programa francisco eduardo mourÃo saboya de … · armazenamento de seus grãos, o óleo dos...
TRANSCRIPT

PGMEC PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE
PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESCOLA DE ENGENHARIA
UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
CARACTERIZAÇÃO FÍSICA DO ÓLEO E
GRÃOS DE ABÓBORA (Cucurbita
moschata) OBJETIVANDO A PRODUÇÃO
DE BIOCOMBUSTÍVEL
LUCIANA PINTO TEIXEIRA
JUNHO DE 2013

II
LUCIANA PINTO TEIXEIRA
CARACTERIZAÇÃO FÍSICA DO ÓLEO E GRÃOS DE ABÓBORA (Cucurbita moschata) OBJETIVANDO A
PRODUÇÃO DE BIOCOMBUSTÍVEL
Dissertação de Mestrado apresentado ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica
da UFF como parte dos requisitos para a
obtenção de mestre em Ciências em
Engenharia Mecânica
Orientadores: Roberto Guimarães Pereira (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 8 DE JULHO DE 2013

III
CARACTERIZAÇÃO FÍSICA DO ÓLEO E GRÃOS DE ABÓBORA (Cucurbita moschata) OBJETIVANDO A
PRODUÇÃO DE BIOCOMBUSTÍVEL
Esta Dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Termociências
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. Roberto Guimarães Pereira (D.Sc.)
Universidade Federal Fluminense
(Orientador)
Prof. Ednilton Tavares de Andrade (D.Sc.)
Universidade Federal Fluminense
Prof. Maria Laura Martins Costa (D.Sc.)
Universidade Federal Fluminense
Prof. Ivano Alessandro Devilla (D.Sc.)
Universidade Estadual de Goiás

IV
Dedico este trabalho a todos que
acompanharam minha caminhada e me ajudam a vencer.

V
Agradeço à Deus
Agradeço à minha Família
Agradeço ao meu sempre Mestre e Amigo Ednilton Tavares
Agradeço aos meus demais Amigos, em especial aos meus Grandes Amigos, a Jéssica,
Toni, Angelo e Ivenio

VI
“ Em todas as coisas, o sucesso depende de uma
preparação prévia, e sem tal preparação o falhanço é certo.”
Confúcio, filósofo chinês (551 a.C. - 479 a.C.)

VII
RESUMO
Atualmente, a procura por fontes limpas e alternativas de energia estão em
destaque no cenário mundial. Alternativas capazes de minimizar a dependência às
limitadas fontes e levar em consideração as individualidades locais, como é o caso do
biodiesel, estão na vanguarda das pesquisas. Por isso, o presente estudo, busca analisar
uma nova fonte de matéria prima para a produção de biocombustível, o óleo dos grãos de
abóbora. Contudo, em razão da limitada pesquisa desenvolvida com esse produto, o
trabalho também buscou analisar as características dos grãos, de forma a garantir subsídios
para a escolha das melhores formas de processamento e armazenamento.
Logo, a pesquisa desenvolvida apresentou caráter experimental, tanto para o que
envolve a caracterização dos grãos de abóbora como para a análise do óleo oriundo desses
grãos. A metodologia utilizada no trabalho foi subdividida em três grandes partes: a
primeira se deteve à análise das características físicas dos grãos para a determinação das
particularidades de processamento e armazenamento, como circularidade, esfericidade,
velocidade terminal, atividade de água, entropia, higroscopicidade, e cinética de secagem.
A segunda parte se baseou-se na caracterização física do óleo proveniente dos grãos de
abóbora, com a determinação da viscosidade, ponto de névoa e ponto de fluidez. Já, a
terceira parte envolveu a viabilidade de produção de biodiesel a partir do óleo extraído dos
grãos de abóbora, por meio da rota metílica.
Como principais resultados observados para a caracterização física dos grãos,
observou-se que houve variação da circularidade e da esfericidade em função da variação
do teor de água dos grãos, o que também influenciou os valores experimentais da
velocidade terminal, sendo que cada uma das propriedade estudada aumentou com a
elevação do teor de água. Para o estudo da higroscopicidade dos grãos obteve-se que o
modelo de Halsey Modificado foi o que melhor representou o fenômeno. Já, no que diz
respeito ao estudo de cinética de secagem verificou-se que o modelo da Aproximação da
difusão foi que melhor representou o fenômeno de secagem dos grãos de abóbora.
Para os resultados das análises do óleo proveniente dos grãos de abóbora
verificou-se que a viscosidade permanece, aproximadamente, constante à medida que se
aplica tensão de cisalhamento e decresce com o aumento da temperatura. Estes resultados
demonstram, conforme esperado, que o óleo se comporta como um fluido newtoniano.

VIII
Quando o óleo foi exposto à temperaturas mais baixas verificou-se altos pontos de névoa e
fluidez, respectivamente, de 6,5 e -4 °C.
A produtividade de biodiesel do óleo dos grãos de abóbora foi equivalente a,
aproximadamente, 32%. A produção de biodiesel a partir do óleo dos grãos de abóbora foi
elevada, e como não foram realizados testes inicias de qualidade física e fisiológica dos
grãos não se pode assegurar que melhores resultados poderiam ser obtidos.
Dessa forma, apesar do potencial produtivo de biodiesel a partir do óleo extraído
dos grãos de abóbora, o quantitativo de matéria prima necessária para a produção
comercial inviabiliza seu uso como matéria prima explorável comercialmente. Contudo,
em virtude da acessibilidade de pequenos produtores à produção da cultura da abóbora,
principalmente aqueles ligados à agricultura familiar, e as facilidades de processamento e
armazenamento de seus grãos, o óleo dos grãos de abóbora apresenta potencial para suprir
necessidades energéticas locais, principalmente, de comunidades isoladas.

IX
ABSTRACT
Currently, the demand for alternative and clean sources of energy are highlighted
on the world stage. Alternatives that minimize the dependence on limited sources and take
into account the local personalities, such as biodiesel, are at the forefront of research.
Therefore, this study seeks to analyze a new source of raw material for biofuel production,
oil pumpkin seed. However, because of the limited research conducted with this product to
ensure highest quality of raw material, work also investigates the characteristics of the
seed, to ensure subsidies for the choice of the best ways of processing and storage of grain.
Therefore, research had developed experimentally for both the characterization
involves pumpkin seeds and for the analysis of the oil derived from these seeds. The
methodology used in the study was divided into three major parts: the first stopped the
analysis of the physical characteristics of the seeds for the determination of the
characteristics of processing and storage, such as roundness, sphericity, terminal velocity,
water activity, entropy, hygroscopicity, and drying kinetics and the second part is based on
the physical characterization of the oil from the beans pumpkin, with the determination of
viscosity, cloud point and pour point, whereas the third part involved the feasibility of
biodiesel production from oil extracted from the beans, pumpkin by methyl route.
The main results observed for the physical characterization of the seed, it was
observed that there is change in the measure circularity and sphericity which is increasing
the moisture content of the seed, which also influences the experimental terminal velocity.
As the hygroscopicity was analyzed that the model Modified Halsey was best represented
the phenomenon. As regards the study of the kinetics of drying is possible to verify that the
model of the diffusion approximation can be used to describe the phenomenon.
For the results of the analyzes of the oil from the grains pumpkin was found that
the viscosity remains approximately constant when applies shear tension, and it decreases
with increasing of temperature. These results demonstrate, as expected, the oil behaves as a
Newtonian fluid. When the oil is exposed to lower temperatures, the research demonstrated
high mist and fluidity point that were respectively 6.5 and 4.0 ° C.
For the production of biodiesel from oil seed pumpkin was found high
productivity even without the control of seed quality conditions. The yield of biodiesel was
equivalent to approximately 32%.

X
Thus, despite the potential production of biodiesel from oil extracted from
pumpkin seed, the quantity of raw material for commercial production prevents its use as
raw material commercially exploitable. However, due to the accessibility of small farmers
to produce the crop pumpkin, especially those related to family farms, and the facilities of
processing and storing their seeds, pumpkin seed oil has the potential to meet local energy
needs, mainly isolated communities.

XI
LISTA DE FIGURAS
Figura 1 - Fases e etapas do processo de extração de óleo dos grãos.................................. 11
Figura 2 - Partes constituintes do grão de abóbora. ............................................................. 12
Figura 3 - Prensa mecânica. ................................................................................................. 15
Figura 4- Dimensões relacionadas com o comprimento (a), espessura (b) e largura (c) dos
grãos de abóbora. ................................................................................................................. 28
Figura 5 – Traçados de diâmetros para determinação da esfericidade. ............................... 29
Figura 6 - Circularidade determinada a partir do somatório de raios. ................................. 30
Figura 7 - Comportamento dos fluidos newtonianos e não newtonianos para diferentes
tensões e taxas de cisalhamento........................................................................................... 50
Figura 8 - Digitalização dos grãos de abóbora. ................................................................... 57
Figura 9- Dimensões dos gãos de abóbora. ......................................................................... 57
Figura 10- Maior círculo inscrito e o menor círculo circunscrito........................................ 58
Figura 11- Detalhes do sistema utilizado para a determinação das massas específicas real e
aparente, e a porosidade de grãos de abóbora. .................................................................... 59
Figura 12 - Protótipo construido em laboratório para determinação da velocidade
terminal. ............................................................................................................................... 62
Figura 13 - Detalhes da tela de sustentação (a) e do registro gaveta (b) do protótipo para a
determinação da velocidade terminal. ................................................................................. 63
Figura 14 – Anemômetro digital utilizado para a determinação da velocidade do ar. ........ 63
Figura 15 – Recipientes utilizados para determinação do equilíbrio higroscópico dos grãos
de abóbora............................................................................................................................ 65
Figura 16 – Detalhe dos sachês usados para determinação do equilíbrio higroscópico dos
grãos de abóbora. ................................................................................................................. 66
Figura 17 – Secador utilizado para a secagem dos grãos de abóbora. ................................. 76
Figura 18 - Sistema utilizado para a determinação da cinética de secagem dos grãos de
abóbora. ............................................................................................................................... 76
Figura 19 - Reômetro utilizado para determinação da viscosidade do óleo dos grãos de
abóbora. ............................................................................................................................... 86
Figura 20 – Detalhes do sistema utilizado para a determinação do ponto de névoa do óleo
dos grãos de abóbora. .......................................................................................................... 90
Figura 21 - Ponto de névoa do óleo dos grãos da abóbora. ................................................. 91

XII
Figura 22 - Determinação do ponto de fluidez do óleo dos grãos de abóbora. ................... 91
Figura 24 – Óleo in natura para produção de biodiesel. ...................................................... 92
Figura 25 – Adição do óleo à mistura.................................................................................. 92
Figura 26 – Biodiesel, glicerina e sabões com mistura de fases. ......................................... 92
Figura 27 – Biodiesel do óleo dos grãos de abobora e resíduos. ......................................... 92

XIII
LISTA DE TABELAS
Tabela 1 - Participação de matérias primas para produção de biocombustíveis ................... 4
Tabela 2 - Modelos utilizados para a verificação do comportamento da isoterma. ............ 39
Tabela 3 - Modelos matemáticos utilizados para predizer o fenômeno de cinética de
secagem de produtos agrícolas. ........................................................................................... 47
Tabela 4 - Dimensões médias do comprimento e largura, área projetada, circularidade e
esfericidade para grãos de abóbora. ..................................................................................... 58
Tabela 5 - Massa específica e porosidade para diferentes teores de água de grãos de
abóbora. ............................................................................................................................... 60
Tabela 6 – Valores de comprimento, largura, coeficiente de arrasto, e velocidade terminal
experimental e teórica do grão de abóbora, em função do teor de água.............................. 64
Tabela 7 – Umidades relativas do ar (%) em função das soluções saturadas e temperatura
usadas para determinação do equilíbrio higroscópico. ........................................................ 65
Tabela 8 - Teor de água de equilíbrio higroscópico do grão de abóbora para diferentes
temperaturas e umidades relativas do ar. ............................................................................. 67
Tabela 9 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para cada equação de higroscopicidade analisada para grãos de abóbora. .......... 68
Tabela 10 - Valores de ln(aw) estimados pelo Modelo Halsey Modificado para os grãos de
abóbora, em função da temperatura e do teor de água de equilíbrio. .................................. 71
Tabela 11 - Valores do calor isostérico líquido e integral de sorção dos grãos de abóbora
para diferentes teores de água de equilíbrio (b.s.). .............................................................. 73
Tabela 12 - Valores relacionados com a entropia diferencial de sorção e energia livre de
Gibbs-Helmholtz, em função do calor isostérico líquido dos grãos de abóbora. ................ 75
Tabela 13 - Temperatura, umidade relativa do ar, tempo e taxa de redução de água dos
grãos de abóbora. ................................................................................................................. 77
Tabela 14 - Valores de razão de umidade experimental em função da temperatura e
umidade relativa do ar de secagem dos grãos de abóbora. .................................................. 78
Tabela 15 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a
temperatura de 35°C. ........................................................................................................... 79

