planning & implementation of a kanban scheduling system
TRANSCRIPT

PLANNING & IMPLEMENTATION OF A
KANBAN SCHEDULING SYSTEM
Case: Konecranes GmbH, Düsseldorf, Germany
LAHTI UNIVERSITY OF APPLIED SCIENCES Bachelor of Business Administration Degree Programme in International Business Winter 2019 Vili Vallas

Acknowledgments
I would like to thank the entire Konecranes GmbH corporation for giving me this oppor-
tunity to write a thesis for my university. Not only am I thanking the company
for its chance but also the experience of practical work.
I would like to thank Heribert, Karsten, Silke, Christine, Oliver, and David for their help
during this 6-month experience. Thank you for letting me enjoy the work environment and
getting to know new colleagues in Germany. Also, in helping me with my tasks for the du-
ration of my internship whenever I had trouble or just needed help.
This has been a wonderful experience for me and one I will most definitely not forget
about and you all as my fellow colleagues.
Lahti, Finland Date: 18.11.2019
Vili Tapio Vallas

Abstract
Author(s)
Vallas, Vili Tapio Type of publication
Bachelor’s thesis Published
Winter 2019 Number of pages
46, 4 pages of appendices
Title of publication
Planning & Implementation of a Kanban Scheduling System Case: Konecranes GmbH, Düsseldorf, Germany Name of Degree
Bachelor of Business Administration Abstract
The aim of this project was to plan and implement a new scheduling system for the raw materials of the production line in Konecranes GmbH, whilst trying to find new ways of increasing the lead time in the production. This thesis will show the different stages that are required for material and storage creation in SAP. The assignment was to analyze the different materials and its procedures it takes to input them into the company’s current system, SAP ERP which will be explained fur-ther in the thesis. Through a Kanban system, certain bottleneck stations could be identified and then possibly improved upon. The methods used for this are both theoretical and practical that are being used as the methods of gaining data, being a part of the project during the seven-month pe-riod. Action research, interviews and observations are considered as the methodol-ogy. The results show a definite possibility of further improving Kanban, maybe even con-sidering electronic Kanban instead of the manual version to increase the efficiency level. Takt times have already reduced after witnessing the initial stages per different production stations and suggests that further research could be done on the topic.
Keywords
Kanban, SAP, konecranes, raw materials, material flow

List of Abbreviations
KC = Konecranes
GmbH = Gesellschaft mit beschränkter Haftung (Deutschland)
BA = Business Area(s)
BU = Business Unit
PS = Port Solution(s)
DUS = Düsseldorf
JIT = Just in Time
EOQ = Economic Order Quantity
Schrank = Cabinet
DMAIC = Define, Measure, Analyze, Improve & Control
BYOD = Bring your own device
BOM = Bill of materials
RFID = Radio Frequency Identification
PTO = Purchase to Order
PTS = Purchase to Stock
MTS = Make to Stock
MTO = Make to Order
PIR = Purchase Info Record
SAP Transactions:
MD04 = Display Stock / Requirements Situation
MIGO = Goods Movements
MMBE = Stock Overview
MM01 = Materials & Creation
MM02 = Change Material Master
MM03 = Display Material Data
MM04 = Display Material Change Documents
MB51 = Material Documentation List
MB5B = Stocks on Posting Date
0001 = Entire site location of Konecranes Düsseldorf
0090 = Storage location for the Kanban system

CONTENTS
1 INTRODUCTION .......................................................................................................... 1
1.1 Background Information ...................................................................................... 1 1.2 Research Question .............................................................................................. 2 1.3 Thesis Objective .................................................................................................. 3 1.4 Research Methodology and Data Collection ....................................................... 3 1.5 Possible Sensitivity Issues .................................................................................. 4 1.6 Thesis Structure .................................................................................................. 5
2 COMPANY’S KEY SUPPLY CHAIN ELEMENTS ........................................................ 7
2.1 Warehousing ....................................................................................................... 7 2.1.1 Why the need for warehousing? ...................................................................... 8
2.2 Production ........................................................................................................... 8 2.3 SAP ..................................................................................................................... 9
3 CASE: KONECRANES GMBH, DÜSSELDORF, GERMANY ................................... 11
3.1 Preliminary Timetable and Planning .................................................................. 11 3.2 Information Systems .......................................................................................... 11
3.2.1 SAP ............................................................................................................... 12 3.2.2 SAP in Konecranes Use (Steps before Starting) ........................................... 12 3.2.3 Issues Occurring before SAP Material Integration ........................................ 15 3.2.4 SAP Material Location Creation .................................................................... 19 3.2.5 Changing SAP Production Storage Location ................................................. 22
3.3 Kanban .............................................................................................................. 24 3.3.1 Why Implement Kanban? .............................................................................. 25
3.4 Warehousing ..................................................................................................... 27 3.4.1 Inbound Storing ............................................................................................. 27 3.4.2 Batch Sizes .................................................................................................... 28
3.5 Storing / Layouts ................................................................................................ 29 3.6 Inbound Storing ................................................................................................. 30 3.7 Storing / Layouts ................................................................................................ 31
3.7.1 Current Layouts ............................................................................................. 31 3.7.2 Updated Layouts ........................................................................................... 32
3.8 Picking / SAP Booking ....................................................................................... 33 3.9 Lean Production ................................................................................................ 34 3.10 Lean Six Sigma ................................................................................................. 35
4 ISSUES AND IMPROVEMENTS ............................................................................... 38

5 CONCLUSIONS & FINDINGS ................................................................................... 41
6 SUMMARY ................................................................................................................. 44
REFERENCES .................................................................................................................. 45
APPENDICES ................................................................................................................... 47

1
1 INTRODUCTION
In the area of manufacturing and production lines, one may seem or even assume from a
customer’s point of view, that everything a company does, is to deliver its products on
time or that everything progresses at a smooth steady paste in the production line, when
taking into consideration the working hours and the dedication of the people put into the
company.
This, however, is not always necessarily true as nothing in the world of man can be per-
fect, no matter how hard we try. Production lines can have such issues having different
kinds of materials in the same container, confusing the worker using them when choosing
the materials or maybe even the scheduling of refills in the raw materials in a production
line.
These kinds of issues can very well be addressed through certain means, once being
noted. The existing situation in the company at hand, Konecranes GmbH, has a schedul-
ing system for its raw materials at the moment but this can be taken to the next level and
be improved to a certain extent.
1.1 Background Information
The case company that the author is basing this thesis on is a company based out of
Hyvinkää, Finland called “Konecranes Finland Oyj”. However, in the author’s case, the au-
thor is based in Düsseldorf, Germany where this does not apply as the same company
name. This case and the author’s thesis are based on a company known as “Konecranes
GmbH”.
Konecranes, in general, is the world’s biggest leader, manufacturer, and distributor in in-
dustrial and port cranes for various industries such as docks, ports, and terminals. The
company has three business areas (BA’s) that it focuses on: Industrial equipment, Port
solutions and the Service branch. (Konecranes 2018.)
This thesis will focus on the Port Solutions BA of Konecranes and its Mobile Harbor
Cranes Business Unit (BU) as mentioned previously. The location in Düsseldorf is mainly
based on such products called Mobile Harbor Cranes, (MHC’s). Not only does
Konecranes have a location in Düsseldorf for the manufacturing of the MHC’s but also the
company has manufacturing locations in Würzburg, Germany and in Xiamen, China as
well.

2
The idea for the thesis, came while author completed a student exchange course “Interna-
tional Operations and Logistics Management” in Reutlingen, Germany, where the author
began thinking about his thesis and possible internship opportunities. The author reached
out to the senior vice president of the business unit of the MHC’s, Manager 1 who then in-
troduced the author to his current superior Manager 2, who is the senior manager in the
supply and logistics management department in the Düsseldorf port solutions business
unit of MHC’s.
After this, Manager 2 acquainted the author with the possibility of providing a thesis for
Konecranes GmbH, where he could plan and implement a so-called “Kanban scheduling
system” for the Düsseldorf location. Not only does the author find this as an interesting
topic, but as a challenge for him as well. This thesis could be both beneficial to him and
for the company of Konecranes. This relates to the authors studies in the Bachelor of
Business Administration, in the program of International Business, thus making him be-
lieve that this is a good idea as a thesis topic.
1.2 Research Question
Many companies have different types of productions and processes on how they are
stages that progress from one to another. KC Düsseldorf has a terrific system, but this can
be improved, hence the reason of this project. Not only the aim is to out what items are to
be planned and implemented into the Kanban system but also try to put the design in
place for the factory of KC Düsseldorf.
There are many items that need to be taken into consideration when deciding what is
logged into the Kanban system. Whether, if its consumables or components but it can
very well be steel plates or other raw materials as well that are not being tracked that well
(usually referred to as “line stock”). Essentially a Kanban system could contain anything,
and it can keep track of them.
So, this leading to the following main research statement:
• “The effectiveness of planning and implementing a Kanban scheduling system
to a manufacturing floor where there is no previous experience of such a sys-
tem.”
Secondary questions that help in answering the main research statement:
• “How can a Kanban system be planned and applied to a manufacturing floor at
Konecranes Düsseldorf?
• “What processes are included during the entire project?”

