professor yakub aliyu product quality non conformance presentation -v1.4_11_7_2014
TRANSCRIPT

Yakub Aliyu, Ph.D(Wales) MBA(Lond.)

Agenda
QMS Perspectives
Solution to nonconforming products CAPA
Example 8D report-Hypothetical case
Effectiveness of CAPA
QMS and process operational flaws
Questions & Answer

There is an additional nonconforming product reported dueto `the cables coming off extrusion with a poorsurface finish product’ in process.`Under Quality Control –QC’’ situation.
QMS -8.3 Requirements for the control of nonconforming products
Nonconformity is often an indication of weakness or flaw in the management system that requires corrective and/or preventive actions to improve the effectiveness of the management system
A QMS perspectives
Customer ComplaintISO9000:2000 Customer Focus Principle…..requires that priority be given Customer complain as appropriate.
…………..consistent with Company’s policy of ……..…
…Customer first !
The rule of thumb is to;
(1) Eliminate the immediate problems of product nonconformance,
(2) Consider whether the same or similar problems exist elsewhere in the organization/in process,
(3) Prevent the problem from recurring.
Nonconformance is determine at `Verification Stage ‘ and needs to be proven (….and to determine why the failure to detect or escape and be delivered to customer ) before corrective action process is commenced.

QMS/CAR-Responsibilities
Corrective Action Roles
Action Responsibility
Customer/CAPA -DriverReviewing Variation
Quality teamProcess Owner
Determining the cause Diagnostic team
Evaluating Action needed Diagnostic team
Implementing the action needed Implementation team
Reviewing corrective actions Diagnostic team
Management Responsibility
Management should appoint a Management Representative of the Quality Management System.
Management is responsible to allocate adequate resources and provide organizational structure and authority.
Procedures should delegate responsibility for implementation and maintenance of the CAPA system.
Customer Communication
Customers are informed about the progress of the complaint resolution through appropriate communications, such as;
a) Acknowledgement of receipt of complain b) Initial customer response up dating effort being madec) Interim reports with immediate containment actions and test
resultsd) Complaint reports with 8D analysis results e) Customer accepts 8D report and acknowledge for closure
CAPA is at `The heart of an effective quality management system’ Corrective actions must be verified and validated (if applicable) .
Majority of customer problems are traceable to either misunderstanding of customer requirements and/ or insufficient attention being paid to the resources required to meet customer requirements
The sources of causes are not limited ? - Communication; Documentation; Personnel training and motivation; Materials; Tools and Equipment; The operating environment
An overview of CAPA

