plasma functionalization of foiles and technical textiles ... · plasma functionalization of foiles...
TRANSCRIPT
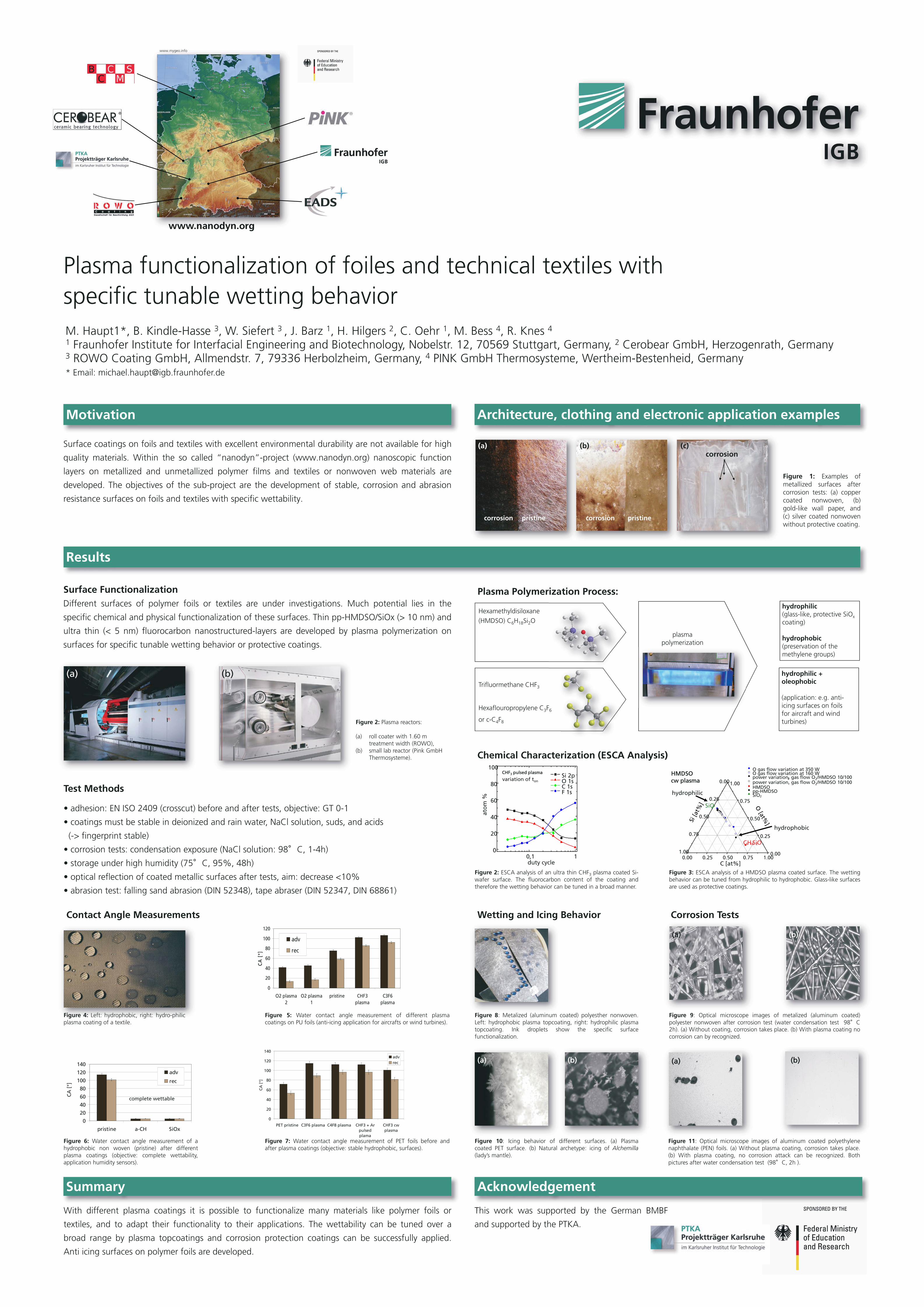
Plasma functionalization of foiles and technical textiles with
specific tunable wetting behavior
M. Haupt1*, B. Kindle-Hasse 3, W. Siefert 3 , J. Barz 1, H. Hilgers 2, C. Oehr 1, M. Bess 4, R. Knes 4
1 Fraunhofer Institute for Interfacial Engineering and Biotechnology, Nobelstr. 12, 70569 Stuttgart, Germany, 2 Cerobear GmbH, Herzogenrath, Germany3 ROWO Coating GmbH, Allmendstr. 7, 79336 Herbolzheim, Germany, 4 PINK GmbH Thermosysteme, Wertheim-Bestenheid, Germany* Email: [email protected]
Motivation Architecture, clothing and electronic application examples
Surface coatings on foils and textiles with excellent environmental durability are not available for high
quality materials. Within the so called “nanodyn”-project (www.nanodyn.org) nanoscopic function
layers on metallized and unmetallized polymer films and textiles or nonwoven web materials are
developed. The objectives of the sub-project are the development of stable, corrosion and abrasion
resistance surfaces on foils and textiles with specific wettability.
