potential changes in the physical ... - · pdf fileplatinum 2012 343 j ... potential changes...
TRANSCRIPT

The Southern African Institute of Mining and Metallurgy
Platinum 2012
343
J. Engelbrecht
POTENTIAL CHANGES IN THE PHYSICAL BENEFICIATION PROCESSES
THAT CAN IMPROVE THE RECOVERY GRADE OR COSTS FOR THE
PLATINUM GROUP METALS
J. Engelbrecht Multotec (Pty) Ltd
Abstract
Understanding the deportment of minerals in size fractions has already led to
improvements in the flow sheets for platinum minerals beneficiation.
There are, however, more potential changes in the flow sheets that may improve the
recovery of platinum group metals or reduce the costs of beneficiation before refining.
Based on known technology of pre-concentration, milling, gravity concentration,
flotation, and magnetic separation a number of potential alterations or additions can
be considered and motivated based on the mineral deportment in size fractions.
Introduction
The concept of using the deportment of minerals at different sizes to assist in the
understanding of the behavior of the liberation process and beneficiation responses of
the platinum group metal (PGM) minerals is not new. Fine milling of the tailings or the
concentrate to increase recovery and/or grade has been successfully implemented at a
number of platinum plants1.
There may, however, be other technologies that can lead to cost reductions or
improvements in grade and/or recovery.
Costs and revenue
Table I shows the value chain of PGM beneficiation and the associated costs. It is clear
that mining can contribute substantially from a cost reductions point of view while the
liberation or milling and beneficiation processes can contribute with an increase in
revenue, particularly if the recoveries can be improved.
Cost reduction will also be significant if grades can be improved through pre-
concentration or better concentration prior to further refining, due to the high energy
costs of refining.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
344
Table I- PGM processing – Costs
Parameter Mining
Milling
and
flotation
Smelting
and
converting
Base
metal
refining
Precious
metal
refining
Total
Percent of
total cost 65 – 75 9 – 12 6 7 4 – 5 100