3
• “How is the current scheduling system relevant in comparison to a new Kanban
system and what is its significance?”
1.3 Thesis Objective
The objective of this thesis is to help the Konecranes (KC) GmbH in Düsseldorf by show-
ing whether or not the planning and implementation of a Kanban scheduling system would
be either beneficial for the company itself or would it have no effect whatsoever. As stated
earlier, the intention is to plan and implement a Kanban scheduling system for a manufac-
turing floor in the KC company.
As the company wants to avoid generating extra costs, this Kanban scheduling system
will be a manual version of a Kanban system. However, for future considerations, the
choice of electronic Kanban (E-Kanban) will not be ruled out but can be considered as a
potential future expansion.
1.4 Research Methodology and Data Collection
For the research methodology, the author decided that a qualitative research approach
would be better for this case as the project he works on does not rely heavily on numbers
that much whereas this project relies heavily on observations and is a people-focused
work as this especially affects the workers in the factory floor and is meant to ease the
searching for supplies for example (Skillsyouneed 2019).
As this is also considered a so-called exploratory project for the author as well, it brings a
challenge as the author must deeply search how would the planning and implementing of
a Kanban scheduling system happen. The research methods of both a grounded theory
as well as a case study research could be applied to this project.
The data collection methods here that the author sees fit for this cause would be the fol-
lowing:
• Individual interviews
• Observations
• Action research
o Calculations (Economic Order Quantity)
(Skillsyouneed 2019).
4
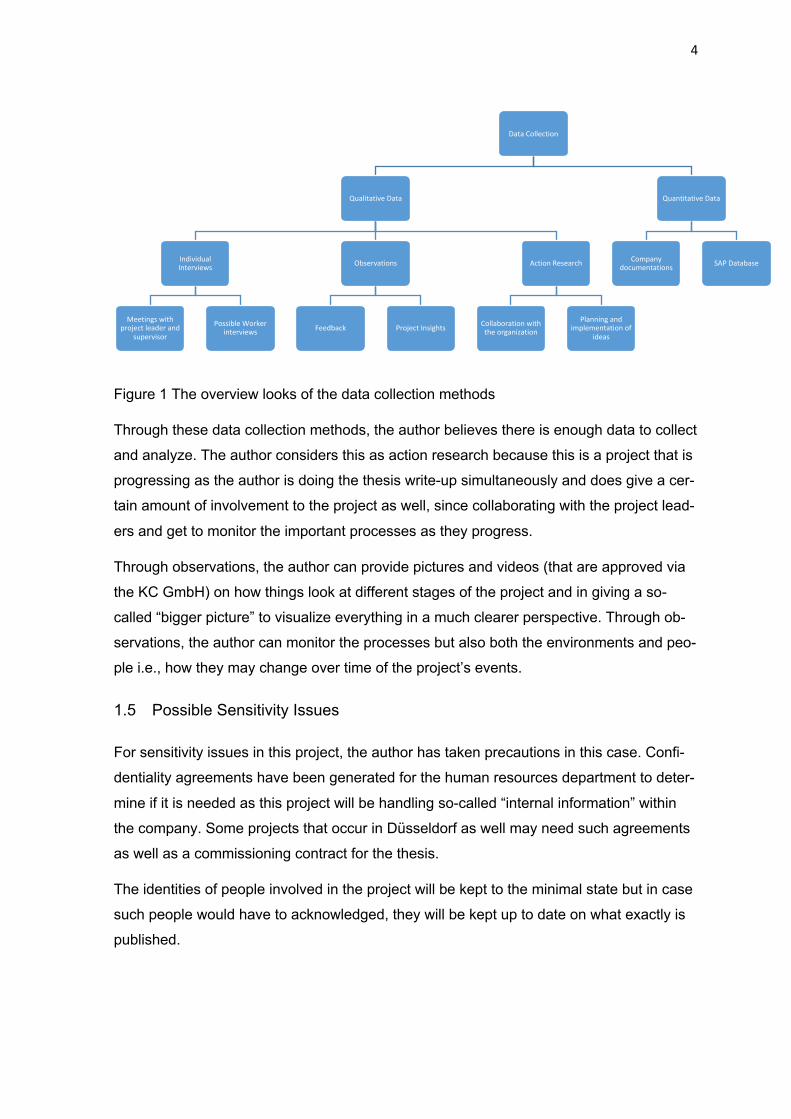
Figure 1 The overview looks of the data collection methods
Through these data collection methods, the author believes there is enough data to collect
and analyze. The author considers this as action research because this is a project that is
progressing as the author is doing the thesis write-up simultaneously and does give a cer-
tain amount of involvement to the project as well, since collaborating with the project lead-
ers and get to monitor the important processes as they progress.
Through observations, the author can provide pictures and videos (that are approved via
the KC GmbH) on how things look at different stages of the project and in giving a so-
called “bigger picture” to visualize everything in a much clearer perspective. Through ob-
servations, the author can monitor the processes but also both the environments and peo-
ple i.e., how they may change over time of the project’s events.
1.5 Possible Sensitivity Issues
For sensitivity issues in this project, the author has taken precautions in this case. Confi-
dentiality agreements have been generated for the human resources department to deter-
mine if it is needed as this project will be handling so-called “internal information” within
the company. Some projects that occur in Düsseldorf as well may need such agreements
as well as a commissioning contract for the thesis.
The identities of people involved in the project will be kept to the minimal state but in case
such people would have to acknowledged, they will be kept up to date on what exactly is
published.
Data Collection
Qualitative Data
Individual Interviews
Meetings with project leader and
supervisor
Possible Worker interviews
Observations
Feedback Project Insights
Action Research
Collaboration with the organization
Planning and implementation of
ideas
Quantitative Data
Company documentations SAP Database

5
1.6 Thesis Structure
This thesis will cover both a theoretical and empirical part. The idea is to make the thesis
project a reality for the company of Konecranes GmbH Düsseldorf. The thesis contains six
chapters.
These chapters are: Company’s key supply chain elements, the case of Konecranes
(which will be more of theory), warehousing details (empirical work), production (empirical
work), issues & improvements (more of theory work, considering future possibilities) and
the conclusions, holding the findings of the project.
Figure 2 The overview looks of all chapters
For the introduction, the author will inform the reader of the thesis on what its contents will
withhold. Giving details mainly of the background information, research methods, thesis
objectives & thesis structure.
The second chapter introduced what phases are gone for the planning and scheduling of
the overall thesis. It shows briefly what the plan is for the duration of six months from Sep-
tember 2018 until February 2019. The categories have been classified to the different
months during the period of six months and inside each month, you can see the detailed
plan (Figure 3).
The third chapter is more of a theoretical framework section of the thesis, which handles
the subjects of lean six sigma, lean production, and information systems as the main
Introduction
Company's Key Supply Chain Elements
Case: Konecranes GmbH, Düsseldorf
Issues & Improvements
Conclusions

6
basis, whereas Chapters 4 & 5 are more of empirical work, giving a more hands-on view
on how things progress.
Chapter 6 will focus on future potentiality and will mainly be a theoretical framework as to
what improvements could be handled in the future and if there remain any issues after the
project. Chapter 7 includes the conclusions and findings of the overall project and include
both empirical and theoretical framework.

7
2 COMPANY’S KEY SUPPLY CHAIN ELEMENTS
2.1 Warehousing
Warehousing can be categorized as two types, internal and external whereas warehouses
can include the following: private warehouses, public warehouses, government ware-
houses, bonded warehouses & co-operative warehouses. (Antonova 2019.)
Private warehouses are usually company or organization owned so they keep a track of
their own stock levels. Even if they have subcontractors, they are still capable of monitor-
ing the stock levels at their warehouses as well. Commonly the example would be major
manufacturers having their warehouses near their factories (maybe even inside the facto-
ries to an extent) so that the production would be continuous. (Antonova 2019.)
A public warehouse is considered something that you can rent. When doing this, this
would mean for the landowner (property owner) to having a permit from the government or
local. By saying public, it means it is to store the goods that will be available to the public
as well. (Antonova 2019.)
Government warehouses are naturally government owned as stated and are usually not
accessible to all. These kinds of properties are owned, managed and controlled by the
government for them to decide what to make use of them for. (Antonova 2019.)
Bonded warehouses are a sort of mixture between government warehouses and private
ones, for example customs holding (Antonova 2019).
Co-operative warehouses are the kinds of properties that are managed by certain socie-
ties that do business with their associates. (Antonova 2019.)
When talking about internal warehousing, this is your local warehouse that is located on-
site of the company. This means that the access to the warehouse would be for company
employees only. Internal warehousing would be the cheaper option of the two as external
warehousing would mean renting facilities from someone/somewhere else. External ware-
housing does not have to be for public use but can be considered private as well. (An-
tonova 2019.)
There are cases of co-operative warehouses when a company might rent a material
space from one of their subcontractors, so the materials would be located at the supplier’s
warehouse. This would ensure the effectiveness of materials advancing into different work
phases in make-to-order situations, for example. (Antonova 2019.)

8
Though having co-operative warehousing, there would then also have to be a system in
place that monitors the material flow and usage such as SAP which has the capabilities of
showing stock levels of materials at a company’s subcontractor’s locations (Antonova
2019).
2.1.1 Why the need for warehousing?
Depending on the industry that a company is focused on for example a supermarket
chain, they would most likely have customers shopping at their store on a daily basis. A
supermarket has to keep a steady flow of the materials that come in but must also keep in
mind the freshness of the products as that is what the customers are buying from them.
(Antonova 2019.)
A company with such a large-scale production, telephone companies, they definitely
would require having warehouses not only for their raw materials but also for their end
products as well. Warehouses also provide that little bit of secrecy to the company if there
are materials that are not for the public’s viewings. (Antonova 2019.)
2.2 Production
When it comes to production, a company can have either internal or external production.
Internal production being, the most common one, means producing items on location at
the factory floor. (Collins Dictionary of Business 2005.)
External production means work that can be subcontracted to another company if the or-
ganization does not have the necessary tools or machinery for example to perform such
tasks. There are even possibilities that the company could manufacture an item that is
usually subcontracted to someone else but the costs of doing it on location could be rather
high, plus needing more work hours from the employees who have other regular tasks
that they perform. (Collins Dictionary of Business 2005.)
This also usually leads to creating price lists for the subcontractors potentially leading to
long term contracts, which can be a good thing when make-to-stock or make-to-order
items are in question. External production however usually is subcontracted domestically
to where original company is located from, but there have been known cases when they
can be internationally handled as well. (Collins Dictionary of Business 2005.)

