prof. dr. andré paulo tschiptschin
TRANSCRIPT

Prof. Dr. André Paulo Tschiptschin
ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO
SETEMBRO DE 2010

Prof. Dr. André Paulo Tschiptschin
Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3.
Figura 1- Cilindro BUR fraturado em serviço na região do pescoço.
Figura 2- Cilindro BUR fraturado em serviço na região do pescoço.

Prof. Dr. André Paulo Tschiptschin
Objetivos O objetivo desse relatório é analisar o modo de fratura e as possíveis causas da falha ocorrida. Metodologia Foram feitas os seguintes ensaios e análises:
1) Retirada de amostras da região de mudança de seção no raio de concordância na região do pescoço, tanto do lado quebrado quanto do lado íntegro.
2) Análise da superfície de fratura em microscópio eletrônico de varredura (MEV). 3) Análise metalográfica da seção transversal de corpos de prova tirados das duas regiões
mencionadas. 4) Medidas de dureza nas amostras tiradas das duas regiões mencionadas. 5) Modelamento por elementos finitos utilizando software Abaqus 6.9 para avaliação das
tensões desenvolvidas na região de mudança de seção do cilindro, utilizando o desenho n° C161344
A retirada de amostras do lado fraturado foi feita na região retangular indicada na Figura 3. A amostra retirada do lado oposto não fraturado foi retirada de um setor correspondente.
Figura 3 – Localização da amostra retirada, do lado fraturado, para análise. A amostra do outro lado (não fraturado) foi retirada de um setor correspondente. A Figura 4 mostra o desenho n° C161344 do cilindro BUR de laminação, baseado no qual foi feita modelação 3D em Solidworks para transfer6encia e utilização no programa Abaqus. A Figura 5 mostra o modelo 3D do cilindro analisado.

Prof. Dr. André Paulo Tschiptschin
Figura 4 – Desenho n° C161344 do cilindro BUR.
Figura 5 – Modelo 3D do cilindro BUR analisado.

Prof. Dr. André Paulo Tschiptschin
Resultados Análise visual A Figura 6 mostra a trinca na região de mudança de seção, no pescoço do cilindro. A fratura ocorreu numa região de maior concentração de tensões e sua superfície parece ser bastante plana. De fato, as Figuras 7 e 8 mostram superfície de fratura plana iniciada na região do raios de concordância.
Figura 6 – Fratura encontrada na região do pescoço (raio de concordância) do cilindro BUR.
Figura 7 - Superfície de fratura plana e relativamente lisa iniciada na região do raio de concordância, no local indicado pelas setas vermelhas.
Raio de curvatura na região de mudança de seção
Superfície de fratura plana e relativamente lisa

Prof. Dr. André Paulo Tschiptschin
Figura 8 - Superfície de fratura plana e relativamente lisa iniciada na região do raio de concordância, no local indicado pelas setas vermelhas. Análise da superfície de fratura em microscópio eleltrônico de varredura As Figuras 9 a 12 mostram a superfície de fratura vista ao microscópio eletrônico de varredura. A superfície se encontra bastante amassada e oxidada. Entretanto foi possível observar, na região de início de fratura estrias de fadiga, típicas de fratura por fadiga.
Figura 9 – Superfície de fratura na região de início. MEV. 32X.

Prof. Dr. André Paulo Tschiptschin
Figura 10 – Superfície de fratura na região de início. Estrias de fadiga. MEV. 2000X.
Figura 11 – Superfície de fratura na região de início. Estrias de fadiga. MEV. 5000X. As evid6encias encontradas indicam que a fratura ocorreu por fadiga, nucleada no raio de concordância existente entre o pescoço e o corpo do cilindro de laminação.

Prof. Dr. André Paulo Tschiptschin
Análise metalográfica da seção transversal dos fragmentos fraturado e não fraturado As figuras 12 a 14 mostram a microestrutura do cilindro de laminação, analisada no fragmento fraturado.
Figura 12 – Microestrutura do cilindro BUR na região do pescoço próximo da fratura. Martensita revenida. MO. Ataque: Nital. 50X.
Figura 13 – Microestrutura do cilindro BUR na região do pescoço, próximo da fratura. Martensita revenida. MO. Ataque: Nital. 500X.
Prof. Dr. André Paulo Tschiptschin
Figura 14 – Microestrutura do cilindro BUR na região do pescoço, próximo da fratura. Martensita revenida. MO. Ataque: Nital. 500X.
Figura 15 – Microestrutura do cilindro BUR na região do pescoço, próximo da fratura. Martensita revenida. MO. Ataque: Nital. 500X.

