production of kraft pulp and paper from linseed stalks
TRANSCRIPT

Biological Wastes 25 (1988) 243-247
Production of Kraft Pulp and Paper from Linseed Stalks
A. J. Shaikh, P. V. Varadarajan, I. G. Bhatt & V. Sundaram*
Cotton Technological Research Laboratory (ICAR), Adenwala Road, Matunga, Bombay 400019, India
[Received 27 September 1987; revised version received 12 January 1988: accepted 19 January 1988)
A BS TRA C T
The possibilities of utilising linseed stalk, an agrowaste material, .['or the production of pulp and paper have been explored. Trials to prepare kraft pulp using various concentrations of kraft liquor are discussed. Paper from 20% kraft pulp exhiblted superior properties, suitable.]'or wrapping, writing and printing papers.
INTRODUCTION
Linseed (Linum usitalissimum L.) belongs to the family Linaceae and the genus Linum, which contains over 100 species. This crop has been grown since ancient times for its fibre, known popularly as flax, and for its seed which is rich in oil. Because of its strength, the fibre finds specialised applications in various fields, and the oil has extensive commercial applications (Anon., 1962).
India is one of the leading linseed producing countries, ranking third in the world. Over the years, genotypes of linseed with branching habits have been developed in India as an oilseed crop for cultivation without irrigation. However, in view of the present need to meet the country's demand for flax fibre as well as linseed oil, Indian agricultural scientists have come out
* To whom correspondence should be addressed. 243
Biological Wastes 0269-7483/88/$03.50 ~-~ 1988 Elsevier Applied Science Publishers Ltd. England. Printed in Great Britain

244 A. J. Shaikh, P. V. Varadarajan, !. G. Bhatt & V. Sundaram
recently with a dual purpose linseed variety (LCK-152) suitable both for oil and for fibre. The total area under cultivation of linseed is around 1.9 million ha with a seed production of about 500000 tonnes. The available dry stalk remaining after harvest of the oilseed is estimated to be around 3.5-4.0 million tonnes annually (Anon., 1986). There is every possibility that this figure will increase in the coming years in view of the efforts being made to boost the production of oilseeds in general and linseed in particular.
Presently, linseed stalk is not put to any commercial use but is burnt as fuel in rural India. In order to find a better use for this renewable cellulosic material and to assess the potential of linseed stalks as a raw material for the paper industry, the present study was undertaken. The study assumes greater significance in the present context where the Indian paper industry is turning more and more towards the utilisation of non-conventional cellulosic raw materials like bagasse, rice and wheat straws, mesta, cotton stalks, etc., due to the acute shortage ofconventional materials like bamboo and soft wood (Anon., 1987).
METHODS
Dried linseed stalk of LCK-152 variety, received from the Project Co- ordinator (Linseed), C. S. Azad University, Kanpur (India) was used. All the chemicals used were of analytical reagent grade and analyses were by TAPPI Standard Test Methods (TAPPI, 1980).
Linseed stalk was chopped into approximately 2-cm size chips in a mechanical chopper and then passed through a pulveriser to open up the structure.
Preparation of pulp
Kraft pulp was prepared using four different concentrations of kraft liquor, as described below:
Oven-dry (OD) chips (300g) of linseed stalk were digested in a rotary bomb digester with 14%, 16%, 18% and 20% kraft liquor as Na20, at 20% sulphidity on OD weight of the raw material and at a material to liquor ratio of 1:3 at 160°C for 3 h (which includes 1 h required to raise the temperature of the contents from room temperature to the cooking temperature of 160°C. The digested material was disintegrated and then washed thoroughly to remove the black liquor and unreacted chemicals. The pulp was then sieved through a flat screen to remove the uncooked material as well as fibre bundles and subsequently beaten in a PFI mill to get the desired freeness.

Paper .from linseed stalks 245
Bleaching of pulps
All the pulps were bleached using hypochlorite in the two-step process described in Table 2.
