planta de procesos para productos lácteos (le00) -...
TRANSCRIPT

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\0.- indice-LE00.doc
Planta de Procesos para productos Lácteos (LE00)(con el Sistema EDIBON Scada-Net "ESN” para 30 estudiantes trabajando simultáneamente)
Indice
- Diagrama de la Planta de Procesos (Catálogo).
- Donde utilizar esta Planta de Procesos.
- Items incluidos en esta Planta de Procesos.
- Especificaciones técnicas
a) Especificaciones técnicas del Sistema EDIBON Scada Net “ESN”.
b) Especificaciones técnicas de los items.
LE00
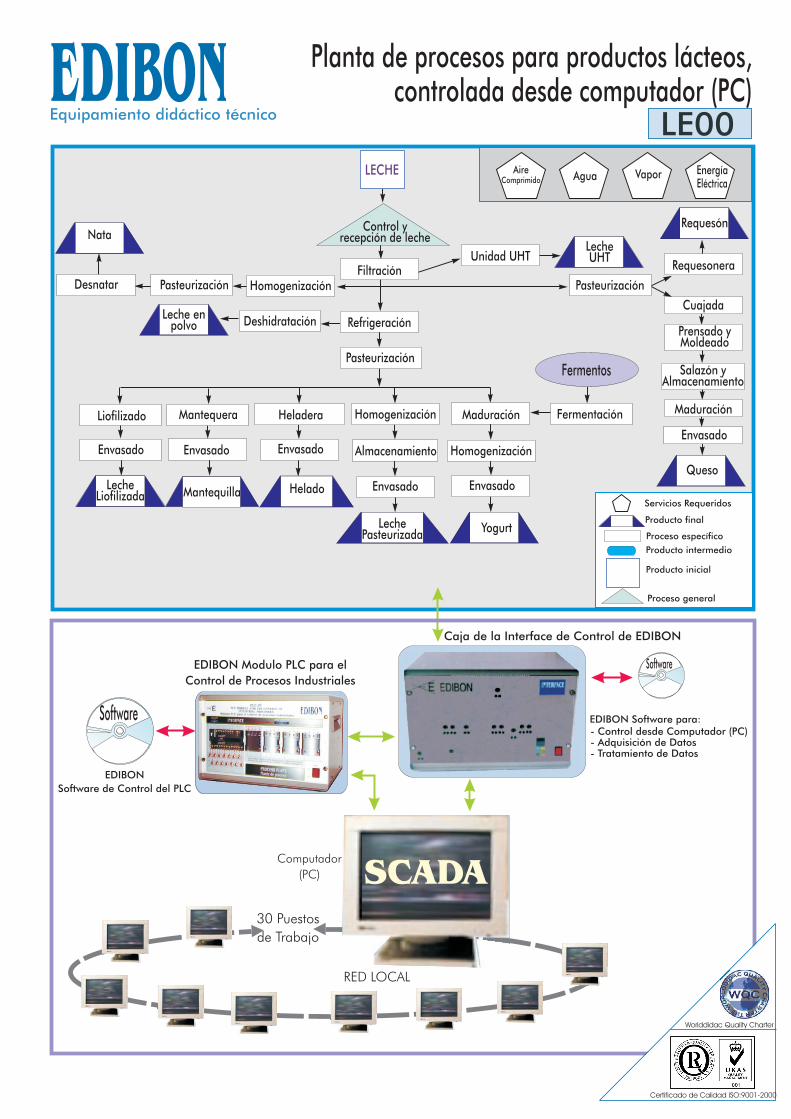
Planta de procesos para productos lácteos,controlada desde computador (PC)
Fermentos
LECHE
Envasado
EnvasadoEnvasado
Envasado
EnvasadoEnvasado
RefrigeraciónCuajada
Salazón yAlmacenamiento
Prensado yMoldeado
RequesoneraFiltración
Control yrecepción de leche
Unidad UHT
Deshidratación
Pasteurización
Pasteurización
Liofilizado
PasteurizaciónDesnatar
Almacenamiento
HeladeraMantequera Maduración MaduraciónFermentaciónHomogenización
Homogenización
Homogenización
Requesón
LecheLiofilizada
LechePasteurizada
HeladoMantequilla
Leche enpolvo
Nata
Yogurt
Queso
LecheUHT
EDIBON Modulo PLC para elControl de Procesos Industriales
- Adquisición de Datos- Tratamiento de Datos
- Control desde Computador (PC)EDIBON Software para:
Caja de la Interface de Control de EDIBON
Computador
(PC)
30 Puestos
de Trabajo
RED LOCAL
Software
Software
EDIBONSoftware de Control del PLC
SCADA
Servicios Requeridos
Producto final
Producto intermedio
Producto inicial
Proceso general
Proceso específico
EnergíaEléctrica
VaporAireComprimido Agua
Worlddidac Quality Charter
Certificado de Calidad ISO:9001-2000
EDIBONEquipamiento didáctico técnico
SERVICIOS REQUERIDOS DIMENSIONES Y PESOS
PRÁCTICAS A REALIZAR CON ESTE SISTEMA
RESUMEN DE LAS ESPECIFICACIONES TÉCNICAS
Esta planta de procesos tiene el objetivo de: Investigar,Enseñar, Producir y plataforma para emprendedores.Permite el minucioso examen y control de los siguientes aspectosdel proceso:
Análisis de todas las fases de la transformación de un producto,desde su recepción hasta su envasado.
