processes contd filament winding processes contd dry lay-up bafore infusion
TRANSCRIPT
風力發電葉片材料及製程
清華大學化工系教授馬振基博士
Processes ─ cont’d
Filament Winding
Processes ─ cont’d
Dry Lay-up bafore infusion
Processes ─ cont’d
Infusion (in process)
To reinforce our commitment and dedication to the wind turbine industry, the composites adhesives and resins systems have been consolidated into the Structural Composites business unit to provide a total technical solution.
We are now offering the added value of combined application expertise, understanding of the whole manufacturing process and development services, to meet the most demanding requirements of our customers.
Structural composites : A solution provider In the fastest growing energy supply
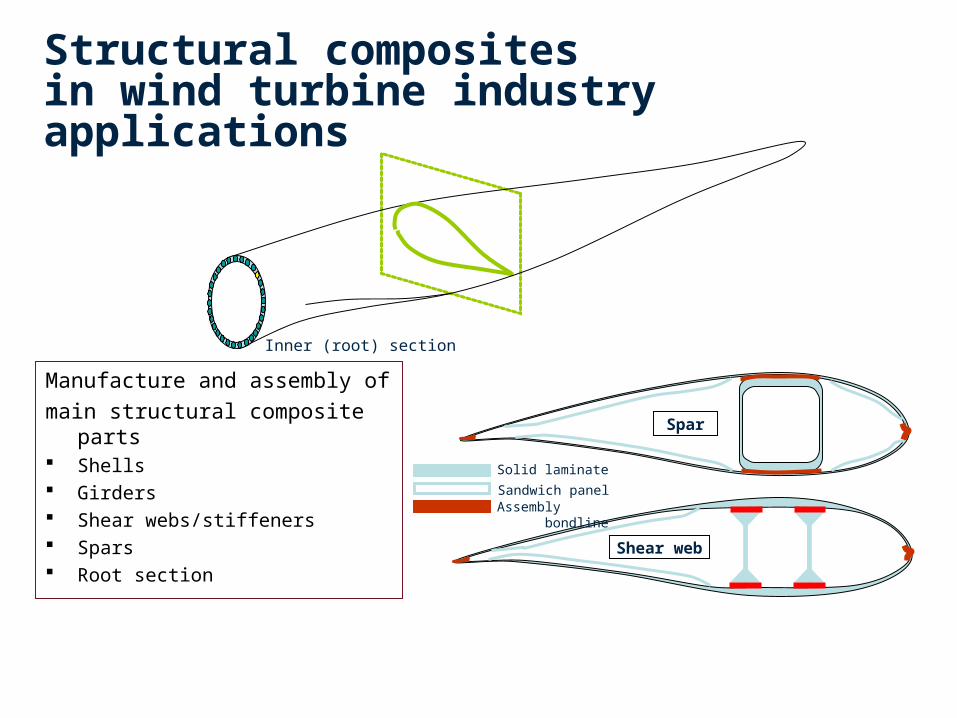
Inner (root) section
Structural composites in wind turbine industry applications
Manufacture and assembly of
main structural composite parts Shells Girders Shear webs/stiffeners Spars Root section
Spar
Shear web
Solid laminate
Assembly bondlineSandwich panel
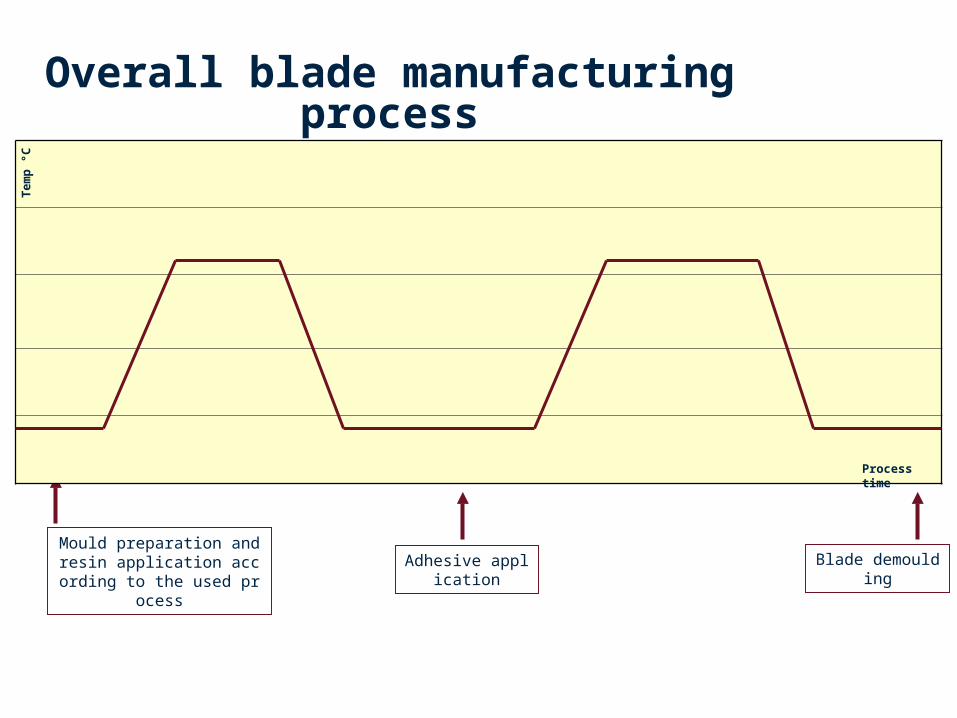
Mould preparation and resin application according to the
used processAdhesive applica
tionBlade demouldin
g
Overall blade manufacturing process
Process time
Te
mp
°C
RESINS:1. PROCESSES Processes comparison
2. WET LAY UP PROCESS Process Systems and advantages New development
3. RESIN INFUSION Process Systems and advantages New development
4. PREPREG Process Systems and advantages New development
5. RESIN SELECTION GUIDE