Sheet making
Standard bleached and unbleached paper sheets of 60+ 1 gsm were prepared from each pulp on a British Standard Sheet Making Machine at 250 CSF (Canadian Standard Freeness) value. The paper sheets were air dried and conditioned at 65% relative humidity and 27°C for 2 h and then tested for various physical and optical properties using TAPPI Standard Test Methods (TAPPI, 1980).
RESULTS AND DISCUSSION
Properties of pulp
The properties of the unbleached pulps are given in Table 1. The total yield of the pulp decreased from 48"3% (14% kraft pulp) to 45"2% (20% kraft pulp) with increase in the concentration of the chemicals charged. However, on screening, the 14% kraft pulp recorded the highest percentage of rejects (13.3%), followed by 0"6% for 16% kraft pulp. The quality of the pulps obtained by using 18% and 20% kraft liquor was better as indicated by nil rejects, lower kappa number and higher brightness.
T A B L E I Properties of Unbleached Pulps
Pulp I" Pulp I1" Pulp IH a Pulp Il Ia
Total yield (%) 48.3 46.4 46.1 45-2 Screened yield (%) 35"0 45.8 46.1 45.2 Rejects (%1 13-3 0.6 NIL NIL Initial CSF 730 670 630 560 Final CSF 250 251 249 250 Kappa no. 36'3 32.0 30'3 23-6 Black liquor total
solid (%) 21.4 20.2 20.2 22'8 Free alkali (g/litre) 5'6 9.9 13"6 19.8 Brightness (pv) 23 27 30 33
" Pulp 1, 14% kraft liquor; Pulp II, 16%; Pulp II1, 18%: Pulp IV, 20%.
246 A.J. Shaikh, P. V. Varadarajan, L G. Bhatt & V. Sundaram
Bleaching
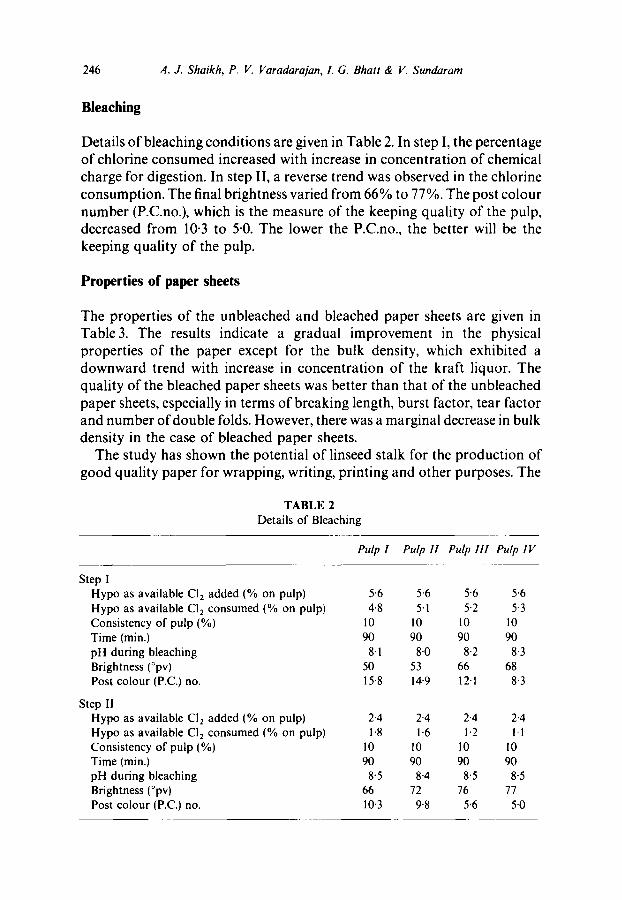
Details of bleaching conditions are given in Table 2. In step I, the percentage of chlorine consumed increased with increase in concentration of chemical charge for digestion. In step II, a reverse trend was observed in the chlorine consumption. The final brightness varied from 66% to 77%. The post colour number (P.C.no.), which is the measure of the keeping quality of the pulp, decreased from 10.3 to 5-0. The lower the P.C.no., the better will be the keeping quality of the pulp.