XIV
Tabela 16 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 45°C. ........................................................................................................... 80
Tabela 17 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 55°C. ........................................................................................................... 81
Tabela 18 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 70°C. ........................................................................................................... 82
Tabela 19 - Variação da viscosidade do óleo do grão de abóbora em função da variação da
temperatura. ......................................................................................................................... 88

XV
LISTA DE GRÁFICOS
Gráfico 1 - Massa específica aparente e porosidade experimental e calculada. .................. 61
Gráfico 2 - Valores experimentais de sorção do grão de abóbora para diferentes
temperaturas......................................................................................................................... 67
Gráfico 3 - Valores experimentais, e estimados pelo Modelo Halsey Modificado do teor de
água de equilíbrio em função da atividade de água e temperatura. ..................................... 70
Gráfico 4 - Valores do coeficiente angular para diferentes teores de água de equilíbrio
(b.s.) dos grãos de abóbora. ................................................................................................. 72
Gráfico 5 - Valores teóricos e calculados do calor isostérico integral de sorção dos grãos de
abóbora em função do teor de água de equilíbrio. ............................................................... 74
Gráfico 6 - Redução do teor de água médio dos grãos de abóbora em função do tempo e da
temperatura utilizada para a análise..................................................................................... 76
Gráfico 7 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 35°C. .................................................... 83
Gráfico 8 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 45°C. .................................................... 84
Gráfico 9 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 55°C. .................................................... 84
Gráfico 10 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 70°C. .................................................... 85
Gráfico 11- Características reológicas do óleo do grão de abóbora. .................................. 87
Gráfico 12 - Variação da viscosidade do óleo do grão de abóbora em função da
temperatura. ......................................................................................................................... 88
Gráfico 13 - Regressão linear de ln η versus 1/Tabs. .......................................................... 89

XVI
LISTA DE SÍMBOLOS
a - maior comprimento do grão
b - espessura do grão
c - largura do grão
de - diâmetro do maior círculo inscrito no produto
dc - diâmetro da menor esfera circunscrita pelo produto
C - circularidade
Es – esfericidade
- porosidade
Ap - maior área projetada do objeto em repouso
Ac - área do menor círculo circunscrito
r - raio dos círculos traçados sobre a área projetada
N - total de círculos traçados sobre a área projetada
R - raio do maior círculo inscrito do objeto
- volume da massa de grãos
V - volume da massa incluindo os espaços vazios
m - massa do produto
- massa específica unitária
- massa específica aparente
F - força resultante
Fg - força gravitacional
Fe - força de empuxo
Fd - força de arrasto na direção da velocidade relativa entre o fluido e a partícula.
dv/dt - derivada da velocidade em relação ao tempo.
g - aceleração da gravidade
ρp - densidade da partícula
ρf - densidade do fluido
v - velocidade uniforme do fluido
C - coeficiente de arraste, adimensional.
Vt -velocidade terminal
W - peso das partículas

XVII
aw - atividade de água
P - pressão de vapor de água na superfície do produto
P0 - pressão de vapor da água pura na mesma temperatura que P
n1 - número de moles de solvente água
n2 - quantidade de moles do soluto.
T - temperatura do ar ambiente
Tabs - temperatura absoluta do ar ambiente
Tm - temperatura média na faixa de estudo
R - constante universal dos gases (8,314 kJ kmol-1
K-1
, e para vapor d’água 0,4619 kJ kg-
1K
-1)
L - calor latente de vaporização da água livre
qst - calor isostérico líquido de sorção
Qst - calor isostérico integral de sorção
ΔS - entropia diferencial de sorção
ΔG - energia livre de Gibbs
Ue - teor de água de equilíbrio do produto
U - teor de água médio no produto no tempo
Uo - teor de água inicial
U(t) - teor de água para um tempo qualquer de secagem
RU - razão de umidade
TRA - taxa de redução de água
Mao - massa de água total anterior
Mai - massa de água total atual
Ms - matéria seca
k - constante de secagem
t - tempo de secagem
to - tempo total de secagem anterior
ti - tempo total de secagem atual
Y - valor observado experimentalmente
Y - valor calculado pelo modelo
GLR - grau de liberdade do modelo
τ - tensão de cisalhamento
η - viscosidade dinâmica
η0 – constante para viscosidade

XVIII
Y - taxa de cisalhamento
F - força aplicada na direção do escoamento
A - área da superfície exposta ao cisalhamento
Ea - energia de ativação
R - constante universal dos gases

XIX
SUMÁRIO
RESUMO.................................................................................................................................... 7
ABSTRACT ............................................................................................................................... 9
Capítulo 1.
Introdução ................................................................................................................................. 1
1.1 Considerações iniciais .................................................................................................. 1
1.2 Energia de biomassa no Brasil ..................................................................................... 2
1.3 Diversidade de oferta de matéria prima ....................................................................... 4
Capítulo 2.
Revisão Bibliográfica ................................................................................................................ 6
2.1 Matéria prima para produção de biodiesel ................................................................... 6
2.2 Grão de abóbora ........................................................................................................... 8
2.3 Etapas para o processo de extração de óleo dos grãos ................................................. 9
2.3.1 Processamento e armazenamento de matéria prima ............................................... 11
2.3.2 Preparação da matéria prima .................................................................................. 13
2.3.3 A extração do óleo.................................................................................................. 14
2.3.4 Refino ..................................................................................................................... 16
2.4 Produção de Biodiesel................................................................................................ 17
Capítulo 3.
Objetivos .................................................................................................................................. 22
3.1 Objetivo Geral ............................................................................................................ 22
3.2 Objetivos específicos ................................................................................................. 22
Capítulo 4
Relevância e Justificativa ....................................................................................................... 24
Capítulo 5.
Metodologia de análise ........................................................................................................... 26
5.1 Caracterização das propriedades físicas dos grãos de abóbora .................................. 26
5.1.1 Tamanho e forma dos grãos ................................................................................... 27
5.1.2 Massa específica unitária e aparente, e porosidade ................................................ 30
5.1.3 Velocidade terminal e coeficiente de arrasto ......................................................... 32
5.1.4 Atividade de água e higroscopicidade .................................................................... 35
5.1.6 Cinética de secagem e taxa de redução de água ..................................................... 43

XX
5.2 Caracterizações físicas do óleo de grãos de abóbora ................................................. 48
5.2.1 Viscosidade ............................................................................................................ 49
5.2.2 Ponto de Névoa ...................................................................................................... 53
5.2.3 Ponto de Fluidez ..................................................................................................... 53
Capítulo 6.
Prática experimental e resultados ......................................................................................... 55
6.1 Preparação dos grãos e armazenamento das amostras ............................................... 55
6.2 Caracterização física dos grãos .................................................................................. 56
6.2.1 Tamanho e forma dos grãos ................................................................................... 56
6.2.2 Massa específica aparente e real, e porosidade ...................................................... 59
6.2.3 Velocidade terminal experimental ......................................................................... 61
6.2.4 Equilíbrio higroscópico e atividade de água .......................................................... 64
6.2.5 Calor isostérico integral e líquido, entropia diferencial, e energia livre de Gibbs . 70
6.3 Extração e análise física do óleo dos grãos de abóbora, e produção de biodiesel ..... 85
6.3.1 Extração do óleo ..................................................................................................... 85
6.3.2 Viscosidade ............................................................................................................ 86
6.3.3 Ponto de névoa ....................................................................................................... 90
6.3.4 Ponto de fluidez ...................................................................................................... 91
6.3.5 Produção do biodiesel ............................................................................................ 91
Capítulo 7.
Conclusão ................................................................................................................................ 94
Capítulo 8.
Referências bibliográficas ...................................................................................................... 95

1
Capítulo 1.
INTRODUÇÃO
1.1 Considerações iniciais
A evolução do homem, desde a antiguidade até os dias atuais, está intimamente
ligada ao uso e aproveitamento energético. As fontes naturais, tais como o fogo e a água,
sempre foram as principais fontes de energia para a humanidade e essenciais para sua
evolução. Contudo, principalmente após a Revolução Industrial, no século XVIII, com a
intensificação do uso do carvão mineral e a introdução do petróleo na matriz energética
mundial, o homem pôde criar relativa independência das condições naturais disponíveis no
entorno, dinamizando e intensificando o seu desenvolvimento.
Ao longo dos séculos, o uso de energia proveniente de fontes não renováveis se
fez sem qualquer preocupação com sua disponibilidade ou impactos ambientais
envolvidos. Inicialmente, a oferta de petróleo fornecia a falsa impressão de um produto
com disponibilidade inesgotável; apenas, anos mais tarde, os estudos demonstraram o
contrário dessa realidade, identificando, inclusive, que seu uso desenfreado impactava
nocivamente no ambiente e na saúde e bem estar do homem.
Apenas nas últimas décadas, com a difusão dos preceitos básicos de
sustentabilidade no cotidiano da população, se fez sentir o aumento da pressão a favor da
minimização de geração de impactos ao longo de toda a cadeia produtiva de energia, tanto
no que diz respeito ao seu uso como a sua produção. Aliado às pressões ambientais, está
um cenário de produção marcado pela desigualdade na distribuição geográfica de reservas
e a instabilidade de oferta, ora em razão de pressões econômicas, ora por conflitos armados
nas regiões produtoras.
2
Os constantes conflitos envolvendo, principalmente, os países do Oriente Médio,
onde estão localizadas as principais regiões com reservas comprovadas de petróleo,
causam instabilidade ao suprimento e oscilações nos preços dos combustíveis. Esta
realidade, principalmente ao longo das últimas décadas, vem forçando os países a
buscarem alternativas que possibilitem reduzir a dependência em relação às importações
desse produto, como foi o caso, no Brasil, em 1975 para a criação do Programa Nacional
do Álcool , o Pró-Álcool (BRASIL, 2013).
Assim, as consequências e preocupações em relação a manutenção da
disponibilidade, os impactos ambientais devido alto potencial poluidor, e as dificuldades
impostas pela realidade que cerca a exploração petrolífera pressionam à obtenção e
inserção na matriz energética mundial de formas de energias igualmente acessíveis e
menos nocivas tanto ao homem como ao meio ambiente.
Dessa forma, assim como o demonstrado pelos resultados das últimas pesquisas
(ACCARINI, 2006; ALVARENGA & SOARES, 2010, GUERRA & FUCHS, 2010) e das
perspectivas futuras em relação à oferta das fontes não renováveis, se faz necessário o
incentivo ao desenvolvimento de outras formas de energia capazes de somarem
alternativas de fontes de produção à matriz energética mundial, tanto no que diz respeito a
disponibilidade como em potencial. Nesse contexto, a necessidade pela busca de fontes
energéticas menos poluidoras, que garantam a manutenção da oferta, se insere de forma
decisiva para a continuidade do desenvolvimento (BARROS, 2007).
Todos esses fatores, cuja importância varia em função da realidade de cada país,
proporcionam condições favoráveis para a viabilização econômica do desenvolvimento de
novas fontes de energias limpas e renováveis, capazes de serem livremente produzidas
perante a individualidade de cada região geográfica. Nesse contexto se insere como
alternativa para a produção de energia, as fontes provenientes de biomassa, como é o caso
do biocombustível.
1.2 Energia de biomassa no Brasil
A matriz energética brasileira se destaca mundialmente quanto a acentuada
presença de energias renováveis em sua estrutura. O país apresenta a matriz energética com
maior participação de fontes renováveis do mundo industrializado (BRASIL, 2012). Nela
estão presentes diversas fontes para a produção de energia a qual envolve os recursos
hídrico, solar, eólico, e de fontes de biomassa.