Thought Process : Addressing nonconformance
Nonconformingproducts
What needs be done ?
Problem definitionWhat actually
happened ?
Who Knows ??
What failed & why ?
What Changed & why?
Gather & analyse detail/data
What records & data available ?
Define outcome of investigation Document actions to be taken Communicate to team Follow up & close the loop ensure effectiveness
Data Evaluation
Determine Root
Cause
Determine Failure Mode
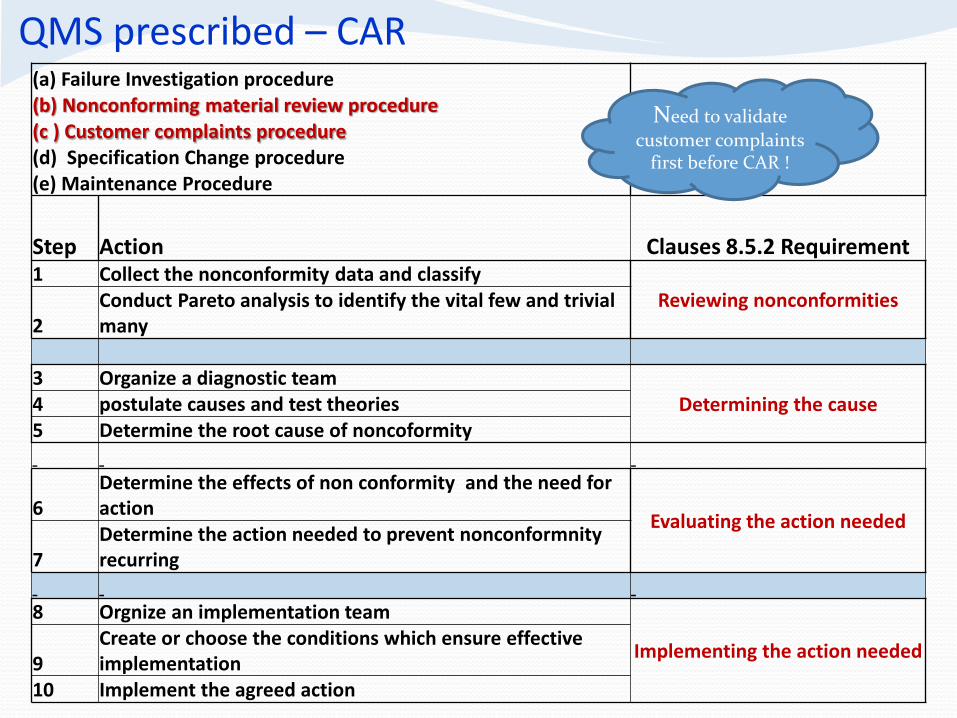
QMS prescribed – CAR(a) Failure Investigation procedure(b) Nonconforming material review procedure(c ) Customer complaints procedure(d) Specification Change procedure(e) Maintenance Procedure
Step Action Clauses 8.5.2 Requirement1 Collect the nonconformity data and classify
Reviewing nonconformities2
Conduct Pareto analysis to identify the vital few and trivial many
3 Organize a diagnostic teamDetermining the cause4 postulate causes and test theories
5 Determine the root cause of noncoformity
6Determine the effects of non conformity and the need for action
Evaluating the action needed
7Determine the action needed to prevent nonconformnity recurring
8 Orgnize an implementation team
Implementing the action needed9
Create or choose the conditions which ensure effective implementation
10 Implement the agreed action
Need to validate
customer complaints first before CAR !

11 Record the results of Pareto Analysis
Record Results
12 Record the cause of nonconformity
13 Record the criteria for determining severity or priority
14 Record the proposed action to be taken
15 Record actual the actions taken
16 Record the results of the actions taken
17 Assessment of the actions taken
Reviewing corrective
actions
18Determine whether the actions taken were those required to be taken
19Determine whether the actions were performed in the best possible way
20 Determine whether the nonconformity has recurred
21 If nonconformity has recurred repeat steps [1] to [20]

10
Required Tools : Addressing nonconformance
The 8D –Method- The Problem Solving ApproachD0 Recognize SymptomsD1 Establish a TeamD2 State and Describe the ProblemD3 Contain the SymptomsD4 Find and Verify Root CauseD5 Select and Verify Corrective ActionD6 Implement and Verify Permanent Corrective ActionD7 Prevent Recurrence and Correct System FlawsD8 Recognize the Team
Tools: Pareto; Control chart Is/Is NOT ; 5 whys -repeated; Histogram; Graphs Causes & effect; Brainstorming FMEA and 8D CAPA

11
Problem-
Solving
Process
Become Aware of Problem
Establish Team
Describe Problem
Contain Systems
Select & Verify Corrective Actions
Implement and Validate Corrective
Actions
Prevent Recurrence
Recognize Team
Find Root Cause
Identify Potential Causes
Select Probable Causes
Is Probable Cause a Root
Cause?