Evaluación cualitativa del producto terminado en función de laproductividad de las operaciones de transformación.
Estudio del rendimiento de los diferentes productos químicosutilizados para el mantenimiento del proceso.
Organización de procedimientos para el control continuo de la
calidad de las operación de producción.
Ejecución de los procedimientos para el control continuo de la calidadde las operaciones de producción.
Evaluación de los equipos técnicos, legales y administrativos conrespecto a la adulteración de alimentos.
Manual y control computerizado de los procesos.
Sistema de calibración de los sensores.
Sistema SCADA y red local.
•
•
•
•
•
•
•••
-Suministro eléctrico: 220 V / 50Hz o 110 V/60 Hz.-Suministro de agua.-Suministro de vapor.-Suministro de aire comprimido.
-Dimensiones aprox.: 14 X 12 X 3 m.-Peso aprox. : 3200 Kg.
NOTA: Especificaciones técnicas completas e información adicional detallada disponible.
* Especificaciones sujetas a cambios sin previo aviso, debido a continuas mejoras del producto.
ITEMS INCLUIDOS EN EL SUMINISTRO:-
-
-
-
- Computadores y Red local incluidos.
- Elementos de interconexión yincluidos para un funcionamiento normal.
- : ,, ,
, , etc.
LE00. Planta de Proceso
Adquisición de Datos +Tratamiento de Datos.Paquete de Software EDIBON SCADA-NET parael Control y manejo de clase.
Módulo PLC para el Control de Procesos Industriales,con todos los accesorios necesarios.Software de Control del PLC.
Manuales para
s completa paralácteos, según especificaciones.Caja de la Interface de Control.Tarjeta de Adquisición de Datos.Software para: Control desde Computador (PC)+
-
-
- todos los accesorios
Practicas y Ejercicios ServiciosRequeridos Montaje e Instalación Interface y Software deC o n t r o l , P u e s t a e n m a r c h a S e g u r i d a d ,Mantenimiento Calibración
10
9
8
7
6
5
4
3
2
1
CONFIGURACIÓN DEL SISTEMA
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
Estructura en aluminio anodizado y elementos metálicos en acero inoxidable. Todos los elementos son inalterables químicamente.Software de Control desde Computador (PC), Adquisición de Datos y Tratamiento de Datos. Software de Control flexible y abierto, compatiblecon cualquier sistema operativo Windows. Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y con señales protegidas y filtradas. Sensorescon señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc, preparadas para salida a computador (PC) de 0-10 V. Entradas: 16 analógicas + 16digitales y Salidas: 16 digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de posición proporcional y on/off, paraactuadores e instrumentos de control.
- Sistema de control de realimentación.- Conectores de los sensores a la interface con diferentes número de pines, para evitar errores del alumno.
Caja-Módulo PLC para el Control de Procesos Industriales , con diagrama del proceso en el panel frontal, incluyendo Software de Control delPLC.Control manual, sermiautomático y automático. Todo el sistema está conectado a una red local con 30 ordenadores, en los cuales cadaalumno puede controlar cualquier bloque del proceso. La planta completa trabaja sincronizada con un único control y el resto de losordenadores en red pueden ser visualizadas en “n” pantallas simultaneamente.Esta planta esta diseñada para un amplio rango de alimentos desde 11 a 300 litros, estas plantas son usadas en educación, producción einvestigación.Las siguientes unidades han sido diseñadas para la optimización de todos los procesos involucrados:
Filtro de placas (Filtrado):Tanque de refrigeración (Refrigeración):Unidad de pasteurización (Pasteurización):Unidad de homogeneización (Homogeneización):Yogurtera (Obtención del yogur):Requesonera (Obtención del requesón):Heladera (Obtención de helados):Liofilizador (Liofilización):Unidad de deshidratación (Deshidratación):Unidad de prensado (Prensado y Moldeado):Mantequera (Obtención de mantequilla):Desnatadora (Desnatar):Tanque para salado, almacenado y maduración (Salado y Maduración):Unidad de Envasado para sólidos ( Envasado):Unidad de UHT (Proceso UHT):Unidad de Envasado para líquidos (Embotellado):
Análisis y control de calidad.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
Especificaciones técnicas complementarias disponibles.Especificaciones técnicas complementarias disponibles.
