production of ethanol from dilute glucose solutions a technical-economic evaluation of various...
TRANSCRIPT

Bioprocess Engineering 15 (1996) z25-z32 �9 Springer-Verlag 1996
Production of ethanol from dilute glucose solutions A technical-economic evaluation of various refining
M. Larsson, G. Zacchi
alternatives
125
Abstract In order for ethanol to be competitive with gasoline, the production cost of ethanol must be lower than it is today. One economically crucial step in the production of ethanol from lignocellulosics is refining, since hydrolysis yields dilute glucose solutions which, after fermentation, result in a dilute ethanol solution, 2-3 wt-% ethanol. A technical-economic investigation of various energy-saving alternatives to conven- tional distillation has been performed. The energy-saving techniques investigated were: multi-column distillation, distillation with mechanical vapour recompression, distillation with an absorption heat transformer, phase separation with potassium carbonate and extraction of ethanol from the fermentation broth with Aldol 85. The most economical refining step for the production of ethanol from a dilute glucose solution, around 5 wt-%, was found to be multi- column distillation.
1 Introduction Interest in fuel ethanol has increased during recent years. One reason for this is the fact that ethanol produced from biomass has the advantage of not contributing to the greenhouse effect since the carbon dioxide produced by production and the combustion of ethanol is used during the growth of new biomass in the photosynthesis. However, for ethanol to be an alternative to gasoline, the production cost of ethanol must be lower than it is today. Ethanol from renewable sources is usually produced from starch, and the production cost is very dependent on the market for cattle feed, since the main by-product is a protein-rich residue. It is expected that in the future, cheaper raw materials, such as lignocellulosics, will be used.
Received: 6 December 1995
M. Larsson, G. Zacchi Department of Chemical Engineering 1, Lund University, P.O. Box 124, S-221 00 Lund, Sweden
Correspondence to: G. Zacchi
The authors wish to thank the Swedish Ethanol Development Foundation (SSEU) and The Swedish National Board for Industrial and Technical Development (NUTEK) for their financial support. The authors would also like to thank Professor Ake lernqvist at The Department of Chemical Engineering 1, Lund University for his help with the calculations of the heat transformer cycle.
Lignocellulose as a raw material for ethanol production costs less than starch and larger quantities are available, allowing for large-scale production [1]. The dependence on the market for by-products is less than for starch-based production, since the main by-product from the process is lignin, which is a valuable solid with very low ash content. Lignocellulosic materials are consequently preferable to starch as a raw material for the production of fuel ethanol [2]. One drawback with lignocel- lulosics is that a more complicated process is required to hydrolyse the cellulose into glucose. Another drawback is that the hydrolysis yields a dilute glucose solution (around 5 wt-%) which, after fermentation results in a dilute ethanol solution which is very costly to refine to 94 wt-% ethanol by conven- tional single-column distillation. The aim of the present study was to investigate alternative methods of producing 94 wt-% ethanol from a dilute glucose solution and to compare them on a technical and economic basis.
The production of ethanol from glucose solutions involves three major steps: preconcentration of the sugar solution, fermentation of hexoses to ethanol, and ethanol refining. The preconcentration step is optional but the other two steps are necessary. In the present study, various process alternatives, including preconcentration with reverse osmosis, and various fermentation and ethanol-refining techniques, such as distilla- tion, liquid-liquid extraction and phase separation with potassium carbonate, have been investigated. The various process alternatives have been optimised and the production cost of ethanol determined. Sensitivity analyses were per- formed for the various process alternatives to investigate the infuence of changes in feed concentration, capital cost and energy cost (steam and electricity).