PGE grade 4 – 6
g/t
100 – 600
g/t
640 – 6000
g/t
30 – 65
% >99.8% -
PGE recovery
(%) - 80 – 90 95 – 98 >99 98 – 99 75 – 85
Concentration
ratio - 30 - 80 20 75 2 200 000
Lonmin 3rd
Quarter 2010 Production Report
Table II shows the value of the PGM minerals as well as copper and nickel in various
ore types. A one percentage point increase in the recovery of platinum is estimated to
result in U$85.6 million additional revenue per annum, and nearly double that value if
all the associated minerals are taken into consideration for the South African mines.
There is therefore a good financial incentive to improve the recoveries of the PGM
minerals.
Current operating costs are between US$10 to US$14 per ton of fresh feed, and it is a
simple calculation to show that the increase in revenue per percentage recovery varies
between US$1.75 and US$3 per ton treated, depending on which reef is mined. This
implies that a reasonable expenditure is justified in order to improve recovery.

Th
e S
ou
the
rn A
fric
an
In
stit
ute
of
Min
ing
an
d M
eta
llu
rgy
Pla
tin
um
20
12
34
5
Ta
ble
II-
Me
tal
va
lue
s in
va
rio
us
ore
ty
pe
s
P
rice
as
on
01
Ma
y
20
12
($
)
Me
ren
sky
Ore
UG
2 o
re
Pla
tre
ef
ore
g/t
$
/t o
f o
re
ma
ss %
g/t
$
/t o
f o
rem
ass
%
g/t
$
/t o
f o
re
ma
ss %
Pt
15
70
3
.25
1
63
.79
5
9
2.4
61
24
.19
4
11
.26
63
.59
42
Pd
6
80
1
.38
3
0.0
62
5
2.0
44
4.6
1
34
1.3
83
0.1
74
6
Rh
1
35
0
0.1
7
7.1
6
3
0.5
42
3.4
4
9
0.0
93
.91
3
Ru
1
15
0
.44
1
.62
8
0
.72
2.6
71
20
.12
0.4
4
4
Ir
10
85
0
.06
1
.92
1
0
.11
3.9
81
.9
0.0
20
.82
0
.8
Au
1
55
0
0.1
8
8.7
5
3.2
0
.02
1.1
90
.4
0.1
5
.07
3
.4
To
tal
PG
M+
Au
5.4
8
21
3.3
0
99
.25
.89
20
0.0
89
8.3
2.9
7
10
4.0
0
99
.2
Av
era
ge
gra
de
s o
f th
e i
nd
ivid
ua
l p
reci
ou
s m
eta
ls i
n M
ere
nsk
y,
UG
2 a
nd
Pla
tre
ef
ore
s a
nd
th
eir
cu
rre
nt
po
ten
tia
l v
alu
e2 M
ark
et
pri
ces
are
as
on
1 M
ay
20
12
P
rice
as
on
01
Ma
y
20
12
($
)
Me
ren
sky
Ore
UG
2 o
re
Pla
tre
ef
ore
% i
n o
re
$/t
of
ore
m
ass
%%
in
ore
$/t
of
ore
ma
ss %
%
in
ore
$
/t o
f
ore
ma
ss %
Ni
17
50
0
0.1
3
22
.75
62
0
.07
1
2.2
5
80
0.3
6
63
.00
6
7
Cu
8
54
0
0.0
8
6.8
3
38
0
.01
8
1.5
42
00
.18
1
5.3
7
33
To
tal
Ba
se M
eta
ls
0.2
