processing the grapes “ red winemaking · based on fermentation rate ... fermenting juice from...
TRANSCRIPT
PROCESSING THE GRAPES
“ RED WINEMAKING “
Milena Lambri [email protected] Enology Area - DiSTAS Department for Sustainable Food Process Università Cattolica del Sacro Cuore - Piacenza
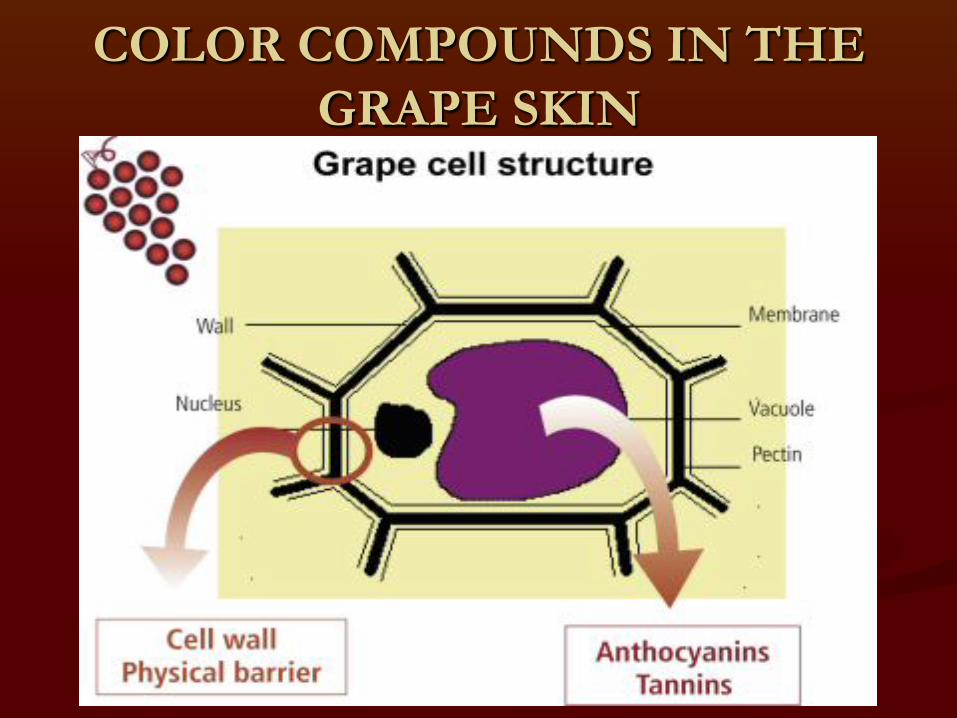
COLOR COMPOUNDS IN THE GRAPE SKIN
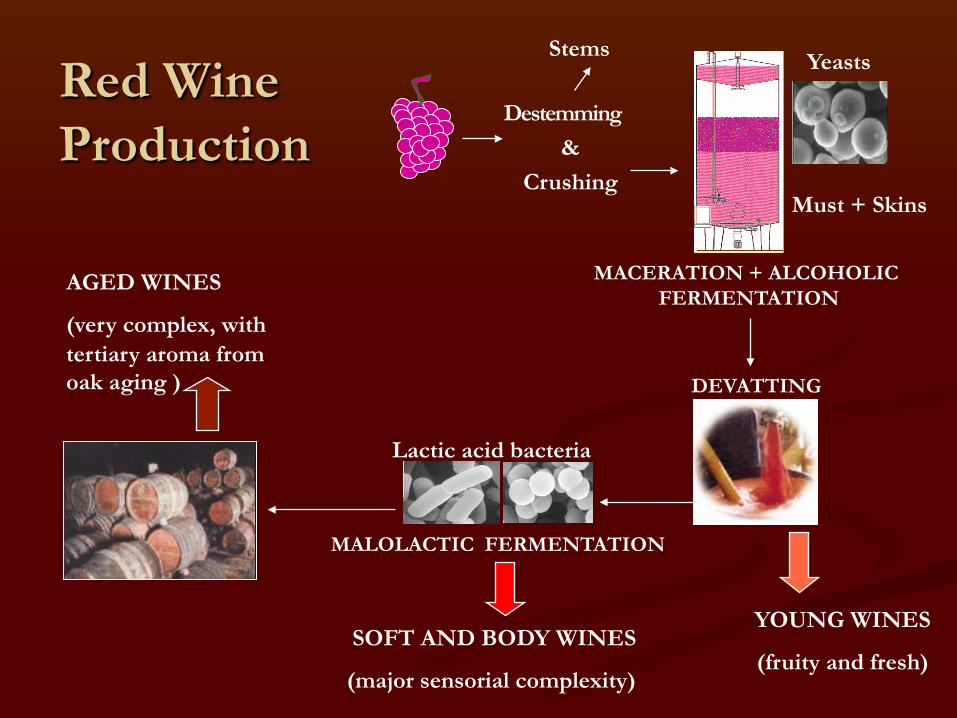
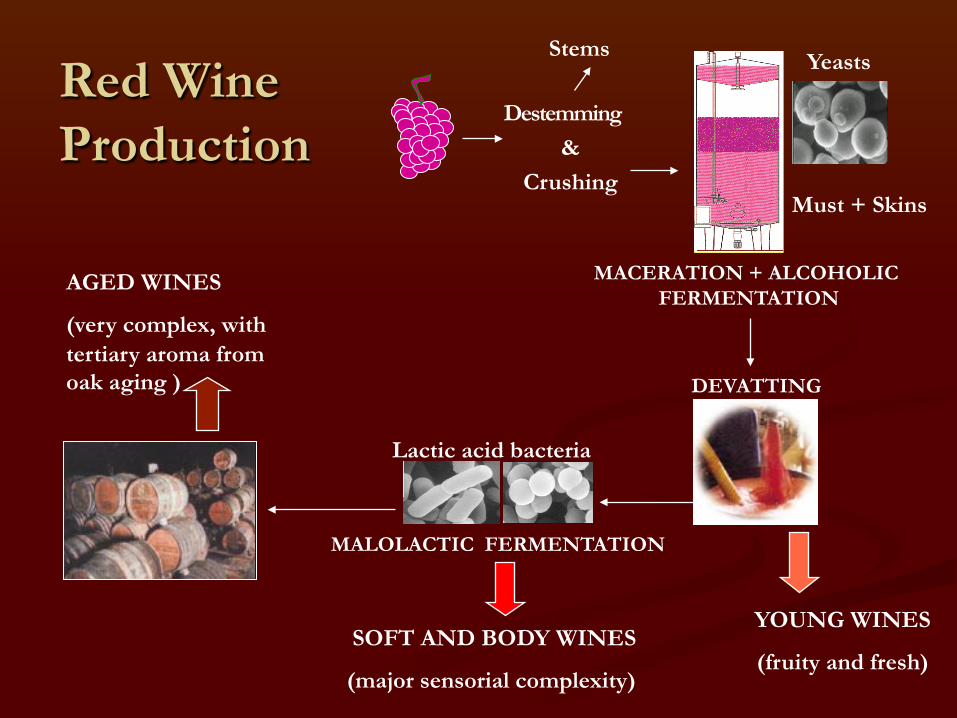
Red Wine Production
Destemming &
Crushing
Stems
Must + Skins
MACERATION + ALCOHOLIC FERMENTATION
DEVATTING
YOUNG WINES
(fruity and fresh)
MALOLACTIC FERMENTATION
SOFT AND BODY WINES
(major sensorial complexity)
AGED WINES
(very complex, with tertiary aroma from oak aging )
Yeasts
Lactic acid bacteria

The Basic Steps of Red Wine Production
1. Destemming - Crushing
2. Maceration and Alcoholic Fermentation
3. Devatting: pressing and draining
4. Finish of Fermentation
5. Storing and Aging
Fermentation on the Skins Maceration
