pollution prevention in the fabricated metal products ... · information clearinghouse...
TRANSCRIPT
United StatesEnvironmental Protection
Office of PollutionPrevention and Toxics
EPA/560/8-92/001A
AgencyJanuary 1992
Pollution PreventionOptions In MetalFabricated ProductsIndustriesA Bibliographic Report
Printed on Recycled Paper

POLLUTION PREVENTION OPTIONSIN METAL FABRICATED PRODUCTS INDUSTRIES
A BIBLIOGRAPHIC REPORT
January 1992
This report was developed by U.S. EPA’s Office of Pollution Prevention and Toxics, under thedirection of:
David A. HindinWilliam M. BurchSpecial Projects Office
and
Daniel L. FortEconomics and Technology Division
U. S. Environmental Protection Agency401 M. Street, S.W.Washington, D.C. 20460
This report was prepared under EPA contract number No, 68-W0-0027by Science Applications International Corporation.
TABLE OF CONTENTS
SECTION I. I N T R O D U C T I O N . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1What is Pollution Prevention? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Information on Pollution Prevention . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Purpose of this Report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4Limits of this Report . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
SECTION II. OVERVIEW OF METAL FABRICATED PRODUCTS . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Introduction to Metal Fabricated Products Industries . . . . . . . . . . . . . . . . . . . . 6Wastes of Concern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Metal Fabricated Products Manufacturing Processes . . . . . . . . . . . . . . . . . . . . 8
SECTION III. METAL SHAPING OPERATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Metal Shaping Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Wastes Generated . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12General Source Reduction and Recycling Techniques . . . . . . . . . . . . . . . . . . . 12
SECTION IV. SURFACE PREPARATION OPERATIONS . . . . . . . . . . . . . . . . . . . . . . . . 16
Surface Preparation Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Wastes Generated . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17General Source Reduction and Recycling Techniques . . . . . . . . . . . . . . . . . . . 18
SECTION V. SURFACE FINISHING OPERATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Surface Finishing Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Wastes Generated . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
General Source Reduction and Recycling Techniques . . . . . . . . . . . . . . . . . . . 29
SECTION VI. POLLUTION PREVENTION DOCUMENTS AND REFERENCES , . . . . . . . . . 42
Compendiums and Guides . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Additional Pollution Prevention References . . . . . . . . . . . . . . . . . . . . . . . . . 45
SECTION VII. BIBLIOGRAPHY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
APPENDIX A RELEASES OF THE 17 CHEMICALS FROM 1988 TRI DATA

LIST OF TABLES
Table 1. Metal Fabricated Products Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Table 2. Typical Metal Fabricated Products Operations Which May Produce Waste . . . . . . . . . . . . 9
Table 3. Metal Shaping Operations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Table 4. Examples of Source Reduction and Recycling Options for Metal Shaping Operations . . . . . . 13
Table 5. Types of Surface Preparation Operations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Table 6. Examples of Source Reduction and Recycling Options for Surface Preparation Operations . . 19
Table 7. Types of Surface Finishing Operations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Table 8. Examples of Source Reduction and Recycling Options for Plating Operations . . . . . . . . . . 30
Table 9. Examples of Source Reduction and Recycling Options for Finishing Operations . . . . . . . . . 37
POLLUTION PREVENTION OPTIONS IN METALFABRICATED PRODUCTS INDUSTRIES:
A BIBLIOGRAPHIC REPORT
SECTION I:INTRODUCTION
Overview
The United States EnvironmentalProtection Agency (EPA) developed thisbibliographic report to assist metal fabricatedproducts companies in implementing pollutionprevention practices.. This report is intended tohelp metal manufacturers identify and implementcost-effective pollution prevention practices toreduce or eliminate their releases of the 17chemicals targeted for reductions in EPA’S 33/50Program. In addition, EPA developed this reportto educate its own staff and State personnel onpollution prevention opportunities in theseindustries. EPA hopes this report also will assistthe public, engineering and business students, andother interested persons in learning about pollutionprevention.
The 33/50 Program is EPA’s voluntarypollution prevention initiative to reduce nationalpollution releases and off-site transfers of 17 toxicchemicals by 33 per cent by the end of 1992 and by50 per cent by the end of 1995. The Agency is
inviting companies to participate in this voluntaryprogram by examining their own industrialprocesses to identify and implement cost-effectivepollution prevention practices for these chemicals.The Program aims, through voluntary pollutionprevention activities, to reduce releases and off-sitetransfers of a targeted set of 17 chemicals from anational total of 1.4 billion pounds in 1988 to 700million pounds by 1995, a 50% overall reduction.
While EPA is seeking to reduce aggregatenational environmental releases of the 17 chemicalsby 50 per cent by 1995, individual companies areencouraged to develop their own reduction goals tocontribute to this national effort. EPA alsoencourages companies to reduce releases of otherTRI chemicals and to extend these reductions totheir facilities outside the United States. EPA willperiodically recognize those companies that havecommitted to reduce their releases and transfers ofthe targeted chemicals, and publicly recognize thepollution prevention successes these companiessubsequently achieve.
POLLUTION PREVENTION CAN:
l Reduce a company’s costs and legal liabilities associated withwaste treatment and disposal;
l Reduce production costs by conserving raw materials, water, andenergy; and
l Protect the environment and public health.
1

THE 17 CHEMICALS TARGETED FOR REDUCTIONS IN THE 33/50PROGRAM:
Benzene Methyl Ethyl KetoneCadmium and Compounds Methyl Isobutyl KetoneCarbon Tetrachloride Nickel and CompoundsChloroformChromium and CompoundsCyanide and CompoundsLead and CompoundsMercury and CompoundsMethylene Chloride
TetrachloroethyleneToluene1,1,1-TrichloroethaneTrichloroethyleneXylenes
These chemicals were selected from the Toxics Release Inventory (TRl). TheTRI is a computerized data base containing public information on the annualreleases and transfers of approximately 300 toxic chemicals reported by U.S.manufacturing facilities to EPA and the States. Since 1987 federal law hasrequired facilities to report the amount of both routine and accidental release!: ofthe 300 listed chemicals to the air, water and soil, and the amount contained inwastes transferred off-site. As required by the Pollution Prevention Act of 1990,TRI industrial report requirements will be expanded, beginning in calendar year1991, to include information on pollution prevention.
What is Pollution Prevention?
Pollution prevention (sometimes referred toas source reduction) is the use of materials,processes, or practices that reduce or eliminate thecreation of pollutants or wastes at the source.Pollution prevention includes practices that reducethe use of hazardous materials, energy, water orother resources, and practices that protect naturalresources through conservation or more efficientuse.
Pollution prevention should be consideredthe first step in a hierarchy of options for reducingthe generation of pollution. The next step in thehierarchy is responsible recycling of any wastesthat cannot be reduced or eliminated at the source.Wastes that cannot be recycled should be treated inaccordance with environmental standards. Finally,any wastes that remain after treatment should bedisposed of safely.
EPA is promoting pollution preventionbecause it is often the most cost-effective option toreduce pollution and the environmental and healthrisks associated with pollution. Pollutionprevention is often cost effective because it mayreduce raw material losses, reduce reliance onexpensive “end-of-pipe” treatment technologies anddisposal practices, conserve energy, water, chem-icals, and other inputs, and reduce the potentialliability associated with waste generation. Pollutionprevention is environmentally desirable for thesevery same reasons: pollution itself is reduced atthe source while resources are conserved.
Perhaps the best way to understandpollution prevention is to consider a few examplesof some possible types of pollution preventiontechniques and processes. (Specific examples ofpollution prevention techniques that have been usedsuccessfully by metal manufacturers are describedin Sections III, IV, and V of this report). Some
2
general examples of pollution prevention techniques under leaking machinery to allow recoveryare described below: of the leaking fluid.
ll Production Planning and Sequencing -plan and sequence production so that onlynecessary operations are performed andthat no operation is needlessly “undone" bya following operation. One example is tosort out “reject” parts prior to painting orelectroplating. A second example is toreduce the frequency of cleaningequipment by painting all products of thesame color at the same time. A thirdexample is to schedule batch processing ina manner that allows the wastes or residuesfrom one batch to be used as an input forthe subsequent batch (e.g., to schedulepaint formulation from lighter shades todarker) so that equipment need not becleaned between batches.
ll Process or equipment modification -change the process, parameters orequipment used in that process, to reducethe amount of waste generated. Forexample, you can change to a paintapplication technique that is more efficientthan spray painting, reduce overspray byreducing the atomizing air pressure, reducedragout by reducing the withdrawal speedof parts from plating tanks, or improve aplating line by incorporating dragoutrecovery tanks or reactive rinsing.
ll Raw material substitution or elimination -replace existing raw materials with othermaterials that produce less waste, or anon-toxic waste. Some examples includesubstituting alkali washes for solventdegreasers, and replacing oil with lime orborax soap as the drawing agent in coldforming.
ll Loss prevention and housekeening -perform preventive maintenance andmanage equipment and materials so as tominimize opportunities for leaks, spills,evaporative losses and other releases ofpotentially toxic chemicals. For example,clean spray guns in a manner that does notdamage leather packings and subsequentlycauses the guns to leak; or place drip pans
ll Waste segregation and separation - avoidmixing different types of wastes, andmixing hazardous wastes with non-hazardous wastes. This technique makesthe recovery of hazardous wastes easier byminimizing the number of differenthazardous constituents in any given wastestream. Also, it prevents thecontamination of non-hazardous wastes.For example, segregate scrap metal bymetal type, and segregate different kindsof used oils.
ll Closed-loop Recycling - use or reuse of awaste as an ingredient or feedstock in theproduction process on-site. Recycling inwhich a waste is recovered and reused inthe production process on-site as an inputis a form of pollution prevention. Oneexample is using a small on-site still torecover and re-use degreasing solvents.
ll Training and Supervision - provideemployees with the information and theincentive to minimize waste generation intheir daily duties. For example, this mightinclude ensuring that employees know andpractice proper and efficient use of toolsand supplies, and that they are aware of,understand, and support the company’spollution prevention goals.
Information on Pollution Prevention
One good source of information onpollution prevention is EPA’s Pollution PreventionInformation Clearinghouse ("PPIC"). PPICcontains technical, policy, programmatic, legis-lative, and financial information on pollutionprevention efforts in the United States and abroad.The PPIC may be reached by personal computermodem (“PIES”), telephone hotline or mail.Associated with the PPIC is the PIES, or PollutionPrevention Information Exchange System, a free24-hour computer bulletin board consisting ofmessage centers, technical data bases, issue-specific“mini-exchanges”, and a calendar of pollution
3
prevention events. The PIES allows a user toaccess the full range of information in the PPIC.For information on how to use the PPIC/PIES call(703) 821-4800. To logon to the PIES systemusing a modem and a PC call (703) 506-1025 (setyour communication software at 8 bits and noparity). Many of the documents referenced in thisreport are available through the PPIC/PlES.
While the PPIC provides a centralizedinformation source, you may wish to seek theguidance or help of pollution prevention experts.Some organizations that you may wish to contactinclude:
Trade Associations - often trade associations canprovide you with pollution prevention assistancedirectly, or they can refer you to someone whocan.
State Waste Management Agencies - Theseagencies often have staff people who areknowledgeable about pollution prevention and arewilling to provide assistance. Many states nowhave pollution prevention programs which may beable to offer information and sometimes technicalassistance on pollution prevention.
Regional Environmental Protection Agency Offices- There are ten Regional Offices of the U.S.Environmental Protection Agency. The easiest wayto find out which Regional Office is responsible foryour area is to call the toll free RCRA/SuperfundHotline (see below) and ask for the telephonenumber or address of the Regional Office respon-sible for your area.
EPA Office of Research and Development PollutionPrevention Research Branch, as (513) 569-7215 canalso provide technical and engineering pollutionprevention information.
Environmental Protection Agency - Within U.S.EPA Headquarters you may conveniently contactany of the following information sources:
EPA Waste Minimization Branch, at (703) 308-8402, can provide you with technical wasteminimization information;
and provide a great deal of pollution preventioninformation; and the
RCRA/Superund Hotline, at (800) 424-9346 (or(202) 260-3000). can answer your pollutionprevention questions, help you access informationin PIES, and assist you in searching for andobtaining documents.
A comprehensive, national listing ofpollution prevention resources, documents, courses,and programs, including names and phonenumbers, is contained in an annual EPApublication. Copies of this document - PollutionPrevention Resources and Training Opportunities in1992 - may be obtained by calling the PPIC/PIESsupport number at (703) 821-4800.
Purpose of this Report
This report is intended to help metalfabricated products manufacturing companiesdevelop and implement pollution preventionpractices to reduce their releases of the 17chemicals targeted for reductions in the 33/50Program, as well as other pollutants and wastesgenerated. In addition, this report is intended toassist EPA staff, state environmental agencies, andother interested persons in learning about pollutionprevention opportunities. The remainder of thisreport provides:
l An overview of the various metalfabricated products manufacturingprocesses and the wastes they prod;
ll A quick reference to pollution preventionoptions applicable to many of theseprocesses, including summaries ofeconomic benefits; and
ll An annotated bibliography of referencesthat describe additional information onpotentially useful pollution preventionoptions, procedures, techniques, as well aswaste recycling options.
Pollution Prevention Division, at (202) 260-3557,can assist you in understanding pollution prevention
4