1
29
.58
1
00
0
.09
1
3.7
9
10
0
0.5
4
78
.37
1
00
To
tal
B M
eta
ls +
PG
M +
Au
2
42
.88
2
13
.87
1
82
.37
Av
era
ge
co
nte
nt
of
me
tals
in
Me
ren
sky
, U
G2
an
d P
latr
ee
f o
res
an
d t
he
ir c
urr
en
t p
ote
nti
al
va
lue
. M
ark
et
pri
ces
are
as
on
1 M
ay
20
122

The Southern African Institute of Mining and Metallurgy
Platinum 2012
346
Mineralogy
Owing to the low concentration and small particle sizes of PGM minerals and the mineralogical
complexity of PGM ores, advances in equipment and processes were required before
meaningful mineralogical observations could be made.
The main characteristics of the three PGM ore types in South Africa are summarized in Table III.
Table III-Main characteristics of the Bushveld Complex PGM ore types3
Characteristics Merensky Reef Platreef UG2 Reef
Thickness (m) 0.9 – 1.2 3 – 90 0.45 – 0.75
Grade
PGM
(g/t)
Ni (%)
Cu (%)
5 – 9
0.13
0.08
3 – 4
0.36
0.18
6 – 7
0.07
0.018
Gangue minerals
50 – 80 % pyroxene
20 – 40 % plagioclase
3 – 5 % chromite
0.5 – 5 % talc
80 – 90 % pyroxene
10 – 20 % plagioclase
3 – 5 % chromite
0.5 – 3 % talc
60 – 90 % chromite
5 – 25 % pyroxene
5 – 15 % plagioclase
1 – 5 % talc
PGM grain size
(μm) 20 – 150 40 – 200 3 - 10
PGM minerals
30 – 40 % Cooperite
(PtS) + Braggite (Pt,Pd)S
10 – 30% Kotulskite
(PdTe) + Michenerite
(PdBiTe)
10 – 15% Ru phases
5 – 8% Sperrylite
(PtAs2)
3 – 6%
Isoferroplatinum
(Pt3Fe)
3% Au/Ag phases
Moncheite
[(Pt,Pd)(Bi,Te)2 – PtTe2]
+ Merenskylte
[(Pd,Pt)(Bi,Te)2 –
PdTe2]>>Sperrylite
(PtAs2)>
Isoferroplatinum
(Pt3Fe)> Braggite
(Pt,Pd)S
Cooperite (PtS) >
Laurite (RuS2) >
Braggite (Pt,Pd)S>
Malanite
(CuPt1.5lr0.5S4)>
Isoferroplatinum
(Pt3Fe)> Sperrylite
(PtAs2)
PGM analysis
Pt (%)
Pd (%)
Rh (%)
Ru (%)
Ir (%)
Os (%)
Au (%)
59
25
3
8
1
0.8
2.5
42
46
3
4
0.8
0.6
3.4
41
34
9
12
1.9
1.7
0.4
The Southern African Institute of Mining and Metallurgy
Platinum 2012
347
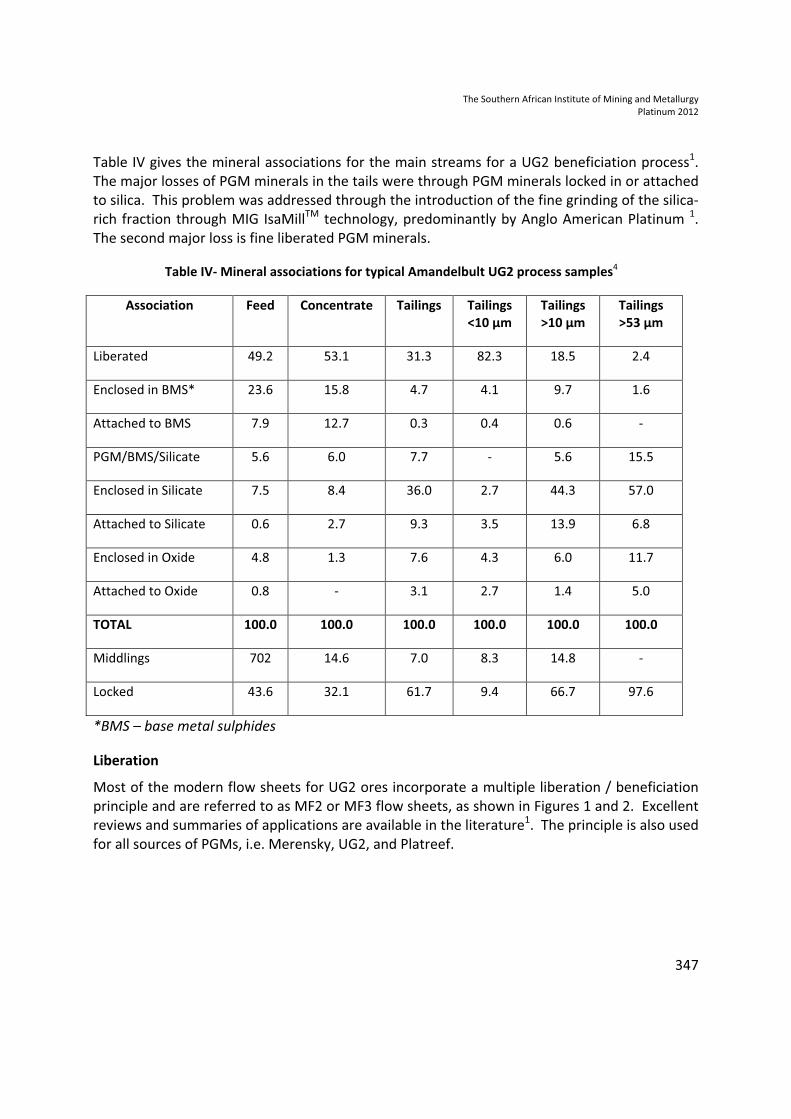
Table IV gives the mineral associations for the main streams for a UG2 beneficiation process1.
The major losses of PGM minerals in the tails were through PGM minerals locked in or attached
to silica. This problem was addressed through the introduction of the fine grinding of the silica-
