piping installation works on pipe racks
DESCRIPTION
awTRANSCRIPT

Sadara Project مشروع صدارة Polyethylene Envelope
Transmittal
Page: 1 of 1 Form Version: 23-Apr-2012
Sadara Unit(s) 455 460 470
Sadara Transmittal Sadara-L&T-T-1233
Issue Date 29 June 2013 Date Reply Needed N/A
From Majid Al Majid To Mr. P. Sankaranarayanan
Company L&T ATCO
Subject SADARA Response to L&T-SADARA-T-882-13, Method Statement of Piping Installation Works on Pipe Racks (Rev.1)
In respect of the above referenced transmittal;
Accepted with comments. SADARA request L&T to resubmit the Method Statement after incorporating the comments in the attached file for our records.
Subject File Name Date Rev Method Statement of Piping Installation Works
on Pipe Racks (Rev.1) SA-RTIP-PEAAA-LTAT-50-5001-
commented N/A N/A

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 1 of 12
PROJECT: SADARA POLYETHYELENE LSPB -1
CONTRACT NO: 10001 / 6600028371
CLIENT: SADARA
CONTRACTOR: LARSEN & TOUBRO ATCO SAUDI
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
(SA-RTIP-PEAAA-LTAT-50-5001)
1 28-May-13 Issued for Review and Approval KRK DKU CTK/PSN
0 21-Apr-13 Issued for Review & Comments KRK DKU CTK/PSN
Rev Date Description Prepared Reviewed Approved Approved
L&T L&T L&T SADARA

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 2 of 12
REVISION RECORD SHEET
Rev. No. Date Reason for
the revision Revision details/ Locations
0 21-Apr-13 Issued for
Review and Approval
Superseded
1 28-May-13 Issued for
Review and Approval All Sections has been modified

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 3 of 12
CONTENTS
1. PURPOSE……………………………………………………………………............................... 4
2. SCOPE……………………………………………………………………………………………… 4
3. REFERENCES………………………………………………………………............................... 4
4. RESPONSIBILITIES………………………………………………………………………………. 4
5. DEFINITIONS………………………………………………………………................................. 6
6. HSE REQUIREMENT……………………………………………………………………………....6
7. EQUIPMENT AND TOOLS……………………………………………………………………….. 7
8. MANPOWER……………………………………………………………………………………...... 7
9. GENERAL PREPARATORY WORKS…………………………………………………………… 8
10. WORK EXECUTION PROCEDURE………………………………………............................... 8
11. ATTACHMENTS…………………………………………………………………………………...12

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 4 of 12
1. PURPOSE
This method statement will serve as a guide line to carry out and complete the pipe installation works at pipe racks for Polyethylene SADARA Project.
2. SCOPE
This procedure will cover random pipes and pipe spools installation at pipe rack 640,565,500,440,305,350,400,235,200,220,150,700,750,775,825,850,905 for SADARA POLYETHYLENE LSPB PROJECT and to ensure that the entire recommendations are read and understood well prior to Start of erection works at site.
3. REFERENCES
� SADARA HSE Standard – A554-K-PRG-QM-GEN-PLN-004 � L&T ATCO HSE Standard – SA-RTIP-PEAAA-LTAT-50-9001 � Construction work detail procedure (Extra Length Management)- SA-RTIP-PEAAA-
LTAT-50-3047 � Construction work detail procedure (Welding Brazing) - SA-RTIP-PEAAA-LTAT-50-
3004 � Construction work detail procedure (spools cleaning) - SA-RTIP-PEAAA-LTAT-50-
0057 � Fabrication and Erection of On shore � ITP for AG Piping - SA-RTIP-PEAAA-LTAT-31-5001 � ASME B31.3 - Process piping � Shop Drawings & Erection Drawings � General welding requirements – RT85-6500-01
4. RESPONSIBILITIES
4.1 CONSTRUCTION MANAGER
� Schedule the project in logical steps and time required to meet deadlines. � Determine labor requirements and dispatch workers to construction sites � Inspect and review projects to monitor compliance with building and safety norms
and other regulations � Interpret and explain plans to staff and clients representing the L&T and SADARA

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 5 of 12
� Co-ordinate with all internal department and obtain necessary permit and licenses for smooth installation of structural activities
4.2 ENGINEERING DEPARTMENT
� Provide Technical Support to construction site execution section by providing drawings, procedures, material specifications, standard and technical specifications.
4.3 THE PIPING ENGINEER
� Piping Engineer is required to ensure that all the pipe installation works are carried out as per project specifications, approved drawings & HSE requirements.
� Conduct daily tool box talks, before the commencement of the scheduled work explain the hazards associated with the work and the mitigation measures.
� Strictly follow the project schedule and release of work front to other disciplines like E & I
� Responsible for taking and closure of required work permits from HSE.
4.4 QA/QC MANAGER
� Assist and coordinate with the construction manager and all personnel assigned to the project in establishing an overall Project Quality Management Plan based on approved standards.
� Responsible for ensuring that Project Quality Management policy, plans and procedures are implemented effectively and are suitable for the purposes and use for which they are intended.
� Coordinate and communicate with Client on Project Quality implementation � Coordination with QC-Inspectors(Piping and Welding)
4.5 THE PIPING QC INSPECTOR
� QC Inspector will ensure that all the line clearance activities that are required to be inspected have been inspected and approved as per the project requirements and QP.
� Accompany the company representative while carrying out inspections and release of hold points.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 6 of 12
� Qc Inspector will ensure that all fit-up’s inspection done and are according to Isometric and all supports are installed.
4.6 QC WELDING INSPECTOR
� Ensures Daily weld visual inspections are done, and monitor welder’s performance. � Ensures NDT offer are done as per specification requirements. � Ensures test packages NDT are cleared.
4.7 THE HSE SUPERVISOR
� HSE Supervisor will orient all erection people and provide sticker for competent people for identification & authorize to work at height.
� HSE Supervisor will ensure that the steel structural erection work is covered with valid elevated work permits including cold and hot work permit wherever applicable, and all permit & safety requirements are strictly followed.
� HSE Supervisor will ensure that daily tool box talks are carried out before the commencement of work, at all work locations, as per HSE Plan.
� HSE Supervisor will ensure that work locations are safe to work in & with appropriate safety signs and Barriers.
� Any unsafe act or conditions will be immediately stopped and reported to the HSE Manager and Construction Supervisor
� HSE Supervisor will Review and the implementation of Job Safety Analysis (JSA) and Method Statement.
5. DEFINITIONS
� Project - Sadara Polyethylene LSPB -1 � Company - Sadara Chemical Company � Contractor – L & T ATCO � Construction Supervisor - Contractor’s Supervisor � QC Inspector - Contractor’s Quality Control Inspector (Piping) � HSE - Health, Safety & Environment
6. HSE REQUIREMENT
� Safety goggles � Safety face shields

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 7 of 12
� Safety shoes � Dust masks � Safety helmet � Full body harness � Hand Gloves (Leather) � Reflecting Jacket � Ear Plugs
Client’s safety instruction & Project Safety regulations shall be strictly followed.
7. EQUIPMENT AND TOOLS
� Mobile/ Crawler cranes � Welding Machines � Pulley � Pulling cable � Chain block 2T,3T, 5T. � Man lift � Lifting Accessories � Trolley assembly � Nylon/ Teflon pipe rollers � Hand tools & fixtures as required
8. MANPOWER
� Piping superintendent � Piping supervisor � Rigger Foreman � Piping foreman � Riggers � Pipe fitters � Permit receiver � Fire watcher � Scaffolders � Crane operators � Welders � Mechanic technicians

