postfach 1163 guideline – quality supply chain management. · · 2017-02-20guideline –...
TRANSCRIPT

Guideline – QualitySupply Chain Management.
CLAAS KGaA mbHPostfach 116333426 HarsewinkelTel.+49 (0)5247 12-0www.claas.com

32
CLAAS Group
The CLAAS Group –Locations worldwide.
Stand 28.08.2008Agr i cul t ur al equi pment
Product companies
Sales companies
Pr oduct i on t echnol ogy
I ndust r i al engi neer i ng
Agr i cul t ur al equi pment
Product companies
Sales companies
Pr oduct i on t echnol ogy
I ndust r i al engi nee-
Stand 28.08.2008
CLAAS France S.A.S.,Paris/France
CLAAS Ibérica S.A.,Madrid/Spain
CLAAS Réseau Agricole S.A.S.,Vélizy/France
CLAAS Italia S.p.A.,Vercelli/Italiy
CLAAS Saulgau GmbH,Bad Saulgau
CLAAS Hungaria Kft.,Törökszentmiklós/Hungary
CLAAS Industrietechnik GmbH,Paderborn
AGROCOM GmbH & Co.Agrarsystem KG,Bielefeld
CLAAS Tractor SAS,Vélizy/France
Usines CLAAS France S.A.S.,Metz-Woippy/France
CLAAS U.K. Ltd.,Saxham/Great Britain
CLAAS Vertriebsgesellschaft mbH,Harsewinkel
CLAAS Global Sales GmbH,Harsewinkel
CLAAS Fertigungstechnik GmbH,Beelen
BRÖTJE Automation GmbH,Wiefelstede
CLAAS Service and Parts GmbH,Hamm
CLAAS SelbstfahrendeErntemaschinen GmbH,Harsewinkel
CLAAS Automation GmbH,Nördlingen
CLAAS Tractor SAS,Le Mans/France
CLAAS Argentinia S.A.,Sunchales/Argentinia
CLAAS India Ltd.,Faridabad/India
000 CLAAS,
CLAAS Omaha Inc.,Omaha/Nebraska/USA
CLAAS of America Inc.,Omaha/Nebraska/USA
BRÖTJE Automation USAInc.,Omaha/Nebraska/USA
CLAAS of America LLC.,Columbus/Indiana/USA
CLAAS India Ltd.,Chandigarh/India
000 CLAAS, Vostok,Moscou/Russia
54
Editorial
The system solutions, products and services of theCLAAS group represent technical innovation, highest qua-lity and absolute reliability.
The image of the CLAAS products and the loyalty of ourcustomers provide evidence for extraordinary perfor-mances of CLAAS products and are also spur to continueour effort for quality and our pursuit of progressive systemsolutions. In particular the high customer satisfaction con-tributed to the continuous growth of the CLAAS groupworldwide.
Continuous improvement of our quality standards over theentire supply chain process is our declared objective. Thecompetence and motivation of our suppliers influencessignificantly the reliability and quality of our products andservices. Hence fundamental elements of our qualityunderstanding (philosophy) regarding our suppliers are- robust processes and their permanent enhancement- proactive, open and fast communication- professional project management and- the willingness for assumption of responsibility
Quality as a Principle.Worldwide. CLAAS.
The following quality guideline for the entire CLAAS groupexplicitly documents the valid QM elements for the buyingprocess to be applied. Effective adherence to the descri-bed procedures for identifying concerns early will makeerror elimination possible.
Collaboratively we will agree to the relevant elements forthe respective business with you and use this as the basefor our common supply relationship. The rigid applicationof this agreement leads to a continuous improvement ofthe quality of our products and services. The achievedcustomer satisfaction is a guarantee for both parties for along-term and positive business development.
Quality policyWe are determined to exceed the expectations of our cus-tomers. We are committed to maintain peak customersatisfaction with faultless products and services. Quality isthe guiding principle in the way we do business.