n To extract pigments and other phenolic compounds from grape skin cells
n Use of cap management strategies to manage extraction
n Various maceration techniques to modify color extraction and the structure of the final red wine
Maceration techniques
n Maceration can be subdivided in 3 phases
n To obtain different red wines is necessary to manage these 3 parts
n The different wines are just different at devatting. Then, they maintain the characters (aroma and color) acquired during maceration.
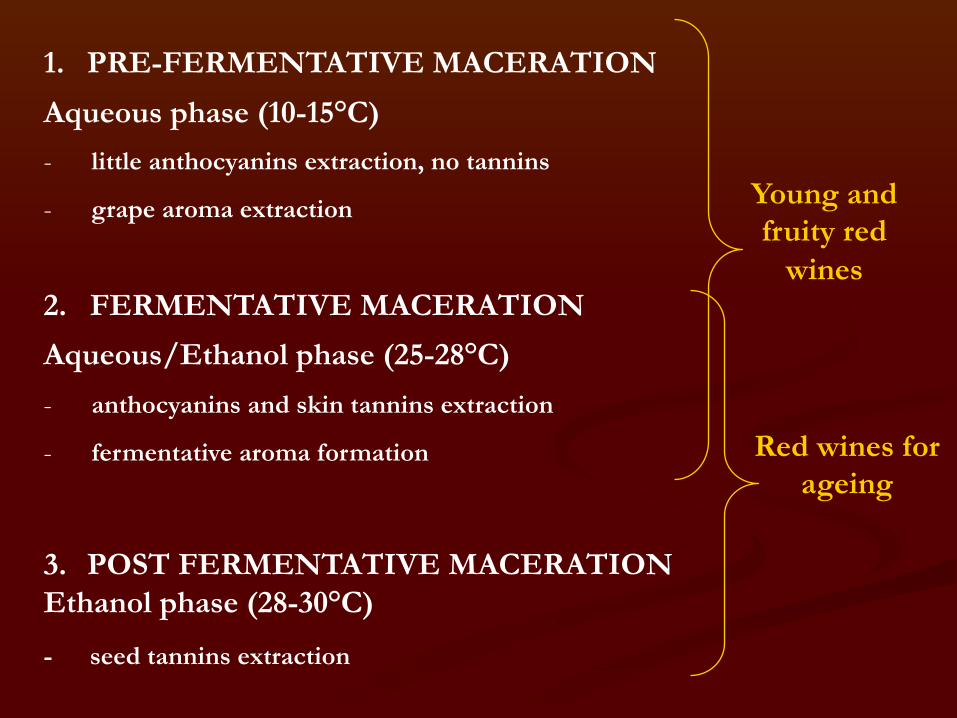
1. PRE-FERMENTATIVE MACERATION
Aqueous phase (10-15°C)
- little anthocyanins extraction, no tannins
- grape aroma extraction
2. FERMENTATIVE MACERATION
Aqueous/Ethanol phase (25-28°C)
- anthocyanins and skin tannins extraction
- fermentative aroma formation
3. POST FERMENTATIVE MACERATION Ethanol phase (28-30°C)
- seed tannins extraction
Young and fruity red
wines
Red wines for ageing
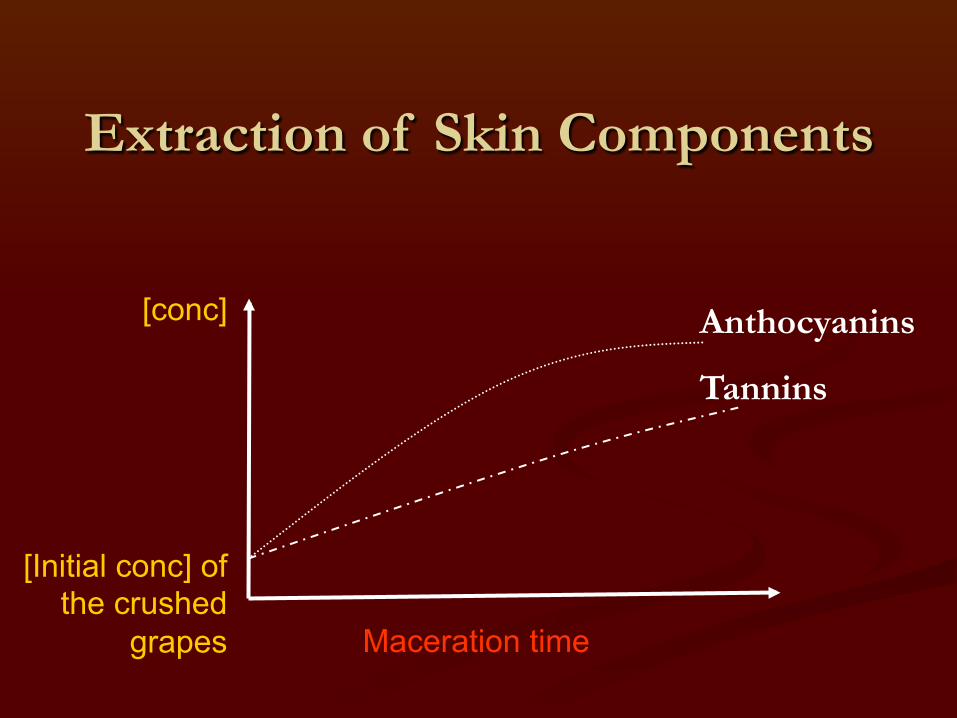
Extraction of Skin Components
Maceration time
[conc] Anthocyanins