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 8 of 12
� Man lift operators � Safety Supervisors
9. GENERAL PREPARATORY WORKS
� Pipe rack sections (640 ,565 ,500 ,440 ,305 ,350 ,400 ,235 ,200 ,220 ,150 ,700 ,750 ,775 ,825 ,850 ,905) should first be turned-over for pipe installation. Secure work transfer sheet from structural group.
� Scaffolding and access are ready for use. Major pipe rack will be provided with mat type scaffolds at elevations where most work will be done. Others will be provided with scaffold individually at work locations.
� Walkway outside the pipe rack shall be provided along with scaffolds. � Manpower, equipment, tools and other logistics are ready and prepared for
installation. � Lifeline to be provided for full length of working platform. � The delivered spools, random length and other materials for erection shall be
verified and checked as follow � Verify piping spools are as per required ISO drawing and check for any damages. � All spools shall be painted prior to erection. � All spools shall be internally cleaned prior to erection.
10. WORK EXECUTION PROCEDURE
10.1 PIPING INSTALLATION USING NYLON ROLLERS ON PIPE RACKS
� Pipe will be loaded using cranes into the extended scaffoldings at designated/ end of pipe rack.(Attached typical lift plan for PipeRack-640)
� Loading of spools on scaffolds is not allowed. � Install extended scaffolding at designated loading area at first level. Once the
erection of pipes at this level was completed, additional extended scaffold will be installed for the next elevation. Additional hanging scaffold with access walkway will be installed for fit-up and full welding of pipe joints and supports not accessible by the hanging mat scaffold.
� Install, align and fix the roller assemblies at rack beams. Nylon rollers will be employed primarily to move random lengths along the racks.
� Install required pulleys to complete with Chain block. The pulley and cable will be used to pull the pipes from loading end, along the rollers and to its final position

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 9 of 12
� Cranes will pick-up the pipes either directly from trailers or from temporary lay down nearby the pipe rack.
� Pipes will be lifted by cranes using correct nylon slings and will be rigged to position at rollers in working platform.
� Once the pipe is initially positioned at rollers (on two spans), hook the pipe to a Chain block. Pipe should be tied in such a way so as not to damage bevel at pipe end.
� When the pipe is being pulled, a watcher will check the travel of pipe such that it will safely and correctly ride the succeeding rollers. A signaling system for safe execution and control of pulling will be employed.
� Once the length of pipes reaches its destination, it will be removed from rollers using chain blocks.
� Pipe spools such as expansion loops, branch take offs and others will be placed directly in position using cranes or chain blocks where required. Fit up and welding of spooled pieces will be done in place utilizing the mat type scaffold or localized scaffold.
� For pipeline without attachments, a double ended welding execution will be adopted i.e. the first two random length rigged to positioned will be fitted up and full welded together. The succeeding lengths will be installed in the same manner. The double ended lengths are then welded together until the entire run is completed.
� Random Pipes will also be placed from selected intermediate columns also and will be pulled to their places and Aligned.
� During the installation process, if the gap between Grids is less, for erection feasibility chain block pulley will be used for the balancing of the spool in one end and the other end belt will used.
� At interconnecting pipe racks the same roller system will be utilized where new steel works is installed and when there are no obstructions.
� Other areas will utilize cranes or manual rigging method (sticking-out method) to directly install the spools and straight lengths into positions.
� Prior to full welding works, check the fitted up spool/ pipe joint for the following: � The surface is clean and free from paint, oil, dirt, scale, oxides and other foreign
materials. � The bevel angle, weld joint, root opening and alignment as per Isometric drawing
approved WPS. � Flange face is free from damage and scratches. � Weld seam is staggered so that longitudinal joint and also joints shall not touch the
bearing surfaces (structural steel) � Re-in forcing pad is provided with 6mm vent hole as per specification.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 10 of 12
� Socket welding gap is in accordance with specification. � Welding consumables should be in accordance with approved WPS. � All fit-ups shall be inspected by contractor or sub-contractor Piping inspector. � Submit request for inspection (RFI) of the fitted spool/ piping. � When fit-up is accepted, proceed full welding. � Welding process shall be as per approved WPS. Only qualified welders can do
welding works. Documents such as welding procedures and specification (WPS) and welders performance qualification record (WPQR) should be made available at site.
� All welding electrodes shall be backed and in site shall be stored in portable oven and shall have continuous power supply.
� During welding process, in-process inspection will be done by welding inspector and will be verifying the following items
� Welding consumables are in accordance with the approved WPS. � Required pre-heat/ inter-pass temperature requirements are done as per approved
WPS. � Purging requirement, as applicable, is being maintained as per approved WPS.
10.2 AFTER WELDING WAS COMPLETED, VISUAL INSPECTION WILL BE DONE CHECKING THE FOLLOWING ITEMS, AS APPLICABLE
� Inside surface of orifice flanges welded joints is ground or machined smooth. � Threaded joints must be checked for fit and roundness as per spec. no. � Weld surface reinforcement in accordance with ASME B31.3 table 341.3.2 � Dimensions of fillet weld in-accordance with ASME B31.3 fig.328.5.2B and
328.5.4D � Root pass in accordance approved WPS. � Arc strikes in areas not covered by the finished weld and grounds. � Temporary materials used are already removed as per spec. � Cleanliness of pipe shall be maintained as per spec. no. The weld spatter, slag,
flux and other foreign materials are removed. � Welders ID, Weld no., and line no & WPS. Shall be marked with permanent marker
on the pipe next to the weld. � Completed weld shall be subjected to require NDE as per line Class. � PMI as required shall be conducted. And marking shall be done as per PMI
procedure PWHT.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 11 of 12
� Hardness test as required on some joints shall also be conducted as required by line class. As per approved weld repair procedure.
� Rejected weld will be repaired and will under-go visual inspection as per above mentioned and required NDE as per above
� For threaded line installation, refer specification, method statement of Deluge piping system specification no only gasket installation and inspection.
� Bolt Tightening shall be done by trained persons, in sequence to produce even compression and uniform bolt loads Torque wrench used shall be calibrated valves shall be set daily When using stud tensioner, the manufacturer’s procedure must be followed. The bolt used shall be checked for conformance with the ISO drawing.
� For pipelines with shoes, saddle, others, this attachment will be Tac weld to the pipe after being rigged to position. Shoes and saddle shall be positioned such that it will align and rest properly at beams or supports. Prior to full welding the alignment, support location and orientation must be checked and verified with latest approved drawings. The supports used should be in accordance with the latest approved IFC drawings.
� Pipe Supports to be Over Head welded by only trained welders and cleaning will by means mechanical cleaning.
� For supports directly weld to Alloy pipes, PMI (If Required) shall also be conducted � Pipe stoppers and guides shall be full welded and painted. � Prior to closure of piping section, full compliance with internal cleanliness
inspection and documentation shall be ensured in. � Piping installation at pipe rack areas
640,565,500,700,445,305,440,235,350,400,200,150,905,850,etc., will be done as applicable.
10.3 SAFETY PRECAUTIONS
� Obtain the approval of the work permit from the concerned PERMIT department before starting any work.
� Fire watcher with fire extinguisher shall be at work area whenever there is hot work.
� All electrical tools shall be checked and color-coded. � Continuous monitoring and inspection shall be implemented to detect and correct
unsafe practices while performing the work activities. � Provide warning signs and sufficient barricade on working area and only assigned
personnel will be allowed in the area.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 12 of 12
� Welding location shall be enclosed with wind barrier and provided with non-asbestos fire blanket to prevent spread of any welding sparks.
� Safety officer shall monitor the work activities to help and to protect all assigned workers against exposure to safety hazards. He shall ensure that personnel protection equipment (PPE’S) are supplied and used and comply with L & T/SADARA applicable general instruction and standards.
� Safety harness with double lanyards shall be used all the time when working at elevated temporary platforms.
� Man-lift users shall be trained and certified to operate.
11. ATTACHMENTS
� JSA for AG Piping Installation works � Lifting plan of AG Piping

460 470
The Following Drawings Specification Schedule
Data Sheets Calculation Material Requisition
Are Transmitted TBE Vendor Document MOM
Acceptance/Approval Review Information
This is Record Quatation Construction
Original Revision Final
Size No. of Copies
Receipt Not RequiredReceipt Required (Please Acknowlegde the Receipt of the Duplicate and Return)The Above Documents Received By:
Signature: Name:
John HufnagelJulian Archer
Drawings / File Name Description
To Majid Al Majid
Rev. No.
cc Mark Williams
455
L&T-Sadara-T-882/13
29-May-13 Date Reply Needed 30-May-13
Date:
Alshobber Khalid
1 Method Statement of Piping Installation Works on Pipe Racks
Transmittal
Subject
C.T KuriakoseD.K UpadhayM.K Sankar
Sadara Unit (s)
L&T Transmittal
Issue Date
From
cc
Company
Method Statement of Piping Installation Works on Pipe Racks (Revision 1)
P.Sankaranarayanan
Sadara
*** Nothing Follows ***
SA-RTIP-PEAAA-LTAT-50-5001 A4 1
X
X X
X X
X


SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 1 of 12
PROJECT: SADARA POLYETHYELENE LSPB -1
CONTRACT NO: 10001 / 6600028371
CLIENT: SADARA
CONTRACTOR: LARSEN & TOUBRO ATCO SAUDI
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
(SA-RTIP-PEAAA-LTAT-50-5001)
1 28-May-13 Issued for Review and Approval KRK DKU CTK/PSN
0 21-Apr-13 Issued for Review & Comments KRK DKU CTK/PSN
Rev Date Description Prepared Reviewed Approved Approved
L&T L&T L&T SADARA

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 2 of 12
REVISION RECORD SHEET
Rev. No. Date Reason for
the revision Revision details/ Locations
0 21-Apr-13 Issued for
Review and Approval
Superseded
1 28-May-13 Issued for
Review and Approval All Sections has been modified

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 3 of 12
CONTENTS
1. PURPOSE……………………………………………………………………............................... 4
2. SCOPE……………………………………………………………………………………………… 4
3. REFERENCES………………………………………………………………............................... 4
4. RESPONSIBILITIES………………………………………………………………………………. 4
5. DEFINITIONS………………………………………………………………................................. 6
6. HSE REQUIREMENT……………………………………………………………………………....6
7. EQUIPMENT AND TOOLS……………………………………………………………………….. 7
8. MANPOWER……………………………………………………………………………………...... 7
9. GENERAL PREPARATORY WORKS…………………………………………………………… 8
10. WORK EXECUTION PROCEDURE………………………………………............................... 8
11. ATTACHMENTS…………………………………………………………………………………...12

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 4 of 12
1. PURPOSE
This method statement will serve as a guide line to carry out and complete the pipe installation works at pipe racks for Polyethylene SADARA Project.
2. SCOPE
This procedure will cover random pipes and pipe spools installation at pipe rack 640,565,500,440,305,350,400,235,200,220,150,700,750,775,825,850,905 for SADARA POLYETHYLENE LSPB PROJECT and to ensure that the entire recommendations are read and understood well prior to Start of erection works at site.
3. REFERENCES
� SADARA HSE Standard – A554-K-PRG-QM-GEN-PLN-004 � L&T ATCO HSE Standard – SA-RTIP-PEAAA-LTAT-50-9001 � Construction work detail procedure (Extra Length Management)- SA-RTIP-PEAAA-
LTAT-50-3047 � Construction work detail procedure (Welding Brazing) - SA-RTIP-PEAAA-LTAT-50-
3004 � Construction work detail procedure (spools cleaning) - SA-RTIP-PEAAA-LTAT-50-
0057 � Fabrication and Erection of On shore � ITP for AG Piping - SA-RTIP-PEAAA-LTAT-31-5001 � ASME B31.3 - Process piping � Shop Drawings & Erection Drawings � General welding requirements – RT85-6500-01
4. RESPONSIBILITIES
4.1 CONSTRUCTION MANAGER
� Schedule the project in logical steps and time required to meet deadlines. � Determine labor requirements and dispatch workers to construction sites � Inspect and review projects to monitor compliance with building and safety norms
and other regulations � Interpret and explain plans to staff and clients representing the L&T and SADARA

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 5 of 12
� Co-ordinate with all internal department and obtain necessary permit and licenses for smooth installation of structural activities
4.2 ENGINEERING DEPARTMENT
� Provide Technical Support to construction site execution section by providing drawings, procedures, material specifications, standard and technical specifications.
4.3 THE PIPING ENGINEER
� Piping Engineer is required to ensure that all the pipe installation works are carried out as per project specifications, approved drawings & HSE requirements.
� Conduct daily tool box talks, before the commencement of the scheduled work explain the hazards associated with the work and the mitigation measures.
� Strictly follow the project schedule and release of work front to other disciplines like E & I
� Responsible for taking and closure of required work permits from HSE.
4.4 QA/QC MANAGER
� Assist and coordinate with the construction manager and all personnel assigned to the project in establishing an overall Project Quality Management Plan based on approved standards.
� Responsible for ensuring that Project Quality Management policy, plans and procedures are implemented effectively and are suitable for the purposes and use for which they are intended.
� Coordinate and communicate with Client on Project Quality implementation � Coordination with QC-Inspectors(Piping and Welding)
4.5 THE PIPING QC INSPECTOR
� QC Inspector will ensure that all the line clearance activities that are required to be inspected have been inspected and approved as per the project requirements and QP.
� Accompany the company representative while carrying out inspections and release of hold points.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 6 of 12
� Qc Inspector will ensure that all fit-up’s inspection done and are according to Isometric and all supports are installed.
4.6 QC WELDING INSPECTOR
� Ensures Daily weld visual inspections are done, and monitor welder’s performance. � Ensures NDT offer are done as per specification requirements. � Ensures test packages NDT are cleared.
4.7 THE HSE SUPERVISOR
� HSE Supervisor will orient all erection people and provide sticker for competent people for identification & authorize to work at height.
� HSE Supervisor will ensure that the steel structural erection work is covered with valid elevated work permits including cold and hot work permit wherever applicable, and all permit & safety requirements are strictly followed.
� HSE Supervisor will ensure that daily tool box talks are carried out before the commencement of work, at all work locations, as per HSE Plan.
� HSE Supervisor will ensure that work locations are safe to work in & with appropriate safety signs and Barriers.
� Any unsafe act or conditions will be immediately stopped and reported to the HSE Manager and Construction Supervisor
� HSE Supervisor will Review and the implementation of Job Safety Analysis (JSA) and Method Statement.
5. DEFINITIONS
� Project - Sadara Polyethylene LSPB -1 � Company - Sadara Chemical Company � Contractor – L & T ATCO � Construction Supervisor - Contractor’s Supervisor � QC Inspector - Contractor’s Quality Control Inspector (Piping) � HSE - Health, Safety & Environment
6. HSE REQUIREMENT
� Safety goggles � Safety face shields

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 7 of 12
� Safety shoes � Dust masks � Safety helmet � Full body harness � Hand Gloves (Leather) � Reflecting Jacket � Ear Plugs
Client’s safety instruction & Project Safety regulations shall be strictly followed.
7. EQUIPMENT AND TOOLS
� Mobile/ Crawler cranes � Welding Machines � Pulley � Pulling cable � Chain block 2T,3T, 5T. � Man lift � Lifting Accessories � Trolley assembly � Nylon/ Teflon pipe rollers � Hand tools & fixtures as required
8. MANPOWER
� Piping superintendent � Piping supervisor � Rigger Foreman � Piping foreman � Riggers � Pipe fitters � Permit receiver � Fire watcher � Scaffolders � Crane operators � Welders � Mechanic technicians

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 8 of 12
� Man lift operators � Safety Supervisors
9. GENERAL PREPARATORY WORKS
� Pipe rack sections (640 ,565 ,500 ,440 ,305 ,350 ,400 ,235 ,200 ,220 ,150 ,700 ,750 ,775 ,825 ,850 ,905) should first be turned-over for pipe installation. Secure work transfer sheet from structural group.
� Scaffolding and access are ready for use. Major pipe rack will be provided with mat type scaffolds at elevations where most work will be done. Others will be provided with scaffold individually at work locations.
� Walkway outside the pipe rack shall be provided along with scaffolds. � Manpower, equipment, tools and other logistics are ready and prepared for
installation. � Lifeline to be provided for full length of working platform. � The delivered spools, random length and other materials for erection shall be
verified and checked as follow � Verify piping spools are as per required ISO drawing and check for any damages. � All spools shall be painted prior to erection. � All spools shall be internally cleaned prior to erection.
10. WORK EXECUTION PROCEDURE
10.1 PIPING INSTALLATION USING NYLON ROLLERS ON PIPE RACKS
� Pipe will be loaded using cranes into the extended scaffoldings at designated/ end of pipe rack.(Attached typical lift plan for PipeRack-640)
� Loading of spools on scaffolds is not allowed. � Install extended scaffolding at designated loading area at first level. Once the
erection of pipes at this level was completed, additional extended scaffold will be installed for the next elevation. Additional hanging scaffold with access walkway will be installed for fit-up and full welding of pipe joints and supports not accessible by the hanging mat scaffold.
� Install, align and fix the roller assemblies at rack beams. Nylon rollers will be employed primarily to move random lengths along the racks.
� Install required pulleys to complete with Chain block. The pulley and cable will be used to pull the pipes from loading end, along the rollers and to its final position