Limits of this Report or
This report provides an overview of thepollution prevention and recycling alternatives thatmay be available in the metal fabricated productsindustry. This report is only a starting point, toassist the user in his or her preliminary researchand development of pollution prevention options.of course, each company remains responsible foridentifying, evaluating and implementing pollutionprevention practices that are appropriate for itsparticular situation.
Special Projects Office (TS-792A)Office of Pollution Prevention and ToxicsU.S. EPA401 M Street, S. W.Washington, D. C. 20460
EPA has compiled this report as aninformation dissemination and exchange service.The information is intended to inform companiesand the public about pollution prevention practices,options, and references. By compiling anddistributing this report EPA is not recommendingthe use of any particular processes, raw materials,products, or techniques in any particular industrialsetting. Compliance with environmental,occupational and safety and health laws, as well asall applicable federal, state, and local laws andregulations is the responsibility of each individualbusiness and is not the focus of this document.
The information contained in this report isintended to be a fairly comprehensive bibliographyof the documented information on pollutionprevention and recycling practices for the metalfabricated products industry. However, thecollection, organization and dissemination ofpollution prevention information is a relatively newundertaking, as well as an ongoing and evolutionaryprocess. In addition, there are limits to anybibliography, including this bibliography. Thus,this bibliography may not contain every relevantarticle on pollution prevention and recycling formetal manufacturers. EPA encourages all userswho discover, in the literature or in the field,pollution prevention options that are not cited inthis report to share this information with EPA.Please submit any corrections, updates, orcomments on this report to:
Pollution Prevention Information ClearinghouseScience Applications International Corporation7600-B Leesburg PikeFalls Church, VA 22043
5

SECTION II:OVERVIEW OF METAL FABRICATED PRODUCTS INDUSTRIES
Introduction to Metal FabricatedProducts Industries
Metal or equipment manufacturingencompasses a wide variety of industries. Thisreport includes those industries that producefabricated metal products. The raw materials usedby these industries are metals that range fromcommon copper and steel to expensive high gradealloys and precious metals. The metal fabricatedproducts manufacturing processes are integral partsof aerospace, electronic, defense, automotive,furniture, domestic appliance, and many otherindustries. Table 1 identifies the types of industriesthat conduct metal fabricated productsmanufacturing operations (74).
These industries typically utilize processesthat fabricate products from ferrous and non-ferrousmetal materials. There are many types ofoperations that are used in this category. Due tothe large scope, however, this discussion will belimited to the processes that are common to themajority of the industries. This report will providea general overview of the major processes, thewastes typically generated, and set a foundation onwhich to begin a pollution prevention approach.
Table 1. Metal Fabricated Products Industries
SIC 34 FABRICATED METAL PRODUCTS, EXCEPT MACHINERY AND TRANSPORTATIONEQUIPMENT
This major group includes establishments engaged in fabricating ferrous and nonferrous metalproducts, such as:
l Metal cansl Tinwarel Handtoolsl Cutleryl General hardwarel Ordnance (except vehicles)and guided missiles)
l Nonelectric heating apparatusl Metal forgingl Metal stampingsl Fabricated structural metal productsl Metal and wire products, not elsewhereclassified.
6

Table 1. Metal Manufacturing Industries (continued)
SIC 35 INDUSTRIAL AND COMMERCIAL MACHINERY AND COMPUTER EQUIPMENT
This major group includes establishments engaged in manufacturing industrial and commercialmachinery and equipment and computers. Included are the manufacture of:
l Engines and turbinesl Farm and garden machineryl Construction, mining, andl oil field machineryl Elevators & conveying equipmentl Hoists, cranes, monorails, industrialtrucks and tractors
l Metalworking machineryl Special industry machineryl Computer and peripheral equipment
and office machineryl General industrial machinery
l Refrigeration and service industry machinery
SIC 36 ELECTRONIC AND OTHER ELECTRICAL EQUIPMENT AND COMPONENTS, EXCEPTCOMPUTER EQUIPMENT
This major group includes establishments engaged in manufacturing machinery, apparatus, andsupplies for the generation, storage, transmission, transformation, and utilization of electricalenergy. Included are the manufacturing of:
l Electricity distribution equipmentl Electrical industrial apparatusl Household appliancesl Electrical lighting and wiring equipmentl Radio and television receiving equipmentl Communications equipmentl Electronic components and accessoriesl Other electrical equipment and supplies
SIC 37 TRANSPORTATION EQUIPMENT
The Transportation Equipment Manufacturing category includes all industries involved in themanufacture of equipment for transportation of passengers, and/or cargo by land, air, and water.Included in this industry are manufacturers of:
l Motor vehiclesl Aircraftl Guided missiles and space vehiclesl Railroad equipmentl Miscellaneous transportation equipment, such as motorcycles, bicycles, and snowmobilesl Individual vehicle systems, parts, and some related accessoriesl Shipsl Boats
7
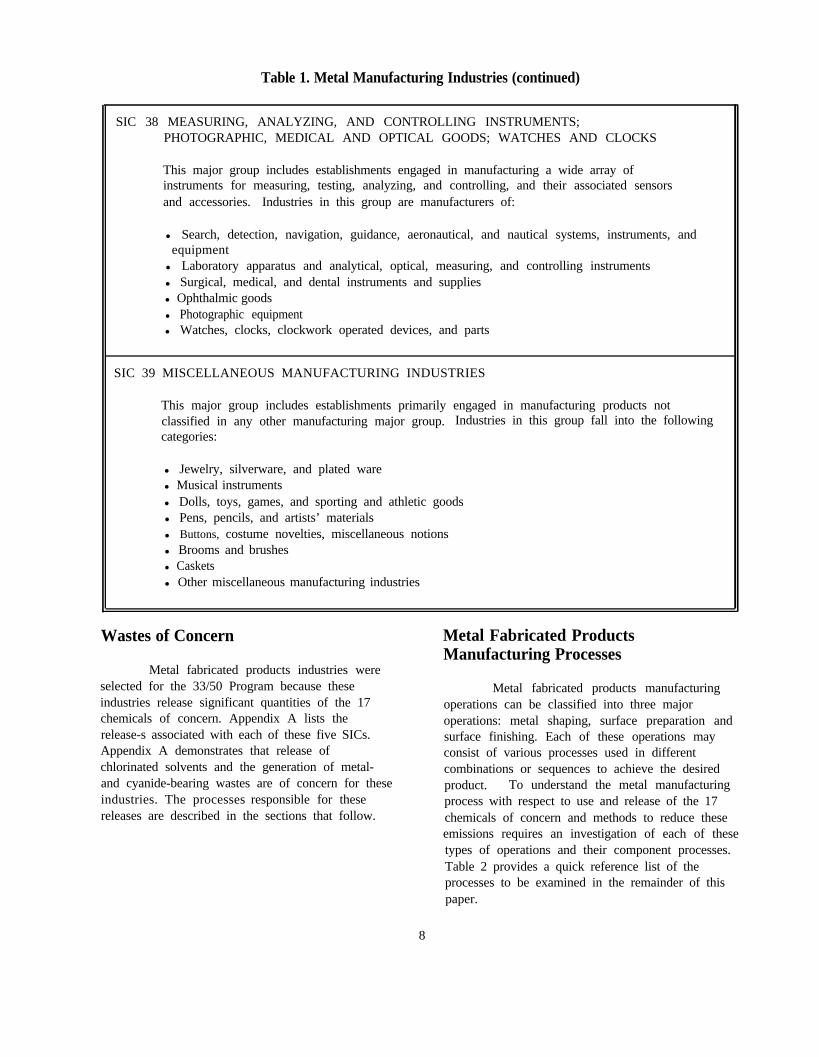
Table 1. Metal Manufacturing Industries (continued)
SIC 38 MEASURING, ANALYZING, AND CONTROLLING INSTRUMENTS;PHOTOGRAPHIC, MEDICAL AND OPTICAL GOODS; WATCHES AND CLOCKS
This major group includes establishments engaged in manufacturing a wide array ofinstruments for measuring, testing, analyzing, and controlling, and their associated sensorsand accessories. Industries in this group are manufacturers of:
l Search, detection, navigation, guidance, aeronautical, and nautical systems, instruments, andequipmentl Laboratory apparatus and analytical, optical, measuring, and controlling instrumentsl Surgical, medical, and dental instruments and suppliesl Ophthalmic goodsl Photographic equipmentl Watches, clocks, clockwork operated devices, and parts
SIC 39 MISCELLANEOUS MANUFACTURING INDUSTRIES
This major group includes establishments primarily engaged in manufacturing products notclassified in any other manufacturing major group. Industries in this group fall into the followingcategories:
l Jewelry, silverware, and plated warel Musical instrumentsl Dolls, toys, games, and sporting and athletic goodsl Pens, pencils, and artists’ materialsl Buttons, costume novelties, miscellaneous notionsl Brooms and brushesl Casketsl Other miscellaneous manufacturing industries
Wastes of Concern
Metal fabricated products industries wereselected for the 33/50 Program because theseindustries release significant quantities of the 17chemicals of concern. Appendix A lists therelease-s associated with each of these five SICs.Appendix A demonstrates that release ofchlorinated solvents and the generation of metal-and cyanide-bearing wastes are of concern for theseindustries. The processes responsible for thesereleases are described in the sections that follow.
Metal Fabricated ProductsManufacturing Processes
Metal fabricated products manufacturingoperations can be classified into three majoroperations: metal shaping, surface preparation andsurface finishing. Each of these operations mayconsist of various processes used in differentcombinations or sequences to achieve the desiredproduct. To understand the metal manufacturingprocess with respect to use and release of the 17chemicals of concern and methods to reduce theseemissions requires an investigation of each of thesetypes of operations and their component processes.Table 2 provides a quick reference list of theprocesses to be examined in the remainder of thispaper.
8
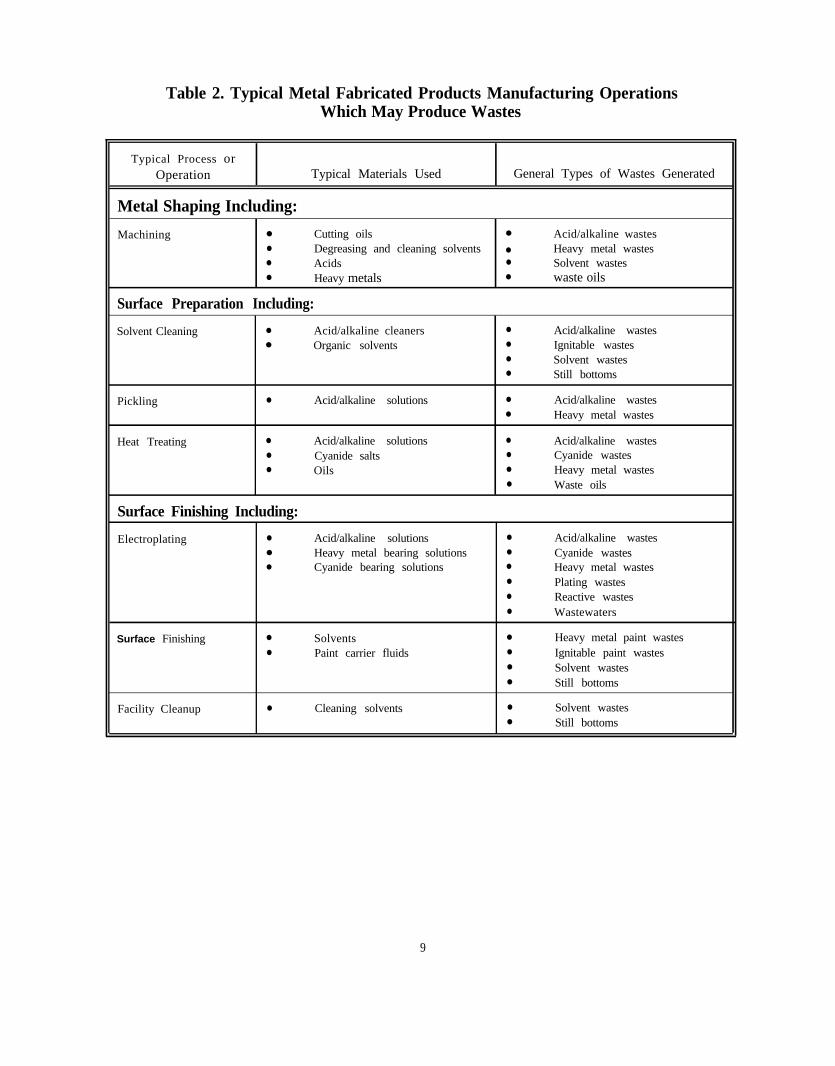
Table 2. Typical Metal Fabricated Products Manufacturing OperationsWhich May Produce Wastes
Typical Process orOperation Typical Materials Used General Types of Wastes Generated
Metal Shaping Including:
Machining l Cutting oils l Acid/alkaline wastesl Degreasing and cleaning solvents l Heavy metal wastesl Acids l Solvent wastesl Heavy metals l waste oils
Surface Preparation Including:
Solvent Cleaning l Acid/alkaline cleaners l Acid/alkaline wastesl Organic solvents l Ignitable wastes
l Solvent wastesl Still bottoms
Pickling l Acid/alkaline solutions l Acid/alkaline wastesl Heavy metal wastes
Heat Treating l Acid/alkaline solutions l Acid/alkaline wastesl Cyanide salts l Cyanide wastesl Oils l Heavy metal wastes
l Waste oils
Surface Finishing Including:
Electroplating l Acid/alkaline solutions l Acid/alkaline wastesl Heavy metal bearing solutions l Cyanide wastesl Cyanide bearing solutions l Heavy metal wastes
l Plating wastesl Reactive wastesl Wastewaters
Surface Finishing l Solvents l Heavy metal paint wastesl Paint carrier fluids l Ignitable paint wastes
l Solvent wastesl Still bottoms
Facility Cleanup l Cleaning solvents l Solvent wastesl Still bottoms
9

