practical aspects of implementing six sigma by kamran · pdf filepractical aspects of...
TRANSCRIPT

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
1
Kamran MoosaPIQC Institute of [email protected]
Practical Aspects ofImplementing Six Sigma
2© PIQC - K. MOOSA
piqc.com.pk

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
2
3© PIQC - K. MOOSA
Contents
1. Strategic Quality Measurement & Management2. ISO 9000 Phenomenon & Quality Tools3. Fundamentals of Six Sigma4. Six Sigma Tools5. Quality of Testing Labs6. Six Sigma Implementation and Structuring7. Conclusion8. Question & Answers Session
Part 1
Strategic Quality Measurementand Management

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
3
5© PIQC - K. MOOSA
What is Quality Management
Sub-discipline of Management ScienceTQM, TQC, CWQC, QMS, QA or simply Quality ManagementIt aims to define, set, control, and improve the effectiveness of an organization within its scope and limitations Introduced in Japan in 1950s, i.e. ~ 50 years oldInitially labeled as Quality Control, then expanded into QA, QMS and then TQM
6© PIQC - K. MOOSA
Why do we loose customers?(Research Data)
1% because of death3% because of change of place5% because of change in behavior9% because of wrong price strategy
14% because of insufficient product quality68% because of insufficient service quality

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
4
7© PIQC - K. MOOSA
Good/Service Dominations
Cloth, Hardware, booksHouse
Automobile, AppliancesFast Food Restaurant
Air TravelHospitalization
Teaching, Govt., Religious
Manufacturing Standard Service Standard
8© PIQC - K. MOOSA
Even Manufacturershave more service departments
PRODUCTION / R&DPurchasing
Finance Security Admin
MIS Mainten-ance Testing
MANUFACTURING
SERVICES
Marketing
AfterSales
Services
Ser
vice
/Pro
duct
S
tand
ards

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
5
9© PIQC - K. MOOSA
Service Encounters(Every encounter of customer with the Service provider is a Service Encounter)
Back-end
InfectionControlMaint.
OperationLaundryTraining
MIS
AppointmentOn Phone
Doctor
Extras
Receptionist
ParkingAttendant
Nurse
Front-end
SE1SE2
SE3
SE4
SE5 SE6
10© PIQC - K. MOOSA
Evolution of Quality Field
Product Insp. to Process to System to Business to PerformanceControl (Opr Mgt ) Excellence Level
TQM – Wave II6 Sigma
KnowledgeMgt.
ChangeMgt
TQM – Wave IHRM
GROUPDYNAMICS
Teams
Benchmarking
BPR
TPM
JIT/MRP
QAISO9000
OPR MGT.
QCSPC
QualityCirclesInspection/
TestingMetrology

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
6
11© PIQC - K. MOOSA
Measuring Quality - Estimations
1. Rate of Rejections/Defects
5%-20% compared to <1% WC Companies
2. Costs: Rs 20 Lakhs - 20 Crore / year
3. Country-wide Rs 100 b / y (pvt sector)
1. Rate of Rework
10-30% compared to <1% WC Companies
meaning loss of one year after every three years
1. Rate of Complaints
1-3% (30,000 ppm) compared to around 100ppm (0.01%)
1. Clinical Deathsupto 10-30%
2. Wrong Diagnosis upto 40%
3. Wrong Post operative careupto 60-80%
1. Rate of Loss of Crops
upto 30%
2. Hatcheability Loss
10-15%
1. Duration in which Justice provided?
2. Right Justice provided?
1. Cycle Times for a particular job in government offices?e.g. to get license, to get electricity, to get phone, to get permits, to get information, to get Justice, etc.????
Performance Measurement is usually neglected at state level
12© PIQC - K. MOOSA
Changing Scope of “Quality”
ProductQuality
OrganizationalQuality
(Products, Systems,Depts, Processes )
from to

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
7
13© PIQC - K. MOOSA
Quality is Effectiveness
Effectiveness is in fact Quality
&
The process of Making Effective is Quality Assurance
14© PIQC - K. MOOSA
Performance = Output + Outcome
ORG or
DEPT
Quality of Output
Quantityof goodsor servicedelivered
OUTPUTOUTCOME

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
8
15© PIQC - K. MOOSA
ORGANIZATION
Output of Quality Management
Quality Management
Conformance&
Improvement
16© PIQC - K. MOOSA
ORGANIZATION
QA is an Improvement Intervention
Social Intervention
Technical InterventionPerformance
CULTURE
A
CULTURE
B
QA
Outcome 2
Sustainable Improvement = From A to B
Outcome1

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
9
17© PIQC - K. MOOSA
Examples
Core CompetenceDuration of vacant posts% of Poor Hiring
Number of persons hiredNumber of Trainings
HRD
Measurement Error %Delays of testsCost of unit test
Number of testsTypes of Tests
TESTING DEPT.
% Defectives/RejectedCost of Production/itemNumber of items/unit time
Number items producedTypes of products produced
PRODUCTION DEPT.
Graduate Competency RateJob Placement RateDifference in Market Salary % of Satisfied Graduates% of Satisfied Employers
Number of StudentsNumber of TeachersNumber of ProgramsNumber of Branches
UNIVERSITY
Delivery RateDamage RateTransactions/day/person
Number of LettersNumber of Post OfficesNumber of Transactions
POST OFFICE
Quality Metrics1. # of tests delayed /
total files2. Average Duration of
delays / total delays
QualityObjectives
18© PIQC - K. MOOSA
Examples (Cont.)
Mortality RateMorbidity RateAcquired Infection RateRe-admission Rate% Patients leaving without full treatmentLab testing Error RateDelays in test resultsWaiting timePrescriptions not provided on timeNon-availability of medicinesEthical violations/complaints of doctors
Number of patients dealtNumber of Emergency treatedNumber of medicines givenNumber of tests in lab
HOSPITAL