Tannins
[Initial conc] of the crushed
grapes
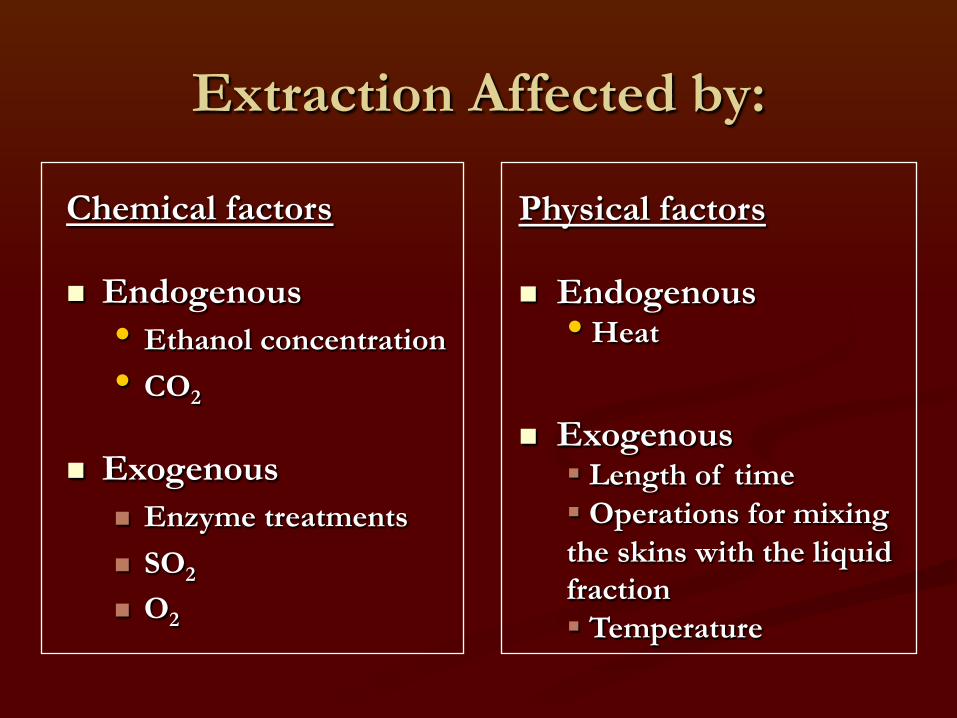
Extraction Affected by:
Chemical factors
n Endogenous • Ethanol concentration
• CO2
n Exogenous n Enzyme treatments
n SO2
n O2
Physical factors
n Endogenous • Heat
n Exogenous § Length of time § Operations for mixing the skins with the liquid fraction § Temperature
Each maceration phase is also characterized by:
n Length
n Temperature
n Volume of must re-circulating with or over the cap/day
n Type of cap management technology
Maceration techniques
Methods and Technologies for Cap Management
n Punch down
n Pump over
n Dèlestage
n Rotary tank • Volume of must mixed/day based on fermentation rate
• Cell yeasts and temperature homogenization (large tanks)
• Dynamic extraction, mixing and distribution of liquid fraction to favor diffusion from grape skins

Punch down Cap is alternatively punched and skins are submersed into the must
A variation of the punch down technique is the total submersion of the cap.