Results
www.nanodyn.org
Surface Functionalization
Different surfaces of polymer foils or textiles are under investigations. Much potential lies in the
specific chemical and physical functionalization of these surfaces. Thin pp-HMDSO/SiOx (> 10 nm) and
ultra thin (< 5 nm) fluorocarbon nanostructured-layers are developed by plasma polymerization on
surfaces for specific tunable wetting behavior or protective coatings.
Summary
With different plasma coatings it is possible to functionalize many materials like polymer foils or
textiles, and to adapt their functionality to their applications. The wettability can be tuned over a
broad range by plasma topcoatings and corrosion protection coatings can be successfully applied.
Anti icing surfaces on polymer foils are developed.
This work was supported by the German BMBF
and supported by the PTKA.
Acknowledgement
www.mygeo.info
corrosion
corrosioncorrosion pristine pristine
(a) (b) (c)
Figure 1: Examples ofmetallized surfaces aftercorrosion tests: (a) coppercoated nonwoven, (b)gold-like wall paper, and(c) silver coated nonwovenwithout protective coating.
plasma polymerization
Hexamethyldisiloxane
(HMDSO) C6H18Si2O
Trifluormethane CHF3
Hexaflouropropylene C3F6
or c-C4F8
Plasma Polymerization Process:
hydrophilic (glass-like, protective SiOx
coating)
hydrophobic(preservation of the methylene groups)
hydrophilic + oleophobic
(application: e.g. anti-icing surfaces on foils for aircraft and wind turbines)
Figure 8: Metalized (aluminum coated) polyesther nonwoven.Left: hydrophobic plasma topcoating, right: hydrophilic plasmatopcoating. Ink droplets show the specific surfacefunctionalization.
Wetting and Icing Behavior Corrosion Tests
Chemical Characterization (ESCA Analysis)
0,1 10
20
40
60
80
100Si 2p O 1s C 1sF 1s
ato
m %
duty cycle
variation of ton
CHF3 pulsed plasma
hydrophobic
hydrophilic
0.00 0.25 0.50 0.75 1.00
0.00
0.25
0.50
0.75
1.00 0.00
0.25
0.50
0.75
1.00
O gas flow variation at 350 WO gas flow variation at 160 Wpower variation, gas flow O2/HMDSO 10/1002
power variation, gas flow O2/HMDSO 10/100HMDSOpp-HMDSOSiO2
C [at%]
SiO2
C6H18Si2O
HMDSO cw plasma
Figure 2: ESCA analysis of an ultra thin CHF3 plasma coated Si-wafer surface. The fluorocarbon content of the coating andtherefore the wetting behavior can be tuned in a broad manner.
Figure 3: ESCA analysis of a HMDSO plasma coated surface. The wettingbehavior can be tuned from hydrophilic to hydrophobic. Glass-like surfacesare used as protective coatings.
(a) (b)
(a) (b)
Figure 9: Optical microscope images of metalized (aluminum coated)polyester nonwoven after corrosion test (water condensation test 98°C2h). (a) Without coating, corrosion takes place. (b) With plasma coating nocorrosion can by recognized.
Figure 11: Optical microscope images of aluminum coated polyethylenenaphthalate (PEN) foils. (a) Without plasma coating, corrosion takes place.(b) With plasma coating, no corrosion attack can be recognized. Bothpictures after water condensation test (98°C, 2h ).
Figure 10: Icing behavior of different surfaces. (a) Plasmacoated PET surface. (b) Natural archetype: icing of Alchemilla(lady’s mantle).
(a) (b)
Test Methods
• adhesion: EN ISO 2409 (crosscut) before and after tests, objective: GT 0-1
• coatings must be stable in deionized and rain water, NaCl solution, suds, and acids
(-> fingerprint stable)
• corrosion tests: condensation exposure (NaCl solution: 98°C, 1-4h)
• storage under high humidity (75°C, 95%, 48h)
• optical reflection of coated metallic surfaces after tests, aim: decrease <10%
• abrasion test: falling sand abrasion (DIN 52348), tape abraser (DIN 52347, DIN 68861)
0
20
40
60
80
100
120
140
pristine a-CH SiOx
CA
[°]
adv
rec
0
20
40
60
80
100
120
O2 plasma2
O2 plasma1
pristine CHF3plasma
C3F6plasma
CA
[°]
adv
rec
Figure 2: Plasma reactors:
(a) roll coater with 1.60 m treatment width (ROWO),
(b) small lab reactor (Pink GmbH Thermosysteme).
Contact Angle Measurements
(a) (b)
complete wettable
Figure 6: Water contact angle measurement of ahydrophobic non woven (pristine) after differentplasma coatings (objective: complete wettability,application humidity sensors).
Figure 5: Water contact angle measurement of different plasmacoatings on PU foils (anti-icing application for aircrafts or wind turbines).
Figure 7: Water contact angle measurement of PET foils before andafter plasma coatings (objective: stable hydrophobic, surfaces).
Figure 4: Left: hydrophobic, right: hydro-philicplasma coating of a textile.
0
20
40
60
80
100
120
140
PET pristine C3F6 plasma C4F8 plasma CHF3 + Arpulsedplama
CHF3 cwplasma
CA
[°]
advrec