product evolution: a reverse engineering and redesign
TRANSCRIPT

Product Evolution: A Reverse Engineering and Redesign Methodology
Kevin N. Otto1 and Kristin L. Wood2
1Engineering Design Research Laboratory, Massachusetts Institute of Technology, Cambridge, MA;2Department of MechanicalEngineering, The University of Texas, Austin, TX, USA
Abstract. New products drive business. To remain compe-titive, industry is continually searching for new methods toevolve their products. To address this need, we introduce anew reverse engineering and redesign methodology. We startby formulating the customer needs, followed by reverseengineering, creating a functional model through teardowns.The functional model leads to specifications that match thecustomer needs. Depending upon required redesign scope, newfeatures are possibly conceived, or not. Next, models of thespecifications are developed and optimized. The new productform is then built and further optimized using designedexperiments. An electric wok redesign provides an illustration.The methodology has had a positive impact on results by usinga systematic approach, both within design education andindustrial applications.
Keywords: Redesign; Design methods; Reverseengineering
1. Introduction: Background, Motivationand Related Work
In the literature, a number of descriptive andprescriptive design methodologies have been devel-oped for general engineering design problems andengineering modeling (Pahl and Beitz, 1984; Pugh,1991; Ullman, 1992; Ulrich and Eppinger, 1994;Asimow, 1962; Altschuller, 1984; Dixon and Finger,1989; Clausing, 1994; Phadke, 1989). However, veryfew methodologies exist that focus on the class ofproblems known as redesign (adaptive, variant, etc.)(Sferro et al., 1993). As with original design, redesignproblems include the process steps of ‘gatheringcustomer needs’, ‘specification planning and devel-opment’, ‘benchmarking’, ‘concept generation’, ‘pro-
duct embodiment’, ‘prototype construction andtesting’ and ‘design for manufacturing’, but theyalso focus on an additional step, referred to here as‘reverse engineering’ (Ingle, 1994). Reverse engineer-ing initiates the redesign process, wherein a product ispredicted, observed, disassembled, analyzed, tested,‘experienced’, and documented in terms of itsfunctionality, form, physical principles, manufactur-ability and assemblability. The intent of this processstep is to fully understand and represent the currentinstantiation of a product. Based on the resultingrepresentation and understanding, a product may beevolved, either at the subsystem, configuration,component or parametric level.
In this paper, a new reverse engineering andredesign methodology is presented. This methodologyfocuses on the process steps needed to understand andrepresent a current product. Extensions of contem-porary techniques in engineering design are utilized ata number of stages in the redesign process to meet thisgoal. A number of new techniques are also developedto address the unique characteristics of productevolution. The specific use of the combinedtechniques provides a novel context for applicationin industry and engineering-design education. In thiscontext, the primary target application for themethodology is developing a new product to enteran existing market. However, audiences ranging fromacademic instructors to applied engineers can use thismaterial to question and consider alternative productdevelopment steps. By considering alternative stepsand associated techniques, products may be viewedfrom new perspectives, perhaps leading to innova-tions ‘outside the current box’.
The next two sections describe our specific reverse-engineering and redesign methodology, with applica-tion to an electric wok product. Emphasis is placed onthe salient and unique features of our methodology,with relevant literature providing supplemental de-tails.
Research in Engineering Design (1998)10:226–243ß 1998 Springer-Verlag London Limited
Research in
EngineeringDesign
Correspondenceand offprint requests to: Dr K. N. Otto,EngineeringDesignResearchLaboratory,MIT, 77 MassachusettsAvenue, Room 3-449, Cambridge, MA 02139, USA. Email:[email protected]
2. ReverseEngineering and Redesign
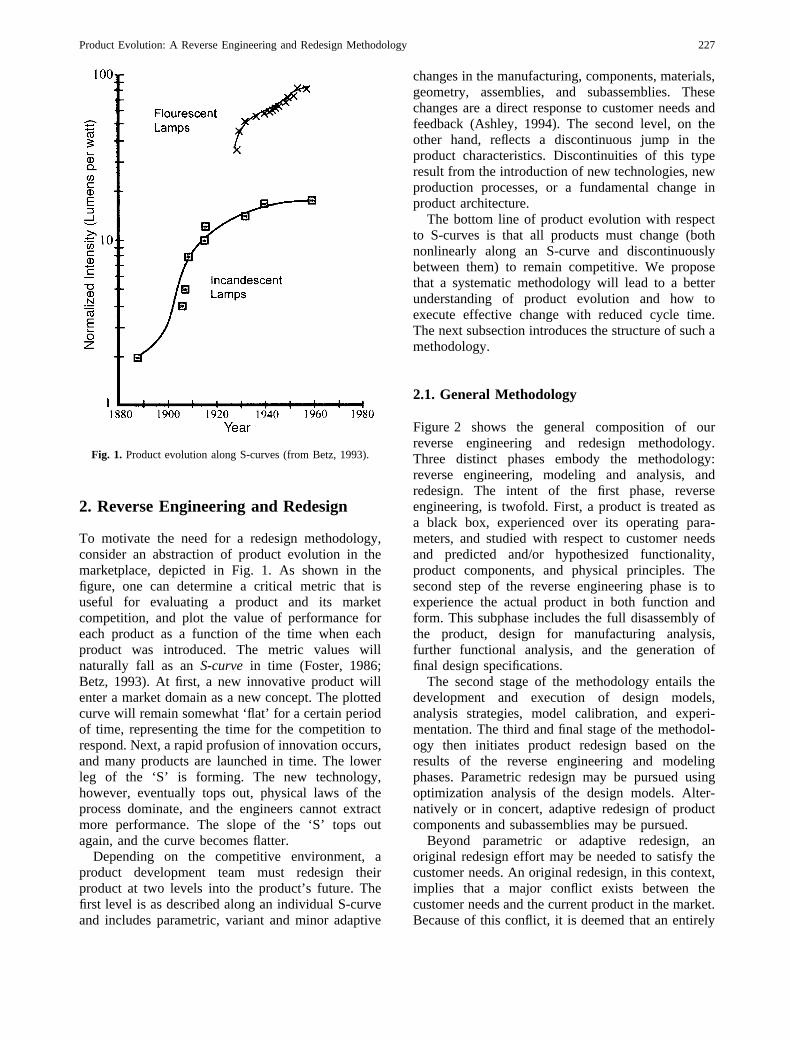
To motivate the need for a redesignmethodology,consideran abstractionof product evolution in themarketplace,depicted in Fig. 1. As shown in thefigure, one can determinea critical metric that isuseful for evaluating a product and its marketcompetition,and plot the value of performanceforeach product as a function of the time when eachproduct was introduced. The metric values willnaturally fall as an S-curve in time (Foster, 1986;Betz, 1993). At first, a new innovative productwillentera marketdomainasa newconcept.The plottedcurvewill remainsomewhat‘flat’ for a certainperiodof time, representingthe time for the competitiontorespond.Next,a rapidprofusionof innovationoccurs,and many productsare launchedin time. The lowerleg of the ‘S’ is forming. The new technology,however,eventually tops out, physical laws of theprocessdominate,and the engineerscannot extractmore performance.The slope of the ‘S’ tops outagain,andthe curvebecomesflatter.
Depending on the competitive environment, aproduct development team must redesign theirproductat two levels into the product’s future. Thefirst level is asdescribedalongan individual S-curveand includesparametric,variant and minor adaptive
changesin themanufacturing,components,materials,geometry, assemblies,and subassemblies.Thesechangesare a direct responseto customerneedsandfeedback(Ashley, 1994). The secondlevel, on theother hand, reflects a discontinuousjump in theproduct characteristics.Discontinuitiesof this typeresultfrom the introductionof newtechnologies,newproduction processes,or a fundamentalchange inproductarchitecture.
The bottom line of productevolution with respectto S-curvesis that all productsmust change(bothnonlinearly along an S-curve and discontinuouslybetweenthem) to remain competitive. We proposethat a systematicmethodologywill lead to a betterunderstandingof product evolution and how toexecuteeffective changewith reducedcycle time.Thenextsubsectionintroducesthestructureof suchamethodology.