9
2.3 SAP
SAP stands for systems, applications and products. It is a German originated system for
business that handles the material flows within a company. Not only can you follow the us-
age of the components in SAP but also follow the progress of certain production orders
and what certain orders contain. (STechies 2019.)
Take an example of a sales order which is directed to a customer in Canada, for example.
The customer has ordered a hoist from Düsseldorf. This sale’s order would then include
the main item that is being sold but also include the bill of materials showing all of the
main product’s components of which are included in the production.
SAP or a key user in the system can designate if there are several items that are classi-
fied either as PTO’s, PTS’s, MTO’s and MTS’s. These are explained in full in the next par-
agraphs.
Purchase to Order items would be considered such materials that are not ordered fre-
quently and are directed more towards specified orders per to customer requests. PTO
items also tend to have a much longer delivery time when compared to PTS items.
Purchase to Stock items are the materials that can be considered to be in heavy frequent
use which can be a wide range of items from cables to gear wheels of sorts. Many of PTS
items can be considered assigning to the automation side of SAP hence depending on the
settled safety stock limit and batch sizes, the automation purchases stock materials de-
pending on the parameters that have been set in the master data. This usually overrides
existing Purchase Info Records that have batches sizes assigned per its assigned vendor
details.
Make-to-order items are usually considered as materials or products that are manufac-
tured within the production in the company, either at the warehouse or production. Usually
MTO items consist of components that are purchased from KC subcontractors and then
are assembled in the production line.
Make-to-stock items however are the materials that the warehouse can usually assemble,
that is if they have the given and available manpower to advance with such actions.
Through SAP, you can monitor through certain transactions how sales or production or-
ders are advancing, and then keep yourself and the client up to date if there are certain
confirmations on purchase orders that late when compared to the first date as promised to
the client by the sales department. If an item of the sales order is estimated to be late by
let us say 1-2 months, the buyer of said item could be inquired if there is any possibility for

10
an earlier delivery so that the production line does not seize but this also heavily depends
on the agreed upon logistics service provider and if the supplier for the order is domestic
or even international.
The very positive side of SAP is that it can be integrated with other systems that handle
material calculations and forecasts so that automation can be applied in order to save
time for the purchaser, leaving the purchaser usually with the PTO materials as prices
need to be checked as they can be high due to not ordering in high quantities.

11
3 CASE: KONECRANES GMBH, DÜSSELDORF, GERMANY
3.1 Preliminary Timetable and Planning
For the planning & scheduling phase, the author separated all phases of the project into
different months, starting off from September 2018 and ending in February 2019. For each
month, you can see in Figure 3 the estimated different stages of the projects and their es-
timated progression.
Figure 3 Overview of estimated schedule
The above seen time schedule is once again just an estimate of the period of six months
that is to come from the internship and the thesis project. This schedule may also very
well be extended until summer.
3.2 Information Systems
An information system is something in an organization that is considered a mixture of
trained personnel, infrastructure, software, and hardware. The means of this system is to
help create the following criteria in an organization (Business Dictionary 2018) For exam-
ple, KC in this case: coordination, decision making, planning & control.
By saying coordination, meaning that there is usually someone who is in charge of the
production line to monitor each station for their responsibilities that each worker gets dur-
ing a project. Through good tactics of coordination, the production line can be very effec-
tive and avoid possible bottleneck station’s that may come across at some point.
September Start of project Gathering details Supervisor meetings
October Putting together the thesis structure
Getting more familiar with the "Kanban System"
Supervisor meetings
November Information Systems (SAP) Lean Six Sigma Identifying
Materials
Getting to know the warehouse of KC
GmbH DUS
Inbound/Outbound Storing Layouts Supervisor
Meetings
DecemberGetting to know the
production of KC GmbH DUS
Inbound/Outbound Storing Layouts Supervisor
Meetings
January Beginning of Implementation
Possible Interviews / Surveys
Supervisor Meetings Feedback
February Issues and Improvements
Supervisor Meetings Feedback

12
Decision making could be considered if certain products are calculated systematically if
they could be either be done inside the company’s production line or if its outsourced to
another company say for a cheaper price, which can be the case when Purchase-to-order
items are in question. There will be purchase-to-stock items definitely involved which are
the ones that are in constant and general use but those that have to be though out by the
production coordinator if they can actually be made onsite in the company, a cost / benefit
analysis would most likely have to be done in order to anticipate certain losses of lead
time, possible costs and possible delays.
Planning would be keeping the production line on schedule in regard to the customers’ de-
mands and requirements per timing. If subcontractors are involved or products that are
manufactured outside the company, let us say motors for example, even one delay of a
component to the main item can put the production on hold as items need to be assem-
bled at the same time whilst having them actually in stock.
Control could be the tracking of material flow from one station to another, ensuring that
there are no holdbacks in the production processes. Basically, maintaining the schedule
and keeping up to speed.
3.2.1 SAP
Konecranes is using a system called “SAP”, which is a software company out of Walldorf,
Germany. SAP stands for “Systems, Applications, and Products” (BusinessDiction-
ary.com, 2018). The products that SAP have, for example, are products that allow the
company to track its customer(s) and business interactions. The data management pro-
grams that it withholds, are widely popular in KC. Not only in KC DUS but also in such lo-
cations such as Hyvinkää, Finland or Shanghai, China. Basically, SAP is a huge part of
Konecranes.
3.2.2 SAP in Konecranes Use (Steps before Starting)
When it comes down to the material locations creation, one must first of, have a list of
such materials that contain all quantities of each individual material. The author personally
went down to the production factory at KC DUS and counted all materials single-handedly.
Below in Image 1, is an example of a container having specific raw materials.
13
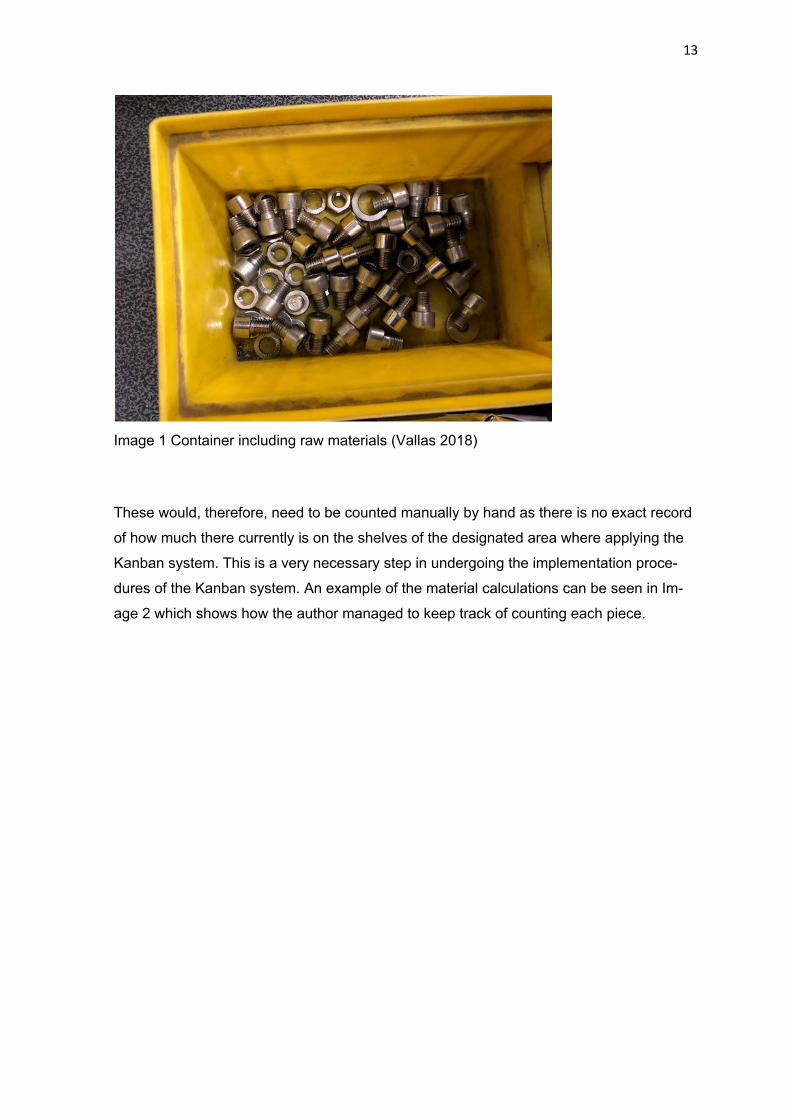
Image 1 Container including raw materials (Vallas 2018)
These would, therefore, need to be counted manually by hand as there is no exact record
of how much there currently is on the shelves of the designated area where applying the
Kanban system. This is a very necessary step in undergoing the implementation proce-
dures of the Kanban system. An example of the material calculations can be seen in Im-
age 2 which shows how the author managed to keep track of counting each piece.

14
Image 2 Example of material calculations (Vallas 2018)
The possibility for an automated calculation method such as using a laptop for a soft copy
on location was not an option due to the lack of space where the author could execute the
calculations. Hence, this is why the author chose hard copy paper and counted in batches
of either 50 or 100 pieces before writing the figures down on paper.
On a side note, the choice of a bringing your own device (BYOD) is entirely possible but
could be considered a safety hazard in the production area at KC.
However, for the sake of saving time, the author entered all relevant data collected from
calculating into an Excel sheet file which can be seen in Image 3 below. By placing all ma-
terial calculations and details of each material, it can be easily edited (if needed) by others
in the logistics or production departments through the shared files of Excel.

15
Image 3 Inventory calculations put into an Excel sheet (Vallas 2018)
3.2.3 Issues Occurring before SAP Material Integration
There were many surprising issues that came along while counting the raw materials in
the production. To note these issues, proved even further how an improved Kanban sys-
tem would be better in place, compared to the current system.
Some examples of noted issues include:
• The containers have no name or label whatsoever
• Some OR Many containers only had one label, either an identification number or
material name type
• Some OR Many containers were filled to overflowing with raw materials, i.e., more
than it could or should withhold
• Some OR Many containers had mixed materials inside, more than one specific
item
• Shelves were organized incorrectly
Starting from the label, it makes it severely much more difficult to identify what kind of
material item is in the container if there is no label whatsoever marked on it. An example
of this can be seen in Image 4 below.

