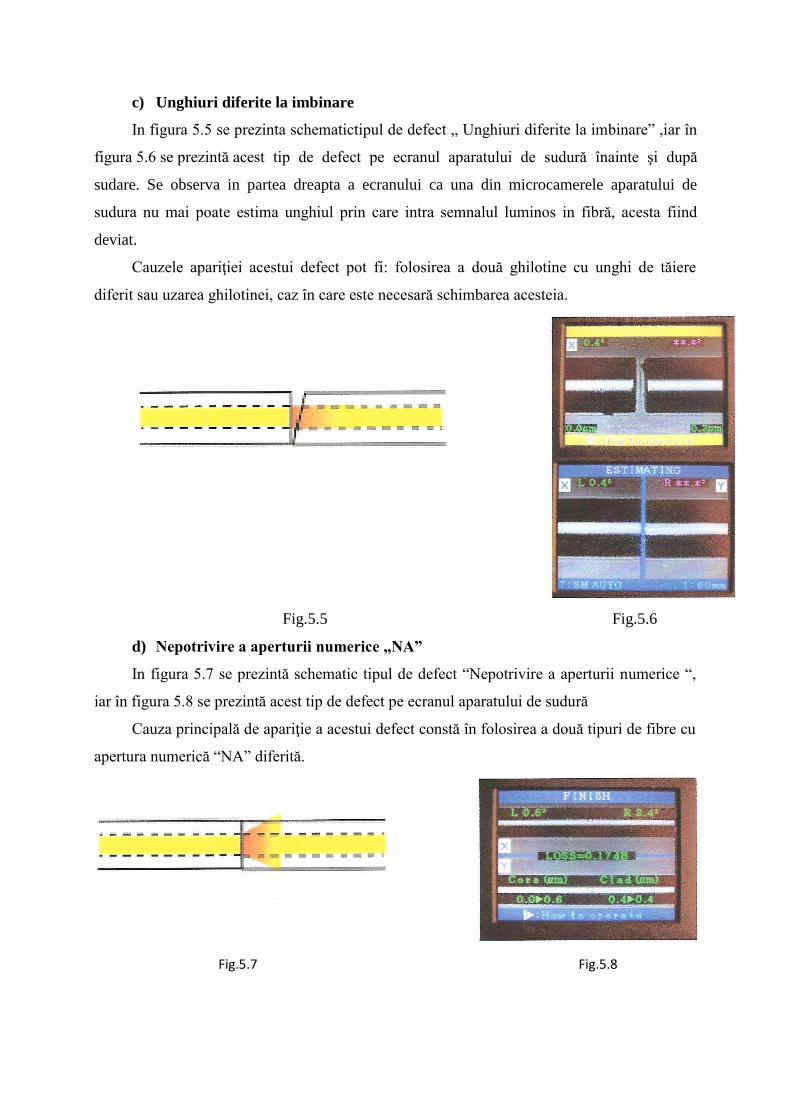
c) Unghiuri diferite la imbinare
In figura 5.5 se prezinta schematictipul de defect „ Unghiuri diferite la imbinare‖ ,iar în
figura 5.6 se prezintă acest tip de defect pe ecranul aparatului de sudură înainte şi după
sudare. Se observa in partea dreapta a ecranului ca una din microcamerele aparatului de
sudura nu mai poate estima unghiul prin care intra semnalul luminos in fibră, acesta fiind
deviat.
Cauzele apariţiei acestui defect pot fi: folosirea a două ghilotine cu unghi de tăiere
diferit sau uzarea ghilotinei, caz în care este necesară schimbarea acesteia.
Fig.5.5 Fig.5.6
d) Nepotrivire a aperturii numerice „NA”
In figura 5.7 se prezintă schematic tipul de defect ―Nepotrivire a aperturii numerice ―,
iar în figura 5.8 se prezintă acest tip de defect pe ecranul aparatului de sudură
Cauza principală de apariţie a acestui defect constă în folosirea a două tipuri de fibre cu
apertura numerică ―NA‖ diferită.
