prel plasma
DESCRIPTION
InginerieTRANSCRIPT
46 ELECTROTEHNOLOGII
IV. PROCESAREA CU PLASMĂ
IV.1. Istoric şi perspective în procesarea cu plasmă
Noţiunea de “plasmă” a fost introdusă în anul 1928, de Irving Langmuir,
în legătură cu problema descărcărilor electrice în gaze, când s-a considerat că
plasma este un amestec de electroni, ioni pozitivi şi atomi neutri.
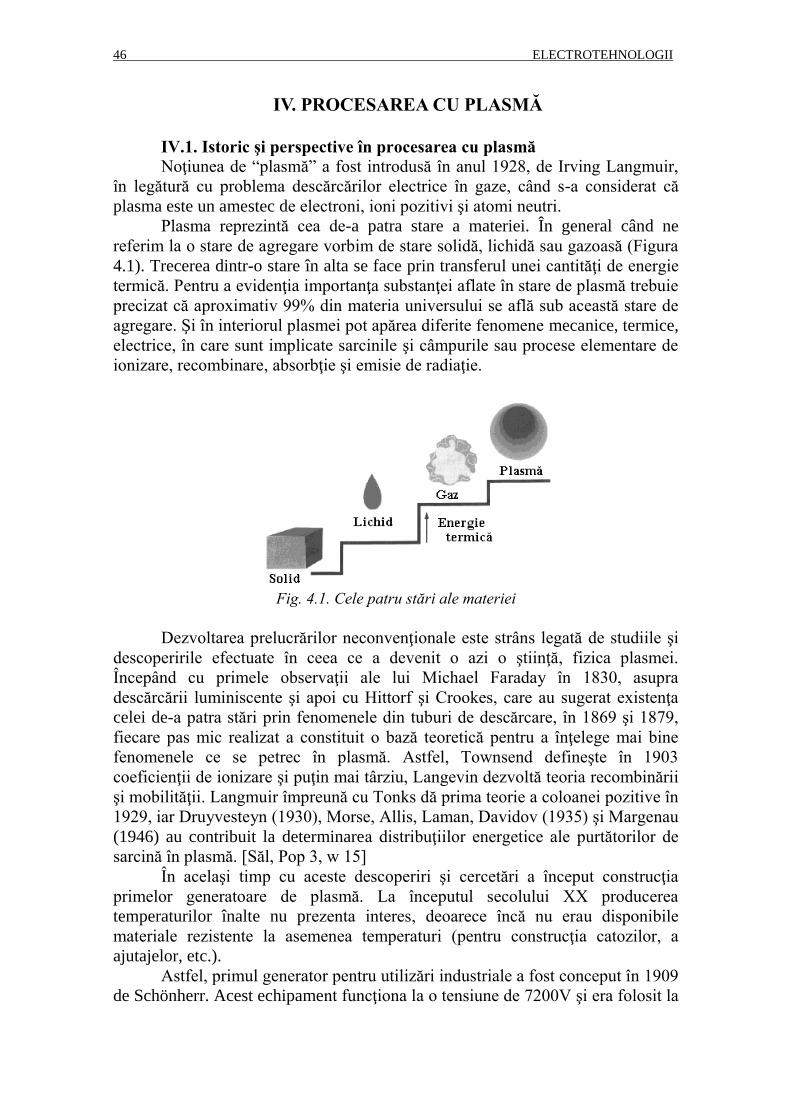
Plasma reprezintă cea de-a patra stare a materiei. În general când ne
referim la o stare de agregare vorbim de stare solidă, lichidă sau gazoasă (Figura
4.1). Trecerea dintr-o stare în alta se face prin transferul unei cantităţi de energie
termică. Pentru a evidenţia importanţa substanţei aflate în stare de plasmă trebuie
precizat că aproximativ 99% din materia universului se află sub această stare de
agregare. Şi în interiorul plasmei pot apărea diferite fenomene mecanice, termice,
electrice, în care sunt implicate sarcinile şi câmpurile sau procese elementare de
ionizare, recombinare, absorbţie şi emisie de radiaţie.
Fig. 4.1. Cele patru stări ale materiei
Dezvoltarea prelucrărilor neconvenţionale este strâns legată de studiile şi
descoperirile efectuate în ceea ce a devenit o azi o ştiinţă, fizica plasmei.
Începând cu primele observaţii ale lui Michael Faraday în 1830, asupra
descărcării luminiscente şi apoi cu Hittorf şi Crookes, care au sugerat existenţa
celei de-a patra stări prin fenomenele din tuburi de descărcare, în 1869 şi 1879,
fiecare pas mic realizat a constituit o bază teoretică pentru a înţelege mai bine
fenomenele ce se petrec în plasmă. Astfel, Townsend defineşte în 1903
coeficienţii de ionizare şi puţin mai târziu, Langevin dezvoltă teoria recombinării
şi mobilităţii. Langmuir împreună cu Tonks dă prima teorie a coloanei pozitive în
1929, iar Druyvesteyn (1930), Morse, Allis, Laman, Davidov (1935) şi Margenau
(1946) au contribuit la determinarea distribuţiilor energetice ale purtătorilor de
sarcină în plasmă. [Săl, Pop 3, w 15]
În acelaşi timp cu aceste descoperiri şi cercetări a început construcţia
primelor generatoare de plasmă. La începutul secolului XX producerea
temperaturilor înalte nu prezenta interes, deoarece încă nu erau disponibile
materiale rezistente la asemenea temperaturi (pentru construcţia catozilor, a
ajutajelor, etc.).
Astfel, primul generator pentru utilizări industriale a fost conceput în 1909
de Schönherr. Acest echipament funcţiona la o tensiune de 7200V şi era folosit la

PROCESAREA CU PLASMA 47
fabricarea anilinei şi sodei. În 1911, Matters realizează un generator cu jet de
plasmă pentru încălzirea cuptoarelor de topire şi prima tăiere de calitate cu
plasmă a fost făcută de către Nimes în 1921. Pentru încălzirea şi topirea
materialelor, Siemens a construit în 1934 un generator de plasmă, pentru ca cinci
ani mai târziu, Reinecke să elaboreze un echipament de metalizare a pieselor.
Implicarea armatei americane prin investiţii la nivelul cercetării în acest
domeniu conduce în anul 1941 la apariţia primelor tehnologii speciale de sudare
cu arc, înrudite cu prelucrările cu plasmă actuale (TIG – tungsten inert gas).
Studiile ulterioare au dovedit că prezenţa ajutajului, a orificiului de ieşire a
gazului înseamnă constrângerea arcului şi a gazului inert pe dimensiuni mici, cu
efect de creştere a vitezei de prelucrare şi a temperaturii din zona influenţată a
materialului (Figura 4.2). După părăsirea orificiului, arcul se găseşte în interiorul
unui jet de plasmă la temperaturi foarte ridicate, mai mari decât la arcul liber.
Fig. 4.2. Distribuţia temperaturilor şi forma arcului la TIG şi arc de plasmă
Cercetările mai recente au perfecţionat aceste echipamente şi este clar că
procesarea materialelor cu plasmă a cunoscut un real progres în ultimii 30 ani,
când a fost introdusă instalaţia cu plasmă a cărui arc este stabilizat cu jet de apă.
Instalaţiile moderne de prelucrare cu plasmă au înlocuit treptat tehnicile învechite
acolo unde rezultatele erau nesatisfăcătoare şi s-au impus unde investiţia în
echipamente cu fascicule dirijate (radiaţie laser sau fascicul de electroni) nu
putea fi amortizată. Precizia de prelucrare la plasmă, deşi mai mică decât la
prelucrarea cu fascicule dirijate reprezintă o soluţie optimă datorită costurilor de
funcţionare şi de întreţinere mai mici.
În prezent generatoarele de plasmă utilizate permit obţinerea unor tăieri în
metale dure, folosite în construcţia avioanelor, rachetelor şi navelor, a unor
suduri de materiale greu prelucrabile sau a unor tratamente şi acoperiri cu straturi
dure şi rezistente la temperaturi înalte. Aceste rezultate sunt posibile prin
concentrarea energiei unor surse termice ce produc încălziri puternice ale
materialelor.
Alte domenii de interes pentru plasmă sunt industria constructoare de
maşini, industria chimică, industria sticlei şi ceramică, fabricarea plasticului,
ingineria mecanică, medicina, tehnica iluminatului, construirea surselor spectrale.

48 ELECTROTEHNOLOGII
Generatoarele de plasmă folosite în aplicaţiile de prelucrare industriale au
puteri cuprinse între 10kW şi 100kW, majoritatea sunt alimentate în curent
continuu. Temperatura plasmei obţinută în zona de prelucrare variază între 7000
şi 15000°K şi depinde de natura gazului utilizat (argon, hidrogen, azot, amestec
din aceste gaze), fiind posibilă prelucrarea unor materiale precum: oţeluri, cupru,
aluminiu, titan, nichel, cobalt, inconel, aur, argint, tantal, etc.
IV.2. Fizica generării plasmei termice
Din punct de vedere microscopic plasma este un sistem de particule
neutre, particule încărcate, cuante de radiaţie şi câmpuri electromagnetice într-o
continuă interacţiune. Ionii sunt mult mai grei decât electronii şi se poate
considera, într-o primă aproximaţie, că electronii sunt cei care se mişcă într-un
fond continuu pozitiv. Deci starea de plasmă este caracterizată printr-o
conductivitate termică ridicată, comparabilă cu cea a metalelor la temperatura
mediului. [Săl]
Deşi global sistemul se află într-o stare de cvasineutralitate (numărul
sarcinilor pozitive este aproximativ egal cu numărul sarcinilor negative), local au
loc fluctuaţii de concentraţii de electroni, ceea ce provoacă o abatere de la această
stare şi determină apariţia oscilaţiilor în plasmă, a unui câmp electrostatic intens,
care tinde să restabilească starea iniţială.
Plasma apărută în urma descompunerii atomilor în electroni şi ioni sub
acţiunea temperaturilor înalte se numeşte plasmă termică. Ea apare cu precădere
în cazul arcului electric. Deoarece gazul aflat într-o astfel de stare, se deosebeşte
esenţial de cel aflat în condiţii normale de temperatură şi presiune, plasma este
considerată a patra stare a materiei.