Dr. Theo FreyeSpeaker of the Executive Board
Dr. Cornelius WeißHead of Corporate Quality Management
Rüdiger MohrHead of Corporate Purchasing

76
Content
Content
No Compromises.Worldwide.
I. General description .............................................................. 8II. General criteria .................................................................... 9
Overview QM elements in the procurement process.......10III. Selection and Qualification Process ...................................12
1. Self assessment/References .....................................122. Audit ........................................................................ 123. FMEA .......................................................................134. Process Control Plan ................................................145. First Samples ............................................................146. Process Capability ....................................................167. Product audit ............................................................178. Reliability Testing ...................................................... 18Supplier qualification process Flow Chart ......................20• Flow chart Component supplier...................................20• Flow chart System Supplier.........................................22
IV. Series Monitoring ............................................................. 241. Continuous Evaluation ..............................................242. Processing of complaints ......................................... 24
V. Further Agreements ...........................................................261. Special Release ........................................................262. Logistic Agreement .................................................. 263. Emergency Plan ....................................................... 274. Quality Assurance Agreement (QAA) ........................ 275. Agreement of confidentiality ..................................... 27
VI. Appendix ......................................................................... 281. Definitions ................................................................ 282. Abbreviations............................................................ 293. Sources ................................................................... 29

98
Premises
Supplier
Documented and certified QM system conforming to:
• ISO / TS 16949, DIN EN ISO 9001, VDA 6.1 orupon approval by CLAAS Audit System
• Development of a “Zero-Defect-Strategy” within thequality planning. Elaboration of measures to achievethe quality objective “Zero-Defect”
• Understanding and acceptance of CLAASrequirements
• Qualified QM personnel• Carrying out of required planning and test procedures,
analyses, first samples, process control plan, processcapability, etc.
• Open communication and information in regard to- Problems that arise- Demands that cannot be met- Capacity bottlenecks
• Qualification of sub-suppliers
CLAAS
• Clear and complete information to the supplier• Clear communication channels and responsibilities• Specific, clear and generally comprehensible
documentation according to product-specificrequirements
• Precise definition of volumes and delivery schedulesincluding the expected deviations
• Support and advice
I. General description.
Purpose
This guideline explains the CLAAS quality standards tosuppliers. The individual elements between the contractualpartners will be fixed individually in our negotiation pro-cess.
The quality management standards, which aredocumented here, are designed to ensure that:- The produced components meet the CLAAS
specifications in every aspect- The process capability and control of the supplier are
such that the specifications are adhered to consistently.
Area of ApplicationThese requirements enter into effect with the agreement ofthe establishment of a business between CLAAS and thesupplier.
If a quality assurance agreement (QAA) is concluded bet-ween CLAAS and the supplier, the supplier commits him-self to provide a similar QAA with other CLAAS compa-nies.
Responsibility
The supplier is required to adhere to the demands as laidout in the agreement and described in this guideline.
The purchasing organisations of the individual locationsensure that the agreed standards are implemented andadhered to.
Support documentationThe processes and techniques referred to in theguideline use defined standards as reference (VDA, QS9000 regulations).