SECTION III:METAL SHAPING OPERATIONS
Metal Shaping Processes
Shaping operations take raw materials andalter their form to make the intermediate and finalproduct shapes. There are two phases of shapingoperations: primary and secondary. Primaryshaping consists of forming the metal from its rawform into a sheet, bar, plate, or some otherpreliminary form (2). Examples of the mostcommon metal shaping operations are described inTable 3. More detailed descriptions of theseoperations can be found in standard engineeringreferences as well as many of the pollutionprevention references listed in this document. EPAalso has provided some general information on thetypes of wastes commonly associated with theseprocesses. For many processes, however, EPAdoes not have description or quantitativeinformation concerning process wastes.
Secondary shaping consists of taking thepreliminary form and further altering its shape toan intermediate or final version of the product.
This step typically involves operations such as:
l stamping,l turning,l drilling,l cutting and shaping,l milling,l reaming,l threading,l broaching,l grinding,l polishing, and/orl planing.
These operations are primarily used to removemetal to develop a specific form from theunfinished piece.
Table 3. Types of Metal Shaping Operations
Process
Abrasive Jet Machining
Description
Cutting hard brittle materials through a process similar to sand blasting. Abrasivejet machining, however, can use much finer abrasives carried at high velocities(500-3000 fps) by a liquid or gas stream. The process can result in wastewaterfrom solution dumps, spills, leaks or wash downs of work area. Wastes maycontain abrasive fines, metals and oils.
Casting Filling shaped containers or molds with molten metal so that upon solidification,the shape of the mold is reproduced. Types of casting methods: stationary casting(or pig casting, air cooled in molds); direct chill casting (continuous solidificationof the metal while it is being poured); continuous casting (sheet or strip); semi-continuous casting (molten metal is poured down a trough and into vertical billetmolds).
Cladding Creating a composite metal containing two or more layers that have been bondedtogether. Bonding may have been accomplished by roll bonding (co-rolling),solder application (brazing), or explosion bonding.
10

Table 3. Types of Metal Shaping Operations (continued)
Process Description
Drawing Fulling the metal through a die or succession of dies to reduce its diameter. alterthe cross-sectional shape, or increase its hardness. Typically used to manufacturetube, rod, bar, and wire. May be conducted hot or cold. Intermediate annealing isfrequently required between draws to restore the ductility lost by cold working ofthe drawn product.
Electrical Discharge Machining
Electrochemical Machining
Removal of metal from the workpiece surface with stringent dimensional control.The machining action is caused by the formation of an electrical spark between anelectrode, shaped to the required contour, and the workpiece. Rinsing of machinedparts and work area cleanups can generate wastewaters which also contain basematerials. These wastewater-s contribute to the common metals and oily waste
types.
Process based on the same principles used in electroplating except the workpiece isthe anode and the tool is the cathode. Electrolyte is pumped between the electrodesand a potential applied which results in removal of the metal. In addition tostandard chemical formulations, inorganic and organic solvents are sometimes usedas electrolytes for electrochemical machining and with the basis material beingmachined, can enter waste streams via rinse discharges, bath dumps, and floorspills. Waste generated can contain metals, cyanide, and solvents depending uponspecific process.
Electron Beam Machining Thermoelectric process whereby heat is generated by high velocity electronsimpinging on part of the workpiece. At the point where the energy of the electronsis focused, it is transformed into sufficient thermal energy to vaporize the materiallocally to alter or cleave surfaces. The operation is generally under vacuum.
Extruding Applying high pressures to a cast metal billet, forcing the metal to flow through adie orifice. ‘Iwo types: direct and indirect. Heat treatment is often used afterextrusion to attain the desired mechanical properties.
Forging Deformation of metal, usually hot, with compressive force into desired shapes withor without dies. Five types: closed die, open die, rolled ring, impacting, andswaging. In each, pressure is exerted on dies or rolls, forcing the heated stock totake the desired shape. The first three are hot working, the other two are cold.
Impact Deformation Applying impact force to a workpiece such that it is-permanently deformed orshaped. Wastes containing metals and oils may result from cleaning the impacted
parts.
LASER Beam Machining Process whereby a highly focused monochromatic collimated beam of light is usedto remove material at the point of impingement on a workpiece. Laser beammachining is a thermoelectric process with material removal largely accomplishedby evaporation, although some material is removed in the liquid state at highvelocity.
Plasma Arc Machining Removal of material from shaping of a workpiece by a high velocity jet of hightemperature ionized gas. A gas (e.g., nitrogen, argon, or hydrogen) is passedthrough an electric arc causing it to become ionized and raised to temperatures inexcess of 16,649 oC (300,000 oF). The relatively narrow plasma jet melts anddisplaces the workpiece material in its path.
Pressure Deformation Applying force (at a slower rate than at impact force) to permanently deform orshape a workpiece Cleanup wastes may contain metals and oils.
11

Table 3. Types of Metal Shaping Operations (continued)
Process Description
Rolling Reducing cross-sectional area of metal stock, or otherwise shaping metal products,through the application of pressure by rotating rolls. Cylindrical rolls produce flatshapes; grooved rolls produce rounds, squares, and structural shapes. Employs hotor cold working techniques depending on the kind of metal or alloy. Hot rolling isgenerally rolling at temperatures above the recrystallization temperature. Coldrolling is defined as rolling below the recrystallization temperature of the metal.Heat treatment is usually required before and between stages of the rolling process.Annealing is typically required between passes or after cold rolling to keep themetal ductile and remove the effects of work hardening.
Sand Blasting Removing stock, including surface films, from a workpiece by the use of abrasivegrains pneumatically impinged against the workpiece. Waste blasting media cancontain metals and residues from the surface of the metal.
Thermal Cutting Cutting, slotting or piercing a workpiece using an oxyacetylene oxygen lance orelectric arc cutting tool. Water may be used for rinsing or cooling of parts andequipment following this operation.
Ultrasonic Machining Mechanical process designed to effectively machine hard, brittle materials. Itremoves material by the use of abrasive grains which are carried in a liquidbetween the tool and the work, and which bombard the work surface a highvelocity and are agitated using high energy ultrasonic waves.
Wastes Generated
Each of the metal shaping processes canresult in wastes that may contain chemicals ofconcern (depending on the metal being used). Ingeneral, there are two categories of waste generatedin metal shaping operations: scrap metal andmetalworking fluids/oils. Scrap metal may consistof metal removed from the original piece as well asamounts of metalworking fluids used prior to andduring the metal shaping operation that generatesthe scrap.
Metalworking fluids are applied to eitherthe tool or the metal being tooled to facilitate theshaping operation (3). The metalworking fluid isused to:
l keep tool temperature down and aidlubrication;
l keep the workpiece temperature down andaid lubrication;
l provide a good finish;l wash away chips and metal debris; andl inhibit corrosion or surface oxidation.
These metalworking fluids typically become spoiledor contaminated with extended use and reuse. Ingeneral, metal working fluids can be petroleum-based, oil-water emulsions, and synthetic emulsions(4). When disposed, these oils, often handled ashazardous, may contain levels of contaminants ofconcern including metals (cadmium, chromium, andlead) depending on the metal being tooled. Manyfluids may contain chemical additives such aschlorine, sulfur and phosphorus compounds,phenols, cresols, and alkalies In the past, suchoils have been commonly mixed with used cleaningsolvents and fluids (including chlorinated solvents).
General Source Reduction and RecyclingTechniques
As described above, metal forming resultsin two types of waste: scrap metal and spentmetalworking fluids. The most commonmanagement of these materials is either disposal orrecycling. Facilities
12

commonly recycle scrap metals that have value anddefined recycling markets. Metals withoutsignificant value or without a defined recyclingmarket, or metals that are not recyclable arecommonly disposed. Table 4 provides examples ofsource reduction and recycling options that mightbe applied to various metal shaping operations.
Contaminated and spoiled metalworking fluids arethe largest source of waste from machiningoperations (3). Water- and animal fat-based oilscan spoil without proper management and storage.All fluids can become contaminated with metals,packing and lubricating oils, and cleaning materials(including chlorinated solvents). The life ofmetalworking fluids can be increased (thusdecreasing waste) through the source reduction andrecycling techniques described in Table 4. Thistable provides examples of source reduction andrecycling alternatives that are discussed further indocuments referenced in Section VI.
Table 4. Examples of Source Reduction and Recycling Optionsfor Metal Shaping Operations
13