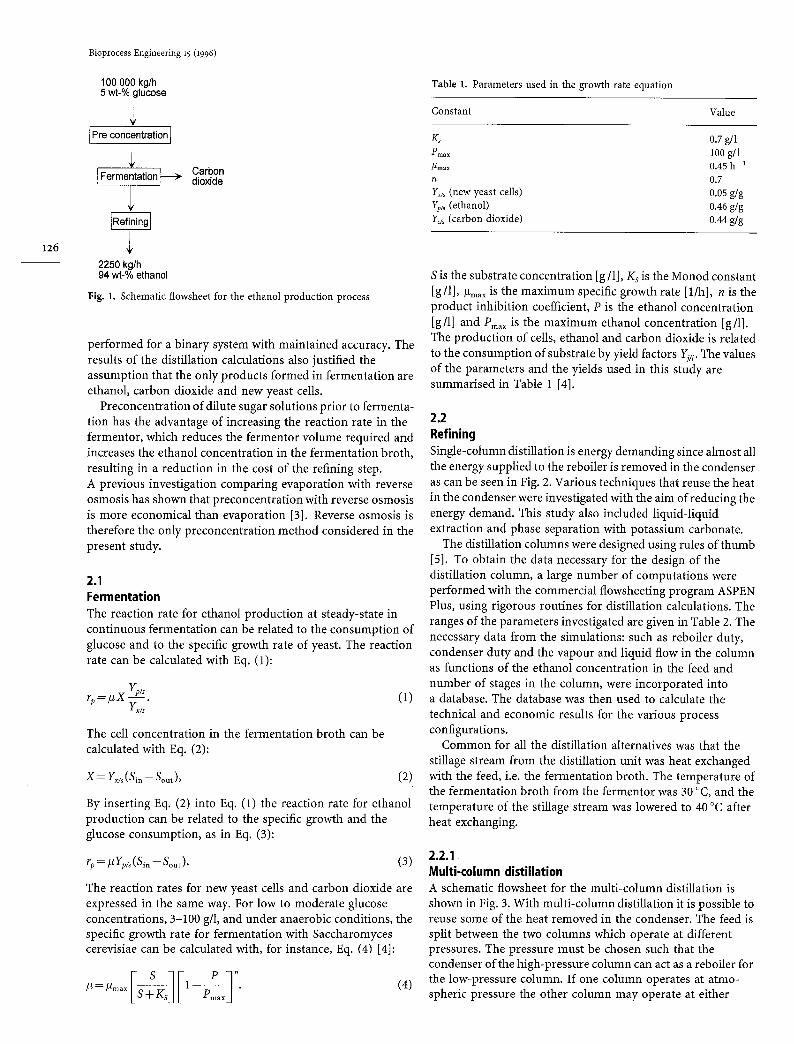
2 Process description A schematic flowsheet for a process for the production of ethanol from dilute glucose solutions is shown in Figure 1. It is assumed that the feed to the process is 100 000 kg/h of 5wt-% glucose. The feed contains other components, but only glucose and other hexoses, e.g. mannose, are considered. In the calculations, all hexoses are treated as glucose. Distillation calculations have been performed for multi-component distillation with the commercial flowsheeting program ASPEN Plus, using built-in modules for rigorous calculations concern- ing distillation. The calculations for the multi-component system were compared with rigorous calculations for a binary system (ethanol and water) on an energy requirement basis. The results showed that the distillation calculations could be
Bioprocess Engineering 15 (a996)
126
100 000 kg/h 5 wt-% glucose
[Pre concentration J
Carbon [Fermentation] > dioxide
2250 kg/h 94 wt-% ethanol
Fig. 1. Schematic flowsheet for the ethanol production process
performed for a binary system with maintained accuracy. The results of the distillation calculations also justified the assumption that the only products formed in fermentation are ethanol, carbon dioxide and new yeast cells.
Preconcentration of dilute sugar solutions prior to fermenta- tion has the advantage of increasing the reaction rate in the fermentor, which reduces the fermentor volume required and increases the ethanol concentration in the fermentation broth, resulting in a reduction in the cost of the refining step. A previous investigation comparing evaporation with reverse osmosis has shown that preconcentration with reverse osmosis is more economical than evaporation [3]. Reverse osmosis is therefore the only preconcentration method considered in the present study.
2.1 Fermentation The reaction rate for ethanol production at steady-state in continuous fermentation can be related to the consumption of glucose and to the specific growth rate of yeast. The reaction rate can be calculated with Eq. (1):
G r,=~x L~. (1)
The cell concentration in the fermentation broth can be calculated with Eq. (2):
X = Yx/s(Sin-Sou,), (2)
By inserting Eq. (2) into Eq. (i) the reaction rate for ethanol production can be related to the specific growth and the glucose consumption, as in Eq. (3):
rp= pYp/s(Sin- Sou,). (3)
The reaction rates for new yeast cells and carbon dioxide are expressed in the same way. For low to moderate glucose concentrations, 3-100 g/l, and under anaerobic conditions, the specific growth rate for fermentation with Saccharomyces cerevisiae can be calculated with, for instance, Eq. (4) [4]:
; = ;max IS +Ks] [ PmaxA " (4)
Table 1. Parameters used in the growth rate equation
Constant Value
Ks 0.7 g/1 Pmax 100 g/1 /-/max 0.45 h- 1 n 0.7 Yx/s (new yeast cells) 0.05 g/g Yp/s (ethanol) 0.46 g/g Yc/s (carbon dioxide) 0.44 g/g
S is the substrate concentration [g/1], Ks is the Monod constant [g/l], gtma ~ is the maximum specific growth rate [I/h], n is the product inhibition coefficient, P is the ethanol concentration [g/l] and Pmax is the maximum ethanol concentration [g/l]. The production of cells, ethanol and carbon dioxide is related to the consumption of substrate by yield factors Yzi. The values of the parameters and the yields used in this study are summarised in Table 1 [4].
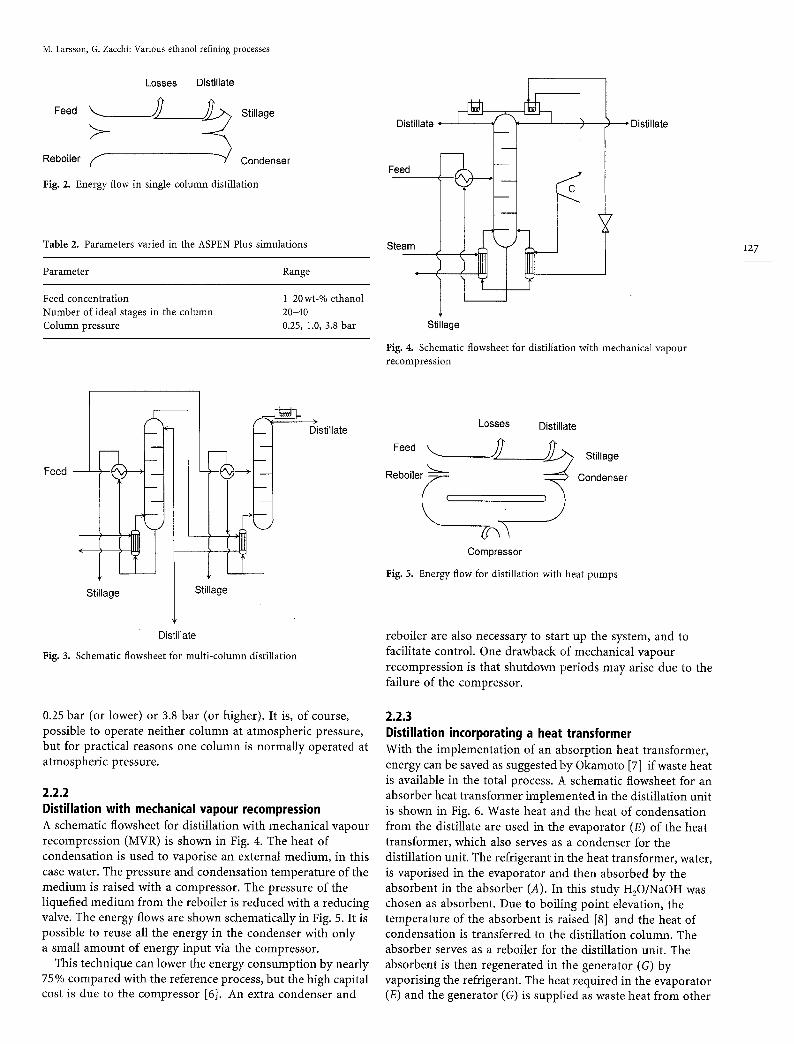
2.2 Refining Single-column distillation is energy demanding since almost all the energy supplied to the reboiler is removed in the condenser as can be seen in Fig. 2. Various techniques that reuse the heat in the condenser were investigated with the aim of reducing the energy demand. This study also included liquid-liquid extraction and phase separation with potassium carbonate.