3
De acordo com o Centro Nacional de Referência em Biomassa (CENBIO, 2010),
biomassa é definida como todo recurso renovável oriundo de matéria orgânica, tanto de
origem animal como vegetal, que pode ser utilizado para produção de energia. Segundo a
Agência Nacional de Energia Elétrica (ANEEL, 2009), a biomassa é uma das fontes de
energia com maior potencial de crescimento para os próximos anos, tanto no Brasil como
no mundo. Ela é considerada uma das principais alternativas para a diversificação da
matriz energética e da redução da dependência de combustíveis fósseis, sendo possível ao
longo das últimas décadas se verificar o contínuo aumento da participação dessa energia na
estrutura energética brasileira.
A biomassa pode ser aproveitada na forma de energia a partir de seu
aproveitamento direto, através da queima, ou indireto, a partir da sua produção em
subprodutos com potencial energético. Nos últimos anos, dentre as formas de energia
produzida a partir da biomassa, a produção e o desenvolvimento de pesquisas envolvendo
os biocombustíveis, mais precisamente o biodiesel, adquiriu especial destaque,
principalmente a partir da obrigatoriedade legal de inserção do óleo combustível ao diesel
comum.
No Brasil, os estudos relacionados com o biodiesel vêm ganhando destaque desde
a década de 1980, quando foram realizadas as primeiras avaliações de viabilidade da
mistura de óleo vegetal e álcool, a partir do processo de transesterificação (MEC, 2006).
Passadas décadas, em 2004, o Governo Federal criou o Programa Nacional de Produção e
Uso do Biodiesel, o PNPB. Este programa objetiva a produção de biodiesel a partir de
diferentes fontes oleaginosas fortalecendo as potencialidades regionais para a produção de
matéria prima, concomitantemente com a promoção da inclusão social aliado à
sustentabilidade (MDA, 2013).
No ano de 2011, o mercado brasileiro apresentou uma capacidade nominal de
produção de biodiesel instalada nas usinas de 5,9 bilhões de litros, sendo acompanhado por
um aumento de 3,3% no consumo em relação a 2010, que era de 2,6 bilhões de litros de
biodiesel (EPE, 2012). Sendo, hoje, a capacidade instalada superior a 6,8 bilhões de litros
por ano de biodiesel (MME, 2012).
No que diz respeito ao insumo para produção de biodiesel comercial, no Brasil,
atualmente, as principais matérias primas envolvidas são o óleo de soja e a gordura bovina,
que apresentam uma participação média de aproximadamente 95% entre os anos de 2009 e
2011 (EPE, 2012; IBP, 2013). A Tabela 1 apresenta o percentual médio, no ano de 2010,

4
da participação das principais matérias primas utilizadas no Brasil para a produção de
biocombustíveis.
Tabela 1 - Participação de matérias primas para produção de biocombustíveis
MATÉRIAS-PRIMAS PARTICIPAÇÃO NACIONAL (%)
Gordura de frango 0,09
Gordura de porco 0,11
Óleo de algodão 2,42
Óleo de amendoim 0,02
Óleo de fritura usado 0,21
Óleo de girassol 0,01
Óleo de nabo forrageiro 0,06
Óleo de palma 0,22
Óleo de sésamo 0,01
Óleo de soja 82,15
Outros materiais graxos 1,68
Sebo bovino 13,02
Fonte: IBP (2013)
1.3 Diversidade de oferta de matéria prima
A utilização de energia a partir de fontes renováveis, no Brasil, é favorecida,
principalmente, pela acentuada e diversificada oferta de recursos naturais, condições
edafoclimáticas apropriadas, e disponibilidade de áreas para produção. No caso específico
da produção de biocombustíveis, o biodiesel sobressai em relação a sua potencial
diversificação regional de matérias primas exploráveis e as possibilidades de expansão,
principalmente, perante o domínio tecnológico de suas rotas de produção.
Apesar da grande diversificação de matérias primas, os insumos comercialmente
utilizados para a produção de biocombustíveis, no Brasil, não se apresentam igualmente
distribuídos ao longo do território nacional. Isto acarreta gargalos na cadeia produtiva dos
biocombustíveis e a necessidade de pesquisas a cerca da viabilidade de novas fontes
capazes de agregar potencial energético, viabilidade técnica, econômica e ambiental, e
inclusão social.
Dessa forma, estudos envolvendo a caracterização de outras fontes de potenciais
matérias primas para a produção de biodiesel, principalmente aquelas provenientes de
resíduos, antes desperdiçados, ganham destaque. Pois, além do aproveitamento energético,

5
não geram competição de uso, agregam valor à atividade envolvida, e minimizam a
ocorrência de impactos ambientais. Em razão disso, o presente trabalho tem o objetivo de
analisar a potencialidade do óleo dos grãos de abóbora para a produção de biocombustível,
além de estudar as propriedades físicas dos grãos de forma a garantir a qualidade das
mesmas durante seu processamento, beneficiamento e armazenamento.

6
Capítulo 2.
REVISÃO BIBLIOGRÁFICA
2.1 Matéria prima para produção de biodiesel
De acordo com a ANEEL (2008), a transformação da biomassa para atender a
geração de energia prevê a conversão da matéria-prima em um produto intermediário capaz
de acionar máquinas motrizes. Os subprodutos oriundos do processamento da biomassa
dependem tanto da qualidade da matéria prima utilizada como da tecnologia empregada
para sua transformação.
Para produção de energia a partir da biomassa pode-se utilizar matéria prima de
origem florestal, como a madeira; origem agrícola, como resíduos agroindustriais, cana-de-
açúcar e casca de arroz; e rejeitos urbanos e industriais biodegradáveis, como os resíduos
sólidos urbanos (GOLDEMBERG, 1998). As formas de aproveitamento energético da
biomassa ocorrem por meio dos processos de combustão direta, pirólise, gaseificação, e
biocombustíveis através dos processos de digestão anaeróbica, fermentação e
transesterificação (ANEEL, 2008).
De acordo com a Agência Nacional de Petróleo, Gás Natural e Biocombustíveis
(ANP, 2011), os biocombustíveis se caracterizam como todo o derivado de biomassa
renovável que substitui total ou parcialmente os combustíveis de origem fóssil na geração
de energia.
No Brasil, as principais formas de aproveitamento de biocombustíveis são através
do uso da lenha e carvão vegetal, etanol, biodiesel. Os dois subprodutos de biomassa que
apresentam maior participação no mercado e cotidiano brasileiro são o etanol, utilizado
principalmente a partir da década de 1970, e o biodiesel que atualmente se apresenta em
expansão (BRASIL, 2013b).

7
De acordo com a Lei n° 11.097, de 13 de Janeiro de 2005, que dispõe sobre a
introdução do biodiesel na matriz energética brasileira, biodiesel é definido como:
todo o biocombustível derivado de biomassa renovável para uso em
motores a combustão interna com ignição por compressão ou, conforme
regulamento, para geração de outro tipo de energia, que possa substituir
parcial ou totalmente combustíveis de origem fóssil (BRASIL, 2005).
De forma prática, o biodiesel é resultado da mistura entre o éster produzido a
partir do óleo proveniente de biomassa e o óleo diesel, em diferentes proporções. As
principais matérias primas para a produção de biodiesel são os óleos vegetais, gordura
animal, e óleos e gorduras residuais. No Brasil, dentre os óleos vegetais que mais se
destacam, estão os óleos provenientes da soja, mamona, dendê, babaçu, girassol, algodão,
amendoim, e canola. Dentre as gorduras animais, destacam-se o sebo bovino, os óleos de
peixes e mocotó, e a banha de porco. Além desses, os óleos e gorduras residuais de origem
doméstica, comercial e industrial, também podem ser utilizados como matéria prima para a
produção de biodiesel, como é o caso dos óleos de frituras (PORTAL DO BIODIESEL,
2012).
Apesar da grande variedade de fontes e de ser passível a utilização de grãos e não
apenas sementes1, nem todas as matérias primas disponíveis apresentam condições
qualitativas, produtivas e ambientais que possibilitem seu aproveitamento para a produção
de biodiesel. As propriedades físicas e químicas tanto do óleo como da matéria prima são
os principais entraves enfrentados pelos produtores para a obtenção de um biodiesel de
qualidade. Além disso, a concentração da produção de biodiesel a partir de poucas fontes
centraliza a produção em regiões específicas, o que pode favorecer a inviabilização do
preço para regiões mais distantes e/ou isoladas.
Por isso, ganha cada vez mais destaque, a procura pela diversificação da oferta de
matéria prima, incentivando a realização de pesquisas que validem a viabilidade de
utilização de novas fontes de óleo para a produção de biodiesel. Fontes essas com alta
produtividade, que não proporcionem concorrência com a produção de alimentos, que
sejam passíveis de serem produzidas em diversas regiões, e que gerem emprego e renda,
como é o caso dos grãos provenientes do fruto da abóbora.
1 Os grãos são sementes cujo germe (parte viva) tem sua capacidade de reprodução inativada, não servindo
mais para germinação e sim para alimentação ou indústria de processamento; já, a semente apresenta o
elemento vivo passível de reprodução.

8
Assim, dentre as diversas fontes pode-se destacar o óleo proveniente dos grãos
oriundos do fruto da abóbora.
2.2 Grão de abóbora
De acordo com Sant’Anna et al. (2006), a abóbora (Cucurbita moschata) é uma
planta rasteira originária da Ásia tropical. No continente americano, ela esta presente a
pelo menos 5000 anos (VERONEZI & JORGE, 2012), estando já consagrada como um
produto bastante apreciado na culinária, e, muitas vezes, essencial na alimentação de
comunidades rurais e urbanas (VIDAL, 2007).
No último censo agropecuário realizado pelo Instituto Brasileiro de Geografia e
Estatística (IBGE, 2006), no Brasil, em 2006, foi constatada a produção comercial de
384.912 toneladas de abóbora, sendo as regiões sudeste e nordeste responsáveis por cerca
de 70% dessa produção. A maior concentração da produção do fruto da abóbora nessas
duas importantes regiões do país favorece uma distribuição mais homogenia ao longo do
território nacional, abrangendo desde a região norte a região sul do país.
Segundo Zitter et al. (1998), o fruto da abóbora é pertencente à família
Cucurbitaceae, a mesma dos pepinos, melões, abobrinhas e melancias. Da abóbora tanto se
consome o fruto in natura ou processado, como seus grãos (VERONEZI & JORGE, 2012).
O seu fruto é rico em água e se destacam pelo elevado teor de carotenoides, sendo
comumente utilizado após o cozimento, tanto de forma salgada como doce. Já, seus grãos,
que são consumidos em diversos países, são ricos em lipídios, proteínas, fibras, tiamina,
niacina e micronutrientes, sendo utilizados tostados, ou como matéria prima para a
produção de óleo (RUBATZKY & YAMAGUCHI, 1999; MURKOVIC, 1996; LAZOS,
1995 apud SANT’ANNA, 2005). Contudo, para a alimentação, os grãos de abóbora,
quando consumido em excesso, podem ser nocivos a saúde do homem (PARRA &
DUAILIBI, 2004).
Segundo Del-Vechio (2004), da totalidade do fruto da abóbora rasteira cerca de
3,32% do seu peso corresponde apenas ao peso dos grãos. Os grãos de abóbora são
considerados importantes fontes de proteínas, (32 a 40%), lipídios (44 a 50%) e fibras (23
a 27%), sendo ricas em ácidos graxos, mono e poli-insaturados (TRUCOM, 2006).
Fruhwirth et a. (2003) observaram que,comumente, devido ao óleo do grãos de abóbora
não ser processado, ele mantém as propriedades antioxidantes, que geralmente são
removidas durante processamento, o que não ocorre com os óleos refinados.

9
No que se refere à produção de óleo, em meio a diferentes matérias primas com
alta concentração de óleo, estudos demonstram que os grãos provenientes do fruto da
abóbora apresentam um significativo potencial produtivo de óleo. De acordo com Mansour
et al. (1999), Elsoukkary (2001) e Sant’Anna et al. (2006), os grãos de abóbora apresentam
uma produção equivalente a 450g de óleo para cada 1 kg de grãos prensados, com
aproximadamente 30% de teor de água, em b.u.. Considerando que para um grão ser
considerado apropriado para a extração de óleo comercial deve ter uma excelente
composição em ácidos graxos ou apresentar mais de 25% de óleo (VERONEZI & JORGE,
2012), devido, principalmente, ao elevado teor de óleo contido no grão de abóbora, a
mesma apresenta potencial produtivo para se inserir no quadro das oleaginosas destinadas
à produção de óleo e, mais especificamente, o biodiesel.
Além da importância relacionada à concentração de óleo vegetal para a produção
de biodiesel, a utilização do óleo de grãos de abóbora agrega valor à cadeia produtiva que
se sustenta, principalmente, sob as bases da agricultura familiar. Logo, a produção de
abóbora para a extração de óleo não apenas se apresenta como uma alternativa de produção
energética, mas se insere como uma nova matriz para extração de óleo, como também
influencia positivamente em condicionantes sociais, indo de acordo com os interesses do
Governo Federal.
Outro ponto forte que estimula e favorece a produção de óleo proveniente de
grãos de abóbora é a questão ambiental. Em razão do aumento das preocupações
ambientais relacionadas com o Efeito Estufa e a redução das reservas de petróleo, que cada
vez mais se concentram em zonas de instabilidades políticas, a utilização de
biocombustíveis têm se apresentado como alternativa promissora para a continuidade de
suprimento energético das indústrias, garantindo, assim, a manutenção do crescimento
econômico dos países. Além disso, a utilização dos grãos de abóbora estimula o
aproveitamento de um resíduo alimentar, antes descartado pela indústria de alimentos.
2.3 Etapas para o processo de extração de óleo dos grãos
Para obtenção do óleo vegetal se faz necessária sua separação entre o óleo e os
demais constituintes do grão, e para este fim se realiza a extração. Este procedimento pode
ser realizado por meio de dois métodos: a extração por prensagem, ou extração por
solvente.