C/ San José 11-13, 28921 ALCORCON (Madrid) ESPAÑA.Phone: 34-91-6198683 FAX: 34-91-6198647E-mail: [email protected] WEB site: www.edibon.com
Equipamiento didáctico técnicoEDIBON
Edición: ED01/05Fecha: Abril/2005
DISTRIBUIDO POR:

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\2.-donde utilizar-LE00.doc
Dónde utilizar esta Planta de Procesos
• Universidades y Politécnicas.
• Escuelas Técnicas.
• Escuelas Vocacionales.
• Ministerio de Trabajo.
• Ministerio de Educación.

Planta de Procesos para productos Lácteos (LE00)
Abril 2005Edición 3
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\3.- items incluidos LE00.doc
Items incluidos en esta Planta de Procesos
1) Unidades de Enseñanza, Investigación e industriales (16):1.1 1 Filtro de placas (Filtrado).1.2 1 Tanque de refrigeración (Refrigeración).1.3 1 Unidad de pasteurización (Pasteurización).1.4 1 Unidad de homogeneización (Homogenización).1.5 1 Yogurtera (Obtención de yogurt).1.6 1 Requesonera (Obtención de requesón).1.7 1 Heladera (Obtención de helados).1.8 1 Liofilizador (Liofilización).1.9 1 Unidad de deshidratación (Deshidratación).1.10 1 Unidad de prensado (Prensado y moldeado).1.11 1 Mantequera (Obtención de mantequilla).1.12 1 Desnatadora (Desnatado).1.13 1 Tanque para salado, almacenado y maduración (Salado y maduración)1.14 1 Unidad de envasado para sólidos (Envasado)1.15 1 Unidad de UHT (Proceso UHT).1.16 1 Unidad de envasado para líquidos (Embotellado).
2) Interface Electrónica:Interface Electrónica para todas las unidades indicadas en el punto 1 "Unidades de Enseñanza, Investigación eindustriales”
3) 1 PLC Central (MASTER PLC).4) Unidad de PLC:
Unidad de PLC para todas las unidades indicadas en el punto 1 "Unidades de Enseñanza, Investigación eindustriales”
5) Paquete de Software EDIBON SCADA-NET (Sistema ESN) para el control y manejo de la clase.6) Software para unidades:
Software de Control desde Computador + Adquisición de Datos + Tratamiento de Datos para todas lasunidades indicadas en el punto 1 "Unidades de Enseñanza, Investigación e industriales”.
7) Software de PLC: Software de Control de PLC para todas las unidades indicadas en el punto 1 "Unidades de Enseñanza,Investigación e industriales”
8) Sistema de Computación:8.1. 1 Ordenador Central.8.2. 30 Ordenadores.8.3. 1 Red Local.
9) Complementos de Computación:9.1. 1 Conjunto de cables de conexión.9.2. 1 Sistema de retro-proyección, para mostrar cualquier proceso en tiempo real.9.3. 1 Proyector.9.4. 1 Pantalla de proyección.9.5. 1 Puntero láser.9.6. 1 Estantería.9.7. Accesorios para 5 años de operación.
10) Manuales10.1. Manual del Sistema EDIBON Scada-Net.10.2. Manuales para cada una de las unidades de Enseñanza, Investigación e Industriales (8 manuales por
unidad)
11) 1 Semana de entrenamiento local y un viaje a España están incluidos.

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3
Especificaciones técnicas
a) Especificaciones técnicas del Sistema EDIBON Scada Net “ESN”
- Introducción al sistema ESN:
El sistema de EDIBON SCADA – NET (ESN) reproduce un modelo de planta integral (modelo CIM) en elcual se define varios modelos de comunicación:
• Nivel de dirección: orientado hacia el manejo y organización de la producción, este nivel requiere lainstalación de redes, las cuáles pueden manejar un tráfico de datos denso sin restricciones ni tiempo derespuesta. Las áreas de redes locales adaptadas a este nivel están basadas en la arquitectura Ethernet.
• Nivel de factoría: la factoría, que esta compuesta por celdas de fabricación, puede intercambiar datos ypueden por consiguiente monitorizar la producción. A este nivel la velocidad de transmisión de datos enla red debe ser lo suficientemente alta, que permita el intercambio de amplia cantidad de datos. En estecaso, la red de fabricación esta basada en una arquitectura Fipway.
• Nivel de celda de fabricación: cada dispositivo o grupo de dispositivos se controlan mediante unsistema de control automático (PLC).
• Nivel de máquina: cada dispositivo incluye un grupo de sensores inteligentes, actuadores y sistemassimples de control que implementan la comunicación a este nivel. Se utilizan Fieldbuses (FIPIO).