The distillation columns were designed using rules of thumb [5]. To obtain the data necessary for the design of the distillation column, a large number of computations were performed with the commercial flowsheeting program ASPEN Plus, using rigorous routines for distillation calculations. The ranges of the parameters investigated are given in Table 2. The necessary data from the simulations: such as reboiler duty, condenser duty and the vapour and liquid flow in the column as functions of the ethanol concentration in the feed and number of stages in the column, were incorporated into a database. The database was then used to calculate the technical and economic results for the various process configurations.
Common for all the distillation alternatives was that the stillage stream from the distillation unit was heat exchanged with the feed, i.e. the fermentation broth. The temperature of the fermentation broth from the fermentor was 30 ~ and the temperature of the stillage stream was lowered to 40 ~ after heat exchanging.
2.2.1 Multi-column distillation A schematic flowsheet for the multi-column distillation is shown in Fig. 3. With multi-column distillation it is possible to reuse some of the heat removed in the condenser. The feed is split between the two columns which operate at different pressures. The pressure must be chosen such that the condenser of the high-pressure column can act as a reboiler for the low-pressure column. If one column operates at atmo- spheric pressure the other column may operate at either
M. Larsson, G. Zacchi: Various ethanol refining processes
Losses Distillate
Feed K . . . ~ J ~ " . . ~ Stiilage >-- -i Reboiler f Condenser
Fig. 2. Energy flow in single-column distillation
Table 2. Parameters varied in the ASPEN Plus simulations
Parameter Range
Feed concentration 1 20wt-% ethanol Number of ideal stages in the column 20-40 Column pressure 0.25, 1.0, 3.8 bar
Feed - - I
u i
T Stillage Stillage
>
Distillate
~ m
Distillate.
Feed ~ ~_
/ S t e a m ,(",--J~,
, Distillate
Stillage
Fig. 4. Schematic flowsheet for distillation with mechanical vapour recompression
Losses Distillate
Feed ~ ~ ~ Stillage
Reboiler ~ Condenser
Compressor Fig. 5. Energy flow for distillation with heat pumps
127
Distillate
Fig. 3. Schematic flowsheet for mult i-column distillation
0.25 bar (or lower) or 3.8 bar (or higher). It is, of course, possible to operate neither column at atmospheric pressure, but for practical reasons one column is normally operated at atmospheric pressure.
2.2.2 Distillation with mechanical vapour recompression A schematic flowsheet for distillation with mechanical vapour recompression (MVR) is shown in Fig. 4. The heat of condensation is used to vaporise an external medium, in this case water. The pressure and condensation temperature of the medium is raised with a compressor. The pressure of the liquefied medium from the reboiler is reduced with a reducing valve. The energy flows are shown schematically in Fig. 5. It is possible to reuse all the energy in the condenser with only a small amount of energy input via the compressor.
This technique can lower the energy consumption by nearly 75% compared with the reference process, but the high capital cost is due to the compressor [6]. An extra condenser and
reboiler are also necessary to start up the system, and to facilitate control. One drawback of mechanical vapour recompression is that shutdown periods may arise due to the failure of the compressor.