2.1. General Methodology
Figure2 shows the general composition of ourreverse engineering and redesign methodology.Three distinct phases embody the methodology:reverse engineering, modeling and analysis, andredesign. The intent of the first phase, reverseengineering,is twofold. First, a productis treatedasa black box, experiencedover its operating para-meters,and studiedwith respectto customerneedsand predicted and/or hypothesized functionality,product components,and physical principles. Thesecondstep of the reverseengineeringphaseis toexperiencethe actual product in both function andform. This subphaseincludesthe full disassemblyofthe product, design for manufacturing analysis,further functional analysis, and the generationoffinal designspecifications.
The secondstageof the methodologyentails thedevelopment and execution of design models,analysis strategies,model calibration, and experi-mentation.The third andfinal stageof the methodol-ogy then initiates product redesign based on theresults of the reverse engineering and modelingphases.Parametricredesignmay be pursuedusingoptimization analysis of the design models. Alter-natively or in concert,adaptiveredesignof productcomponentsandsubassembliesmay be pursued.
Beyond parametric or adaptive redesign, anoriginal redesigneffort may be neededto satisfy thecustomerneeds.An original redesign,in this context,implies that a major conflict exists between thecustomerneedsandthecurrentproductin themarket.Becauseof this conflict, it is deemedthat an entirely
Fig. 1. ProductevolutionalongS-curves(from Betz, 1993).
ProductEvolution: A ReverseEngineeringandRedesignMethodology 227

new productconceptis needed.Functionalanalysesfrom the reverseengineeringphasewill direct theredesigneffort.
In sum, unbiased prediction, customer-drivendesign,analysisusingbasicprinciples,andhands-onexperimentationare the philosophicalunderpinningsof this redesign methodology. The intent of themethodology is to be dynamic, dependingon theneededevolution for a product.The dashedline in
Fig. 2 shows the global dynamic nature of themethodology.For someproductredesigns,it may beappropriateto perform adaptiveor original changesbefore creating and optimizing a design model;similarly, the model developmentof phasetwo maylead to a better understandingof the product, by-passingparametricredesignand leading directly toadaptive.Alternatively,anotherproductredesignmaycall for simple parametricmodificationsto produce
Fig. 2. Reverseengineeringandredesignmethodology.
228 K. N. Otto andK. L. Wood

dramatic S-curve response in quality and profitmargin.The proposedmethodologymay be usedforany of thesescenariosor others.
The next sectionbuilds upon the methodologyofFig. 2. Explanationsof the tools and techniquesforeachstepin the methodologyare provided.Withoutappropriatetechniques,the methodologywould berelegatedto a philosophicgoal without a foundationfor actual use in the reality of industry or theuniversityclassroom.
3. Adaptive and Parametric Redesign:Applications to an Electric Wok
Basedon the redesignmethodologyof Fig. 2, thereareseveraltasksthatmustbecompletedto executeaneffective redesign of a commercial product. Webriefly introduce each task below. For continuity,however, only certain tasks are embellished anddescribedin detail, following a particularthemeof anelectricwok example.
Step1: ReverseEngineering: Investigation,Predic-tion, HypothesisTwo primarygoalsareintrinsic to thefirst stepof themethodology:(1) clarify the productdomain,devel-opinga rigorousstatementof thecustomerneeds,and(2) treat the product as a ‘black box’ and eitherhypothesize the ‘internal’ functions and productfeatures(solution principles), or choosethe designteam’spreferencesfor theseitems.Let’s considerthesalient featuresof this step, particularly black boxmodeling, customer need analysis, and predictingproductfunction.
Task clarification: after stating an initial problemstatement,a black box model is created,identifyingthe input andoutputflows of materials,energies,andsignalsandthe global function of the product.Thesearedocumentedin a singleinput-outputblock model.The intent here is to understandthe overall productfunction,while maintaining,figurativelyandliterally,very little knowledgeof the internal componentsoftheproduct.By sodoing,an ‘unbiased’perceptionofpossibleproductevolution is maintained,in additionto avoiding psychological inertia when generatingconceptsin later stagesof the methodology.Customerneed analysis and diagnosis of productweaknesses:based on the problem statementandblack-box model, customerneedsare gatheredandorganizedfor the product.The voice of the customeris theessentialtaskin forming a completeandusableproductdesignspecification.Severaltechniquesexist
to gathera list of customerneeds.Thesetechniquesinclude: direct use of the product, circulatingquestionnaires,holding focus group discussions,andconductinginterviews. A more completediscussionof thedifferentmethodsis givenin UrbanandHauser(1993).
For the purposesof our methodology,the task ofgathering customerneedsinvolves the subtasksofinterviewinganappropriatesamplesizeof customers.Typically, nineor morecustomersareinterviewedforsmall consumerproducts(Griffin andHauser,1993),recordingthecustomerstatementsin their wordsfrompromptedquestionsor from spontaneousstatements(such as product likes, dislikes, and suggestions).Thesecustomerneedsareinterpretedinto anoun-verbformat, and then ranked according to importance.After completingcustomerneedcollectionformswiththis information,eachinterpretedneedis copiedontoan index card or post-it note, listing the need,importance rating, project title, and customer ID.The index cards are then grouped into collectivecustomerneedstatements,andtherelativeimportanceof eachgroup is assignedusing the numberof indexcardspergroup,combinedwith theimportancerating.The resultof this technique,asdocumentedfully forthe wok example in Otto (1997), is a completecustomerneedlist, with both primary andsecondaryneeds and weightings. This customer need list isaugmentedwith economicfeasibility to determinethepotentialreturnon investment(ThorntonandMeeker,1995;Miller, 1995;Ulrich andEppinger,1994).
Functional prediction: assumingan adequatecover-age of customer needs and economic viability,functionalanalysisbeginsthe methodology’spredic-tion tasks (Fig. 2). This analysis includes thedevelopmentof a processdescription, or activitydiagram,and the forming of a function structure,assummarizedin Fig. 3. An importanttool for analyzingthefunctionof a productis to specifythe‘process’bywhich theproductbeingdesignedwill befunctionallyimplemented.A processor processdescription,in thissense,includes three phases:preparation,executionand conclusion (Hubka et al., 1988). Within eachphase,high-leveluserand devicefunctionsarelistedto showthe full cycle of a product,from purchasetorecycling or disposal. After listing the high-levelfunctions in each phase, a number of productcharacteristicsare chosen, including the product’ssystem boundary, parallel and sequential pathsthrough the function structure,processchoices,andinteractionsbetweenuseranddevicefunctions.Thesechoicesaredocumentedin aprocessdescriptionform.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 229

Using the processdescriptionandcustomerneeds,a hypothesizedfunction structurefor the product isformulated (Fig. 3). Function structure modeling(Pahl and Beitz, 1984; Miles, 1972; Hubka et al.,1988; Ullman, 1993; Otto and Wood, 1997;Shimomuraet al., 1995) has historically beenusedto createa form-independentexpressionof a productdesign. We extend common function structuremodeling to include an approach for mappingcustomer needs to subfunction sequences(calledtask listing), a methodfor aggregatingsubfunctions,anda comparisonof a functionaldecompositionwithcustomerneeds.
Functionalmodeling:thefirst stepis to identify majorflows associatedwith the customer needs of theproductactivities. A flow is a physicalphenomenonintrinsic to a product operationor subfunction.Forexample,an operationmay be to convertelectricityfor heatingfood in a wok. Threecritical flows for thisoperation are an input electrical energy, the heatenergy produced from the conversion, and foodmaterial being operated upon. Stone and Wood(1998) summarizecommonflows usedin functionalmodeling.
For eachof the flows, the next step(Fig. 3) is toidentify a sequenceof subfunctionsthat whenlinkedrepresent the hypothesized product functions orcustomeractivitieswheninterfacingwith theproduct.A subfunction,in this case,is an active verb pairedwith a nounthat representsa productoperation.Littleand Wood (1997)provideslists of appropriateverbsandnounsto usein functionalanalysis.