Properties of paper sheets
The properties of the unbleached and bleached paper sheets are given in Table3. The results indicate a gradual improvement in the physical properties of the paper except for the bulk density, which exhibited a downward trend with increase in concentration of the kraft liquor. The quality of the bleached paper sheets was better than that of the unbleached paper sheets, especially in terms of breaking length, burst factor, tear factor and number of double folds. However, there was a marginal decrease in bulk density in the case of bleached paper sheets.
The study has shown the potential of linseed stalk for the production of good quality paper for wrapping, writing, printing and other purposes. The
TABLE 2 Details of Bleaching
Pulp I Pulp II Pulp I11 Pulp IV
Step I Hypo as available CI 2 added (% on pulp) 5.6 5.6 5.6 5-6 Hypo as available CI 2 consumed (% on pulp) 4.8 5'1 5.2 5-3 Consistency of pulp (%) 10 10 10 10 Time (min.) 90 90 90 90 pH during bleaching 8.1 8.0 8-2 8.3 Brightness (°pv) 50 53 66 68 Post colour (P.C.) no. 15.8 14-9 12-1 8'3
Step II Hypo as available CI 2 added (% on pulp) 2.4 2.4 2.4 2.4 Hypo as available CI 2 consumed (% on pulp) 1.8 1.6 1.2 1.1 Consistency of pulp (%) 10 10 10 I0 Time (rain.) 90 90 90 90 pH during bleaching 8-5 8-4 8'5 8-5 Brightness (°pv) 66 72 76 77 Post colour (P.C.) no. 10.3 9.8 5"6 5"0

Paper./?om linseed stalks
TABLE 3 Strength Properties of Bleached and Unbleached Paper Sheets
247
I'ropertie~ 14%, Kru/t 16%, Kra/t
B ~ U ~ B
( 'SF of pulp 250 25(1 250
Bas~s v, eight Igsml 611 • I 60 4: I 60 • 1
Bulk Icm ~ g} 2 II 2 29 196
Brcakmg length Im) 3450 3195 3716
Burst factor 21 I IN 4 23'5
Tear l~ictor 1150 103 0 1232 N,.~. of douhle I',oldx 16 9 23
qMITI
Bnghmcss i p~l 66 23 72
" H -- bleached: U = unbleached
18% Kra[t 20% Kraft
U B U B l"
251 250 249 250 250
604:1 6 / I . I 6 0 t 1 6 0 - 1 60 t I
213 1.79 1.99 174 1'91
3624 3801 3722 4638 4542
19.2 29'N 21"0 34"6 300
112'2 135"(I 117"5 160"6 1417
12 30 I 3 39 20
27 76 30 77 33
utilisation of linseed stalk is likely to be cheaper than that of the conventional raw materials such as bamboo and soft wood in terms of production cost, as linseed stalk is one of the abundantly available agrowaste materials in the country. Utilisation will supplement the income of the farmer by adding value to the produce. The use of linseed stalk for the production of pulp and paper will not only help in the disposal of the waste in a productive way, but also help in solving the present crisis of raw materials shortage in the paper industry. This will also contribute to maintaining the ecological balance by reducing the pressure on forest-based cellulosic raw materials.
ACKNOWLEDGEM ENTS
The authors wish to express their sincere thanks to Dr Mangal Rai, Project Co-ordinator (Linseed), C. S. Azad University of Agriculture and Technology, Kanpur, U.P. for kindly supplying the linseed stalks for experimental purposes.
REFERENCES
Anon. (1962). The Wealth of lndia (Raw Materials), Voi. VI. ed. S. B. N. Shastri. Council of Scientific and Industrial Research, New Delhi, India.
Anon. (1986). Proceedings of Annual Rabi Oilseed Workshop held on 1 lth- 14th August 1986, at G. P. Pant University of Agriculture and Technology, Pantnagar, U.P., India.
Anon. (19871. A report on Indian paper mills. Paper Asia, March, 25. TAPPI (1980). Standards and Suggested Methods. Technical Association of the Pulp
and Paper Industry, New York, T200-T265.