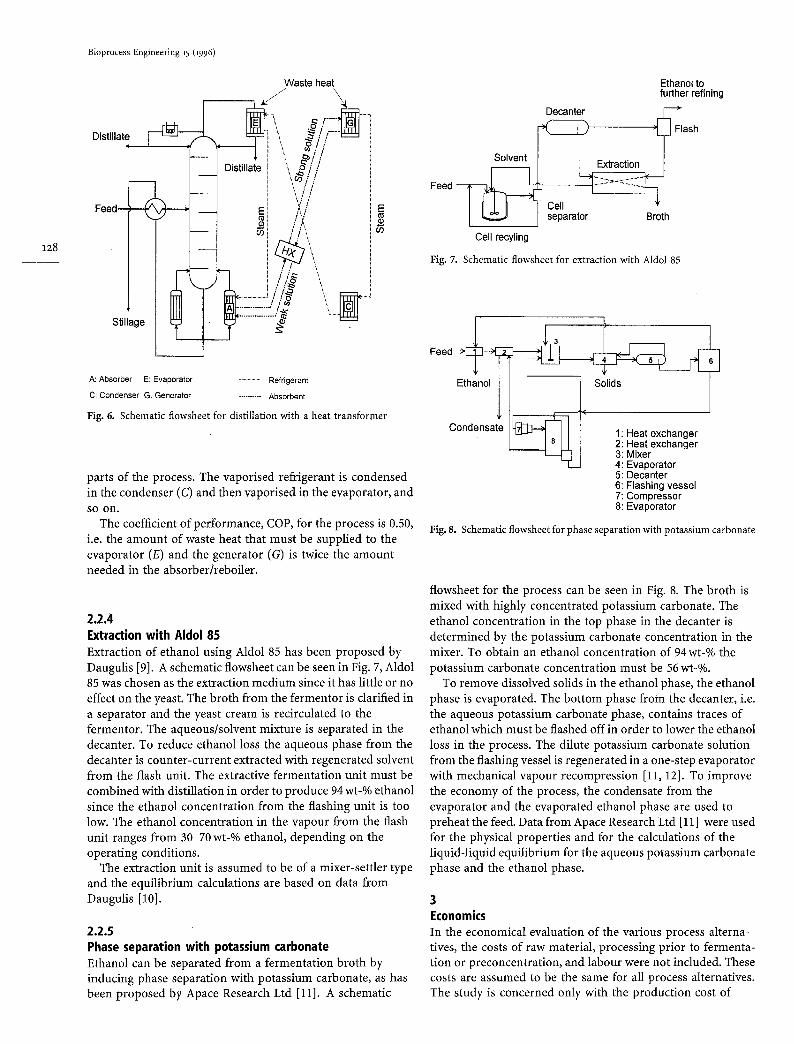
2.2.3 Distillation incorporating a heat transformer With the implementation of an absorption heat transformer, energy can be saved as suggested by Okamoto [7] if waste heat is available in the total process. A schematic flowsheet for an absorber heat transformer implemented in the distillation unit is shown in Fig. 6. Waste heat and the heat of condensation from the distillate are used in the evaporator (E) of the heat transformer, which also serves as a condenser for the distillation unit. The refrigerant in the heat transformer, water, is vaporised in the evaporator and then absorbed by the absorbent in the absorber (A). In this study H20/NaOH was chosen as absorbent. Due to boiling point elevation, the temperature of the absorbent is raised [8] and the heat of condensation is transferred to the distillation column. The absorber serves as a reboiler for the distillation unit. The absorbent is then regenerated in the generator (G) by vaporising the refrigerant. The heat required in the evaporator (E) and the generator (G) is supplied as waste heat from other
128
Bioprocess Engineering 15 (1996)
Distillate
Feed u ~ - ~ - -
Stil'lage
Waste heat
. . . . . . . .
' t'"atl i:: i iiiiiiiiiiii 3 . . . . . . .
A: Absorber E: Evaporator ................. Refrigerant
C: Condenser G: Generator .......... Absorbent
Fig. 6. Schematic flowsheet for distillation with a heat transformer
parts of the process. The vaporised refrigerant is condensed in the condenser (C) and then vaporised in the evaporator, and SO o n .
The coefficient of performance, COP, for the process is 0.50, i.e. the amount of waste heat that must be supplied to the evaporator (E) and the generator (G) is twice the amount needed in the absorber/reboiler.
2.2.4 Extraction with Aldol 85 Extraction of ethanol using Aldol 85 has been proposed by Daugulis [9]. A schematic flowsheet can be seen in Fig. 7, Aldol 85 was chosen as the extraction medium since it has little or no effect on the yeast. The broth from the fermentor is clarified in a separator and the yeast cream is recirculated to the fermentor. The aqueous/solvent mixture is separated in the decanter. To reduce ethanol loss the aqueous phase from the decanter is counter-current extracted with regenerated solvent from the flash unit. The extractive fermentation unit must be combined with distillation in order to produce 94 wt-% ethanol since the ethanol concentration from the flashing unit is too low. The ethanol concentration in the vapour from the flash unit ranges from 30-70 wt-% ethanol, depending on the operating conditions.
The extraction unit is assumed to be of a mixer-settler type and the equilibrium calculations are based on data from Daugulis [10].
2.2.5 Phase separation with potassium carbonate Ethanol can be separated from a fermentation broth by inducing phase separation with potassium carbonate, as has been proposed by Apace Research Ltd [11]. A schematic
Ethanol to further refining Decanter ~ 1
[ ~ I) ~ ash
Solvent Extraction
F e e d ~ Cell --~iiii:::::: ............. ::::::2-iiiii~ separator Broth
Cell recyling Fig. 7. Schematic flowsheet for extraction with Aldol 85
L ~ Solids <
1: Heat exchanger 2: Heat exchanger 3: Mixer 4: Evaporator 5: Decanter 6: Flashing vessel 7: Compressor 8: Evaporator
Fig. 8. Schematic flowsheet for phase separation with potassium carbonate
flowsheet for the process can be seen in Fig. 8. The broth is mixed with highly concentrated potassium carbonate. The ethanol concentration in the top phase in the decanter is determined by the potassium carbonate concentration in the mixer. To obtain an ethanol concentration of 94 wt-% the potassium carbonate concentration must be 56 wt-%.
To remove dissolved solids in the ethanol phase, the ethanol phase is evaporated. The bottom phase from the decanter, i.e. the aqueous potassium carbonate phase, contains traces of ethanol which must be flashed off in order to lower the ethanol loss in the process. The dilute potassium carbonate solution from the flashing vessel is regenerated in a one-step evaporator with mechanical vapour recompression [11, 12]. To improve the economy of the process, the condensate from the evaporator and the evaporated ethanol phase are used to preheat the feed. Data from Apace Research Ltd [11] were used for the physical properties and for the calculations of the liquid-liquid equilibrium for the aqueous potassium carbonate phase and the ethanol phase.