rich fraction through MIG IsaMillTM
technology, predominantly by Anglo American Platinum 1.
The second major loss is fine liberated PGM minerals.
Table IV- Mineral associations for typical Amandelbult UG2 process samples4
Association Feed Concentrate Tailings Tailings
<10 μm
Tailings
>10 μm
Tailings
>53 μm
Liberated 49.2 53.1 31.3 82.3 18.5 2.4
Enclosed in BMS* 23.6 15.8 4.7 4.1 9.7 1.6
Attached to BMS 7.9 12.7 0.3 0.4 0.6 -
PGM/BMS/Silicate 5.6 6.0 7.7 - 5.6 15.5
Enclosed in Silicate 7.5 8.4 36.0 2.7 44.3 57.0
Attached to Silicate 0.6 2.7 9.3 3.5 13.9 6.8
Enclosed in Oxide 4.8 1.3 7.6 4.3 6.0 11.7
Attached to Oxide 0.8 - 3.1 2.7 1.4 5.0
TOTAL 100.0 100.0 100.0 100.0 100.0 100.0
Middlings 702 14.6 7.0 8.3 14.8 -
Locked 43.6 32.1 61.7 9.4 66.7 97.6
*BMS – base metal sulphides
Liberation
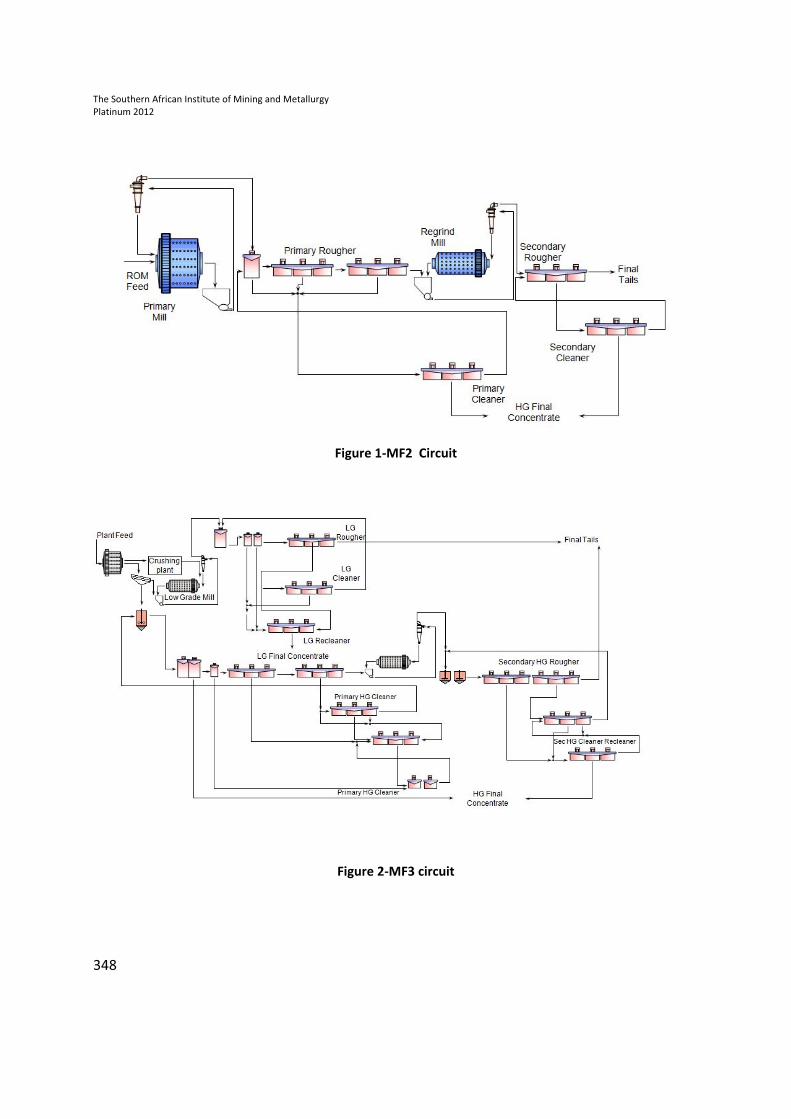
Most of the modern flow sheets for UG2 ores incorporate a multiple liberation / beneficiation
principle and are referred to as MF2 or MF3 flow sheets, as shown in Figures 1 and 2. Excellent
reviews and summaries of applications are available in the literature1. The principle is also used
for all sources of PGMs, i.e. Merensky, UG2, and Platreef.
The Southern African Institute of Mining and Metallurgy
Platinum 2012
348
Figure 1-MF2 Circuit
Figure 2-MF3 circuit
The Southern African Institute of Mining and Metallurgy
Platinum 2012
349
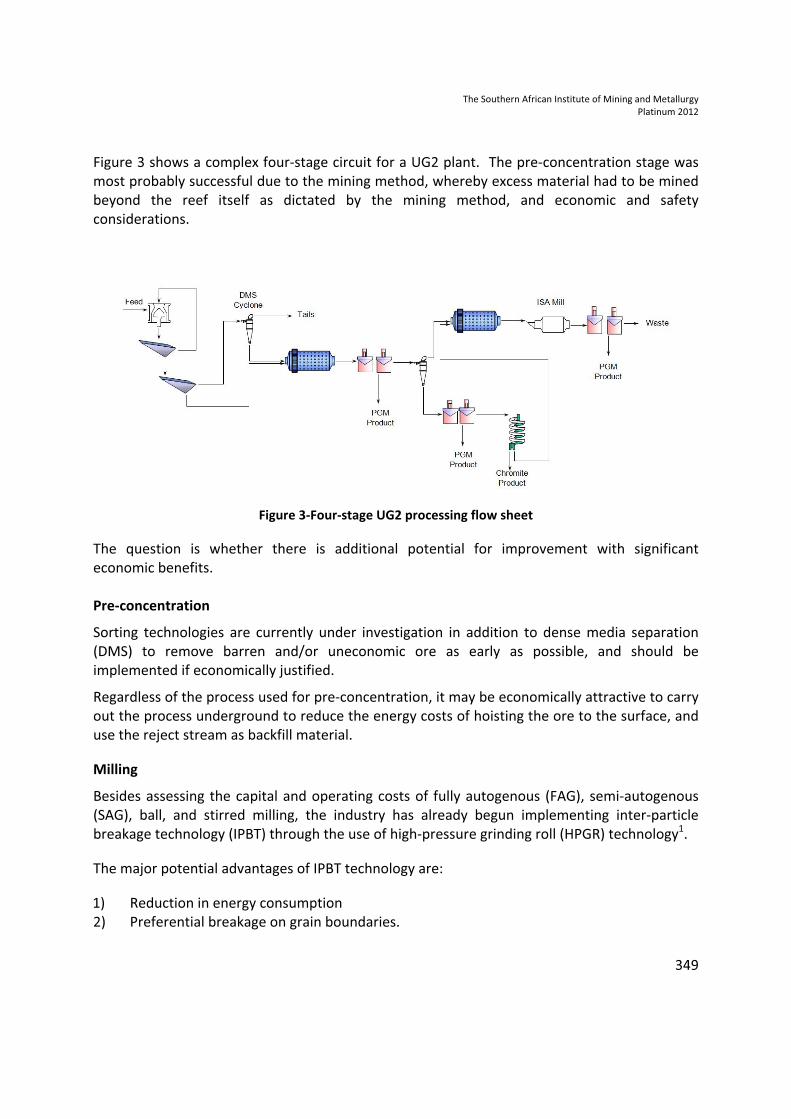
Figure 3 shows a complex four-stage circuit for a UG2 plant. The pre-concentration stage was
most probably successful due to the mining method, whereby excess material had to be mined
beyond the reef itself as dictated by the mining method, and economic and safety
considerations.
Figure 3-Four-stage UG2 processing flow sheet
The question is whether there is additional potential for improvement with significant
economic benefits.
Pre-concentration
Sorting technologies are currently under investigation in addition to dense media separation
(DMS) to remove barren and/or uneconomic ore as early as possible, and should be
implemented if economically justified.
Regardless of the process used for pre-concentration, it may be economically attractive to carry