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
10
19© PIQC - K. MOOSA
1st Stage of Quality Control
MANUFACTURING
PURCHASING
PLANNING
ADMIN
HRD
FINANCE
MIS / SEC /
QCPRODUCTION
STORES Internal Mnt.
PRODUCT/ SERVICE
20© PIQC - K. MOOSA
MANUFACTURING
PURCHASING
PLANNING
ADMIN
HRD
FINANCE
MIS / SEC /
PRODUCTION
STORES Internal Mnt.
QC
QC
QCQC
QC
QC
2nd Stage of Quality Control
PRODUCT/ SERVICE

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
11
21© PIQC - K. MOOSA
MANUFACTURING
PURCHASING
PLANNING
ADMIN
HRD
FINANCE
MIS / SEC /
PRODUCTION
STORES Internal Mnt.
QC
QC
QCQC
QC
QC
QC
QC
QC
3rd Stage of Quality Control
PRODUCT/ SERVICE
22© PIQC - K. MOOSA

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
12
23© PIQC - K. MOOSA
24© PIQC - K. MOOSA
Monitoring Q’s for every dept/org.
Q1Q2Q3Q4
Q5Q6Q7Q8Q9
PRO
DU
CTI
ON
LAB
OR
ATO
RY
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
13
25© PIQC - K. MOOSA
Cont.
Q10Q11Q12Q13
Q14Q15Q16Q17Q18
MA
INTE
NA
NC
EA
DM
INIS
TRA
TIO
N
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
26© PIQC - K. MOOSA
1. Production Control (90%) A2. Marketing (70%) B3. Production Planning (60%) C4. Finance (50%) D5. Quality Assurance (40%) D-6. Design (15%) F
_________________________________________OVERALLL AVERAGE (51%) D
Lack of Focus in organizations onQuality at each dept. (Survey example)

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
14
27© PIQC - K. MOOSA
Example
28© PIQC - K. MOOSA
Develop 5 years StrategicQuality Improvement Plan

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
15
29© PIQC - K. MOOSA
30© PIQC - K. MOOSA
Around80 Quality
Metrics

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
16
31© PIQC - K. MOOSA
Make &UseQuarterlyQA Report
32© PIQC - K. MOOSA

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
17
33© PIQC - K. MOOSA
US Dept of Treasury Performance Measurement Report
34© PIQC - K. MOOSA
US Treasury Performance Summary FY 2003
Total Performance Measures : 208Target Met : 132 (63%)Targets Not Met: 49 (24)%)Baseline Not Available : 27 (13%)Max improved Performance : 39 (21%)Estimated Performance : 13 (7%)

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
18
35© PIQC - K. MOOSA
TQM/QA is Measurement Based Change Process
Exc
Good
Sat
Poor
V.Poor
Product/Service Outcomes
Change
Change
Change
Change
Change
Change
36© PIQC - K. MOOSA
Quality Control vs Inspection
Process and/orSystems
Fixing
PROCESS
MIXEDPRODUCT
C/A
PRODUCTIONTESTINGLABSMAINT.FINANCEADMIN,QAMARKETING
ProductPerformance
Checking
PRODUCT/SERVICEFIXING
Cycle B
Cycle A
OK
NotOK

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
19
37© PIQC - K. MOOSA
Product Fixing
OK
NotOK
PRODUCTPerformancePROCESSES
Product, Process orSystems Fixing &
Improvement
Customers(Int/Ext)
Quality Assurance
data
FIELDPerformance
Product , Process orSystems Fixing& Improvement
data
Actions
PROCESSPerformance
dataActions
Actions
DESIGN
38© PIQC - K. MOOSA
Basic Concept of Quality Management
Every Dept. of firm
Section 1 Section 2 Section 3OutcomeMeasure
Outputs
Cus
tom
ers/
Use
rs
DataCollection& Reports
RootCause
Analysis
ProblemSolvingChange
3
2
1

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
20
39© PIQC - K. MOOSA
8 Dimensions of Product Quality
Performance
Features
Reliability
Conformance
Durability
Serviceability
Aesthetics
Perceived Quality
(Ref: Garvin 88)
40© PIQC - K. MOOSA
1. Performance: primary operating characteristics of the product or service; they are usually measurable
2. Features: additional characteristics that enhance the product/services appeal to the user
3. Reliability: likelihood that a product will not fail within a specific time period4. Conformance: precision with which the product or service meets the specified
standards (AQL)5. Durability: measures the length of a product’s life6. Serviceability: speed with which the product can be put into service when it
breaks down, as well as the competence and behavior of the serviceperson. (MTTR)
7. Aesthetics: subjective dimension indicating the kind of response a user has to a product. It represents the individual’s personal preference-the way an individual responds to the look, feel, sound, taste, and smell
8. Perceived quality: a subjective dimension; it is the quality attributed to a good or service based on indirect measures

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
21
41© PIQC - K. MOOSA
Five dimensions of Service Quality
Reliability
Responsiveness
AssuranceEmpathy
Tangibles
Accuracydependably Promptness
Helping attitude
CompetenceCourtesy
Credibilitysecurity
AccessCommunicationUnderstanding
needs
Physical Infrastructure
image
42© PIQC - K. MOOSA
1. Reliability: ability to perform a service reliably and dependably; it means the customer expectations are met consistently
2. Responsiveness: the willingness to help customers and provide prompt service (speed)
3. Assurance: the ability to communicate to the customer a level of competence and to provide the service with the necessary courtesy
4. Empathy: the approachability and the ability to communicate with an understanding the customer’s needs
5. Tangible: the appearance of the physical facilities, equipment, personnel, and communication materials.