10
A escolha do melhor método varia em função do teor de óleo contido no grão,
produtividade, qualidade final do produto, e nível tecnológico disponibilizado. Para
matérias primas com alto teor de óleo, superiores a 30%, utiliza-se o processo de
prensagem, já para aquelas com níveis mais baixos de óleo, é utilizado o processo de
extração por solvente. Com relação às perdas, na extração por prensagem, o teor de óleo
residual da matéria-prima é de cerca de 10%, enquanto que no caso da extração com
solvente, as perdas podem ser inferiores a 1% (OETTERER et al., 2006).
O processo de extração de óleo pode ser dividido em três fases. A primeira
envolve o processamento dos grãos, por meio das etapas de pré-limpeza, secagem e
armazenagem da matéria prima à ser processada. A segunda fase diz respeito à preparação
dos grãos para a extração do óleo, através de processos facilitadores da extração, como é o
caso da quebra de grãos, aquecimento ou condicionamento, laminação, e expansão ou
extrusão. Para finalizar, a terceira fase envolve a extração propriamente dita, que pode se
desenvolver por prensagem ou por solvente. A Figura 1 apresenta detalhadamente as fases
e etapas do processo de extração de óleo dos grãos e sementes de oleaginosas.

11
Figura 1 - Fases e etapas do processo de extração de óleo dos grãos.
2.3.1 Processamento e armazenamento de matéria prima
Considerando-se a importância de todas as etapas produtivas anteriores a colheita,
desde a seleção dos grãos aos tratos culturais, para um adequado armazenamento e correta
regulagem de equipamentos, os grãos devem passar por duas importantes etapas: a
Recepção
Pré limpeza
Secagem
Armazenamento
Limpeza
Quebra de grãos
Aquecimento
Laminação
Expansão
Extração por pressagem Extração por solvente
Prensa Mecânica
Filtração
Reservatório de óleo bruto
Imersão Percolação
Refino
Óleo refinado

12
primeira é a pré-limpeza, na qual todas as impurezas devem ser retiradas, pois interferem
diretamente no rendimento do processo de extração de óleo, vida útil das máquinas
envolvidas, além de servirem como inóculo de pragas e microorganismos nocivos. A
segunda etapa é o processo de secagem que tem como objetivo garantir a redução do teor
de água do produto, de forma a minimizar os processos de deterioração durante o
armazenamento.
O armazenamento é essencial para a manutenção de estoque e qualidade da
matéria-prima a ser processada, impactando diretamente na qualidade do produto final
(OETTERER et al., 2006). Durante o armazenamento dos grãos, as características de
temperatura e teor de água do produto devem ser monitoradas. Pois, estas são
determinantes na minimização das perdas por deteriorações causadas por microorganismos
e ataque de pragas, além de serem essenciais para evitar a ocorrência de processos
oxidativos no interior dos grãos.
No que diz respeito a qualidade do óleo durante o armazenamento, as variações no
teor de água do produto, assim como da temperatura podem proporcionar reações
enzimáticas e oxidativas do óleo presente no interior do grão, proporcionando alterações
nas características e disposição dos ácidos graxos presentes. Para o caso dos grãos de
abóbora, assim como para outros grãos, o óleo se encontra depositado em corpos lipídicos
(os esferossomos) distribuídos ao longo de seu endosperma. A Figura 2 apresenta as partes
constituintes do grão de abóbora, do lado esquerdo da figura pode-se observar a casca do
grão, enquanto no lado direito vê-se o endosperma, onde está depositado o óleo.
Figura 2 - Partes constituintes do grão de abóbora.
Por isso, o controle de tais características ao longo de toda a etapa anterior a
extração do óleo é de fundamental importância para a garantia de um subproduto de
qualidade, tanto em escala artesanal como em escala industrial. De acordo com Oetterer et
Endosperma Casca

13
al. (2006), a baixa qualidade do óleo bruto influencia no aumento das perdas e gastos com
refinos, proporcionando um menor rendimento.
2.3.2 Preparação da matéria prima
A extração do óleo apresenta como subprodutos, além da fração lipídica envolvida
com o óleo bruto, também proteínas e carboidratos que constituem a torta ou farelo, muito
utilizada na indústria de alimentos, tanto para animais como para humanos. Por essa razão,
para a garantia da qualidade e não contaminação dos subprodutos, agregação de valor, e o
aproveitamento integral do produto processado deve-se realizar a preparação do grão de
forma a garantir uma separação máxima entre o óleo e o farelo.
No que diz respeito a produção de óleo proveniente do grão de abóbora, que
apresenta concentração superior a 25% de óleo, os dois métodos extração podem ser
utilizados: a extração por solvente e a extração por prensagem.
A finalidade da etapa de preparação do grão para a extração do óleo envolve
proporcionar o aumento da suscetibilidade de rompimento das organelas lipídicas, contidas
no endosperma, através de tratamentos térmicos e mecânicos. Para isso, após a retirada da
massa de grãos da unidade armazenadora, indica-se, novamente, a separação das impurezas
que ainda podem estar contidas na massa de grãos.
Após essa etapa, deve-se realizar a quebra dos grãos de forma a conduzir o
desprendimento e a separação das cascas, que podem ser abrasivas, e favorecer a
uniformidade do tamanho das partículas a serem processadas. Nesse processo de quebra
dos grãos não é indicada a trituração do mesmo, visto que interfere negativamente na
separação entre a casca e a estrutura restante do grão, o cotilédone; além de, para o caso da
extração por solvente, dificultar a separação do solvente e do óleo do farelo. Outra
importante característica determinante no sucesso dessa etapa é a manutenção dos grãos
com teor de água de aproximadamente 10%, em b.u., de forma a evitar o embuchamento
de equipamentos para os casos de teores de água mais elevados, ou a produção de pó para
teores de água muito baixos.
Após a quebra dos grãos, deve ser realizado o cozimento da massa de grãos
processada. Esta etapa tem como objetivo proporcionar uma maior plasticidade à massa,
minimizando a produção de poeira. Esse processo também apresenta-se como um
facilitador ao rompimento das paredes celulares dos corpos lipídicos, de forma a auxiliar a
saída do óleo.
14
De acordo com Mandarino e Roessing (2001), o aumento da umidade dos flocos,
o rompimento das paredes celulares e o subsequente aumento na permeabilidade das
membranas celulares, facilita a saída do óleo, através da diminuição de sua viscosidade e
tensão superficial, o que permite a aglomeração das gotículas de óleo e sua subsequente
extração.
2.3.3 A extração do óleo
A extração do óleo por ser realizado através de dois métodos diferentes: a
extração mecânica através da prensagem, ou por meio da extração química por solvente.
Em situações especiais, de forma a se obter a máxima eficiência de extração pode-se
utilizar sequencialmente os dois métodos. A seguir, serão apresentadas as duas formas de
extração de óleo proveniente de oleaginosas, como é o caso do grão de abóbora.
2.3.3.1 Extração por prensagem
O método de extração por prensagem consiste na retirada do óleo por meio da
aplicação de uma pressão externa sobre a massa de grãos, através da prensagem mecânica.
Como principais vantagens envolvidas com a utilização da prensa mecânica para a
extração de óleo está seu baixo custo de instalação, a não utilização de solvente, e a não
necessidade de posterior refino do óleo, o que implica na redução do custo de
processamento e, consequentemente, do óleo obtido, favorecendo a utilização da mesma
por pequenos produtores.
Atualmente, a prensa mecânica mais comum é a prensa de parafuso contínua,
também chamada de expeller, que é composta por uma moega de alimentação, que conduz
o material a ser prensado por meio de um parafuso sem fim de passo interrompido por
anéis de aço, dispostos paralelamente; ao fim do conjunto, encontram-se uma ponta de
cone que regula a velocidade de saída da torta e a pressão interna sobre a massa (Figura 3).

15
Figura 3 - Prensa mecânica.
O processo de prensagem se desenvolve a partir da introdução da massa de grãos
na moega que alimenta o parafuso sem fim, comprimindo-a contra os anéis de aço,
proporcionando a eliminação do óleo pelos orifícios. Segundo Oetterer et al. (2006), a
velocidade de extração depende diretamente da pressão imposta, que inicialmente deve
compreender de 300 a 400 kg/cm2 , mas ao longo do processo devido ao acúmulo gradativo
de massa no interior da prensa, a pressão pode ser superior a 1.000 kg/cm2.
Durante o processo, a massa de grãos é igualmente prensada, evitando a
reabsorção do óleo por outras parcelas da massa. Após a passagem pela prensa, o óleo
bruto deve ser filtrado com a finalidade de separar os resíduos sólidos provenientes da torta
remanescente.
2.3.3.2 Extração por solvente
A extração de óleo por solvente pode ser utilizada como único método de
extração, ou mesmo como complemento à extração mecânica, quando este se desenvolve
como uma pré-extração. Esse método de extração se baseia na absorção do solvente pelas
células lipídicas, onde em seu interior há a dissolução do óleo, que, posteriormente, por
lixiviação, é carregado para o exterior da célula (OETTERER et al., 2006).
Contudo, para a garantia da eficiência do processo, é essencial a adequada
preparação do grão e a escolha do extrator a ser utilizado, de forma a garantir o máximo
contato do solvente com a parede celular. Dessa forma, quanto maior é a quantidade de
células rompidas ao longo da preparação da massa de grãos, mais rápido é o processo de

16
extração, visto que o solvente apenas irá dissolver o óleo livre, não necessitando
transportar por difusão o óleo dissolvido para a região externa à célula.
De acordo com Oetterer et al. (2006), o transporte de lipídios ao longo da
membrana celular ocorre em razão da variação da sua permeabilidade (inicialmente
impermeável aos lipídios) em função da diferença das pressões osmóticas internas e
externas às células. O aumento de pressão intracelular em virtude da ação do solvente
proporciona a expansão da membrana e, consequentemente, a dilatação dos poros da
membrana celular, permitindo a passagem da solução de óleo e solvente para a região
extracelular, devido ao gradiente de concentração existente (OETTERER et al., 2006;
SCHNEIDER, 1980).
O processo de extração por solvente ocorre em temperaturas mais elevadas, visto
que há influência na viscosidade da mistura de óleo e solvente, e na solubilização do óleo
no solvente. A velocidade de extração por solvente ao longo do processo progride de forma
diferenciada. Inicialmente, quando é extraído o óleo de melhor qualidade, o processo se
desenvolve de forma rápida, devido ao maior gradiente de concentração, contudo, ao longo
do processo essa velocidade diminui, e o óleo extraído ao final apresenta menor qualidade,
em razão, principalmente, da presença de outros compostos celulares que proporcionam
perdas ao longo do refino.
A partir desse processo, a extração de óleo por solvente pode se desenvolver de
duas formas: por imersão, ou por percolação (BOCKISCH, 1993). Ao final da extração,
tanto o solvente misturado ao óleo, como o solvente presente junto ao farelo remanescente
podem ser recuperados e reintroduzidos no processo. Para a extração do óleo,
frequentemente se utiliza como solvente o hexano comercial (OETTERER et al., 2006).
2.3.4 Refino
O refino se caracteriza como o conjunto de operações realizadas após o processo
de extração para a remoção de resíduos presentes no óleo bruto, que podem afetar suas
características físicas, qualitativas e sensoriais. Os resíduos retidos nesta etapa são
provenientes de arrastes mecânicos, e/ou solubilização de outras substâncias no óleo ou no
solvente, ocorridos durante o processo de extração. Por isso, o refino pode se desenvolver
em duas etapas: a primeira etapa consiste na remoção física das substâncias, enquanto a
segunda envolve o refino por meio dos processos de neutralização, clarificação, e
desodorização.