out the process underground to reduce the energy costs of hoisting the ore to the surface, and
use the reject stream as backfill material.
Milling
Besides assessing the capital and operating costs of fully autogenous (FAG), semi-autogenous
(SAG), ball, and stirred milling, the industry has already begun implementing inter-particle
breakage technology (IPBT) through the use of high-pressure grinding roll (HPGR) technology1.
The major potential advantages of IPBT technology are:
1) Reduction in energy consumption
2) Preferential breakage on grain boundaries.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
350
The preferential breakage on grain boundaries is of particular interest to the platinum industry.
Mineralogical investigations (Table IV) of all the sources showed a preference of the PGM
minerals to occur on grain boundaries or within base metal sulphides.
In the case of the UG2 Reef, the chromite spinel crystals are mostly barren of valuable PGMs
and the grain sizes are coarser than 120 μm5. If the chromite can be removed at a coarser size,
a substantial saving in milling energy can be realized, provided the losses of PGMs are
minimized.
If the primary breakage is done through IPBT equipment and the secondary stage uses
conventional indiscriminate crushing, most of the advantages can be lost. It will be better to
continue to use the compression technology and use the advantages as far as possible.
The only equipment currently available that can use IPBT to grind fine is the Loesch Mill and
Horomill. Both utilize dry processing and can be used to grind down to 80% -20 μm, as used in
the cement Industry.
IPBT can be used for all three ore types. Platreef ore is hard and tough and is suitable for IPBT.
In the case of the UG2 ore, IPBT will most probably be used to liberate the chromite spinel
crystals, which can then be removed effectively as a secondary product through a wet process.
Such a flow sheet is shown in Figure 4, where the chromite spinel crystals are removed through
spiral concentrators. This is not a new technique, and the major criticism in the past was that
spiraling led to the loss of PGM minerals to the concentrate, as well as circuit balance problems.