16
Image 4 Material container without a label (Vallas 2018)
Putting this information into SAP, for instance, is an impossibility without the identification
number, as all raw materials have an allocated identification number as per specific item
type. Either way, having one label or even no label, just isn’t acceptable, hence makes the
usage of that particular raw material unusable because you simply do not know what it is.
The second factor of having the container filled
above all the over the top of the container, well it is
quite self-explanatory as the materials begin to fall
out of the container either by themselves in time or
when someone is taking the specific container out
of the shelf for inspection as an example. In Image
5, is an example of one of the containers relating to
the Kanban system that was overfilled.
Image 5 Overfilled container (Vallas 2018)

17
The shows just how complicated not only would it be to take materials out of the container
and risk damaging them if they do in fact fall the ground but also how difficult it would be
to both take the container itself out of the cabinet or even put the container back in the
condition it was taken out in. In this case in Image 5, it did take a while for the author to
get the container out and you see why through this visual demonstration.
Of course, there is the possibility that this particular material in Image 5 is in high demand
and could be used daily, making sure that it stays in stock a crucial point, but this is still no
excuse for going over the limit of one container due to safety reasons and yet trying to
avoid damage that may be caused on the material.
One suggestion for the above-mentioned issue of having too many materials in one con-
tainer is by having to order either bigger containers as an example that could potentially
withhold bigger amounts of such materials. It could be also analyzed based on the mate-
rial size per piece, to determine how big the container must be. If one piece of such mate-
rial as seen in Image 5 is very big, a bigger container would be necessary for this case,
but once again this would be depending on the material size.
Another issue would be that many times the author noticed that a container filled with raw
materials, would be mixed with a bunch of others. This caught the author’s interest and
looked further into the so-called “unknown issue” and reported it to his supervisor.
From the supervisor (Manager 2), he confirmed that this should not be like that at all. One
container should hold one specific type of material and that is it. Nothing more or any
other materials should be inside the container. An example of this can be seen earlier in
Image 1.
From the Image 1, the author could see at least three or four different types of materials
mixed up with one another. Why should this not be? A production worker who is using this
material could actually take the wrong one and apply it to a product which could, later on,
prove to be dangerous if the product is taken into use. This may, of course, be due to the
workers placing them carelessly into different containers because of not paying the much-
needed attention but this is unclear.
However later on, the author received new information from a co-worker in the office (Em-
ployee 1), that some materials currently located in the storage compartments in the pro-
duction line, contained a substance which was considered harmful for the environment.
This substance was called “Chromium”. This was leading to believe that it may very well
be the reason for the mixed materials and per to this reason, the materials with chromium

18
classifications could not be re-ordered into use in the production and instead replace-
ments for those materials have to be found.
Below in Image 6, you can see an example of a material basic data which informs the
user of its basic material information. This information can be obtained from the SAP sys-
tem. In it, you can see the classification “A2C” and this would be the abbreviation for the
chromium substance.
Image 6 Material containing a Chromium substance "A2C" (Vallas 2019)
A total of 35 materials were identified to be using the chromium substance and of these 35
materials that were all located in the Kanban storage area in the production line, this re-
sulted in the amount of 5965 pieces in total to have that substance. An image of this can
be seen in the Appendices showing all materials from a list provided to me by Ms. Mi-
chels-Dotterweich.
As per policies regulated towards the governments and members of the European Union,
companies are required to find safer alternatives for the use of such materials. This has
been applied since February 2003. (European Commission 2018.)
19
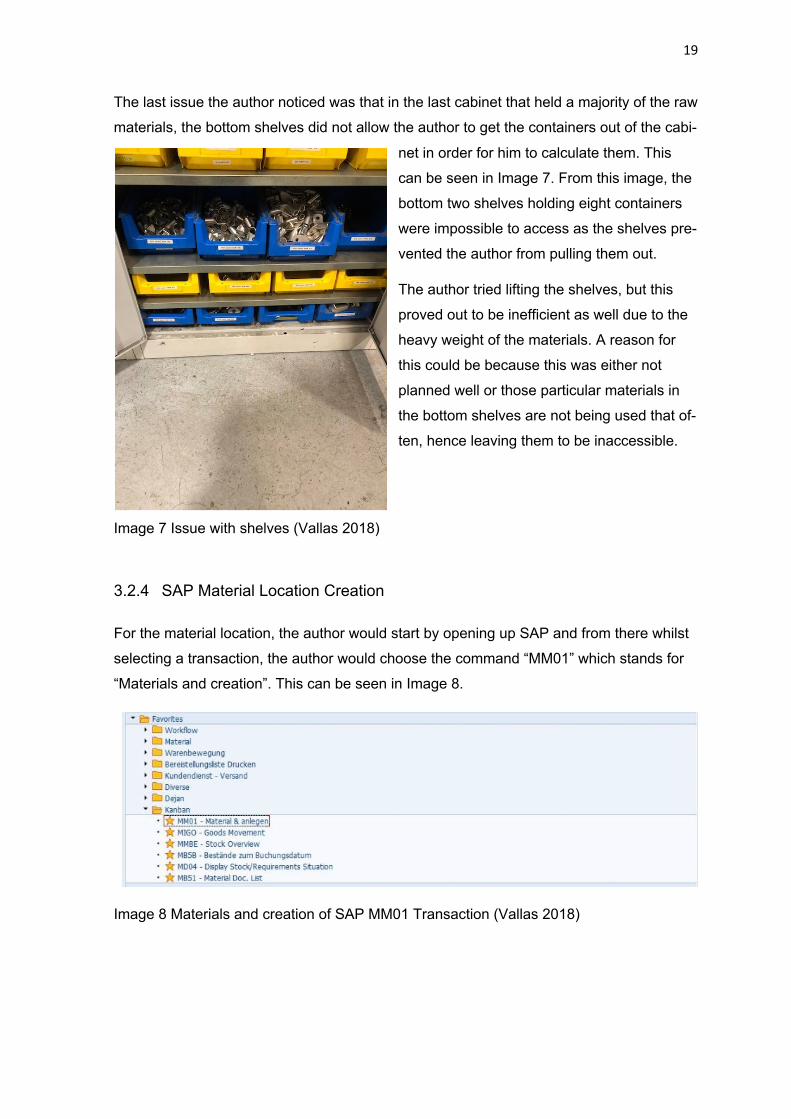
The last issue the author noticed was that in the last cabinet that held a majority of the raw
materials, the bottom shelves did not allow the author to get the containers out of the cabi-
net in order for him to calculate them. This
can be seen in Image 7. From this image, the
bottom two shelves holding eight containers
were impossible to access as the shelves pre-
vented the author from pulling them out.
The author tried lifting the shelves, but this
proved out to be inefficient as well due to the
heavy weight of the materials. A reason for
this could be because this was either not
planned well or those particular materials in
the bottom shelves are not being used that of-
ten, hence leaving them to be inaccessible.
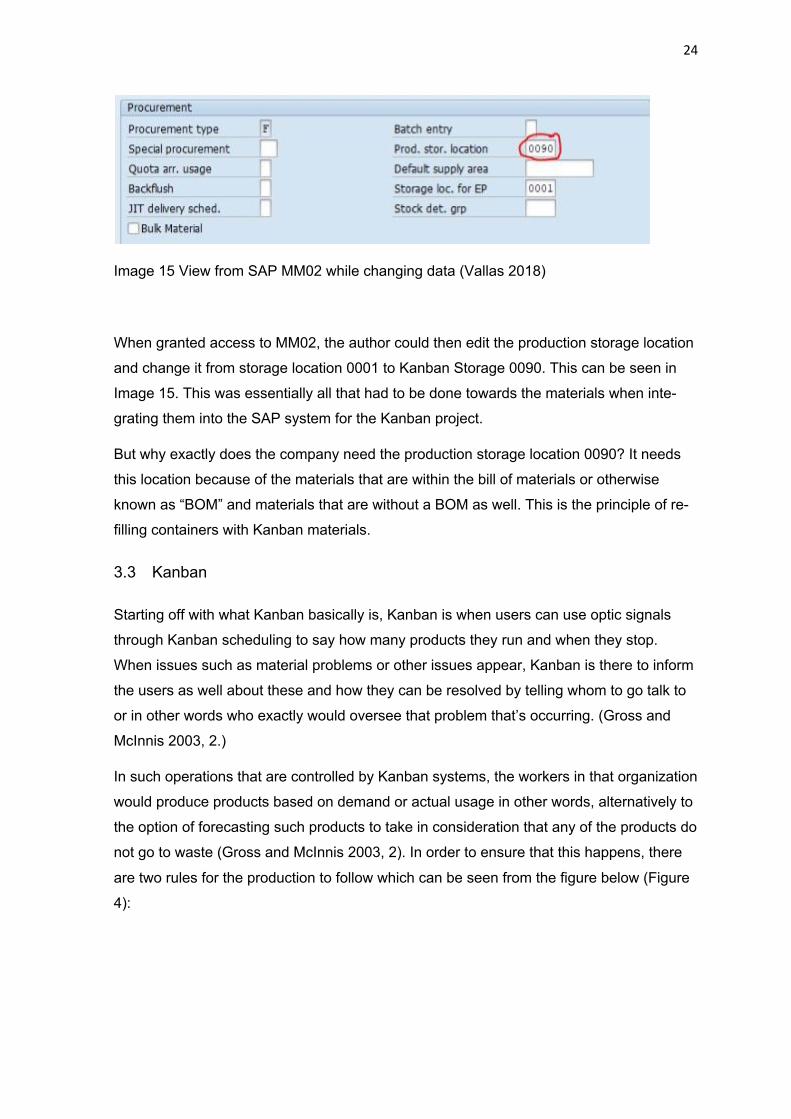
3.2.4 SAP Material Location Creation
For the material location, the author would start by opening up SAP and from there whilst
selecting a transaction, the author would choose the command “MM01” which stands for
“Materials and creation”. This can be seen in Image 8.
Image 8 Materials and creation of SAP MM01 Transaction (Vallas 2018)
Image 7 Issue with shelves (Vallas 2018)

20
The next step would be to give the material data required for the transaction to come into
fulfillment. In this case, as seen in Image 9, the material number “50869898” has been
written and selected. Afterward hit the enter key.
Image 9 SAP MM01 Material data input (Vallas 2018)
After pressing the enter key, the author would then enter to the next stage of selecting the
exact views he wishes to see for this material in SAP. In this case, you would be inter-
ested in four views in particular:
• General Plant Data / Storage 1
• General Plant Data / Storage 2
• Warehouse Management 1
• Warehouse Management 2
The view would then look something like this that can be seen in Image 10. Alternatively,
you can just click the button indicated in Image 10 via the red circle. This would mark all
available views that are given as an option.