II. General criteria.

1110
Premises
I. Selection and qualification process II. Series monitoring
III. Additional agreements
QM elements in theprocurement process
Documents Information forthe supplier
Overview QM elements in the procurement process
QM elements in theprocurement process
Documents Information forthe supplier
1. Sel f assessment /r ef er ences
2. Audi t s- Syst em- Pr ocess
3. FMEA
4. Pr ocess cont r ol pl an
5. Sampl es
6. Pr ocess capabi l i t y
7. Pr oduct audi t
8. Rel i abi l i t y
Questionnaire Informationprovided by supplier
CLAAS auditcatalogue
Basis VDA 6
FMEA AnalysesVDA 4.1 / 4.2 orQS 9000 FMEA
Process control plan(QM-Plan / Control plan)
VDA Volume 2QS 9000 PPAP
VDA Volume 4QS 9000 SPC
VDA Volume 6 (Part 5) /audit system of the supplier
VDA Volume 3
Filled out bysupplier
Carried out by CLAASauditor at supplier
Risk analyses carriedout by supplier
To be produced by thesupplier to ensureprocess reliability
To be produced bysupplier prior seriesproduction launch
To be carried out bysupplier for all marked * orseperate alignedcharacteristics
Certificate of effectivenessof the QM system
To be carried out bysupplier if requested byCLAAS
1. Cont i nous eval uat i on CLAAS SupplierAssessment
Supplier performance isconstantly monitored byCLAAS
2. Pr ocessi ng of com-pl ai nt s
8D-Report /CLAAS Form "Problem
analysis"
To be done by supplierwith every complaint
1. Except i onal Appr oval Exceptional ApprovalRequest forapproval at CLAASbefore delivery
2. Logi st i c Agr eement CLAASLogistic Agreement
Agreement betweenCLAAS and supplier
3. Emer gency pl an VDA 6.1VDA 6.4
Supplier responsibility
4. QAA CLAAS QAAAgreement betweenCLAAS and supplier
5. Agr eement of conf i den-t i al i t y
Agreement of confidentiality Agreement betweenCLAAS and supplier
*Symbol 1:Safety Critical Characteristic
*Symbol 2:Key Characteristic / Functional Size
1312
Selection andQualification Process
III. Selection andQualification Process.
1. Self assessment/References
Self assessmentObjectiveInformation about the supplier to complete the companyprofile on following points.- General company data- Technical information- QM-System
ReferencesObjective• General information about the customer base of a
potential supplier
• Additional input based on information gleaned fromexisting customers.Note: only when both parties agree.
ImplementationThe questionnaire about supplier self-assessment is to befilled out by the supplier and to be returned to the purcha-sing department.
2. Audit
System auditObjectiveEvaluation of the QM system of the supplier in respect of- Completeness- Implementation
ImplementationAuditing of the QM system by CLAAS auditorsBasis:- VDA Volume 6.1, Material Products- VDA Volume 6.2, Service
Timing and scope of the audit will be mutually agreedbetween CLAAS and the supplier.
Process auditObjectiveAssessment of process quality capability.Support of the continuous improvement process.
ImplementationProcess audits can be carried out in agreement betweenthe supplier and CLAAS.Basis:- VDA Volume 6, Part 3- CLAAS process audit questionary
A process audit is carried out either on individual compo-nents or on component families, if they are manufacturedusing the same process.
3. FMEA
ObjectiveEarly recognition of potential for error indesign and/or production.
ImplementationThe supplier is requested to carry out a systematicanalysis of potential errors within design and/or productionplanning. (Basis VDA 4.1 / 4.2, QS 9000 FMEA)
After completion of the engineering- / process- and / orsystem-FMEA the documented risk priority numbers(RPN) may not be higher than 125.

1514
Selection andQualification Process
4. Process Control Plan
ObjectiveAssurance that CLAAS quality standards are compliedwith by describing the planned processes, methods andchecking procedures.
ImplementationThe supplier plans and documents the procedures forparts and component groups (QM-plan / Control plan).
CLAAS supports the supplier with the review of CLAASdocuments (e.g. drawings, instructions, standards).
Preventive actionManufacturing procedures must be checked beforehandfor possible errors (e.g. by use of FMEA or similarweakness analysis).
5. First Samples
ObjectiveThe supplier provides proof that the products have beenproduced under series conditions and that they complywith the CLAAS specification. Components for series pro-duction require a written approval for first samples.
ImplementationThe supplier provides the samples and documents toCLAAS quality organisation. (Based on VDA Volume 2)
Complete filled and signed sample report and, if requestedby CLAAS, inclusive process control plan.
Clear matching of drawing parameters to test results bymarkings in the drawings as well as clear matching of testresults to the proband.
Supporting documentation for process capability for allmarked * characteristics and reliability data, if specified inthe drawings.
Sample selectionSamples must be produced and tested under serial condi-tions (machinery, equipment, machining conditions)
Testing of production samples (Dimensions, Materialtesting).