Fig.5.7 Fig.5.8
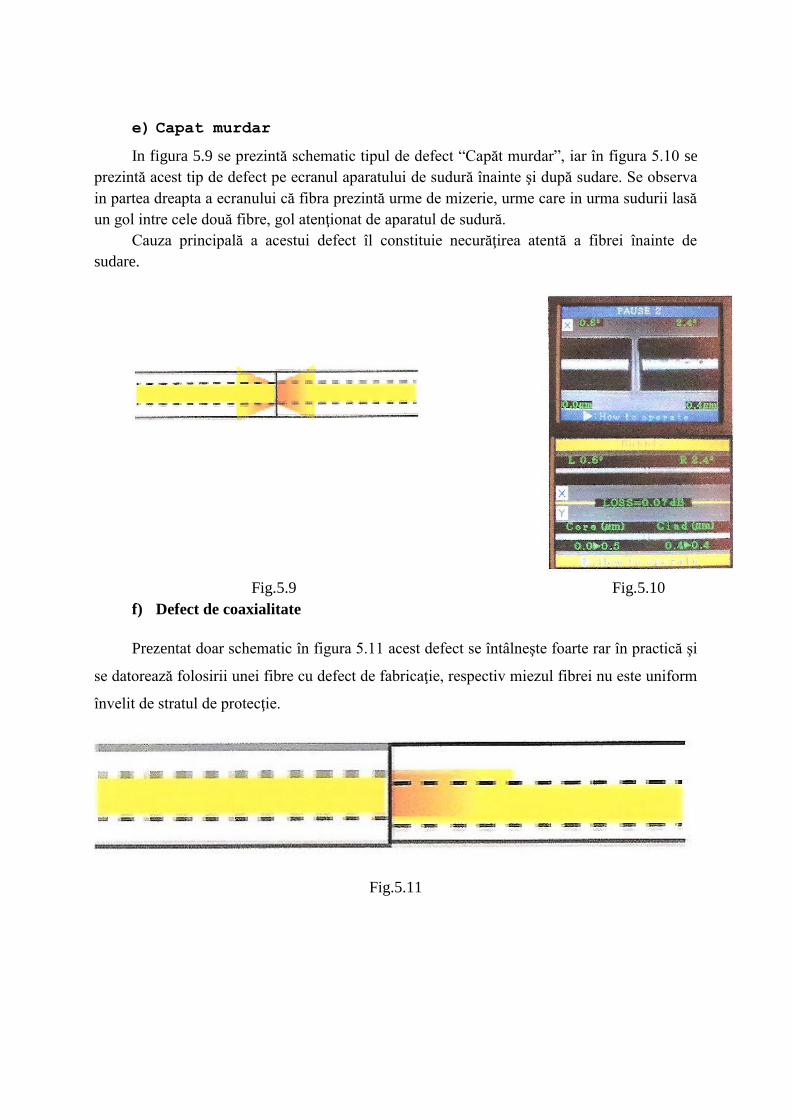
e) Capat murdar
In figura 5.9 se prezintă schematic tipul de defect ―Capăt murdar‖, iar în figura 5.10 se
prezintă acest tip de defect pe ecranul aparatului de sudură înainte şi după sudare. Se observa
in partea dreapta a ecranului că fibra prezintă urme de mizerie, urme care in urma sudurii lasă
un gol intre cele două fibre, gol atenţionat de aparatul de sudură.
Cauza principală a acestui defect îl constituie necurăţirea atentă a fibrei înainte de
sudare.
Fig.5.9 Fig.5.10
f) Defect de coaxialitate
Prezentat doar schematic în figura 5.11 acest defect se întâlneşte foarte rar în practică şi
se datorează folosirii unei fibre cu defect de fabricaţie, respectiv miezul fibrei nu este uniform
învelit de stratul de protecţie.