21
Image 10 SAP MM01 Selecting views (Vallas 2018)
After this step would come to the section of organization levels as you have to state the
exact location of the plan. In this case, the main site of location would be stated as 0001 in
the SAP system. What 0001 means is the entire location site of Konecranes Düsseldorf.
This can be seen in the list of abbreviations.
Image 11 SAP MM01 Organizational Levels input (Vallas 2018)
The next step would be to state the storage location that the author wishes to create in the
entire KC DUS 0001 location. This would be called “0090” and this is designated solely for
the Kanban system. All of this input data can be seen in Image 11 regarding the organiza-
tional levels when creating a new storage location into the system.
All that is left now is to check that the material is indeed the correct one from the descrip-
tion which can be as such in Image 12. From the file that he had created in excel after
counting all materials from the cabinets located in the production area, the author can

22
compare the details of which he had on SAP in Image 12 and as well as in the excel docu-
ment which he had created. An example of the excel sheet is seen in Image 3.
Image 12 SAP MM01 Final material check (Vallas 2018)
After checking the material information, simply just click the save icon and all the data and
the new storage location would be created into the system. In order, if you do wish to
make sure that everything went well, you can check further into SAP later on when some
material has been added into the location, that the location does in fact exist. To know that
the creation was successful, you can check on the bottom left corner of SAP after saving
the data, that the following item occurs as seen in Image 13.
Image 13 SAP MM01 Confirmation of the storage location completion (Vallas 2018)
3.2.5 Changing SAP Production Storage Location
For the final stage in the integration of materials into the SAP system, this would be
changing the production storage location in SAP. How this happens is that the author ini-
tially opened up MD04 which is the transaction for “Display Material Change Documents”.
You can do this step easier through the MD04 transaction rather than going directly to
MM02 which is the “Material Change Master”.
As seen in Image 14 which shows the very first sight of MD04 showing the details of ma-
terial number 50872498. From there you can see what the material is and essentially the
stock/requirements list of how it is used. The next step here is to click the button “Environ-
ment” on the top of the screen and it will open up the following list of options which can be
seen in Image 14.

23
From the list of options, the author would then select the option for “Change Material”.
This, however, does require a special kind of access permit that can be granted via the
Konecranes Helpdesk (an internal company IT-helpdesk) and with the approval of his su-
pervisor, Manager 2. Beforehand the author had only access to the basic areas of the
SAP system that did not allow that much deep integration and change into the material lo-
cations.
Image 14 Initial view from SAP MD04 (Vallas 2018)
After the author was granted access to the MM02 transaction, he only had granted access
to MM03 which is the transaction for only viewing the material data but in no way could
possibly edit the data through this particular transaction.
24
Image 15 View from SAP MM02 while changing data (Vallas 2018)
When granted access to MM02, the author could then edit the production storage location
and change it from storage location 0001 to Kanban Storage 0090. This can be seen in
Image 15. This was essentially all that had to be done towards the materials when inte-
grating them into the SAP system for the Kanban project.
But why exactly does the company need the production storage location 0090? It needs
this location because of the materials that are within the bill of materials or otherwise
known as “BOM” and materials that are without a BOM as well. This is the principle of re-
filling containers with Kanban materials.
3.3 Kanban
Starting off with what Kanban basically is, Kanban is when users can use optic signals
through Kanban scheduling to say how many products they run and when they stop.
When issues such as material problems or other issues appear, Kanban is there to inform
the users as well about these and how they can be resolved by telling whom to go talk to
or in other words who exactly would oversee that problem that’s occurring. (Gross and
McInnis 2003, 2.)
In such operations that are controlled by Kanban systems, the workers in that organization
would produce products based on demand or actual usage in other words, alternatively to
the option of forecasting such products to take in consideration that any of the products do
not go to waste (Gross and McInnis 2003, 2). In order to ensure that this happens, there
are two rules for the production to follow which can be seen from the figure below (Figure
4):
25
Figure 4 True Kanban, Production Process Rules (Gross and McInnis 2003, 2)
How a Kanban scheduling system makes the factory more efficient is in a way of execu-
tion rather than that of a plan. A Kanban system handles the operations in a factory daily
or a day-to-day basis. The system takes into consideration the material information from
all the planning and hence creates the Kanban for the shop floor. (Gross and McInnis
2003, 3.) The following steps are what Kanban does replace that can be seen in the figure
below (Figure 5):
Figure 5 Processes that Kanban eliminates/ replace (Gross and McInnis 2003, 3)
3.3.1 Why Implement Kanban?
When it comes down to the exact reasoning of why Kanban should, in fact, be applied to a
company shop floor, the reason is quite simple. It relates to Lean management and JIT
manufacturing. Through lean management, the shop floor could avoid time loss and the
extra unnecessary expenditure of their resources.
The following figure provides the benefits in general of Kanban scheduling (in Figure 6):
Figure 6 Benefits of a Kanban Scheduling System (Gross and McInnis 2003, 4)
Produce product that replaces the products
consumed by customers
Produce products based on indicators from the customers
Daily scheduling acts that are crucial to handle production processes
The importance of production administrators and other supervisors to
monitor the schedule status at every moment to know when to move onto the
next item

26
Going in a little deeper to the subject of why the implementation of a Kanban scheduling
system would be beneficial for a company, the following reasons can be seen in Figure 6.
Beginning off with the fact of reducing inventory, this is true as it prevents the overuse of
potential raw materials that may go to “waste” so to speak.
Through the beneficial factor of reducing inventory, the carrying costs can be quite possi-
bly reduced in a significant manner, as the shop floor wouldn’t need to order in as much
inventory as it used to before a Kanban scheduling system took in place.
When going into the actual data that you are looking at, observing the change times, lefto-
ver data or scraps and as well as the downtime factors, you can get an idea of how much
inventory could be reduced (Gross and McInnis 2003, 5.) Through reducing inventory, you
can then also possibly free up space, space meant as physical space, for future projects
or other types of actions that can be placed in the freed-up space (Gross and McInnis
2003, 5.)
For the second factor of improving the flow, a Kanban scheduling system can potentially
make the flow of operations on a shop floor much more advanced than it may currently be
(Gross and McInnis 2003, 5.) Saving time on the change of certain processes, the terms
of lean management would come into play again as you’d want the production of the shop
floor in a company to be as effective as it can possibly be.
The third factor quite simply meaning to prevent overproduction, in other words meaning
that the Kanban system would try and prevent the production of materials or products that
that may not be used in due time. Some items that are overproduced tend to just sit in a
shelf gaining dust and won’t be used, hence why a Kanban scheduling system follows a
demand-driven basis.
For the fourth factor, this basically means that by using Kanban, certain human resources
wouldn’t exactly be going to waste and this would be one of the seven wastes as well that
Kanban would reduce (Gross and McInnis 2003, 6.) Through Kanban, the workers would
have control of what is produced and how much is produced as well. The workers, in other
words, would be running the “line” (Gross and McInnis 2003, 6.) Supervisors or other peo-
ple in charge wouldn’t have to carry out that responsibility any longer and could focus their
work on other tasks related to the work environment or job description.
The fifth factor of visual scheduling and management eliminates the need for an unneces-
sary paper that may be used on the shop floor. Through Kanban, there can be so-called
visual signs to show when production starts on something for example and then in which
order to proceed in.

27
Through the sixth factor of responsiveness to changes, through Kanban, the efficiency is
potentially much higher with a visual system rather than that of what’s on paper. Through
Kanban, it can monitor the demand situations whether the demand may increase or de-
crease. If the demand increases, then through Kanban, it would provide a visual signal of
increasing production. It goes vice versa if the demand tends to decrease then the pro-
duction will be simply stopped.
The seventh factor, which focuses on minimizing the risk of inventory obsolescence,
through Kanban, it can help the prevention of outdated inventories that may very well in-
deed occur. Very similar to the factor of overproduction of all kinds of products or raw ma-
terials, the same concept applies to here as well, since companies do want to avoid any
outdated products and keep them “fresh” in a so to speak manner. The production is
based on demand when it comes to a Kanban scheduling system and not a forecast pro-
duction where you would try and predict how much of products or materials are needed
for the upcoming month for example.
For the eight factors, which comes into the increment in the abilities in managing a supply
chain, through a Kanban system, in a way it organizes all tasks hence you would be able
to take on even more tasks in that said so supply chain. Increasement in efficiency and
proficiency would ideally be guaranteed as work that is either not necessarily needed or
even incorrect could be avoided as a reduction of waste of sorts as mentioned in the
fourth factor previously. (LeanKit 2019.)
3.4 Warehousing
3.4.1 Inbound Storing
When inbound storing comes into place, as the materials arrive at the destination of
Konecranes Düsseldorf, they are immediately logged and accounted for into their storage
area. All materials arrive in their own categories (by saying categories, this simply means
that each material like with an Identification number “12345678” would be in its own con-
tainer obviously) and wouldn’t be mixed with other materials that come with the purchase
order that has been made.
Usually each delivery would include a loading guide or documentation on how it is deliv-
ered, along with the information regarding to whom is the delivery being delivered to, from
whom is it delivered from, the destination designation of where it is being delivered to, de-
tails of the order and its contents as well as the specific terms of the delivery although this
is not always common. (Hokkanen & Virtanen 2012, 30.)