Submersion
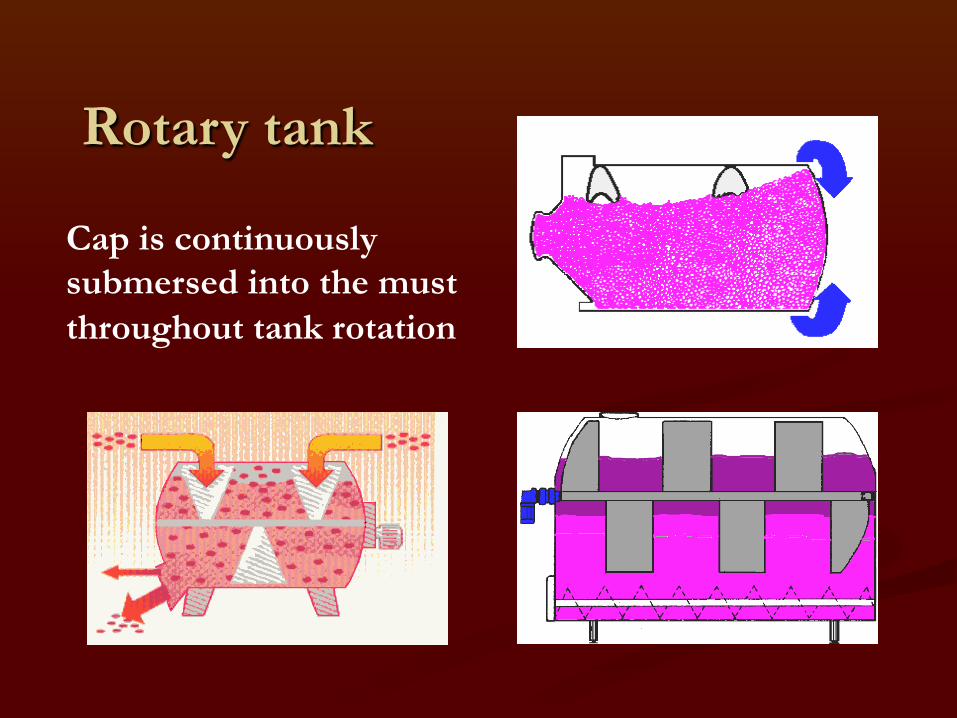
Rotary tank
Cap is continuously submersed into the must throughout tank rotation
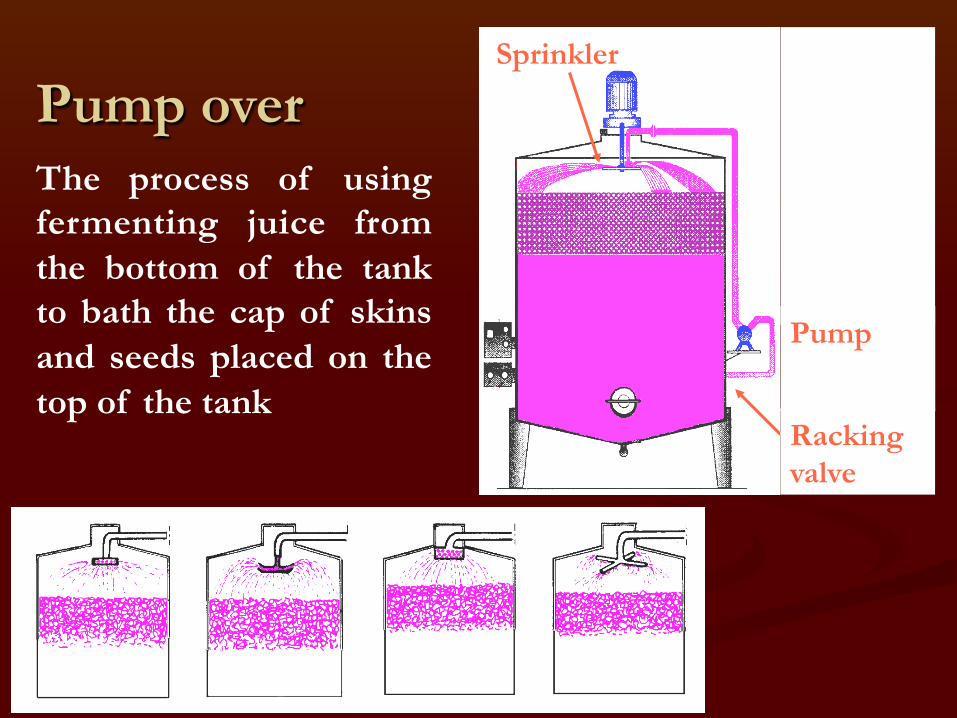
The process of using fermenting juice from the bottom of the tank to bath the cap of skins and seeds placed on the top of the tank
Pump over Sprinkler
Racking valve
Pump
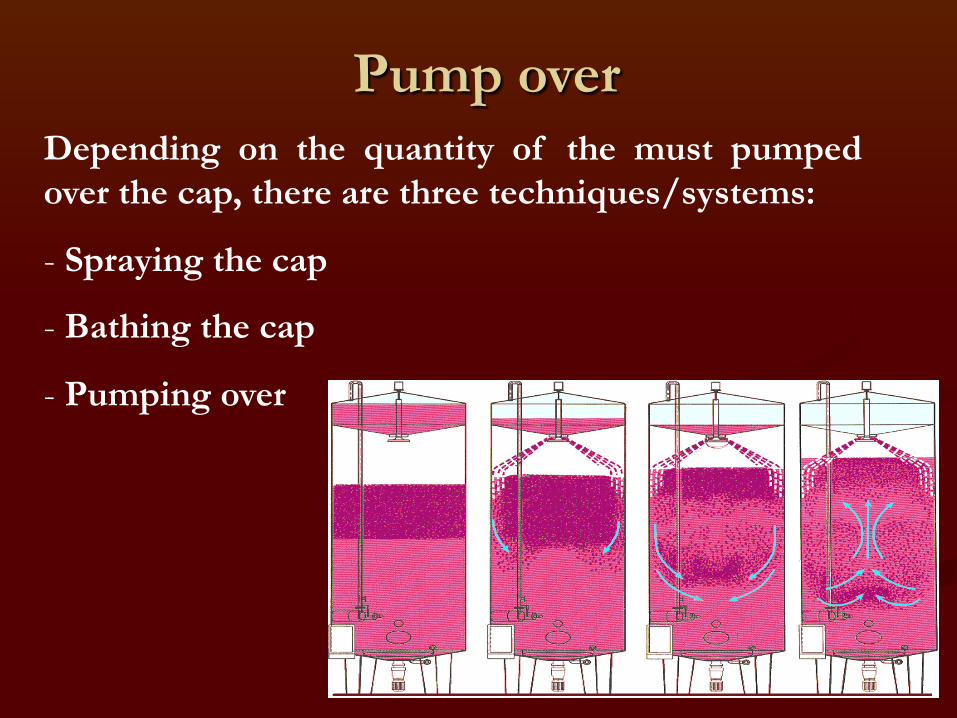