For example, two important customer needs,expressedin the customer’svoice, may exist for anelectric-wokproductas‘heatsandcoolsquickly’ and‘temperatureuniform acrossinnersurface’.A suitableflow for addressingthis needis anenergyflow of heatthatultimately actsto heata materialflow of food. A
sequenceof subfunctionsfor the energyflow may beof the form: convert electricity to radiation, heatcontainer,conductheat,senseheat,regulateheat,heatfood, insulatefrom environment,etc.
Once the design team completes the functionstructure, functional modeling comes to a closurethrougha verificationstep.This verificationentailsareview of the customer needs list, where thesubfunctionor sequenceof subfunctionsareidentifiedthatsatisfyeachcustomerneed.Needsnot coveredbythe function structure require further analysis andadded functionality; sub-functionsnot satisfying aneedrequireconfirmationof their incorporation.
A predicted process description and functionstructureprovideasoundbasisfor critically analyzinganactualproductandfor seekingavenuesto improvequality. The customerneedsare related to a form-independentfunctional model of the product. Twoadditional hypothesis tasks are now needed forcompletion: directly matching the customer needswith product featuresand working physical princi-ples.Betweenthesetwo matchings,adesignteamcandeterminewhich product featuresor principlesofferthe bestopportunityfor redesign.
In summary, the first step of the redesignmethodologyprovidesus with the necessaryinvesti-gation, hypotheses,and predictionsfor a successfulproductevolution.While this information is only theprefaceto the redesigntask, if properly wielded, itshouldgive us insights that far exceedour expecta-tions and the resources needed to gather anddocumenttheproductstate.Let’s considertheelectricwok applicationto illustrateexampleresults.
Wok redesign application – Step 1: this redesignprojectwasinitiatedthroughtheperceptionof a need:the inadequacyof currentelectricwoks to satisfythedemandsof the young urban dweller desiring to
Fig. 3. Functionalmodelingandanalysisprocess.
230 K. N. Otto andK. L. Wood

convenientlycook authenticChinesefood (Fig. 4).The original product is a six-quart Electric Wok,shownin Fig. 5.
A competitiveproduct is a traditional wok, usedover a gas flame and heated by convective andradiative modes of heat transfer. Heating occursuniformly acrosstheentirewok surface,ratherthanina concentratedring. This methodthus lendsitself touniformly cookingthe food placedwithin it.
Beginningwith theblackbox modelin Fig. 4, a setof customerswere interviewedas they usedthe wokin normal cooking operations.Interview sheetswereusedto documentthe customers’statedstrengthsandweaknessesof the product,especiallycomparedwith
a traditional wok. Thesesheetswere then organizedinto a cumulativecustomerneed list, recording theaggregateimportance ratings as evaluatedby thecustomers. Important customer needs include:temperature – ‘temperature uniform across theinner surface’, ‘heat and cool quickly’, ‘maintainuniform temperaturein time’, etc.; size – ‘compactwok for countertopandstorage’;cleanable– ‘preventfood from sticking’ and ‘allow the removal ofcooking surface from heating unit’, etc. Figure 6summarizesthe critical customerneedsdiagnosedfrom the current product. (Otto, 1996) providesthedetailedapproachandanalysisthat supportsthis list.In the following sections,we build on thesecustomerneeds and focus on the key threads of ‘uniformtemperature’ and ‘heats quickly’ to illustrate themethodologyat a sufficient level of detail.
Step2: ReverseEngineering:ProductTeardownandExperimentationConcreteexperiencenow becomesthe emphasisofthe redesign methodology. The current productarchitecturemust be understoodin detail, and, mostimportantly, the customerneedsmust be comparedwith the current product’s functionality, solutionprinciples and choicesof designparameters.Whilethis is generallyunderstoodwhenworking to redesignan existing product, a developmentteam needstoexecutea complete teardown approachwhen theyhave no product in the market and are using acompetitiveproductasa baseline.Also, for educationpurposes,studentscanapply this approachto dissect,deduceandunderstandhow a productwasdesigned.Overall, repeatingthis approach,on severalcompe-titive productsprovidesa comparisonthat ultimatelyleadsto avenuesfor productevolution.
Productteardown:productdisassembly(or teardown)initiates the secondstep of reverseengineering.Aplan is incrementallydevelopedfor the disassemblyactivity, listing the order of disassembly,componentor assembly to be removed, tool usage, accessdirection, orientationof product (to preventcompo-nentsfrom falling out) and any expectedpermanentdeformation caused by the disassembly. In itsentirety, the plan providesa meansfor assessingtheassemblabilityof the product,aswell asa meansforreturningtheproductto its original form. It shouldbenoted, however,that the disassemblyplan may notcorrespond to the same order the product wasoriginally assembled.It just provides one possiblearrangementfor evaluation.
The disassemblyis systematicallyexecuted,label-ing each component as it is removed. Distinct
Fig. 4. Wok black box model.
Fig. 5. Six quartelectricalwok.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 231

Fig. 6. Electric cookingwok: Customerneedslist w/diagnosisof weaknesses.
232 K. N. Otto andK. L. Wood
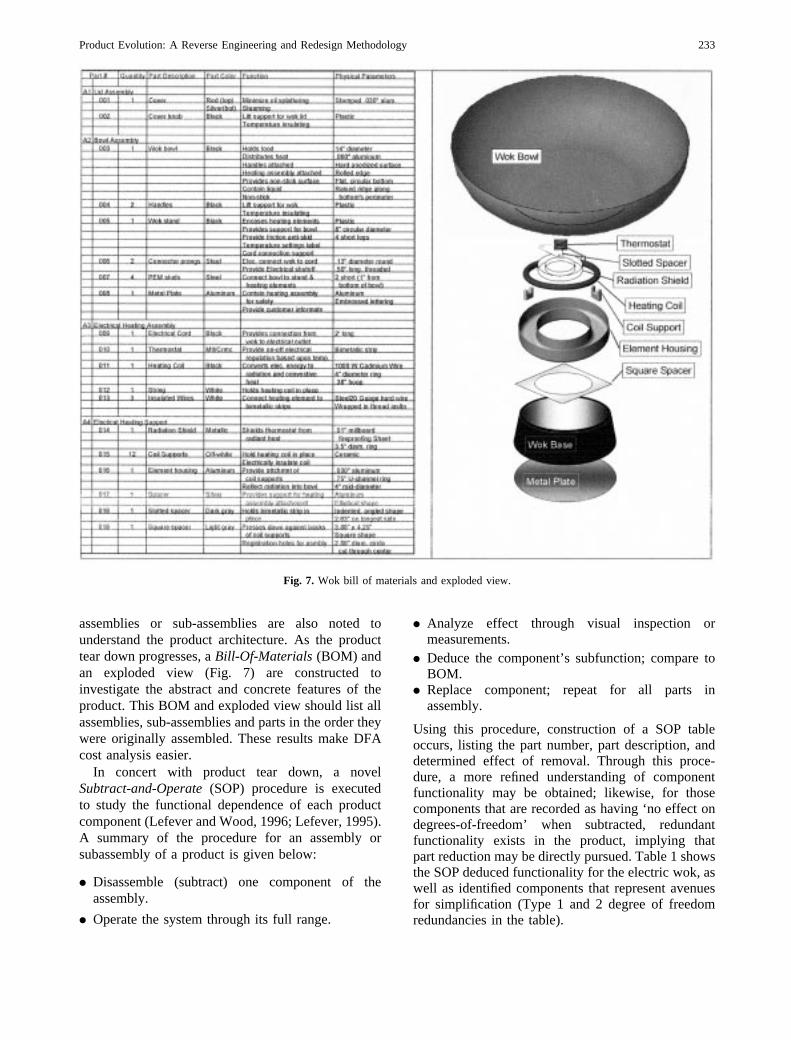
assembliesor sub-assembliesare also noted tounderstandthe product architecture.As the productteardownprogresses,a Bill-Of-Materials (BOM) andan exploded view (Fig. 7) are constructed toinvestigatethe abstractand concretefeaturesof theproduct.This BOM andexplodedview shouldlist allassemblies,sub-assembliesandpartsin theordertheywere originally assembled.TheseresultsmakeDFAcostanalysiseasier.