The supplier is responsible for checking all the parameterson five parts.
The test samples are to be tagged clearly so that they canbe easily matched to the test results.
When components have been pre-assembled the highestlevel of completion has to be sent to CLAAS. If requestedthe documentation for the single components has to bemarked accordingly and attached.
The supplier is responsible for compliance to the materialspecifications of the product (including labelling, physicalcharacteristics etc.)
All test results have to be recorded in the sample report.The supplier has to assure for himself that all characteri-stics comply with CLAAS specifications.
Even in cases where the supplier is not able to carry outdimensional or material checks, the responsibility stayswith the supplier. Then the checks have to be carried outby a suitably qualified, reputable organisation.
Any deviation from these specifications requires anapproval by CLAAS.
*Symbol 1:Safety Critical Characteristic
*Symbol 2:Key Characteristic / Functional Size

1716
*Symbol 1:Safety Critical Characteristic
*Symbol 2:Key Characteristic / Functional Size
Selection andQualification Process
6. Process Capability
ObjectiveProof of process capability by use of statistical methodsfor the critical characteristics as defined * in the drawingsor separately aligned characteristics.
• Reduction of checking effort for customersand suppliers
• Early recognition of process changes (Trends)
ImplementationAt marked * or separately aligned parts, which have amajor impact on function, safety, assembly and reliabilityof the product.
ProofThe supplier at least has to prove that all marked partshave been produced under controlled process conditions(controlled and stable).
Minimum requirementMachine Capability / Short term Capability – Cmk ≥1,67Process Capability / Long term Capability – Cpk ≥ 1,33The shape of distribution has to be checked, e.g.Gaussian Distribution.
Process capability analysesThe supplier checks the capability on at least 125 produc-tion parts produced in sequence. Preferably the samplebatch should be produced in 25 lots of five units each.The process capability calculation takes place with familiarstatistical methods (VDA Volume 4, QS 9000 SPC).
VariancesIf the characteristic does not comply with the given crite-ria, a selection test has to be carried out until 100% com-pliance is reached. The planned and implemented correc-tive actions are to be documented in action plans withschedules and responsibilities and made available toCLAAS if requested.
DocumentationDuring production, the documentation is provided by themethods of statistical process control (SPC).
Attributive critical characteristicsIn cases of attributive characteristics, which are markedcharacteristics * in the drawings (“safety critical” or as“important”), all of the samples selected for the capabilitytests have to meet the specifications.
7. Product audit
ObjectiveInspection of the level of effectiveness of the QM activitiesinstalled by the supplier in respect on components orfamilies involved.
Implementation• The supplier is requested to plan and carry out product
audits. Basis: VDA Volume 6.5• The results are to be analysed and documented in a
comprehensible manner, which includes targetdefinition
• Deviations have to be eliminated by fault analysis andcorrective actions

1918
Selection andQualification Process
Reliability test proceduresThe supplier refers to the specifications and drawings fromthe CLAAS R&D function for the test procedure. In thecase that CLAAS R&D gives no clear specifications themissing information has to be requested by the supplier.
Reliability analysis methodsThe analysis and interpretation of the results are analysedusing the Weibull method.Basis: VDA Volume 3, reliability testing
DocumentationTest conditions and test results have to be recorded andwhen required to be presented by CLAAS.
8. Reliability Testing
ObjectiveConfirmation that the product involved meets the lifetimespecified by CLAAS.
Implementation
Reliability testsThe supplier carries out reliability tests on the productsthat have been attributed a specific lifetime in the CLAASdrawings and documentation.
Calibration of the reliability test equipmentThe test rigs must be calibrated in accordance with themanufacturer’s instructions with reference to the relevantnational norms.
Minimum standardsA minimum product conformance level of 0.95 (95%) hasto be attained in order to carry out the reliability data ana-lysis. Products, which fail to meet the minimum specifiedlifetime would not be accepted under any circumstances.
2120
1
12
15
19
3
NotO.K.
NotO.K.
NotO.K.
NotO.K.