17
De acordo com Young (1980), inicialmente o óleo passa por uma etapa de
decantação, onde é realizada a separação por gravidade das substâncias insolúveis. Após
esta etapa, o óleo passa pela degomagem que consiste na remoção dos fosfolipídeos,
açúcares, resinas, e fragmento de proteínas solúveis em água.
De acordo com Oetterer et al. (2006), quando estudado o óleo de soja, verificou-se
que a presença de fosfolipídeos favorece a ocorrência de perdas, em razão da formação de
deposições com presença de cerca de 35% de óleo no fundo dos tanques de deposição.
Ainda de segundo Young (1980), após o processo de degomagem, deve-se proceder com a
neutralização, que envolve a retirada de ácidos graxos, pigmentos, fosfolipídeos
remanescentes da degomagem, e compostos de enxofre solúveis em água. Desse processo
há a produção de sais orgânicos de sódio ou sabões, o que resulta na necessidade de outra
etapa, a lavagem.
A lavagem é um processo que resulta na retirada do sabão produzido durante a
neutralização. Ela se baseia na adição de água destilada, na proporção de 10 a 20% do
volume de óleo, a temperatura de 85 a 95°C para a eliminação da soda e da espuma do
óleo. O processo de lavagem pode proceder mais de uma vez até a total isenção de sabão
do óleo. Para finalizar o processo lavagem, em razão da adição de água, deve-se proceder a
secagem do óleo.
Após a secagem, o óleo pode ser, então, encaminhado à clarificação (também
chamado de bleaching) e desodorização que objetivam a eliminaçãode produtos da
oxidação, metais pesados e sabões residuais, dentre outros elementos, de forma a garantir
uma melhora qualidade e estabilidade oxidativa.
2.4 Produção de Biodiesel
A inserção de óleos vegetais na substituição integral ou parcial do diesel comum
em motores de dois tempos é estudada desde o século XIX. Segundo Aguiar (1980) apud
Salvador (2005), entre os séculos XIX e XX, Rudolph Diesel já afirmava que o motor a
diesel poderia ser alimentado por óleos vegetais, e, apesar de parecer um sonho do futuro,
o seu uso poderia adquirir grande importância.
Em 1910, o próprio Rudolph Diesel alimentou um pequeno motor com óleo de
amendoim e verificou seu perfeito funcionamento (OTTO, 1945). Anos mais tarde, Sá
Filho (SÁ FILHO et al., 1979) utilizou para um motor da marca Mercedez-Bens de 16 HP
e 750 rpm, óleos de soja, amendoim e palma, respectivamente, e verificou dificuldades na

18
partidas, e outras perturbações associadas com a alta viscosidade e a pulverização
insuficiente dos óleos, indicando para a minimização desses efeitos, dentre outros, a
mistura entre o óleo vegetal e o diesel comum, numa proporção de até 20 ou 30% do óleo
vegetal ao diesel comum.
Posteriormente, muitos outros estudos a respeito do uso de óleos vegetais em
substituição ao diesel comum foram realizados, e em sua grande maioria demonstraram
que apesar de possibilitarem o funcionamento dos motores, proporcionam uma gradual
redução de potência, aumento do consumo de combustível, danificação de peças, e
entupimento dos bicos injetores (SALVADOR, 2005).
Nestes mesmos estudos, foi verificado que, quando eram utilizas misturas entre o
diesel comum e o óleo vegetal, os problemas já mencionados aumentavam
proporcionalmente com o aumento da presença dos óleos vegetais (AGUIAR, 1980;
VENTURA et al,1982; SÁ FILHO et al., 1979). Então, foi possível constatar a relação
direta entre o desempenho do motor e a presença de óleo vegetal na mistura, ou seja, a
influência das características físicas e químicas óleo vegetal na eficiência do processo.
Segundo Ventura et a. (1982), em razão das propriedades físicas e químicas dos
óleos vegetais, que se diferenciam as do diesel comum, há uma real incompatibilidade
entre os óleos vegetais e os motores de dois tempos, principalmente aqueles de injeção
direta. A presença de óleos vegetais em motores a diesel é prejudicada em razão,
principalmente, da sua alta viscosidade e baixa volatilidade, o que acarreta a ocorrência de
combustão incompleta, formação de depósitos de carbono nos sistemas de injeção,
diminuição da eficiência de lubrificação, obstrução nos filtros de óleo e sistemas de
injeção, comprometimento da durabilidade do motor, e formação de acroleína, substância
altamente tóxica e cancerígena, pela decomposição térmica do glicerol (TASHTOUSH et
al., 2003; SCHWAB et al.,1988)
Contudo, apesar da dificuldade de utilização direta do óleo vegetal puro em
motores a diesel, a possibilidade de emprego dessa matéria prima como alternativa
energética, e, em virtude do seu potencial, incentiva, cada vez mais, os estudos crescentes a
respeito de tecnologias que favoreçam seu uso. Dessa maneira, como forma de possibilitar
a utilização dos óleos vegetais em motores a diesel, se faz necessária a alteração de suas
propriedades físicas e química de forma a torná-lo o mais próximo possível a estrutura
molecular do diesel comum.
Em razão disso, diferentes técnicas foram analisadas para reduzir a viscosidade de
óleos vegetais. Dentre elas, as mais comuns são os processos de craqueamento térmico ou

19
pirólise, esterificação, e a transesterificação (TRZECIAK et al., 2008), sendo o processo de
transesterificação o mais usado.
O craqueamento térmico ou pirólise é um processo que envolve a transformação
de uma substância em outra por meio de aquecimento, com temperaturas superiores a
450°C, tanto na presença como na ausência de oxigênio (MA & HANNA, 1999). De
acordo com Chang e Wan (1947), nesse processo, os triglicerídeos são decompostos em
ácidos carboxílicos, acroleína, cetenos, éstreres, e hidrocarbonetos.
O craquemento do óleo vegetal produz uma mistura levemente ácida, devido a
produção de compostos oxigenados, com elevado ponto de névoa, além de elevados níveis
de cinzas e depósitos de carbono (SHARMA et a., 2001). Segundo Pinto et a. (2005) e Ma
& Hanna, (1999), como desvantagens, o processo de pirólise necessita de equipamentos
com custo elevado, o rendimento do processo não é muito elevado, e, muitas vezes,em
razão da remoção do oxigênio, produz combustível com características mais similares à
gasolina que ao diesel.
Já, a esterificação é o processo reversível pelo qual há a formação de ésteres por
meio da reação entre um ácido graxo livre e um álcool de cadeia curta, que pode ser um
metanol ou um etanol, na presença de um catalisador ácido (ARANDA et al., 2009 apud
VIEIRA, 2011). A esterificação possibilita a utilização de resíduos e subprodutos do
processamento industrial da biomassa, como óleos brutos, borras ácidas, óleos usados em
frituras, e gordura animal, que são ricos em ácidos graxos livre (JUAN et al, 2007;
MARCHETTI; ERRAZU, 2008; XU et al., 2008 apud VIEIRA 2011). No processo de
esterificação, as grandes vantagens são a não formação de glicerol, e a utilização de ácidos
graxos no lugar dos triglicerídeos. Uma alternativa a este processo é a hidroesterificação
(ENCARNAÇÂO, 2007).
A hidroesterificação é um processo que envolve, como etapa anterior a
esterificação, a hidrólise entre o óleo ou gordura e a água, produzindo glicerina e ácidos
graxos (GOMES, 2009). A glicerina é removida, enquanto os ácidos graxos são
esterificados, produzindo um biodiesel com elevada pureza, sem a necessidade de lavagem
ou consumo elevado de compostos químicos (ENCARNAÇÂO, 2007). Como importante
vantagem, este processo também permite a produção de biodiesel independente da acidez
ou umidade da matéria prima graxa (GOMES, 2009).
Apesar das grandes vantagens na produção de biodiesel através da esterificação e
hidroesterificação, o principal processo realizado no Brasil é o processo de
transesterificação. Isto ocorre, principalmente, devido a grande disponibilidade de matérias

20
primas ricas em triglicerídeos (VIEIRA, 2011), como é o caso dos óleos vegetais; a
simplicidade do processo; e as características físico-químicas dos ésteres de ácidos graxos
serem muito semelhantes às do óleo diesel, como é o caso da viscosidade (FREEDMAN et
al., 1985; VARGAS et al., 1998; URIOSTE, 2004).
O processo de transesterificação consiste numa reação reversível entre uma
molécula de triglicerídeo e três moléculas de álcool (etanol ou metanol) na presença de um
catalisador, tendo como subprodutos os ésteres (matéria prima para o biodiesel) e o
glicerol. De acordo com Ma e Hanna (1999), Marchetti et al. (2007), Meher (2006), e
Gomes (2009), Pinto (2005) o rendimento da reação depende da relação molar entre o
álcool e óleo (3 moléculas de álcool para cada triglicerídeo), a temperatura da reação, o
tipo do álcool utilizado (etanol ou metanol), do tempo da reação, e da quantidade e tipo do
catalizador utilizado, que podem ser um ácido ou base forte, ou enzimas, como ácido
sulfúrico, hidróxido de sódio, e lípases, respectivamente. Como principal desvantagem do
processo de transesterificação está a produção de sabões, quando em catálise alcalina, que
eleva o custo de operação (GOMES, 2009).
Após a etapa de viabilização dos óleos vegetais para uso como biodiesel se faz
necessária a realização de um tratamento final de separação entre o biodiesel e as
impurezas remanescentes do processo. Para tal, é realizada a decantação, garantindo a
separação da glicerina (mais densa) do éster (menos denso). Em seguida, o éster que dará
origem ao biodiesel é lavado com água aquecida, filtrado e seco, para a retirada final de
mais resíduos de glicerina, sabões e ácidos graxos (NOUREDDINI, 2001; GOMES et al.,
2011)
A partir dessas rotas tecnológicas capazes de tornarem as características físicas e
químicas dos óleos vegetais semelhantes ao do diesel comum, por meio da produção de
uma mistura de ésteres, então, é possível a produção do biodiesel. O biodiesel pode ser
puro ou misturado em qualquer proporção ao óleo diesel comum (PARENTE, 2003).
Segundo Parente (2003), as misturas de éster e óleo diesel comum para a
formação do biodiesel são designadas pela abreviação BX, onde X distingue a
porcentagem de biodiesel da mistura, como são os casos do B2 e B5, que são,
respectivamente, misturas de 2 e 5% de éster ao diesel. Já, o B100 não é uma mistura, mas
sim o éster produzido a partir do óleo vegetal puro, formado apenas por ésteres de ácidos
graxos.
Ainda, de acordo com Parente (2003), por ser fisico-quimicamente semelhante ao
óleo diesel, o biodiesel é perfeitamente miscível ao óleo diesel comum. O biodiesel tem

21
como vantagens a redução na emissão de poluentes, biodegradabilidade, maior ponto de
fulgor e maior lubrificidade (CAMARGOS, 2005; AMORIM, 2009).
O biodiesel em relação ao diesel comum se destaca principalmente quanto suas
vantagens ambientais e de segurança (CAMARGOS, 2005). No que diz respeito às
condicionantes ambientais, o biodiesel também se caracteriza por possuir baixa quantidade
de enxofre, e ser atóxico. Além disso, o uso do biodiesel não contribui para o incremento
das emissões de gases com efeito de estufa, visto que durante o período de crescimento das
plantas estas absorve CO2 para realizar a fotossíntese, sendo este posteriormente libertado
nas emissões resultantes da combustão do óleo a que estas darão origem (AMORIM,
2009). Quanto às questões envolvendo segurança, o biodiesel de fontes já estudadas, em
geral apresenta alto ponto de fulgor se comparado ao diesel comum, favorecendo seu
armazenamento e manipulação (CAMARGOS, 2005).
Desta forma, o presente estudo buscou analisar a viabilidade de produção de
biodiesel a partir do óleos dos grãos de abóbora.