3 Economics In the economical evaluation of the various process alterna- tives, the costs of raw material, processing prior to fermenta- tion or preconcentration, and labour were not included. These costs are assumed to be the same for all process alternatives. The study is concerned only with the production cost of

M. Larsson, G. Zacchi: Various ethanol refining processes
preconcentration, fermentation and ethanol refining. The results obtained may be used only for comparisons of the various process alternatives investigated.
The total installation cost was calculated using Lang factors according to Eq. (5):
Costtotal = ~ (Costunit Lang factor). (5)
A Lang factor of 3.6 was used for all equipment, except for compressors including the engine, and for evaporators, for which factors of 2.5, and 2.0 were used, respectively, based on data from the manufactures. The total capital cost was transformed into an annual cost using an annuity present worth factor of 0.17, based on an interest rate of 15% and a pay-off time of 15 years. The total cost is divided into two parts: equipment costs and running costs.
3.1 Equipment costs The cost of the reverse osmosis unit is directly proportional to the membrane area with a proportionally factor of 1. The price of the membrane is assumed to be 2000 SEK/m 2 [13]. The power consumption of the pump is 10 kWh/m 3.
The cost of the fermentor was estimated using a reference volume of 750 m 3, with a price of 1.5 million SEK. For other fermentor volumes a scaling factor of 0.6 was used [17].
The price of a distillation column is directly proportional to the column height and partly proportional to the diameter to the diameter to the column [3], according to Eq. (6):
Price = Pricere f. 0.7. + 0.3- �9 , (6) Dref Href
where Priceref = 1.5 million SEK, Dre f = 2.7 m and Sre f = 9 m. The prices of 2- and 3-stage compressors for the compres-
sion ofvapour were obtained from Atlas Copco [14]. The data were fitted to Eqs. (7) and (8) to obtain the price, in SEK, as a function of the volumetric flow rate V, to the compressor, in m3/s .
For a 2-stage compressor the price is obtained from:
Price = 2. 106+ V. 105, (7)
and for a 3-stage compressor:
Price = 2 . 106+ V.4.105. (8)
The cost of the engine for the compressor was estimated to be 1000 SEK/kW, according to Asea-Brown Boveri [15].
The cost of the heat transformer was 12 million SEK for 4 MW of delivered power and 17.5 million SEK for 7 MW [16], which results in a scaling factor of 0.67.
The liquid-liquid extraction unit consists of a number of strirred tanks and settling tanks. Cost data for a number of tanks were fitted to Eq. (9) as a function of the volume, in m ~, to obtain the price in kSEK [17]:
Price = e a + b. in (volume) + c. in (volume) x, (9)
a=3.017, b=0.596, c=0.005. The price of the stirrer is 160 kSEK for a tank volume of
600 m 3 with a scaling factor of 0.5.
3.2 Running costs Running costs comprise the cost of steam, electricity, process water and cleaning of the membranes in the reverse osmosis unit. Steam is used in the reboiler in some of the distillation alternatives. The price of steam was set at 0.14 SEK/kWh.
The major consumers of electricity are the engines for the compressors, pumps, stirrers and centrifuges. The price of electricity was set at 0.30 SEK/kWh.
Process water is mainly used as a cooling medium in the condenser in the distillation process. The price of process water was set at 0.1 SEK/m 3 which corresponds to the pumping cost. The contribution of the cost of process water to the total production cost was found to be negligible and is not included in the results.
The annual cleaning cost of the reverse osmosis unit is estimated to 1 SEK/m 2 membrane.
4 Results and discussion The comparison between the refining processes is based on the production of 94wt-% ethanol from a feed of 100 ton/h containing 5 wt-% glucose. The process is schematically illustrated in Fig. 1. The cost of the various process alternatives should not be regarded as the absolute cost of each process but as a value which can be used for comparisons between the various process alternatives.
The production cost in the reference process alternative is 0.63 SEK/kg product. The major contributor to the production cost is the cost of live steam in the distillation stage, 0.41 SEK/kg product, i.e. 65% of the production cost. The capital cost of the distillation amounts of 0.15 SEK/kg product, of which about 60% is the cost of the column and about 40% the heat exchangers, including reboiler and condenser. The cost of fermentation constitutes 0.07 SEK/kg product i.e. 11% of the total. The contribution to the total cost from the rest of the equipment is negligible.
The best results for each of the various process alternatives are summarised in Figs. 9 and 10. The lowest production cost, 0.48 SEK/kg product, was obtained with multi-column distillation. For the alternative employing phase separation with potassium carbonate, the lowest production cost, 0.55 SEK/kg product, was obtained for preconcentration to 18 wt-% glucose. The phase separation process has a cost 0.07 SEK/kg product higher than multi-column distillation. However the former includes waste-water treatment which, as a separate stage, would cost in the range of 0.25 to 0.30 SEK/kg product [18]. Taking this into consideration the phase separation process may be the most economic of the two.
The process employing liquid-liquid extraction exhibits a high production cost due to the fact that the extraction must be combined with some other refining method to produce 94 wt-% ethanol. In this study, liquid-liquid extraction has been combined with distillation and the production cost was 0.92 SEK/kg product which makes this process alternative uncompetitive.