Depending on the quantity of the must pumped over the cap, there are three techniques/systems:
- Spraying the cap
- Bathing the cap
- Pumping over
Pump over
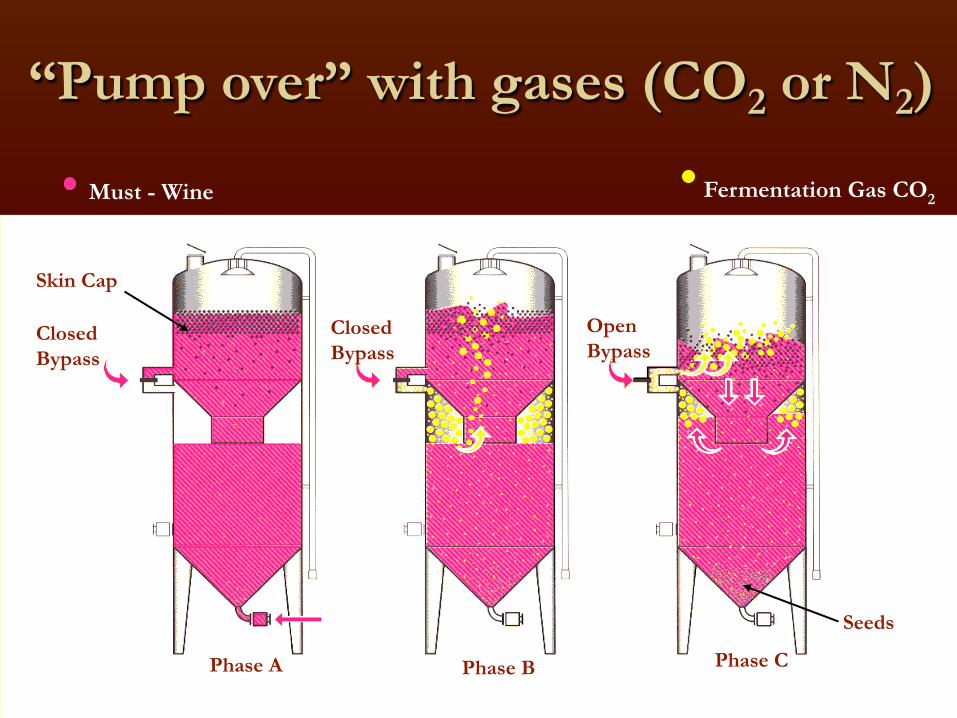
“Pump over” with gases (CO2 or N2)
Closed Bypass
Phase B
Phase C
Skin Cap
Seeds
Fermentation Gas CO2 Must - Wine
Phase A
Closed Bypass
Open Bypass
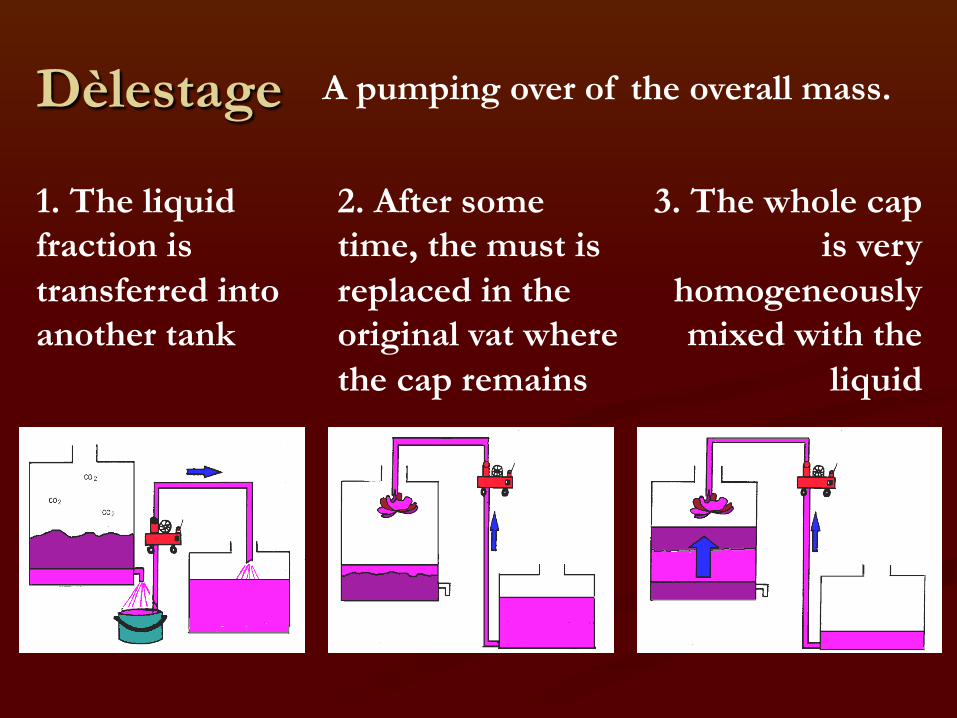
Dèlestage A pumping over of the overall mass.