O.K.
O.K.
O.K.
O.K.
10
11
13
14
16
17
18
20
3
1
O.K.
1
2
6
9
4
5
7
8
A*
B*
NotO.K.
NotO.K.
O.K.
Selection andQualification Process
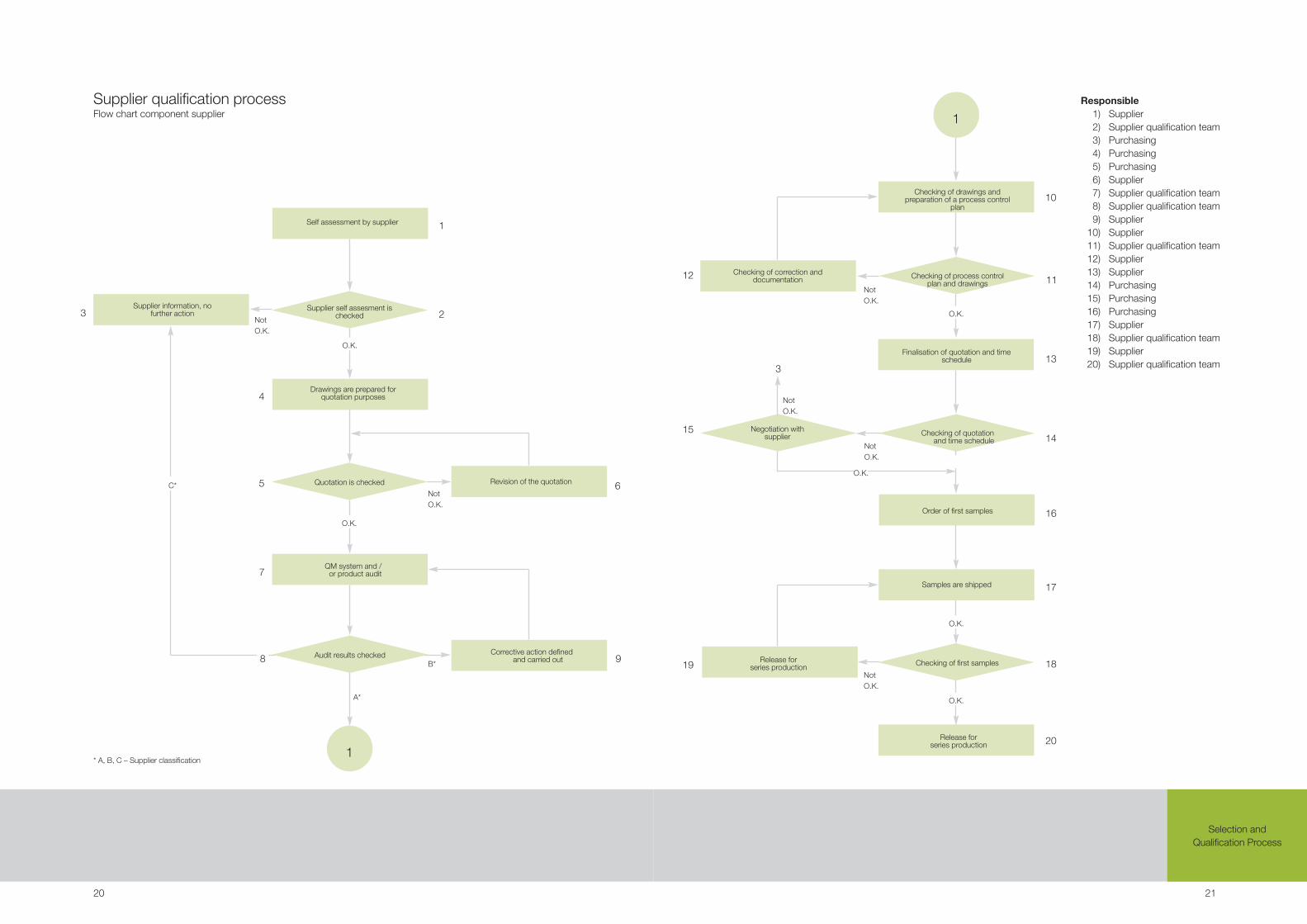
Supplier qualification processFlow chart component supplier
Responsible1) Supplier2) Supplier qualification team3) Purchasing4) Purchasing5) Purchasing6) Supplier7) Supplier qualification team8) Supplier qualification team9) Supplier
10) Supplier11) Supplier qualification team12) Supplier13) Supplier14) Purchasing15) Purchasing16) Purchasing17) Supplier18) Supplier qualification team19) Supplier20) Supplier qualification team
* A, B, C – Supplier classification
Self assessment by supplier
Supplier information, nofurther action
Supplier self assesment ischecked
Drawings are prepared forquotation purposes
Quotation is checked Revision of the quotation
QM system and /or product audit
Audit results checked Corrective action definedand carried out
Checking of drawings andpreparation of a process control
plan
Checking of correction anddocumentation Checking of process control
plan and drawings
Finalisation of quotation and timeschedule
Negotiation withsupplier Checking of quotation
and time schedule
Order of first samples
Samples are shipped
Release forseries production Checking of first samples
Release forseries production
C*

2322
Selection andQualification Process
1
1
NotO.K.
NotO.K.
NotO.K.
NotO.K.
NotO.K.
16
18
19
20
21
22
17
17
17
17
17
6
A*
B*
O.K.
1
2
4
5
14
11
3NotO.K.
NotO.K.
NotO.K.
C*
O.K.
7
8
9
10
12
13
15
Supplier qualification processFlow chart system supplier
Responsible1) Supplier2) Supplier qualifiation team3) Purchasing4) Supplier qualifiation team5) Supplier qualifiation team6) Supplier7) Purchasing8) Purchasing9) R&D / Purchasing
10) R&D / Purchasing11) Purchasing12) Supplier13) R&D / Project Management14) Supplier15) R&D / Project Management16) R&D / Purchasing17) Supplier18) R&D / Purchasing / Management19) R&D20) Supplier qualifiation team21) R&D22) Supplier qualifiation team
* A, B, C – Supplier classification
Supplier self assessment
Supplier information,no further action
Supplier self assessmentis checked
QM System and / or productaudit
Review of audit resultsDefinition and