Problem solving approach
CorrectionRemedialAction( MRB &
QIT team)
Call a team meeting………MRB review Review collected information/Lot history etc. Perform Reject Parts Analysis focusing on reasons such as
`Why the process failed to detect the nonconformance, ….if NOT fixed additional nonconforming material may ship ??’
Analyze and initiate - Initial Customer Response Determine Containment Actions
Trigger -PROCESS HOLD-Suspend production process Trigger -Effect a ‘STOP SHIPMENT’ if necessary ?
Assign Lead -CAR owner Ensure initial Customer Response(within 48 hours)
Customer ComplainsQA
Immediate Action
Acknowledge customer complain Collect from the customer : RMA request form (Date,
S/N, Lot Number , defective sample(N/A) , non conformance form etc. and Log –in these information.
Review & validate the nonconformity to ensure is genuine (A times customer can be mistaken!)
Issues a QUALITY ALERT /Incident Awareness –by communicating to those involved –MRB + QIT teams
Within 24 hours………time frame
…….Within 48 hours
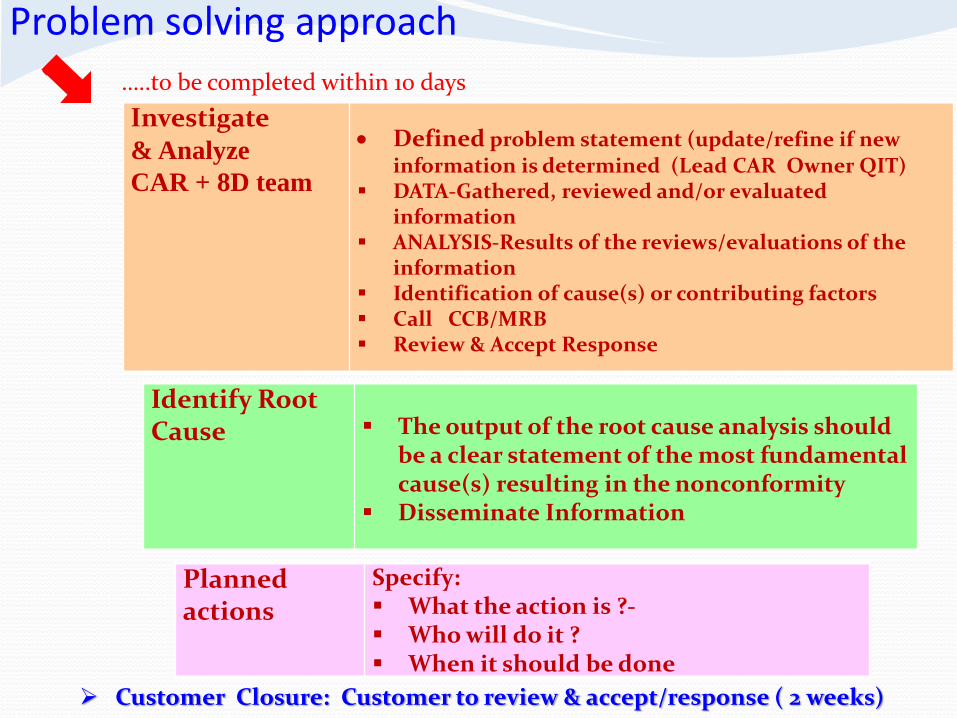
Problem solving approach
Investigate& Analyze
CAR + 8D team
Defined problem statement (update/refine if new information is determined (Lead CAR Owner QIT)
DATA-Gathered, reviewed and/or evaluated information
ANALYSIS-Results of the reviews/evaluations of the information
Identification of cause(s) or contributing factors Call CCB/MRB Review & Accept Response
…..to be completed within 10 days
Identify Root Cause The output of the root cause analysis should
be a clear statement of the most fundamental cause(s) resulting in the nonconformity
Disseminate Information
Planned actions
Specify: What the action is ?- Who will do it ? When it should be done
Customer Closure: Customer to review & accept/response ( 2 weeks)
8.3 QMS Requirement for re-verification of the products
Nonconforming products to be subject of re-verification after correction to demonstrate conformity to requirements.
This involve verification against different requirements to the original requirements Action should be taken to improve the verification by changing procedure, acceptance
criteria, equipment r refraining personal.
Validation & verification
Process validation can be attained through the production of samples, collection and evaluation of data over time to verifying customer specification is being met
This can be accomplished by reviewing product and quality problem trend results overtime to determine if there are any similar product or quality problems after the implementation of the corrective or preventive actions.
Good engineering principles should include: establishing a verification or validation protocol; verification of product output against documented product requirements and specifications; ensuring test instruments are maintained and calibrated; and that test results are maintained, available and readable