In concert with product tear down, a novelSubtract-and-Operate(SOP) procedureis executedto study the functional dependenceof eachproductcomponent(LefeverandWood,1996;Lefever,1995).A summary of the procedurefor an assemblyorsubassemblyof a productis given below:
. Disassemble(subtract) one component of theassembly.
. Operatethe systemthroughits full range.
. Analyze effect through visual inspection ormeasurements.
. Deducethe component’ssubfunction;comparetoBOM.
. Replace component; repeat for all parts inassembly.
Using this procedure,constructionof a SOP tableoccurs,listing the part number,part description,anddeterminedeffect of removal. Through this proce-dure, a more refined understandingof componentfunctionality may be obtained; likewise, for thosecomponentsthat arerecordedashaving‘no effect ondegrees-of-freedom’ when subtracted, redundantfunctionality exists in the product, implying thatpartreductionmaybedirectly pursued.Table1 showstheSOPdeducedfunctionality for theelectricwok, aswell as identifiedcomponentsthat representavenuesfor simplification (Type 1 and 2 degreeof freedomredundanciesin the table).
Fig. 7. Wok bill of materialsandexplodedview.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 233

Experimentation:thefinal taskof thesecondstepis toexperimentwith the overall product, its assemblies,andits components.Step1 of the redesignmethodol-ogy generatesa completelist of customerneeds,inaddition to predictedproduct featuresand physicalprinciples.Thesedata,in conjunctionwith the BOM,are now used to direct the choice of physicalparametersthat must be recordedfor the product.For example,for the electric wok customerneedsof
‘uniform temperature’and ‘heat quickly’, the tear-down processrevealsa heatingcoil, controller, coilsupports, spacers,and a wok bowl. Temperaturedistributions of the bowl (spatially and in time),geometryof components,and material propertiesofthe coil, bowl, and supportsare neededto furtherunderstandthe meaning of the customer needs.Recognition of these physical parametersmay notoccurat this stageof the redesign,but insteadduring
Table 1. Electrical wok SOPeffectstable
Assembly/PartNo.
PartDescription Effect of Removal Degree-of-FreedomType
DeducedSubfunction(s)&Affected CustomerNeeds
A1 Lid Assembly001 Cover Heatradiatesto environment;
FoodsplattersInsulateEnergyFlowContainFood
002 Coverknob No effect 2 Import Hand
A2 Bowl Assembly003 Wok bowl Foodfalls into base;
Fooddirectly in contactwithcoils
Containfood, ConductHeat,Direct Food,HeatFood,EnableCleaning
004 Handles& HandleCaps Burn hands 2(handles)
1 (caps)
Import HandInsulateHandTransmitWeight
005 Wok stand Bowl cannotbe oriented/stabilized;Heatelementis exposed;Temp.settingsnot visible
2(each
redundantfoot)
Orient Cooking,TransmitLoads,DistributeLoads,InsulateHeat,IndicateTemperatureSetting,PreventSkidding
006 Connectorprongs Cannotturn on/off;Electricity doesn’tflow;Exposeselectricity
1(secondprong)
ActuateOn/OffTransmitEnergyProtectfrom Shock
007 PEM studs Bowl is not connectedto base 1(>1 stud)
TransmitLoads
008 Metal Plate Exposedcoils;Safetyinfo. not displayed
InsulateHeatIndicateVisual SafetySignals
A3 HeatingAssembly009 Electrical Cord No connectionto source Connectto Energy
TransmitEnergy010 Thermostat Temperaturevery high,
continuouslyRegulatePower/Temp.SenseHeat
011 HeatingCoil Opencircuit;Wok doesn’theat
ConvertElectrical EnergytoRadiation
012 String Heatingcoil is not held inplace
TransmitLoads
013 InsulatedWires Temp.rise continuously;No temp.sensing
TransmitEE to Sensing
A4 Electrical HeatingSupport
014 RadiationShield Thermostatheatsup;Heat is lower in bowl
ShieldTemp.ControlDirect Heat
015 Coil Supports Heatingcoil misaligned;Housingheatsup
2(>1 support)
InsulateHeatDirect Heat
016 Elementhousing Heatingelementis freefloating;Bowl doesnot heatwell
Direct Heat/Radiation(HeatContainer)
..... ..... ..... ..... .....
234 K. N. Otto andK. L. Wood

the forming of engineeringmetrics (Step 5), or theconstructionof designmodels(Step6). In eithercase,the designteamiteratesback to the experimentationtask to obtain the requireddata.Resultsof the task,independentof when it is executed,are recordedonan updatedBOM.
Wokapplication– Step2: thewok teardownrevealedthe cause of the failure to deliver a uniformtemperaturedistributionacrossthebowl. Theelectricelements were housed within a narrow circularchannel, concentratingthe heat transfer. The non-uniform heatingcharacteristicsin time wererevealedto stem from a bimetallic temperaturecontroller,which alsowas the designdriver for the poor powercontrol interface.
Step3: ReverseEngineering:FunctionalAnalysisProduct disassemblyprovides detailed informationregardingcomponentfunction,assemblability,physi-cal parameters,manufacturing processes,and anintuitive understandingof the product as a conse-quenceof the various hands-onexperiences.Theseresults must now be abstractedto the level of thecustomerneedsstatements,developedin Step1. Bysodoing,thedesignteammayidentify andrankareasof focusfor productimprovement.
Functional analysis is the key instrument forbuilding the abstraction.Two primary tasks enablefunctionalanalysisof theactualproduct.Thefirst taskis to develop energy flow diagramsof the productand/or separateproduct assemblies(Lefever andWood, 1996; Lefever, 1995). Energyflow diagramsaregraphicalaidsthat representthetransferof energythrougha product’scomponents.
Actualproductfunction:afteror in concertwith forceflow analysis, a function structure for the actualproduct is formulated. This task entails the sameapproachas describedin Step1 (Fig. 3), except,inthis case,subfunctionsare not predicted; they arederived from the actual componentsin the product.This time we have the benefit of tearing apart theactual product. We believe this two step approachhelps a design team understanddifferent physicalprinciplesby which the productcould operate.Usingthe flows for each customerneed,as developedinStep1, a usefulapproachto generatingsubfunctionsfor theactualproductis to examinetheexplodedviewand BOM from Step2. Eachflow is tracedthroughthe product, recording the subfunction(s) for acomponentas it is encounteredby the flow. Thisprocesscreatesasubfunctionchainfor eachflow. Thenext step is to connect the parallel flow chains
togetherasa network,addingsubfunctionsandflowsfor componentsthat link flow chains.The result ofthis processis the desiredfunction structure.
Wok application – Step3: a function structurewasdevelopedby first associatingflows to eachcustomerneed.Thisprocessproducedthreeprimaryflows:flowof food throughthe wok, flow of electricity, andheatflow. Theseflows werethenexpandedinto sequencesof subfunctionsas the flows tracedthroughthe wok.They were then aggregatedin the structure(Fig. 8).For the customerneedsof ‘uniform temperature’and‘heats quickly’, the key function chain from Fig. 8mapsthe electricalenergyinput to the heatingof thefood material. The nine functions associatedwiththeseflows (highlighted in Fig. 8) provide a high-level model for the customerneeds.They are alsotargetsfor generatingadaptiveconceptsfor evolvingthe wok.
Step4: ReverseEngineering:ConstraintPropagationProduct disassembly and functional analysis, ascompletedin Steps2 and 3, yield detailed designdatafor productevolution.With thesedata,improve-mentsin designfunction,parameterchoices,etc.maybe approachedknowledgeablyfor assemblies,sub-assemblies,or components.However, constraintsbetween product componentsmust also be wellunderstood.With such understanding,the ramifica-tions and propagationof design changesmay beproperly forecasted.