- Principales posibilidades del sistema:
• 30 estudiantes pueden trabajar “simultáneamente” y con 30 unidades diferentes.• Cualquier estudiante puede trabajar simultáneamente y realizando “Control en Tiempo Real”.• El profesor “puede ver” en su ordenador todo lo que cada estudiante esta haciendo en su
computadora en tiempo real.• Este sistema “se puede conectar” con cualquier otro sistema “ESN” (EDIBON Scada Net Sistema).• El Sistema “ESN” es “modular”, “abierto” y “expansible”.• Cada unidad del sistema es “abierto” y “expansible”.• Cualquier unidad y sistema puede ser visualizado en “n” pantallas simultáneamente mediante el
sistema multimedia de retro-proyección.• El sistema se suministra con todos “los accesorios necesarios”, computadoras, etc. “EL SISTEMA ES
COMPLETO PARA EL FUNCIONAMIENTO CORRECTO”.• Cada unidad se oferta con 8 manuales.• El sistema tiene su manual propio.
- Ventajas del sistema ESN:
Innovaciones principales del SISTEMA EDIBON SCADA NET:
• Manejo de datos en una red industrial (Ethernet Industrial).• PLC Central (PLC – NET interface) se utiliza para coordinar grandes cantidades I/O transferencia de
datos entre los PLCs.• La red local Ethernet proporciona una rápida recolección de datos y control de la planta. Este sistema
es muy ventajoso en aquellos casos en que se requiere acceso en tiempo real para el diagnostico de laplanta (tanto control local como remoto).
• Información global disponible. La optimización de la carga de tráfico de datos, permite al usuariorealizar combinaciones de funcionamiento para lograr un comportamiento óptimo. Los datos de fábricapueden ser visualizados fácilmente.
• Sincronización de procesos distribuidos.La infraestructura de automatización es más flexible y adaptable. Cualquier tipo de PC y otros componenteselectrónicos se pueden integrar dentro de la estructura de automatización. La planta es infinitamenteexpandible y escalable.
Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 1/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
Especificaciones técnicas
b) Especificaciones técnicas de los items
1) Unidades de Enseñanza, Investigación e industriales:
Especificaciones técnicas sujetas a cambio sin previo aviso, debido a las continuas mejora de la Planta.
1.1. 1 Filtro de placas (Filtrado), con las siguientes especificaciones técnicas:
- Construcciones en acero inoxidable AISI 304 con estructura montada sobre ruedas.- Barra de cierre con husillos de Acero inoxidable en todos los modelos con volante central para un
buen cierre de las placas, siempre uniforme.- Cartones 20x20 sin taladros.- Placa de Moplen atóxico ( sobre pedido en Noril esterilizado a 120ºC)- Manómetros para control de presión.- Válvula reguladora del líquido ( sobre pedido en acero inoxidable AISI 304)- Electrobomba en acero inoxidable ( sobre pedido con By-pass) y construido el motor con voltajes
especiales.- Racor portagoma de diámetro 20mm, sobre pedido en acero inoxidable AISI 304.- Estos filtros tienen 10 platos, sus dimensiones son (40x50x57 mm).- Peso 28 Kg- Producción 600b/h.
1.2. 1 Tanque de refrigeración (Refrigeración), con las siguientes especificaciones técnicas:
- Cuba, tapa y forro construidos en acero inoxidable. Además todas las superficies en contacto con laleche son de acero inoxidable, con un grado de pulido adecuado.
- Fondo impreso con evaporador que asegura el máximo rendimiento y mínimo consumo (1,5 Kw/100L- 1,8 Kw/100 L).
- Aislamiento efectivo mediante poliuretano inyectado para aumentar incrementos de temperatura enla leche.
- Inclinación del fondo para lograr un vaciado rápido.- Salida anti-aire de la leche para facilitar la medición del volumen en el tanque.- Funcionamiento automático del grupo de enfriamiento y el agitador para asegurar una buena
homogeneización de la leche.- Refrigerante.- Patas regulables.- Regleta de medición de volumen de la leche.- Bisagra compensada.- Bastidor de acero inoxidable.- Tensión monofásica 220 V/II.
1.3. 1 Unidad de Pasteurización (Pasteurización), con las siguientes especificaciones técnicas:
- Estructura de aluminio anodizado y elementos metálicos de acero inoxidable.- Software de Adquisición de Datos, Control desde Computador(PC) y Tratamiento de Datos.
Software de Control flexible y abierto, compatible con cualquier sistema operativo Windows.Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.
- Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y conseñales protegidas y filtradas. Sensores con señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc,preparadas para salida a computador de 0-10 V. Entradas: 16 analógicas + 16 digitales y Salidas: 16digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de posición proporcionaly on/off, para actuadores e instrumentos de control.• Sistema de control de realimentación.• Conectores de los sensores a la interface con diferentes número de pines, para evitar errores del
alumno.- Caja-Modulo PLC para el Control de Procesos Industriales, con diagrama del proceso en el panel
frontal, incluyendo Software de Control del PLC.- Datos Técnicos: Capacidad de pasteurización: 250 l/h. Caudal de agua en la sección de intercambio:
750 l/h. Tiempo de retención: 20 segundos a 250 l/s de leche. Temperatura del agua en la sección decalentamiento: 79ºC. Placas en la sección de regeneración. Placas en la sección de pasteurización.Sensores de temperatura. Etc.
Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 2/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
1.4. 1 Unidad de Homogeneización (Homogeneización), con las siguientes especificaciones técnicas:
- Capacidad 11 L/h- Presión máxima 2000 bar.- Todas las partes en contacto con el producto, en acero inoxidable resistente a los ácidos.- Diseño sanitario que permite la recirculación de agua o agentes químicos en el proceso de limpieza.- Válvulas de aspiración y descargas y asientos de las válvulas en carburo de tungsteno.- Válvula de homogeneización de simple etapa con asiento en carburo de tungsteno- Manómetro digital indicador de la presión de homogeneización, con indicador de sobrepresión.- Pistón cerámico. Empaquetadoras en PVDF/EPDM. Juntas en contacto con el producto en EPDM.- Sistema de refrigeración de pistones y empaquetadoras mediante circulación de agua.- El homogeneizador es un equipo de sobremesa compacto, equipado con depósito de alimentación de
producto, tuberías para recirculación, motor eléctrico de 3.0 Kw, 3x380, 460V/50Hz, cableadointerno e interruptor de marcha-parada.
- Igualmente se incluye un juego de empaquetadoras para puesta en marcha, herramientas y manualde servicios.
1.5. 1 Yogurtera (Obtención de yoghurt), con las siguientes especificaciones técnicas:
- Software de Control desde Computador(PC), Adquisición de Datos y Tratamiento de Datos.Software de Control flexible y abierto, compatible con cualquier sistema operativo Windows.Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.
- Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y conseñales protegidas y filtradas. Sensores con señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc,preparadas para salida a computador de 0-10 V. Entradas: 16 analógicas + 16 digitales y Salidas: 16digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de posición proporcionaly on/off, para actuadores e instrumentos de control.
• Sistema de control de realimentación.• Conectores de los sensores a la interface con diferentes número de pines, para evitar errores
del alumno.- Caja-Modulo PLC para el Control de Procesos Industriales, con diagrama del proceso en el panel
frontal, incluyendo Software de Control del PLC.- La unidad contiene los siguientes elementos: Unidad esmaltada y con aislamiento reforzado. Cuerpo
central de acero inoxidable, AISI 304. Resistencia eléctrica de 3000 KW. 2 Sensores deTemperatura tipo K. Sensor de pH con solución electrolítica. Ventilador. Probeta de 250 ml. 8baldas móviles para colocación de recipientes para la elaboración del yoghurt. Interruptor deSeguridad en la puerta de la unidad (alarma de puerta abierta). Controlador de temperatura digital,con sensor. Selector para control manual ó control desde computador (PC). Interruptor deencendido/apagado de la unidad. Indicador luminoso de encendido/apagado de la unidad. Indicadorluminoso de seguridad (alarma de puerta abierta). Indicador luminoso de estado de la resistenciaeléctrica. Diagrama en el panel frontal. Conectores de los sensores y de la resistencia y ventilador ala interface (control desde computador (PC)). Etc.
1.6 1 Requesonera (Obtención de yogur), con las siguientes especificaciones técnicas:
- Software de Control desde Computador(PC), Adquisición de Datos y Tratamiento de Datos.Software de Control flexible y abierto, compatible con cualquier sistema operativo Windows.Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.
- Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y conseñales protegidas y filtradas. Sensores con señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc,preparadas para salida a computador de 0-10 V. Entradas: 16 analógicas + 16 digitales y Salidas: 16digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de posición proporcionaly on/off, para actuadores e instrumentos de control.
• Sistema de control de realimentación.• Conectores de los sensores a la interface con diferentes número de pines, para evitar errores del
alumno.- Caja-Módulo PLC para el Control de Procesos Industriales, con diagrama del proceso en el panel
frontal, incluyendo Software de Control del PLC.- La unidad contiene los siguientes elementos: Tanque de acero inoxidable (AISI 304) de 45 litros,
con camisa de agua. Sensor de pH. Sensor de Nivel, óptico. Sensor de Temperatura, tipo pt100, en eltanque. Resistencia eléctrica con protección IP66, 6 KW. Válvula de salida del suero. Válvula de

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 3/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
entrada de agua. Válvula de salida de agua. Tubo de desagüe y salida de vapor. Caja estanca IP66conteniendo: interruptor de encendido y apagado de la unidad, controlador de temperatura digital,selector para control manual ó control desde computador (PC), selector de encendido y apagado dela resistencia eléctrica, indicador luminoso del estado de la resistencia, indicador luminoso del nivelde agua y diagrama en panel frontal. Tiempo requerido para el proceso 45 minutos. Temperatura detrabajo entre 70-90 ºC. Etc.