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
22
43© PIQC - K. MOOSA
MAINTENANCE SERVICES
PRODUCT: MAINTENANCEQUALITY OBJ: Reliability (e.g. MTBF, MTR), Conformity, Safety, Security,
Durability, Accessibility, ResponsivenessCUSTOMER(S): ProductionSUPPLIER(S): PurchasingQ.C.: Checking, Fixing/Correcting, Inspecting/Testing, Collecting and
Analyzing Testing Data, Collecting Root-Cause Analysis, Analyzing Root Causes, Providing suggestions to improve the product and usage, fixing systems/procedures/processes
Q.A.: e.g. process audits and reviews, Process Measures, Measure of CSI, Training on shortcomings, counseling of persons, preventive actions
For Example
44© PIQC - K. MOOSA
For ExampleAIRPORT SERVICES
SERVICE: CHECK InsQUALITY OBJ: Time, Comfort, Courtesy, Empathy, Reliability, Queue
Safety, Security, Informed, Caring, right taggingSTANDARD: say, time=10 min, comfort=8/10, Empathy=7/10, R=95%
Queue=3 min, Safety=no injury/mishap, Informed/Care=8/10CUSTOMER(S): PassengersINT. CUSTOMER: Flight Services and Flight OperationsCUSTOMER REQUIREMENTS: say time=5 min, comfort=8/10, E=9,
Reliability=100%, Queue=1 min, Safety=100% safe, Inf/Care=8/10
SUPPLIER(S): MarketingPARTNERS: Civil Aviation (parking, security, shops, etc.) Q.C.: Supervisors checking, complaint handling, quality measure, root-cause
analysis (monthly), fixing systems/procedures/processesQ.A.: e.g. bi-monthly audits and reviews, Process Measures, Measure of CSI,
Training on shortcomings, counseling of persons, preventive actions
Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
23
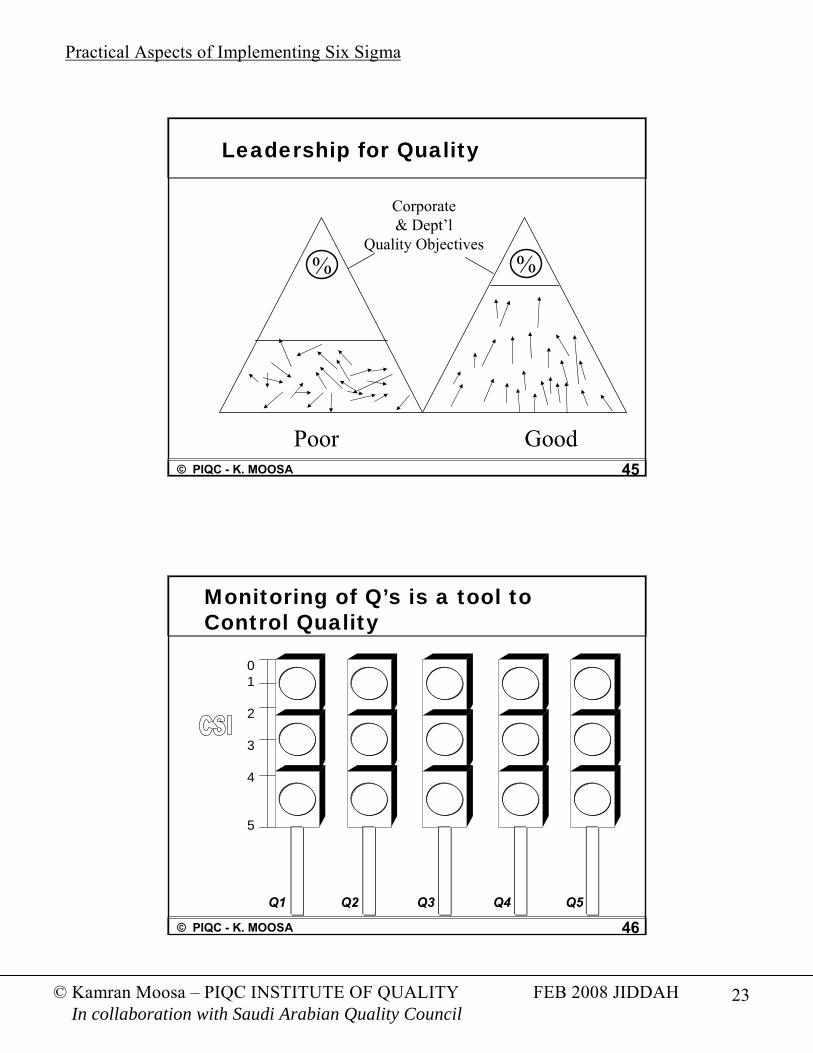
45© PIQC - K. MOOSA
Leadership for Quality
Poor Good
%
Corporate& Dept’l
Quality Objectives%
46© PIQC - K. MOOSA
Monitoring of Q’s is a tool to Control Quality
01
2
3
4
5
Q1 Q2 Q3 Q4 Q5

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
24
47© PIQC - K. MOOSA
When an outcome is in trouble, we need to analyze and improve processes and systems
01
2
3
4
5
STOP
Process/SystemsNot followed
1
PROCESSCONTROL
ProcessNot effective
2
PROCESSIMPROVEMENTWITH PROBLEMSOLVING
ProcessNot suitable
3
PROCESSCHANGE
Level 1 AnalysisIncidences
Level 2 AnalysisFactors/Reasons
Part 2
ISO 9000 & Quality Tools

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
25
49© PIQC - K. MOOSA
System Maturity
C
A
B
3 6 9 12 18 Time (months)
Mat
urity
Acceptable
Satisfactory
Good
Excellent
After 1 -2 years
60%
15%
25%
50© PIQC - K. MOOSA
ISO 9000 Lessons Learnt
1. A tangible QA Framework
2. Can be used as a strong tool for performance improvement
3. Wide support 4. Generic QA Model
- Possible for every organization
5. Third Party Certification
6. World-wide accepted
+ -1. More commercial than professional.2. Extrinsic effort of Quality3. Used more as a marketing tool rather than
performance improvement tool4. Threatened producers to lose markets,
especially in EU 5. Highly variable third party
Certification/Consulting. Competence of Auditors and integrity of independence is not fully controlled despite claims of accreditation
6. Weak International accreditation 7. Weak in non-contractual environment8. Little impacts on consumers