Fig. 8. Wok function structure– actualproduct.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 235
Morphologicalanalysis:thefirst taskin this stepis tocreatea morphologicalmatrix (PahlandBeitz, 1984;Ulrich andEppinger,1994)of the solutionprinciples(components)for the significantfunctions.Eachrowof the matrix correspondsto a subfunctionfrom Step3, andeachcolumnrepresentsa solutionprinciple.
Function sharing and compatibility: subsequently,function sharingandcompatibility analysiscomprisethe second task for understanding the productconfiguration(LefeverandWood, 1996).The designteam may identify function sharing of the productcomponentssimply by scanningthe morphologicalmatrix for componentsthat are listed for more thanone subfunction.Through such identification, it ispossibleto plan for designchangeswithout violatingfunctional requirements.Likewise, compatibility ofthe produce components may be analyzed bydissectingeach critical product interface, betweencomponents, to identify its degrees-of-freedom,accessdirections,relative motion with other compo-nents,tribologicalproperties,andtolerances(sizeandgeometric).A matrix listing eachcomponentversusthese data may be constructed to document theanalysis.
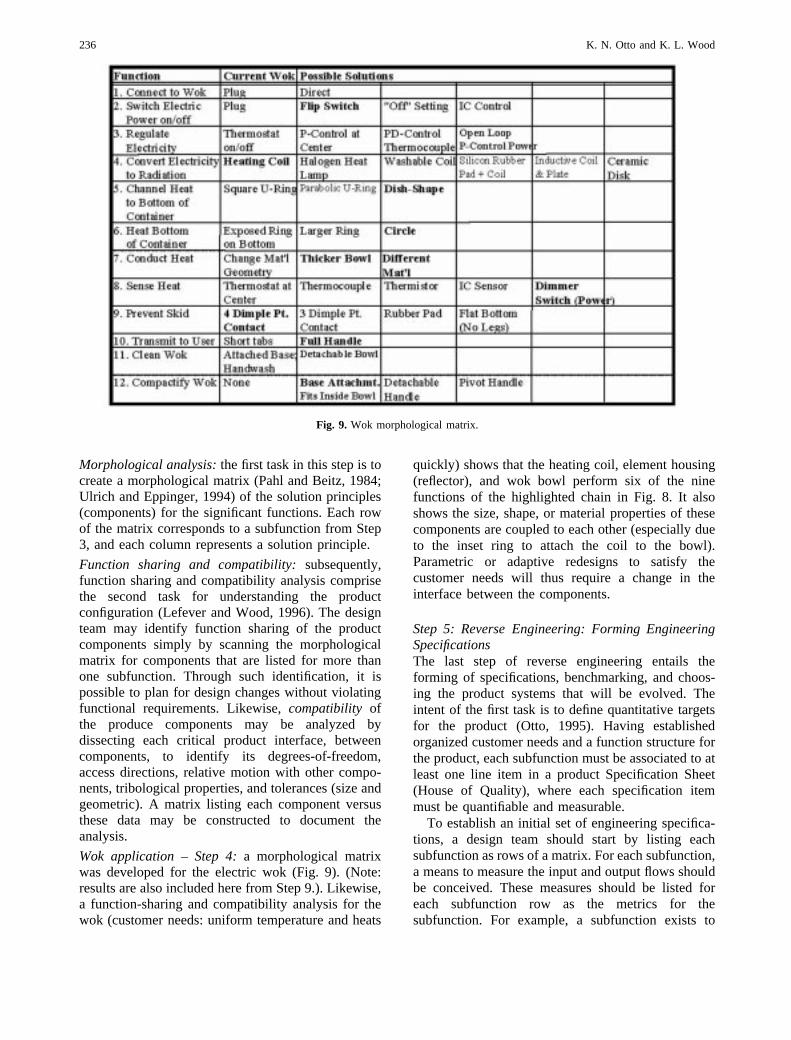
Wok application – Step 4: a morphologicalmatrixwas developedfor the electric wok (Fig. 9). (Note:resultsarealsoincludedherefrom Step9.). Likewise,a function-sharingand compatibility analysisfor thewok (customerneeds:uniform temperatureandheats
quickly) showsthat theheatingcoil, elementhousing(reflector), and wok bowl perform six of the ninefunctions of the highlighted chain in Fig. 8. It alsoshowsthe size,shape,or materialpropertiesof thesecomponentsarecoupledto eachother(especiallydueto the inset ring to attach the coil to the bowl).Parametric or adaptive redesigns to satisfy thecustomerneedswill thus require a changein theinterfacebetweenthe components.
Step5: ReverseEngineering:Forming EngineeringSpecificationsThe last step of reverse engineering entails theforming of specifications,benchmarking,and choos-ing the product systemsthat will be evolved. Theintent of the first taskis to definequantitativetargetsfor the product (Otto, 1995). Having establishedorganizedcustomerneedsanda functionstructurefortheproduct,eachsubfunctionmustbeassociatedto atleast one line item in a product SpecificationSheet(House of Quality), where each specification itemmustbe quantifiableandmeasurable.
To establishan initial setof engineeringspecifica-tions, a design team should start by listing eachsubfunctionasrowsof amatrix.Foreachsubfunction,a meansto measurethe input andoutputflows shouldbe conceived.Thesemeasuresshould be listed foreach subfunction row as the metrics for thesubfunction. For example, a subfunction exists to
Fig. 9. Wok morphologicalmatrix.
236 K. N. Otto andK. L. Wood

‘regulate temperature’of an electric wok (Fig. 8).Possiblemeasurementsincludesteadystatetempera-ture error, set point temperatureerror, and tempera-ture variationacrossthe material(wok bowl).
Next, thegeneratedmetricsmusthavetargetvaluesassignedto each.This subtaskis accomplishedbyexaminingthe relevantcustomerneedsandperform-ing benchmarkswith relatedproductsor technologies.After thesetasks,theresultsshouldbecollectedinto aHouse of Quality matrix, creating the necessaryimportancerankingsand relationshipmatrices.Theresult of this processis the forming of quantifiedspecificationswith direct links to customer needs(HauserandClausing,1985;Otto, 1995).
Quantified specificationsprovide clear goals forevolving the current product. In turn, a completeHouseof Quality, with this information,maybeusedto choose,preliminarily, which componentsof theproduct should be evolved first. A questionexists,however,concerningthe type of redesignactivity topursue.Shouldparametricredesignbeattemptedfirst,or is adaptive redesign required, followed byparametricefforts?This questionmay be straightfor-wardto answerwhenobviouscomponentdeficienciesexist in a product;however,in manycases,ananswermay not be easily forthcoming.For example,in theredesignof an electric wok for quick heating anduniform temperatureprofile,anengineeringspecifica-tion may exist to reducethe temperaturedistributionacrossthe entire heatingsurfacefrom 558F to 108F.Sucha large reductionin temperaturevariation may
seemto imply that a technologychangeis neededinthewok. A simplemathematicalmodelbasedon heattransfermayshow,however,that changesin materialproperties,thermal mass,etc. can easily meet thedesired specification. Thus, creating a parametricmodel of the currentproduct is a neededstepin theevolutionprocess,aspresentedin the next section.
Wok application – Step5: a full Houseof Quality(specification)was developedfor the electric wok.Spacelimitations preventa full listing of the results;however,Table2 showsabbreviatedHouseof Qualitydatafor the customerneedsof ‘uniform temperature’and ‘heatsquickly’.