This can be addressed in a number of ways:
a) Flotation prior to gravity concentration
b) Use of thickeners to balance the water circuit
c) Use of a special spiral that captures the liberated heavy PGM minerals in a high-grade
concentrate which can be returned to the main circuit.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
351
Figure 4-Flow sheet incorporating fine grinding and spirals for chromite removal
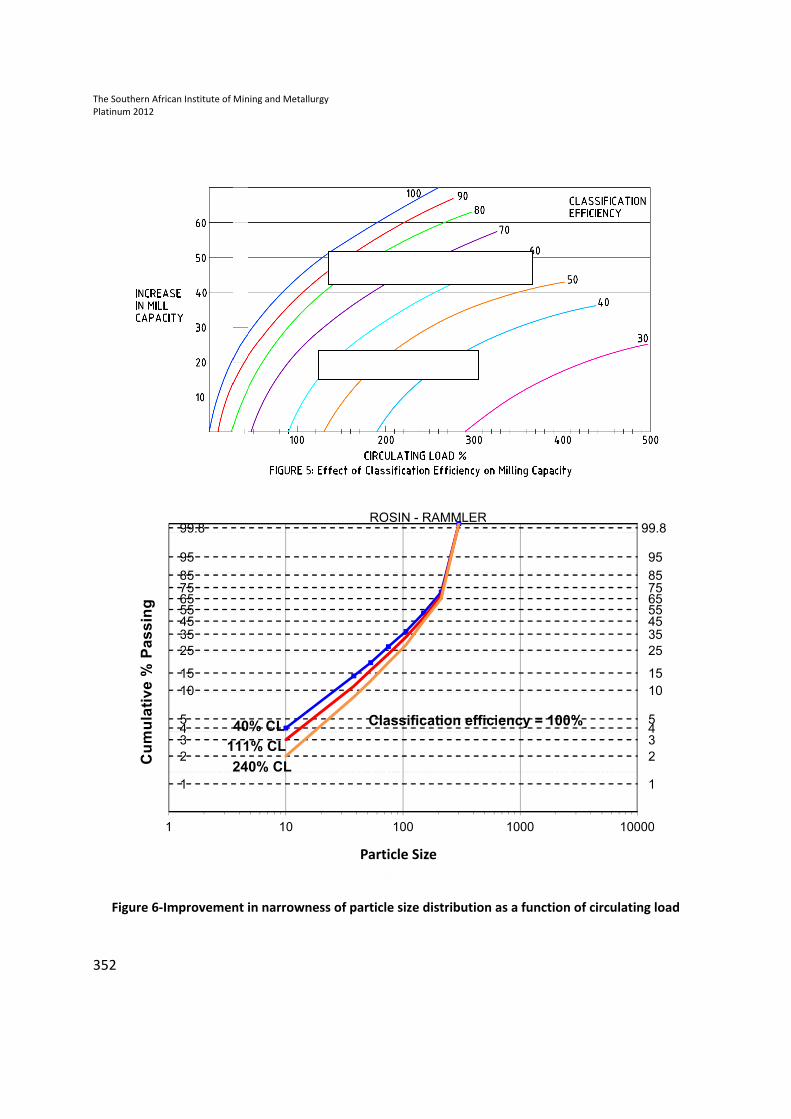
Milling and classification
The effect of classification efficiency on mill capacity and the particle size distribution of the
product is well documented 6.
The mineral industry in general was slow to adapt this principle, but it has been successfully
applied in the industrial minerals sector 7.
In simple terms, the advantages of efficient classification and circulating load are based on the
principle of break and remove as soon as possible. This implies that both the residence time in
the mill, or more correctly - the residence time distribution and the efficiency of the classifier,
will determine the overall effect.
Figure 5 summarizes the effect of classification efficiency and mill capacity (constant P80) as a
function of circulating load. The potential increase in mill capacity is approximately 20% if one
compares current operating conditions with potential operating conditions. Figure 6 shows the
effect on the particle size distribution for gold ore 8.
�����
���
��
���
�����
�
���
��
���
���
�����
���
����
Cu
mu
la
tiv
e %
P
as
sin
g
�����
��
1
�����
�
9
9
8
7
6
5
4
3
2
1
1
5
4
3
2
1
���
���
9.8
5
5
5
5
55
5
5
5
5
0
5
�
��
8
�����
�
1
2
���
���
40
11
24
�����
� �
%
%
0%
��
��
CL
CL
% C
����
����
10
L
L
CL
����
�
���
���
���
���
��
�
��
����
���
���
��
R
C
��
��
�����
����
RO
Cla
�
��
����
10
���
SIN
ass
��
��
����
00
�
N -
sifi
�
���
��
���
RA
ca
��
���
����
AM
tio
�
��
���
ML
on e
��
����
LER
eff
��
� ��
R
fici
�
��
1
en
����
000
ncy
� �
0
y =
����
10
� ��
00%
���
%
��������
1
���
100
��
99
9
8
7
6
5
4
3
2
1
1
5
4
3
2
1
000
��
9.8
95
85
75
65
55
45
35
25
15
10
5
4
3
2
1
0
�
��

The Southern African Institute of Mining and Metallurgy
Platinum 2012
353
Hydrocyclones have been the preferred classifier in the mineral industry, but the hydraulic
effect may be a disadvantage for the process. A good example is in the processing of UG2 ore,
where the over-grinding of the chromite spinel crystals is not productive but will be the result
of the hydraulic effect in the hydrocyclone, whereby the heavier particles will be classified finer.