28
The inbound storing (Incoming goods (Wareneingang in German)) are located in Hall 25.
This can be seen in the image provided below.
Image 16 Site map of KC DUS (Gottwald 2011)
3.4.2 Batch Sizes
For the batch sizes, a model was created in Excel to give a general idea of what statistics
would look like based on how many raw materials would be based per container. An im-
age of the model is provided in Chapter 3.4.2. The image below shows an example of how
an ideal number of containers and materials amounts for one specific type of material
would have.
Image 17 Example of container and material amounts toward the target situation (Vallas 2019)
Ideally, a minimum of two containers per material in a cabinet would be put in place back-
to-back. An example of this is already implemented as a test trial in one of the cabinets as
seen in Image 21. With the two-container system, it would be both easy to take materials
out of the cabinets as well as refilling them when the need comes. Whenever the first

29
container in front advances to being empty, it would sound the signal of needing to be re-
filled to keep the flow of materials going on at a steady pace, ensuring a successful mate-
rial flow.
An ideal number of pieces would be 100-150 pieces as we would not want the containers
to overfill as some containers are already overfilled and the result of this is the materials
falling out of the container.
3.5 Storing / Layouts
When it comes to the storage layouts of storing raw materials in the warehouse, some
principles should be followed to make it very efficient. This would mean following certain
steps into maintaining the very flow that everything works inside the warehouse.
Some of these steps can be like:
Image 18 An ideal general view of a warehouse layout (Interlake Mecalux 2019)
Looking at the stages above, provided from Interlake Mecalux, it shows the general way of
what a design should look like for a warehouse spacing and its layouts.
Whenever there is sufficient space available, this should be taken as an advantage, of
course, dependent on the amounts of materials that would be located in that said ware-
house. Konecranes does this just the way it should be and takes the available space it
has in
In the Kanban case, there are several shelves in the warehouse where the raw materials
are located, all designated with certain containers withholding a type of material. In this
case, the author would believe that the handling of the materials has already been re-
duced to a minimum as the location of the warehouse is right next to the Kanban storage
area in Hall 41. It is really simple enough distance wise to go ahead and refill the contain-
ers in Hall 41 possibly in the matter of minutes before they are full again and stocked.
Easy access would be another thing in the authors opinion as the current storage area
that is located in Hall 41, is rather crowded and put together into one mashed up location.
30
For the author, as a tall individual, it feels a little bit distressing going into such a closed
space with limited capacity to move in, but this is understandable as there are certain pa-
rameters to what extent can the storage areas in the warehouse be used as there are
forklifts that also use the space in the middle of the factory walkways. It is easy to keep
track of which materials are available in the warehouse, so this is good enough when con-
sidering the easy access factor.
The offering of maximum flexibility inside the warehouse in the Kanban case would be an
issue in my eyes as it does not seem to be flexible enough when positioning the materials
on the shelves inside the warehouse. When the author saw it, it seemed a little bit
crowded, to be honest, and may be difficult to pull out materials out of the containers due
to them being so compact together tightly next to each other. This could be considered as
an improvement in the future if a situation ever rises regarding flexibility.
As for the controlling amounts, it is assured that there is a specific limit as to how much
has to be in stock in the warehouse.
3.6 Inbound Storing
For the current situation of the inbound storing of the raw materials, all materials are
seemingly in an organized fashion in the cupboards as seen in Image 20. There is a total
of seven cabinets, six of which withhold materials inside them side-by-side to each other.
Color-coding wise it is mainly kept on a three-color basis for the purpose of simplicity in
my opinion, blue, yellow and red with the green color having an occasional appearance in
some cabinets.
In cabinet four, which has taken on the responsibility of the so-called “Kanban test drive”
has containers all of the same color to clearly separate themselves from those containers
of which haven’t been implemented to Kanban yet.

31
3.7 Storing / Layouts
Image 19 Site map of KC DUS (Gottwald 2011)
Above in Image 19 you can see the site map of the KC DUS area where its designated
clearly as to where the Kanban storage area is located. The production area to where the
Kanban system is being applied to is located in Hall 41 as circled in red in the image
above.
3.7.1 Current Layouts
Looking at the current layouts that KC DUS has in store for the Kanban system, it is as fol-
lows in Image 20. It consists of a total of seven cabinets, although only one of them has
been integrated into the Kanban system so far as a so-called “test trial”.
The other six cabinets would be integrated hopefully now during this project. The new
shelves that would be integrated would be mainly to ensure visibility of the contents that it
would hold inside, AKA in the case of Kanban, a two-bin system so to speak that is al-
ready being experimented in one cabinet.
32
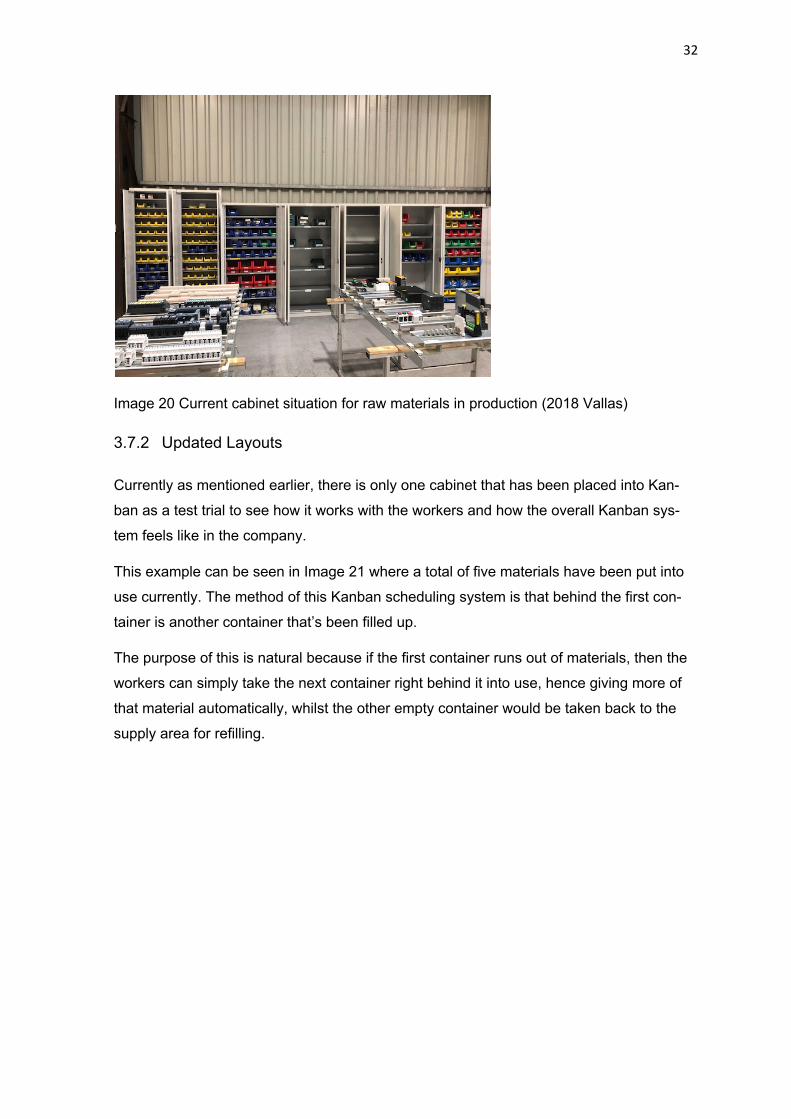
Image 20 Current cabinet situation for raw materials in production (2018 Vallas)
3.7.2 Updated Layouts
Currently as mentioned earlier, there is only one cabinet that has been placed into Kan-
ban as a test trial to see how it works with the workers and how the overall Kanban sys-
tem feels like in the company.
This example can be seen in Image 21 where a total of five materials have been put into
use currently. The method of this Kanban scheduling system is that behind the first con-
tainer is another container that’s been filled up.
The purpose of this is natural because if the first container runs out of materials, then the
workers can simply take the next container right behind it into use, hence giving more of
that material automatically, whilst the other empty container would be taken back to the
supply area for refilling.

33
Image 21 Current Kanban "Test Trial" in production (2018 Vallas)
3.8 Picking / SAP Booking
The next step would be for people to take out or sort of “book” the materials for a project
as an example. For privacy purposes, the author blurred out the sensitive data that may
regard certain company projects that exist.
Image 22 below shows an example of someone booking a certain material for a project as
seen circled by the black barrier. The red barrier indicates the bookings that are made for
that type of material. Red bookings mean that they are being taken out and green would
be the opposite of them being placed into the system.
These bookings can be seen through the “MB51” transaction in the SAP system which
would be the material documentation list that shows the overall movements of that one
material over its lifetime.