Step6: Modelingand Analysis:Model DevelopmentVirtual and physical modeling of a product willprovide in-depth insights into its operation andpossibleimprovementsthat may be achievedpara-metrically.Threetasksareneededto developavirtualor mathematicalmodel. Beginning with each im-portantcustomerneedor engineeringmetric from theHouse of Quality, the critical product componentsshould be listed. The governingphysical principlesand associatedmodeling assumptionsmust then beidentified for each component, or the group ofcomponentsasa whole. For example,for an electricwok, the customerneedof ‘uniform temperature’isimportant. Componentsaffecting uniform tempera-ture (spatially)are the heatingelement,the electricalenergy input, the wok bowl, the radiation reflector(housing),supports,andthe food.Thechoicesfor the
Table 2. AbbreviatedHouseof Quality datafor an electricwok
CustomerNeed Sub-function(s)(to be measured)
Metric(s) Benchmark(ConsumerReports,1997)
Target
Uniform RegulateElectricity Steady SetPoint . Maxim 58F 58FTemperatureon (w.r.t. temp.) State Temp EW-50:Inner Surface Temp. Error Excellent
Error (space) . WestBend(time) [8F] 79525:Fair[8F] (508F)
. JoyceChenWok 22–9940:Excellent
Heat food Temperature . Maxim EW-50: Excellent Excellent:Variation Across . WestBend79525:Fair 5–108FSurface[8F] (558F)
. JoyceChenWok 22–9940:Excellent
HeatsQuickly Heat food TemperatureRise . Maxim EW-50: Excellent Excellent:Time [sec.] . WestBend79525:Fair 1 min.
(>2 min.). JoyceChenWok 22–9940:Excellent
ProductEvolution: A ReverseEngineeringandRedesignMethodology 237

governingphysical principles might be conduction,convection,and radiationassumingsteadystateandlumpedmasses.
High-level model: after identifying the physicalprinciples and assumptionsfor eachcustomerneed,a balancerelationshipis createdto documenta high-level physical model. As in Step 1, a fishbonediagram, or a failure modes and effects diagram(Clausing, 1994), may be used to document thebalancerelationship,wherethe‘effect’ in thediagramis thecustomerneed,andthe‘causes’arethephysicalprinciples.The ultimategoal is to refinethe ‘causes’to the level of physicalparameters.
Balance relationships: the last task in formulatingmathematicalmodelsfor theproductis to convertthebalance relationships into a set of mathematicalequations.Basic engineeringprinciplesmay be usedto choosethe appropriatescaling law relationships(Miller, 1995). Parameterrangesfrom the product’sbill-of-materials should be used to augment themathematical relationships with appropriate para-
meter values.If such parametervaluesare unavail-able,the ‘Experimentwith ProductComponents’taskof Step2 shouldbe executed.
Physicalprototypemodels:in somecases,cycle-time,economic,or product-complexityconsiderationsmayprevent the developmentof a mathematicalmodel.Thecreationof a physicalprototypecanbeusedasanalternative modeling approach. Prototype modelsshould be designed in such circumstances.Theintent here is to create a bench-top or otherexperiment(not an entire product prototype) for acustomer need, focusing on the effected productcomponentsand variables.For instance,a customerneedmay exist for an electric wok lid handleto ‘fitcomfortably in the user’shandduring operation’.Amathematicalmodel of this need is not directlyapparent; however, physical prototypes that varyshape,size,andtextureof thehandlemaybedesignedfor analysisandtesting.
Wok application – Step 6: mass, steady-statetemperatureuniformity, temperaturerise time, and
Fig. 10. Wok heattransfermodel.
238 K. N. Otto andK. L. Wood

volume equationswere derivedfor the electric wok,in addition to handle temperatureand weight. Anexample high-level model and spatial and balancerelationship for steady-statetemperatureuniformityareshownin Fig. 10.
Step7: Modelingand Analysis:AnalysisStrategiesModels are developed for each of the importantcustomerneedsin Step6. Thenextstepis to developanalysisstrategiesfor solving the models.The firsttask for developingsuchstrategiesis to calibratethemodel for eachcustomerneed.
Modelcalibration andformulation:modelcalibrationentails the ‘matching’ of the model to the actualperformanceof the product.Two updateproceduresare usually requiredfor calibration: either changingestimatesof modelparameters,or addingtermsto themodelto captureimportantphysicaleffects.Oncethemodel is calibrated,it mustbe convertedinto a formthat is conducivefor solution.Exampleformulationsinclude objective functions and constraints foroptimizationor constraintpropagation,simultaneousequationsfor spreadsheets,statespaceequationsforsimulation,or combinationsof these.
Physical prototypes:an alternativeapproachto thevirtual model formulations is the creation of aphysical prototype strategy.In this case,design ofexperimentsmustbedeveloped,includingthenumberof control factors, identification of noise factors,choiceof response(s),numberof experiments,andtheexperimentalmatrix. For statisticalvalidity, it is alsoimportantto choosethe numberof replicates,the in-betweentestsfor residualanalysis,blocking, andtherandomrun order for the tests.
Wok application – Step7: basedon the model fromStep6, experimentswereexecutedto determinewoktime constantsand heat transfercoefficients.Theseexperimentsincludedtemperaturemeasurementswiththermocouplesattachedto the inner surfaceof thebowl (consistentwith the specificationmetrics,Table1). Figure11 showsexampleexperimentalresultsat a10–20% power level. The results were used tocalibrate the metric equations and to solve anoptimizationformulation:
||T|| (temp.variation)tr4tt (rise time)|T(tr) 7 Tss|4e (temp.at SS)T.(t) + f(t) = 0 (transients)
W 4 Wt (weight)Tc 5 Ttc (min. centerT)Th 4 Tth (max. handleT)
Steps8–10: Redesign:Parametricor AdaptiveThedatafrom Steps1–7providethedesignteamwithimmeasurableknowledge and capability. Customerneedsaregatheredandorganized.Productfunction ispredicted, experienced and abstracted. Physicalprinciples are hypothesized,tested, and modeled.Engineeringspecificationsarequantifiedandranked.The designteam must now employ thesedata in asuccessfulredesigneffort, i.e. parametric,adaptive,and/ororiginal.
Parametric redesign:parametricredesignrequiresamodel of the original product or a model of a newproduct configuration following adaptive redesign.The model should be calibrated and reformulatedaccordingto the chosensolution technique.Optimi-zation, spread sheets, and/or simulation is thenapplied to obtain new product parameters.Verifica-tion of the resultsthen commencesusing sensitivityanalysis or tolerance analysis, such as statisticaltolerance stackup (Ullman, 1992) or Taguchitolerance design (Phadke, 1989). If satisfactoryresults are obtained from the parametric redesign,fabrication and experimental testing of a betaprototype commencesto verify the recommendeddesignimprovements.
Adaptiveredesign:in the caseof adaptiveredesign,the designteam seeksto createalternativesolutionprinciples to chosen product subsystems,replacesubfunctionsof the product,or addnewsubfunctionsto the product.
The first task, then, is to update the functionaldescriptionof the product,by either comparingthepredictedfunctionstructureto theactual,or by simplyadding new functions prescribedby the customerneeds.Basedon the new function structure,adaptive
Fig. 11. Wok calibration.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 239
solutionsmay be obtainedin a numberof ways.Forexample,the morphologicalmatrix of Step4 may beexpanded to include a wide variety of solutionprinciples for the important subfunctions. Brainstorming techniquesand discursivebias are directlyapplicablefor augmentingthe morphologicalmatrix.Alternatively, or in concert,the Theory of InventiveProblemSolving (TIPS)may be applied(Altschuller,1984). This theory employs documentedphysicaleffects (over 1000), design principles (40), andprevailing trendsin technology(eight so-calledlawsof evolution) to seek alternative solutions. Forexample, the customer needs, functional models,and specificationof an electric wok might show aconflict between ‘washable’ and ‘safety’ (doesn’tburn or heat parts excessively).Separatingthe baseandbowl in time andspace(exposedheatingelementwhenbowl is attachedvs.coveredelementwhenbowlis removed for washing) is a possible solutionsuggestedby the TIPS’ principles. Alternatively,TIPS recommendscovering the heating elementswith a radiative-transparentmaterial that does notretainheatas it transmitsradiation.
No matter what adaptive redesign technique isemployed, new solution principles result. Thesesolutionsmust be verified with the function sharingandcompatibility analysisof Step4 of themethodol-ogy, andcheckedagainstcurrentpatents.In addition,modeling and testing of a physical prototype mustoccur to verify the design changes,usually after adesignmodel is executed.