Plasma ajunsă într-o stare cvasistaţionară, caracterizată prin temperatura
absolută T, gradul de ionizare x şi presiunea p este definită de relaţia lui Saha:
Tk
UeTAp
x
x 05,224
2
2
exp104,21
(4.1)
unde A este o constantă ce depinde de greutăţile electronului, ionului şi
atomului;
k=1,38·10-23
J/K - constanta lui Boltzmann;
U - tensiunea de ionizare, în [V];
e0 - sarcina elementară a electronului, în [As].
IV.2.1. Caracteristicile termodinamice ale plasmei
Există mai mulţi parametrii ce caracterizează plasma şi în funcţie de care
se realizează diferite clasificări ale acestei stări. [Pop 2, Fir, Săl]
Concentraţia plasmei se exprimă prin numărul particulelor în unitatea de
volum. Se obişnuieşte să se definească trei tipuri de concentraţii:
- concentraţia ionilor pozitivi ni;
- concentraţia electronilor ne;
- concentraţia particulelor neutre nn.

PROCESAREA CU PLASMA 49
Condiţia de cvasineutralitate, şi implicit de existenţă a plasmei, este
îndeplinită doar dacă concentraţia electronilor este egală cu concentraţia ionilor
pozitivi, aceasta purtând denumirea de concentraţie a plasmei n.
nnn ei [particule/m3] (4.2)
Gradul de ionizare se defineşte ca fiind raportul dintre concentraţia ionilor
pozitivi ni şi suma concentraţiilor ionilor şi particulelor neutre nn:
ni
i
nn
nx
(4.3)
În funcţie de gradul de ionizare plasmele se împart în:
- plasme puternic ionizate, cu un grad de ionizare apropiat de 1 (10-2
< x <1),
specifice fuziunii termonucleare, în generatoarele magnetohidrodinamice,
în soare, cu temperaturi de câteva milioane de grade;
- plasme mediu ionizate, cu gradul de ionizare cuprins în intervalul
10-4
...10-2
, specifice arcului electric, laserului cu gaz de mare putere, cu
temperaturi de până la 50000 ºK;
- plasme slab ionizate, cu un grad de ionizare foarte mic (x < 10-4
), specifice
descărcărilor în gaze rarefiate, cu temperaturi mai scăzute care pot să
coboare până la temperatura mediului ambiant.
Temperatura plasmei este determinată de energia cinetică medie a
particulelor şi depinde de natura acestora. Astfel se pot exprima temperatura
ionilor pozitivi Ti, temperatura electronilor Te şi temperatura particulelor neutre
Tn. Plasmele unde cele trei temperaturi sunt aproximativ egale se numesc plasme
de echilibru (termice sau de mare presiune). Aceste plasme sunt caracterizate prin
temperaturi mai mari de 4000ºK şi conductivitate termică ridicată. Plasmele de
neechilibru, denumite şi reci, sunt caracterizate printr-o abatere mare de la
echilibrul termodinamic local (Figura 4.3). [Pop 2, Fir, Săl]
Fig. 4.3. Influenţa presiunii asupra temperaturii electronilor şi particulelor grele

50 ELECTROTEHNOLOGII
Temperaturile ridicate ale plasmelor termice favorizează o radiaţie intensă
şi determină valori ale coeficientului de transfer termic superioare acelora
obţinute în procedeele convenţionale de încălzire.
Lungimea de ecranare Debye λD reprezintă distanţa medie pe care se poate
produce separarea sarcinilor pozitive de cele negative. Cu alte cuvinte lungimea
de ecranare Debye dă ordinul grosimii maxime a stratului de sarcină spaţială ce
poate fi traversat de electroni din plasmă sub efectul agitaţiei termice şi se poate
calcula cu relaţia:
n
T
en
Tk eeD
69
2/1
2
0
0 [mm] (4.4)
unde ε0 = 8,8·10-12
F/m este permitivitatea vidului.
Dacă considerăm un volum cu dimensiuni liniare mai mici decât lungimea
Debye este posibil ca numărul ionilor să nu fie egal cu cel al electronilor şi
condiţia de cvasineutralitate discutată anterior să nu se mai îndeplinească.
Lungimea Landau λL reprezintă distanţa pentru care energia electrostatică
a unui electron este egală cu energia cinetică.
e
LTk
e
0
2
0
4 [mm] (4.5)
Dacă distanţa dintre electronii şi ionii plasmei (între particule) este mai
mare decât lungimea Landau, nu mai pot avea loc recombinări şi nu mai au loc
interacţiuni coulombiene. De aici şi condiţia de existenţă a plasmei:
DL (4.6)
Alte mărimi importante sunt: frecvenţa plasmei (Langmuir), mobilitatea
purtătorilor de sarcină, coeficientul de difuzie, conductibilitatea plasmei, drumul
liber mediu, presiunea cinetică, etc.
În consecinţă pentru a putea considera plasmă, materia trebuie să
îndeplinească cel puţin trei condiţii: [Fir, Săl]
1. Particulele încărcate electric interacţionează prin intermediul câmpurilor
electromagnetice.
2. Concentraţia sarcinilor pozitive este egală cu cea a sarcinilor negative
(îndeplinirea condiţiei de cvasineutralitate), relaţia 4.2.
3. Dimensiunile volumului plasmei sunt mult mai mari decât lungimea de
ecranare Debye.
IV.2.2. Generarea plasmei termice şi zonele arcului electric
La o anumită temperatură, presiune şi grad de ionizare, plasma se află într-
un echilibru dinamic: electronii şi ionii se unesc în permanenţă pentru a forma
atomi, iar aceştia se descompun în urma ciocnirilor în ioni şi electroni. Altfel

PROCESAREA CU PLASMA 51
spus, un gaz supus continuu unui bombardament de electroni acceleraţi este
sediul unor procese de excitare, dezexcitare, ionizare şi recombinare, care se
desfăşoară neîntrerupt.
Conversia gazului în plasmă presupune un suport energetic pentru
disocierea, respectiv ionizarea moleculelor, suport oferit de arcul electric (în
cazul plasmei de arc) sau de câmpul energetic de înaltă frecvenţă (în cazul
plasmei de inducţie). Arcul electric este o descărcare electrică stabilă care poate
produce un curent foarte mare, până la mii de amperi, între doi electrozi, aflaţi în
mediu gazos sub presiune, la o diferenţă de potenţial relativ redusă, sub 300V.
Arcul electric se deosebeşte de alte tipuri de descărcări electrice în gaze,
prin prezenţa coloanei pozitive aflate într-un echilibru termodinamic. În figura
4.4 sunt prezentate principalele descărcări care au loc în funcţie de intensitatea
curentului. [Fir, Săl, Pop 3]
Fig. 4.4. Dependenţa diferenţei de potenţial de curentul de descărcare
Repartizarea tensiunii arcului pe lungimea sa (Uarc), prezentată în figura
4.5, arată trei zone distincte: zona catodică (Uk), zona anodică (Ua) şi coloana
arcului (Uc), dependente de intensitatea curentului, de mediu şi de materialul
electrozilor.
Fig. 4.5. Zonele arcului electric delimitate de repartiţia tensiunii arcului

52 ELECTROTEHNOLOGII
Natura gazului influenţează considerabil valoarea tensiunii arcului prin
gradul de ionizare, deoarece pentru aceeaşi energie furnizată temperatura este
mai redusă la gazele biatomice decât în cazul gazelor monoatomice, şi prin
pierderile coloanei arcului, datorate conducţiei termice.
Spre deosebire de metale, unde curentul este dat de mişcarea electronilor,
la arcul electric curentul este dat de mişcarea electronilor şi ionilor, între care
există un schimb de energie datorat ciocnirilor. Tensiunea aplicată între electrozi
determină apariţia unui câmp electric axial, sub acţiunea căruia electronii şi ionii
sunt acceleraţi, deplasându-se în direcţii opuse. Deoarece electronii au viteze
mult mai mari decât ionii se poate considera că întregul curent este determinat de
mişcarea electronilor (v+=4,25·10
-3·v
-).
În zona catodică electronii emişi de catod sunt acceleraţi de câmpul
electric al catodului şi pătrund cu o energie cinetică de valoare ridicată în coloana
arcului. Simultan ionii gazului care ies din coloană sunt acceleraţi şi lovesc
catodul. Emisia de electroni se produce neuniform pe catod, pe o zonă numită
pată catodică.
Prin intermediul coloanei arcului se transmite continuu energie sub formă
de căldură în direcţie radială spre periferia coloanei. În această zonă au loc
procese rapide şi permanente de excitare, dezexcitare, ionizare, recombinare la
temperaturi foarte ridicate (până la 50000ºK), întreaga zonă fiind caracterizată
printr-o luminozitate puternică. Pentru a menţine constante temperatura şi
curentul prin coloană este necesar ca densitatea de electroni şi secţiunea zonei
conductibile să fie păstrate constante.
Zona anodică are dimensiuni similare cu cea catodică. Electronii care
sosesc din coloana arcului sunt acceleraţi şi ciocnesc anodul, cedând toată
energia acumulată sub formă de căldură. Fluxul termic intens provoacă o
încălzire puternică a anodului, motiv pentru care se obişnuieşte ca acesta să fie
răcit.
Răcirea forţată are ca efect primar scăderea temperaturii zonelor
exterioare ale arcului şi a razei acestuia, ceea ce conduce la creşterea densităţii de
volum la aceeaşi energie disipată în arc. În acest mod temperatura în plasmă
creşte mult mai mult decât în cazul arcului liber.
Avantajele încălzirii cu plasmă sunt:
- densitate de putere ridicată (până la 105W/cm
2);
- concentrarea energiei termice pe arii restrânse;
- inerţie termică mică;
- posibilitatea prelucrării materialelor cu temperaturi foarte mari (de
exemplu topirea metalelor refractare).