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
26
51© PIQC - K. MOOSA
QFD
CustomerSurvey
DOE
FMEA
5 S
QUALITYCIRCLES
JIT/MRP
7 QCTools
SUPPLIERQA
SPC
Kaizen
TPM
Bench-marking
SIXSIGMA
Without using other TQM Tools, ISO 9000 is not effective
52© PIQC - K. MOOSA
9585 80
30 25 25 25 20 1510 5
0102030405060708090
100
ISO 9000
SPC
C. Survey
QC
C
Benchm
arking
Reengineering
Q. Aw
ard
Kaizen/5S
QPD
JIT
New
Mgt
Tools
%
Application of QM Tools in ISO 9000 Certified Firms (local survey, 1998)

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
27
53© PIQC - K. MOOSA
Effectiveness of ISO 9000 QMS
9585 80 75 70 70
6040
0102030405060708090
100
Poor C
/A
Poor S
PC
Insuff. Mget
Rev
Poor
Auditors
Ineef. IQA
's
Poor Q
Objectives
Poor
Training
Poor V
endorC
ontrol
Fundamentals of
SIX SIGMA
Part 3
Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
28
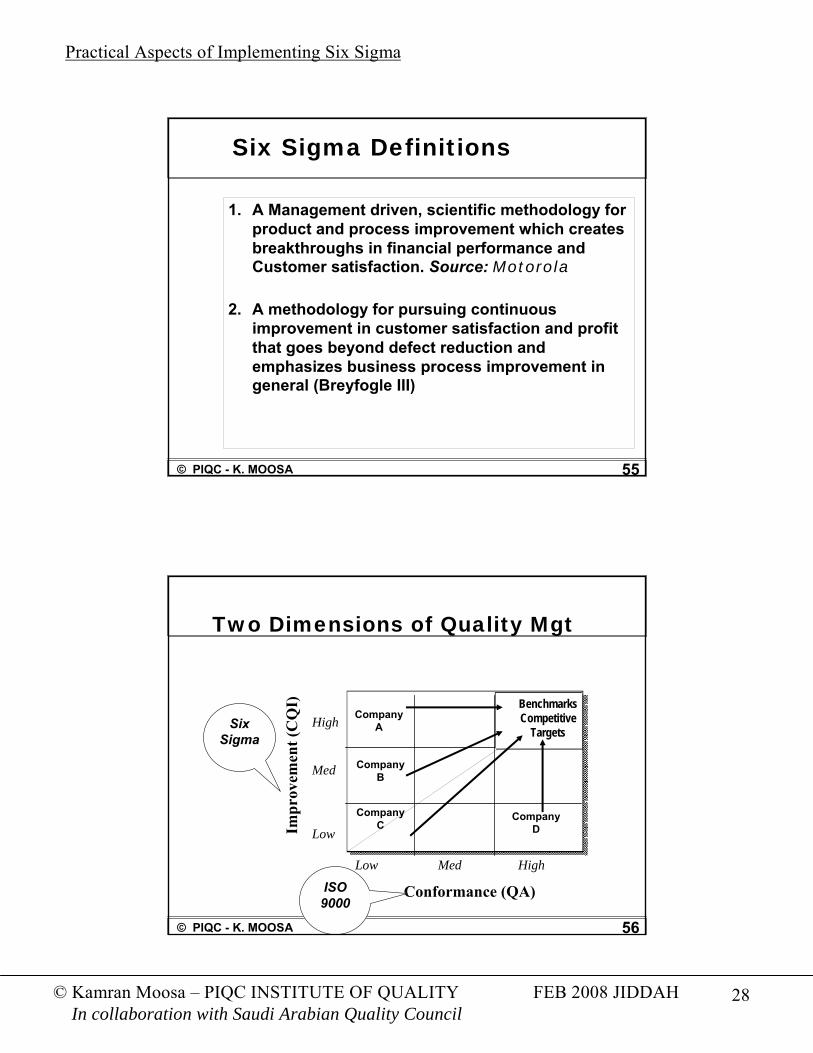
55© PIQC - K. MOOSA
Six Sigma Definitions
1. A Management driven, scientific methodology for product and process improvement which creates breakthroughs in financial performance and Customer satisfaction. Source: Motorola
2. A methodology for pursuing continuous improvement in customer satisfaction and profit that goes beyond defect reduction and emphasizes business process improvement in general (Breyfogle III)
56© PIQC - K. MOOSA
Two Dimensions of Quality Mgt
Conformance (QA)
Low Med High
High
Med
LowImpr
ovem
ent (
CQ
I)
CompanyA
CompanyC
CompanyD
CompanyB
BenchmarksCompetitive
TargetsSixSigma
ISO9000

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
29
57© PIQC - K. MOOSA
SS Approach is Problem SolvingCorrection B P RPreventive
actionCorrective
action
Fixing mistakes
ChangingSystems &Processes
FixingSystems
& Processes
FixingRoot-causes
58© PIQC - K. MOOSA
C
DMethods/Tools/Env’mnt/Material
Problem SolvingLogic
OK
NOTOK
C,B,A,D,F,B,
A
C,B,F,D,F,C,
B
C,B,B,C,F,B,D
C
HumanFactorEthicscompetenceApproach
MachineFactorVariabilityCapabilityconditions
Monthly classificationday-to-day
day-to-day Classification of
ImprovementIn Systems
B