Productintegration:asshownin Fig. 2, thefinal taskin the reverseand redesignmethodology(prior todetail designand beta prototyping) is to perform aproduct integration of the new conceptsdevelopedfrom theparametricandadaptiveredesignsteps.Thistask, at a fundamental level, entails a decisionprocess of whether or not to implement theindividual concept ideas into the product. Manyfactorsmust be consideredto perform this analysis:importancelevel of the customerneed,compatibilityof theconceptwith otherbeingconsidered,how wellthe design concept satisfies the target values, thecurrent performanceof competitors’ products, thecapability of the company to fabricate the newconcept within the current manufacturingprocess,and the cost impact of the new concept on theproduct. A Pugh chart, trade-off table or detailedperformance/costanalysisis neededto executethisdecisionprocess.
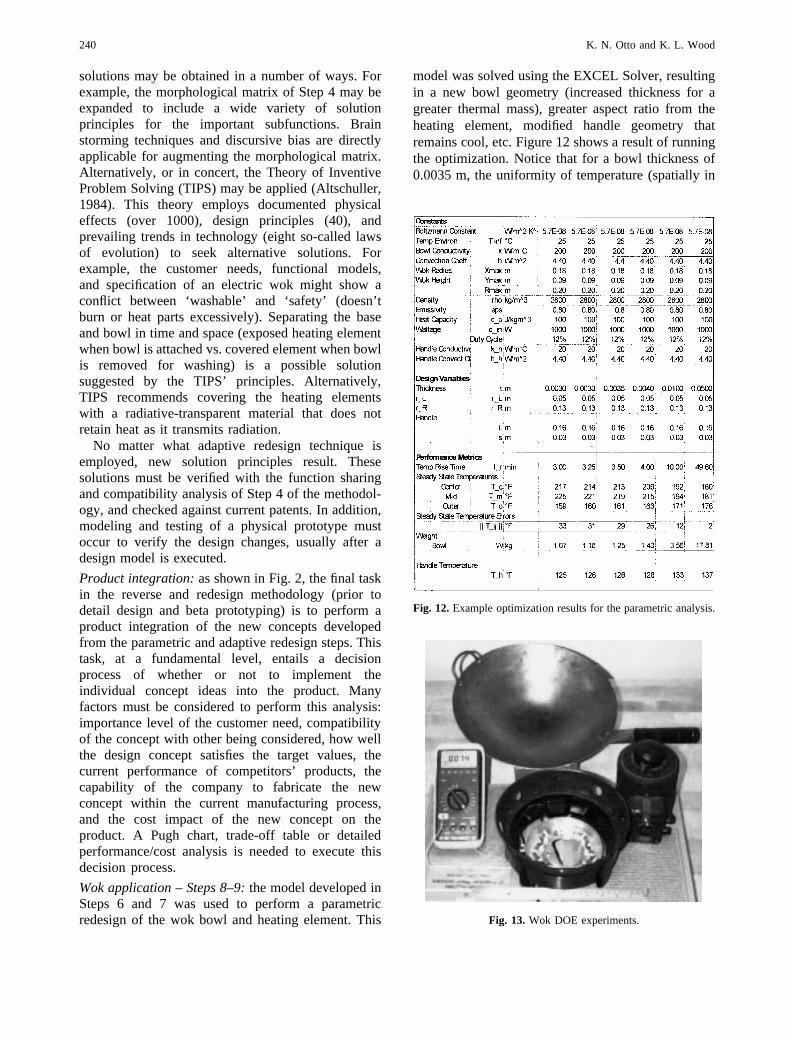
Wokapplication– Steps8–9: themodeldevelopedinSteps 6 and 7 was used to perform a parametricredesignof the wok bowl and heatingelement.This
modelwassolvedusingtheEXCEL Solver,resultingin a new bowl geometry(increasedthicknessfor agreaterthermal mass),greateraspectratio from theheating element, modified handle geometry thatremainscool,etc.Figure12 showsa resultof runningthe optimization.Notice that for a bowl thicknessof0.0035m, the uniformity of temperature(spatially in
Fig. 12. Exampleoptimization resultsfor the parametricanalysis.
Fig. 13. Wok DOE experiments.
240 K. N. Otto andK. L. Wood

the heatingarea,from centerto mid-point) decreasedto 68F, satisfyingthetargetvalueshownin Table1. Adesigned experiment was subsequentlyperformedaboutthe new modeloptimum(Fig. 13).
In addition to the parametric redesign,adaptiveconceptswere chosenbasedon the morphologicalconceptsdevelopedin Fig. 9. A Pugh chart wasdevelopedto determinethepreferredchoicesof theseconcepts,basedon the specificationsand HouseofQuality in Step5. Preferredchoicesof conceptsarehighlightedin Fig. 9.
Basedon the results of parametricand adaptiveredesign,productintegrationof thenewconceptswasconsidered.Table3 showsan abbreviatedtrade-offtablefor the newwok concepts,focusingonly on thecustomerneedsof ‘uniform temperature’and ‘heatquickly’. Conceptswere discardedif they did notsignificantlyincreasetheproductperformance,if theyincreasedcost significantly, or if they raised newcustomerneedissues,suchasreliability, etc.
The final alpha prototypefor the redesignedwok(Fig. 14) represents the result of the productintegration shown in Table3. It includes manyadvances:a removablebowl for washing, a largehandle, an on/off switch, removablecord, simple/visible power control, uniform power control intime, compactablevolume for storage,and a wide
view radiantsurface.No electric wok on the marketyet incorporates all of these customer-requestedfeatures.
Table 3. Abbreviatedproductintegrationtrade-offs
Concept CustomerNeed CustomerNeed Significant% Capability Cost IntegrateRating(Fig. 6) Toward Y/N)?
Targets(Table1)
Thicker Bowl(Parametric)
Uniform Temp. 7,/4, Y/Y Y Y Low Y
Bowl shape(Parametric)
Uniform Temp. 7,/4, Y/Y Y Y Low Y
New Bowl Mat’l,(Parametric)
Uniform Temp.HeatQuickly
7,/4, Y/Y6, Y
Y Y Low Y
CeramicHeatingElement(Adaptive)
Uniform Temp. 7,/4, Y/Y N Y Medium N
Pirex HeatingSystem(Adaptive)
Uniform Temp. 7,/4, Y/Y Y Y High N
PowerController:Dimmer Switch(Adaptive)
Uniform Temp. 7,/4, Y/Y Y Y None Y
Dish-ShapedReflector(Parametric&Adaptive)
Uniform Temp.HeatQuickly
7,/4, Y/Y6, Y
Y Y Low Y
.....
Fig. 14. Final alphaprototype.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 241

4. Conclusions:Introspection of DesignEducation and Industry
This paper presentsa novel redesignmethodology,comparedwith relatedliterature,suchasthe work ofSheppardandTsai(1992),BreretonandLeifer (1993)andGabriele(1994).It is basedon a ten-stepprocesswith three primary phases.Each phaseprovides aclearsetof tasksto seeknew productconfigurations,combiningcontemporarydesigntechniqueswith newapplicationsandextensionsdevelopedby theauthors.Thesetasksprovide a uniqueforum for significantlyevolvingall typesof consumerproducts,asillustratedby theelectricwok example.Over the last four years,the methodology has been applied to over 150productsat MIT and UT (Otto et al., 1998; Jensonet al., 1998).
4.1. DesignEducation
We haveconductedthesemethodsboth on industrialapplicationsandtaughtthesetechniquesfor five yearsrunningat MIT, UT andthe United StatesAir ForceAcademy: MIT as a single class project graduatecourse, and UT/USAFA as a two-person projectfreshmancourse,a 3–5 person project sophomorecourse, a five-personproject senior course, and asingle-personprojectgraduatecourse.In general,wefind the exerciseof a structureddesignprocesshasmany benefits,including concreteexperienceswithhands-on products; applications of contemporarytechnologies;realistic and fruitful applications ofappliedmathematicsand scienceprinciples;conceptgenerationfrom function to morphologicalmatricesto neweffects,studiesof systematicexperimentation;explorationof theboundariesof designmethodology,anddecisionmaking for real productdevelopment.