Fig.5.11
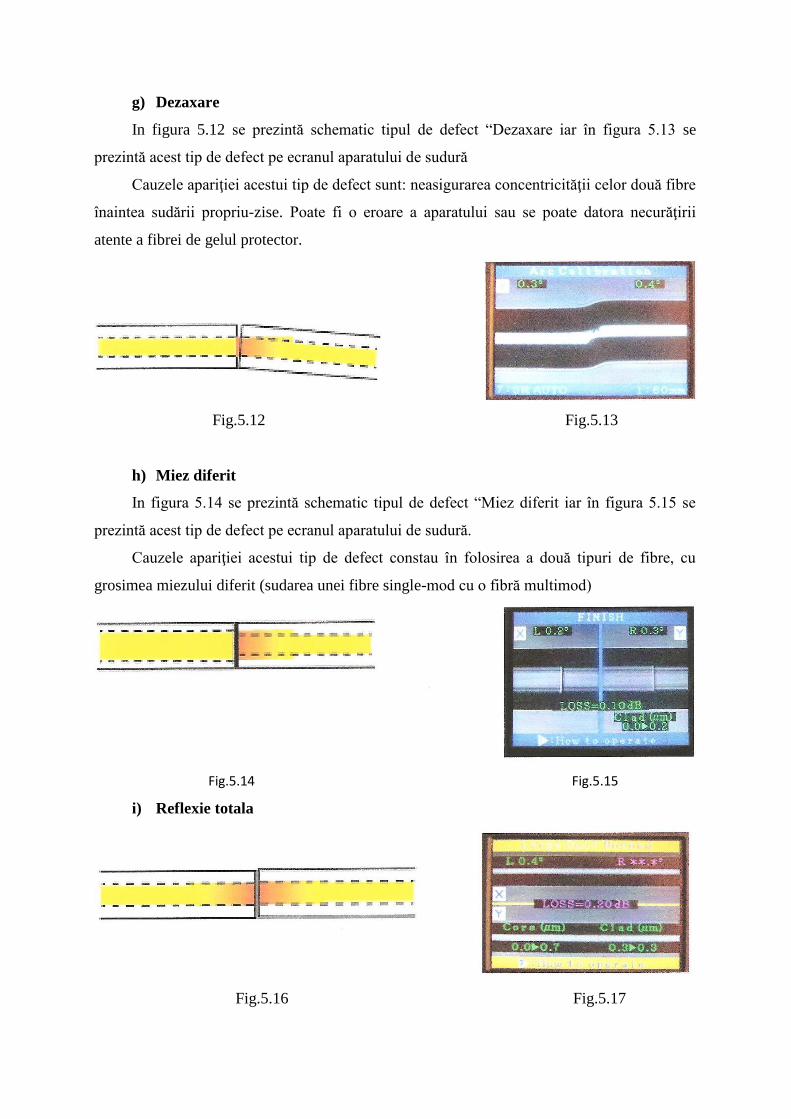
g) Dezaxare
In figura 5.12 se prezintă schematic tipul de defect ―Dezaxare iar în figura 5.13 se
prezintă acest tip de defect pe ecranul aparatului de sudură
Cauzele apariţiei acestui tip de defect sunt: neasigurarea concentricităţii celor două fibre
înaintea sudării propriu-zise. Poate fi o eroare a aparatului sau se poate datora necurăţirii
atente a fibrei de gelul protector.
Fig.5.12 Fig.5.13
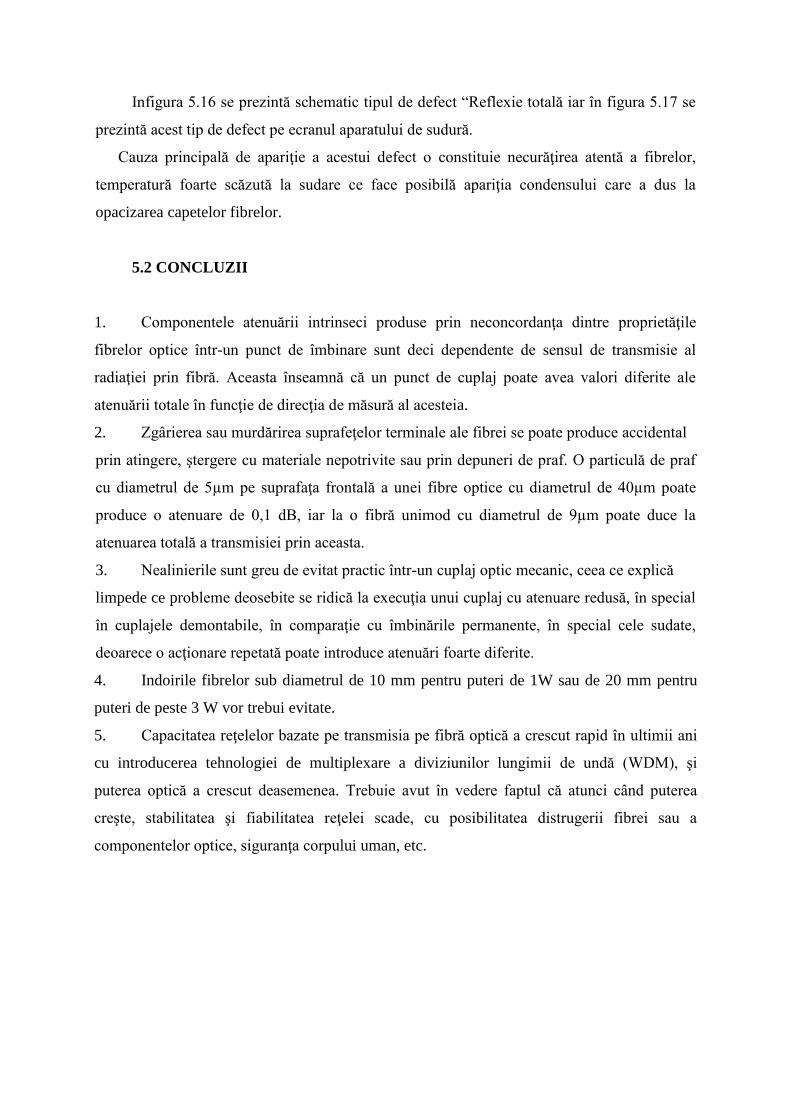
h) Miez diferit