implementation ofcorrective actions.
Agreement of confidentialityconcluded
Handing over of requiredspecifications to supplier
Specifications are checked withthe supplier in order to clarify open
points and make quotation
Supplier information,no further action
Feasibility evaluationand costs
Handing over of specification bookincluding detailed project plan is
given to CLAASReworking of
specifications and / or theproject plan
Checking of specificationsof the project plan
Follow up of project plan includingdefined development steps
Corrective action
Corrective action
Corrective action
Corrective action
Corrective action
Checking ofdocuments
and drawings
Checking of calculation
Checking the testresults of the prototypes
First sample process(see flow chart
component supplier)
Evaluation of the results ofthe field tests / pre-series
Release for seriesproduction
O.K.
O.K.
O.K.
O.K.
O.K.
O.K.
2524
Series Monitoring
2. Processing of complaints
ObjectiveRapid elimination of the fault at CLAAS.Damage limitation by narrowing errors down.Resolution of the problem, no repetition.
Implementation• Rapid detailed information to the supplier by CLAAS• Joint agreement about immediate measure• Analysis of the problem by supplier• Documentation by the supplier of at least
- Problem- Cause- Immediate measure- Elimination measure
• Or conform to the VDA 8D - systematic
1. Continuous Evaluation
ObjectiveBasis for intensive and steadily improving business relati-onship is the optimisation of the testing process at CLAASand the supplier. It is important to give feedback to thesupplier on the level of quality supplied including improve-ment potential.
Implementation• Continuous monitoring of the relevant data
- Quality- Logistics- Costs- Innovation- Motivation
• Analysis of the data and continuous informationto supplier
• In the event of unsatisfying evaluations the supplier isrequired to formulate a written statement about causeand corrective action including proof of efficiency
IV. Series Monitoring.

2726
Further Agreements
V. Further Agreements.
1. Special Release
ObjectiveAvoid that components, which are nonconforming, get,without a special release, into the production process.