The disadvantage of the hydraulic effect can be overcome by a physical classifier such as the
vibrating screen. Unfortunately, the screening area required and the associated capital and
running cost has been an implementation barrier, as was the case with the micro-screens at the
Crocodile River concentrator. This can be addressed by a combination of a hydraulic and a
physical classifier as shown in Figure 7. Instead of screening the complete circulating load, only
the cyclone overflow is screened to produce the correct particle-size distribution for the lighter
fractions.
Figure 7-Combination of physical and hydraulic classification
Flotation
Flotation is the preferred beneficiation process for PGM minerals. Flotation is a complex
process, and the recovery of a specific mineral will depend mainly on the following
characteristics:
• Hydrophobicity
• Particle size
• Degree of liberation.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
354
Table IV shows that the losses of PGMs to the tailings for UG2 ores are due mainly to locked
particles in silicates and liberated PGM particles. Losses in locked particles have been
addressed by finer grinding1. The detail of the liberated PGM minerals shows that the major
loss occurs in the -10 μm fraction (+80%) 4. The mineralogical analyses also confirmed that the
PGM minerals are predominantly in the 2 – 6 μm fraction 5
.
It is well known that the flotation rate of fine particles is slow, based on particle-bubble collision
models. An excellent review has been published by Dai et al. 9. Experimental results and the
model developed by Dukhin et al. 10
showed clearly that fine particles do float and that smaller
bubbles increase the rate of flotation.
In order to improve the recovery and/or the rate of flotation, the effects of bubble size and the
intensity of shear forces have to be considered, as shown in Figure 8 Newcombe et al. 11
.
Figure 8-The effect of turbulence and bubble size on the particle size in flotation
Sedimentation
Imp
ell
er
spe
ed
Bubble size
Fine
Coarse
Sedimentation
Detachment
Detachment
No
lift
No
lift
Low rec
Low rec

The Southern African Institute of Mining and Metallurgy
Platinum 2012
355
In order to float fine particles, a different reagent mix may be required because the mechanism
of adhesion and the surface area are different compared to coarse particles. Similarly, the
flotation cell conditions will be different, with lower-intensity agitation required for the
recovery of fine particles, which is not conducive for coarse particles. Although a split flotation
circuit was tried and abandoned (1)
, the concept of fine particle flotation after coarse flotation
or after classification may prove to be a viable economic option.
The advantage of froth washing to improve the grade in column flotation has been proven and
has also been introduced in conventional flotation cells. This is certainly a proven technique to
improve the grade of the concentrate in flotation by removing entrained and entrapped
particles, and should be used.
Preferential shedding occurs whereby fast-floating particles ’crowd’ slow-floating gangue
particles off the surfaces of bubbles, and can be used to recover high-grade froth products if
applicable.
Preferential shedding and froth washing can therefore be used to recover higher grade
products and limit contamination by entrained and entrapped gangue particles, as well as slow
floating-gangue components in the froth.
Magnetic concentration
Pyrrhotite and pentlandite, as well as certain PGM minerals, are magnetic 12,13
and equipment is
available to recover the fine platinum minerals.
Pyrrhotite is normally slow floating and can account for significant losses in the final tails if
insufficient residence time is available in flotation.
High-intensity wet magnetic separation techniques like WHIMS and SLON can be used to
recover some of the magnetic minerals lost to the tailings. Typical recovery-size relationship for
hematite is shown in Figure 9 14
. This implies that both the very fine and the oversize magnetic
particles that were not recovered through the flotation process may be recovered by magnetic
separation.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
356
Figure 9-Recovery as a function of size for hematite with WHIMS
Gravity concentration
Batch centrifugal gravity concentrators have been developed for gold and were followed by
continuous machines like the Knelson and Falcon concentrators. Sepro Mineral Systems Corp
has developed an ultrafine (UF) separator, and the results for a tin recovery application are
given in Figure 10 15
. The recoveries for heavier PGM minerals should be higher and this could
be an attractive option for the small liberated PGM minerals. According to the manufacturer
the removal of coarse particles and dilute feed conditions before treatment are essential.
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50
Re
cov
ery
of
He
ma
tite
Particle size micron

The Southern African Institute of Mining and Metallurgy
Platinum 2012
357
Figure 10-Recovery of Sn as a function of size
Conclusion
Despite the fact that advanced flow sheets are already used in the PGM beneficiation process,
there seem to be additional technologies that can further improve the recoveries or grades of
PGM mineral products or can reduce costs. The application of a specific technology will depend
on the economic viability of the process.