1.7 1 Heladera (Obtención de helado).
1.8 1 Liofilizador (Liofilización), con las siguientes especificaciones técnicas:
- Construido en acero inoxidable.- Número de bandejas 4 a 5.- Superficie de trabajo de cada bandeja: 430-1200 mm.- Area total de trabajo: 1.8 m2.- Capacidad del condensador: 18 Kg.- Requerimientos de energía: 20 Amps, 1 fase, 50 Hz.- Puerta de apertura construida en cristal acrílico.- Rango de temperatura en placa: -25 a + 60. Grados Celsius.- Potencia de calor: 2 Kw.- Peso del equipo: 800 Kg.- Material del condensador: Acero inoxidable.- Medio de transferencia de calor: Glicol.- Liquido de condensador: Agua.
1.9 1 Unidad de deshidratación (Deshidratación).
1.10 1 Unidad de prensado (Prensado y moldeado), con las siguientes especificaciones técnicas:
- Construida en acero inoxidable.- Compresión por muelle.- Capacidad aproximada 12 moldes.
1.11 Mantequera (Obtención de mantequilla), con las siguientes especificaciones técnicas:
- Estructura de aluminio anodizado y elementos metálicos de acero inoxidable.- Software de Adquisición de Datos, Control desde Computador(PC) y Tratamiento de Datos.
Software de Control flexible y abierto, compatible con cualquier sistema operativo Windows.Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.
- Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y conseñales protegidas y filtradas. Sensores con señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc,preparadas para salida a computador de 0-10 V. Entradas: 16 analógicas + 16 digitales y Salidas: 16digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de posición proporcionaly on/off, para actuadores e instrumentos de control.
• Sistema de control de realimentación.• Conectores de los sensores a la interface con diferentes número de pines, para evitar errores del
alumno.- Caja-Modulo PLC para el Control de Procesos Industriales, con diagrama del proceso en el panel
frontal, incluyendo Software de Control del PLC.- La unidad contiene los siguientes elementos: Contenedor para nata. Termómetro láctico. Tamizador
de nylon. Guantes de plástico. Rollo de muselina. Etc.- Aproximadamente podrá obtenerse 0,5 l de nata a partir de 4 l de leche. Aproximadamente podrá
obtenerse 0,5 kg de mantequilla de 1,5 l de nata.
1.12 Desnatadora (Desnatado), con las siguientes especificaciones técnicas:
- Estructura de aluminio anodizado y elementos metálicos de acero inoxidable.- Software de Adquisición de Datos, Control desde Computador(PC) y Tratamiento de Datos.
Software de Control flexible y abierto, compatible con cualquier sistema operativo Windows.Control PID analógico y digital. Velocidad de Muestreo superior a 130.000 datos por segundo.Sistema de Calibración para todos los sensores. Registro del estado de alarmas.
- Interface de Control con diagrama del proceso en el panel frontal. Control PID en tiempo real y conseñales protegidas y filtradas. Sensores con señales de 4-20 mA, 0-5 V, microvoltios y Hz, etc,

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 4/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
preparadas para salida a computador de 0-10 V. Entradas: 16 analógicas + 16 digitales y Salidas: 16digitales + 2 analógicas. Hasta 130 kHz de velocidad de muestreo. Control de Posición proporcionaly on/off, para actuadores e instrumentos de control.
• Sistema de control de realimentación.• Conectores de los sensores a la interface con diferentes número de pines, para evitar errores del
alumno.- Caja-Modulo PLC para el Control de Procesos Industriales, con diagrama del proceso en el panel
frontal, incluyendo Software de Control del PLC.- La unidad contiene los siguientes elementos: Recipiente de separación. Motor. Indicador digital.
Depósito de leche y cubeta de separación. Etc.
1.13. Tanque para salado, almacenado y maduración (Salado y Maduración).
1.14. 1 Unidad de envasado para sólidos (Envasado)
1.15 1 Unidad de UHT (Proceso UHT).
1.16 1 Unidad de envasado para líquidos (Embotellado), con las siguientes especificaciones técnicas:
- Construida en acero inoxidable Aisi 304- Armazón de sostén desmontable y boquillas articuladas para facilitar la introducción y extracción de
las botellas.- Medidor de nivel por electroválvula.- Versión con bomba de acero inoxidable, también hay una versión sin bomba.- Tina regulable para recoger las gotas.- Robinete de zona de descarga para vaciar totalmente la máquina.- Producción 300 l/h- Dimensiones (90x60x170)- Peso: 115 Kg.