IV.3. Structura generatoarelor de plasmă
În practică se cunosc foarte multe procedee de generare a plasmei termice,
iar instalaţiile cresc în complexitate cu gradul de ionizare pe care trebuie să îl
asigure. Particularităţile tehnologice şi condiţiile de lucru ale generatoarelor de
plasmă sunt date de tipul curentului, natura gazului plasmagen, forma şi
materialul electrodului, etc. [Fir, Săl, w 15]
PROCESAREA CU PLASMA 53
După sursele de energie cu ajutorul cărora se produce plasma termică,
echipamentele de generare a plasmei se clasifică în:
- plasmă produsă cu arc electric alimentat în curent continuu;
- plasmă produsă cu arc de curent alternativ (monofazat sau trifazat), pentru
puteri mai mari de 100kW;
- plasma produsă cu un curent de înaltă frecvenţă, folosită atunci când se
lucrează la presiuni inferioare celei atmosferice şi la temperaturi apropiate
de 6000ºK.
După felul arcului principal instalaţiile pot fi:
- cu jet de plasmă (denumite şi instalaţii cu arc închis sau netransferat);
- cu arc de plasmă (denumite şi instalaţii cu arc deschis sau transferat);
- cu două arcuri electrice;
- cu arc de curent electric alternativ suprapus.
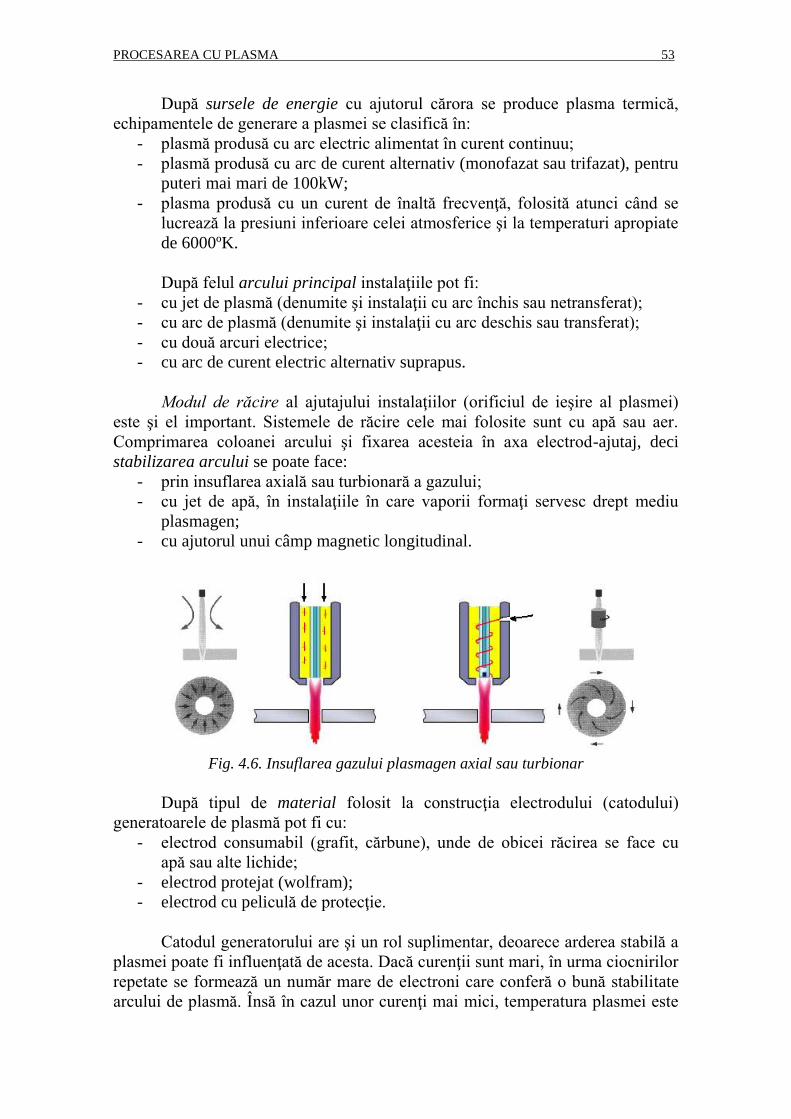
Modul de răcire al ajutajului instalaţiilor (orificiul de ieşire al plasmei)
este şi el important. Sistemele de răcire cele mai folosite sunt cu apă sau aer.
Comprimarea coloanei arcului şi fixarea acesteia în axa electrod-ajutaj, deci
stabilizarea arcului se poate face:
- prin insuflarea axială sau turbionară a gazului;
- cu jet de apă, în instalaţiile în care vaporii formaţi servesc drept mediu
plasmagen;
- cu ajutorul unui câmp magnetic longitudinal.
Fig. 4.6. Insuflarea gazului plasmagen axial sau turbionar
După tipul de material folosit la construcţia electrodului (catodului)
generatoarele de plasmă pot fi cu:
- electrod consumabil (grafit, cărbune), unde de obicei răcirea se face cu
apă sau alte lichide;
- electrod protejat (wolfram);
- electrod cu peliculă de protecţie.
Catodul generatorului are şi un rol suplimentar, deoarece arderea stabilă a
plasmei poate fi influenţată de acesta. Dacă curenţii sunt mari, în urma ciocnirilor
repetate se formează un număr mare de electroni care conferă o bună stabilitate
arcului de plasmă. Însă în cazul unor curenţi mai mici, temperatura plasmei este
54 ELECTROTEHNOLOGII
mai mică şi ionizarea gazului plasmagen este redusă, ceea ce asigură o cantitate
scăzută de electroni. Deficitul trebuie compensat prin emisia termoelectrică a
catodului. Densitatea curentului de emisie este dat de relaţia 4.7.
Tk
LTAj ie
emisie exp2 [A/m2] (4.7)
unde T este temperatura absolută a catodului, în [K];
Lie - lucrul mecanic de ieşire al electronilor, în [W];
k - constanta Boltzman;
A ≈ 1,20×106 [A/(m
2K
2)] - constanta universală Richardson.
Intensificarea proceselor de emisie termoelectrică se poate realiza prin
mărirea temperaturii catodului sau prin reducerea tensiunii de ieşire a
electronilor. Reducerea potenţialului de extracţie a electronilor se face pentru
catodul de wolfram prin alierea cu elemente favorabile, precum toriu sau bariu.
Cea mai largă răspândire o au plasmele obţinute cu ajutorul arcului
electric alimentat în curent continuu, datorită faptului că permite utilizarea unor
presiuni aproximativ egale cu cea atmosferică şi obţinerea unor temperaturi ale
jetului la prelucrare apropiate de 15000ºK.
IV.3.1. Schema de principiu a generatorului cu arc de plasmă (arc
transferat)
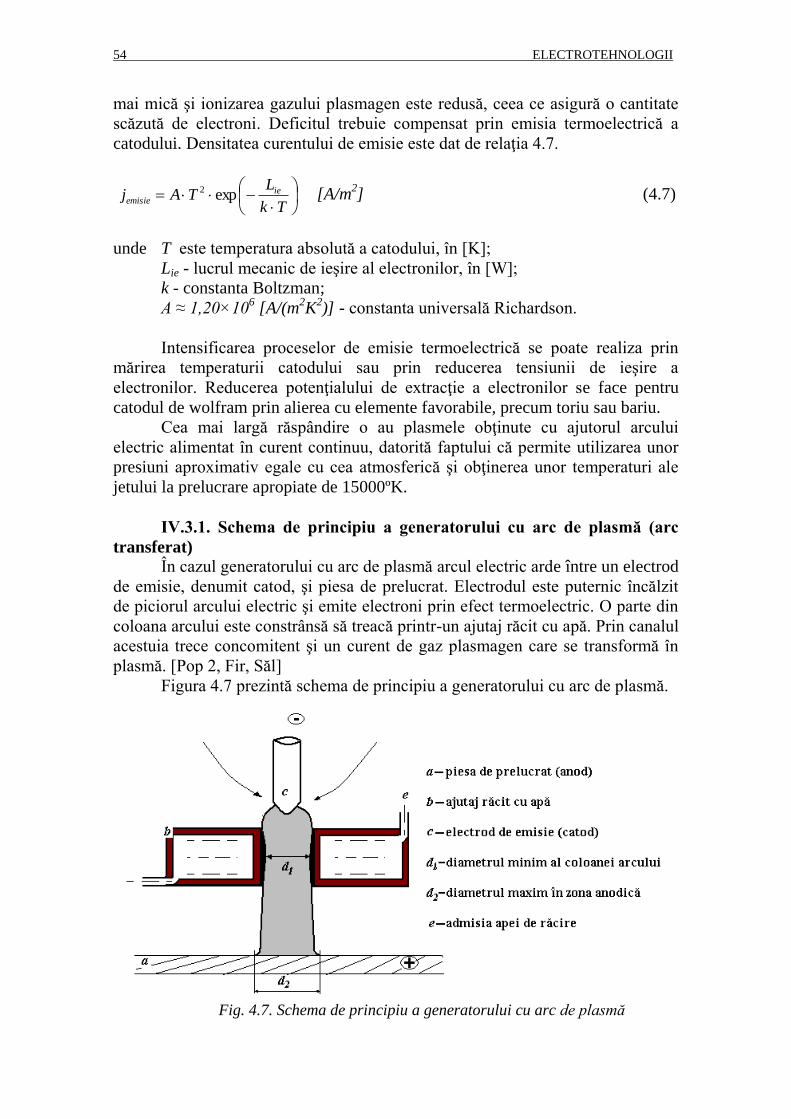
În cazul generatorului cu arc de plasmă arcul electric arde între un electrod
de emisie, denumit catod, şi piesa de prelucrat. Electrodul este puternic încălzit
de piciorul arcului electric şi emite electroni prin efect termoelectric. O parte din
coloana arcului este constrânsă să treacă printr-un ajutaj răcit cu apă. Prin canalul
acestuia trece concomitent şi un curent de gaz plasmagen care se transformă în
plasmă. [Pop 2, Fir, Săl]
Figura 4.7 prezintă schema de principiu a generatorului cu arc de plasmă.
Fig. 4.7. Schema de principiu a generatorului cu arc de plasmă

PROCESAREA CU PLASMA 55
Gazul care spală pereţii ajutajului formează un strat protector pentru
porţiunea ajutajului cu care se află în contact coloana arcului electric. Pereţii
duzei ajutajului, răcit forţat, răcesc jetul fierbinte de gaz ionizat de arc,
producând recombinarea ionilor şi electronilor. Prin urmare, datorită presiunii,
coloana arcului este comprimată, densitatea de curent creşte şi o dată cu ea creşte
şi temperatura.