In figura 5.14 se prezintă schematic tipul de defect ―Miez diferit iar în figura 5.15 se
prezintă acest tip de defect pe ecranul aparatului de sudură.
Cauzele apariţiei acestui tip de defect constau în folosirea a două tipuri de fibre, cu
grosimea miezului diferit (sudarea unei fibre single-mod cu o fibră multimod)
Fig.5.14 Fig.5.15
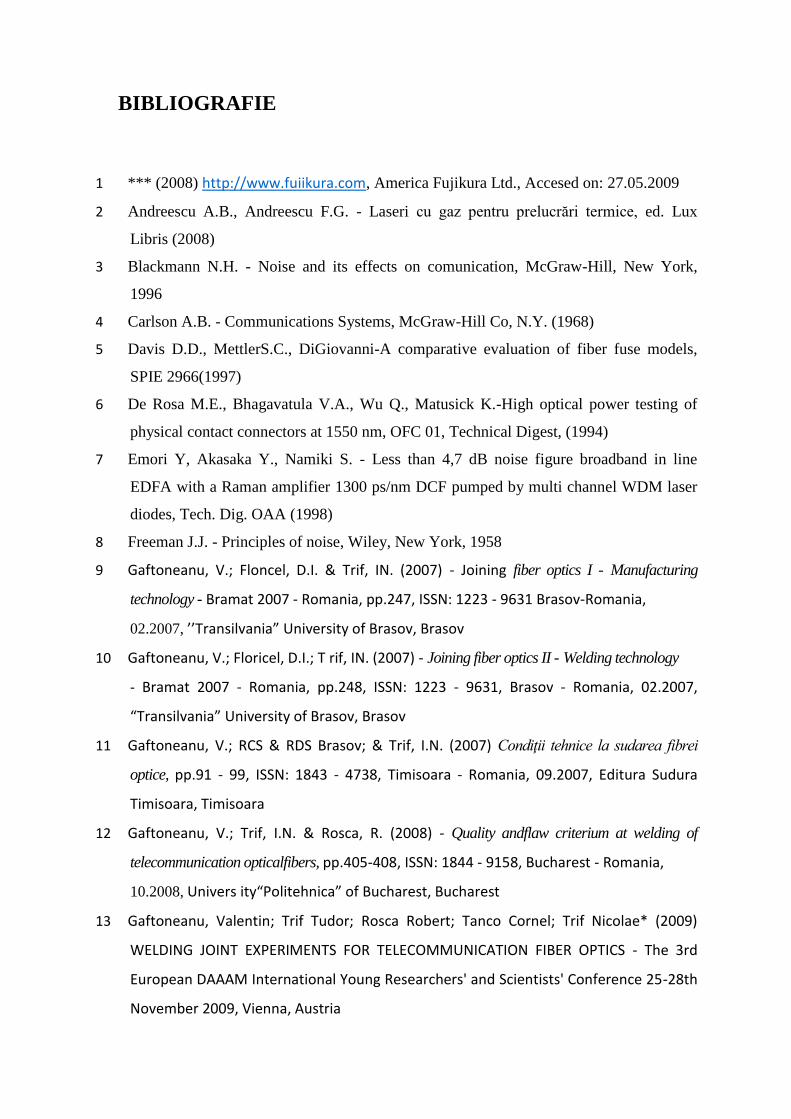
i) Reflexie totala
Fig.5.16 Fig.5.17
Infigura 5.16 se prezintă schematic tipul de defect ―Reflexie totală iar în figura 5.17 se
prezintă acest tip de defect pe ecranul aparatului de sudură.