22
Capítulo 3.
OBJETIVOS
3.1 Objetivo Geral
O presente trabalho objetiva analisar a viabilidade e as principais características
que influenciam a produção de biocombustíveis produzidos a partir do óleo extraído dos
grãos de abóbora. Para isto, o estudo propõe realizar a caracterização física dos grãos e do
óleo extraído das mesmas, de forma a avaliar os parâmetros envolvidos com a manutenção
da qualidade da matéria prima, e a viabilização de formação de estoque para posterior uso.
3.2 Objetivos específicos
O trabalho foi subdividido em três partes, a primeira objetiva estudar e modelar
as características físicas dos grãos de abóbora in natura; a segunda parte busca analisar as
características físicas do óleo produzido a partir dos grãos de abóbora para seu
aproveitamento energético como biocombustível; e a terceira teve o propósito de avaliar a
característica produtiva desse óleo quando realizada a transesterificação (éster) visando a
produção de biodiesel.
Tanto para a caracterização dos grãos de abóbora como para a caracterização do
óleo foram determinadas as principais características necessárias para a elaboração de
projetos, construção, operação, e regulagem de equipamentos. Em razão disso, os objetivos
específicos do trabalho são:
Para a caracterização física dos grãos de abóbora foram analisados o tamanho e
forma, a massa específica, a porosidade, a velocidade terminal, e o coeficiente de arrasto;

23
Realizar um comparativo entre os dados experimentais e formulações
matemáticas já conceituadas para a velocidade terminal de forma a verificar se a mesma
pode ser aplicada para o caso de grãos de abóbora;
Modelar matematicamente a higroscopicidade, o calor isostérico, e a cinética de
secagem dos grãos de abóbora, visto que a qualidade dos grãos interferem diretamente na
qualidade do óleo produzido.
No que diz respeito ao processo de extração do óleo, foram analisadas as
principais características e dificuldades encontradas para a preparação do material e
necessidades do processo de extração;
Com o óleo extraído foram analisadas as seguintes características físicas: a
viscosidade dinâmica e cinemática, a massa específica, o ponto de névoa, e o ponto de
fluidez.
Para o caso da viscosidade dinâmica, os dados experimentais foram comparados
com modelos matemáticos encontrados na literatura, verificando-se, assim, a capacidade
do mesmo de descrição do fenômeno;
Para a produção do biodiesel, foi analisada a viabilização de produção do éster
por meio da rota metílica;

24
Capítulo 4.
RELEVÂNCIA E JUSTIFICATIVA
4.1 Óleo dos grãos de abóbora para produção de biodiesel
O Brasil se destaca mundialmente pelo seu potencial produtivo de produtos
agropecuários, principalmente aqueles destinados à alimentação. Em razão disso, com o
estímulo à produção de biocombustíveis muitas críticas surgiram em respeito a possível
concorrência que este advento pode causar à produção de alimentos.
A fim de se minimizar este quadro, a procura por matérias primas para a produção
de combustíveis limpos que sejam oriundas de descarte ou que agreguem valor social,
econômica, e/ou ambiental passaram a ser incentivadas pelas principais políticas
governamentais. Nos últimos anos dentre as matérias primas alternativas para a produção
de biocombustíveis, especialmente o biodiesel, aquela que mais se destaca devido ao seu
caráter ambiental, são as oriundas de resíduos, como é o caso dos resíduos da indústria
alimentícia.
Conforme o aumento significativo da fronteira agrícola, da abertura de mercado, e
do poder aquisitivo da população brasileira, houve um incremento produtivo na indústria
de alimentos, e isso proporcionou, em consequência, expressivo aumento na produção de
resíduos. Para a dinâmica estratégica da indústria de alimentos, estes resíduos representam
perdas, que envolvem significativas quantidades de frutos rejeitados, cascas, grãos, e
bagaços (MATSUURA, 2005), requerendo tempo e capital para o seu gerenciamento
(VEROZONI & JORGE, 2012).
Dentre esses resíduos provenientes da indústria de alimentos estão os grãos de
abóbora. Verozoni & Jorge (2012) e Trucom (2006) destacam que os grãos de abóbora são
importantes fontes de proteínas, lipídios e fibras, cujo óleo é rico em ácidos graxos mono e

25
poli-insaturados. Verozoni & Jorge (2012) ainda destaca que os óleos presentes nos grãos
de abóbora apresentam importante relevância nutricional, industrial e farmacêutica.
Segundo Pumar et al. (2005), o processamento industrial das abóboras bahiana e
moranga, que são variedades muito apreciadas no Brasil, geram, respectivamente, de 29 e
23% de cascas e grãos. No que envolve os grãos, estas produzem cerca de 45% de óleo
durante sua prensagem (MANSOUR et al., 1999; ELSOUKKARY, 2001; SANT’ANNA et
al., 2006).
De acordo com Verozoni & Jorge (2012), para um grão ser considerado apto para
a extração de óleo comercial deve ter uma excelente composição em ácidos graxos ou
apresentar mais de 25% de óleo. Logo, além da reinserção dos grãos de abóbora
possibilitar agregação de valor à sua cadeia produtiva, estas também apresentam potencial
produtivo de óleo relevante para a indústria.
Em razão disso, para suprir a demanda pelo óleo dos grãos de abóbora,
principalmente para fins energéticos, se faz imprescindível a manutenção de estoques que
garantam a oferta do produto com qualidade.
Nesse contexto, os processos de beneficiamento e armazenamento tornam-se
etapas essenciais para o processamento dos grãos, já que influenciam diretamente na
qualidade do óleo extraído (NAKADA, 2010; OETTERER et al., 2006). De acordo com
Pereira et al. (1994), a principal preocupação durante o período de armazenamento é a
preservação da qualidade dos grãos, minimizando a velocidade do processo de deterioração
e o ataque de patógenos.
Tendo em vista o aproveitamento do óleo dos grãos de abóbora para a aplicação
em escala industrial, principalmente para a produção de biocombustíveis, assim como se
objetiva esse estudo, se faz necessário o conhecimento das características físicas e
termodinâmicas tanto dos grãos como do óleo extraído.
Dessa forma, o presente trabalho tem o objetivo de analisar as características do
óleo provenientes dos grãos de abóbora para a produção de biodiesel, assim como a
determinação das características desses grãos para a garantia da qualidade e formação de
estoque de matéria prima, através de seu armazenamento.

26
Capítulo 5.
METODOLOGIA DE ANÁLISE
Perante a importância do biodiesel na matriz energética mundial, a potencialidade
de produção de óleo dos grãos de abóbora, e a pouca bibliografia disponível, a pesquisa
desenvolvida para este trabalho apresentou-se em caráter experimental, a partir da análise
das características físicas dos grãos de abóbora e do óleo proveniente das mesmas.
A metodologia utilizada no trabalho foi subdividida em três partes: a primeira se
concentrou na análise dos grãos, tanto no que envolve suas propriedades, como
características para processamento e armazenamento; a segunda parte baseou-se na
caracterização física do óleo proveniente dos grãos de abóbora; já a terceira parte envolveu
a produção de biodiesel a partir do óleo dos grãos de abóbora, por meio da rota metílica.
5.1 Caracterização das propriedades físicas dos grãos de abóbora
De acordo com Gava et al. (2008), a deterioração dos produtos de origem vegetal
e animal se inicia logo após a colheita, em razão ao ataque de microorganismos e
alterações enzimáticas decorrente da exposição do produto ao ambiente. Essa realidade não
é diferente para o caso dos grãos de abóbora quando extraídas da polpa e expostas ao
ambiente, principalmente, em razão das suas características germinativas facilmente
influenciadas pela alteração do seu teor de água (BEE & BARROS, 1999).
De maneira geral, os produtos de origem vegetal podem apresentar características
diferenciadas em relação aos elementos de mesma natureza. Algumas propriedades físicas
são dependentes da estrutura e desenvolvimento de cada grão ou semente (MOHSENIN,
1986). Estas características que levam em conta aspectos físicos e interações com o meio
circundante são essenciais para a determinação dos processos de pós-colheita envolvidos
durante o processamento, beneficiamento e armazenamento dos produtos agrícolas, de
forma a garantir a manutenção da qualidade do produto.

27
Em razão disso, o conhecimento a respeito das propriedades físicas dos grãos e
sementes são de relevante importância na otimização de processos, na regulagem,
construção e operação de equipamentos, e no desenvolvimento de novos projetos
envolvendo o processamento de produtos agrícolas (BOREM, 2008). Além disso, estas
características são determinantes para análises relacionadas com os fenômenos de
transferência de calor e massa durante a secagem e armazenamento de produtos
(FRANCESCHINI et al., 1996; GONELI et al., 2003; BENEDETTI, 1987); e para a
manutenção da qualidade do óleo no interior do grão (OETTERER et al., 2006).
Dessa forma, a primeira parte do trabalho determinou o tamanho e forma dos
grãos de abóbora, a massa específica aparente e a porosidade da massa de grãos, a
velocidade terminal e o seu coeficiente de arrasto, o calor isostérico, as curvas de sorção, e
cinética de secagem, além da modelagem representativa dessas características.
5.1.1 Tamanho e forma dos grãos
De acordo com Pabis et al. (1998), os grãos e sementes apresentam tamanho e
formas irregulares, e o conhecimento a cerca de seu formato é essencial para a
determinação das características relacionadas com transferência de calor e massa, além do
conhecimento das propriedades do mesmo quando inserido em um fluxo de ar.
No dia a dia, a determinação do tamanho e forma dos grãos e sementes apresenta
especial importância no que diz respeito à otimização de processos industriais, construção,
e operação de equipamentos, além de ser necessário para o entendimento da aerodinâmica
dos mesmos (RESENDE et al., 2005). A partir dessas propriedades é possível a
determinação das características de dimensionamento, espaçamento, e forma dos
elementos constituintes de equipamentos, além das condicionantes de regulagem, que
podem ser influenciadas pelo teor de água do produto (AYDIN, 2007; DURSUN et al.,
2007; RAZAVI et al., 2007).
Segundo Pabis et al. (1998), para a especificação teórica da irregularidade dos
formatos dos grãos e sementes é necessário o conhecimento das dimensões dos eixos
ortogonais. Mais especificamente, a determinação dos três eixos ortogonais, o
comprimento como maior eixo, a espessura como menor eixo, e a largura como eixo médio
de cada grão ou semente (Figura 4).

28
Figura 4- Dimensões relacionadas com o comprimento (a), espessura (b) e largura (c) dos
grãos de abóbora.
A relação entre esses três eixos ortogonais possibilita a determinação das
principais características relacionadas com a predição do tamanho e formato dos grãos.
Para isto, de acordo com Mohsenin (1986), podem ser utilizados, principalmente, dois
importantes parâmetros: a circularidade (C), e a esfericidade (Es)
A esfericidade corresponde ao quanto o formato de um produto se aproxima ao de
uma esfera de mesmo volume (FIRMINO et al.., 2010). De acordo com Mohsenin (1986) e
Pabis & Java (1998), a esfericidade pode ser calculada a partir da relação entre o volume
do produto e o volume da menor esfera circunscrita. Ou seja, a esfericidade pode ser
determinada pela relação que equivale ao volume de uma esfera, determinado a partir dos
três eixos ortogonais, e o maior eixo ortogonal (Equação 1).
s a b c
1
a 100 (1)
Onde, “a” corresponde ao maior comprimento do grão ou semente, em mm; “b” é
a espessura, ou o maior comprimento do eixo perpendicular a “a”, em mm; e “c” é a
largura, ou o comprimento do eixo perpendicular a “a” e “b”, em mm.
Contudo, em razão da irregularidade no formato dos grãos e sementes, Curray
(1951) e Mohsenin (1986) definiram que, a partir de sua projeção, a esfericidade pode ser
estimada como a relação entre o diâmetro do maior círculo inscrito e o diâmetro gerado a
partir da menor círculo circunscrito pelo produto (Equação 2).
s de
dc (2)
Em que, de é o diâmetro do maior círculo inscrito no produto; e dc é o diâmetro
gerado a partir da menor círculo circunscrito pelo produto.

29
A Figura 5 ilustra os traçados de circunferências inscrita e circunscrita em um
objeto similar a um grão de formato irregular.
Figura 5 – Traçados de diâmetros para determinação da esfericidade.
Fonte: Mohsenin (1986)
Outra importante mensuração é a circularidade que equivale a medida da agudez
dos cantos de um objeto (PABIS & JAYA, 1998). De acordo com Firmino et al. (2010), a
caracterização da circularidade tem como finalidade indicar o quanto a forma do produto
em repouso se aproxima de um círculo. Esta particularidade do grão ou semente pode ser
expressa como a razão entre a maior área projetada do objeto em repouso e a área do
menor círculo circunscrito do produto (MOHSENIN, 1986; CURRAY, 1951), assim como
representado pela Equação 3.
Ap
Ac 100 (3)
Onde, C equivale a circularidade, em %; Ap é a área projetada do objeto em
repouso, em mm2; e Ac corresponde a área do menor círculo circunscrito, em mm
2.
Mohsenin (1986) indica que a determinação da circularidade também pode ser
mensurada a partir da relação entre o somatório dos raios dos diversos círculos traçados
simultaneamente no interior da área projetada do grão em repouso, e do raio do maior
círculo inscrito do objeto multiplicado com o total de números de cantos somados no
numerador (Equação 4), assim como mostra a Figura 6.
r
NR (4)
Onde “r” equivale ao raio dos círculos traçados sobre a área projetada, em mm; N
é o total de círculos traçados sobre a área projetada, adimensional, e R representa o raio do
maior círculo inscrito do objeto, em mm.