34
Image 22 Example of an SAP material booking (Vallas 2019)
3.9 Lean Production
When going into the topic of lean production, this would basically mean eliminating the
waste that may or may not be in the production line. If talking about lean production, this
would also take several other goals into consideration along the process as well such as
the following:
• High quality
• Lowering the costs
• Shorter cycle times (from one process/stage to another)
• Flexibility
• All attempts of getting rid of possible waste in the manufacturing line
(Carreira & Trudell 2006, 13.)
As to how to make these particular goals into fulfillment and making them a reality for a
company, through lean management, there are tools that can be used in order to achieve
this. These could include the following:
• Process mappings
• Value stream mappings
• Kaizen events or happenings etc.
(Carreira 2006, 13.)
Then the next step after considering the factors mentioned above relating to the goals and
tools of lean production would be picking out a suitable strategy to advance to apply to
lean six sigma. There are usually two choices to pick from, either a DMAIC process or a
Kaizen event. In the case of Konecranes, speaking hypothetically, a Kaizen event
wouldn’t necessarily be sufficient nor effective enough in my opinion as it is more towards

35
to smaller areas that won’t necessarily cover everything in the process of applying (Car-
reira 2006, 15.)
Hence the option of a DMAIC process could be more suitable in the authors opinion for
the company of Konecranes. More of the DMAIC process can be seen in the following
chapter 3.4.
3.10 Lean Six Sigma
So, to start off, what exactly is “Lean six sigma”, lean basically means to eliminate waste
in nearly anything, whether if it’s the production line, accounting department or even the
storage department, lean methods can be applied to nearly anything in business.
But what do you exactly gain from all the attempts to eliminate waste through the means
of lean management? To gain or create value for your customers. There are many differ-
ent forms of waste that can exist, whether its noise pollution or even overproduction, these
can be considered as waste for the company and its department.
Six Sigma, on the other hand, would mean reducing the defects by solving certain issues
with high priority and convincing means. If you were to put these two together and you get
that leans means to make the six-sigma process much faster than regularly.
To determine on how this process can actually be applied to the company, one would first
have to consider all the necessary steps included in the “DMAIC” process that can be
found in the following chapters between 3.4.1 – 3.4.5.
Define
For the first stage, it’s quite clear as to its meaning behind the idea. The first step of the
“DMAIC” process would be to first define either the problem at hand that you are experi-
encing or either the objective that you are trying to achieve from all the work that is going
on. (Carreira & Trudell 2006, 16.)
In the case of Konecranes DUS, in the authors eyes, this would be more of an objective
rather than an issue, but it can be considered a problem as well. The objective as men-
tioned earlier is to try and implement an updated and better scheduling system for the pro-
duction line here at the DUS factory.
What is this exactly trying to accomplish? Through a Kanban scheduling system that
would be implemented to a production line can theoretically improve the process and
transfer times of raw materials into the shop floor. With the help of lean management, it
can help identify unnecessary steps or processes that could possibly be gotten eliminated
36
in order to make the production line even more effective than what it is now, but this is
only one of the possible steps.
Measure
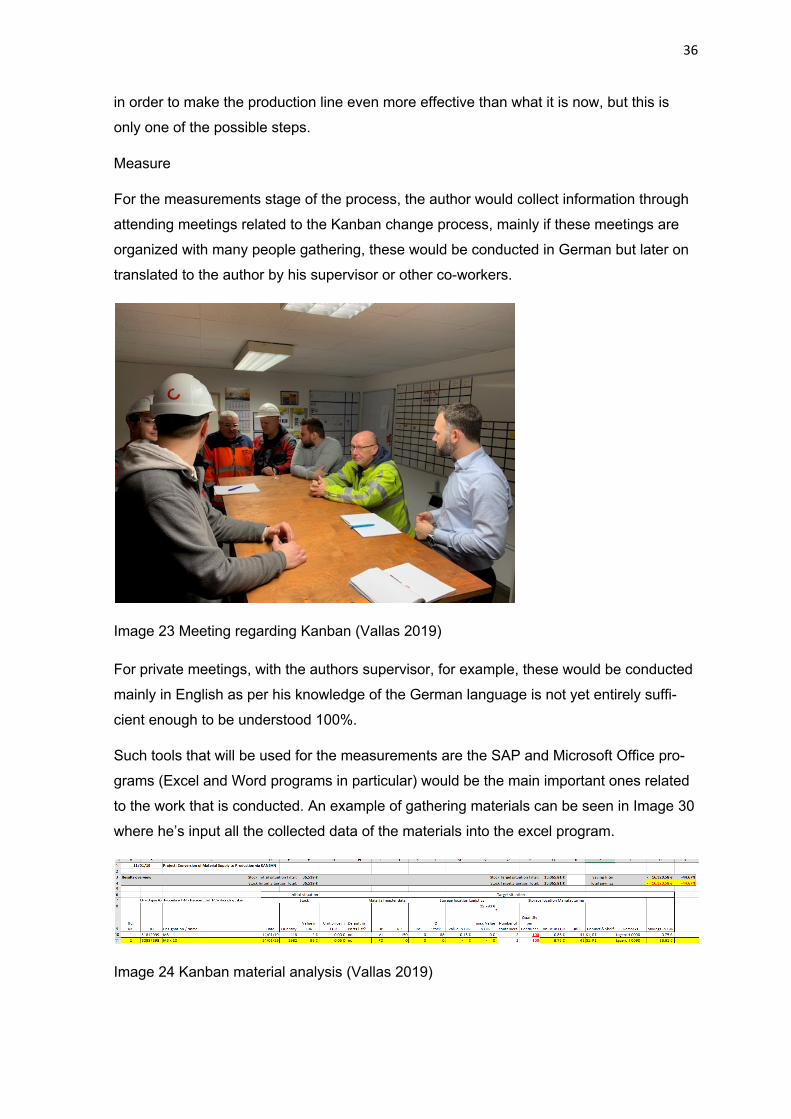
For the measurements stage of the process, the author would collect information through
attending meetings related to the Kanban change process, mainly if these meetings are
organized with many people gathering, these would be conducted in German but later on
translated to the author by his supervisor or other co-workers.
Image 23 Meeting regarding Kanban (Vallas 2019)
For private meetings, with the authors supervisor, for example, these would be conducted
mainly in English as per his knowledge of the German language is not yet entirely suffi-
cient enough to be understood 100%.
Such tools that will be used for the measurements are the SAP and Microsoft Office pro-
grams (Excel and Word programs in particular) would be the main important ones related
to the work that is conducted. An example of gathering materials can be seen in Image 30
where he’s input all the collected data of the materials into the excel program.
Image 24 Kanban material analysis (Vallas 2019)

37
Above in Image 24, you can see an example of a model made in Microsoft Excel to show
how much would this project be of benefit for the company. The data and other numbers
in Image 24 are not accurate. The point of it is to give an idea of what the project analysis
would look like. There are basically two situations stated in the model, the initial situation
of what the project's status is off now and the target situation is what we would imagine /
would like it to be like.
As to what exactly is being measured, it is mainly the raw materials but also the timings of
such processes that may be related with dealing with them as in how long it takes for
them to come from the warehouse into the production site for the workers to be actually
able to use them in their work. The author would consider these measurements as the
most meaningful towards this overall project that is being conducted.
Analyze
For the analyzing phase of the process, this would be to analyze the data that the author
collected and through the data somehow establish and identify the so-called “root
cause(s)” for the project. Through this analyzation phase, it can be possibly determined on
what can be done to the issue/objective at hand.
Improve
The objective of trying to improve something would be trying to implement the solutions
for the root cause(s) that came up in the analyzation phase of the project.
Control
For the control phase, this would mean that you try and keep your solution that was cre-
ated and thought off in the improvement phase under control and try to maintain a balance
in the workplace with this new solution. This can be managed by placing in certain regula-
tions, for example, to try and maintain the results that one may wish for as the outcome of
the entire project.

38
4 ISSUES AND IMPROVEMENTS
For future considerations, the following points can be considered for future purposes as
possible suggestions for improvements that may indeed prove useful for the company of
Konecranes. The following future options that are being considered for the project with po-
tential future applications are E-Kanban, integration with RFID technology within the com-
pany, storage spacing and bottle stations that can be eliminated.
E-Kanban
Having E-Kanban put into use would just seem so much more simplistic for the future as it
is a trending and growing phenomenon in the world. It statistically speaking could even be
the most logical choice of considering future consideration for the Kanban systems here at
Konecranes instead of a manual system.
But what exactly is E-Kanban? The “E” in the phrase would stand for electronic Kanban.
This would be considered as the so-called “digital or online” version of the system itself
when compared to the basic Kanban systems (Leankit 2019.) Through this system, it
would give the company the choice of disposing of the card and whiteboard systems that
the company has in place and switch into a much more beneficial system that could im-
prove the times in how different projects are handled during the years.
Another reason as to why exactly someone or a company like Konecranes could benefit
from E-Kanban is the accessibility. E-Kanban could be accessed via the internet, com-
pany intranet or shared servers making it available in multiple locations all at once, in-
stead of visiting let’s say a whiteboard in one particular location in the factory floor.
Through E-Kanban, you could potentially access it from your office for example and at the
same time, another manager could be looking in on it straight from the production, making
the system much more convenient as to its predecessor.
Some other positives that it may bring to a company are the following:
• When a sudden case of a system change occurs, E-Kanban would adopt the con-
tainers in the system to fit its new changes.
• The usage of Kanban cards would be disposed of, as there can be a risk of let's
say losing such cards in the factory floor for example.
• The management of stock levels can be monitored in a much better stance, as E-
Kanban can provide visual aids automatically.

39
• E-Kanban would save workers and other managers time in retrieving and analyz-
ing such Kanban cards from the production floors thus reducing significant time
loss. (Svirčević, Simić & Ilin 2013, 164.)
RFID Technology Implementation
Another point of possible future consideration for the company’s future is the implementa-
tion of the RFID technology, possibly both to the materials that the company uses but pos-
sibly also to its products as well. Of course, this would vary on how the company would
exactly use it, but the author could see it as keeping track of the material stocks that are in
store both in the production area and warehouse area.
When comparing the RFID technology to those of barcodes that Konecranes as an exam-
ple uses at the moment, RFID is completely automatic whereas barcodes are still manual.
Barcodes cannot be edited nor changed after they have been given their designation as to
what information they withhold but the RFID technology would allow you to change infor-
mation and keep it up to date so to speak if there are let’s say sudden changes in the ma-
terial descriptions or container specifications.
Ideally, the RFID technology makes it just so much simpler than a barcode system and
through this method, it lets you preserve the time that you may need for other important
tasks. The author would see this as a method of lean management just to avoid unneces-
sary waste inside the company.
Storage Spacing
For future storage spacing, in the future Konecranes may want to invest in storage space
outside of their own facility and possibly expand more to a subcontractor’s side. The situa-
tion of the current space in Düsseldorf was rather crowded hence the recommendation.
This could potentially open up new long-term deals between companies with both can
share their resources and have a mutual tracking system of sorts to monitor the materials.
Bottleneck Stations
Through Kanban, it can analyze after a certain period, which workstations may become
obsolete. If all go well with the adaptation process to SAP and with the application of Kan-
ban perhaps electronically, it will expose the bottle neck stations that could lead to lean
management style actions and eliminating the weak spots in the supply chain.