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
30
59© PIQC - K. MOOSA
Kaizen, Quality Circles andSix Sigma Problem Solving
Kaizen
Quality CirclesQuality Teams
Six Sigma Projects
CommonSense
Suggestions, No stat tools
Medium level problems
Basic Analysis7-SQC Tools
High value, Complex problemsAdvance
Statistical Analysis
60© PIQC - K. MOOSA
SS is a high potency Capsule to solve quality related problem
For improvingDay to day
Qualityissues
For improvingDay to day
QualityIssues
Require group efforts
Only for improvingHigh value, deep rooted
Qualityissues

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
31
61© PIQC - K. MOOSA
SS as a Metric
A Metric that indicate how well a process is performing. A higher sigma means higher performance. A statistical measure of the
capability of a process.
σWhat is Sigma
62© PIQC - K. MOOSA
Sigma Value and Process Rating
1 Sigma
6 Sigma
5 Sigma
4 Sigma
3 Sigma
2 Sigma
CoQ<1%CoQ>25%
CoQ>40%
Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
32
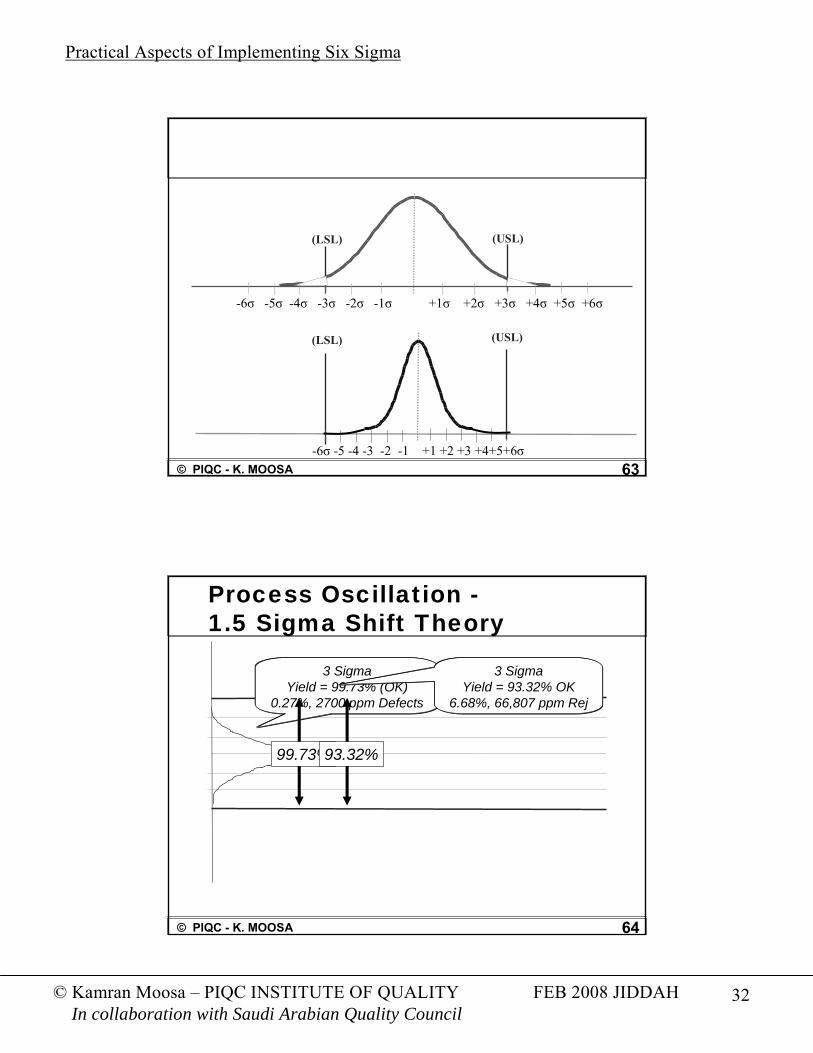
63© PIQC - K. MOOSA
(LSL) (USL)
-6σ -5σ -4σ -3σ -2σ -1σ +1σ +2σ +3σ +4σ +5σ +6σ
(LSL) (USL)
-6σ -5 -4 -3 -2 -1 +1 +2 +3 +4+5+6σ
64© PIQC - K. MOOSA
3 SigmaYield = 99.73% (OK)
0.27%, 2700 ppm Defects
3 SigmaYield = 93.32% OK
6.68%, 66,807 ppm Rej
99.73%93.32%
Process Oscillation -1.5 Sigma Shift Theory

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
33
65© PIQC - K. MOOSA
1.5 σ Shift
6 σ
4.5 σ
USLLSL
3.4 DPMOWith shift
3.4 DPMOWith shift
66© PIQC - K. MOOSA
Sigma Table
Long Term
Process Shifted 1.5 σShort Term
Process Not Shifted
6σ5σ4σ3σ2σ1σ
99.99966099.9767099.379093.3269.1330.23
Yield (OK)%
2330.5399.9999433.40.00299.9999998
6,2106399.993766,8102,70099.73
308,70045,50095.45697,700317,30068.27
Rejectppm
Rejectppm
Yield (OK) %

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
34
67© PIQC - K. MOOSA
Increasing # of Parts or Processesreduces quality level
1019365164
75%
Final Product Defect Rate
81%101090%55
64%202049%303036%404025%50%50%
Final Product OK Rate (Yield)
Part 2Defect Rate
Part 1Defect Rate
68© PIQC - K. MOOSA
Defect Rates
0.0004
0.001
0.1
1
2
3
4
5
10
15
20%
Def Rate%
99.6 4.299.999.999.999.999.9997 6
90 2.899 4.699.999.999.999.99 5.2
37 1.290 2.899.099.599.899.9 4.6
037 1.290 2.8959899 3.9σ01382909698 3.6σ0574869497 3.4σ01766829296 3.3σ0060 1.8779095 3.2σ0035598190 2.8σ0020447285 2.6σ0011336480% 2.4σ
1000 Parts
100 Parts10Parts
5 Parts
2 parts
Yield %