• Securing the delivery capability
ImplementationAfter detection of a deviation the supplier has to informCLAAS (purchasing / procurement) immediately in writtenform. CLAAS decides on further action and informs thesupplier in written form.
Implementing of the decisionFor the case of a delivery approval for a limited lot sizethese lots have to be marked clearly and precisely in theshipping documents regarding to the exceptional appro-val. Basically the delivery only can be carried out after sub-mission of the approval.
2. Logistic Agreement
Objective• Minimal carrying costs by bundling of supply transports
and intelligent carrying concept• Improvement of inventory by coordinated supply
frequency• Improvement of the process by standardised container
concept and shipping documentation (according toVDA recommendation 4902)
ImplementationCLAAS Logistics Agreement
3. Emergency Plan
ObjectiveContinuity of supply in case of crisis, as for example mayresult from:- machine or tool breakdown- breakdown of computer system- power failure- damage to buildings and equipment (natural disasters)- supply bottlenecks of material
ImplementationJoint agreement on components that are essential for anemergency programme.
• Development of an emergency plan• Joint checking and approval of the emergency plan
4. Quality Assurance Agreement (QAA)
ObjectiveApproval of direct delivery to the place of use in the factories.Decreasing of CLAAS goods incoming inspection.
ImplementationThe QAA will be agreed as an addition of the basic supplyagreement. The QAA relevant products will be specified anddocumented accordingly.
5. Agreement of confidentialityObjectiveWith this agreement both parties ensure the confidentialhandling of all information and data, which will be exchangedbetween CLAAS and the supplier.
ImplementationCLAAS Agreement of confidentiality.

2928
Appendix
1. Definitions
DIN EN ISO 9001New certification norm for quality management systems,which was edited by the German (DIN), European (EN)and International Organization for Standardization (ISO).
Critical CharacteristicsCharacteristics of a product or production process thathave a considerable influence on safety, function, assem-bly, adherence to legal safety standards and customersatisfaction.
LifetimePeriod from initial use to the point of failure after which theproduct cannot be returned to a functional state.
Supply ReliabilityAdherence to the requirements regarding on date ofdelivery and delivery quantity.
VI. Appendix
Capability of measurementMeasuring of the degree of inaccuracy in relation to thetolerance of the characteristics to be measured.
System supplierTakes responsibility for development and production of anassembly, which can be separated functionally, such ascutter bars, brakes, steering, hydraulics
Component supplierWorks on the basis of documents, drawings, specificati-ons etc. provided to them with no development responsi-bility.
Weibull media rank methodStatistical method used in calculating product andcomponent reliability.
2. Abbreviations
Cp/Cpk value - Process capability valueR & D - Research and developmentFMEA - Failure potential and influence analysisPCP - Process control planQM - Quality ManagementQAA - Quality assurance agreementRPV - Risk priority valueSPC - Statistical Process ControlVDA - German Automotive Industry Association
3. Sources
VDA Volume 2: Quality Assurance of SuppliesVDA Volume 3: Reliability assurance of car manufacturers
and suppliersVDA Volume 4: Quality assurance during product realisationVDA Volume 6 (Part 1): QM system audit Material ProductsVDA Volume 6 (Part 2): QM system audit ServiceVDA Volume 6 (Part 3): Process-auditVDA Volume 6 (Part 4): QM system audit Production EquipmentVDA Volume 6 (Part 5): Product audit
QS 9000 PPAP Guideline Production Part Approval ProcessQS 9000 APQP Guideline Advanced Product Quality
Planning and Control PlanQS 9000 FMEA Guideline Failure Mode and Effects AnalysisQS 900 SPC Guideline Statistical Process ControlQS 9000 MSA Guideline Measurement System Analyses

3130
Future
Forward-looking.Worldwide. CLAAS.