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 9 of 12
� Cranes will pick-up the pipes either directly from trailers or from temporary lay down nearby the pipe rack.
� Pipes will be lifted by cranes using correct nylon slings and will be rigged to position at rollers in working platform.
� Once the pipe is initially positioned at rollers (on two spans), hook the pipe to a Chain block. Pipe should be tied in such a way so as not to damage bevel at pipe end.
� When the pipe is being pulled, a watcher will check the travel of pipe such that it will safely and correctly ride the succeeding rollers. A signaling system for safe execution and control of pulling will be employed.
� Once the length of pipes reaches its destination, it will be removed from rollers using chain blocks.
� Pipe spools such as expansion loops, branch take offs and others will be placed directly in position using cranes or chain blocks where required. Fit up and welding of spooled pieces will be done in place utilizing the mat type scaffold or localized scaffold.
� For pipeline without attachments, a double ended welding execution will be adopted i.e. the first two random length rigged to positioned will be fitted up and full welded together. The succeeding lengths will be installed in the same manner. The double ended lengths are then welded together until the entire run is completed.
� Random Pipes will also be placed from selected intermediate columns also and will be pulled to their places and Aligned.
� During the installation process, if the gap between Grids is less, for erection feasibility chain block pulley will be used for the balancing of the spool in one end and the other end belt will used.
� At interconnecting pipe racks the same roller system will be utilized where new steel works is installed and when there are no obstructions.
� Other areas will utilize cranes or manual rigging method (sticking-out method) to directly install the spools and straight lengths into positions.
� Prior to full welding works, check the fitted up spool/ pipe joint for the following: � The surface is clean and free from paint, oil, dirt, scale, oxides and other foreign
materials. � The bevel angle, weld joint, root opening and alignment as per Isometric drawing
approved WPS. � Flange face is free from damage and scratches. � Weld seam is staggered so that longitudinal joint and also joints shall not touch the
bearing surfaces (structural steel) � Re-in forcing pad is provided with 6mm vent hole as per specification.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 10 of 12
� Socket welding gap is in accordance with specification. � Welding consumables should be in accordance with approved WPS. � All fit-ups shall be inspected by contractor or sub-contractor Piping inspector. � Submit request for inspection (RFI) of the fitted spool/ piping. � When fit-up is accepted, proceed full welding. � Welding process shall be as per approved WPS. Only qualified welders can do
welding works. Documents such as welding procedures and specification (WPS) and welders performance qualification record (WPQR) should be made available at site.
� All welding electrodes shall be backed and in site shall be stored in portable oven and shall have continuous power supply.
� During welding process, in-process inspection will be done by welding inspector and will be verifying the following items
� Welding consumables are in accordance with the approved WPS. � Required pre-heat/ inter-pass temperature requirements are done as per approved
WPS. � Purging requirement, as applicable, is being maintained as per approved WPS.
10.2 AFTER WELDING WAS COMPLETED, VISUAL INSPECTION WILL BE DONE CHECKING THE FOLLOWING ITEMS, AS APPLICABLE
� Inside surface of orifice flanges welded joints is ground or machined smooth. � Threaded joints must be checked for fit and roundness as per spec. no. � Weld surface reinforcement in accordance with ASME B31.3 table 341.3.2 � Dimensions of fillet weld in-accordance with ASME B31.3 fig.328.5.2B and
328.5.4D � Root pass in accordance approved WPS. � Arc strikes in areas not covered by the finished weld and grounds. � Temporary materials used are already removed as per spec. � Cleanliness of pipe shall be maintained as per spec. no. The weld spatter, slag,
flux and other foreign materials are removed. � Welders ID, Weld no., and line no & WPS. Shall be marked with permanent marker
on the pipe next to the weld. � Completed weld shall be subjected to require NDE as per line Class. � PMI as required shall be conducted. And marking shall be done as per PMI
procedure PWHT.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 11 of 12
� Hardness test as required on some joints shall also be conducted as required by line class. As per approved weld repair procedure.
� Rejected weld will be repaired and will under-go visual inspection as per above mentioned and required NDE as per above
� For threaded line installation, refer specification, method statement of Deluge piping system specification no only gasket installation and inspection.
� Bolt Tightening shall be done by trained persons, in sequence to produce even compression and uniform bolt loads Torque wrench used shall be calibrated valves shall be set daily When using stud tensioner, the manufacturer’s procedure must be followed. The bolt used shall be checked for conformance with the ISO drawing.
� For pipelines with shoes, saddle, others, this attachment will be Tac weld to the pipe after being rigged to position. Shoes and saddle shall be positioned such that it will align and rest properly at beams or supports. Prior to full welding the alignment, support location and orientation must be checked and verified with latest approved drawings. The supports used should be in accordance with the latest approved IFC drawings.
� Pipe Supports to be Over Head welded by only trained welders and cleaning will by means mechanical cleaning.
� For supports directly weld to Alloy pipes, PMI (If Required) shall also be conducted � Pipe stoppers and guides shall be full welded and painted. � Prior to closure of piping section, full compliance with internal cleanliness
inspection and documentation shall be ensured in. � Piping installation at pipe rack areas
640,565,500,700,445,305,440,235,350,400,200,150,905,850,etc., will be done as applicable.
10.3 SAFETY PRECAUTIONS
� Obtain the approval of the work permit from the concerned PERMIT department before starting any work.
� Fire watcher with fire extinguisher shall be at work area whenever there is hot work.
� All electrical tools shall be checked and color-coded. � Continuous monitoring and inspection shall be implemented to detect and correct
unsafe practices while performing the work activities. � Provide warning signs and sufficient barricade on working area and only assigned
personnel will be allowed in the area.

SADARA Polyethylene LSPB-1 Project
METHOD STATEMENT FOR PIPING INSTALLATION WORKS ON PIPE RACKS
Date Doc. No Rev. No Page
28-May-13 SA-RTIP-PEAAA-LTAT-50-5001 1 Page 12 of 12
� Welding location shall be enclosed with wind barrier and provided with non-asbestos fire blanket to prevent spread of any welding sparks.
� Safety officer shall monitor the work activities to help and to protect all assigned workers against exposure to safety hazards. He shall ensure that personnel protection equipment (PPE’S) are supplied and used and comply with L & T/SADARA applicable general instruction and standards.
� Safety harness with double lanyards shall be used all the time when working at elevated temporary platforms.
� Man-lift users shall be trained and certified to operate.
11. ATTACHMENTS
� JSA for AG Piping Installation works � Lifting plan of AG Piping