Table 4. Examples of Source Reduction and Recycling Optionsfor Metal Shaping Operations (continued)
14
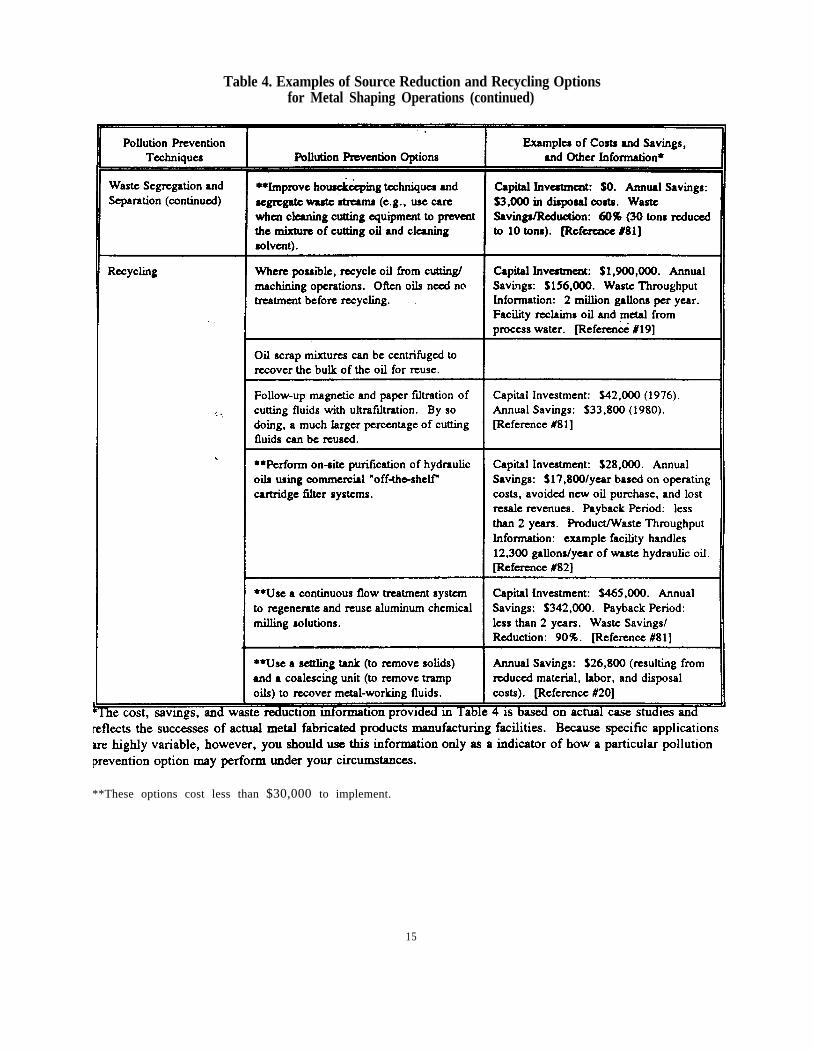
Table 4. Examples of Source Reduction and Recycling Optionsfor Metal Shaping Operations (continued)
**These options cost less than $30,000 to implement.
15
SECTION IV:SURFACE PREPARATION OPERATIONS
Surface Preparation Processes
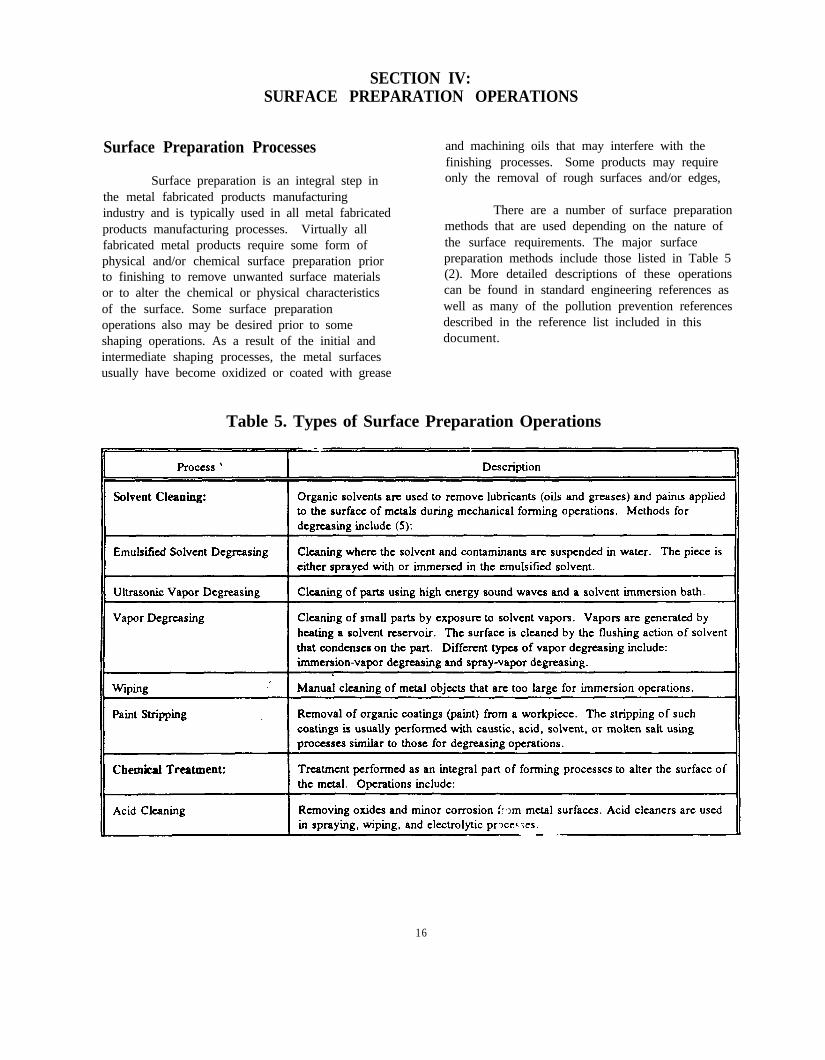
Surface preparation is an integral step inthe metal fabricated products manufacturingindustry and is typically used in all metal fabricatedproducts manufacturing processes. Virtually allfabricated metal products require some form ofphysical and/or chemical surface preparation priorto finishing to remove unwanted surface materialsor to alter the chemical or physical characteristicsof the surface. Some surface preparation
and machining oils that may interfere with thefinishing processes. Some products may requireonly the removal of rough surfaces and/or edges,
There are a number of surface preparationmethods that are used depending on the nature ofthe surface requirements. The major surfacepreparation methods include those listed in Table 5(2). More detailed descriptions of these operationscan be found in standard engineering references aswell as many of the pollution prevention referencesdescribed in the reference list included in thisdocument.
operations also may be desired prior to someshaping operations. As a result of the initial andintermediate shaping processes, the metal surfacesusually have become oxidized or coated with grease
Table 5. Types of Surface Preparation Operations
16
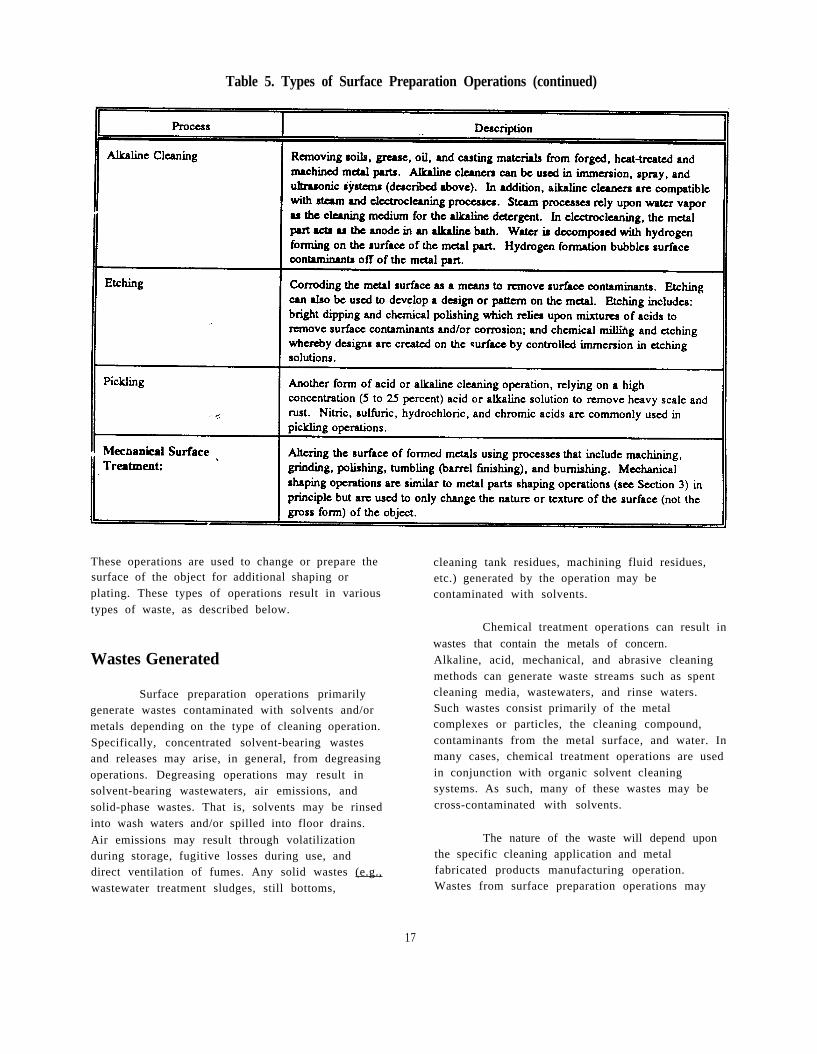
Table 5. Types of Surface Preparation Operations (continued)
These operations are used to change or prepare thesurface of the object for additional shaping or
cleaning tank residues, machining fluid residues,
plating. These types of operations result in variousetc.) generated by the operation may becontaminated with solvents.
types of waste, as described below.
Wastes Generated
Surface preparation operations primarilygenerate wastes contaminated with solvents and/ormetals depending on the type of cleaning operation.Specifically, concentrated solvent-bearing wastesand releases may arise, in general, from degreasingoperations. Degreasing operations may result insolvent-bearing wastewaters, air emissions, andsolid-phase wastes. That is, solvents may be rinsedinto wash waters and/or spilled into floor drains.
Air emissions may result through volatilizationduring storage, fugitive losses during use, anddirect ventilation of fumes. Any solid wastes (e.g.,wastewater treatment sludges, still bottoms,
Chemical treatment operations can result in
wastes that contain the metals of concern.Alkaline, acid, mechanical, and abrasive cleaningmethods can generate waste streams such as spentcleaning media, wastewaters, and rinse waters.Such wastes consist primarily of the metalcomplexes or particles, the cleaning compound,contaminants from the metal surface, and water. Inmany cases, chemical treatment operations are usedin conjunction with organic solvent cleaningsystems. As such, many of these wastes may becross-contaminated with solvents.
The nature of the waste will depend uponthe specific cleaning application and metalfabricated products manufacturing operation.Wastes from surface preparation operations may
17
contribute to commingled waste streams such as l methods to maximize cleaning efficiency -wastewaters discharged to centralized treatment. for cleaning operations that cannot beFurther, such operations can result in direct eliminated, the amount of cleaning materialreleases such as fugitive emissions and easily used to achieve the desired cleanlinesssegregated wastes such as cleaning tank residues. should be minimized.
General Source Reduction and RecyclingTechniques
Surface preparation processes can result invarious types of wastes depending on the specificnature of the manufacturing process. In manycases, alternative cleaning operations may beavailable that rely on less- or non-toxic cleaningagents. In cases where no alternative exists, sourcereduction and recycling may be used to extendsolvent life and/or reduce solvent emissions. Ingeneral, identification of these opportunities reliesupon the systematic identification of:
ll procedures to segregate cleaning wastes -for cleaning wastes, segregation is animportant part of proper management.Specifically, segregation is needed to allowand promote recycling of solvent-basedcleaners. Further, segregation will help toreduce the amounts of toxic componentsfrom cleaning solvents that eventuallycollect in metal manufacturing wastes(e.n., wastewater treatment sludges, usedmachining fluids, etc.).
ll methods to reduce solvent usage - solventscan be lost through volatilization. Further,improper or careless management ofsolvents can require prematurecontamination and replacement.
ll opportunities to reuse cleaning solvents -many cleaning materials can be recycled orreused. Reuse can be increased throughprocedures to reduce losses. Recyclingoperations can be increased throughimproved capture of chemicals releasedduring the cleaning operation.
l opportunities to eliminate specific cleaningl opportunities to recycle cleaning solvents -
steps - that is, by controlling factors that once cleaning solvents are segregated, on-
contribute to surface contamination, the site and off-site recycling can be used to
need for cleaning can be reduced or reduce waste and raw material
eliminated. consumption.
ll less hazardous cleaning media - in most Table 6 provides examples of source reduction and
cases, there are several cleaning solvent recycling techniques applicable to surface
systems that may perform the desired preparation operations. Table 6 provides a small
operation. In such cases, the solvent that sample of source reduction and recycling
poses the least risk to human health and alternatives that are contained in the references
the environment should be considered. identified in Section VI. Facilities that wantadditional information should access the PPICdirectly. Further, facilities that would like to sharetheir pollution prevention successes are encouragedto submit their information directly to the PPIC.
18
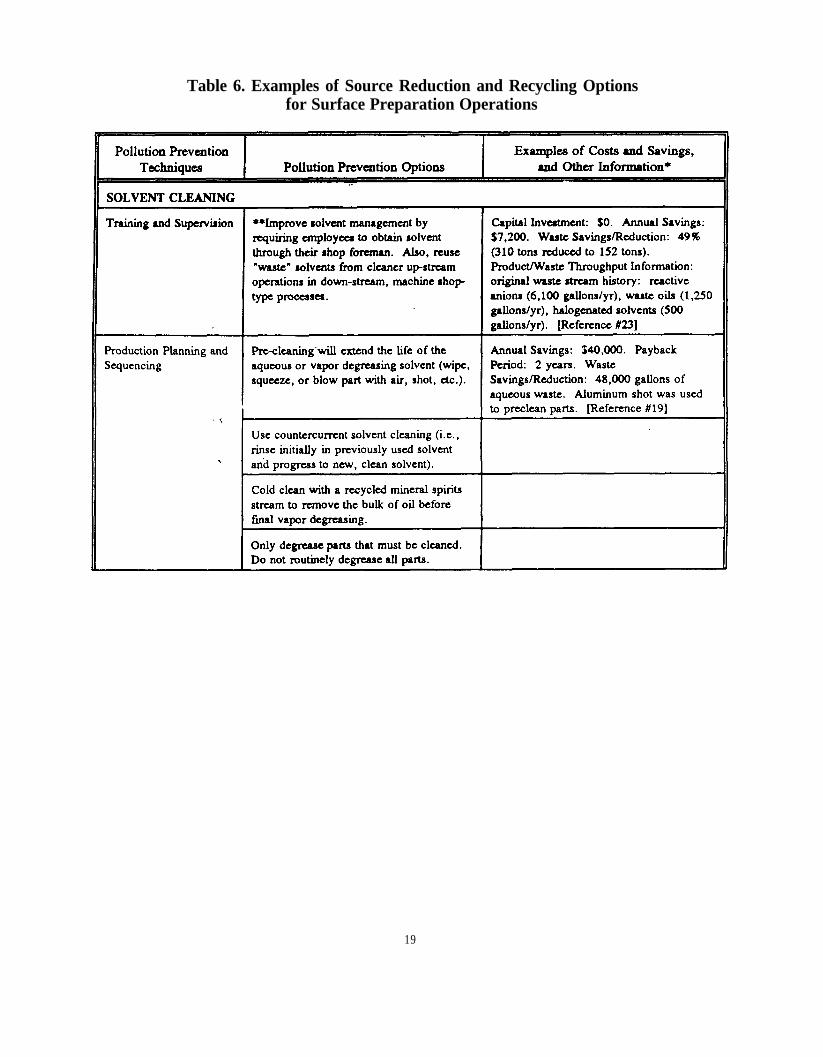
Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Preparation Operations
19
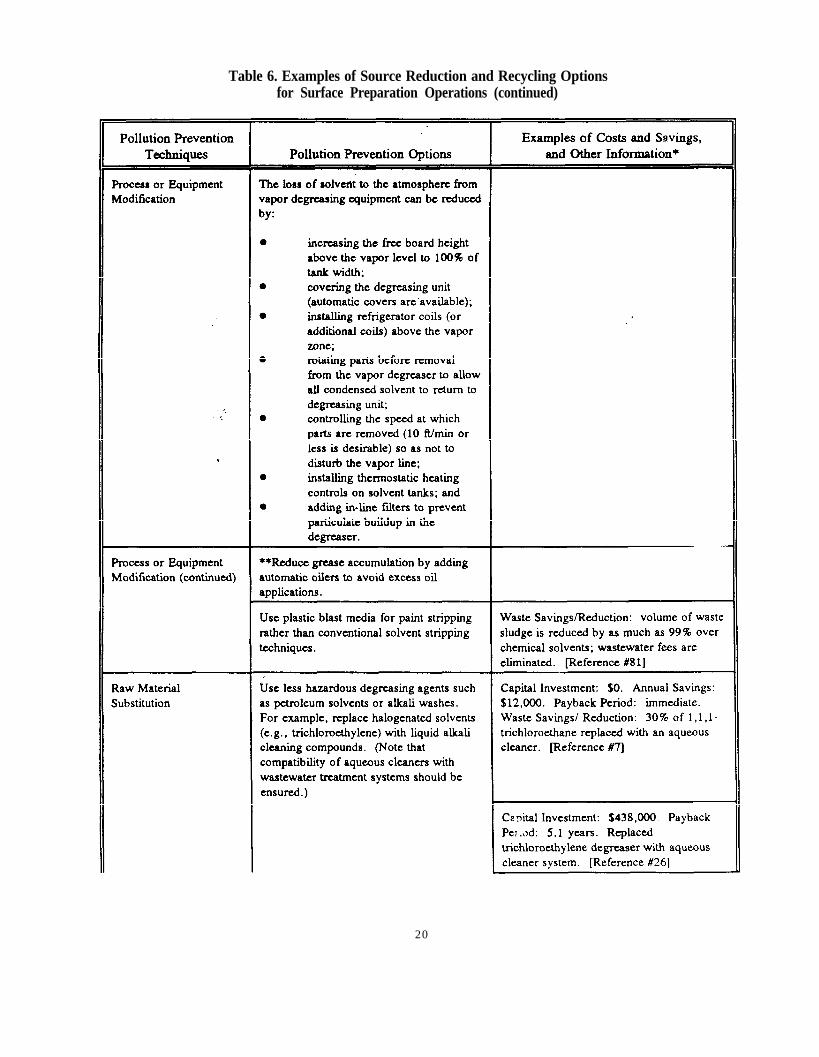
Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Preparation Operations (continued)
20
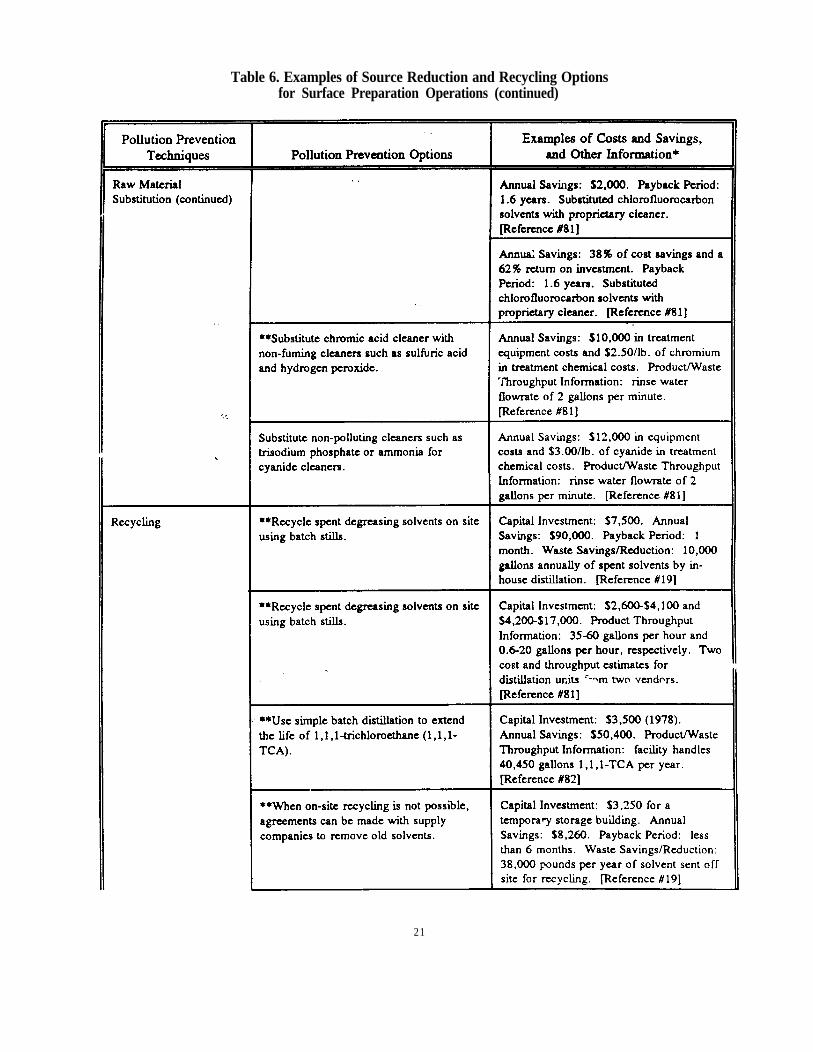
Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Preparation Operations (continued)
21

Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Preparation Operations (continued)
22

Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Reparation Operations (continued)
23

Table 6. Examples of Source Reduction and Recycling Optionsfor Surface Preparation Operations (continued)
24
SECTION V:SURFACE FINISHING OPERATIONS
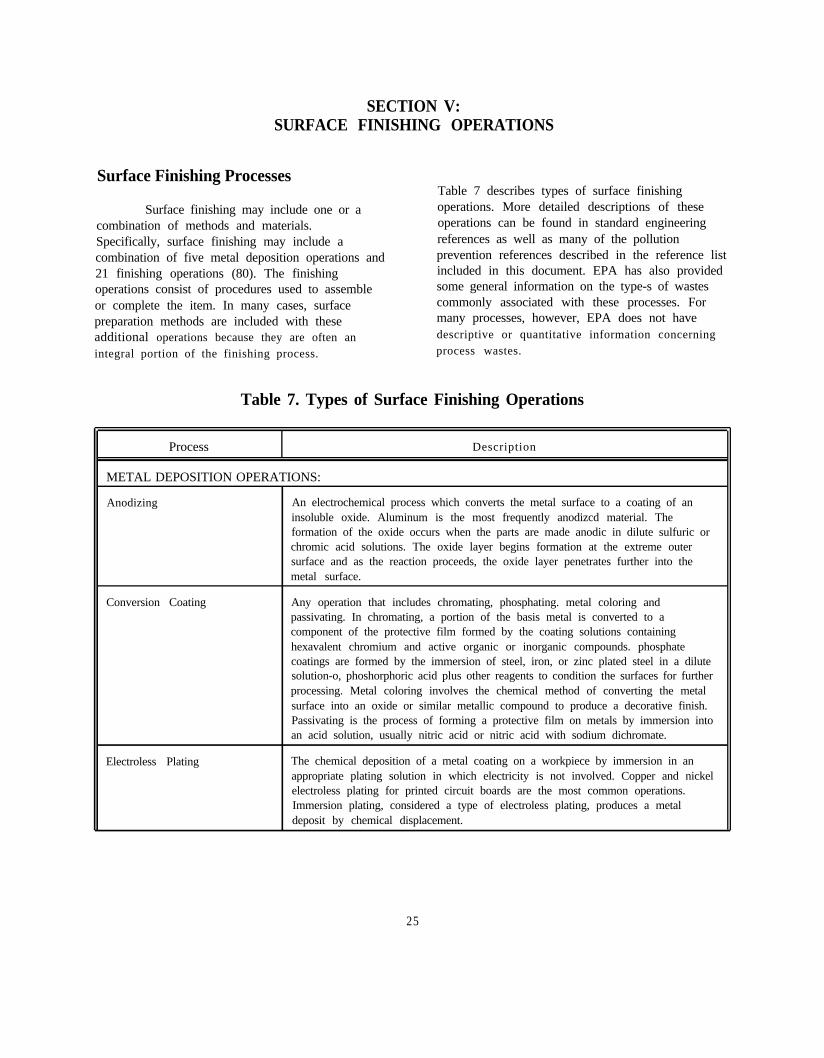
Surface Finishing ProcessesTable 7 describes types of surface finishing
Surface finishing may include one or a operations. More detailed descriptions of these
combination of methods and materials. operations can be found in standard engineering
Specifically, surface finishing may include a references as well as many of the pollution
combination of five metal deposition operations and prevention references described in the reference list
21 finishing operations (80). The finishing included in this document. EPA has also provided
operations consist of procedures used to assemble some general information on the type-s of wastes
or complete the item. In many cases, surface commonly associated with these processes. For
preparation methods are included with theseadditional operations because they are often an
many processes, however, EPA does not havedescriptive or quantitative information concerning
integral portion of the finishing process. process wastes.
Table 7. Types of Surface Finishing Operations
Process Description
METAL DEPOSITION OPERATIONS:
Anodizing An electrochemical process which converts the metal surface to a coating of aninsoluble oxide. Aluminum is the most frequently anodizcd material. Theformation of the oxide occurs when the parts are made anodic in dilute sulfuric orchromic acid solutions. The oxide layer begins formation at the extreme outersurface and as the reaction proceeds, the oxide layer penetrates further into themetal surface.
Conversion Coating
Electroless Plating
Any operation that includes chromating, phosphating. metal coloring andpassivating. In chromating, a portion of the basis metal is converted to acomponent of the protective film formed by the coating solutions containinghexavalent chromium and active organic or inorganic compounds. phosphatecoatings are formed by the immersion of steel, iron, or zinc plated steel in a dilutesolution-o, phoshorphoric acid plus other reagents to condition the surfaces for furtherprocessing. Metal coloring involves the chemical method of converting the metalsurface into an oxide or similar metallic compound to produce a decorative finish.Passivating is the process of forming a protective film on metals by immersion intoan acid solution, usually nitric acid or nitric acid with sodium dichromate.
The chemical deposition of a metal coating on a workpiece by immersion in anappropriate plating solution in which electricity is not involved. Copper and nickelelectroless plating for printed circuit boards are the most common operations.Immersion plating, considered a type of electroless plating, produces a metaldeposit by chemical displacement.
25
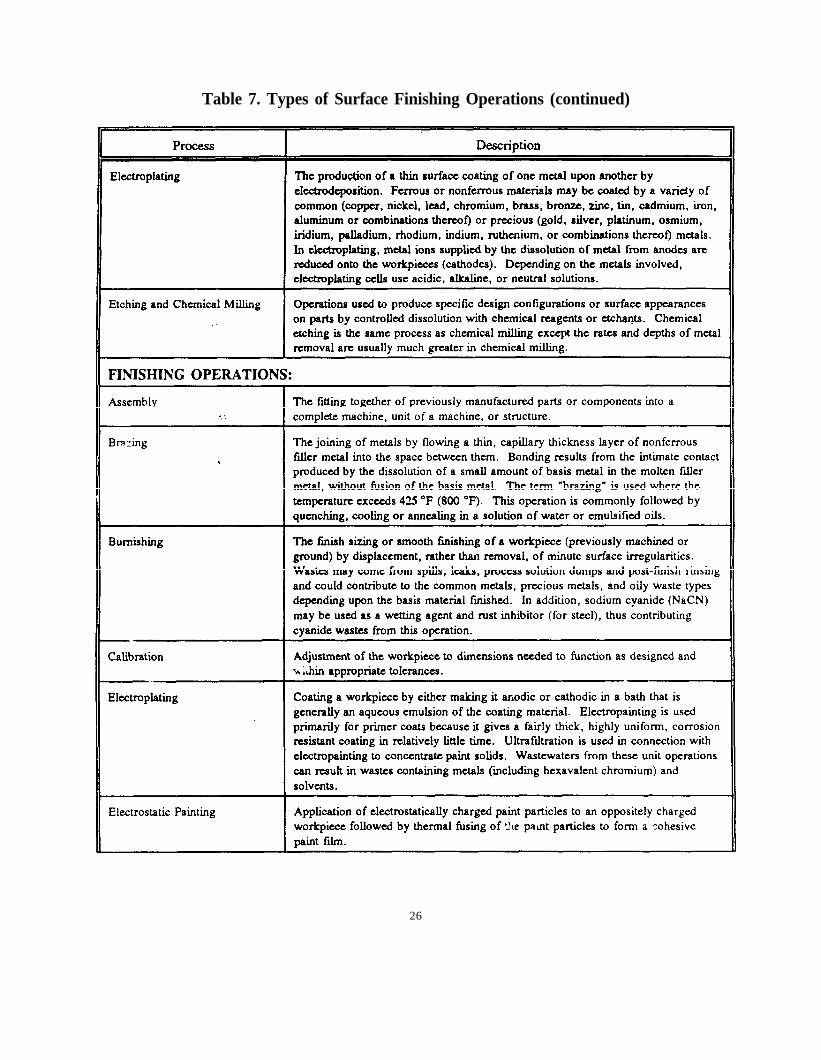
Table 7. Types of Surface Finishing Operations (continued)
26
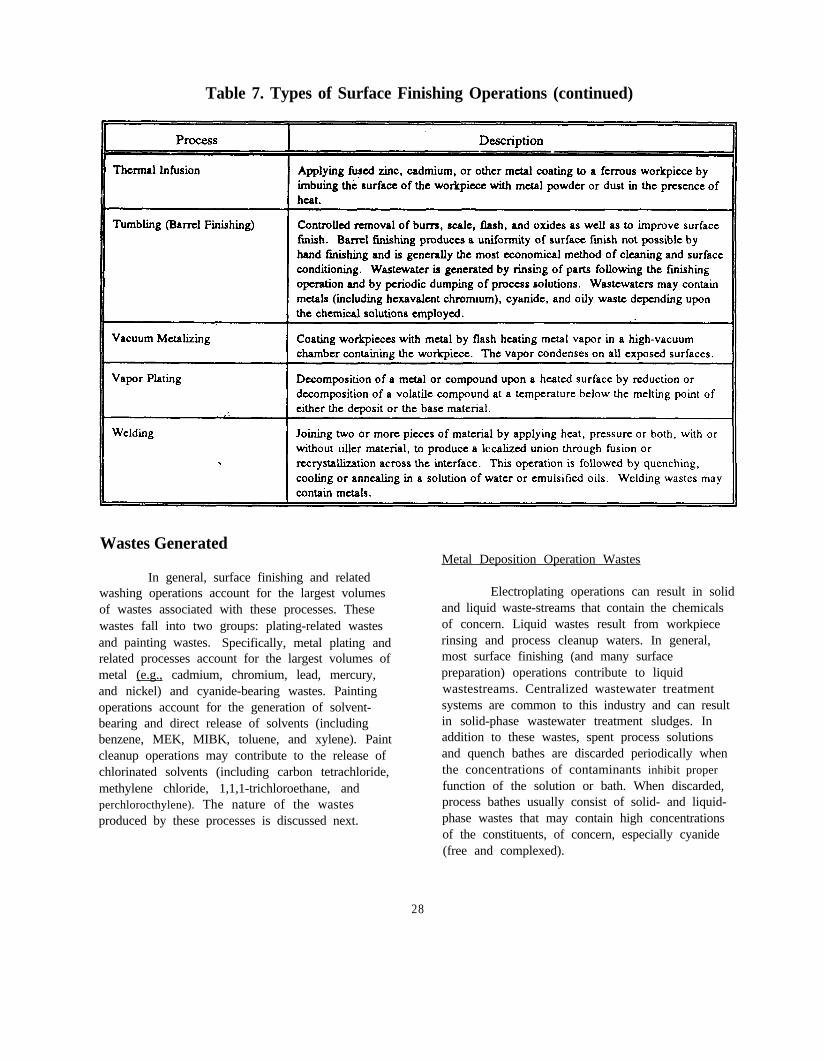
Table 7. Types of Surface Finishing Operations (continued)
Wastes Generated
In general, surface finishing and relatedwashing operations account for the largest volumesof wastes associated with these processes. Thesewastes fall into two groups: plating-related wastesand painting wastes. Specifically, metal plating andrelated processes account for the largest volumes ofmetal (e.g., cadmium, chromium, lead, mercury,and nickel) and cyanide-bearing wastes. Paintingoperations account for the generation of solvent-bearing and direct release of solvents (includingbenzene, MEK, MIBK, toluene, and xylene). Paintcleanup operations may contribute to the release ofchlorinated solvents (including carbon tetrachloride,methylene chloride, 1,1,1-trichloroethane, andperchlorocthylene). The nature of the wastesproduced by these processes is discussed next.
Metal Deposition Operation Wastes
Electroplating operations can result in solidand liquid waste-streams that contain the chemicalsof concern. Liquid wastes result from workpiecerinsing and process cleanup waters. In general,most surface finishing (and many surfacepreparation) operations contribute to liquidwastestreams. Centralized wastewater treatmentsystems are common to this industry and can resultin solid-phase wastewater treatment sludges. Inaddition to these wastes, spent process solutionsand quench bathes are discarded periodically whenthe concentrations of contaminants inhibit properfunction of the solution or bath. When discarded,process bathes usually consist of solid- and liquid-phase wastes that may contain high concentrationsof the constituents, of concern, especially cyanide(free and complexed).
28