La comprimarea plasmei concură pe lângă un efect termodinamic datorat
gradientului radial de temperatură şi un efect de autoconstrângere
electromagnetic (efect Pinch). Repartizarea temperaturii favorizează trecerea
arcului electric prin zona centrală a canalului, deoarece temperatura mai ridicată
asigură o conductibilitate sporită. Efectul de strangulare Pinch se bazează pe
forţele de atracţie care există între liniile de curent paralele de acelaşi sens, care
constituie curentul total al arcului de plasmă.
Fenomenul de deplasare a gazului ionizat a fost studiat de Maecker, care a
arătat că forţa F sub acţiunea căreia are loc această deplasare şi care produce o
reacţiune F’ asupra catodului se exprimă cu relaţia:
1
2
2
2
lnd
d
c
IF [N] (4.8)
unde I reprezintă intensitatea curentului din arc, în [A];
d1 - diametrul secţiunii strangulate, în [mm];
d2 - diametrul secţiunii libere, în [mm];
c=3·108m/s - viteza luminii.
Înaintea aprinderii arcului de plasmă, folosit în mod special la tăiere, se
aprinde un arc pilot între electrod şi ajutaj, conectat în scurtcircuit printr-o
rezistenţă de balast.
Pentru amorsarea arcului pilot se folosesc oscilatoare de înaltă frecvenţă
(aproximativ 100kHz), care asigură tensiuni de 1000V...5000V şi curenţi de
ordinul mA. Arcul pilot creează prima condiţie necesară amorsării arcului de
plasmă, anume ionizarea spaţiului electrod-ajutaj-piesă. A doua condiţie este
crearea câmpului pentru dirijarea particulelor electrizate de la electrod la piesă.
Această condiţie este îndeplinită dacă se aduce generatorul de plasmă deasupra
piesei metalice, legate la polul pozitiv al sursei de curent continuu.
Dacă spaţiul descărcării este bine ionizat şi câmpul electric suficient de
puternic, prin spaţiul jetului de plasmă se va forma arcul de plasmă, pata anodică
mutându-se de pe ajutaj pe piesă. În timpul trecerii de la funcţionarea cu jet de
plasmă la arc de plasmă, debitul de gaz plasmagen trebuie mărit pentru a izola
coloana arcului de ajutaj, evitându-se formarea arcului secundar.
IV.3.2. Schema de principiu a generatorului cu jet de plasmă (arc
netransferat)
În cazul generatoarelor cu jet de plasmă alimentate în curent continuu,
arcul electric arde între un electrod, legat la polul negativ al sursei, şi ajutajul
realizat de obicei din cupru, legat la polul pozitiv al sursei de alimentare.
56 ELECTROTEHNOLOGII
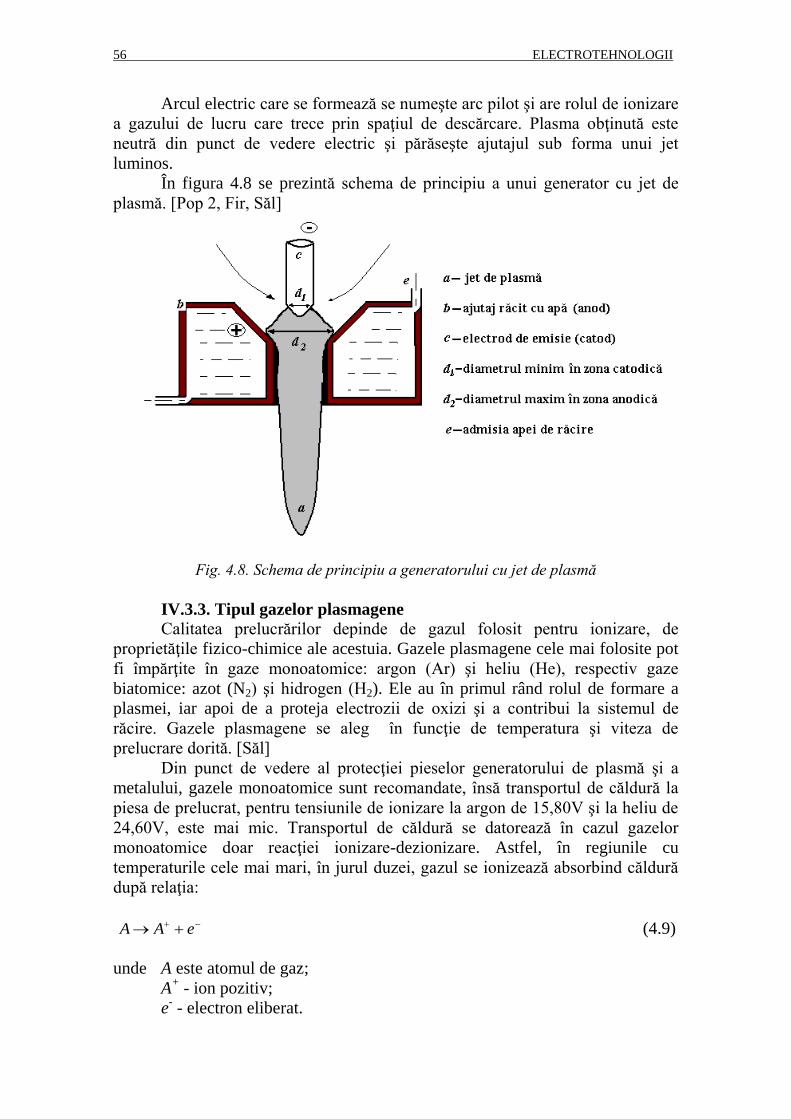
Arcul electric care se formează se numeşte arc pilot şi are rolul de ionizare
a gazului de lucru care trece prin spaţiul de descărcare. Plasma obţinută este
neutră din punct de vedere electric şi părăseşte ajutajul sub forma unui jet
luminos.
În figura 4.8 se prezintă schema de principiu a unui generator cu jet de
plasmă. [Pop 2, Fir, Săl]
Fig. 4.8. Schema de principiu a generatorului cu jet de plasmă
IV.3.3. Tipul gazelor plasmagene
Calitatea prelucrărilor depinde de gazul folosit pentru ionizare, de
proprietăţile fizico-chimice ale acestuia. Gazele plasmagene cele mai folosite pot
fi împărţite în gaze monoatomice: argon (Ar) şi heliu (He), respectiv gaze
biatomice: azot (N2) şi hidrogen (H2). Ele au în primul rând rolul de formare a
plasmei, iar apoi de a proteja electrozii de oxizi şi a contribui la sistemul de
răcire. Gazele plasmagene se aleg în funcţie de temperatura şi viteza de
prelucrare dorită. [Săl]
Din punct de vedere al protecţiei pieselor generatorului de plasmă şi a
metalului, gazele monoatomice sunt recomandate, însă transportul de căldură la
piesa de prelucrat, pentru tensiunile de ionizare la argon de 15,80V şi la heliu de
24,60V, este mai mic. Transportul de căldură se datorează în cazul gazelor
monoatomice doar reacţiei ionizare-dezionizare. Astfel, în regiunile cu
temperaturile cele mai mari, în jurul duzei, gazul se ionizează absorbind căldură
după relaţia:
eAA (4.9)
unde A este atomul de gaz;
A+ - ion pozitiv;
e- - electron eliberat.

PROCESAREA CU PLASMA 57
Când plasma ajunge în vecinătatea anodului, unde temperaturile sunt mai
scăzute, are loc dezionizarea cu cedarea căldurii acumulate, după relaţia:
AeA (4.9)
Gazele biatomice, permit creşterea vitezei de lucru prin creşterea cantităţii
de căldură transportate. Deşi această categorie de gaze plasmagene au tensiuni de
ionizare mai mici, la azot 13,60V şi la hidrogen 14,60V, şi transportul de căldură
pe baza reacţiei ionizare-dezionizare mai scăzut, în total apare un surplus de
căldură datorat reacţiei disociere-recombinare conform relaţiilor:
AA 22 (4.10)
22 AA (4.11)
În mediile biatomice prima reacţie este cea de disociere şi apoi cea de
ionizare. Spre exemplu moleculele de hidrogen sunt separate în procent de 90%
la 5000ºK, în timp ce moleculele de azot se disociază în apropierea temperaturii
de 8500ºK. Ionizarea începe pentru azot la 8000ºK şi se termină la peste
20000ºK. Hidrogenul are în comparaţie cu azotul o conductivitate termică mai
bună şi o energie de disociere mai mică, însă plasma realizată necesită o tensiune
mai mare a arcului electric şi are de obicei o temperatură de sub 6000ºK.
Argonul nu posedă reacţii de disociere şi ionizarea începe pe la 9000ºK,
procesul fiind terminat la o temperatură mai mare de 22000ºK. Temperatura
ridicată şi stabilitatea arcului la tensiuni de alimentare mai mici au impus
folosirea acestuia la fabricarea plasmei. Caracteristic generatoarelor cu gaze
monoatomice este strălucirea mai mare şi grosimea mai mică a jetului de plasmă,
dar şi preţul de cost mai mare.
În figura 4.9 se prezintă distribuţia temperaturii pentru plasma produsă cu
argon şi plasma produsă cu azot la ieşirea din ajutaj. [w 16]
Fig. 4.9. Distribuţia temperaturii în plasma cu argon şi cu azot
Cele mai grele condiţii de lucru sunt date de prezenţa oxigenului în gazele
biatomice, ceea ce produce la bombardamentul ionic al electrodului, oxidarea şi

58 ELECTROTEHNOLOGII
distrugerea acestuia. Pentru îmbunătăţirea performanţelor se foloseşte în
generatoarele de plasmă amestecul de gaze (se introduc în amestec gaze inerte,
cum sunt argonul şi heliul), ceea ce conduce la o conservare mai bună a
electrodului. Un alt mijloc de protecţie al catodului constă în introducerea
turbionară a gazului în jurul electrodului, rezultând o scădere a presiunii şi a
bombardamentului ionic.