LA
RSE
N A
ND
TO
UB
RO
ATC
O
JOB
SA
FETY
AN
ALY
SIS
(JSA
)
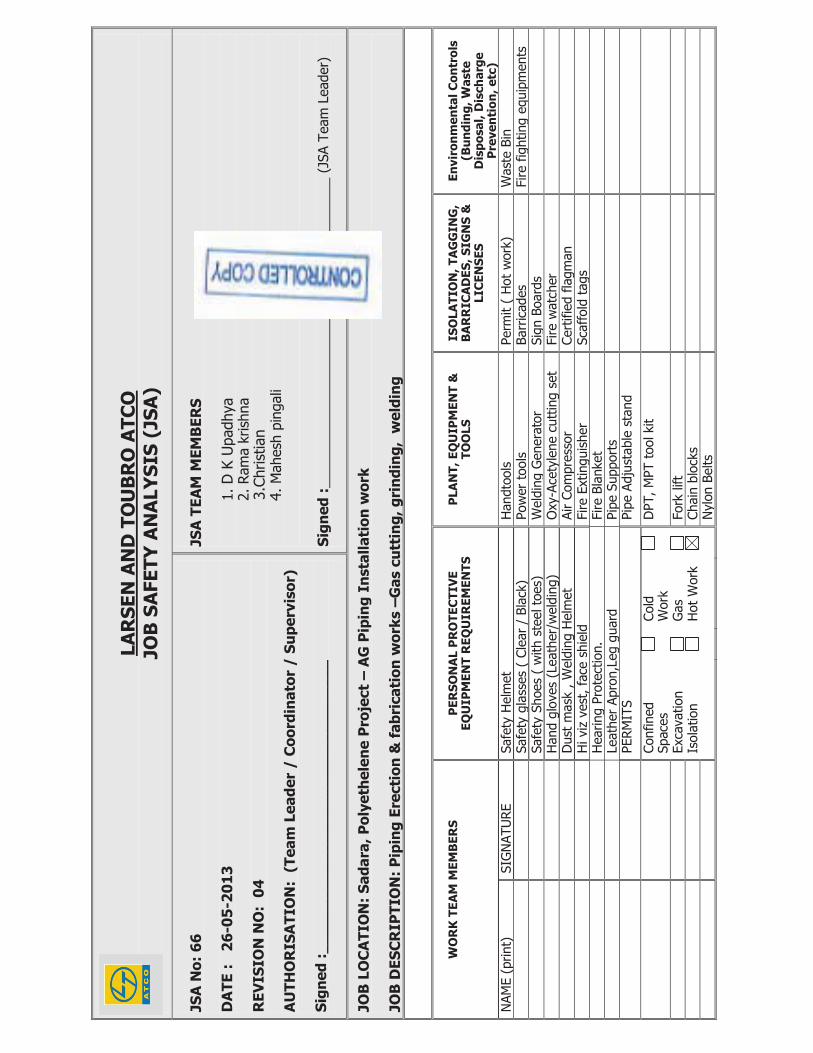
JSA
No:
66
DA
TE :
26
-05-
2013
R
EVIS
ION
NO
: 0
4 A
UTH
OR
ISA
TIO
N:
(Te
am L
eade
r /
Coo
rdin
ator
/ S
uper
viso
r)
Sign
ed :
____
____
____
____
____
____
____
____
JSA
TEA
M M
EMB
ERS
1. D
K U
padh
ya
2.
Ram
a kr
ishn
a
3.
Chris
tian
4. M
ahes
h pi
ngal
i
Sign
ed :
(
JSA
Team
Lea
der)
JOB
LO
CA
TIO
N:
Sada
ra, P
olye
thel
ene
Pro
ject
– A
G P
ipin
g In
stal
lati
on w
ork
JOB
DES
CR
IPTI
ON
: P
ipin
g Er
ecti
on &
fab
rica
tion
wor
ks –
Gas
cut
ting
, gri
ndin
g, w
eldi
ng
W
OR
K T
EAM
MEM
BER
S
P
ERSO
NA
L P
RO
TEC
TIV
E EQ
UIP
MEN
T R
EQU
IREM
ENTS
P
LAN
T, E
QU
IPM
ENT
&
TOO
LS
IS
OLA
TIO
N, T
AG
GIN
G,
BA
RR
ICA
DES
, SIG
NS
&
LIC
ENSE
S
En
viro
nm
enta
l Con
trol
s (B
un
din
g, W
aste
D
ispo
sal,
Dis
char
ge
Pre
ven
tion
, etc
) N
AME
(prin
t)
SIG
NAT
URE
Sa
fety
Hel
met
H
andt
ools
Pe
rmit
( H
ot w
ork)
W
aste
Bin
Sa
fety
gla
sses
( C
lear
/ B
lack
) Po
wer
too
ls
Barr
icad
es
Fire
figh
ting
equi
pmen
ts
Safe
ty S
hoes
( w
ith s
teel
toe
s)
Wel
ding
Gen
erat
or
Sign
Boa
rds
H
and
glov
es (
Leat
her/
wel
ding
) O
xy-A
cety
lene
cut
ting
set
Fire
wat
cher
Dus
t m
ask
, Wel
ding
Hel
met
Ai
r Co
mpr
esso
r Ce
rtifi
ed f
lagm
an
H
i viz
ves
t, f
ace
shie
ld
Fire
Ext
ingu
ishe
r Sc
affo
ld t
ags
H
earin
g Pr
otec
tion.
Fi
re B
lank
et
Leat
her
Apro
n,Le
g gu
ard
Pipe
Sup
port
s
PE
RMIT
S Pi
pe A
djus
tabl
e st
and
Conf
ined
Sp
aces
Cold
W
ork
D
PT, M
PT t
ool k
it
Exca
vatio
n
Gas
Fork
lift
Is
olat
ion
H
ot W
ork
Ch
ain
bloc
ks
Nyl
on B
elts

JOB
HAZ
ARD
AN
ALYS
IS (
JSA)
WO
RKSH
EET
SL
. No
JOB
STEP
H
AZAR
D
RISK
RE
QU
IRED
CO
NTR
OL
MEA
SURE
S 01
Pe
rmit
to w
ork
/ Pr
e -st
art
mee
ting
Inco
rrec
t I n
form
atio
n In
jury
/ D
amag
e a
s a
resu
lt of
in
corr
ect
info
rmat
ion
Obt
ain
corr
ect
hot
wor
k pe
rmit.
Dai
ly b
asis
Pre
sta
rt m
eetin
g an
d S
TART
car
d
02
Mob
iliza
tion
of
man
pow
er a
nd
equi
pmen
t.
Inco
mpe
tenc
y or
lack
of
tra
inin
g.
Equi
pmen
t co
llisi
on.
Pers
onal
Inj
ury
Prop
erty
dam
age
Enga
ge c
ompe
tent
man
pow
er.
HSE
Ind
uctio
n of
em
ploy
ees
to b
e co
mpl
eted
. Pe
rmit
to W
ork
to b
e ob
tain
ed for
the
spe
cific
job.
Ar
ea t
o be
cor
done
d of
f to
pre
vent
ent
ry o
f th
e un
auth
oriz
ed
pers
ons.
Ac
cess
to
emer
genc
y ve
hicl
e sh
all n
ot b
e bl
ocke
d.
Man
dato
ry P
PE (
Cove
rall,
Har
d ha
t, S
afet
y Sh
oes.
Saf
ety
spec
tacl
e G
love
s) t
o be
use
d.
Rout
e su
rvey
to
be d
one
befo
re t
rans
port
atio
n.
Trai
ned
flag
man
sha
ll be
ass
igne
d to
con
trol
the
T
raff
ic &
veh
icle
s w
ith f
luor
esce
nt ja
cket
. 03
Fo
rklif
t m
ovem
ent
with
Mat
eria
ls.
(Str
uctu
ral,
Pipe
s Sp
ools
& P
roje
ct
mat
eria
ls e
tc.)
Stru
ck b
y lo
ads.
Ro
llove
r of
pip
e fr
om
the
fork
. Fa
ll of
load
s.
Vehi
cula
r co
llisi
on
equi
pmen
t
Tum
ble
dow
n.
Pers
onne
l Inj
ury
/ A
sset
s D
amag
e Al
l mov
emen
ts t
o be
mad
e sl
owly
, sm
ooth
ly &
with
out
jerk
ing.
W
hile
tra
velli
ng w
ith t
he lo
ad, k
eep
the
mas
t til
ted
back
and
low
w
ith t
he fo
rks
15cm
to
20cm
abo
ve t
he g
roun
d.
Don
’t ra
ise
or lo
wer
the
load
whi
le m
ovin
g. (
This
effe
cts
stab
ility
of
mac
hine
) Tr
aine
d fo
rklif
t op
erat
or o
nly
to u
se fo
rklif
t.
Ensu
re F
lagm
an is
qua
lifie
d an
d at
tend
ed t
he t
rain
ing
for
Flag
man
. Fla
gman
ens
u res
tha
t un
auth
oriz
ed p
erso
nals
are
aw
ay fr
om t
he r
oute
. Fl
agm
an s
hall
be e
quip
ped
with
hig
h vi
sibi
lity
vest
, whi
stle
&
flags
(red
& g
reen
) To
pics
on
safe
lift
ing
and
fork
lift
mov
emen
t sh
all b
e di
scus
sed
regu
larly
dur
ing
daily
too
l box
tal
k G
roun
d so
il sh
all b
e le
velle
d co
mpa
cted
. Ens
ure
that
gro
und
soil
to b
e re
-leve
lled
com
pact
ed if
it w
as s
poile
d /d
istu
rbed
by
rain
. Li
ftin
g ap
plia
nce
mus
t no
t be
allo
wed
to
be o
pera
ted
in u
neve
n su
rfac
e W
here
/whe
n po
ssib
le s
ecur
e le
vel w
hen
mov
ing.
04
Grin
ding
job
by
usin
g of
Ang
le
grin
der
and
penc
il gr
inde
r w
ith 1
10V
Dis
c br
eaka
ge
Inha
latio
n H
azar
d(Fu
mes
& D
ust)
Fi
re H
azar
ds
Pers
onne
l inj
ury
Grin
ding
Dis
c sh
ould
hav
e hi
gher
RPM
rat
ing
than
the
grin
ding
m
achi
ne’s
RPM
. En
sure
the
dis
c is
tho
roug
hly
insp
ecte
d ag
ains
t an
y da
mag
es
prio
r to
inst
alla
tion.
En
sure
insp
ectio
n/co
lour
cod
e (F
it to
use
) M
ake
sure
tha
t th
e di
sc g
uard
is in
sou
nd c
ondi
tion
and
in p
lace
. En
sure
dis
c is
wel
l tig
hten
ed t
o gr
inde
r En
sure
onl
y tr
aine
d pe
rson
sha
ll op
erat
e th
e gr
indi
ng m
achi
ne.