Table 7. Types of Surface Finishing Operations (continued)
27

Related operations, including all non-painting processes, can contribute wastes includingscrap metals, cleaning wastewaters, and other solidmaterials. The nature of these wastes will dependon the specific process, the nature of theworkpiece. and the composition of materials usedin the process. However, due to the potentiallydiverse nature of these wastes, the remainder ofthis discussion focuses primarily on the platingoperations which are similar among all metalfabricated products manufacturing industries.
Finishing Wastes
Painting operations result in emissions tothe atmosphere as well as the generation of solidand liquid wastes. Atmospheric emissions consistprimarily of the organic solvents used as carriersfor the paint. Emissions result from paint storage,mixing, application, and drying. In addition, clean-up processes can result in the release of organicsolvents used to clean equipment and paintingarea,. In many cases, chlorinated solvents are usedin clean-up operations. Solid and liquid wastes canbe generated throughout the painting operation.Sources of solid- and liquid-phase wastes include:
ll paint application emissions control devices(e.g., paint booth collection systems,ventilation filters, etc.),
ll equipment washing,
ll disposal materials used to contain paintoverspray (e.g., paper, cloth, etc.), and
l excess paints discarded upon completion ofa painting operation or after expiration ofthe paint shelf-life.
These solid and liquid wastes may contain metalsfrom paint pigments and organic solvents such aspaint solvents and cleaning solvents).
General Source Reduction and RecyclingTechniques
As described above, surface finishingoperations can result in two types of waste: plating
and related operations, and painting operationwastes. Source reduction and recycling techniquesfor each of these materials are described below(81).
Metal Deposition Operations
Plating wastewaters are composedprimarily of metallic species in aqueous solution.Plating sludges are generated from the treatment ofwastewater and consist of complexed metalprecipitants and water. In general, the key toreducing plating wastes includes:
l reuse of metal-bearing materials prior todischarge to centralized wastewatertreatment, and/or
ll segregation, reclamation, and recycling ofmetals from metal-bearing materials inplace of discharge to centralizedwastewater treatment.
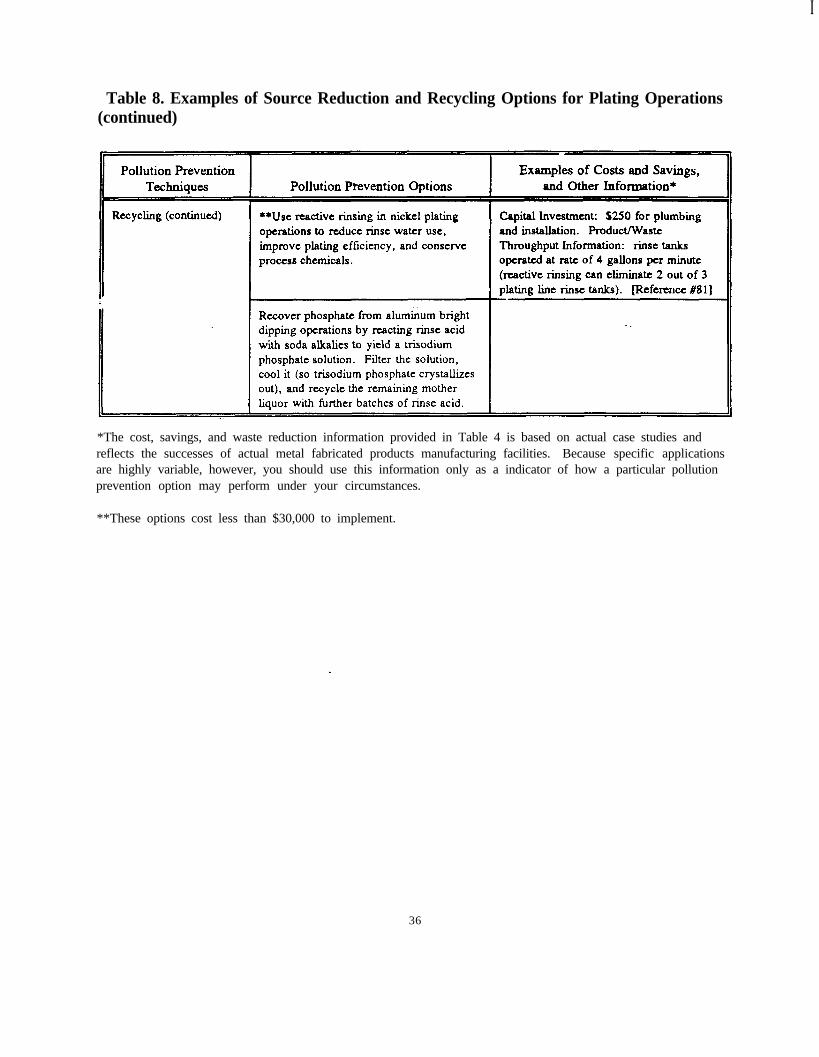
Various strategies and techniques for reusing metal-bearing materials have been developed andimplemented by metal fabricated productsmanufacturing facilities. Examples of sourcereduction and recycling techniques are listed inTable 8.
Other, non-painting, finishing operationssuch as polishing and sintering also can result inwaste metals that might provide similar sourcereduction and recycling opportunities. Theseoperations are similar to those discussed in previoussections. This discussion focuses primarily onsource reduction and recycling techniques that havebeen applied to plating processes. Additionalinformation on source reduction and recyclingtechniques for these operations can be found indocuments identified in the reference list providedin this document.
Finishing
There are many strategies for reducing thegeneration and/or release of solvents and paint
29
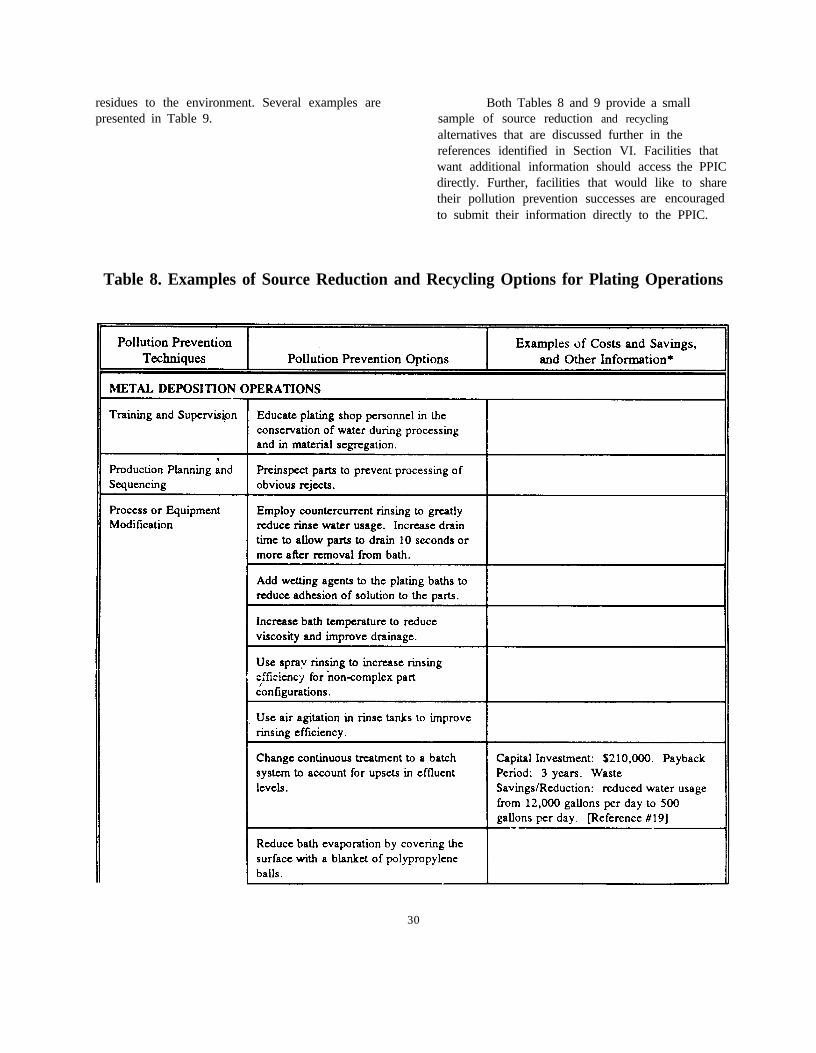
residues to the environment. Several examples arepresented in Table 9.
Both Tables 8 and 9 provide a smallsample of source reduction and recyclingalternatives that are discussed further in thereferences identified in Section VI. Facilities thatwant additional information should access the PPICdirectly. Further, facilities that would like to sharetheir pollution prevention successes are encouragedto submit their information directly to the PPIC.
Table 8. Examples of Source Reduction and Recycling Options for Plating Operations
30

Table 8. Examples of Source Reduction and Recycling Options for Plating Operations.(continued)
31

Table 8. Examples of Source Reduction and Recycling Options for Plating Operations(continued)
32

Table 8. Examples of Source Reduction and Recycling Options for Plating Operations,(continued)
33
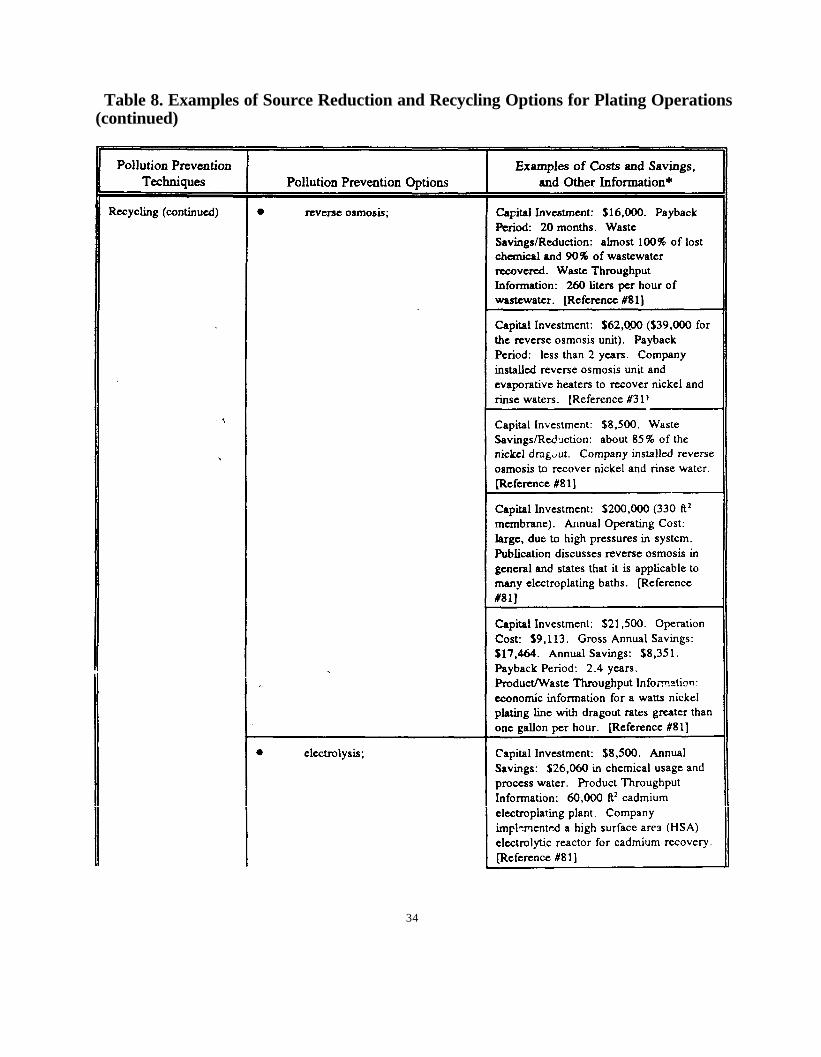
Table 8. Examples of Source Reduction and Recycling Options for Plating Operations(continued)
34

Table 8. Examples of Source Reduction and Recycling Options for Plating Operations(continued)
35
I
Table 8. Examples of Source Reduction and Recycling Options for Plating Operations(continued)
*The cost, savings, and waste reduction information provided in Table 4 is based on actual case studies andreflects the successes of actual metal fabricated products manufacturing facilities. Because specific applicationsare highly variable, however, you should use this information only as a indicator of how a particular pollutionprevention option may perform under your circumstances.
**These options cost less than $30,000 to implement.
36

Table 9. Examples of Source Reduction and Recycling Options for Finishing Operations
37

Table 9. Examples of Source Reduction and Recycling Options for Finishing Operations(continued)
38

Table 9. Examples of Source Reduction and Recycling Options for Finishing Operations(continued)
39

Table 9. Examples of Source reduction and Recycling Options for Finishing Operations(continued)
40
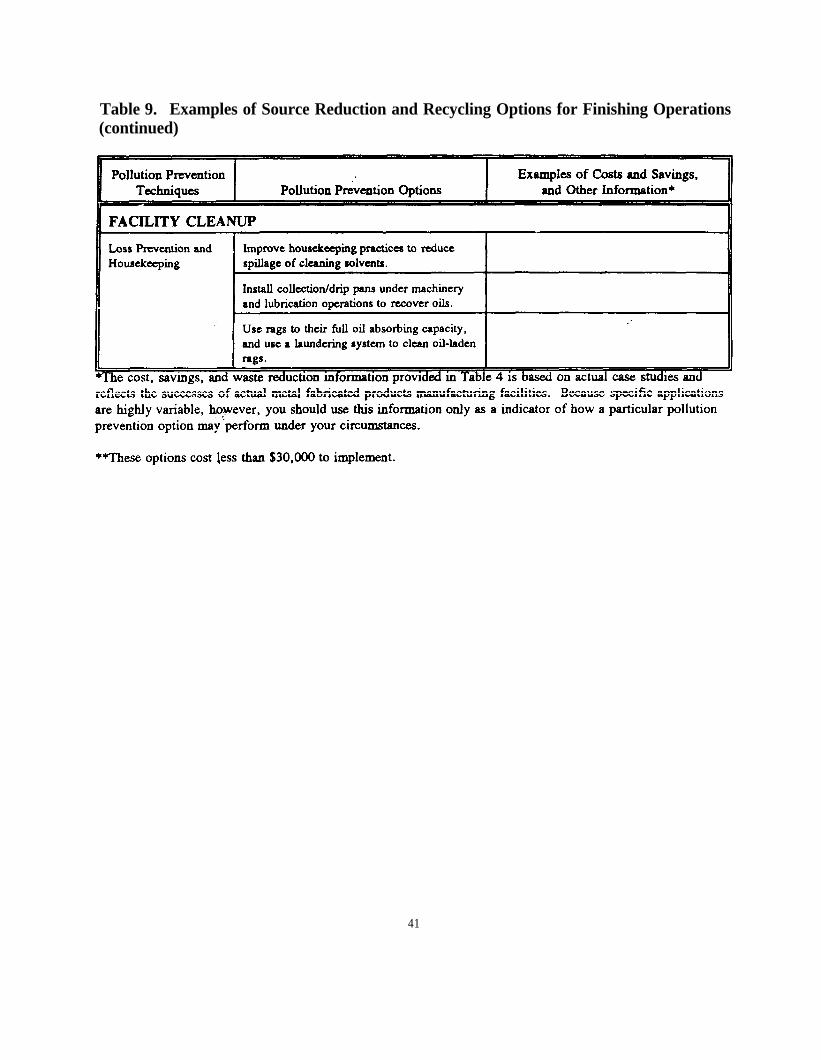
Table 9. Examples of Source Reduction and Recycling Options for Finishing Operations(continued)
41