IV.3.4. Fenomene fizice în generatoarele de plasmă
În plasmă deplasarea particulelor electrizate (electroni şi ioni) are loc nu
doar din cauza câmpurilor electrice, ci şi din cauza distribuţiei lor neuniforme în
spaţiul de descărcare, adică diferenţelor de concentraţie. În cazul arcului electric,
constrâns de pereţii răciţi ai ajutajului şi de un gaz rece neionizat din imediata
vecinătate a pereţilor, va apărea un gradient al concentraţiei particulelor
electrizate care scade în vecinătatea pereţilor reci. Deoarece această scădere se
manifestă atât pentru electroni cât şi pentru ioni difuzia se numeşte ambipolară şi
este caracterizată prin coeficientul de difuzie Damb, care depinde de natura
gazului şi de presiune.
Între câmpul electric radial şi coeficientul de difuzie există relaţia:
ei
iambc
kk
VD
RE
405,2 [N/C] (4.12)
unde Vi este potenţialul de ionizare a gazului, în [V];
R - raza tubului de descărcare, în [mm];
ki, ke - coeficienţi de mobilitate a ionilor şi electronilor;
α - parametru ce depinde de puterea consumată pentru ionizare.
Se evidenţiază în relaţia 4.12 dependenţa dintre câmpul electric radial şi
raza cilindrului (ajutajului). Astfel dacă această rază se micşorează prea mult
rezultă o creştere exagerată a câmpului electric radial şi provoacă formarea
arcului secundar la generatoarele cu arc de plasmă, prin străpungerea stratului
izolator de gaz rece din vecinătatea pereţilor şi ruperea coloanei arcului. Apar
legături galvanice între coloană şi ajutaj, ceea ce duce la o închidere nedorită a
circuitului electric. Mărimea arcului secundar este cu mai mare cu creşterea
intensităţii câmpului. [Săl, Cio]
Apariţia arcului poate fi şi consecinţa unei creşteri a curentului de plasmă
în timpul funcţionării, datorită micşorării lungimii arcului. Compensarea
efectului se face prin introducerea suplimentară a unei cantităţii de gaz pentru
izolarea electrică a coloanei arcului. Totuşi, un debit de gaz prea mare poate să
ducă la o răcire prea intensă a arcului şi acesta devine instabil, fiind posibilă
stingerea lui.
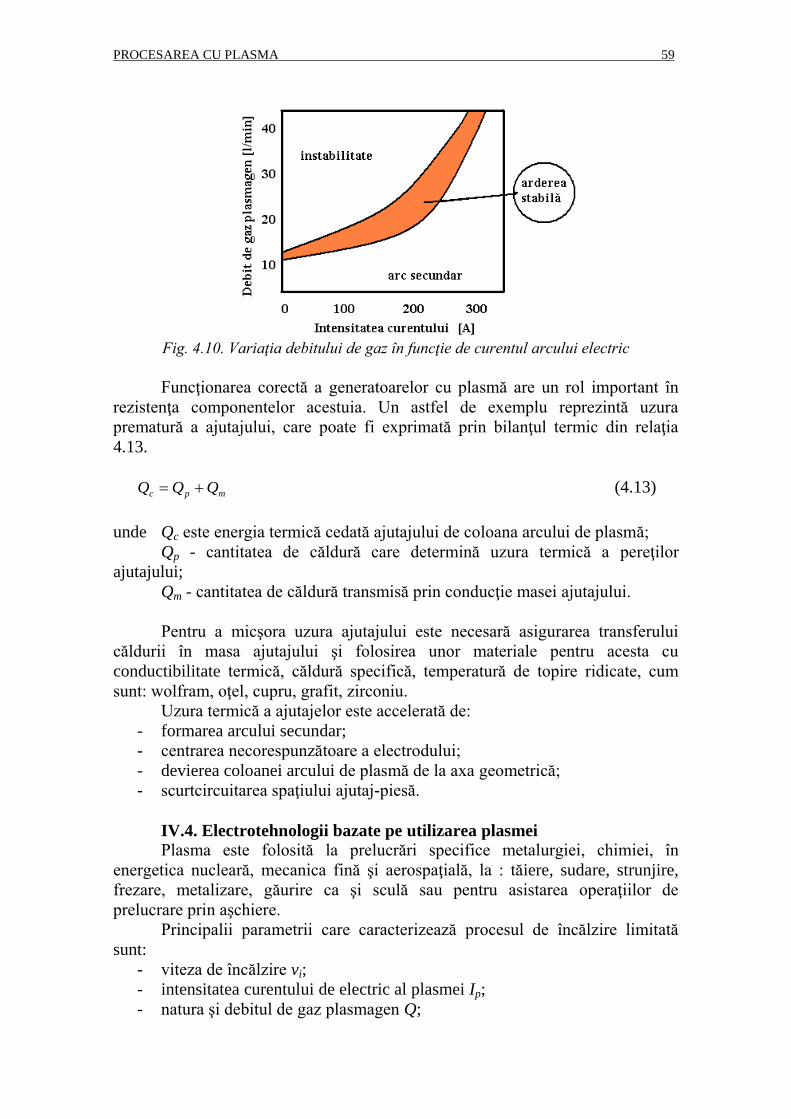
Figura 4.10 evidenţiază atât zona optimă de funcţionare a arcului electric
cât şi caracteristica limită de apariţie a arcului secundar, respectiv cea a arderii
instabile. [Pop 2]
PROCESAREA CU PLASMA 59
Fig. 4.10. Variaţia debitului de gaz în funcţie de curentul arcului electric
Funcţionarea corectă a generatoarelor cu plasmă are un rol important în
rezistenţa componentelor acestuia. Un astfel de exemplu reprezintă uzura
prematură a ajutajului, care poate fi exprimată prin bilanţul termic din relaţia
4.13.
mpc QQQ (4.13)
unde Qc este energia termică cedată ajutajului de coloana arcului de plasmă;
Qp - cantitatea de căldură care determină uzura termică a pereţilor
ajutajului;
Qm - cantitatea de căldură transmisă prin conducţie masei ajutajului.
Pentru a micşora uzura ajutajului este necesară asigurarea transferului
căldurii în masa ajutajului şi folosirea unor materiale pentru acesta cu
conductibilitate termică, căldură specifică, temperatură de topire ridicate, cum
sunt: wolfram, oţel, cupru, grafit, zirconiu.
Uzura termică a ajutajelor este accelerată de:
- formarea arcului secundar;
- centrarea necorespunzătoare a electrodului;
- devierea coloanei arcului de plasmă de la axa geometrică;
- scurtcircuitarea spaţiului ajutaj-piesă.
IV.4. Electrotehnologii bazate pe utilizarea plasmei
Plasma este folosită la prelucrări specifice metalurgiei, chimiei, în
energetica nucleară, mecanica fină şi aerospaţială, la : tăiere, sudare, strunjire,
frezare, metalizare, găurire ca şi sculă sau pentru asistarea operaţiilor de
prelucrare prin aşchiere.
Principalii parametrii care caracterizează procesul de încălzire limitată
sunt:
- viteza de încălzire vi;
- intensitatea curentului de electric al plasmei Ip;
- natura şi debitul de gaz plasmagen Q;
60 ELECTROTEHNOLOGII
- tensiunea arcului electric Uarc;
- poziţionarea generatorului de plasmă.
Tensiunea şi curentul de lucru determină puterea generatorului, adică
energia disipată în unitatea de timp:
parct IUE [kW] (4.14)
În realitate tensiunea arcului este determinată de gazul plasmagen şi de
lungimea arcului de plasmă, iar în scopuri tehnologice se obişnuieşte să se
acţioneze asupra curentului de plasmă şi a debitului de gaz plasmagen. Aceşti doi
parametrii au valori dependente de grosimea şi lăţimea materialelor de prelucrat
ce vor fi încălzite.
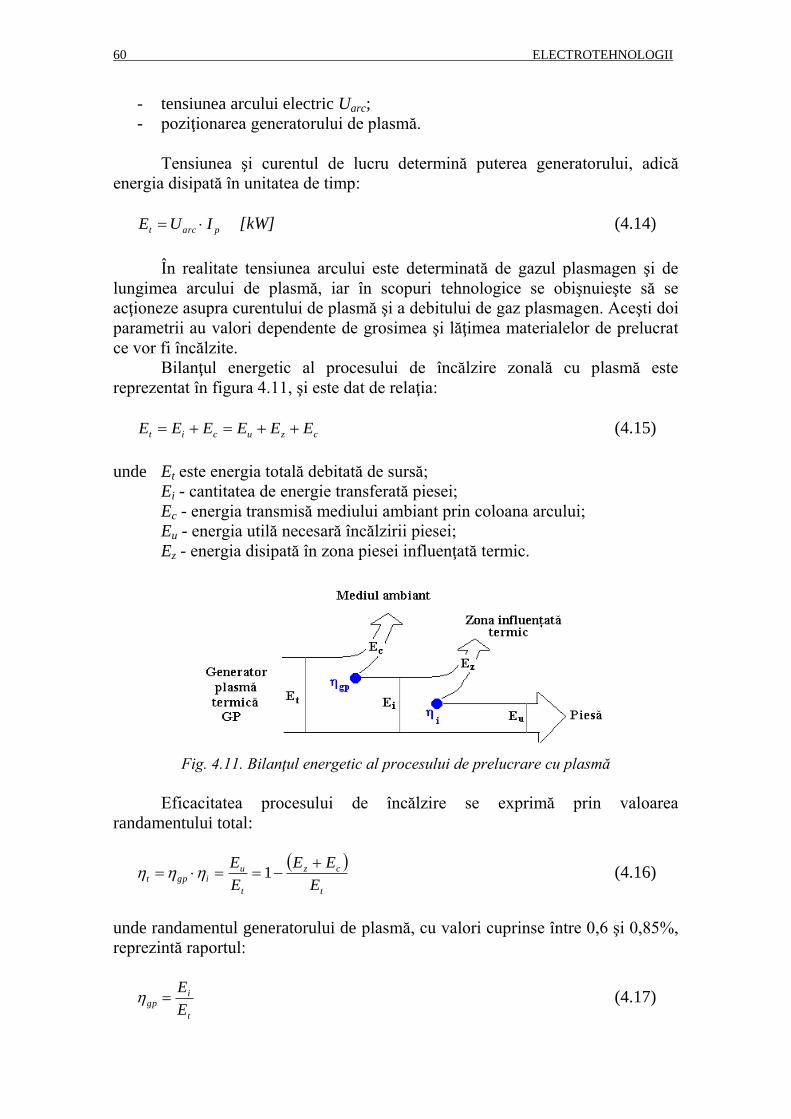
Bilanţul energetic al procesului de încălzire zonală cu plasmă este
reprezentat în figura 4.11, şi este dat de relaţia:
czucit EEEEEE (4.15)
unde Et este energia totală debitată de sursă;
Ei - cantitatea de energie transferată piesei;
Ec - energia transmisă mediului ambiant prin coloana arcului;
Eu - energia utilă necesară încălzirii piesei;
Ez - energia disipată în zona piesei influenţată termic.