Effectiveness of CAPA
ISO9000:2000 8.5.2 f: Requires establishing the effectiveness of CA & PAeliminating the causes of nonconformity
Step Action1 Review to establish what actions were taken
2An assessment to determine whether the actions taken were those required to be taken
3An evaluation of whether the actions were performed in the best possible way
4An investigation to determine whether the nonconformity has recurred
Perform a subsequent follow-up and audit the process to determine that the actions taken was effective (close the loop) and ensure a high level of confidence that the problem will NOT re-occur as a measure of success.
CAPA are improvement opportunities to achieve both robust processes and products. QMS prescribes measuring, monitoring to determine effectiveness

Ensure nonconforming product and quality problems details, CAPA actions has been properly disseminated, to individuals directly responsible for assuring product quality and the prevention of quality problems including dissemination for management review.
Review the CAPA (and other procedures, if necessary) and confirm that there is a mechanism to disseminate relevant CAPA information to those individuals directly responsible for assuring product quality and the prevention of quality problems- Examples…
Customer satisfaction:
Customer feedback/response Monitoring & measurement of customer response Determining customer satisfaction monitoring method
Communication /Information dissemination
• What specific document were instituted?• Process Change Notice are required ?• Process Change Notices communicated ?• Management Review & Approval ?• Quality Data base update ?