2) Interfaces Electrónicas:
2.1. Interface Electrónica para todas las unidades indicadas en el punto 1 “Unidades de Enseñanza,Investigación e Industriales”, con las siguientes especificaciones técnicas:
- Interface de 500x300x350 mm (o mayor). con diagrama del proceso en el frontal y con la mismadistribución que los diferentes elementos situados en el equipo, para una fácil comprensión por partedel alumno.
- Todos los sensores con sus respectivas señales (4-20 mA, 0-5 V, microvoltios, Hz., etc.), sondebidamente tratadas para salida a ordenador de 0-10 V.
- Los conectores de los sensores a la Interface tienen diferentes números de pines (de 2 a 16), paraevitar errores de conexión. Cable único entre la Interface y el ordenador.
- Los elementos de control del equipo, están permanentemente controlados desde el computador,sin necesidad de cambios o conexiones durante TODO el proceso de ensayo.
- Control PID en tiempo real, con flexibilidad de modificaciones, desde el teclado del computador,de los parámetros (P, I, D), en cualquier momento del proceso.
- Señales blindadas y filtradas para evitar perturbaciones exteriores.- Todos los accionamientos eléctricos (bombas, compresores, resistencias, etc.) se controlan desde
ordenador, para encendido/apagado, regulación de velocidad y potencia.- Sistemas de protección mecánica y eléctrica convencionales, y además, desde el ordenador y de
forma simultánea.- Entradas: 16 analógicas y 16 digitales.- Salidas: 16 digitales y 2 analógicas regulables de 0-10 voltios.- Velocidad de muestreo hasta 130 KHz.- Variación de velocidad con control de deslizamiento y medida de par.- Control proporcional de posición con sistema realimentado, control total PID tanto en velocidad
como en posición (Banda proporcional y error proporcional). Control sobre actuadores todo o naday otros tipos de control.
- 5 Cables (mínimo) con sensores de presión, nivel, temperatura, flujo, etc.- Fuente de Alimentación.- 5 Tarjetas de Acondicionamiento de Señales.- 3 Cables de conexión (mínimo), desde el PC a la interface y desde la interface a la red eléctrica.

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 5/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
3) 1 PLC Central (MASTER PLC).
- PLC Premium TSX - P5736 con módulo de comunicaciones Ethernet TSX ETY 410 y PCMCIA quepermite la conexión a la red fipway:
∗ 10/100 Mbps con “autosensing” (FSTP RJ45).∗ Soporte para los protocolos de comunicaciones TCP/IP-UNI-TE-MODBUS.∗ Servicio de muestreo I/O
- El PLC-Master PLC forma parte del modelo integrado de planta que hace uso de redes X-WAY y que seadapta perfectamente al modelo CIM
- Varias redes operando en diferentes niveles y lugares pueden alcanzar un tamaño considerable y sólopueden proporcionar un servicio de comunicaciones total si las redes están conectadas entre sí en unaestructura jerárquica.
- El PLC-MASTER proporciona la conexión entre dos tipos de redes diferentes, Ethernet y Fipway, actuandocomo un “puente” entre ambas redes, donde el PLC guía los mensajes de una red hacia la otra.
- Los elementos son:
∗ Conexión Ethernet. Proporciona la conexión a la red Ethernet, donde están conectados los PCs.∗ Conexión Fipway. Proporciona la conexión a la red Fipway, donde están conectados los PLCs. Los
PLCs están conectados en cascada.∗ Conexión Unitelway. Este tipo de conexión es necesaria para cargar los programas en el PLC. Todos
los PLCs, incluido el PLC-MASTER, tiene una conexión Unitelway.∗ Fuente de alimentación.
4) Unidades de PLC:
4.1. Unidades de PLC para todas las unidades indicadas en el punto 1 “Unidades de Investigación, Enseñanza e Industriales”, con las siguientes especificaciones técnicas:
- PLC Eléctrico Micro TSX 3721 con tarjeta PCMCIA.- Fuente de Alimentación 100...240V (AC).- Memoria RAM (20 Kword+memoria data) + Flash EPROM (15 Kword).- 8 entradas integradas analógicas (0-10V).- 1 salida integrada analógica (0-10V).- 16 módulos digitales entrada/salida (24V).
5) Paquete de Software EDIBON SCADA-NET (Sistema ESN) para el control y manejo de la clase.
- El software ESN (Sistema EDIBON Scada-Net) es un software de adquisición y control, desarrolladocompletamente por técnicos de EDIBON. En este desarrollo se ha tenido en cuenta la experienciaacumulada en más de 20 años desarrollando equipamiento didáctico.
- El sistema está preparado para comunicarse con los PLCs mediante el Software OFS. El software OFS(OPC Factory Server) es un servidor múltiple de datos, que usa tecnología OPC (OLE for ProcessControl) que permite al software EDIBON Scada-Net acceder a las variables de control de los PLCs(modelos Micro y Premium).