Airb
orne
dus
t an
d bi
ts
of m
etal
par
ticle
s co
min
g fr
om t
he
stru
ctur
es
Pers
onal
inju
ry
Ensu
re t
he d
isc
is t
horo
ughl
y in
spec
ted
agai
nst
any
dam
ages
pr
ior
to in
stal
latio
n.
M
ake
sure
tha
t th
e di
sc g
uard
is in
sou
nd c
ondi
tion
and
in p
lace
. W
ear
Han
d an
d ey
e pr
otec
tion.
En
sure
han
dles
are
use
d as
grin
ders
.
Noi
se a
nd v
ibra
tion
Hig
h le
vel o
f no
ise
can
resu
lt in
te
mpo
rary
or
perm
anen
t he
arin
g da
mag
e.
Expo
sure
to
vibr
atio
n ca
n ca
use
wor
k re
late
d up
per
limb
diso
rder
s
Appr
opria
te h
earin
g pr
otec
tion
mus
t be
wor
n at
all
times
. Al
tern
ate
war
ning
sys
tem
to
be p
ut in
pla
ce.
Wea
r sa
fety
gog
gles
& e
ar p
lugs
Safe
ty g
uard
s to
be
fitte
d En
sure
sig
nage
is in
pla
ce.
Rota
ting
whe
el/
Dam
age
to w
heel
Clot
hing
, hai
r or
lim
bs c
an b
ecom
e en
tang
led
in e
quip
men
t re
sulti
ng in
in
jury
Insp
ect
the
grin
der
befo
re u
se.
Onl
y tr
aine
d an
d co
mpe
tent
per
sons
to
oper
ate
equi
pmen
t
Spar
ks a
nd f
lyin
g de
bris
Flyi
ng d
ebris
can
cau
se s
erio
us
dam
age
to e
yes.
Wea
r sa
fety
gog
gles
& f
ace
shie
ld.(
Dou
ble
eye
prot
ectio
n)
Prov
ide
Fire
Ext
ingu
ishe
r En
sure
tha
t th
ere
is n
o co
mbu
stib
le m
ater
ial i
n w
ork
area
. En
sure
fire
wat
cher
insp
ect
the
area
,30-
60 m
inut
es a
fter
wor
k is
fin
ishe
d.
Dis
inte
grat
ion
of
whe
els
or a
cces
sorie
s in
chu
ck o
f too
ls
Serio
us in
jury
to
pers
onne
l
Ensu
re p
rope
r w
heel
of co
rrec
t si
ze a
nd s
peed
. W
ear
prop
er P
PE, e
spec
ially
for
the
eyes
, N
ever
use
cut
ting
whe
els
for
grin
ding
, nev
er r
emov
e gu
ards
, dr
op w
heel
, etc
.
Elec
tric
sho
ck fr
om
dam
aged
too
l or
cabl
e
Dea
th o
r se
rious
inju
ry
Insp
ect
equi
pmen
t/ c
able
s be
fore
use
. O
nly
110V
equ
ipm
ent
is a
llow
ed f
or H
and
Tool
s D
o no
t us
e eq
uipm
ent
in w
et c
ondi
tion
No
conn
ectio
n/jo
int
cabl
e no
t al
low
ed.
Ensu
re o
ver
ride
switc
h is
rem
oved
.
05
Wel
ding
of
Pipe
s &
str
uctu
res
Fire
Burn
, Pro
pert
y D
amag
e
All p
erm
it re
quire
men
t sh
all b
e in
pla
ce b
efor
e st
art
the
hot
wor
k,
Area
HSE
sha
ll in
spec
t th
e w
ork
area
bef
ore
star
t an
y ho
t w
ork
activ
ity. R
emov
e fla
mm
able
mat
eria
ls.
Ensu
re p
rope
r su
perv
isio
n is
in p
lace
. En
sure
cor
rect
usa
ge o
f man
dato
ry P
PE's
(Fi
re R
etar
dant
Co
vera
ll/Ap
ron,
Har
d ha
t, S
afet
y Sh
oes,
Saf
ety
spec
tacl
e,
Glo
ves)
and
spe
cific
PPE
suc
h as
, w
elde
r’s le
athe
r gl
oves
,

Splin
ters
/sla
g
Burn
s in
jury
to
the
skin
wel
ding
hel
met
etc
: En
sure
pro
per
hous
e ke
epin
g al
l the
tim
e.
Ensu
re p
rope
r ea
rthl
ing
conn
ectio
ns.
Ensu
re t
hat
all c
able
s, e
lect
rode
hol
der,
ele
ctro
de o
vens
are
in
good
con
ditio
ns
Ensu
re a
dequ
ate
fire
fight
ing
equi
pmen
t an
d fir
e bl
anke
ts a
nd
fire
wat
ch a
re in
pla
ce.
Ensu
re t
he w
eldi
ng g
ener
ator
s ar
e eq
uipp
ed w
ith E
LCB
DB.
N
ever
pla
ce e
lect
rode
ove
n on
woo
den
surf
ace
whe
n in
use
. El
ectr
ode
stub
s sh
all b
e pr
oper
ly c
olle
cted
in c
onta
iner
s, t
ins.
Be
fore
sta
rtin
g th
e jo
b en
sure
tha
t al
l cab
les
& e
quip
men
t ar
e in
go
od c
ondi
tion
Ensu
re t
hat
all c
able
s ar
e ro
uted
pro
perly
and
pro
tect
ed f
rom
sh
arp
edge
Ca
ble
join
t is
not
allo
wed
. Tr
aine
d Fi
re w
atch
er s
hall
mon
itor
the
wor
k ac
tiviti
es a
nd
ensu
re t
hat
all t
he s
afet
y de
vice
s ha
s be
en in
spec
ted
and
in
wor
king
con
ditio
n 30
-60
min
utes
aft
er w
ork.
Re
mov
e al
l the
fla
mm
able
mat
eria
ls w
ithin
the
50
feet
of ho
t w
ork
activ
ities
. En
sure
tha
t th
ere
is n
o co
mbu
stib
le in
wor
k ar
ea w
ithin
50
feet
pe
rimet
er, P
rovi
de f
ire e
xtin
guis
her.
W
elde
rs w
ear
clea
r sa
fety
gla
sses
und
er fo
ods.
In
spec
t w
ork
plac
e fo
r an
y fla
min
g ite
ms
at t
he e
nd o
f th
e sh
ift
Fire
pro
of a
pron
/ gl
oves
/ sc
reen
. Re
mov
e th
e RE
FLEC
TIVE
JAC
KET,
is f
lam
mab
le!
DPT
& M
PT T
estin
g on
w
eld.
Pe
rson
al in
jury
Ensu
re c
orre
ct u
sage
of m
anda
tory
PPE
's S
afet
y Sh
oes,
Saf
ety
spec
tacl
es, G
love
s, M
asks
etc
.
Fall
of jo
b pi
ece
(the
jo
b be
ing
wel
ded)
In
jury
to
the
pers
onne
l/ cr
ash
inju
ry
Prov
ide
prop
er c
lam
p an
d su
ppor
t.
Ensu
re w
eldi
ng e
quip
men
t in
spec
ted.
Elec
tric
al S
hock
.
Elec
tric
sho
ck/
serio
us in
jury
/ fa
tal
inci
dent
El
ectr
ic B
urns
/ S
hock
Prop
er m
aint
enan
ce
Ensu
re w
eldi
ng m
achi
ne is
bei
ng e
arth
ed.
Ensu
re t
hat
elec
trod
e ho
lder
is in
sula
ted
Ensu
re t
hat
ther
e ar
e no
exp
osed
wire
s.
GFC
I Re
quire
d.