ADHESIVES:6. BONDING Process Quality of bonded joint Adhesive selection Blade assembly adhesives
systems New development Bonding systems chemistry in
comparison
7. CONCLUSION
Structural composites Resins & adhesives
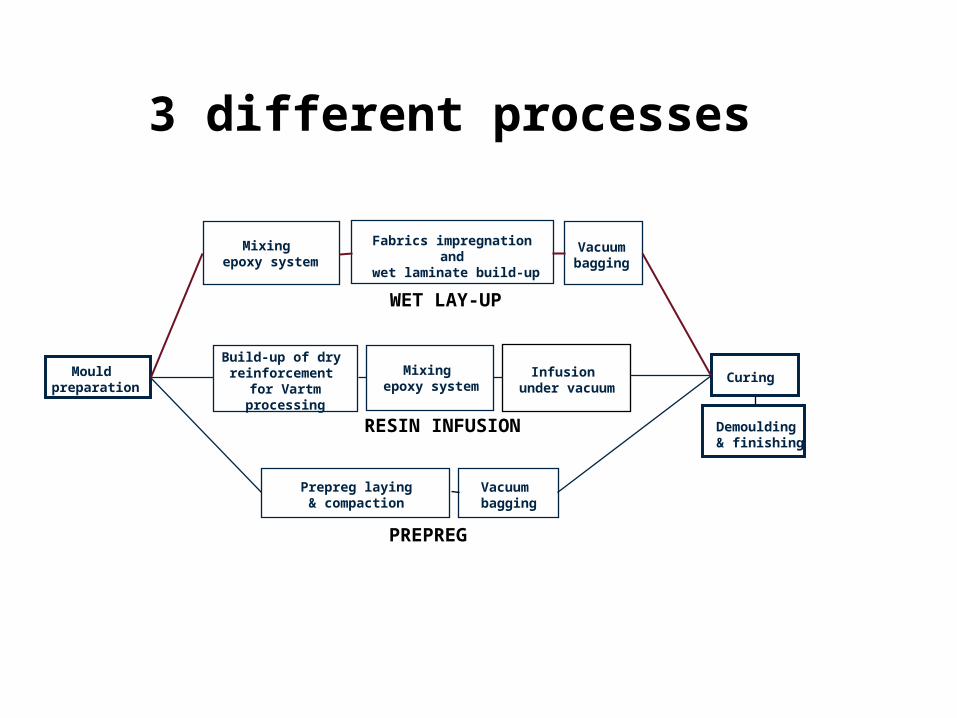
3 different processes
WET LAY-UP
Mould preparation
Mixing epoxy system
Fabrics impregnation and
wet laminate build-up
Curing
Demoulding & finishing
RESIN INFUSION
PREPREG
Build-up of dry reinforcement
for Vartm processing
Mixing epoxy system
Infusion under vacuum
Prepreg laying & compaction
Vacuum bagging
Vacuum bagging
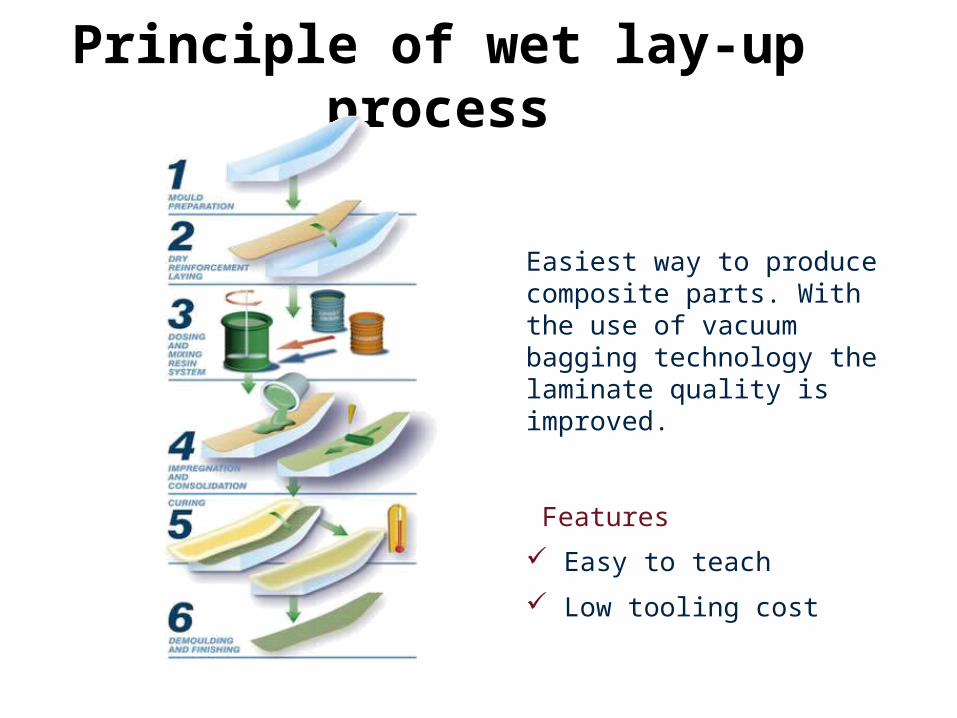
Principle of wet lay-up process
Easiest way to produce composite parts. With the use of vacuum bagging technology the laminate quality is improved.