Of the two cheapest distillation alternatives, multi-column distillation and MVR, multi-column distillation exhibits a slightly lower production cost than MVR for all process
129
Bioprocess Engineering 15 (1996)
130
1.0
-G
0.8
"~" 0.6- W b ' l
G 8 0.4. r - .o "S g 0.2 o a.
[]]~ Extraction Phase separation with potassium carbonate
E - l E
A B C D E
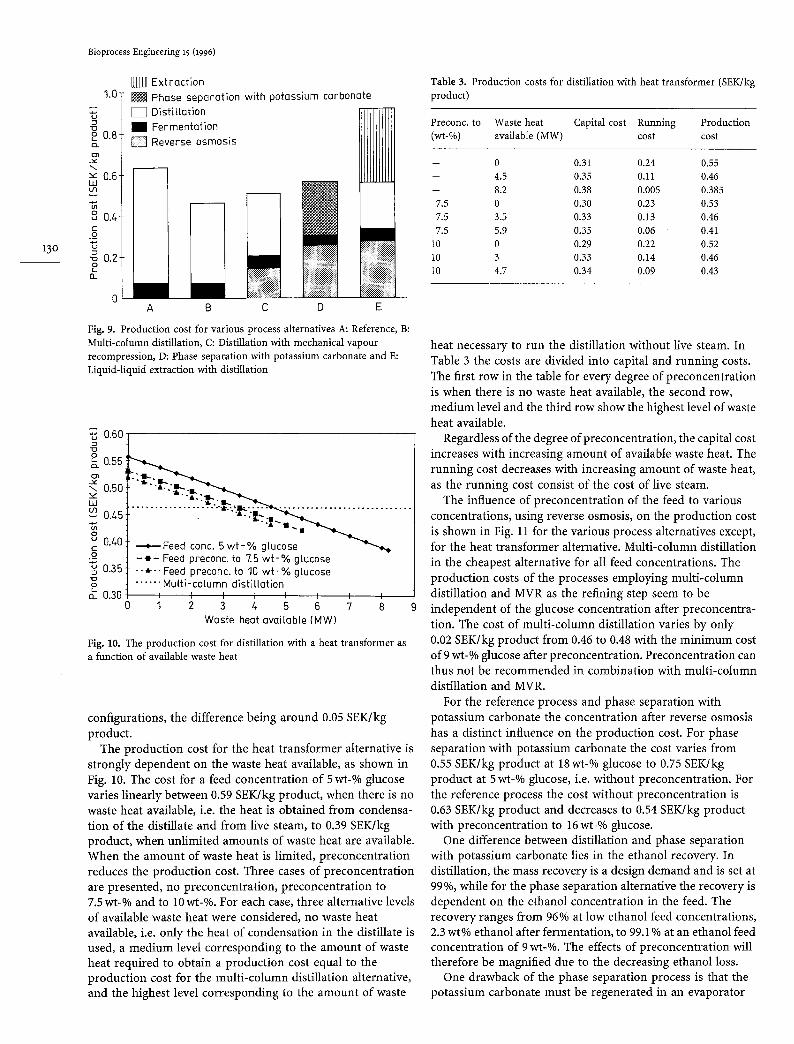
Fig. 9. Production cost for various process alternatives A: Reference, B: Multi-column distillation, C: Distillation with mechanical vapour recompression, D: Phase separation with potassium carbonate and s Liquid-liquid extraction with distillation
-G 0.60 : g o & 0.55 o~
"-, 0.50 W
OA5 o
O.LO o
0.35 13 ,o n 0.30
~...., Feed conc. 5wt-% glucose ~ - . ~ " ' - l - Feed preconc, to 7.5 wt-% glucose -,~-' Feed preconc, to 10 wt-% glucose . . . . . . Multi-column distillation
I 1 I I I [ I I 1 2 3 L 5 6 7 8
Waste heat availab[e (MW)
Fig. 10. The production cost for distillation with a heat transformer as a function of available waste heat
configurations, the difference being around 0.05 SEK/kg product.
The production cost for the heat transformer alternative is strongly dependent on the waste heat available, as shown in Fig. 10. The cost for a feed concentration of 5wt-% glucose varies linearly between 0.59 SEK/kg product, when there is no waste heat available, i.e. the heat is obtained from condensa- tion of the distillate and from live steam, to 0.39 SEK/kg product, when unlimited amounts of waste heat are available. When the amount of waste heat is limited, preconcentration reduces the production cost. Three cases of preconcentration are presented, no preconcentration, preconcentration to 7.5 wt-% and to 10 wt-%. For each case, three alternative levels of available waste heat were considered, no waste heat available, i.e. only the heat of condensation in the distillate is used, a medium level corresponding to the amount of waste heat required to obtain a production cost equal to the production cost for the mult i-column distillation alternative, and the highest level corresponding to the amount of waste
Table 3. Production costs for distillation with heat transformer (SEK/kg product)
Preconc. to Waste heat Capital cost Running Production (wt-%) available (MW) cost cost
-- 0 0.31 0.24 0.55 -- 4.5 0.35 0.11 0.46 - - 8.2 0.38 0.005 0.385 7.5 0 0.30 0.23 0.53 7.5 3.5 0.33 0.13 0.46 7.5 5.9 0.35 0.06 0.41
10 0 0.29 0.22 0.52 10 3 0.33 0.14 0.46 10 4.7 0.34 0.09 0.43
heat necessary to run the distillation without live steam. In Table 3 the costs are divided into capital and running costs. The first row in the table for every degree of preconcentration is when there is no waste heat available, the second row, medium level and the third row show the highest level of waste heat available.
Regardless of the degree of preconcentration, the capital cost increases with increasing amount of available waste heat. The running cost decreases with increasing amount of waste heat, as the running cost consist of the cost of live steam.