Cauza principală de apariţie a acestui defect o constituie necurăţirea atentă a fibrelor,
temperatură foarte scăzută la sudare ce face posibilă apariţia condensului care a dus la
opacizarea capetelor fibrelor.
5.2 CONCLUZII
1. Componentele atenuării intrinseci produse prin neconcordanţa dintre proprietăţile
fibrelor optice într-un punct de îmbinare sunt deci dependente de sensul de transmisie al
radiaţiei prin fibră. Aceasta înseamnă că un punct de cuplaj poate avea valori diferite ale
atenuării totale în funcţie de direcţia de măsură al acesteia.
2. Zgârierea sau murdărirea suprafeţelor terminale ale fibrei se poate produce accidental
prin atingere, ştergere cu materiale nepotrivite sau prin depuneri de praf. O particulă de praf
cu diametrul de 5µm pe suprafaţa frontală a unei fibre optice cu diametrul de 40µm poate
produce o atenuare de 0,1 dB, iar la o fibră unimod cu diametrul de 9µm poate duce la
atenuarea totală a transmisiei prin aceasta.
3. Nealinierile sunt greu de evitat practic într-un cuplaj optic mecanic, ceea ce explică
limpede ce probleme deosebite se ridică la execuţia unui cuplaj cu atenuare redusă, în special
în cuplajele demontabile, în comparaţie cu îmbinările permanente, în special cele sudate,
deoarece o acţionare repetată poate introduce atenuări foarte diferite.
4. Indoirile fibrelor sub diametrul de 10 mm pentru puteri de 1W sau de 20 mm pentru
puteri de peste 3 W vor trebui evitate.
5. Capacitatea reţelelor bazate pe transmisia pe fibră optică a crescut rapid în ultimii ani
cu introducerea tehnologiei de multiplexare a diviziunilor lungimii de undă (WDM), şi
puterea optică a crescut deasemenea. Trebuie avut în vedere faptul că atunci când puterea
creşte, stabilitatea şi fiabilitatea reţelei scade, cu posibilitatea distrugerii fibrei sau a
componentelor optice, siguranţa corpului uman, etc.
BIBLIOGRAFIE
1 *** (2008) http://www.fuiikura.com, America Fujikura Ltd., Accesed on: 27.05.2009
2 Andreescu A.B., Andreescu F.G. - Laseri cu gaz pentru prelucrări termice, ed. Lux
Libris (2008)
3 Blackmann N.H. - Noise and its effects on comunication, McGraw-Hill, New York,
1996
4 Carlson A.B. - Communications Systems, McGraw-Hill Co, N.Y. (1968)
5 Davis D.D., MettlerS.C., DiGiovanni-A comparative evaluation of fiber fuse models,
SPIE 2966(1997)
6 De Rosa M.E., Bhagavatula V.A., Wu Q., Matusick K.-High optical power testing of
physical contact connectors at 1550 nm, OFC 01, Technical Digest, (1994)
7 Emori Y, Akasaka Y., Namiki S. - Less than 4,7 dB noise figure broadband in line
EDFA with a Raman amplifier 1300 ps/nm DCF pumped by multi channel WDM laser
diodes, Tech. Dig. OAA (1998)
8 Freeman J.J. - Principles of noise, Wiley, New York, 1958
9 Gaftoneanu, V.; Floncel, D.I. & Trif, IN. (2007) - Joining fiber optics I - Manufacturing
technology - Bramat 2007 - Romania, pp.247, ISSN: 1223 - 9631 Brasov-Romania,
02.2007, ’’Transilvania” University of Brasov, Brasov
10 Gaftoneanu, V.; Floricel, D.I.; T rif, IN. (2007) - Joining fiber optics II - Welding technology
- Bramat 2007 - Romania, pp.248, ISSN: 1223 - 9631, Brasov - Romania, 02.2007,
“Transilvania” University of Brasov, Brasov