Features
Easy to teach
Low tooling cost
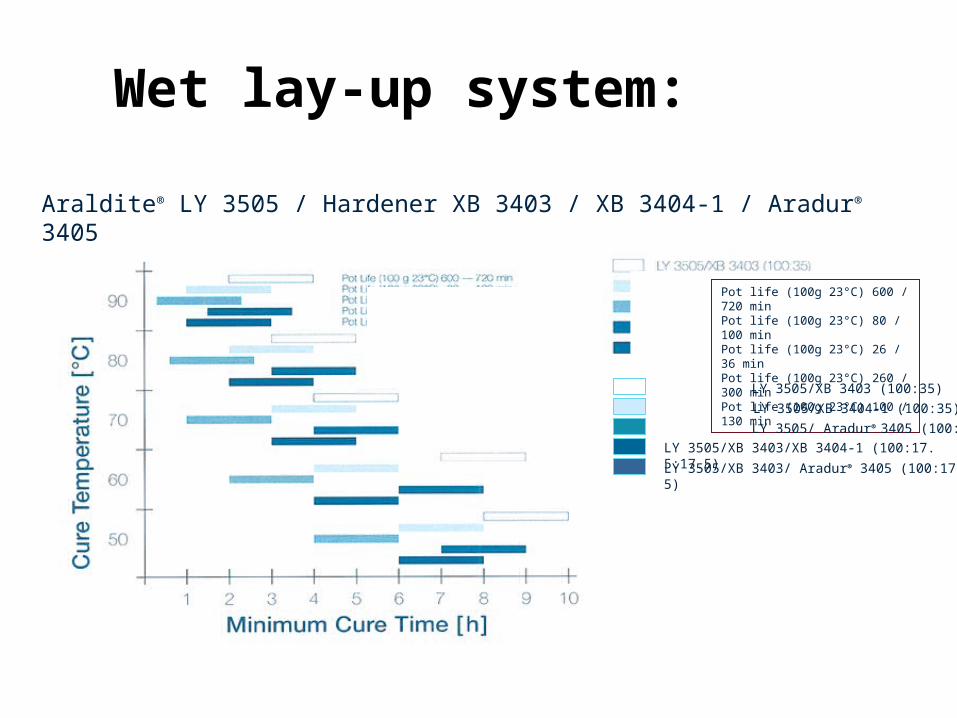
Wet lay-up system:
Araldite® LY 3505 / Hardener XB 3403 / XB 3404-1 / Aradur® 3405
80
Pot life (100g 23°C) 600 / 720 minPot life (100g 23°C) 80 / 100 minPot life (100g 23°C) 26 / 36 minPot life (100g 23°C) 260 / 300 minPot life (100g 23°C) 100 / 130 min
LY 3505/XB 3403 (100:35)
LY 3505/XB 3404-1 (100:35)
LY 3505/XB 3403/ Aradur® 3405 (100:17.5:17.5)
LY 3505/ Aradur® 3405 (100:35)
LY 3505/XB 3403/XB 3404-1 (100:17.5:17.5)
Wet lay-up: New systems in development
Low viscosity and non aggressive system with:
• Long pot life hardener
• Fast hardener
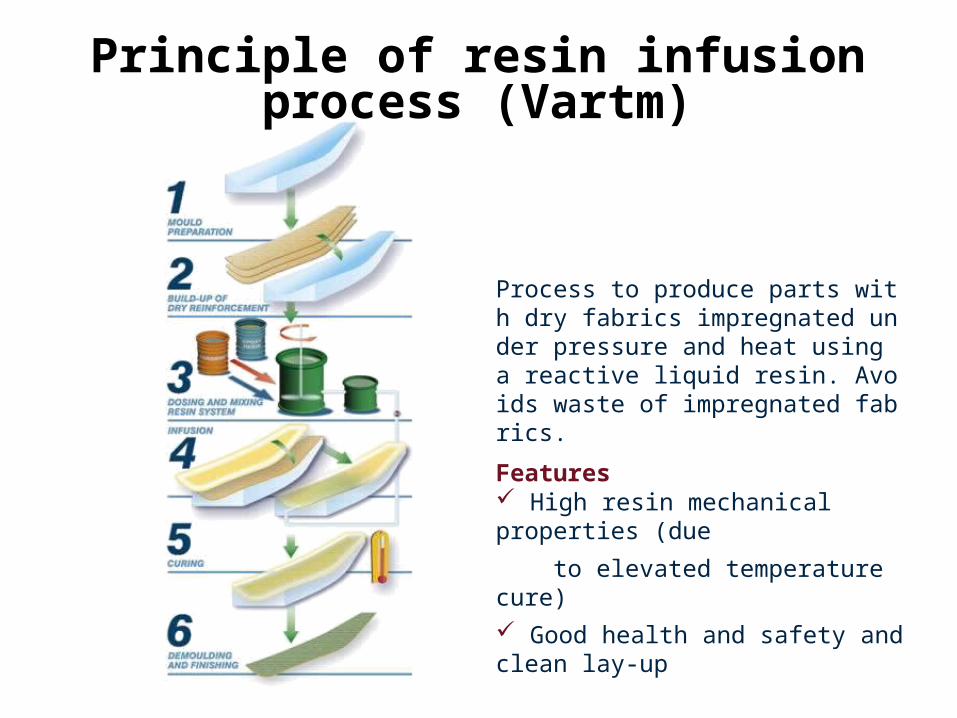
Principle of resin infusion process (Vartm)
Process to produce parts with dry fabrics impregnated under pressure and heat using a reactive liquid resin. Avoids waste of impregnated fabrics.