1. The liquid fraction is transferred into another tank
2. After some time, the must is replaced in the original vat where the cap remains
3. The whole cap is very
homogeneously mixed with the
liquid
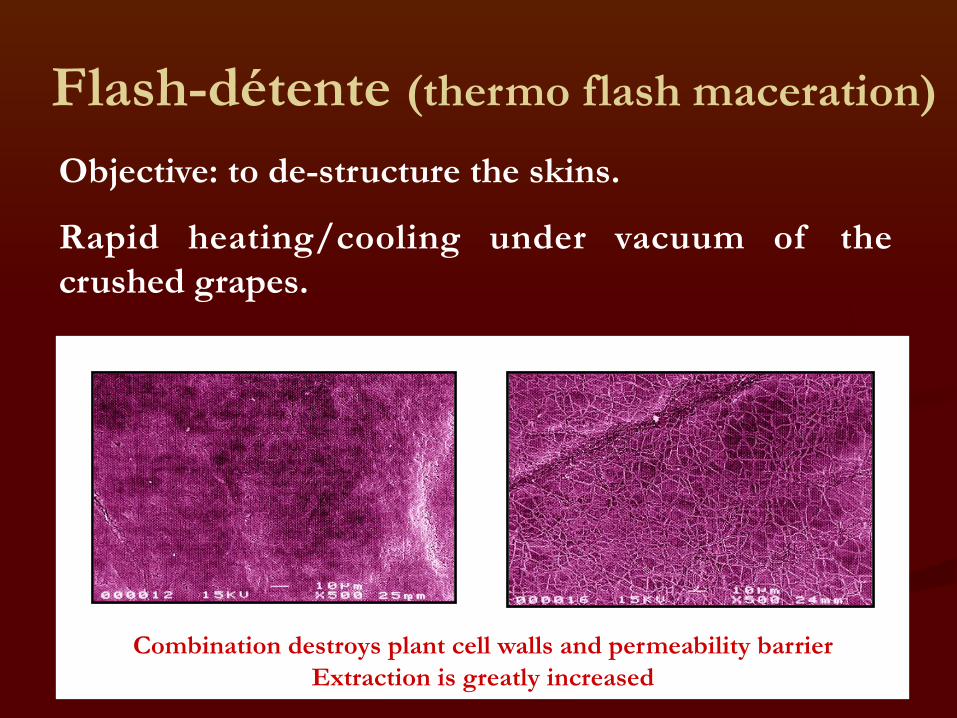
Flash-détente (thermo flash maceration)
Objective: to de-structure the skins.
Rapid heating/cooling under vacuum of the crushed grapes.
Combination destroys plant cell walls and permeability barrier Extraction is greatly increased
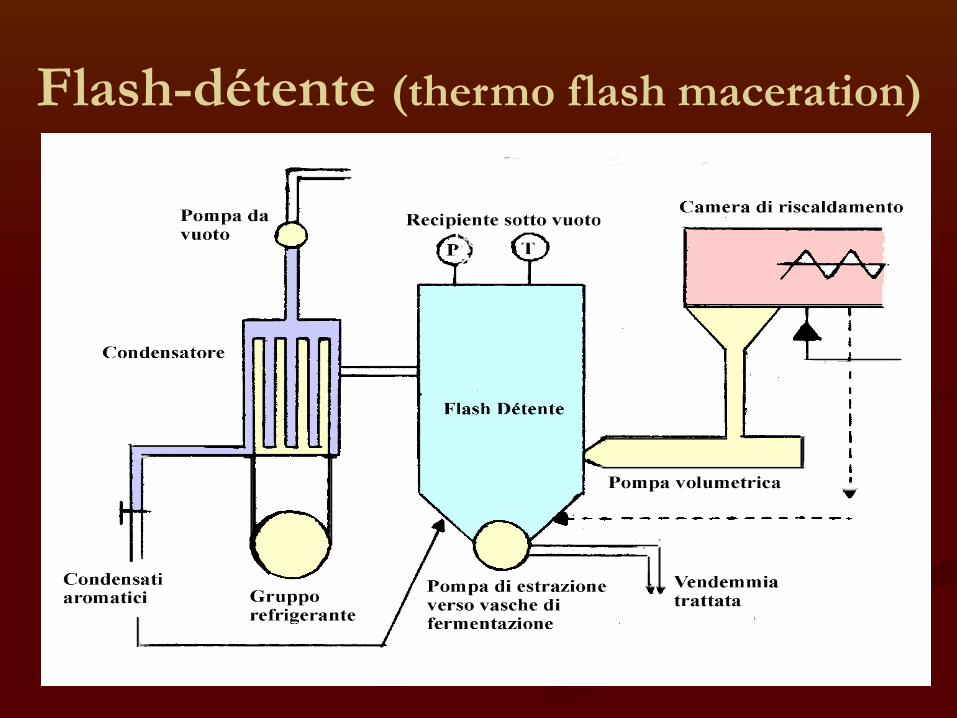
Flash-détente (thermo flash maceration)
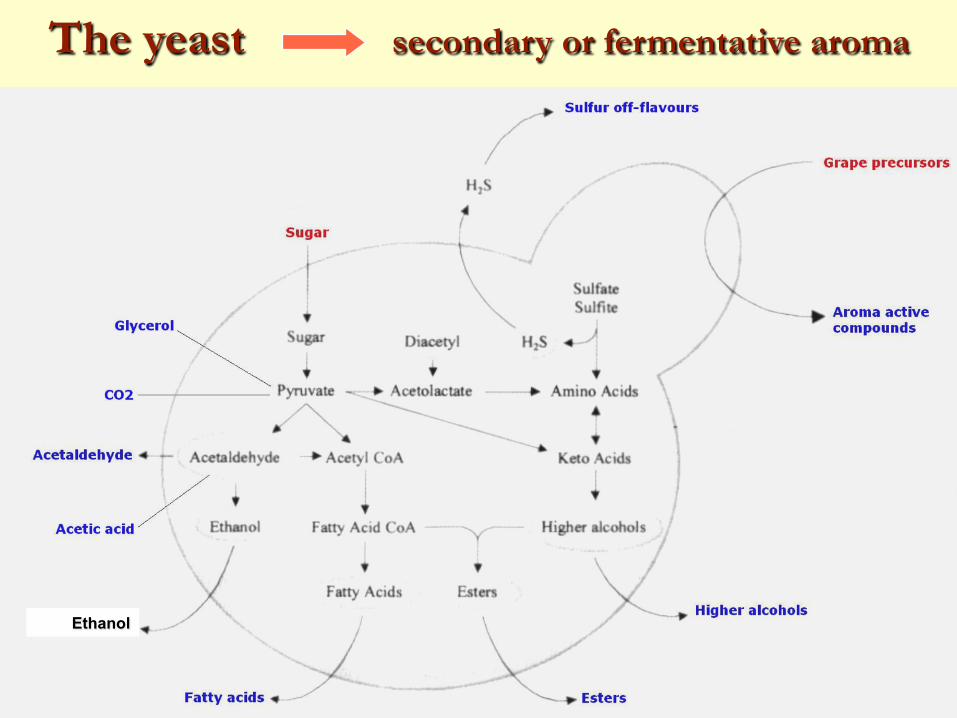
The yeast secondary or fermentative aroma
Ethanol
Alcoholic Fermentation: the microbiological critical point.