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
35
69© PIQC - K. MOOSA
Vendors AQL% effect on final quality
12345678910
Assembly
Vendors (Def %)5%5%5%5%5%5%5%5%
5%5%
?
Yield: 60%40% Def
70© PIQC - K. MOOSA
Or if you have 10 processes
P1P2 P3 P4P5 P6 P7 P8 P9 10 FinalYield
?
Yield: 60%40% Def
5% 5% 5% 5% 5% 5% 5% 5% 5% 5%
ASSEMBLY
Yield (RTY) = (.95x.95x.95x.95x.95x.95x.95x.95x.95x.95 = 0.6)
σ =3.1 σ =1.7

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
36
71© PIQC - K. MOOSA
Sigma Calculations
# Defects# Units
DPU(Defects/Unit)
# Defects# Units x # Opportunities
DPO(Defects/Opportunity)
Say10 Defects, 100 pairsDPU = 10/100 = 0.1 (10%)
Say10 Defects, 100 pairs, 2 opportunities / cartonDPO = 10/100x2 = 0.05 Or 5% for each type
One pair
72© PIQC - K. MOOSA
(cont.)
DPO x 106
DPMO(Defects/M. Opportunity) 10 Defects, 100 pairs
2 types of defectsDPMO = 0.05 x 106 = 50,000
Sigma Table
SigmaConsult Table with DPMO
From Sigma Conversion Table
50,000 DPMO = 3.1 σ
And Yield = 94.7%
One pair

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
37
73© PIQC - K. MOOSA
Calculating Sigma
Company: IPPProduct: ElectricityCTQ: Up time / Down timeCTQ Measure: minutesCTQ Specs: no downtimeDefect measure: one min of no powerOpportunity/unit: 1 Total Defects in 2005: 500 minDPU = 500/525,000 = 0.00095 Yield: 525,000 – 500 x 100 = 99.90
525,000DPMO = DPU / O x 106 = 950 Sigma (from table) = 4.6 Sigma
74© PIQC - K. MOOSA
Calculating Sigma (2nd Example)
Company: PCB ManufacturingProduct: Printed Circuit BoardCTQ: Board FunctionalityCTQ Measure: Non Functioning of BoardCTQ Specs: All boards function properlyDefect measure: Any non-functioning boardOpportunity: Total # of parts + solder points (58)Defects in a lot of 1000 = 90 DPU = 90/1000 = 0.09Yield: = 99.84 % (Y= e –DPU)DPMO = 0.09 / 58 x 106 = 1552Sigma (from table) = 4.5 Sigma

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
38
75© PIQC - K. MOOSA
Six Sigma Programs
Design forSix Sigma
SixSigma
LeanSix Sigma
SS
LSS
DFSS
Elimination of Defects fromExisting Products and processes
Elimination of Wastes fromExisting Products and processes
Elimination of Defects fromNew Products and processes
76© PIQC - K. MOOSA
SS Roles and qualificaitons
Black Belt Black Belt
Green Belt Green Belt Green Belt Green Belt
Master Black Belt
Champions
Quality Council/Steering Committee
SponsorsProcess Owner
CoachTrainers
SS ProjectManagers
Team LeadersTeam Members

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
39
77© PIQC - K. MOOSA
SIX
SIG
MA
& L
EAN
SIX
SIG
MA
Six Sigma Methodologies
DMAIC
Define
Measure
Analysis
Improvement
Control
DMADV
Define
Measure
Analysis
Design
Verify
DES
IGN
FO
R S
IX S
IGM
A
78© PIQC - K. MOOSA
Six Sigma Frameworks
Six Sigma
SIPOC, CTQ,SPC, FMEA,DOE, QFD,CoQ, ANOVA,Hypothesis,Regression,MSA (R&R),QFD
Lean Six Sigma
5SValue MappingTime StudyTPMCellular Prod.Supply ChainTakt timePoke Yoke
DFSS
VOC,QFD, FMEA, CTQ Gage R&R, TRIZ, PughMatrix, DOE,ReliabilityAnalysis, SPCSystemsEngineering
DMAIC DMAIC DMADV
Program
Tools
VARIATIONDefects
Cost of Poor Quality
WASTE/SPEEDCycle time, Delivery
Cost of operation
RELIABILITY& ROBUSTNESSDesign Features
Methodology
Focus/Theme

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
40
79© PIQC - K. MOOSA
DMAIC Define
1. Customers and Critical to Quality (CTQs) 2. Problem Statement, Goals and Benefits) 3. Identify Champion, Process Owner and Team 4. Resources 5. Evaluate Key Organizational Support 6. Develop Project Plan and Milestones 7. Develop Process Map
Define the project goals, business justification, and project outcome
AC
TIV
ITIE
STO
OLS
1. Process Chart2. SIPOC Diagram3. WBS / Project Mgt4. CTQs5. Surveys
80© PIQC - K. MOOSA
DMAIC Measure
1. Define Defect, Opportunity, Unit and Metrics 2. Detailed Process Map of Appropriate Areas 3. Develop Data Collection Plan 4. Validate the Measurement System Analysis (MSA) 5. Collect the Data and extensive study6. Begin Developing Y=f(x) Relationship 7. Determine Process Capability and Sigma Baseline
Measure the baseline - determine current performance and long term process capability
AC
TIV
ITIE
STO
OLS
1. Process Flow Charting2. Data Collection Plan3. Benchmarking4. Measurement System Analysis (MSA), R&R5. Voice of Customer Gathering6. Process Sigma Calculations