SECTION VI:POLLUTION PREVENTION DOCUMENTS AND REFERENCES
Compendiums and Guides
Table 10 contains a listing of some keyguides and compendiums on waste minimization,pollution prevention and recycling that may be ofparticular interest or use for metal fabricatedproducts industries. In many instances, thesedocuments may provide a firm with importantinformation as it begins to explore
pollution prevention options for its operations.Copies of documents with EPA document numbersmay be obtained from EPA or the PollutionPrevention Information Clearinghouse (PPIC).Copies of documents with PIES numbers may beobtained through PPIC/PIES.
Table 10. Recommended Compendiums and Guides
42
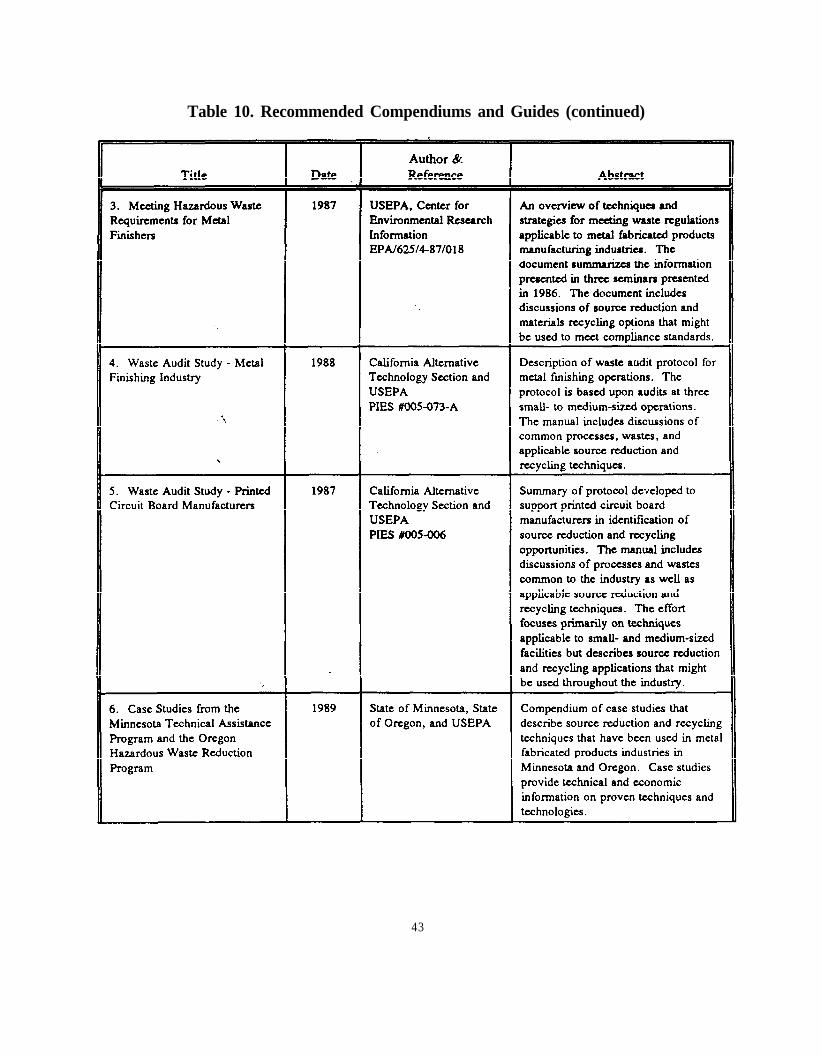
Table 10. Recommended Compendiums and Guides (continued)
43

Table 10. Recommended Compendiums and Guides (continued)
44
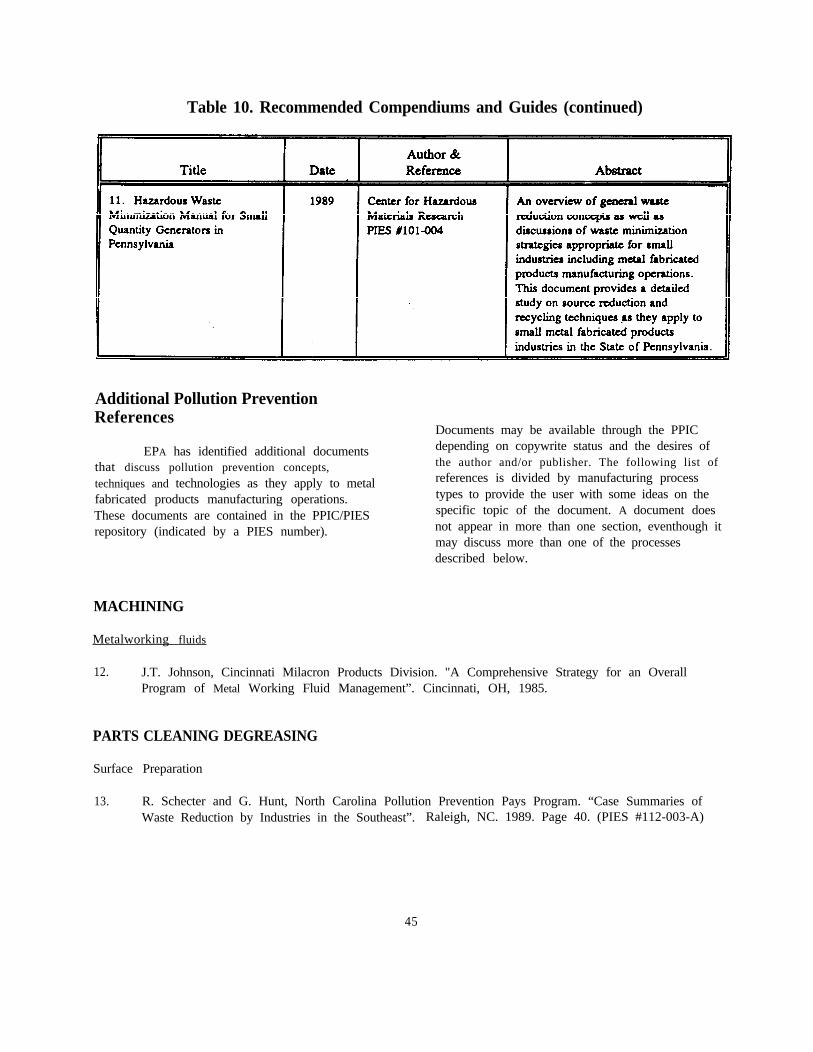
Table 10. Recommended Compendiums and Guides (continued)
Additional Pollution PreventionReferences
EPA has identified additional documentsthat discuss pollution prevention concepts,techniques and technologies as they apply to metalfabricated products manufacturing operations.These documents are contained in the PPIC/PIESrepository (indicated by a PIES number).
Documents may be available through the PPICdepending on copywrite status and the desires ofthe author and/or publisher. The following list ofreferences is divided by manufacturing processtypes to provide the user with some ideas on thespecific topic of the document. A document doesnot appear in more than one section, eventhough itmay discuss more than one of the processesdescribed below.
MACHINING
Metalworking fluids
12. J.T. Johnson, Cincinnati Milacron Products Division. "A Comprehensive Strategy for an OverallProgram of Metal Working Fluid Management”. Cincinnati, OH, 1985.
PARTS CLEANING DEGREASING
Surface Preparation
13. R. Schecter and G. Hunt, North Carolina Pollution Prevention Pays Program. “Case Summaries ofWaste Reduction by Industries in the Southeast”. Raleigh, NC. 1989. Page 40. (PIES #112-003-A)
45