11 Gaftoneanu, V.; RCS & RDS Brasov; & Trif, I.N. (2007) Condiţii tehnice la sudarea fibrei
optice, pp.91 - 99, ISSN: 1843 - 4738, Timisoara - Romania, 09.2007, Editura Sudura
Timisoara, Timisoara
12 Gaftoneanu, V.; Trif, I.N. & Rosca, R. (2008) - Quality andflaw criterium at welding of
telecommunication opticalfibers, pp.405-408, ISSN: 1844 - 9158, Bucharest - Romania,
10.2008, Univers ity“Politehnica” of Bucharest, Bucharest
13 Gaftoneanu, Valentin; Trif Tudor; Rosca Robert; Tanco Cornel; Trif Nicolae* (2009)
WELDING JOINT EXPERIMENTS FOR TELECOMMUNICATION FIBER OPTICS - The 3rd
European DAAAM International Young Researchers' and Scientists' Conference 25-28th
November 2009, Vienna, Austria
14 Hand D.P., Russell P.StJ. - Solitary thermal shockwaves and optical damage in optical
fibers
- the fiber fuse, Opt. Lett. V13 (1988)
15 Headley C., Govind A. - Raman Amplificator in Fiber Optical Communication System,
Elsevier Inc - Fiber Optics (2005)
18 Howell D. - Optical communication system, Telecomunications, sept. 1978
19 John Wiley and Sons - Building Electro - Optical Systems - Making in All Work (2000)
20 King R. - Electrical noise, Chapman and Hall, Londra, 1966
21 Maghelesei -
22 Marschall Mc Luhan - Mass-media sau mediul invizibil - Ed. "Nemira", Bucureşti, 1997
23 Martin J. -Transmission Media, Prentice Hall, Englewod Cliffs, 1976
24 Middleton D. - Introduction to statistical communication theory McGraw-Hill, New
York, 1967
25 Niculescu Cl. Rv Doicaru V. - Laseri cu semiconductori şi aplicaţii - Ed. Tehnică, Bucureşti
(1978)
26 Niculescu C. R. - Referat pentru doctorantură, Catedra de Radiocomunicaţii, I.P.
Bucureşti,
(1979)
27 Niculescu C.R., losif !.M. - Iniţiere în comunicaţiile prin fibre optice, Ed. Tehnică,
Bucureşti, (1982)
28 Piquenard A. - Radio wawe propagation, MacMillan, Londra, 1976
29 Radu Dobrescu - Informaţie şi transmitere de date - Institutul politehnic Bucureşti -
1992
30 Raman Kashyap - Self propelled self focusing damage in optical fiber, Electronics Letters
7th, Jan. 1988, vol. 24.
31 Seo K., Nishimura N., Shiino M., Yuguchi R., Sasaki H. - Evaluation of High-power
Endurance in optical fiber links, Furukawa Review, nr. 24, 2003
32 Smith D.R., Hooper R.C., Garrett I. - Optical and Quantum Electronics, 10, (1978)
33 Spătaru A. - Teoria transmisiunii informaţiei, Ed. Tehnică, Bucureşti (1965)
34 Stein S., Jones I. - Modern Communication Principles, McGraw-Hill Co., N.Y.,(1967)
35 TeleWire supply an Antec Company - Fiber Optic Product Catalog -(2006)
36 Toplicean Laura - Referat Bateria - www.preferatele.com
37 Trif, I N, Pascicu, P.D.,Gaftoneanu,V., Rosea R. - SISTEME ROBOTIZATE DE
SUDARE LASERHIBRID - Buletinul AGIRnr. 1/2009 • ianuarie-martie
38 Trif, I.N. - Automatizarea proceselor de sudare
39 Trif, I.N. - Controlul sudurilor şi a produselor sudate
40 Trif, I.N. - Sudarea robotizată cu arc electric
41 Tugal D., Tugal O. - Data transmission, McGraw-Hill, NY, 1982
42 Valeriu Munteanu, Teoria Transmiterii Informaţiei, Editura "Gh. Asachi", laşi, 2001.
43 Wikipedia, enciclopedia liberă - Johann Gutenberg
44 Yeh L.P. - Fiber optic communication systems, Telecommunications, Sept. 1978