Usi
ng U
- Fo
ams
for
S.S.
wel
ding
U
se d
oubl
e in
sula
ted
or p
rope
rly g
roun
ded
equi
pmen
t .E
nsur
e al
l ele
ctric
al t
ools
and
cab
les
are
chec
ked
and
tagg
ed.
Do
not
touc
h el
ectr
ical
ly h
ot p
arts
or
elec
trod
e w
ith b
are
skin
or
wet
clo
thin
g.
Insu
late
cre
w f
rom
wor
kpla
ce a
nd g
roun
d us
ing
dry
insu
latio
n.
Rubb
er m
at o
r dr
y w
ood
in c
ase
of w
et w
orki
ng a
rea.
U
se c
orre
ct v
olta
ge t
ools
and
circ
uit
brea
kers
. All
wel
ding
ho
lder
s, c
able
s an
d co
nnec
tions
mus
t be
che
cked
on
daily
bas
is.
Har
mfu
l fum
es
Poor
ven
tilat
ion
Resp
irato
ry il
lnes
s D
erm
atiti
s.
Use
ven
tilat
ion
or e
xhau
st t
o k e
ep a
ir-br
eath
ing
zone
cle
ar a
nd
com
fort
able
. Cr
ew w
hile
wor
king
mus
t pl
ace
them
in t
he w
ind
dire
ctio
n, s
o th
e fu
mes
and
gas
es a
re b
low
n aw
ay fr
om t
hem
. Ex
trac
tion
syst
ems
mus
t be
pro
vide
d to
rem
ove
smok
e/ f
umes
if
natu
ral v
entil
atio
n is
inad
equa
te.
Ultr
a vi
olet
rad
iatio
n.
Pers
onne
l Inj
ury
Use
cor
rect
filt
er le
ns a
nd a
lway
s us
e he
lmet
. Pr
ovid
e no
n -fla
mm
able
shi
eldi
ng (
Fire
bla
nket
or
G.I
she
et)
to
prot
ect
othe
rs.
Trip
ping
Haz
ards
Elec
tric
sho
ck/
serio
us in
jury
/ fa
tal
inci
dent
All c
able
s, h
oses
, and
oth
er p
orta
ble
equi
pmen
t sh
ould
be
plac
ed in
a s
afe
area
. All
cabl
es a
nd h
oses
mus
t be
abo
ve h
ead
heig
ht.
Cann
ot I
mpo
se a
ny t
rip o
r en
tang
lem
ent
Haz
ards
.
Fire
haz
ard
Burn
and
per
sona
l inj
ury
The
foam
sha
ll be
sto
red
in a
des
igna
ted
area
, aw
ay f
rom
hot
w
ork.
M
ake
sure
tha
t th
e he
at fr
om w
eldi
ng w
ill n
ot r
each
up
to t
he
foam
in u
se.

0 6
Gas
Cut
ting
Back
Fire
, Fla
sh B
ack
Hig
h Te
mpe
ratu
re
Flyi
ng m
etal
s, s
park
s G
as L
eaka
ge
Maj
or f
ire, E
xplo
sion
B
urn
Inju
ries
to t
he e
ye
Suff
ocat
ion,
Fire
. M
etal
fum
e fe
ver,
diz
zine
ss, n
ause
a
Use
fla
sh b
ack
arre
stor
s an
d re
gula
tor
and
ensu
re it
is r
egul
arly
m
aint
aine
d. F
abric
ator
s sh
all c
heck
the
cut
ting
set
befo
re u
se.
Onl
y us
e fli
nt s
tone
s to
sta
rt f
lam
e U
se w
eldi
ng g
love
s (R
ed c
olou
r) a
nd A
pron
U
se s
afet
y gl
asse
s, f
ace
shie
ld m
ust
also
be
used
whi
le u
sing
po
rtab
le t
ools
. Ch
eck
regu
lato
r, h
ose,
hos
e co
nnec
tion
and
join
ts in
spec
tion
and
colo
ur c
oded
. St
ore
cylin
ders
sec
urel
y in
ope
n ai
r an
d in
upr
ight
Posi
tion,
shi
elde
d fr
om d
irect
sun
light
or
othe
r he
at s
ourc
e.
Posi
tion
the
body
with
the
win
d di
rect
ion
or in
suc
h a
man
ner
that
har
mfu
l gas
es a
re b
low
n aw
ay fr
om t
he b
ody.
Ar
ea m
ust
be w
ell v
entil
ated
. Kee
p ex
posu
re a
s lo
w a
s po
ssib
le.
Use
res
pira
tors
Tr
aine
d fir
e w
atch
man
sha
ll be
ass
igne
d to
con
trol
the
hot
w
ork
activ
ity
Flam
mab
le m
ater
ials
sha
ll be
rem
oved
with
in 5
0ft
vici
nity
Le
ak t
est
shou
ld b
e co
nduc
ted
with
hos
e co
nnec
tions
. Ac
etyl
ene
pres
sure
sho
uld
not
go m
ore
than
15
Psi.
All g
auge
s sh
all b
e pr
oper
ly c
alib
rate
d w
ith v
alid
dat
e.
Use
onl
y cr
impe
d ho
se c
onne
ctio
ns,(
jubi
lee
clam
ps s
hall
not
be
use)
D
o no
t la
ying
the
hos
es in
cut
ting
of f
lam
mab
le a
rea.
07
H
andl
ing
of
Com
pres
sed
Gas
Cy
linde
rs
Fire
P
erso
nal I
njur
y /
Prop
erty
dam
age
Mai
ntai
n th
e sa
fe d
ista
nce
from
the
hot
wor
k lo
catio
n fo
r th
e co
mpr
esse
d ga
s cy
linde
rs.
If it
is c
lose
to
the
hot
wor
k, c
ylin
ders
sha
ll be
pro
tect
ed w
ith
wet
fire
bla
nket
s.
Com
pres
sed
gas
cylin
ders
sha
ll be
pro
tect
ed
Prov
ide
cylin
der
caps
on
all c
ylin
ders
not
in u
se.
Prop
erly
sec
ure
cylin
ders
in a
n up
right
pos
ition
D
urin
g m
ovem
ent.
D
o no
t st
rike
cylin
ders
tog
ethe
r.
Use
cyl
inde
r tr
olle
ys t
o tr
ansp
ort
cylin
ders
. 08
W
orki
ng a
roun
d w
ith e
lect
ricity
as
soci
ated
by
an
elec
tric
al p
ower
dr
iven
too
ls
Pote
ntia
l for
ele
ctric
sh
ock
May
cau
se in
jury
, bur
ns o
r ev
en
deat
h
All e
lect
rical
equ
ipm
ent
shal
l hav
e gr
ound
faul
t ci
rcui
t in
terr
upte
rs a
nd a
ssur
ed e
quip
men
t gr
ound
ing
Mus
t en
sure
tha
t th
e el
ectr
ical
too
ls a
re in
spec
ted
for
wor
thin
ess
of u
se a
t si
te p
rior
to p
roce
ed o
f w
ork
activ
ities
U
se o
nly
non
– co
nduc
tive
ladd
ers
Co
nduc
tive
item
s of
jew
elle
ry o
r cl
othi
ng s
hall
not
be w
orn
durin
g th
e w
ork
activ
ity.