Fig. 4.11. Bilanţul energetic al procesului de prelucrare cu plasmă
Eficacitatea procesului de încălzire se exprimă prin valoarea
randamentului total:
t
cz
t
uigpt
E
EE
E
E 1 (4.16)
unde randamentul generatorului de plasmă, cu valori cuprinse între 0,6 şi 0,85%,
reprezintă raportul:
t
igp
E
E (4.17)

PROCESAREA CU PLASMA 61
şi randamentul de încălzire este dat de relaţia:
i
ui
E
E (4.18)
Se observă din relaţia 4.16 că randamentul procesului de încălzire cu
plasmă creşte doar dacă se reduc pierderile de energie din zona de lucru şi a celor
din mediul înconjurător, prin reducerea timpului de transport al energiei de la
generatorul de plasmă la piesa de prelucrat.
Viteza de încălzire a materialului este dependentă te energia utilă şi de
proprietăţile materialului după relaţia 4.19. [Pop 2, Săl, Cio]
i
ui
tbc
Ev
[m/s] (4.19)
unde c reprezintă căldura specifică a materialului, în [J/kg·K];
γ - greutatea specifică a materialului;
b - lăţimea zonei de material încălzite, în [mm];
δ - grosimea zonei de material încălzite, în [mm];
vi - viteza de încălzire, în [m/s];
ti - temperatura de încălzire, în [K].
Înlocuind în relaţia 4.19 relaţiile 4.14 şi 4.16 rezultă:
i
parct
itbc
IUv
[m/s] (4.20)
Relaţia 4.20 confirmă faptul că o creştere a vitezei de lucru se obţine dacă
se măreşte intensitatea curentului plasmei, folosind debitul de gaz plasmagen, în
corelaţie cu grosimea şi lăţimea stratului de material prelucrat. Tensiunea arcului
de plasmă este compusă din tensiunea în zona catodică, tensiunea în zona
coloanei arcului şi tensiunea din zona anodică.
ackarc UUUU [kV] (4.21)
IV.4.1. Tăierea cu arc de plasmă
Tăierea materialelor cu plasmă face parte din categoria proceselor
tehnologice de tăiere prin topire, aplicându-se materialelor metalice şi cu
precădere oţelurilor înalt aliate, refractare şi inoxidabile, aliajelor de aluminiu,
cupru, titan, magneziu. Datorită puterii specifice mari necesare tăierii
materialelor cu grosimi până la 100...125 mm, se foloseşte generatorul cu arc de
plasmă, prezentat în figura 4.12, unde electrodul are o polaritate negativă şi piesa
o polaritate pozitivă. Vitezele de tăiere sunt de 250...1250mm/min, cu o zonă
influenţată termic de aproximativ 1 mm. În cazul în care grosimea este mai mică
de 10 mm se practică uneori şi tăierea cu jet de plasmă (cu arc netransferat).
62 ELECTROTEHNOLOGII
Tăierea unei piese metalice prin topire presupune distrugerea legăturilor
coezionale în lungul tăieturii prin încălzire puternică. Avantajele generale ale
tăierii cu plasmă sunt definite de calitatea bună a suprafeţelor rezultate, grosimea
redusă a zonei influenţate termic şi de viteza ridicată de tăiere.
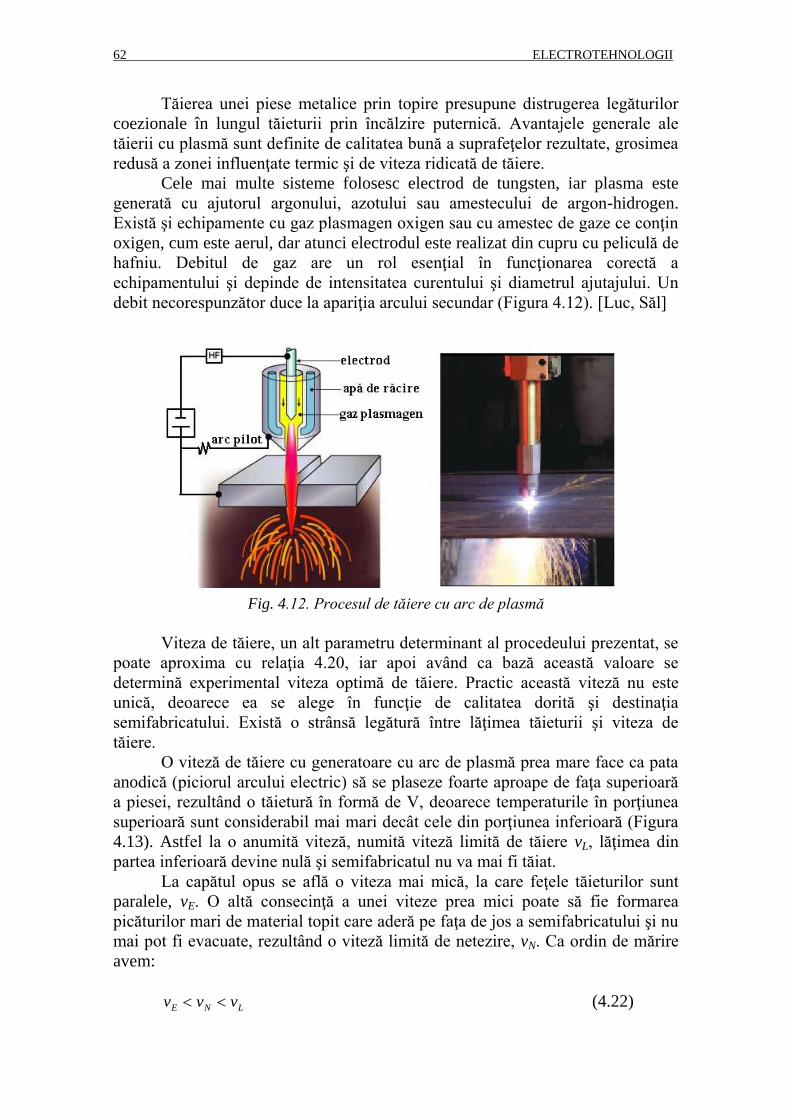
Cele mai multe sisteme folosesc electrod de tungsten, iar plasma este
generată cu ajutorul argonului, azotului sau amestecului de argon-hidrogen.
Există şi echipamente cu gaz plasmagen oxigen sau cu amestec de gaze ce conţin
oxigen, cum este aerul, dar atunci electrodul este realizat din cupru cu peliculă de
hafniu. Debitul de gaz are un rol esenţial în funcţionarea corectă a
echipamentului şi depinde de intensitatea curentului şi diametrul ajutajului. Un
debit necorespunzător duce la apariţia arcului secundar (Figura 4.12). [Luc, Săl]
Fig. 4.12. Procesul de tăiere cu arc de plasmă
Viteza de tăiere, un alt parametru determinant al procedeului prezentat, se
poate aproxima cu relaţia 4.20, iar apoi având ca bază această valoare se
determină experimental viteza optimă de tăiere. Practic această viteză nu este
unică, deoarece ea se alege în funcţie de calitatea dorită şi destinaţia
semifabricatului. Există o strânsă legătură între lăţimea tăieturii şi viteza de
tăiere.
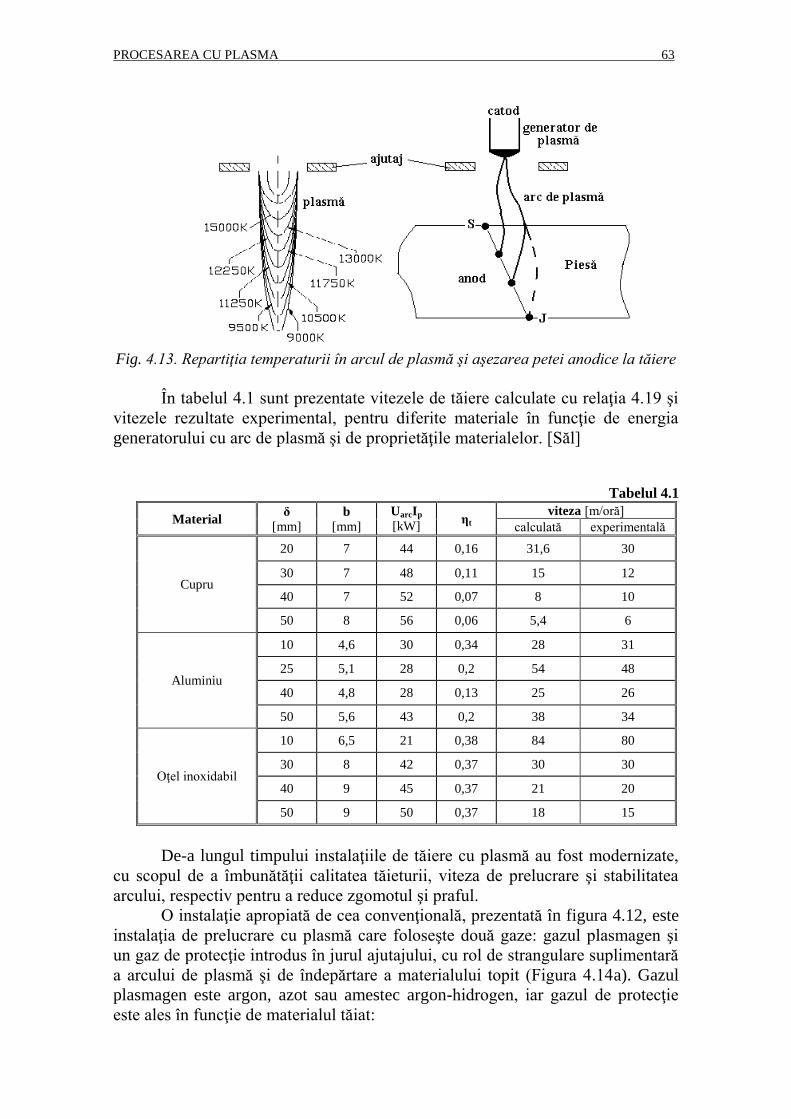
O viteză de tăiere cu generatoare cu arc de plasmă prea mare face ca pata
anodică (piciorul arcului electric) să se plaseze foarte aproape de faţa superioară
a piesei, rezultând o tăietură în formă de V, deoarece temperaturile în porţiunea
superioară sunt considerabil mai mari decât cele din porţiunea inferioară (Figura
4.13). Astfel la o anumită viteză, numită viteză limită de tăiere vL, lăţimea din
partea inferioară devine nulă şi semifabricatul nu va mai fi tăiat.