40
Analyzing the lead time between all stations progressing from one station to another could
give major time saving difference in production order times hence giving better quarterly
results and improved customer satisfaction through the earlier accomplishments of the
sales orders.
If there are orders going overseas, these should be prioritized as the delivery time de-
pending on the transportation can vary, eliminating bottle neck stations could get an ear-
lier delivery estimate.

41
5 CONCLUSIONS & FINDINGS
Going back to the secondary questions that help answer the main research statement:
• “How can a Kanban system be planned and applied to a manufacturing floor at
Konecranes Düsseldorf?”
A system is already in place in the production of the company, but it can be taken to the
next level as taken from the basis of this thesis project. It can be applied through creating
new storage styles, new raw material holders and cabinets as well as creating new or
moving existing materials that are in heavy use to the new Kanban system. Seeing that
the company uses SAP currently, it would be crucial to use this system through the inte-
gration process as this has been in use since 2014.
SAP can definitely handle the necessary steps when taking a new scheduling system like
Kanban into consideration. Through SAP, you can control all the stages of the production,
hence guaranteeing a successful material flow and a success to the supply chain.
Kanban however should be integrated at a steady pace, by starting with such phases like
in which the company has already begun by placing new raw material bins in place as well
as cabinets specified only for Kanban materials, to ensure seeing major differences per-
formance wise. If the Kanban cabinets and raw materials prove out to be more productive
in lean time, other materials can then be integrated as well.
A second question to help answer the main statement was:
• “What processes are included during the entire project?”
Such processes as having the knowledge of the current SAP system and how it exactly
functions in the company is essential in the project. Also identifying which types of materi-
als can be placed into Kanban have to be taken into consideration whereas in the first
stages it would focus on PTS items that are in heavy use daily, but also possibly PTO
items which have a major consumption basis. Creating new storage locations into the sys-
tem as well as creating or moving material ID’s from one location to another is a neces-
sary step in the project.
Regular team meetings also have to be in place to know everyone are kept up to speed,
as complications will definitely come up after the first stages. A weekly or a bimonthly pol-
icy towards team meetings would be recommendable, keeping product managers, produc-
tion managers and warehouse managers in the loop.

42
Through multitasking in the processes during the project, can the bottleneck stations be
reduced significantly as time is taken into account how big of a crucial part it plays in the
different phases of the production line.
And this leading to the final secondary statement:
• “How is the current scheduling system relevant in comparison to a new Kanban
system and what is its significance?”
Looking back to first when starting this project, the material flow in the production line in
Düsseldorf was good but with room for improvement. Such a system like Kanban can defi-
nitely be considered as a booster from this thesis and use this as a case study or as a
guide towards planning such system with different phases into the production line.
A demo is already in place and one cabinet is in use for Kanban, which has received good
positive feedback from the workers, claiming that once one box of raw materials is emp-
tied, another full box is immediately taken in from behind. Such a simplistic system can
change the whole view of material flow in the production line.
The hard step is actually integrating it with the current SAP system which was brought in
2014 to the company. Obviously test runs are required to be done to the system maybe to
minor projects that are not that crucial to customer needs and in time, it could be fully inte-
grated with SAP.
Material flow currently is very basic and maybe even it includes unnecessary steps which
reduce lead time significantly in the production, meaning if one box of materials is emp-
tied, a booking has to be made in the system and then a worker would have to wait until
more come in. This just does not seem logical as Kanban can give your material so called
“backup” bins full of materials ready to use as soon as the first box is emptied.
So, this leading to the following main research statement:
• “The effectiveness of planning and implementing a Kanban scheduling system
to a manufacturing floor where there is no previous experience of such a sys-
tem.”
All in all, a Kanban scheduling system would look overly positive to a production line when
handling raw materials, but with a time lapse to a trial period. During the beginning, the
prediction is rather unpredictable how the current workers in the factory will take the new
scheduling system into account.

43
During the first phases, there are even bound to be certain errors that may occur. Hope-
fully not that drastic as to a certain material being run out so that a production order is
seized but minor delay is expectable.
The future potential to expand through the manual version of Kanban are rather limitless
of what it can accomplish. Maybe someday in the future, after seeing if the system works
manually, E-Kanban can be considered, and an integration process would be very possi-
ble indeed.
A system like Syncron which monitors and classifies all kinds of PTS, PTO, MTS & MTO
materials could be integrated with Kanban and make the flow of materials even faster.
This was the company could avoid relapses in production times, delays in customer or-
ders, bottleneck stations, empty material boxes and so on….
Maybe even other companies could take this into account by noticing how well it may
work, if Konecranes is willing to share a peek at their production line and see how the flow
of raw materials actually happens from one station to another. Through bookings of the
material in the SAP system, the workers in the factory will be well aware to expect with
materials are about to run out and which have to be refilled at once if using a material that
may be used in large quantities over a month.
The expansion of making the raw materials holding hall / area would allow for even more
raw materials to come into the SAP system though careful analysis and parameters set
but definitely the concernment of undergoing partnerships in warehousing could prove to
be a financial success for the company, not only regionally in Germany but potentially in
Finland as well.

44
6 SUMMARY
The main idea of implementing a Kanban scheduling system to the production is a terrific
idea, taking into consideration that future research could definitely be applied to the topic.
Kanban as shown significant decrease in takt time in the different production stages when
it comes to handling raw material through Kanban.
The Electronic Kanban idea should not at all be abandoned but could be very well consid-
ered as the next level of developing the system from its manual form to the electronic ver-
sion. A cost analysis could be done in the future to determine if this idea would be benefi-
cial or not for the company.

45
REFERENCES
Printed References
Carreira, B. & Trudell, B. 2006. Lean Six Sigma That Works: A Powerful Action Plan for
Dramatically Improving Quality, Increasing Speed, and Reducing Waste. New York:
AMACOM.
Gross, J. & McInnis, K. 2003. Kanban made simple: demystifying and applying Toyota's
legendary manufacturing process. New York: AMACOM.
Hokkanen, S. & Virtanen, S. 2012. Varastonhoitajan käsikirja. Kangasniemi: Sho Business
Development Oy.
Electronic References
Activewaveinc. 2019. Technology: RFID Advantages. [accessed 27 Feb. 2019]. Available
at: http://www.activewaveinc.com/technology_rfid_advantage.php
Antonova, I. 2019. Warehousing. [accessed 04 Oct. 2019]. Available at:
http://ivkwarehousing.weebly.com
BusinessDictionary. 2018. Information systems. [accessed 31 Oct. 2018]. Available at:
http://www.businessdictionary.com/definition/information-system.html
BusinessDictionary. 2018. SAP. [accessed 31 Oct. 2018]. Available at:
http://www.businessdictionary.com/definition/SAP.html
BusinessDictionary. 2018. What is change over time? definition and meaning. [accessed 6
Nov. 2018]. Available at: http://www.businessdictionary.com/definition/changeover-
time.html
Collins Dictionary of Business, 3rd ed. 2002, 2005. Internal Production.8 [accessed
October 25. 2019]. Available at: https://financial-
dictionary.thefreedictionary.com/Internal+production
Digite. 2019. What is Kanban? Comprehensive Overview of the Kanban Method.
[accessed 25 Jan. 2019]. Available at: https://www.digite.com/kanban/what-is-kanban/
European Commission. 2018. Electrical and electronic waste - Environment - European
Commission. [accessed 23 Jan. 2019]. Available at:
http://ec.europa.eu/environment/waste/rohs_eee/index_en.htm

46
Interlake Mecalux. 2019 Warehouse layout design. [accessed 5 Feb. 2019]. Available at:
https://www.interlakemecalux.com/warehouse-manual/warehouse-design/warehouse-
layout
Konecranes. 2018 About Konecranes. [accessed 31 Oct. 2018]. Available at:
https://www.konecranes.com/about-konecranes
Konecranes. 2018 Business Areas. [accessed 31 Oct. 2018]. Available at:
https://www.konecranes.com/about/business-areas
LeanKit. 2019. Maximize Your Time, Improve Efficiency with the Kanban System |
LeanKit. [accessed 21 Feb. 2019]. Available at: https://leankit.com/learn/kanban/kanban-
system/
LeanKit. 2019. What is an Electronic Kanban? | LeanKit. [accessed 26 Feb. 2019].
Available at: https://leankit.com/learn/kanban/electronic-kanban/
Roberti, M. 2011. What Are the Advantages of RFID? — Ask the Experts Forum - RFID
Journal. [accessed 27 Feb. 2019]. Available at:
https://www.rfidjournal.com/blogs/experts/entry?8591
Skillsyouneed. 2019. Quantitative and Qualitative Research Methods. [Accessed 18
Nov. 2019]. Available at: https://www.skillsyouneed.com/learn/quantitative-and-
qualitative.html
STechies. 2019. SAP Full Form & Definition of SAP ERP Software. [Accessed 18 Nov.
2019]. Available at: https://www.stechies.com/u-mean-sap/
Svirčević, V., Simić, D. & Ilin, V. 2013. ADVANTAGES OF E-KANBAN SYSTEM
COMPARED TO CLASSIC KANBAN SERVING PRODUCTION LINE. Belgrade: 1st
Logistics International Conference, pp.161-165. [accessed 26 Feb. 2019]. Available at:
http://logic.sf.bg.ac.rs/wp-content/uploads/Papers/ID-30.pdf
Technovelgy. n.d. What is RFID? [accessed 27 Feb. 2019]. Available at:
http://www.technovelgy.com/ct/technology-article.asp
Techwalla. 2019. Advantages & Disadvantages of RFID. [accessed 27 Feb 2019].
Available at: https://www.techwalla.com/articles/advantages-disadvantages-of-rfid

47
APPENDICES
Appendix 1 Kanban Material Purchase Order

48

49

50
Appendix 2 Konecranes Düsseldorf Factory Layout