09
Conn
ectin
g of
ca
bles
usi
ng
term
inal
lugs
or
conn
ecto
rs
Use
of
crim
ping
too
ls
may
cau
se in
jury
Pers
onne
l Inj
ury
Ensu
re p
rope
r us
e of
han
d to
ols
an a
dvic
e w
earin
g of
han
d gl
oves
at
all t
imes
. U
se a
ppro
ved
cabl
es.
No
splic
ing.
Con
nect
ors
only
we
can
use.
10
Air
Com
pres
sor
oper
atio
n (C
lean
ing
purp
ose)
Dus
t in
hala
tion
Eye
Irrit
atio
n H
ose
conn
ectio
n D
e -to
uchi
ng.
Hor
se P
layi
ng
Pers
onne
l Inj
ury
P ers
onne
l Inj
ury
Pers
onal
Inj
ury
/ Pr
oper
ty
dam
age/
Inju
ry t
o ot
hers
Pe
rson
al I
njur
y /
Prop
erty
da
mag
e/In
jury
to
othe
rs
Use
the
pro
per
resp
irato
ry p
rote
ctio
n.(N
-95
3M d
ust
mas
k)
Use
the
pro
per
PPE
with
dou
ble
eye
prot
ectio
n.(G
oggl
es &
face
sh
ield
) U
se t
he s
tand
ard
conn
ecto
r.
Fixe
d w
ire r
ope
conn
ecto
r w
ith e
ye b
oth
side
. M
ake
sure
tha
t ho
se is
in g
ood
cond
ition
. W
orki
ng a
rea
mus
t be
isol
ated
and
mak
e su
re n
o ot
her
job
in
that
isol
ated
are
a.
Enga
ged
expe
rienc
ed w
orke
r to
exe
cute
the
job.
M
ake
sure
the
re n
o ho
rse
play
ing
is h
appe
n.
Mak
e su
re t
he e
quip
men
t is
insp
ecte
d an
d co
lour
cod
ed.
11
Envi
ronm
ent
Ad
vers
e w
eath
er
cond
ition
H
eat
stre
ss
Cold
Sand
sto
rm
Hea
t cr
amps
, str
oke,
Exh
aust
ion
caus
ing
per
sonn
el in
jury
If v
isib
ility
bec
ame
poor
, wor
k w
ill b
e su
spen
ded
Dus
t m
ask
will
be
prov
ided
Pr
oper
res
t, H
eat
stre
ss in
dex
will
be
mon
itore
d an
d ac
t ac
cord
ingl
y D
rinki
ng w
ater
sta
tion.
Pr
oper
win
ter
PPE
12
Wor
king
in h
ot
envi
ronm
ent
Hea
t st
ress
H
eat
cram
ps
Hea
t st
roke
H
eat
exha
ustio
n Ca
usin
g pe
rson
nel’s
inju
ry
Ensu
re a
ll pe
rson
nel h
ave
corr
ect
PPE
such
as
hard
hat
, saf
ety
glas
ses,
cov
eral
l, sa
fety
sho
e, h
and
glov
es, &
ear
pro
tect
ion.
Re
st s
helte
r no
t to
be
mor
e th
an 5
0 fe
et a
way
from
the
wor
k.
Ensu
re p
lent
y of
drin
king
wat
er is
pro
vide
d.
Hea
t st
ress
aw
aren
ess
will
be
give
n to
all
wor
kers
prio
r to
sta
rt
tha
wor
k.
Regu
lar
mon
itorin
g of
hea
t in
dex.
13
Emer
genc
y re
spon
se
Fire
M
edic
al E
mer
genc
y
Prop
erty
dam
age
Fata
lity
Serio
us in
jurie
s
Mak
e su
re e
mer
genc
y co
ntac
t nu
mbe
rs a
re p
lace
d an
d Em
erge
ncy
Prot
ocol
to
be f
ollo
wed
En
sure
res
cue
equi
pmen
t are
ava
ilabl
e on
site
Ar
ea t
o be
bar
ricad
ed, n
o on
e w
ill b
e al
low
ed t
o en
ter
the
area
ER
P sh
ould
be
activ
ated
and
fol
low
ed.
In t
he e
vent
of
Emer
genc
y Ca
ll
Ambu
lanc
e -0
5943
3173
5 M
r. K
anna
n -
0505
6471
17
Mr.
D.K
. Upa
dhya
y-05
3530
0306

1
4 Fi
nish
ing,
ho
usek
eepi
ng
Mat
eria
ls le
ft o
n th
e gr
ound
unp
rote
cted
. Fu
mes
Air
bow
ls a
nd
part
icle
s
Slip
s tr
ips
and
falls
on
to u
npro
tect
ed
mat
eria
ls w
hich
may
cau
se p
erso
nal
inju
ry.
Ill h
ealth
Pe
rson
nel i
njur
y
Ens u
re t
hat
all w
aste
mat
eria
ls h
ave
been
rem
oved
from
the
w
ork
area
to
the
desi
gnat
ed w
aste
are
a.
Carr
ied
out
prop
er h
ouse
keep
ing
all t
he t
imes
Fi
re w
atch
er s
hall
mon
itor
the
wor
k ar
ea 1
5 m
inut
es a
fter
co
mpl
etio
n of
hot
wor
k an
d en
sure
wor
k lo
catio
n is
in s
afe
cond
ition
bef
ore
leav
e th
e si
te.
Revi
ew e
xplo
de u
nits
with
PPE
incl
ude
resp
ectiv
e.
15
Wor
king
at
Hei
ghts
w
ith H
ot w
orks
Fa
lling
from
Hei
ghts
Sl
ippa
ge o
f To
ols
and
tack
les
from
Wor
king
pl
atfo
rms
Hot
spl
atte
rs f
allin
g fr
om h
eigh
t Fi
re H
azar
d
Pers
onal
Inj
ury
and
may
cau
se t
o fa
talit
ies.
Se
rious
inju
ry.
May
cau
se in
jury
, bur
ns o
r ev
en
deat
h Pr
oper
ity D
amag
e/ I
njur
y to
oth
ers
Befo
re u
sing
sca
ffold
ing
for
heig
ht w
orks
, Ens
ure
that
“G
reen
Ta
g” s
houl
d be
pre
sent
. H
eigh
ts fr
om 1
.8 M
trs
and
abov
e ev
ery
pers
onne
l sho
uld
wea
r Fu
ll Bo
dy h
arne
ss (
It is
to
be in
spec
ted
and
mon
thly
col
or t
ag
shou
ld b
e m
aint
aine
d)
Ensu
re t
hat
full
body
har
ness
mus
t be
hoo
ked
to R
igid
pla
tfor
m
or L
ife li
ne.
Toe
guar
ds m
ust
be p
lace
d in
alig
ned
to p
latf
orm
. Fl
amm
able
mat
eria
ls s
houl
d be
rem
oved
fro
m t
he p
latf
orm
s an
d fir
e ex
tingu
ishe
rs m
ust
be d
uly
plac
ed n
ear
to t
he w
orki
ng a
rea.
H
ouse
kee
ping
sho
uld
be m
aint
aine
d on
wor
king
pla
tfor
ms
Fire
bla
nket
s sh
ould
be
prop
erly
pla
ced
bene
ath
the
Hot
wor
k ar
ea in
orde
r to
sto
p th
e sp
illag
e of
the
spl
atte
rs.
Usa
ge o
f pro
per
PPE
is w
hile
han
dlin
g th
e jo
b.

JO
B S
AFE
TY A
NA
LYSI
S A
TTEN
DA
NC
E SH
EET
JSA
No
: Jo
b D
escr
iptio
n :
Dat
e :
Supe
rvis
or:
Sr. N
o N
ame
Des
igna
tion
Sign
atur
e