Example of 8D report for CAPA 8D Type: Customer X Internal Supplier EHS Other 8D/CAR Number 12#-1234-PD
Severity: Critical X Major Minor Repeating failure Due Date 11/21/14
D1. Identify Team Members/Roles & Responsibilities
Champion: John Cayole Leader: Peter Murray
Team members: Dept/Role Phone/e-mail
1. Alex, C. Process 1234 / [email protected]
2. Grace C Operation 1235 / [email protected]
3. Jack, J Engineering 1236 / [email protected]
4. Jacob, J QA 1237 / [email protected]
5. Rita, M Equipment 1238 / [email protected]
6. Frank, B QIT 1239 / [email protected]
D2. Define the Problem
Problem Statement: Customer out of specification (OOS) diameter on four cable delivered last month, cables and cannot be installed. Problem Description: Center diameter of TY X#12 Cables are specification by XXX mm
Problem description is provided -See attached completed Is/Is NOT problem solving worksheet
Establish description using 5 Why analysis Eg: Four shipped cables indicate out of specification diameter measurements and cannot be installed.
Symptom: What is the symptom reported by the team?, Has the problem been verified ?, how big is the problem ? Pareto & trend chart reviewed? Has the causal part been identified? Has the failure mode been identified? eg- A finding can be : `Over size cable diameter -0.380 Maximum center checks 0.393 giving 0.13mm oversize (Example !)’
Problem found at: Xyz Ltd
Qty Tested: X(Qty checked out of product produced)
Defective: Y( Defective Qty/product produced
Qty Stopped: Z( held due to the problem
Part #: TY -X#12 Cables Description: TY-P#12 -Cables Process: TY-P#12 Cables processing module
Customer/Supplier Xyz Inc Contact: Mr Tom Joy RMA/NCR # 23#45-0123
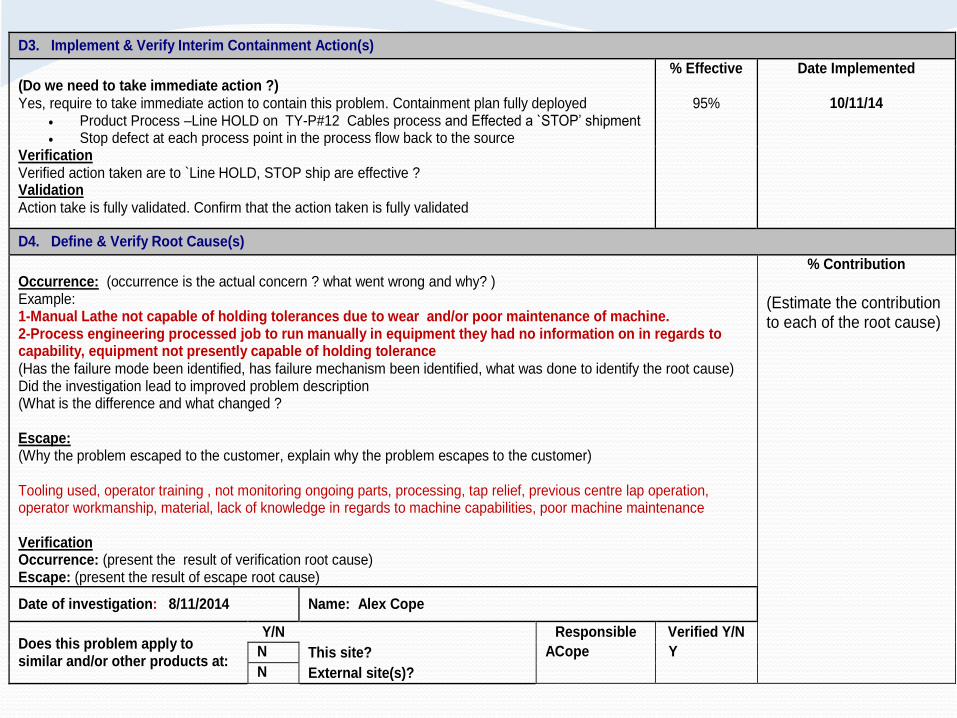
D3. Implement & Verify Interim Containment Action(s)
(Do we need to take immediate action ?) Yes, require to take immediate action to contain this problem. Containment plan fully deployed
Product Process –Line HOLD on TY-P#12 Cables process and Effected a `STOP’ shipment Stop defect at each process point in the process flow back to the source
% Effective
95%
Date Implemented
10/11/14
Verification Verified action taken are to `Line HOLD, STOP ship are effective ? Validation Action take is fully validated. Confirm that the action taken is fully validated
D4. Define & Verify Root Cause(s)
% Contribution Occurrence: (occurrence is the actual concern ? what went wrong and why? ) Example: 1-Manual Lathe not capable of holding tolerances due to wear and/or poor maintenance of machine. 2-Process engineering processed job to run manually in equipment they had no information on in regards to capability, equipment not presently capable of holding tolerance (Has the failure mode been identified, has failure mechanism been identified, what was done to identify the root cause) Did the investigation lead to improved problem description (What is the difference and what changed ? Escape: (Why the problem escaped to the customer, explain why the problem escapes to the customer) Tooling used, operator training , not monitoring ongoing parts, processing, tap relief, previous centre lap operation, operator workmanship, material, lack of knowledge in regards to machine capabilities, poor machine maintenance Verification Occurrence: (present the result of verification root cause) Escape: (present the result of escape root cause)
(Estimate the contribution to each of the root cause)
Date of investigation: 8/11/2014 Name: Alex Cope
Does this problem apply to similar and/or other products at:
Y/N Responsible Verified Y/N N This site? ACope Y N External site(s)?
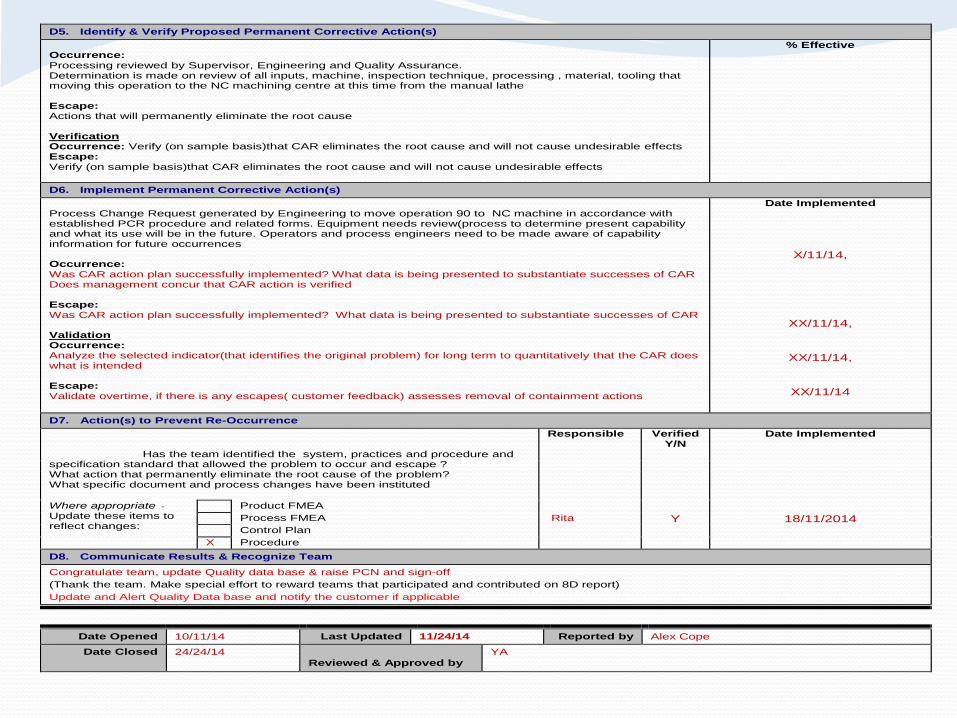
D5. Identify & Verify Proposed Permanent Corrective Action(s)