At MIT, the instruction focuseson exploring thestrengthsanddeficienciesof variousstructureddesignmethodsthathavebeendevelopedin thecommunity,asdetailedabove.The studentpopulationincludesalargefraction of personsreturningto graduateschoolafter having worked in industry. They find that, forthemostpart,theydid not havea full appreciationforthe theory and power behindmany of the methods.Many aresurprisedat the quality andcomprehensivenature of results that the methods provide, andbecomebelievers in a systemsapproachto a wellposeddesignprocess.
At UT, the resultsare much the sameas at MIT.The most popular project in the freshman-levelintroductorycourseto mechanicalengineeringis thereverseengineeringof a children’s toy or simple
mechanical device. Students resonate with theopportunity to learn the basicsof designand applyprinciples from their freshmanphysics and mathe-matics courses.Senior-level studentsexpresstheirdesirefor evenmorehands-onexperiences.Theyalsomakeit clearthat the redesignof a consumerproductis a greatforum for learningdesignmethodologyandfor preparing for their capstonedesign class thatfocuseson designprojectssponsoredby industry.
4.2. Industrial Relevance
A commondesignmethodologycriticism is that it isexplanatoryand thoughtprovoking,but not relevantto actual practice. This criticism is becoming anantiquatedview. We find leading industrial compa-nies to be constantly seeking more structuredapproachesto their product developmentprocesses,especially in the era of concurrent development,intensivecomputing,and downsizingof workforces.An effective structuredmethodallows not just oneexpert to understandand completea task,but manyothersaswell.
Theseobservationshave led to most companiesdevelopinginternal product developmentprocesses,which they also tend to guardas proprietaryknowl-edge.Ourexperienceis that,for themostpart,thereislittle intellectuallyuniquewithin theseprocesses.Yet,as our industrial partners have remarked,productdevelopmentremains the key market battleground,and simply the high stakesinvolved lead companiesto these measuresof guarding structured designmethods.
Acknowledgements
Theresearchreportedin this documentwasmadepossible,in part,by a FacultyEarly CareerDevelopmentAward andYoung Investigator Awards from the National ScienceFoundation.The authors also wish to acknowledgethesupport of the Leaders for Manufacturing Program, acollaborationbetweenMIT andU.S.industry,in additiontoFord Motor Company, Texas Instruments, DesktopManufacturingCorporation,and the UT June and GeneGillis EndowedFaculty Fellow. Any opinions, findings,conclusions,or recommendationsare thoseof the authorsanddo not necessarilyreflect the views of the sponsors.
References
Altshuller, G. Creativity as an Exact Science, Gordon &BreachPublishers,NY, 1984.
242 K. N. Otto andK. L. Wood

Asimow,M. Introductionto Design,PrenticeHall, EnglewoodCliffs, NJ, 1962.
Ashley,S. If at first you don’t succeed,Redesign,MechanicalEngineering(3), 1994.
Betz, F. Strategic Technology Management.McGraw Hill,New York, 1993.
Brereton,M., Leifer, L. et al. An explorationof engineeringlearning, Proceedingsof the ASME Design Theory andMethodology Conference,Albuquerque,NM, 1993, pp195–206.
Clausing,D. Total Quality Development,ASME Press,NewYork, NY, 1994.
ConsumerReports,A Publicationof ConsumersUnion, 1995ConsumerReports,Electric Frying, December,1997.Dixon, J. andFinger,S. Researchin EngineeringDesign1(2),
1989.Foster, R. Innovation: The Attacker’s Advantage.Summit
Books,New York, 1986.Gabriele, G. Employing reverse engineeringprojects in a
capstone design course, Department of MechanicalEngineering,Aero. Eng. andMechanics,RPI, Troy, NewYork, 1994.
Griffin, A. and Hauser,J. R., The voice of the customer,MarketingScience,12(1), 1993.
Hubka, V. et al. Practical Studies in Systematic Design,Butterworths,London,1988.
Ingle, K. Reverse Engineering, McGraw-Hill, New York,1994.
Ishikawa, K. Guide to Quality Control. 10th ed, AsianProductivityOrganization,Hong Kong, 1992.
Jensen,D., Wood, K. L. and Murphy, M. D. Evaluationandrefinementof a restructuredintroduction to engineeringdesign course using student surveys and MBTI data,ASEE Annual Conference,Seattle,WA, June1998, (inpress).
Lefever,D. Integrationof designfor assemblytechniquesintoreverse engineering, Masters’ Report, Department ofMechanical Engineering, The University of Texas,August1995.
Lefever,D. andWood, K. Designfor assemblytechniquesinreverseengineeringand redesign,1996 ASME DesignTheory and Methodology Conference, Paper No.DETC96/DTM–1507.
Little, A. andWood,K. L. Functionalanalysis:A fundamentalempirical study for reverseengineering,benchmarkingandredesign,1997ASME DesignTheoryandMethodol-ogy Conference,PaperNo. DETC97/DTM-3879.
Miller, J. New shadesof green,MS Thesis,The University ofTexas,Austin, TX, 1995.
Miles, L. Techniquesof Value Analysis and Engineering,McGraw-Hill, New York, 1972.
Otto, K. Eine Methodezur Definition technischerProduktan-forderungen,Konstruktion, 49, 1997, pp. 19–25. (SeealsoFormingProductDesignSpecifications,1996ASMEDesignTheory and MethodologyConference,PaperNo.DETC96/DTM–1517).
Otto,K. andWood,K. L. Conceptualandconfigurationdesignof productsand assemblies,ASM Handbook,MaterialsSelection and Design, Vol. 20, ASM International,MaterialsPark,OH, 1997,pp 15–32.
Otto, K., Wood, K., Bezdek,J., Murphy, M. and Jensen,D.Building bettermousetrapbuilders:Coursesto incremen-tally andsystematicallyteachdesign,1998ASEE AnnualConference,ASEE, June1998.
Pahl, G. and Beitz, W. Engineering Design, The DesignCouncil, London,1984.
Papalambros,P. andWilde, D. Principlesof Optimal Design,CambridgeUniversity Press,1988.
Phadke, M. Quality Engineering Using Robust Design,PrenticeHall, EnglewoodCliffs, NJ, 1989
Pugh,S.Total Design,Addison-Wesley,New York, NY, 1991Sferro, P., Bolling, G. and. Crawford, R. Omni-engineer,
ManufacturingEngineering,June1993,pp 60–63.Sheppard,S.andTsai,J.A noteon mechanicaldissectionwith
pre-collegestudents,Departmentof MechanicalEngineer-ing, DesignDivision, StanfordUniversity, 1992.
Shimomura,Y. et al. Representationof designobjectbasedonthefunctionalevolutionprocessmodel,Proceedingsof theASME DTM Conference,Boston,MA, September1995.
Stone,R. B., Wood, K. L. and Crawford, R. H., A heuristicmethodto identify modulesfrom a functionaldescriptionof a product, ASME Design Theory and MethodologyConference,Atlanta, GA, 1998.
Thorton,A. andMeeker,D., Benchmarkingwithin theProductDevelopmentProcess,Proceedingsof the ASME DesignTheoryandMethodologyConf., Boston,MA, September1995,pp 639–648.
Ullman, D. The MechanicalDesign Process,McGraw-Hill,NY, 1992.
Ullman, D. A new view of function modeling, InternationalConference on Engineering Design, ICED ’93, TheHague,August17–191993.
Ulrich, K. andEppinger,S. ProductDesignandDevelopment,McGraw-Hill, NY, 1994.
Urban, G. and Hauser, J. Design and Marketing of NewProducts,Prentice-Hall,EnglewoodCliffs, NJ, 1993.
ProductEvolution: A ReverseEngineeringandRedesignMethodology 243