30
Figura 6 - Circularidade determinada a partir do somatório de raios.
Fonte: Mohsenin (1986)
5.1.2 Massa específica unitária e aparente, e porosidade
De acorde com Couto et al. (1999), a massa específica e a porosidade existente na
massa de grãos são parâmetros relevantes no que envolve a comercialização do produto e
dimensionamento eficiente de estruturas de recepção, beneficiamento e armazenamento de
grãos, como é o caso dos silos, secadores, depósitos, sistemas de transporte e projetos de
máquinas.
De acordo com Mohsenin (1972), a massa específica de um objeto é a razão entre
a massa e o volume ocupado por esse objeto, podendo ser unitária ou aparente. A diferença
é que a massa específica aparente, também chamada de densidade de Bulk, inclui o volume
dos espaços vazios existentes entre um grão e outro, enquanto a massa específica unitária,
ou densidade, considera apenas o volume ocupado pela massa de grãos, desconsiderando
os espaços vazios.
De acordo com Moreira et al. (1985), a massa específica unitária dos grãos e
sementes pode ser determinada pelo método do deslocamento de fluido (ar ou líquidos).
Estes fluidos devem apresentar como principal característica a penetração mínima nos
poros do grão. Para a determinação da massa específica unitária de grãos agrícolas é
indicado o uso do tolueno ou, como substituto, o óleo de soja (MOREIRA et al., 1985). A
Equação 5 representa a relação para a determinação da massa específica unitária de uma
massa de grãos.
(5)
Em que, é a massa específica unitária, em g mm-³; m é a massa do produto, em
g; e é o volume da massa de grãos, em mm³.
Contudo, de forma geral, quando se trabalha com grãos e sementes, os espaços
vazios contidos na massa do produto, ou seja, espaços não ocupados entre um grão e outro,

31
devem ser considerados, já que ao longo de todo o manuseio do produto os mesmos não
podem ser separados. Para o conhecimento a respeito dos espaços vazios e da relação entre
a massa e o volume que o produto ocupa se faz necessária a determinação da massa
específica aparente e da porosidade.
A massa específica aparente é uma propriedade que está diretamente relacionada
com a estrutura do produto, sendo, então, um parâmetro útil não apenas envolvido com a
determinação da qualidade, como também necessário para o dimensionamento de
estruturas e equipamentos. Segundo Pabis & Java (1998), a massa específica aparente dos
grãos e sementes é diretamente influenciada pela massa de grãos, massa específica
aparente dos grãos secos, teor de água, e o tamanho do recipiente.
Como a massa específica aparente corresponde a massa de um determinado
produto em relação ao volume que ocupa, incluindo os espaços vazios contido nela, logo
ela pode ser determinada a partir da Equação 6 (PABIS & JAVA, 1998). A massa
específica aparente também pode ser chamada de peso hectolitro (PH). Isto ocorre quando
o volume é expresso em hectolitro.
a m
(6)
Em que, é a massa específica aparente, em g mm
-³; e V é o volume da massa
incluindo os espaços vazios, em mm³
Os espaços intergranulares envolvidos na determinação da massa específica
aparente recebe o nome de porosidade. Segundo Pabis & Java (1998), a porosidade
equivale a relação entre o volume de espaços intergranulares e o volume total ocupado pela
massa de grãos. Em outras palavras, a porosidade corresponde a fração de espaços vazios
de uma massa de grãos ou sementes. Assim, a porosidade pode ser determinada pelas
Equações 7 e 8, ambas indicadas (Pabis & Jaya, 1998), e normalmente expressas em
porcentagem.
100 - g
(7)
100 1- a
(8)
Onde, é a porosidade, em porcentagem.
32
O método mais comum para a determinação da porosidade é a partir da obtenção
do volume de vazios por meio da introdução, na massa granular, de um líquido com
volume pré-determinado (MOHSENIN, 1986).
Para uma melhor determinação do comportamento da massa específica aparente e
da porosidade, os dados experimentais foram modelados (Equação 9) de acordo com a
metodologia indicada por Andrade et al. (2011a), descrita a seguir, cujos parâmetros foram
determinados através dos programa STATISTICA, versão 7.0 (STATSOFT, 2004), com
modelagem não linear pelo método Quasi-Newton.
calculada A ( ) ( )
2 ( ) D (9)
Em que calculada é a porosidade calculada, em porcentagem; A, B, C, D são os
parâmetros que dependem da natureza do produto, adimensional; e U é teor de água do
produto, em base seca.
5.1.3 Velocidade terminal e coeficiente de arrasto
Durante as etapas de processamento, beneficiamento e armazenamento de
produtos agrícolas é comum a utilização de fluidos como meio de transporte e separação de
impurezas contidas na massa de grãos. Em razão disso se faz essencial o conhecimento das
características aerodinâmicas, principalmente quando tratamos de grãos e sementes.
Como os produtos agrícolas possuem propriedades físicas e aerodinâmicas
razoavelmente constantes (ZANINI et al., 2008), através da determinação da velocidade
terminal é possível a operação e regulagem de máquinas de limpeza, transporte e secagem.
Os fluidos mais comumente empregados são o ar e a água, e para a determinação
das características do processo necessita-se conhecer as individualidades aerodinâmicas do
produto. Estudos realizados por Silva et al. (2003) e Couto et al. (2003) demonstraram que
os principais parâmetros que influenciam a velocidade terminal são o estágio de maturação
do material, o teor de água do produto, e o tamanho das partículas.
Segundo Silva et al (2003), uma partícula em queda livre, sujeito a influência de
uma corrente de fluido ascendente com menor densidade em relação a partícula, está
sujeito à ação de três tipos de força: a força gravitacional, a força devido ao empuxo do
fluido e a força de arraste na direção da velocidade relativa entre o fluido e a partícula
(Equação 10).

33
g – e - d (10)
Onde F é a força resultante, em N, Fg é a força gravitacional, em N; Fe é a força
de empuxo, em N; Fd é a força de arrasto na direção da velocidade relativa entre o fluido e
a partícula, em N.
Considerando a teoria do movimento dos corpos livres, a força resultante pode ser
determinada através da Equação 11.
mdv
dt (11)
Onde F é a força resultante, em N; m é a massa, em kg; dv/dt é a derivada da
velocidade em relação ao tempo.
Devido a ação da aceleração da gravidade, a força gravitacional é determinada
pela Equação 12, enquanto o empuxo, que é função do fluido utilizado para o transporte,
pode ser caracterizado pela Equação 13.
g mg (12)
ρ
ρ ρ
(13)
Em que, g é a aceleração da gravidade, em m s-2
; ρp é a densidade da partícula, em
kg m-3
; Vp é o volume da partícula, em m3; e ρf é a densidade do fluido, em kg m
-3.
A força de arrasto (Equação 14) atuante sobre um corpo depende, basicamente, da
forma do corpo e pelas características da superfície (TABAK & WOLF, 1998; DONG et
al., 2001).
d v2
2 ρ
Ap (14)
Onde, v é a velocidade uniforme do fluido, em m s-1
, Ap é a área projetada do
corpo na direção de seu movimento, em m2, e C é o coeficiente de arraste, adimensional.

34
Substituindo as Equações 11, 12, 13, e 14 na Equação 10, tem-se, então, a
Equação 15, que representa a equação de equilíbrio de um corpo em queda livre sujeito a
uma corrente de fluido ascendente.
ρ
ρ
ρ (15)
No momento em que essas grandezas vetoriais se equilibram, o objeto passa a se
deslocar com velocidade constante, ou seja , sendo, neste momento, a
velocidade denominada como velocidade terminal (MOHSENIN, 1986). Dessa forma,
velocidade terminal é dependente das características físicas das partículas, tais como massa
específica, tamanho e forma, e das propriedades dos fluidos. Com base nos parâmetros
determinantes para a análise da velocidade terminal, Mohsenin (1986) indica para o
cálculo de produtos com formato equivalente a discos finos, como é o caso do grão de
abóbora, o uso da Equação 16.
t 2g c (ρ
p - ρ
)
ρ
(16)
Em que Vt corresponde a velocidade terminal, em m.s-1
, e “c” é a espessura do
produto, em m.
A velocidade terminal e, consequentemente, o coeficiente de arrasto de uma
partícula são influenciados pelo seu formato, tamanho e orientação, pela viscosidade do
meio e pelas densidades da partícula e do fluido (COUTO et al., 2004). Segundo De
Baerdemaeker e Segerlind (1974), a velocidade terminal, convencionalmente, é
determinada experimentalmente colocando-se o produto de estudo para flutuar em uma
corrente de ar ascendente e contínua, sendo que a velocidade necessária para o equilíbrio
do produto no fluxo de ar é igual à velocidade terminal do produto.
Segundo Potter &Winggert (2004), quando uma partícula se desloca por um
fluido, ela sofre a ação de forças de interação entre o fluido e o corpo. Essas forças
atuantes ocorrem em função da tensão de cisalhamento na parede da partícula resultante
dos efeitos viscosos e da tensão normal gerada pela distribuição de pressão sobre o corpo
(FOX & MCDONALD, 1998).

35
Tais forças resultantes da passagem de uma partícula por um fluido são
denominadas força de sustentação e força de arrasto (POTTER &WINGGERT, 2004). A
força de sustentação é aquela que atua na direção normal ao escoamento, enquanto a força
de arrasto se desenvolve na direção do escoamento, sendo esta relacionada com a
resistência exercida pelo fluido.
Como parâmetro para a determinação da força de arrasto, se utiliza o coeficiente
de arrasto. O coeficiente de arrasto ou coeficiente de resistência aerodinâmica é definido
como proporcional a força que o fluido faz à passagem de uma partícula. Para o caso do
estudo do coeficiente de arrasto, a força de sustentação, por ser normal ao movimento não
exerce influência (GILES,1980).
De acordo com Mujumdar (2006), os valores para o coeficiente de arrasto têm
sido definido para diferentes formatos, sendo este coeficiente determinado em função do
número de Reynods e da orientação do corpo em relação a corrente de ar.
Para a determinação do coeficiente de arrasto do grão de abóbora, foi utilizada a
Equação 17, indicada por Mohsenin (1978).
2 (ρ
p - ρ
)
ρ
p ρ
Ap
12
(17)
Em que W é o peso do produto, em kg m s-2
; e Ap equivale a área projetada das
partículas, em m².
Para o cálculo da área projetada estimada do grão de abóbora, utilizou-se a
Equação 18 (MOHSENIN, 1986).
(18)
5.1.4 Atividade de água e higroscopicidade
De acordo com Mohsenin (1986), a água é o mais importante elemento presente
em produtos biológicos, sendo capaz de afetar diretamente diversas propriedades físicas e
químicas. Por isso, a quantidade de água contida em produtos biológicos é uma importante
característica para avaliar a qualidade do produto, assim como analisar alterações em sua
estrutura que possam influenciar na regulagem de máquinas e equipamentos.