Features High resin mechanical properties (due
to elevated temperature cure)
Good health and safety and clean lay-up
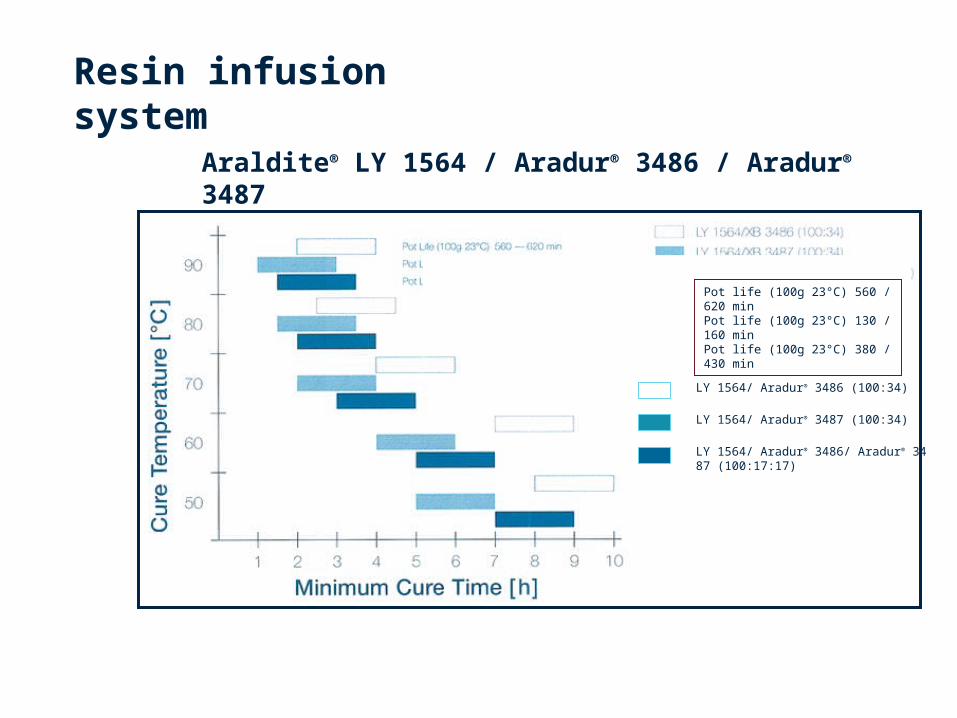
Araldite® LY 1564 / Aradur® 3486 / Aradur® 3487
Resin infusion system
Pot life (100g 23°C) 560 / 620 minPot life (100g 23°C) 130 / 160 minPot life (100g 23°C) 380 / 430 min
LY 1564/ Aradur® 3486 (100:34)
LY 1564/ Aradur® 3486/ Aradur® 3487 (100:17:17)
LY 1564/ Aradur® 3487 (100:34)
Resin infusion: New systems in development
System with :
• Long pot life
• Fast cure
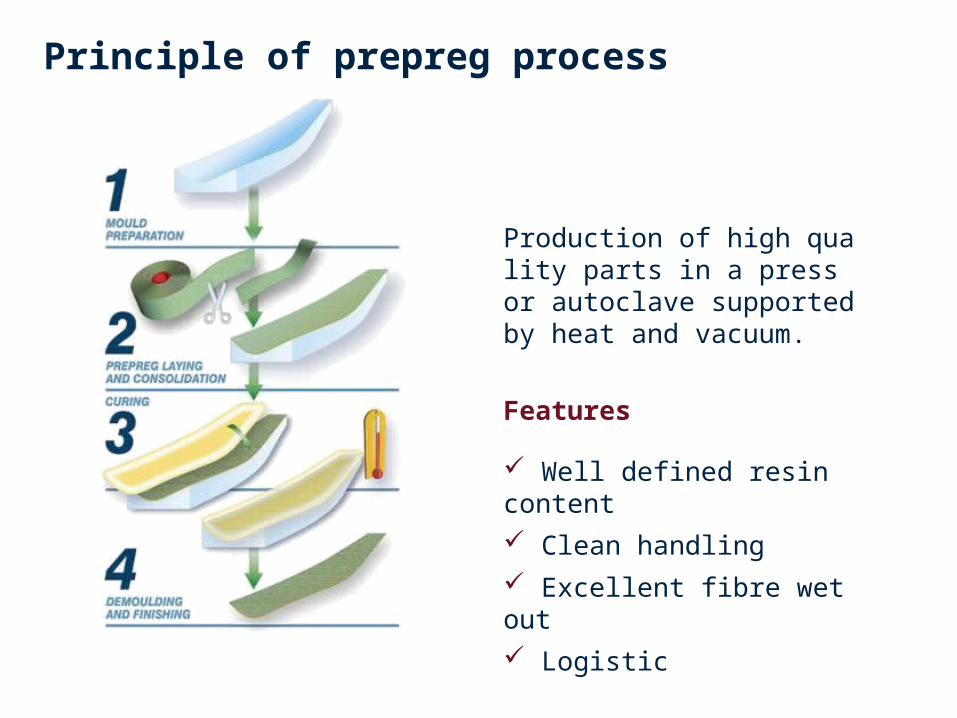
Principle of prepreg process