The influence of preconcentration of the feed to various concentrations, using reverse osmosis, on the production cost is shown in Fig. 11 for the various process alternatives except, for the heat transformer alternative. Multi-column distillation in the cheapest alternative for all feed concentrations. The production costs of the processes employing multi-column distillation and MVR as the refining step seem to be independent of the glucose concentration after preconcentra- tion. The cost of multi-column distillation varies by only 0.02 SEK/kg product from 0.46 to 0.48 with the minimum cost of 9 wt-% glucose after preconcentration. Preconcentration can thus not be recommended in combination with multi-column distillation and MVR.
For the reference process and phase separation with potassium carbonate the concentration after reverse osmosis has a distinct influence on the production cost. For phase separation with potassium carbonate the cost varies from 0.55 SEK/kg product at 18wt-% glucose to 0.75 SEK/kg product at 5 wt-% glucose, i.e. without preconcentration. For the reference process the cost without preconcentration is 0.63 SEK/kg product and decreases to 0.54 SEK/kg product with preconcentration to 16 wt-% glucose.
One difference between distillation and phase separation with potassium carbonate lies in the ethanol recovery. In distillation, the mass recovery is a design demand and is set at 99 %, while for the phase separation alternative the recovery is dependent on the ethanol concentration in the feed. The recovery ranges from 96% at low ethanol feed concentrations, 2.3 wt% ethanol after fermentation, to 99.1% at an ethanol feed concentration of 9 wt-%. The effects of preconcentration will therefore be magnified due to the decreasing ethanol loss.
One drawback of the phase separation process is that the potassium carbonate must be regenerated in an evaporator

M . L a r s s o n , G. Z a c c h i : V a r i o u s e t h a n o l r e f i n i n g p r o c e s s e s
0.9- "5
0.8 o
h 0.7-
0.5- x . v
Lu 0.5- cO
0.4- o
0.3- c o
~ 0.2-
,o o.1- t3_
0 4-
O .
" ' o . . .
~ . " . . . . . ,'t . . . . . . . t . . . . . . t . . . . . .
X :~ x X ~ ~ . . . .
m - . . . . . m . . . . . - m - - - m . . . . . - m . . . . . �9 . . . . . �9 . . . . . �9 . . . . .
--§ separat ion wi th K2CO3
-m- Muf t i -co lumn dist i t tat ion �9 Reference process
�9 , ,x Mechanical vopour recompress ion
I I I ( I I I 6 8 10 12 14 16 18
GLucose concentrat ion a f te r preconcentrat ion ( w t - % ) 20
Fig. 11. The influence of preconcentration on the production cost
Table 4. Production costs for various processes alternatives (SEK/kg product)
Process Running costs Capital costs Total cost
0.9 A
~ 0.8
e 0.7 m
~ o . 6
lad ^ - O9
Ltl O
g
g P
[3-
[] Capitat costs - 2 0 % B Base case �9 Capi ta l costs +20%
Muf t i - stage d is t i t la t ion Phase sepa ra t i on w i th po tass ium carbonate
Fig. 13. Sensitivity analysis of capital costs for the process employing multi-column distillation and phase separation with potassium carbonate
0.60- "6
Reference 0.42 0.22 0.63 n Multi-column distillation 0.24 0.23 0.47
o_ Mechanical vapour _,~ recompression 0.16 0.35 0.51 -,. Phase separation with m x potassium carbonate 0.25 0.31 0.56 Liquid-liquid extract. 0.40 0.52 0.92 ~
o u
c .o_
"o
0.91 o
Phase sepa ra t i on w i t h potass ium carbona te
n Running costs -20% ta Base case �9 Running costs +20%
Mu f t i - s tage dist iLtat ion
0.8-
~ 0 . 7
2 0.6
m 0 r cq
-~0. o tJ c 0. o
"60.
PO n
Fig. 12. Sensitivity analysis of running costs for the process employing multi-column distillation and phase separation with potassium carbonate
with mechanical vapour recompression. This must also be taken into account when comparing the two processes since a shut-down of the compressor can be very costly.
Sensitivity analyses were performed by varying the capital and the running costs by +20% to investigate how the uncertainties in the cost estimation affect the production cost. Figs. 12 and 13 show the results from the analysis performed for the mult i-column distillation and phase separation with potassium carbonate alternatives. Both show large similarities in sensitivity to changes in the capital and running costs. This
0.55
0.50
0s ;
O.&O
0.35:
0 . 3 0 0
"A''-A Capital. costs +20% L . l k " ' i - . �9
�9 " . .
" l g . " A . . ----.,. . . , . , , /
" I L " ' � 9
Capitat costs - 20 % "m.
I I I I I I I t
1 2 3 4. 5 6 7 8 9
Waste heat avaiLabLe (MW]
Fig. 14. Sensitivity analysis of capital costs for the heat transformer alternative
is due to the fact that the production cost for both alternatives is made up equally of running and capital costs.
The results of the sensitivity analysis for the heat trans- former alternative with no preconcentration of the feed are shown in Figs. 14 and 15. This alternative shows large differences between changes in capital costs and running costs for various amounts of available waste heat. The deviation in production cost from the base case due to a change in capital cost increases with increasing amount of available waste heat. This is due to the increase in capital costs of the heat transformer as the available waste heat increases. The opposite trend is observed for a change in the running costs since the running costs are mainly made up of the cost of live steam, which decreases with increasing amounts of available waste heat.