La capătul opus se află o viteza mai mică, la care feţele tăieturilor sunt
paralele, vE. O altă consecinţă a unei viteze prea mici poate să fie formarea
picăturilor mari de material topit care aderă pe faţa de jos a semifabricatului şi nu
mai pot fi evacuate, rezultând o viteză limită de netezire, vN. Ca ordin de mărire
avem:
LNE vvv (4.22)
PROCESAREA CU PLASMA 63
Fig. 4.13. Repartiţia temperaturii în arcul de plasmă şi aşezarea petei anodice la tăiere
În tabelul 4.1 sunt prezentate vitezele de tăiere calculate cu relaţia 4.19 şi
vitezele rezultate experimental, pentru diferite materiale în funcţie de energia
generatorului cu arc de plasmă şi de proprietăţile materialelor. [Săl]
Tabelul 4.1
Material δ
[mm] b
[mm]
UarcIp
[kW] ηt
viteza [m/oră]
calculată experimentală
Cupru
20 7 44 0,16 31,6 30
30 7 48 0,11 15 12
40 7 52 0,07 8 10
50 8 56 0,06 5,4 6
Aluminiu
10 4,6 30 0,34 28 31
25 5,1 28 0,2 54 48
40 4,8 28 0,13 25 26
50 5,6 43 0,2 38 34
Oţel inoxidabil
10 6,5 21 0,38 84 80
30 8 42 0,37 30 30
40 9 45 0,37 21 20
50 9 50 0,37 18 15
De-a lungul timpului instalaţiile de tăiere cu plasmă au fost modernizate,
cu scopul de a îmbunătăţii calitatea tăieturii, viteza de prelucrare şi stabilitatea
arcului, respectiv pentru a reduce zgomotul şi praful.
O instalaţie apropiată de cea convenţională, prezentată în figura 4.12, este
instalaţia de prelucrare cu plasmă care foloseşte două gaze: gazul plasmagen şi
un gaz de protecţie introdus în jurul ajutajului, cu rol de strangulare suplimentară
a arcului de plasmă şi de îndepărtare a materialului topit (Figura 4.14a). Gazul
plasmagen este argon, azot sau amestec argon-hidrogen, iar gazul de protecţie
este ales în funcţie de materialul tăiat:
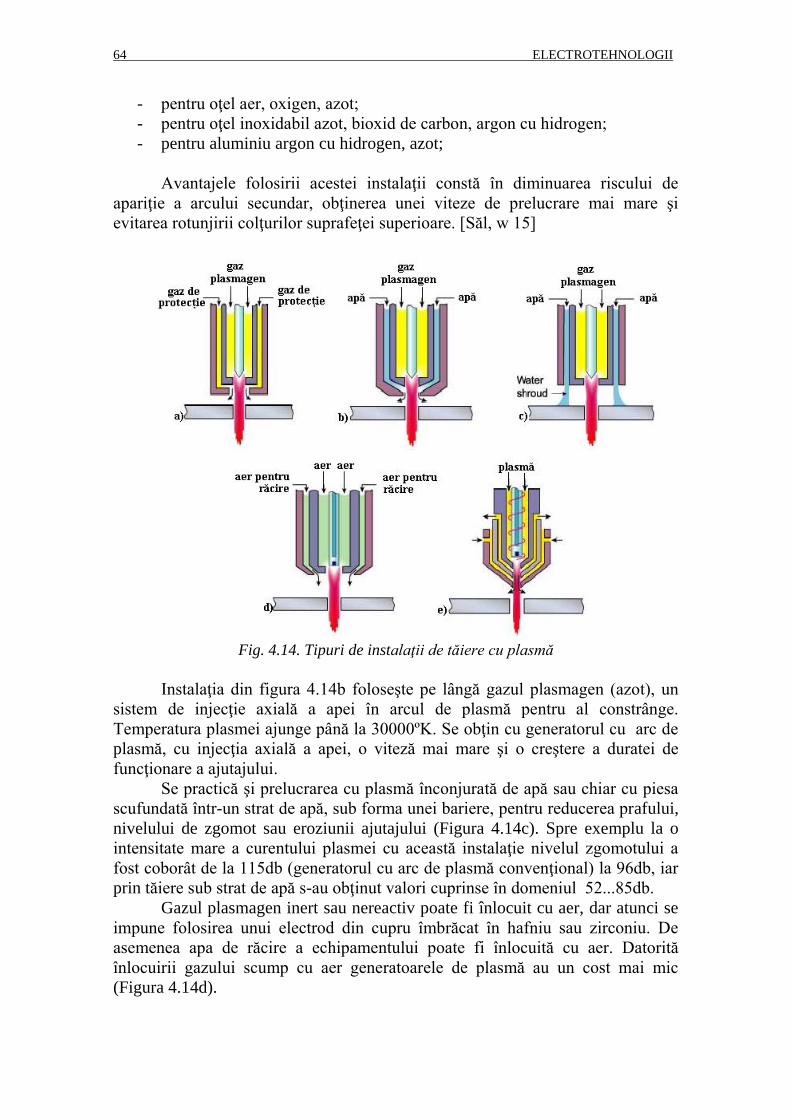
64 ELECTROTEHNOLOGII
- pentru oţel aer, oxigen, azot;
- pentru oţel inoxidabil azot, bioxid de carbon, argon cu hidrogen;
- pentru aluminiu argon cu hidrogen, azot;
Avantajele folosirii acestei instalaţii constă în diminuarea riscului de
apariţie a arcului secundar, obţinerea unei viteze de prelucrare mai mare şi
evitarea rotunjirii colţurilor suprafeţei superioare. [Săl, w 15]
Fig. 4.14. Tipuri de instalaţii de tăiere cu plasmă
Instalaţia din figura 4.14b foloseşte pe lângă gazul plasmagen (azot), un
sistem de injecţie axială a apei în arcul de plasmă pentru al constrânge.
Temperatura plasmei ajunge până la 30000ºK. Se obţin cu generatorul cu arc de
plasmă, cu injecţia axială a apei, o viteză mai mare şi o creştere a duratei de
funcţionare a ajutajului.
Se practică şi prelucrarea cu plasmă înconjurată de apă sau chiar cu piesa
scufundată într-un strat de apă, sub forma unei bariere, pentru reducerea prafului,
nivelului de zgomot sau eroziunii ajutajului (Figura 4.14c). Spre exemplu la o
intensitate mare a curentului plasmei cu această instalaţie nivelul zgomotului a
fost coborât de la 115db (generatorul cu arc de plasmă convenţional) la 96db, iar
prin tăiere sub strat de apă s-au obţinut valori cuprinse în domeniul 52...85db.
Gazul plasmagen inert sau nereactiv poate fi înlocuit cu aer, dar atunci se
impune folosirea unui electrod din cupru îmbrăcat în hafniu sau zirconiu. De
asemenea apa de răcire a echipamentului poate fi înlocuită cu aer. Datorită
înlocuirii gazului scump cu aer generatoarele de plasmă au un cost mai mic
(Figura 4.14d).

PROCESAREA CU PLASMA 65
Creşterea semnificativă a calităţii tăieturilor se obţine folosind generatorul
cu arc de plasmă din figura 4.14e. Focalizarea şi strangularea puternică a jetului
de plasmă este realizată prin insuflarea turbionară a gazului plasmagen şi prin
injecţia unui gaz secundar. Unele sisteme conţin şi un câmp magnetic
longitudinal cu rol de stabilizare suplimentară a arcului. Tăietura realizată se
apropie de cea realizată cu radiaţie laser şi precizia prelucrării este sporită,
obţinându-se zone influenţate termic reduse. Principalul dezavantaj al acestui
procedeu este că nu se pot realiza decupări de semifabricate cu grosime mai mare
de 6 mm, iar viteza de tăiere este în general mai mică decât la prelucrarea cu alte
generatoare cu arc de plasmă şi este aproximativ la 60...80% din viteza de
prelucrare cu laser.
În figura 4.15 sunt prezentate câteva exemple de tăieri realizate cu arc de
plasmă în oţel, aluminiu şi oţel inoxidabil, folosind ca mediu plasmagen aerul sau
amestec de argon cu hidrogen (Ar-H2). [Olt]
Fig. 4.15. Exemple de tăieri cu plasmă
IV.4.2. Sudura cu plasmă
Sudura cu plasmă face parte din categoria procedeelor de sudare prin
topire în gaze şi poate fi considerată o extindere a procedeului TIG sau GTAW
(tungsten inert gas - sudură în mediu inert cu electrod nefuzibil de tungsten, gas
tungsten arc welding - sudură cu arc în mediu inert folosind electrod nefuzibil de
tungsten). [Săl]
Datorită constrângerii plasmei într-un orificiu de diametru mic (ajutaj)
acest procedeu de sudură prezintă următoarele avantaje:
- concentrare energetică superioară (500...600W/mm2), care permite
micşorarea zonei influenţate termic şi creşterea vitezei de sudare;
- arcul electric prezintă o bună stabilitate şi poate fi uşor dirijat pentru
suduri de colţ;
- procedeul permite modificarea lungimii arcului;
- sudura cu plasmă evită pătrunderea wolframului în zona de sudură datorită
inexistenţei contactului electrod-piesă;
- posibilitatea automatizării generatorului de plasmă;
- calitatea sudurii este superioară celei obţinute prin alte procedee clasice.