- En este sistema, hay diferentes niveles de configuración que permiten al profesor, en cierta medida,cuantificar la ejecución de los diferentes ejercicios prácticos. El nivel básico permite al estudiante lacaptura y almacenamiento de datos que más tarde puede tratar. El nivel intermedio permite al estudianteel uso de herramientas gráficas que permiten, en tiempo real, la visualización de los datos experimentales.Finalmente, existe un nivel avanzado especialmente diseñado para la modificación de parámetros decalibración de los sensores y variables de configuración de los PLCs. Este último nivel está protegido porcontraseña y es de acceso restringido.
6) Software de los elementos:
6.1. 1 Software de Control desde PC + Adquisición de Datos + Tratamiento de Datos para las unidadesindicadas en el punto 1 “ Unidades de Investigación, Enseñanza e Industriales”, con las siguientesespecificaciones técnicas:
- Compatible con cualquier sistema operativo Windows. Simulación gráfica e intuitiva del procesoen pantalla. Distribución equivalente de los elementos al proceso real. Registro y visualización detodas las variables del proceso de forma automática.

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 6/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
- Software de control flexible, desarrollado con sistemas gráficos actuales de ventanas, actuandosobre todos los parámetros del proceso. Adquisición de datos y además con control PID analógico ydigital y otros tipos de control. Menú para la selección del PID y del punto de consigna requeridosen todo el rango de trabajo. Proporciona el manejo, manipulación, comparación y almacenamientode todos los datos, con una velocidad de muestreo hasta 130.000 datos por segundo. Sistema decontrol de lazos anidados.
- Sistema de calibración, para uso del alumno, de todos los sensores que intervienen en el proceso.- Permite el registro del estado de las alarmas y de la representación gráfica en tiempo real. Análisis
comparativo de los datos obtenidos, posterior al proceso y modificación de las condiciones duranteel proceso.
- Software abierto, permitiendo al profesor modificar textos, instrucciones, etc. Passwords delprofesor y del alumno para facilitar el control del profesor sobre el alumno, y que permite el accesoa diferentes niveles de trabajo.
- Este Software está preparado para ser adaptado a cualquier proceso particular, con capacidad derealizar todas las prácticas indicadas en Unidad de Destilación Continua.
7) Software de PLC. Software de PLC para todas las unidades indicadas en el punto 1 “Unidades de Investigación Enseñanza
e Industriales”, para realizar todas las prácticas y ejercicios indicadas en el ANEXO.
8) Sistema de Computación.
8.1. 1 Computador Central , con las siguientes especificaciones técnicas básicas:
- Procesador Pentium® IV de 2.6 GHz.- 512 MB de memoria RAM.- Disco duro de 60 GB.- CD R/W.- Tarjeta de red.- Monitor de 17 pulgadas.- Sistema operativo Windows®.
8.2. 30 Computadores con las siguientes especificaciones básicas:
- Procesador Pentium® IV de 2.6 GHz.- 512 MB de memoria RAM.- Disco duro de 60 GB.- CD R/W.- Tarjeta de red.- Monitor de 15 pulgadas.- Sistema operativo Windows®.
8.3. Red Local:
- Cable tipo par trenzado calibre 22 - 26 AWG, 4 hilos.- Cable con conectores RJ-45.- Concentradores.- Longitud máxima del segmento:100 metros.- Máxima atenuación: -11.5dB.- Impedancia característica de 85 a 111 ohmios.- Velocidad de 10 Mbips por segundo.- Transmisión en banda base.- Retardo de propagación:5,7 nanoseg / km.- Máximo retardo por segmento: 1000 nseg.- Topología de arranque.
9) Complementos del Computador.
9.1. 1 Conjunto de cables de conexión.9.2. 1 Sistema de retro-proyección, para mostrar cualquier proceso en tiempo real.9.3. 1 Proyector.

Planta de Procesos para productos Lácteos (LE00)Abril 2005Edición 3 7/7
G:\G1-PROYECTOS\G1.6. LABORATORIOS ESPECIALES\PLANTAS PILOTO\ESPAÑOL\05ABRIL-EDICION3(actualizandose)\LE00-Planta de Procesos para Lacteos\4.- b)especificaciones de los items-LE00.doc
9.4. 1 Pantalla de proyección.9.5. 1 Puntero láser.9.6. 1 Estantería.9.7. Accesorios para 5 años de operación.
10) Manuales.
10.1. Manual del Sistema EDIBON Scada-Net.10.2. Manuales para cada una de las unidades de Enseñanza, Investigación e Industriales (8 manuales por
unidad)
- Manual de Servicios requeridos.- Manual de embalaje e instalación.- Manual de la Interface y Software de la consola de control.- Manual de puesta en marcha.- Manual de normas de seguridad.- Manual de Prácticas.- Manual de Mantenimiento.- Manual de Calibración.
11) 1 Semana de entrenamiento local y un viaje a España están incluidos.