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
41
81© PIQC - K. MOOSA
DMAIC Analyze
1. Define Performance Objectives 2. Identify Value/Non-Value Added Process Steps 3. Identify Sources of Variation 4. Determine Root Cause(s) 5. Determine Vital Few x's, Y=f(x) Relationship
Extensive exercise to carry out root-cause analysis
AC
TIV
ITIE
STO
OLS
1. Pareto Analysis, Time Series/Run Charts2. Scatter Plots, Regression Analysis3. Cause and Effect Matrix and Diagrams4. Test of Hypothesis5. Data Analysis6. Failure Mode and Effect Analysis
82© PIQC - K. MOOSA
DMAIC Improve
1. Perform Design of Experiments 2. Develop Potential Solutions 3. Define Operating Tolerances of Potential System 4. Assess Failure Modes of Potential Solutions 5. Validate Potential Improvement by Pilot Studies 6. Correct/Re-Evaluate Potential Solution
Improve the process with experimentations by eliminating defects and re-engineering.
AC
TIV
ITIE
STO
OLS
1. Mistake Proofing (Poke Yoke)2. Design of Experiments (DOE)3. House of Quality (Quality Function Deployment)4. Failure Mode and Effect Analysis5. Simulations

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
42
83© PIQC - K. MOOSA
DMAIC Control
1. Define and Validate Monitoring and Control System 2. Develop Standards and Procedures 3. Implement Statistical Process Control 4. Determine Process Capability and Cost of Quality 5. Develop Transfer Plan, Handoff to Process Owner 6. Verify Benefits, Cost Savings/Avoidance, Profit Growth 7. Close Project, Finalize Documentation, Reward/Award
Improve the process with experimentations by eliminating defects and re-engineering.
AC
TIV
ITIE
STO
OLS
1. Process Sigma Calculation2. Control Charts3. Cost of Quality Calculations4. Control Plan5. ISO 9001
84© PIQC - K. MOOSA
So what is a Six Sigma Company?
You don’t have to achieve the 6 Sigma performance level to qualify as Six Sigma…
An organization that is actively working to build the themes and practices of Six Sigma into its daily management activities, and is showing significant improvements in process performance and customer satisfaction
Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
43
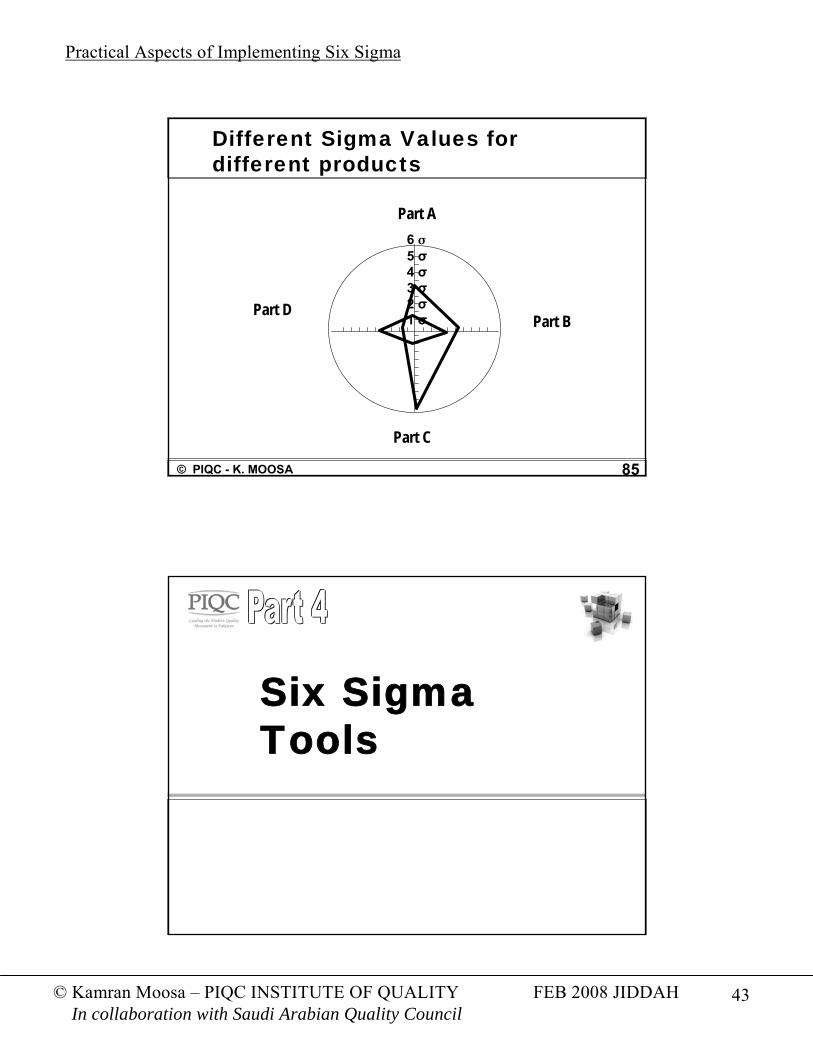
85© PIQC - K. MOOSA
Different Sigma Values for different products
Part A
Part D
Part C
Part B
6 σ5 σ4 σ3 σ2 σ1 σ
Six Sigma Tools

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
44
87© PIQC - K. MOOSA
Every tool is a junk unless used appropriately
88© PIQC - K. MOOSA
Six Sigma Tools
QualityTools
StatisticalTools
ManagementTools
Probability DistributionSamplingConfidence IntervalsHypothesis TestingControl ChartsCapability AnalysisCorrelations AnalysisRegression AnalysisDesign of ExperimentsAnalysis of Variance
Project ManagementOrganization BehaviorHuman Resource ManagementKnowledge ManagementSWOTMBO
QFDFMEA
SPCQC Tools
New Mgt ToolsBenchmarking
BPRCOQ
ISO 9000MSA
Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
45
Part 5
Quality of Testing Labs
90© PIQC - K. MOOSA
Measurement System Analysis
GageA tool, or an instrument or procedure used to measure or inspect a process parameter or a product characteristics.
Attribute GageUsed to make a go, no-go decision
Variable GagesPhysical measured dimension with variable data