66 ELECTROTEHNOLOGII
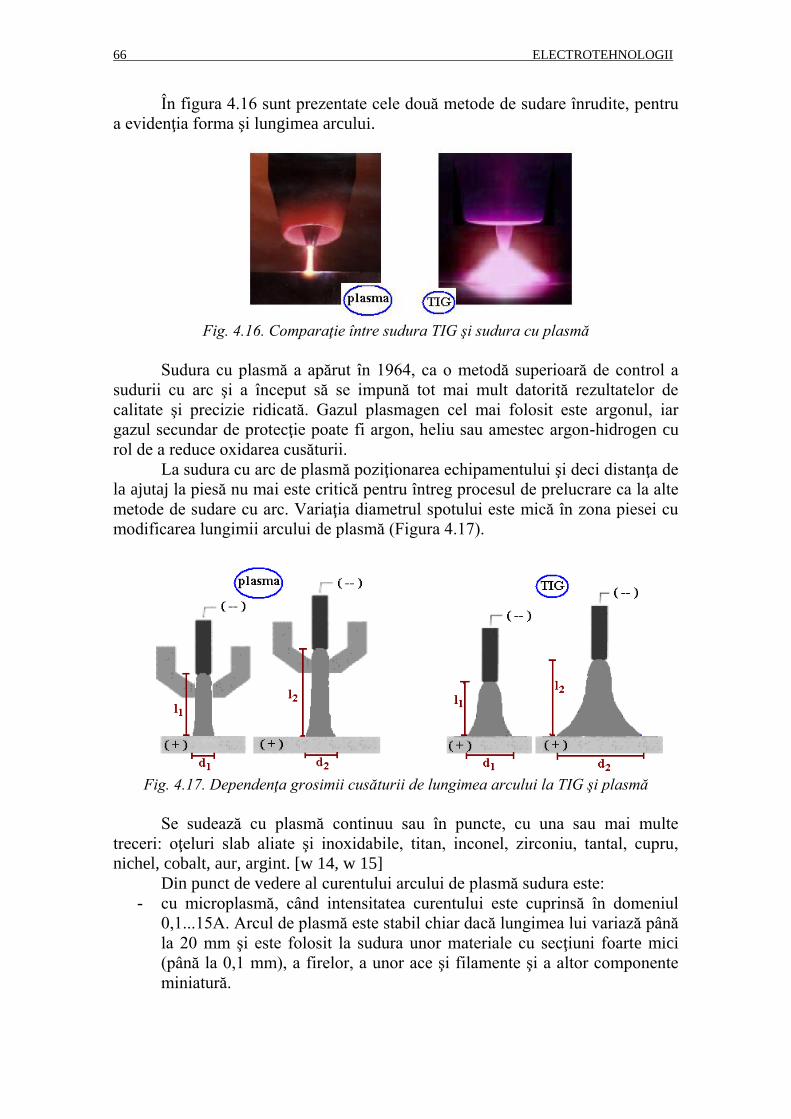
În figura 4.16 sunt prezentate cele două metode de sudare înrudite, pentru
a evidenţia forma şi lungimea arcului.
Fig. 4.16. Comparaţie între sudura TIG şi sudura cu plasmă
Sudura cu plasmă a apărut în 1964, ca o metodă superioară de control a
sudurii cu arc şi a început să se impună tot mai mult datorită rezultatelor de
calitate şi precizie ridicată. Gazul plasmagen cel mai folosit este argonul, iar
gazul secundar de protecţie poate fi argon, heliu sau amestec argon-hidrogen cu
rol de a reduce oxidarea cusăturii.
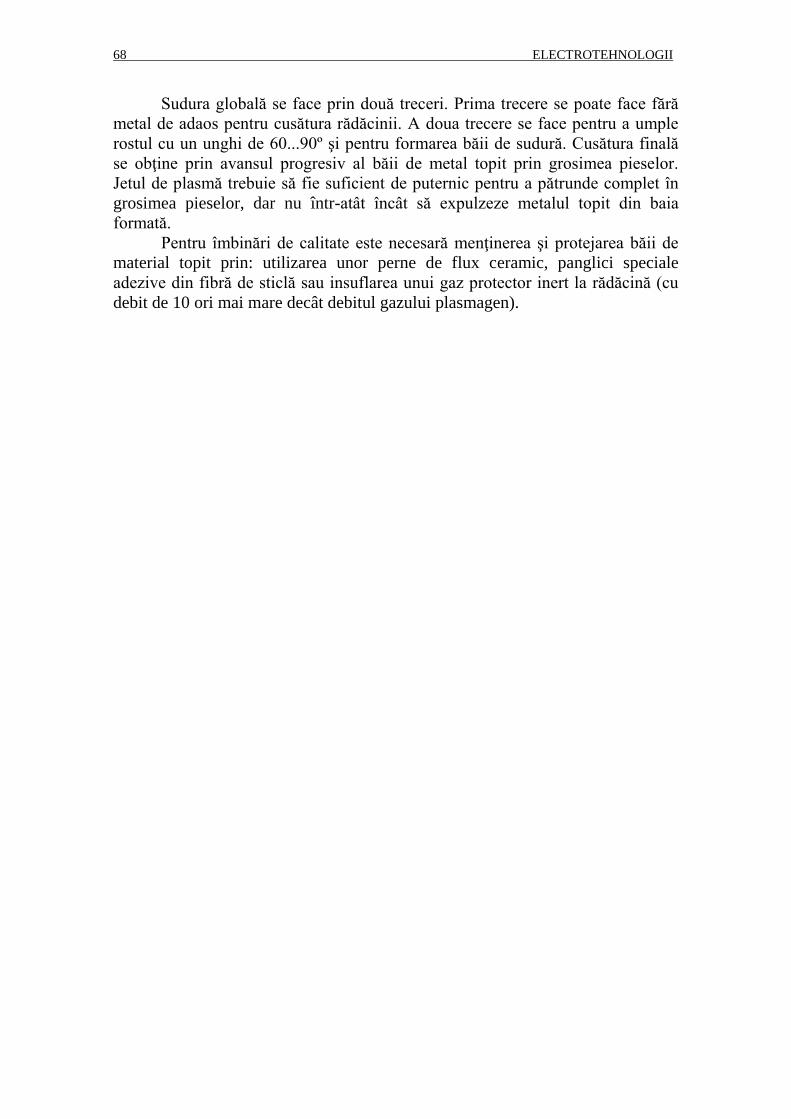
La sudura cu arc de plasmă poziţionarea echipamentului şi deci distanţa de
la ajutaj la piesă nu mai este critică pentru întreg procesul de prelucrare ca la alte
metode de sudare cu arc. Variaţia diametrul spotului este mică în zona piesei cu
modificarea lungimii arcului de plasmă (Figura 4.17).
Fig. 4.17. Dependenţa grosimii cusăturii de lungimea arcului la TIG şi plasmă
Se sudează cu plasmă continuu sau în puncte, cu una sau mai multe
treceri: oţeluri slab aliate şi inoxidabile, titan, inconel, zirconiu, tantal, cupru,
nichel, cobalt, aur, argint. [w 14, w 15]
Din punct de vedere al curentului arcului de plasmă sudura este:
- cu microplasmă, când intensitatea curentului este cuprinsă în domeniul
0,1...15A. Arcul de plasmă este stabil chiar dacă lungimea lui variază până
la 20 mm şi este folosit la sudura unor materiale cu secţiuni foarte mici
(până la 0,1 mm), a firelor, a unor ace şi filamente şi a altor componente
miniatură.

PROCESAREA CU PLASMA 67
- cu plasmă generată cu o intensitate medie a curentului, de 15...100A,
având caracteristici apropiate de sudura convenţională în mediu inert TIG.
Datorită constrângerii arcului acesta are dimensiuni mai reduse şi
temperaturi mai mari, ceea ce duce la o adâncime superioară de penetrare
a materialelor şi o zonă influenţată termic mai mică.
- cu plasmă generată cu o intensitate ridicată a curentului, cu valori peste
100A. Acest procedeu este posibil doar prin creşterea debitului de gaz,
ceea ce conduce la obţinerea unor puteri specifice apropiate de cele ale
prelucrării cu fascicule dirijate.
Fig. 4.18. Forma cusăturii şi pătrunderea sudurii la plasmă şi TIG
Din punct de vedere al tehnicii de lucru se deosebeşte sudura cu plasmă
fără metal de adaos (SP) şi sudura cu plasmă cu material de adaos (SPM).
Pentru sudura fără metal de adaos a tablelor, acestea sunt aşezate cap la
cap, lăsând între ele o distanţă b, care depinde de grosimea tablelor. Apoi, se
trece peste piese generatorul de plasmă. Cusătura se formează numai din metalul
topit din capetele pieselor şi prin deplasarea generatorului de plasmă are loc
înaintarea topiturii. Metalul topit umple rostul şi se solidifică repede. La sfârşitul
cusăturii rămâne un gol completat cu plăcuţe de început şi sfârşit de cusătură.
Sudura cu plasmă fără material de adaos se face pentru grosimi până la 5-6 mm.
În cazul sudurii unor materiale cu grosimi mai mari se practică sudura cu
adaos de material metalic din aceeaşi compoziţie ca şi materialul ce va fi sudat.
[w 29, Săl, Cio]
Fig. 4.19. Principiul sudării cu material de adaos
68 ELECTROTEHNOLOGII
Sudura globală se face prin două treceri. Prima trecere se poate face fără
metal de adaos pentru cusătura rădăcinii. A doua trecere se face pentru a umple
rostul cu un unghi de 60...90º şi pentru formarea băii de sudură. Cusătura finală
se obţine prin avansul progresiv al băii de metal topit prin grosimea pieselor.
Jetul de plasmă trebuie să fie suficient de puternic pentru a pătrunde complet în
grosimea pieselor, dar nu într-atât încât să expulzeze metalul topit din baia
formată.
Pentru îmbinări de calitate este necesară menţinerea şi protejarea băii de
material topit prin: utilizarea unor perne de flux ceramic, panglici speciale
adezive din fibră de sticlă sau insuflarea unui gaz protector inert la rădăcină (cu
debit de 10 ori mai mare decât debitul gazului plasmagen).