Production of high quality parts in a press or autoclave supported by heat and vacuum.
Features
Well defined resin content
Clean handling
Excellent fibre wet out
Logistic
Prepreg: New systems in development
Hot melt system with long shelf life and low exotherm
• Cure at 85°C 4 - 6 h
• Fast cure up to 120°C 1 - 2 h
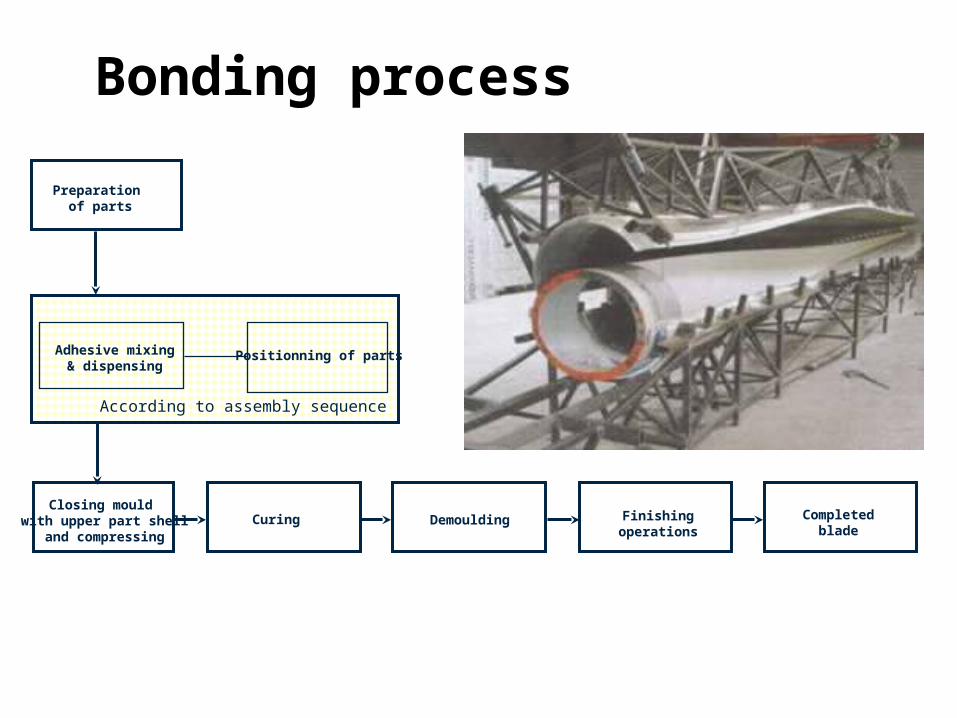
Preparation of parts
DemouldingCuring
Adhesive mixing & dispensing
Bonding process
Positionning of parts
According to assembly sequence
Finishingoperations
Completedblade
Closing mould with upper part shell
and compressing
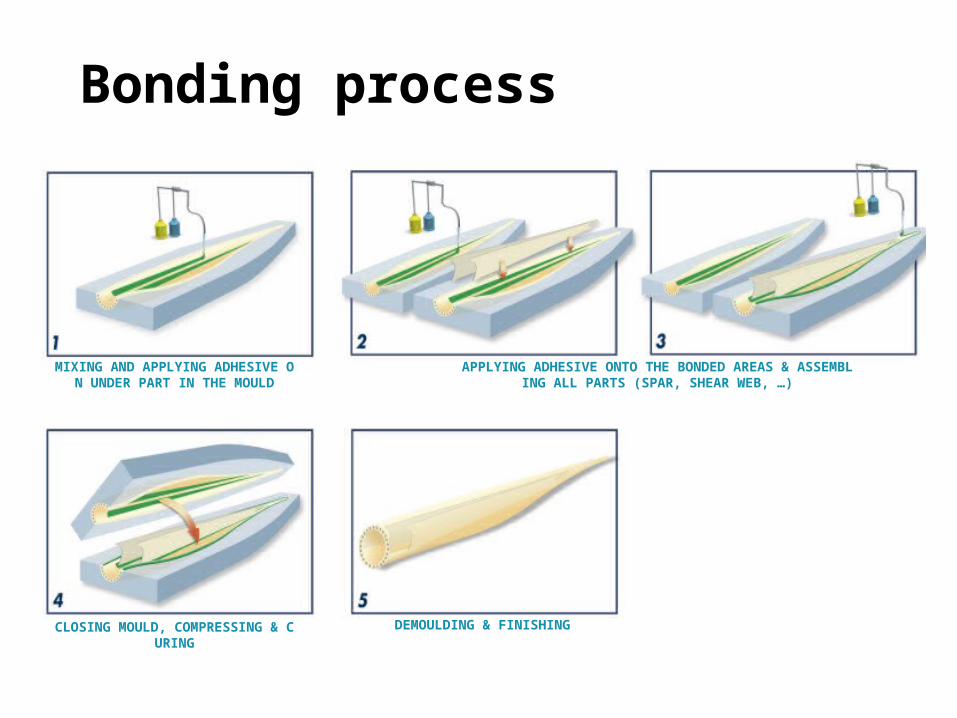
Bonding process
MIXING AND APPLYING ADHESIVE ON UNDER PART IN THE MOULD
APPLYING ADHESIVE ONTO THE BONDED AREAS & ASSEMBLING ALL PARTS (SPAR, SHEAR WEB, …)
CLOSING MOULD, COMPRESSING & CURING
DEMOULDING & FINISHING
Blade assemblyNew adhesives in development
New adhesives generation
Toughened system
65-70°C post cured
20
General committment
• Technical support– Selection of matrix – Selection of adhesive– Testing and verification– Process trials and application
support– General problem solving
• Training/seminars– Composites, matrix and
processes– Structural bonding
• Chemistry, formulations, materials and composite knowhow
21