A summary is given in Table V of different concepts that can potentially be applied in the
beneficiation of PGM minerals for different ore types.
Table V
Merensky Ore UG2 Ore Platreef Ore
Pre-concentration √ √ √
Classification efficiency in milling √√ √ √√
Inter-particle breakage √√√ √√√ √√√
Fine particle flotation √√√ √√√ √√√
Magnetic separation √ √ √
Gravity concentration √√√
Fine gravity concentration √ √√√ √
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25
P i l i
Particle size
Re
cov
ery
of
Sn

The Southern African Institute of Mining and Metallurgy
Platinum 2012
358
References
1. Rule, C.M. and Plint, N. What will the typical PGM concentrator look like? Keynote
address: 8th International Comminution Symposium (Comminution 2012), Vineyard Hotel,
Cape Town, 16–20 April 2012.
2. Von Gruenewaldt. The mineral resources of the Bushveld Complex. Mineral Science and
Engineering, vol. 9, no. 2, Apr. 1977. pp. 83–96.
3. Newell, A.J.H. The processing of platinum group metals (PGM). Pincock, Allen & Holt
Perspectives, no 89, Mar. 2008.
4. Rule, C., and De Waal, H. IsaMillTM
Design improvements and operational performance at
Anglo Platinum. Metplant 2011. Plant Design & Operating Strategies – World’s Best
Practice, Perth, Western Australia, 8–9 August 2011. Australasian Institute of Mining and
Metallurgy, Carlton, Australia. Pp. 176 – 192.
5. Penberthy, C.J. The effect of mineralogical variation in the UG2 chromitite on recovery of
platinum-group elements. PhD thesis, University of Pretoria. December 2001.
6. Engelbrecht, J.A. The effect of classification efficiency on closed circuit grinding. The role
of the Practical Metallurgist Symposium, 1989. Mine Metallurgical Managers Association,
South Africa. pp. 16 – 44.
7. Roettle, J. Improving grinding performance with high efficiency classification. 8th
International Comminution Symposium (Comminution 2012), Vineyard Hotel, Cape Town,
16–20 April 2012.
8. Guest, R.N. A laboratory investigation of the importance of the circulating load in the
control of particle size distribution. SA Mechanical Engineer, Feb. 1972. pp. 46 – 51.
9. Dai, Z., Fornasiero, D., and Ralston, J. Particle-bubble collision models – a review.
Advances in Colloid and Interface Science, vol. 85, 2000. pp. 231 – 256.
10. Dukhin, S.S., Kretzschmar, G., and Miller, R. Dynamics of Adsorption of Liquid Interface.
Ch. 10. Elsevier, Amsterdam, 1995.
11. Newcombe, B., Bradshaw, D., and Wightman, E. Flash flotation … and the plight of the
coarse particle. Minerals Engineering, vol. 34, Jul. 2012. pp. 1 – 10.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
359
12. Vermaak, M.K.G. Fundamentals of the flotation behavior of palladium bismuth tellurides.
PhD thesis Faculty of Engineering, Built Environment and Information Technology,
University of Pretoria. May 2005..
13. De Villiers, J. The composition and crystal structures of pyrrhotite: A common but poorly
understood mineral. Proceedings of Mintek 75, Randburg, South Africa, 4–5 June 2005.
14. Forssberg, K.S.E. and Kostkevicius, N.R. Comparative pilot scale tests with wet high
intensity magnetic separators. Erzmetal, vol. 35, no. 6, 1982. pp. 284 - 293.
15. McAlistar S. Private communication 2012.
The Author
Johan Engelbrecht, Director International Business Division, Multotec (Pty) Ltd
Johan Engelbrecht is currently the Director for the International Business Division for the
Multotec Group of companies. He, as a qualified Metallurgical Engineer, was responsible for the
formation of Multotec Process Equipment (Pty) Ltd, which has become well known worldwide
for cyclones, spirals, samplers and magnetic separators. Multotec is regarded as a world leader
in dense medium cyclone separation as well as spirals and sampling in the Coal Industry. It is
therefore not surprising that Multotec Process Equipment received the award for leader in R &
D in the Technology Top 100 awards in 2006 and the Group of Companies the Exporter of the
Year for Gauteng award in 2007. Johan was Coalman of the year in 1998 and has been awarded
lifetime membership by the South African Coal Processing Society. He is well known worldwide
and has presented numerous papers at various conferences.

The Southern African Institute of Mining and Metallurgy
Platinum 2012
360