Solvent Usage
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
L. Traverse, Massachusetts Office of Safe Waste Management. “Creative Source ReductionTechniques”. Third Annual Massachusetts Hazardous Waste Source Reduction ConferenceProceedings. Boston, MA. October 23, 1986. (PIES #022-012)
R. Schecter and G. Hunt, North Carolina Pollution Prevention Pays Program. “Case Summaries ofWaste Reduction by Industries in the Southeast”. Raleigh, NC. 1989. Page 39. (PIES #112-003-A)
C. H. Fromm, S.Budaraju and S. A. Cordery, Jacobs Engineering Group. “Minimization of ProcessCleaning Waste”. Solvent Waste Reduction Alternatives Seminar, Speaker Papers. Washington, DC.March 1988. (PIES #005-012-AM30)
E. A. Rodzewich. “Source Reduction - Parts Cleaning”. Solvent Waste Reduction AlternativesSeminar, Speaker Papers. March 1988. (PIES #005-012-A-000)
Jacobs Engineering Group, Inc. for USEPA, Hazardous Waste Engineering Research Laboratory,Office of Research and Development. Waste Minimization Audit Report: Case Studies of SolventWastes from Parts Cleaning and from Electronic Capacitor Manufacturing Operations. Cincinnati, OH.(PIES #010-003-A)
Institute for Local Self-Reliance. “Engine and Plumbing Parts Manufacture, Case Study 60”, ProvenProfits from Pollution Prevention: Case Studies in Resource Conservation and Waste Reduction,Volume II. Washington, D. C. 1989. (PIES #306-001-A)
North Carolina Department of Environment, Health, and Natural Resources: Pollution PreventionProgram. Managing and Recycling Solvents in the Furniture Industry. Raleigh, NC. May 1986.(PIES #034-018-A)
Hackney, Pollution Prevention Challenge Grant Program, North Carolina Department of NaturalResources. “Pilot Study of Solvent Recovery for Use in Paint Equipment Cleanup”. December 1986.(PIES #034-050-A-000)
N. H. Frick and G. W. Gruber, PPG Industries, Inc. Solvent Waste Minimization by the CoatingsIndustry. Pittsburgh, PA. March 1988. (PIES #800-01)
California Department of Health Services, Alternative Technology Section; Toxic Substances ControlDivision, Waste Audit Study: Automotive Paint Shops. January 1987. (PIES #005-005)
M. Drabkin and P. Sylvestri, USEPA Hazardous Waste Engineering Research Laboratory, Office ofResearch and Development. Waste Minimization Audit Report: Case Studies of Minimization ofSolvent and Electroplating Wastes at a DOD Installation. Cincinnati, OH. 1989. (PIES #101-036-B)
Aqueous Cleaners
25. K. B. Patterson and D. E. Hunt, U.S. Air Force, AGMC/MAQSE, Newark Air Force Base, OH.“The Cyl-Sonic Cleaner: Aqueous Ultrafiltration Cleaning Using Biodegradable Detergents”. Process
46
Technology ‘88: The Key to Hazardous Waste Minimization, Air Force Logistics Command.Sacramento, CA. August 15-18, 1988. (PIES #100-100-D)
26. T. Smietana, Office of Safe Waste Management “Trichloroethylene Elimination Case Study: ElectricFurnace #2 Bright Anneal Line Industrial Metals Department of Texas Instruments, Inc.,’, ThirdAnnual Massachusetts Hazardous Waste Source Reduction Conference Proceedings. October 23, 1986.(PIES #022-012)
Wastewaters
27.
28.
29.
30.
Massachusetts Department of Environmental Management, Office of Safe Waste Management.Preliminary Report: Phase I Source Reduction Activities, Southeast Platers Project. Case Study B.July, 1988. Page 3. (PIES #022-003-A)
North Carolina Department of Natural Resources and Community Development. "Water Conservationfor Electroplaters: Counter-Current Rinsing”. Raleigh, NC. 1985. (PIES #034-024A)
North Carolina Department of Natural Resources and Community Development “Water Conservationfor Electroplaters: Rinse Tank Design”. Raleigh, NC. 1985. (PIES #034-026A)
Office of Safe Waste Management, Massachusetts Department of Environmental Management. “TheRobbins Company: Wastewater Treatment and Recovery System, A Case Study.” Raleigh, NC. 1985.(PIES #034-026B)
Degreasing
31.
32.
33.
34.
35.
G. Hunt, North Carolina Department of Natural Resources and Community Development.“Accomplishments of North Carolina Industries - Case Summaries’. Raleigh, NC. January 1986, p.22. (PIES #034-010)
Hazardous Waste Reduction Program of the Oregon Department of Environmental Quality. “TheTektonix Payoff”. Salem, OR. June 1988. (038-003-A-000)
United Nations, Economic and Social Council, Economic Commission for Europe. “Compendium onLow-and Non-Waste Technology: Elimination of Chlorine by the Use of Fumeless In-line Degreasingin the Aluminum Industry”. Geneva, Switzerland. 1983. (PIES #400-103)
New Jersey Hazardous Waste Facilities Siting Commission, Hazardous Waste Source Reduction andRecycling Task Force. A Study of Hazardous Waste Source Reduction and Recycling in Four IndustryGroups in New Jersey. Newark, NJ. April 1987. Case study D4.1, p. 30.(PIES #031-001-A)
S. P. Evanoff, et. al. ‘Alternatives to Chlorinated Solvent Degreasing - Testing, Evaluation, andProcess Design” Process Technology ‘88. Sacramento, CA. August 15-18, 1988. (PIES #100-100-D)
47
SURFACE TREATMENT AND PLATING
Electroplating
36.
37.
38.
39.
40.
41.
42.
43.
44.
G. Hunt, et al., North Carolina Department of Natural Resources and Community Development.“Accomplishments of North Carolina Industries - Case Summaries”. Raleigh, NC. January 1986, p.22. (PIES #034-010)
United Nations, Economic and Social Council, Economic Commission for Europe ”Compendium onLow- and Non-Waste Technology: A Low-Waste Electroplating Process”. Geneva, Switzerland. 1985.(PIES #400-125)
D. Huisingh, L. Martin, H. Hilger, N. Seldman, The Institute for Self-Reliance. ‘Proven Profit fromPollution Prevention”. Washington, D. C. 1985, case study 26, Page 103. (PIES #306-001-A)
G. F. McRae. “In-Process Waste Reduction: Part 1 - Enviroscope,” Plating and Surface Finishing,June 1988.
David Wigglesworth, et.al., Alaska Health Project. “Waste Reduction Assistance Program (WRAP)On-Site Consultation Audit Report: Electroplating Shop”. Anchorage, Alaska. April 7, 1987, pp. 17.(PIES #002-016-A-001)
Edward Saltzberg, Ph.D., Science Applications International Corporation. “Methods to MinimizeWastes From Electroplating Facilities”, Process Technologv ‘88: The Key to Hazardous WasteMinimization, Air Force Logistics Command. Sacramento, CA. August 15-18, 1988. (PIES #100-100-D)
Hubbard Enterprises, San Diego County, Department of Health Services. “Minimizing Waste from anElectroplating Operation”, Pollution Prevention, A Resource Book for Industry. San Diego, CA.1990. (PIES #005-079-A-000)
Jerome Kohl, et. al., North Carolina State University, School of Engineering. “Reducing HazardousWaste Generation with Examples from the Electroplating Industry”. Raleigh, NC. 1986.
Office of Safe Waste Management, Massachusetts Department of Environmental Management. “SourceReduction Recommendations for Precious Metal Platers.” Boston, MA. April 1988. (PIES #002-012)
Electroplating - Chromium
45. D. Achman, Minnesota Technical Assistance Program. “Reducing Chromium Losses from aChromium Plating Bath”, Minnesota Technical Assistance Program Summer Intern Report. Summer1987. (PIES #709-030)
46. United Nations Economic and Social Counsel. “Use of an Evaporator in Chromium Electroplating”,Compendium on Low and Non-waste Technology. Monograph ENV/Wp.2/5/Add.47. Geneva,Switzerland. 1988. (PIES #400-125)
48
Electroplating - Cyanide-containing wastes
47. L. E. Vaaler, Office of Safe Waste Management.’ “Prospects for Developing Substitutes for Cyanide-Containing Electroplating Baths’, Third Annual Massachusetts Hazardous Waste Source ReductionConference Proceedings. Boston, MA. October 23, 1986. (PIES #022412)
48. USEPA Research and Development, Risk Reduction Engineering Laboratory. "Waste MinimizationAudit Report: Case Studies of Minimization of Cyanide Waste from Electroplating OperationsProject Summary. Cincinnati, OH. January 1988. (PIES #101-023-B)
Electroplating - Nickel
49. Minnesota Technical Assistance Program. Metal Recovery: Metal Finishing Shop. Minneapolis, MN.September 1988. (PIES #709-017)
50. P. Pajunen, Eco-Tech Ltd., and E. Schneider, Hewlett Packard, American Electroplaters and SurfaceFinishing Society and U.S. EPA. “Copper and Nickel Removal in Printed Circuit Board Processing byIon Exchange and Electroforming”, Ninth AESF/EPA Conference on Environmental Control for theMetal Finishing Industry. January 25-29, 1988.
51. T. Nadeau, et. al.. “Copper, Nickel and Chrome Recovery in a Jobshop to Eliminate Waste Treatmentand Sludge Disposal”, Third Annual Massachusetts Hazardous Waste Source Reduction ConferenceProceedings, Office of Safe Waste Management. Boston, MA. October 23, 1986. (PIES #022-012)
52. Minnesota Technical Assistance Program. Metal Recovery: Ion Exchange. Minneapolis, MN.September 1988. (PIES #709-019)
53. T. V. Tran, et al. “Recovery of Nickel Salts by Electrodialysis Reversal Process,” Presented at 73rdAnnual AESF Technical Conference and Exhibit of Surface Finishing. The American Electroplatersand Surface Finishers Society Bulletin: TP 334-ST. June 23, 1986. (PIES #222-001-A-001)
Electroplating - Cadmium
54. North Carolina Pollution Prevention Program. “Potential Recovery and Reuse of Cadmium from anElectroplating Bath”. Pollution Prevention Challenge Grant Program. Raleigh, NC. December 1987.(PIES #034-050-A-000)
Electroplating - Zinc
55. Hazardous Waste Reduction Program, Oregon Department of Environmental Quality. Guidelines forWaste Reduction and Recycling: Metal Finishing, Electroplating, Printed Circuit Board Manufacturing.Eugene, OR. July 1989. (PIES #038-010)
Electrowinning
56. Tom Nadeau, et. al. “Copper, Nickel and Chrome Recovery in a Jobshop to Eliminate WasteTreatment and Sludge Disposal”, Third Annual Massachusetts Waste Source Reduction
49
Conference Proceedings, Office of Safe Waste Management. Boston, MA. October 23, 1986. (PIES#022-012)
Coninuous Hardening
57. United Nations, Economic and Social Council, Economic Commission for Europe. "Compendium onLow- and Non-Waste Technology: Continuous Hardening and Zinc-Coating”. Geneva, Switzerland,1981. (PIES #400-103)
Zinc Coating
58. United Nations, Economic and Social Council, Economic Commission for Europe "Compendium onLow- and Non-Waste Technology: Continuous Hardening and Zinc-Coating”. Geneva, Switzerland,1981. (PIES #400-103)
Brite Dip Baths
59. Institute for Local Self-Reliance. “Engine and Plumbing Parts Manufacture, Case Study 60”, ProvenProfits from Pollution Prevention: Case Studies in Resource Conservation and Waste Reduction,Volume II. Washington, DC. 1989. (PIES #306-001-A)
Etching
60. Minnesota Technical Assistance Program, University of Minnesota. “Metal Recovery: EtchantSubstitution”. Minneapolis, MN. 1989. (PIES #709-014-A-000)
61. A. Boyce, Tekronix, Inc. and D. J. Kavanaugh, CH2M Hill Industrial Design Corporation.‘Electrolytic Regeneration of Chromic/Sulfuric Acid Etchant,” Ninth AESF/EPA Conference onEnvironmental Control for the Metal Finishing Industry. American Electroplaters and SurfaceFinishing Society and U.S. EPA, Washington, DC. January 25-29, 1988.
62. V. R. Sellers. “Waste Management Alternatives for Electroplating and Printed Circuit BoardManufacturing Operations”, Third Annual Massachusetts Hazardous Waste Source ReductionConference Proceedings, Office of Safe Waste Management. Boston, MA. October 23, 1986. (PIES#022-012)
Annealing
63. Thaddeus Smietana. “Trichloroethylene Elimination Case Study: Electric Furnace #2 Bright AnnealLine Industrial Metals Department of Texas Instruments, Inc.", Third Annual Massachusetts HazardousWaste Source Reduction Conference Proceedings, Office of Safe Waste Management. Boston, MA.October 23, 1986. (PIES #022-012)
50
Chrome conversion
64. New Jersey Hazardous Waste Facilities Siting Commission, Hazardous Waste Source Reduction andRecycling Task Force. “A Study of Hazardous Waste Source Reduction and Recycling in FourIndustry Groups in New Jersey”, Case study D6.1, p.33. Newark, NJ. April 1987. (PIES #031-00l-A)
Painting
65.
66.
67.
68.
69.
70.
71.
72.
73.
K. Weigel. “Developments in Powder Coating Technology’, Metal Finishing. April 1989, pp. 41-44.
D. S. Tyler, Volstatic, Inc. “Electrostatic Powder Coating: Finishing for the Future”, MetalFinishing, January 1985, pp. 23-26.
Hans Sutter; Umweltbundesamt. “Low-waste Technologies in the Federal Republic of Germany”, TheEnvironmental Professional, Volume II, pp. 190-198. Berlin, Germany. 1989. (PIES #458-006-A-001)
North Carolina Department of Environment, Health, and Natural Resources: Pollution PreventionProgram. Managing and Recycling Solvents in the Furniture Industry, May 1986. (PIES #034-018-A)
Hazardous Waste Reduction Program of the Oregon Department of Environmental Quality. “TheTektonix Payoff”. Salem, OR. June 1988. (PIES #038-003-A-000)
Mark Manzione, Brown and Caldwell Consulting Engineers. “Waste Minimization for Electroplatingand Aircraft Paint-Stripping Wastewater Treatment," Process Technology ‘88: The Key to HazardousWaste Minimization, Air Force Logistics Command. Sacramento, CA. August 15-18, 1988. (PIES#100-100-D)
Hackney, Pollution Prevention Challenge Grant Program, North Carolina Department of NaturalResources. “Pilot Study of Solvent Recovery for Use in Paint Equipment Cleanup’. Raleigh, NC.December 1986. (PIES #034-050-A-000)
California Department of Health Services, Alternative Technology Section, Toxic Substances ControlDivision. Waste Audit Study: Automotive Paint Shops. Sacramento, CA. January 1987. (PIES #005
005)
United States Environmental Protection Agency, Hazardous Waste Engineering Research Laboratory,Office of Research and Development Waste Minimization. Audit Report: Case Studies of Minimizationof Solvent Waste from Parts Cleaning and from Electronic Capacitor Manufacturing Onerations.Cincinnati, OH. November 1987. (PIES #101-008-A).
51

SECTION VII:BIBLIOGRAPHY
In addition to the documents identified in Section VI, the following documents were used to developthis report.
74.
75.
76.
77.
78.
79.
80.
81.
Office of Management and Budget. ‘Handbook of Standard Industrial Classifications.” Springfield,VA. 1987.
United States Environmental Protection Agency, Office of Water. ‘Development Document forEffluent Limitations Guidelines and Standards for the Nonferrous Metals Forming and Metal PowdersPoint Source Category.” Washington, DC. 1986.
United Stat& Environmental Protection Agency, Office of Research and Development. “Guides toPollution Prevention - The Fabricated Metal Products Industry.” Washington, DC. 1990.(EPA/625/7-90/006)
Franklin Associates for the United States Environmental Protection Agency. “Composition andManagement of Used Oil Generated in the United States.” Mission, KS. 1984.
United States Environmental Protection Agency, Office of Solid Waste. "Industrial Resource RecoveryPractices: Fabricated Metals Production, Machinery Manufacturing/Non-Electrical, and Manufacturingof Electrical Machinery.” McLean, VA. 1982.
United States Environmental Protection Agency, Office of Solid Waste. “Waste Minimization in MetalParts Cleaning.” Washington, DC. 1989. (PIES #101-056-A)
United States Environmental Protection Agency. “Development Document for Effluent LimitationsGuidelines and Standards for the Metal Finishing Point Source Category. Washington, DC. 1983.
United States Environmental Protection Agency, Office of Solid Waste. “Pollution Prevention in MetalManufacturing - Saving Money Through Pollution Prevention (DRAFT).” Washington, DC. 1989.(PIES #101-054-A)
52

APPENDIX A
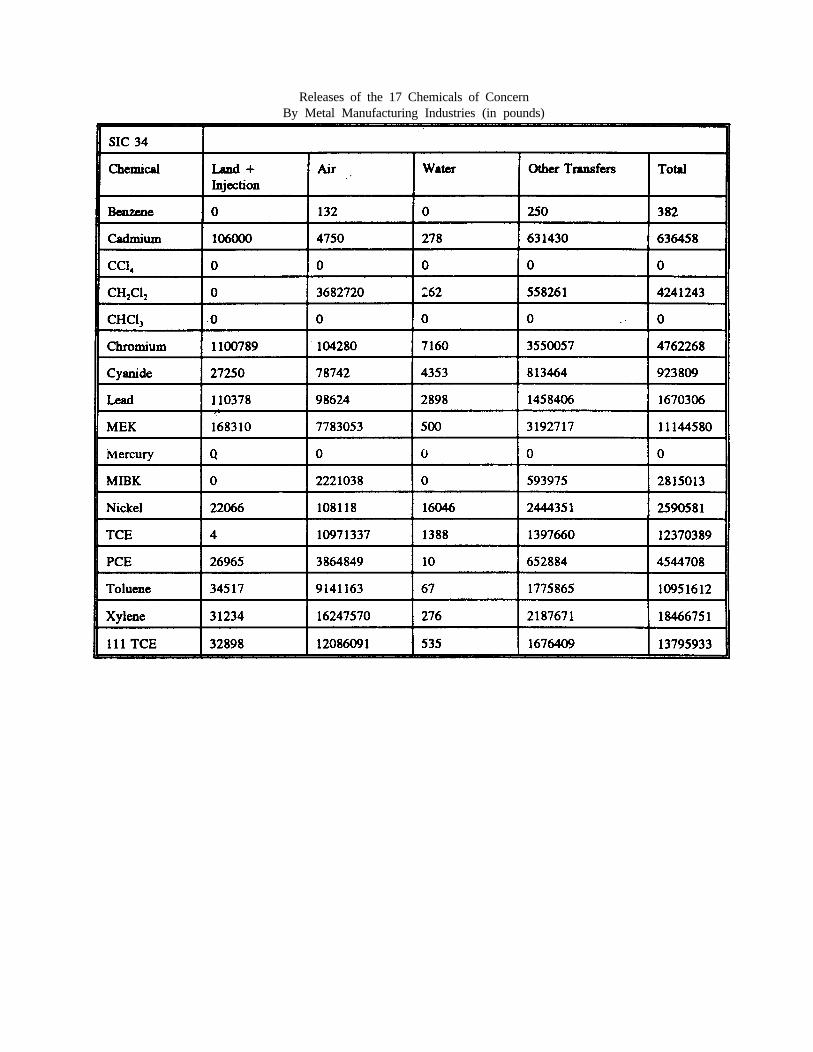
Releases of the 17 Chemicals of ConcernBy Metal Manufacturing Industries (in pounds)

Releases of the 17 Chemicals of ConcernBy Metal Manufacturing Industries (in pounds) cont.

Releases of the 17 Chemicals of ConcernBy Metal Manufacturing Industries (in pounds) cont.

Releases of the 17 Chemicals of ConcernBy Metal Manufacturing Industries (in pounds) cont.