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
46
91© PIQC - K. MOOSA
Purpose: To determine if a measurement system can generate accurate data, and if the accuracy is adequate to achieve the measuring objectives.Why MSA: to make sure that the differences in the data are due to actual differences in what is being measured and not to variation in measurement methodsIt is generally known that 30% to 50% of measurement systems are not capable of accurately or precisely measuring the desired metric
92© PIQC - K. MOOSA
Measurement Variation
Variation within a sample
Part-to-part variation
Variation due to operators
(Reproducibility)
Variation due to gages
Repeatability LinearityStabilityBias
Accuracy

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
47
93© PIQC - K. MOOSA
BiasInstrument bias is the difference between the observed average value of
measurements and the master value
LinearityA measure of the change in bias over the range of instrument capability
StabilityA measure of the change in bias over time
1 2 3 4 5 6 7 8 9 10
94© PIQC - K. MOOSA
AccuracyBias
LinearityStability
PrecisionRepeatability
Reproducibility
ConcernsWith
MEAN
Concern withVARIANCE
Calibration
GR&RStudy

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
48
95© PIQC - K. MOOSA
Part-to-PartVariation
MeasurementVariation
ObservedVariation
Part 6
Six Sigma Implementation& Structuring

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
49
97© PIQC - K. MOOSA
7 Stages of TQM Implementation (ESDDISA)
1st StageENVISIONINGAwareness, Training
Need AnalysisConfidence building
3rd StageDEVELOPING
Forming structureMaking procedure
2nd StageSTRATEGIZING
Intent, Focusing,Resourcing, Organizing,
Forming policy
4th StageDEPLOYINGTrial, First cycle of
implementation
5th StageIMPROVING
Analyzing initial trialsCorrecting / improving
Initial procedure
6th StageSUSTAINING
Controlling Regulating the
program
7th StageABANDONINGStop implementation
ISO9000TQM
MODEL/TOOL
98© PIQC - K. MOOSA
EFF
EC
TIV
EN
ES
S
1ST Year 2nd Year 3rd Year
Embryonic MaturityImprovement

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
50
99© PIQC - K. MOOSA
3 Components of Effective QA Structure
CORPORATE QACOORDINATOR
Q. COORD
SUB. DIV HEADAREA A
Q. COORD
SUB. DIV HEADAREA B
Q. COORD
SUB DIV HEADAREA C
Q. COORD
SUB DIV. HEADAREA D
Q. COORD
DEPT'L HEADS
DIV. HEADSType title here
CHIEF
QA PROJECT GROUP
100© PIQC - K. MOOSA
Three Players of QA Structure

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
51
101© PIQC - K. MOOSA
Six Sigma Structure
SIX SIGMA TEAMS
HODs
Sup
Mgrs
CEO
102© PIQC - K. MOOSA
Two important things not available as a standard with respect to QA/TQM
QA/TQMApproaches
Depended on many factorse.g.Company Culture and historycompetenceMoodResourceLocationPriorities

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
52
103© PIQC - K. MOOSA
Most TQM/Six Sigmadon’t reach Phase III
PHASE IDESIGN
PHASE IIDEPLOY
MENT
PHASE IIIREGULAR IMPLEMENTATION
EVENT REPEATED EVENTS (CULTURE)
104© PIQC - K. MOOSA
Schein’s 3 Levels of Culture
Artifacts
Espoused Values
Basic Assumptions(Core Values)
Ex: parking place

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
53
105© PIQC - K. MOOSA
Watch-out for slow changes; they may be fatal
Slow changes are not felt in organizations which maybe fatal in long run
106© PIQC - K. MOOSA
Conclusion1. Six Sigma is a sound program to improve any organization. It provides a
structured way to manage Quality. It is a necessary part of any forward looking organization.
2. It requires proper structure, core competence in Six Sigma Tools, strategic vision & drive (Leadership). It requires Intend, Interest as well as Intellect
3. ISO 9000 is a popular and common program to start with. However, it is never sufficient. It requires progressive expansion with other QM/QA Tools, e.g. SPC, Six Sigma, MSA, etc.
4. The program’s first step is to develop Quality Indicators/Metrics at every function and level. These metrics should be then monitored, reported, reviewed, and continuously improved on long term basis by the senior management.
5. Six Sigma requires proper Project Management as well as Social Management. Improving is changing.
6. We have already wasted a large portions of our professional lives by not bringing effective improvements in the organizations that we work in. The professional TQM/Six Sigma is an effective tool improve the performance of organizations on sustainable basis. Any genuine initiative is the starting point.
7. Top Management has a very strong role to play in managing Quality Assurance. Any interest in its implementation must be supported by a proper initiative. Without effective Initiative, interest, Intend and Intellect of senior management, there is no chance for its success.

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
54
107© PIQC - K. MOOSA
Learning Levels(Bloom’s Taxonomy 1956)
KnowledgeLevel
ComprehensionLevel
ApplicationLevel
AnalysisLevel
SynthesisLevel
PROFESSIONAL ETHICS
NATIONAL VALUES
108© PIQC - K. MOOSA
Finally
1. aaaaaaaaaaaaa2 bbbbbbbbbbbbb3 cccccccc4 ddddd5 eeeeeeeeeeee6 fff7 ggggggg8 hhhhhh
500 . …………………
1.

Practical Aspects of Implementing Six Sigma
© Kamran Moosa – PIQC INSTITUTE OF QUALITY FEB 2008 JIDDAH In collaboration with Saudi Arabian Quality Council
55
Organization
TQM/Six
Sigma
Thank You
Lets Create togetherWORLD-CLASS
TRADITIONS
The End