Prof. Dr. André Paulo Tschiptschin
As figuras 16 a 19 mostram a microestrutura do cilindro de laminação na região do raio de concordância entre o pescoço e a mesa , no lado não quebrado.
Figura 16 – Microestrutura do cilindro BUR na região do pescoço no lado oposto ao da fratura. Martensita revenida e inclusão não metálica. MO. Ataque: Nital. 50X.
Figura 17 – Microestrutura do cilindro BUR na região do pescoço no lado oposto ao da fratura. Martensita revenida. MO. Ataque: Nital. 100X.
50 µm
20 µm

Prof. Dr. André Paulo Tschiptschin
Figura 18 – Microestrutura do cilindro BUR na região do pescoço no lado oposto ao da fratura. Martensita revenida. MO. Ataque: Nital. 1000X. As evidências encontradas indicam que o cilindro de laminação apresenta, na região dos pescoços próximo ao raio de curvatura, estrutura de martensita revenida. Medidas de dureza Foram feitas medidas Rockwell-C dos fragmentos retirados do lado fraturado (Q) e não fraturado (NQ) do cilindro de laminação BUR. Tabela 1 – Propriedades dos materiais utilizados na modelação
Fragmento retirado do pescoço
HRC (1)
HRC (2)
HRC (3)
HRC (4)
Média (HRC)
Lado fraturado (Q) 19 20 22 17 19,5 Lado não fraturado (NQ) 14 18 19 20 18,0
Nota-se uma pequena diferença de dureza, de 1,5 pontos Rockwell-C dentro, portanto, da faixa de variação da medida. Essas durezas correspondem a Limites de Resistência de respectivamente, LRQ = 745 MPa e LRNQ = 730 MPa. As variações de resistência podem ser consideradas não significativas para o desempenho do material. É interessante observar que a dureza do lado que não fraturou (NQ) é menor que dureza do lado que fraturou (Q) embora a diferença entre elas seja muito pequena. Uma estimativa do limite de fadiga LF do material pode ser feita supondo esforços em flexão rotativa LFQ = 186 MPa e LFNQ = 182,5 MPa. Esses valores serão comparados com os valores obtidos na modelação por elementos finitos feita a seguir.

Prof. Dr. André Paulo Tschiptschin
Modelação de distribuição de tensões pelo método dos elementos finitos. As figuras 25 a 30 mostram as etapas de modelação por elementos finitos: geração de malha, aplicação de restrições e aplicação de carga. A malha utilizada foi de elementos tetraédricos com 120.000 nós e 23.000 elementos como mostram as Figuras 19 (a) e 19 (b).
Figura 19 (a) Malha de elementos tetraédricos com 120.000 elementos e 23360 nós.
Figura 19 (b) - Modelo 3D de cilindro BUR com malha de elementos tetraédricos aplicada.