% Effective Occurrence: Processing reviewed by Supervisor, Engineering and Quality Assurance. Determination is made on review of all inputs, machine, inspection technique, processing , material, tooling that moving this operation to the NC machining centre at this time from the manual lathe Escape: Actions that will permanently eliminate the root cause Verification Occurrence: Verify (on sample basis)that CAR eliminates the root cause and will not cause undesirable effects Escape: Verify (on sample basis)that CAR eliminates the root cause and will not cause undesirable effects
D6. Implement Permanent Corrective Action(s)
Process Change Request generated by Engineering to move operation 90 to NC machine in accordance with established PCR procedure and related forms. Equipment needs review(process to determine present capability and what its use will be in the future. Operators and process engineers need to be made aware of capability information for future occurrences
Date Implemented
Occurrence: Was CAR action plan successfully implemented? What data is being presented to substantiate successes of CAR Does management concur that CAR action is verified Escape: Was CAR action plan successfully implemented? What data is being presented to substantiate successes of CAR Validation Occurrence: Analyze the selected indicator(that identifies the original problem) for long term to quantitatively that the CAR does what is intended Escape: Validate overtime, if there is any escapes( customer feedback) assesses removal of containment actions
X/11/14,
XX/11/14,
XX/11/14,
XX/11/14
D7. Action(s) to Prevent Re-Occurrence
Responsible Verified Y/N
Date Implemented
Has the team identified the system, practices and procedure and specification standard that allowed the problem to occur and escape ? What action that permanently eliminate the root cause of the problem? What specific document and process changes have been instituted
Where appropriate -
Update these items to reflect changes:
Product FMEA Process FMEA Rita Y 18/11/2014 Control Plan X Procedure
D8. Communicate Results & Recognize Team
Congratulate team, update Quality data base & raise PCN and sign-off
(Thank the team. Make special effort to reward teams that participated and contributed on 8D report)
Update and Alert Quality Data base and notify the customer if applicable
Date Opened 10/11/14 Last Updated 11/24/14 Reported by Alex Cope
Date Closed 24/24/14
Reviewed & Approved by
YA

All Quality System processes that can potentially identify a deviation or a nonconformance need to interact with the CAPA System
Every organization should map their processes and understand the inter-relationships of those processes
5.6 QMS Management Review:
Requires top management to review the QMS to ensure its continuing suitability, adequacy and effectiveness
Does it represent the best way of doing things ? Rather than is it fit for purpose
QMS and process operational flaws
RecommendationIntegrated CAPA system that integrates important elements from both internal& external data sources required for CA & PA are becoming increasingly popularwith many companies, driven mainly by efforts to reduce cost of poor quality inthe industry.

Summary: Elements of a Sound CA/PA Program (checklist)
Documented procedure
Method for documenting (Form or software)
Inputs (data sources)
Method for analysing inputs
Method for prioritizing
Containment
Investigation (determine root cause)
Disseminate Information
Identify solutions (corrective or preventive)
Verification or validation Impact assessment (risk analysis), where appropriate
Corrective Action Plan
Implement and Monitor Effectiveness verification
Management Review

Questions & Answers !