§ Grape interior - generally sterile.
§ Predominant yeasts sp. on grape surface generally do not grow rapidly and are not ethanol tolerant. Their activities are soon suppressed by the faster growing, ethanol tolerant yeasts, which are present on the surface of the grape, but typically in much smaller numbers.
§ Assuming an inoculation is not use, a typical succession of yeasts during the fermentation would be: Kloeckera spp., Hansenula spp., Saccharomyces cerevisiae, then Saccharomyces cerevisiae, var. bayanus.
Natural or Indigenous Yeast Fermentation
§ Population density of native species ~100 CFU/ml to >100000 CFU/ml
§ Over 50% typically Hanseniaspora uvarum and Kloeckera apiculata, other frequently encountered sp. include Metschnikowia pulcherrima, Candida pulcherrima, (and somewhat less frequently) Picia membranefaciens, Hansenula anomala and Candida stellata.
§ Saccharomyces sp. are not frequently encountered.
§ Fermentation with “native” yeasts reduces the “predictability” of the fermentation and it may result substantial problems such as fermentation sludge or stuck.
§ Nowadays in enology inoculum of selected yeast is a very common practice.
§ Where the establishment of a persistent and desirable yeast micro flora is not so certain, winemakers should and do often use yeast starter cultures.
§ Active dry yeasts are commercial lyophilized yeast strains.
§ Inoculums range is from 10 to 30 g of dry yeasts /hl final grape juice. The yeasts are reidratated in water and then in must to reach an inoculum volume of 2 - 5 % as compared to the overall volume of the mass.
Active Dry Yeast used for inoculum

ALCOHOLIC FERMENTATION AND CHOICE OF THE YEAST STRAIN
§ Temperature should be maintained in an optimal range: - 24 to 27 °C for red wines during the active fermentation (3-5
days); - 10 to 20° C for white wines for the 7-14 days active fermentation.
§ Temperature too high inhibits the yeast and allows the growth of the lactobacilli, which will result in wine defects.
§ Temperature too low permits the growth of "wild" type yeasts, lactic acid bacteria, as well as other spoilage organisms.
§ Heat is liberated during fermentation, so if the room or ambient temperature is not sufficiently low, artificial cooling may be required.
Managing the tanks during alcoholic fermentation

Managing the tanks during alcoholic fermentation
Fermentation tank contents - mixed twice/day § punching "cap" of floating skins
§ pumping juice over the skins
§ mixing in some other way
Functions:
§ to aerate and hence to encourage growth of the yeast § to homogenate the temperature and the yeast cells
§ to promote cell viability from the middle of fermentation up to the end when ethanol becomes an inhibitor for the yeasts
§ to aid the extraction of the pigments from the grape skins (for red wine)

DEVATTING
Fermented skins imbibed with wine
“Blush” Wine or Fermented juice
After the maceration has proceeded sufficiently, the fermented juice is removed from the macerated grape material and placed in a storage tank under a light pressure of carbon dioxide for completing alcoholic fermentation at about 20 to 29 °C.
During this fermentation (7-15 days) the remaining sugar is consumed.
Completing the alcoholic fermentation
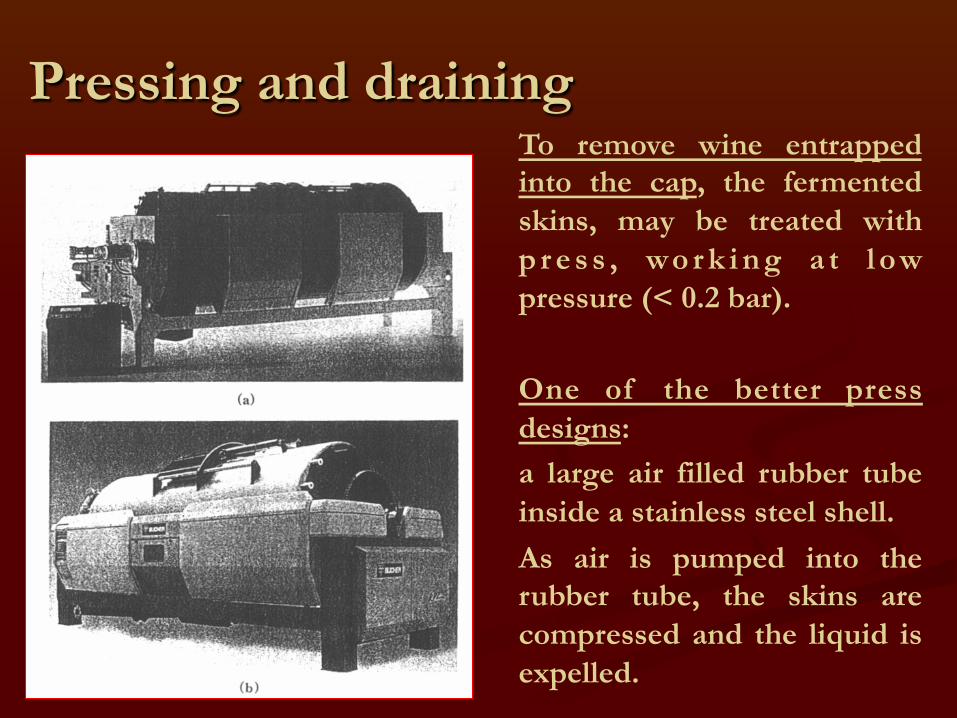
Pressing and draining To remove wine entrapped into the cap, the fermented skins, may be treated with p r e s s , wo r k i n g a t l ow pressure (< 0.2 bar). One of the better press designs: a large air filled rubber tube inside a stainless steel shell. As air is pumped into the rubber tube, the skins are compressed and the liquid is expelled.