Prof. Dr. André Paulo Tschiptschin
Figura 20 - Modelo 3D de cilindro BUR com restrição aplicada nos mancais de rolamento e carga de 25.000 kN aplicada na área de contato com o cilindro de laminação LTF. As Figuras 20 a 23 mostram que sob carga de 25.000 kN a concentração de tensões no raio de concordância, atinge no lado trincado, 140 MPa e no lado não trincado (NQ), 90 MPa.
Figura 21 – Distribuição de tensões de Von Mises com concentração de tensões no raio de concordância, do lado trincado (Q), de 140 MPa.
Prof. Dr. André Paulo Tschiptschin
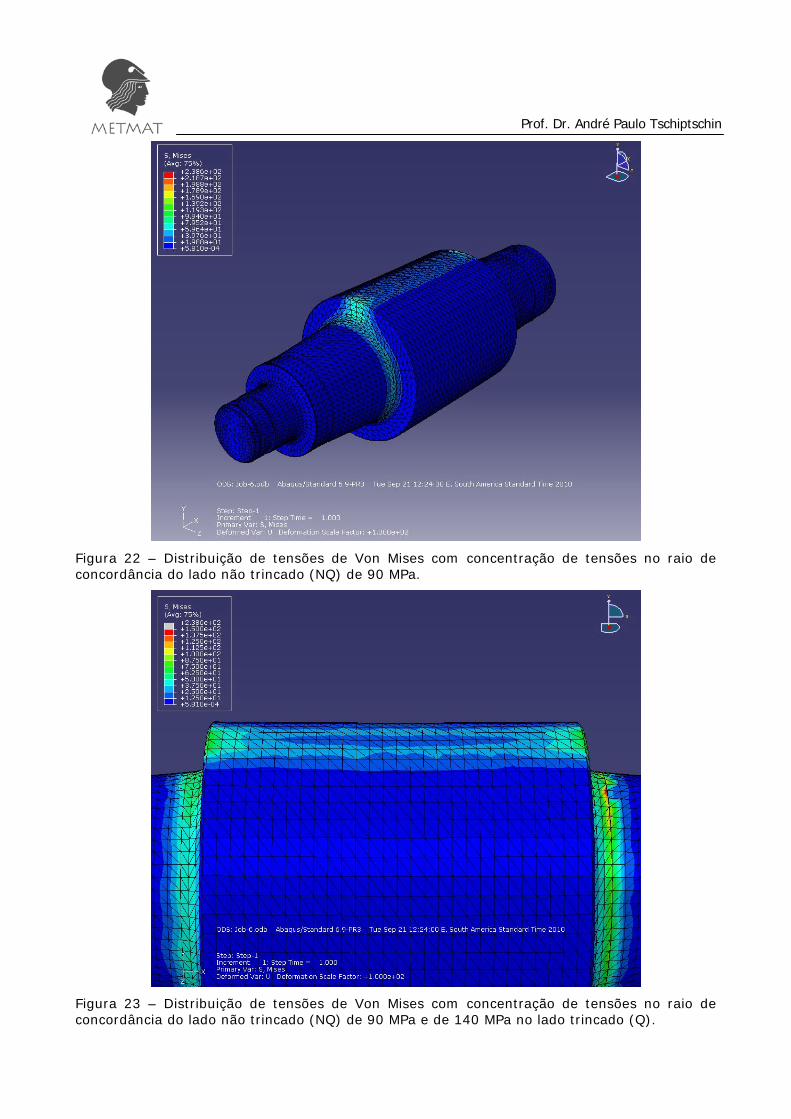
Figura 22 – Distribuição de tensões de Von Mises com concentração de tensões no raio de concordância do lado não trincado (NQ) de 90 MPa.
Figura 23 – Distribuição de tensões de Von Mises com concentração de tensões no raio de concordância do lado não trincado (NQ) de 90 MPa e de 140 MPa no lado trincado (Q).

Prof. Dr. André Paulo Tschiptschin
A tensão de Von Mises do lado não trincado (NQ) é menor que a tensão no lado trincado (Q). o mesmo se observa quando se analisa a tensão S22 normal na direção Y, como mostra a Figura 24. A tensão do lado trincado (Q) é maior que tensão no lado não trincado (NQ).
Figura 24 – Distribuição de tensões normais S22 na direção Y, no cilindro BUR. Nota-se assimetria de distribuição de tensões e sobrecarga no lado que apresentou a trinca de fadiga. Discussão Embora a tensão de Von Mises, em nenhum dos casos analisado, tenha superado o valor de estimado de 180 MPa de Limite de Fadiga do cilindro BUR, há que se considerar o possível efeito concentrador de tensões da rugosidade de acabamento, além de eventuais assimetrias de aplicação de cargas, desenvolvidas durante a laminação. A tensão de Von Mises encontrada de 140 MPa é relativamente próxima do valor limite de 180 MPa. A análise microestrutural mostrou que o tratamento térmico e a microestrutura do cilindro na região do pescoço, dos dois lados do cilindro, fraturado (Q) e não fraturado (NQ) estão adequados, apresentando estrutura de martensita revenida, com dureza ente 18 e 19,5 HRC, compatível com a aplicação. Chama a atenção a assimetria de distribuição de tensões no cilindro, atingindo tensões de Von Mises de 140 MPa, justamente do lado do cilindro que fraturou por fadiga.

Prof. Dr. André Paulo Tschiptschin
Conclusões
1) O cilindro quebrou por fadiga, nucleada na região do raio de concordância entre o pescoço e a mesa do cilindro.
2) A microestrutura do cilindro na região dos raios de concordância é de martensita revenida, com dureza de 18,0 e 19,5 HRC. A diferença de durezas observada não é significativa. A região de menor dureza foi a que resistiu aos esforços alternados, indicando que esse par6ametro não foi determinante para a ruptura.
3) A modelação por elementos finitos mostrou que a assimetria de distribuição de tensões no cilindro sob as cargas de trabalho, sendo maior a tensão de Von Mises nos raios de concordância no lado fraturado por fadiga (NQ).
Prof. André Paulo Tschiptschin