5 Conclusions The refining alternative recommended, based on the results of this study, is multi-column distillation. The heat transformer
131

Bioprocess Engineering t5 (1996)
132
0.65 %
0.60 Q.
0.55
0.50 u l
-~ 0.45 o
o = 0 .a0
-~ 0.35 o
a_ 0.30
" q ' " . . Running costs +20%
�9 m . . I. -m- "" * .
Running costs-20%
F I ; I ~ J 1 [
1 2 3 4 5 6 7 8 9 Waste heat avaHabte (MW)
Fig. 15. Sensitivity analysis of running costs for the heat transformer alternative
alternative is the cheapest alternative if there are large amounts of waste heat available�9 This alternative can only be recommen- ded if the production cost is considerably lower than that with multi-column distillation since it means the introduction of a new technique.
Multi-column distillation is preferable over MVR since multi-column distillation has a slightly lower production cost and the compressor may have shutdown periods.
The production cost with a heat transformer is strongly dependent on the amount of waste heat available, as can be seen in Figure 10. This makes it difficult to compare it with the other process alternatives. The comparison should thus be performed for each specific ethanol production process when detailed knowledge of the available waste heat in the total process is available�9
The most interesting process alternatives for further investigation are multicolumn distillation and phase separ- ation with potassium carbonate: the former because it exhibits the lowest production cost and the latter because of the waste water integration. The compressor in the phase separation with potassium carbonate alternative might have shutdown periods, but the integrated waste-water treatment may compensate for this drawback. However, preliminary shake-flask experiments at room temperature indicate that non-volatile organics such as glycerol are distributed mainly to the aqueous phase and an extra process step for the removal of these compounds must be included, which would increase the production cost. Phase separation with potassium carbonate is thus probably less competitive.
In the process of producing ethanol from lignocellulosic materials, compounds inhibitory to enzymatic hydrolysis and fermentation are generated during the pretreatment of the wood. These compounds will accumulate in an industrial process due to the recirculation of process streams [19].
Investigations made by Palmqvist et al. have shown that the non-volatile compounds affect the enzymatic hydrolysis and the fermentation negatively. To remove the non-volatile compounds and to be able to recirculate process streams, evaporation of the stillage stream from the distillation is an alternative process step which can be included. In this case, new possibilities for energy integration occur which must be further investigated as they may alter some of the conclusions drawn in this study.
References 1. Lou, Y." The engineering and economic evaluation for chemical
utilisation of biomass. Renewable energy. 52 (1994) 866-874 2. The Swedish National Board for Industrial and Technical Development
(NUTEK). Energy crops -94 (In Swedish); R 1994: 16; ISSN 1102-2574 3. Zacchi, G.; Axelsson, A.: Economic evaluation of preconcentration in
production of ethanol from dilute sugar solutions. Biotech. and Bioeng. 34 (1989) 223-233
4. Maiorella, et al.: Economic evaluation of alternative ethanol fermentation processes. Biotech. and Bioeng. 26 (1984) 1003-1025
5. Frank, O�9 Shortcuts for Distillation Design. Chemical Engineering. 14 (1977) 111-128
6. Larsson, M.; Zacehi, G.: Energy saving techniques in distillation. Dept. of Chem. Eng. 1. University of LUND SWEDEN Report LUTKDH/(TKKA-7001) (1-32) (1993)
7. Okamoto, Y.: Utilisafion of Absorption Heat Pumps in Japan. Newsletter of the IEA Heat Pumps Centre, Vol 2. 1/2 May 1984
8. Abrahamsson, Klas.: Absorption heat cycles. An experimental and theoretical study. Ph.D. Thesis. Dept. of Chem. Eng. 1 Lunds University LUND SWEDEN. CODEN: LUTKDH/(TKKA- 1002)/1-122/(1993)
9. Daugulis, A.; Swaine, D.; Kollerup, F.; Groom, C.: Extractive Fermentation - Integrated Reaction and Product Recovery. Biotech. Letters 9(6) (1987) 425-430
10. Daugulis, A.; Malinowski, J.: Liquid-liquid and Vapour-liquid behaviour of oleyl alcohol applied to extractive fermentation processing. The Can. Jour. of Chem. Eng. 71 (1993) 431-436
11. Apace Research Ltd. A combined ethanol recovery/waste treatment process. N.E.R.D.D.P. Project number 80/0056 Jtfly 1986
12. Joensen.: Annika, Ethanol recovery using phase separation with potassium carbonate. M. Sc. Theses. Dept. of Chem. Eng. 1. University of LUND. SWEDEN, LUTKDH/(TKKA-5018)11-43/(1994)
13. Ekl6f, H.; Hansson, C.: Technical-economic evaluation of different process alternatives for production of ethanol. M. Sc. Thesis. Dept. of Chem. Eng. 1 University of LUND, SWEDEN. LUTKDH/(TKKA- 7004)11-14/(1992)
14. Atlas Copco Norway Personal communication 15. ABB. SWEDEN Personal Communication 16. Gyllensten, H.: Ekstr6m & Son AB. Personal Communication 17. Chematur Engineering AB SWEDEN. Personal Communication 18. yon Sivers, M.: Ethanol from wood A Technical and Economic
Evaluation of Ethanol Production Processes. Licentiate Dissertation. Dept. of Chem. Eng. 1 University of LUND, SWEDEN, CODEN: LUTKDH/(TKKA- 1004)/1-30 (1995)
19. Palmqvist, E.; Hanh-Hfigerdahl, B.; Galbe, M.; Zacchi, G.: The effect of water-soluble inhibitors from steam-pretreated willow on enzymatic hydrolysis and ethanol fermentation. Accepted for publication in Enzyme and Microbial Technology