Red Wine Production
Destemming &
Crushing
Stems
Must + Skins
MACERATION + ALCOHOLIC FERMENTATION
DEVATTING
YOUNG WINES
(fruity and fresh)
MALOLACTIC FERMENTATION
SOFT AND BODY WINES
(major sensorial complexity)
AGED WINES
(very complex, with tertiary aroma from oak aging )
Yeasts
Lactic acid bacteria
Storing and Aging of red wines
§ Blush wine and “press” wine may be blended or can remain separated.
In both the cases, wines are stored in tanks completely filled and sealed to keep out oxygen.
§ During storage wines are periodically racked, to separate the liquid from the bottom sediment.
After 2-3 racking wines can be transferred in wood tanks, oak barrel or barriques, for the phase properly called “aging”.
The Malo-Lactic Fermentation § After alcoholic fermentation, the enzymatic conversion of malic to lactic acid and CO2 in the wine by lactic acid bacteria can occur. (In steel or in wood tanks)
§ Initially, malic acid is decarboxylated, via malate dehydrogenase, to pyruvic acid. Immediately after decarboxylation, pyruvic acid is rapidly converted to lactic acid by lactate dehydrogenase.
§ Since malic acid has 2 carboxyl groups and lactic acid has a single carboxyl group, conversion of malic to lactic acid reduces the titratable acidity and increases the pH.

MALOLACTIC
FERMENTATION
COOH COOH
Malolactic Enzyme (NAD+ Mn2+)
HO C H HO C H + CO2 CH2 NADH + H+ CH3 COOH
L (-) malic acid L (+) lactic acid
LACTIC ACID BACTERIA (Lactobacillus spp., Oenococcus oeni)
INDIGENOUS OR SELECTED STRAINS
The Malo-Lactic Fermentation Some wine masters add selected cultures of lactic acid
bacteria.
§ The most common strains cultured for the malo-lactic fermentation are from the heterofermentative cocci Oenococcus oeni.
§ Whether natural or inoculated, the malo-lactic
fermentation is NOT easily predicted/controlled. It can commence immediately OR it can lag for months.
§ Optimum growth conditions include low levels of SO2,
pH >3.3, a temperature range of 16-18°C and relatively lower concentrations of alcohol.
§ Aging for months or years in wood induces desirable changes in the body and flavor of the wines, giving them the characteristic tertiary aroma. § Oxygen permeation throughout wood favors some phenomena:
ü color stabilization ü astringency reduction
§ Tertiary aroma and color evolution are affected from: ü type of wood ü seasoning procedure of wood ü toasting level of barriques or tonneaux
Aging of red wines
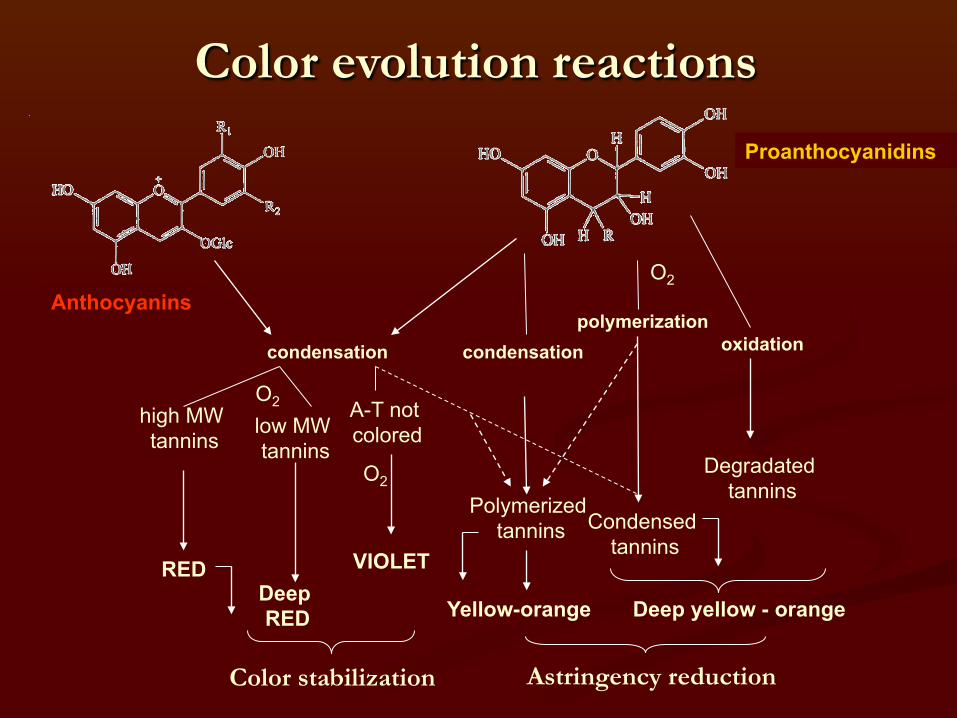
Astringency reduction
condensation
Yellow-orange Deep yellow - orange
O2
Degradated tannins
Condensed tannins
Polymerized tannins
high MW tannins
low MW tannins
A-T not colored
O2
RED Deep RED
VIOLET
Color stabilization
O2
condensation polymerization
oxidation
Anthocyanins
Proanthocyanidins
Color evolution reactions