36
A água presente em um grão ou semente pode se apresentar na forma livre,
aderida superficialmente sob a superfície do material ou retida por forças capilares; ou
quimicamente ligada à matéria seca (PARK et al., 2007).
Quando um produto biológico está em contato direto com o ar atmosférico, a
umidade relativa do ambiente interfere na quantidade de água presente no produto. De
acordo com Costa et al. (2013), os produtos agrícolas possuem a propriedade de realizar
trocas de água na forma de vapor com o ambiente que os envolve por meio dos fenômenos
de adsorção ou dessorção.
Segundo Brooker et al. (1992), os fenômenos de adsorção e dessorção
representam, respectivamente, os processos de absorção e perda de água ao longo do
processo de equilíbrio do produto com o ambiente, até que este atinja o teor de água de
equilíbrio. Estes processos de ganho e perda de água ocorrem devido ao gradiente de
pressão de vapor de água entre a superfície do produto e o ambiente circundante.
O teor de água de equilíbrio pode ser definido como teor de água que um produto
atinge após ser inserido em um ambiente durante um período de tempo prolongado
(BROOKER et al., 1992). A dinâmica interativa envolvendo os produtos higroscópicos se
desenvolve até o momento em que a pressão de vapor de água do produto se iguala a
pressão de vapor de água do ambiente (BROOKER et al., 1992; CORRÊA et al., 2005).
De acordo com Pabis e Jayas (1998), quando a pressão de vapor na superfície do
grão é superior a pressão de vapor do ambiente circundante, então se observa o processo de
dessorção, ou seja, há a perda de água contida no produto, logo ocorre a secagem do
mesmo. Já, quando pressão de vapor na superfície do grão é inferior a pressão de vapor do
ambiente, ocorre a adsorção, ou seja, o ganho de água pelo produto, proporcionando seu
umedecimento.
Esse processo só cessa quando a pressão de vapor do ambiente se iguala com a
pressão de vapor da superfície do produto. Neste momento, é dito que o produto atinge seu
teor de água de equilíbrio higroscópico para aquelas condições do ambiente, mais
precisamente as variáveis de temperatura e umidade relativa (MOHSENIN, 1986).
Os parâmetros de temperatura e umidade relativa do ar ao influenciar o teor de
água do produto, interferem diretamente na disponibilidade de água passível de utilização
presente no mesmo. Para a análise desse quantitativo de água termodinamicamente
disponível, se utiliza o conceito de atividade de água (GRANT, 2004).
De acordo com Ordóñez (2005), o conceito de atividade de água indica a
intensidade das forças que unem a água com os outros componentes não aquosos presentes.

37
A valoração da atividade de água se dá pela relação existente entre a pressão de vapor da
água contida em um produto biológico em relação a pressão de vapor da água pura, para
uma mesma temperatura (GAVA et al., 2008).
Segundo Azeredo et al. (2012), Grant (2004), e Brooker et al. (1992), a equação
representativa da atividade de água pode ser expressa tanto em função das pressões de água
do produto e da água pura, assim como mencionado anteriormente, como também em
função da concentração de moles de solvente e soluto presentes, assim como exposto na
Equação 19.
(19)
Onde, aw é a atividade de água, adimensional; P é a pressão de vapor de água na
superfície do produto, em Nm-2
; P0 é a pressão de vapor da água pura na mesma
temperatura que P, em Nm-2
; n1 é o número de moles de solvente água, em mol; n2 é a
quantidade de moles do soluto, em mol.
Segundo Gava et al. (2008), a atividade de água pode variar de zero a um, onde o
zero representa que não há água livre, enquanto a unidade representa a valoração
relacionada com a água pura.
Segundo Gava et al. (2008), quando a água contida em um produto está em
equilíbrio com o ambiente, a umidade relativa do ar é igual a cem vezes a atividade de
água para uma mesma temperatura. Por este motivo, para a análise da higroscopicidade de
um produto é comum se utilizar a umidade relativa do ar no lugar da atividade de água.
Estes parâmetros são essenciais para a determinação do gradiente de pressão entre o
produto e o ambiente, caracterizando direção da transferência de água, e consequentemente
os fenômenos de adsorção e dessorção.
De acordo com Wolf et al., (1972), a predominância do processo de adsorção ou
dessorção para o alcance do ponto de equilíbrio acarreta diferentes valores de teor de água
de equilíbrio higroscópico, para uma mesma condição ambiental. Isto se deve em razão do
fenômeno conhecido como histerese (LEWICKI, 2009), que é a diferença na taxa de
absorção de água em relação a taxa de perda de água para o meio.
Essa curva representativa da atividade de água e teor de água de equilíbrio para
uma mesma temperatura é denominada de isoterma ou curva de equilíbrio higroscópico
(CORRÊA et al., 2005). Em razão da histerese, há a ocorrência da isoterma de dessorção

38
quando o produto inicialmente se apresenta com teor de água superior ao ponto de
equilíbrio, e a isoterma de adsorção, que ocorre quando esse teor de água inicial é inferior
ao ponto de equilíbrio. Segundo Lewicki (2009), a isoterma de adsorção apresenta valores
inferiores aos da isoterma de dessorção. A partir da análise do conjunto de isotermas de um
dado produto é possível determinar suas características higroscópicas (BROOKER et
al.,1992), que pode ser expresso através de equações matemáticas.
O fenômeno de higroscopicidade se caracteriza como a capacidade de um produto
biológico absorver ou perder água do ambiente sob determinadas condições de temperatura
e umidade relativa do ar, ou seja, a capacidade de interação do produto com o ambiente.
No que envolve o armazenamento e processamento de materiais biológicos, como é o caso
dos produtos agrícolas, o conhecimento a cerca das interações entre o produto e o meio
ambiente circundante são essenciais para a garantia de qualidade e manutenção de
estoques.
Para o caso dos grãos e sementes, as interações com o ambiente, quando sem
controle, podem favorecer a aceleração das alterações físicas, químicas e biológicas,
principalmente referentes ao ataque de microorganismos, o que deprecia sua qualidade. Os
produtos armazenados em condições de teor de água de equilíbrio mais baixos e em
atmosfera controlada apresentam maior estabilidade de seus compostos e menor
disponibilidade de água para o desenvolvimento de microorganismos.
Segundo Brooker et al. (1992), os grãos com elevado teor de óleo adsorvem
menor quantidade de água do ambiente do que os grãos com elevada concentração de
carboidratos.O processo ao qual o produto atinge a umidade de equilíbrio higroscópico não
é imediato, necessitando de um tempo mínimo para ocorrer. Este tempo é dependente da
estrutura do produto, temperatura e atividade de água. Na literatura da área existem
diversas equações que descrevem o fenômeno de higroscopicidade para produtos
biológicos (PFOST et al., 1976; SOKHANSANJ et al., 1986; PEREIRA & QUEIROZ,
1987; CHEN & MOREY, 1989a; CHEN & MOREY, 1989b; CORRÊA et al., 2005;
MAZZA & JAYAS, 1991; BROOKER et al., 1992; CORRÊA et al., 1995; MOREY et al.,
1995; SOKHANSANJ & YANG, 1996; CHEN & JAYAS, 1998; CORRÊA et al., 1998;
ASAE, 1999). Algumas destas equações estão dispostas na Tabela 2 (Equações 20 à 28).

39
Tabela 2 - Modelos utilizados para a verificação do comportamento da isoterma.
Modelo Equação Eq.
Chung Pfost Ue = a - b ln[-(T + c) ln(aw)] (20)
Copace Ue = exp[ a-(bT) + (caw)] (21)
GAB Modificado e
(22)
Halsey Modificada Ue = [exp(a – bT) /- ln(aw)]1/c
(23)
Henderson Ue = [ln(1 – aw) /(- aTabs)]1/c
(24)
Henderson Modificada Ue = {ln(1 – aw) /[- a(T + b)]}1/c
(25)
Oswin Ue = (a – bT) /[(1- aw)/ aw]1/c
(26)
Sabbab Ue = a (awb / T
c) (27)
Sigma Copace Ue = exp{a-(bT) + [c exp(aw)]} (28)
Onde; Ue é o teor de água do produto, em b.s.; aw é a atividade de água, decimal;
T é a temperatura do ar ambiente, °C; Tabs é temperatura absoluta do ar ambiente, em K; a,
b, c são os parâmetros que dependem da natureza do produto.
Como a atividade de água é analisada no momento em que ocorre o equilíbrio
higroscópico, para a análise dos dados foi considerada a atividade de água (aw) como sendo
igual a umidade relativa do ar, em decimal (SAUER, 1995 e JAYAS, 1995).
5.1.5 Calor isostérico integral, calor isostérico líquido ou entalpia diferencial,
entropia, e energia livre de Gibbs
De acordo com Thys et al. (2010), a partir de isotermas de sorção determinadas
através do estudo da higroscopicidade é possível conhecer importantes propriedades
termodinâmicas dos grãos e sementes. Algumas delas são o calor isostérico integral de
sorção, calor isostérico líquido de sorção ou entalpia diferencial, entropia, e energia livre
de Gibbs.
Estes estudos abrangem a análise da termodinâmica envolvida nos processos de
adsorção e dessorção, permitindo a compreensão das propriedades da água em relação ao
produto e o cálculo dos requisitos de energia associados ao calor e transferência de massa
nesses produtos biológicos (OLIVEIRA et al., 2013). Possibilitando uma análise mais
precisa a cerca das interações entre os componentes químicos dos produtos e a água, e a
espontaneidade do processo de sorção e dessorção.

40
Em produtos higroscópicos, a água presente pode ser caracterizada como de fácil
remoção, ou seja, aquela que se apresenta livre podendo estar aderida sob a superfície do
material ou retida por forças capilares; e a de difícil remoção que se caracteriza pela água
adsorvida e a água de composição unida quimicamente à substância adsorvente ou fazendo
parte integrante dessa substância (CARVALHO, 1994). Tal classificação muito difundida
na literatura é caracterizada em função da energia necessária para a remoção ou absorção
da água pelo grão ou semente.
A água de fácil remoção, ou seja, aquela que se apresenta livre necessita para sua
remoção apenas da energia requerida para evaporação ao nível de calor latente de
vaporização, ao passo que as águas ligadas quimicamente necessitam de uma demanda
superior de energia para sua evaporação (PARK et al., 2008). De acordo com Wang e
Brennan (1991), a energia adicional necessária para remover a água associada com um
material higroscópico, em relação à energia necessária para vaporizar igual quantidade de
água livre, sob mesma condição de temperatura e pressão, é caracterizada como calor
isostérico de sorção.
Segundo Brooker et al. (1992), a temperatura e, principalmente, o teor de água do
produto são as variáveis que influenciam diretamente no valor do calor latente de
vaporização da água do produto. Quando um produto é exposto a uma condição onde haja
dessorção, quanto mais tempo se passar desse processo, menos água estará disponível
nesse material higroscópico, sendo, então, cada vez mais difícil a retirada da água contida,
fazendo-se necessário uma demanda cada vez maior de energia.
Dessa maneira, considerando a proporcionalidade inversa entre a necessidade de
calor fornecida e o teor de água do produto, também é possível avaliar com essa
característica o estado de água presente no produto e em sua microestrutura, e,
consequentemente, as mudanças físicas que acontecem em sua superfície, e parâmetros
cinéticos de adsorção (GOUVEIA et al., 1999a; KAYA e KAHYAOGLU, 2005 ). Citado
por Resende et al. (2006), de acordo com Mullet et al. (1999), um indicador de água livre
na superfície do produto pode ser considerado quando o calor isostérico de sorção é
equivalente ao calor latente de vaporização da água livre.
Para a determinação do cálculo do calor isostérico (Qst) são aplicados o modelo
exponencial de Sopade e Ajisegiri (Equação 29) que representa o comportamento do calor
isostérico de sorção em função apenas do conteúdo de teor de água de equilíbrio (SILVA
et al., 2002), e a equação de Clausius-Clapeyron (Equação 30), modificada por Wang e
Brennan (1991) que considera que o calor latente de vaporização da água pura, o calor

41
líquido de sorção e o teor de água de equilíbrio permanecem constantes com a variação de
temperatura (Equação 31), ou seja, são independentes da temperatura (WANG E
BRENNAN, 1991). Ambas as equações são largamente utilizada na literatura da área.
qst = A exp (B Ue) (29)
ln(a )
T
st
RTabs2 (30)
st
abs
(31)
Onde qst é o calor isostérico líquido de sorção, em kJ kg-1
; Ue é o teor de água de
equilíbrio, em decimal; aw é a atividade de água, decimal; Tabs é a temperatura absoluta, em
K; R é o constante universal dos gases, 8,314 kJ kmol-1
K-1, sendo para o vapor d’água
0,4619 kJ kg-1
K-1
; A, B e C são os coeficientes de ajuste
Na equação de Clausius-Clapeyron, o calor isostérico líquido de sorção pode ser
determinado a partir das inclinações das curvas do gráfico ln(aw) x (1/Tabs) para os diversos
teores de água de equilíbrio, em b.s., a partir do modelo matemático que melhor representa
o teor de água de equilíbrio do produto para diferentes condições ambientais, como
descrito pelas Equações 32 e 33.
ã abs
(32)
st (inclina ão da reta) (33)
Para uma análise mais completa, além do calor isostérico líquido de sorção, há o
calor isostérico integral de sorção, que considera também o calor necessário para remover a
água associa, também considera o calor latente de vaporização de água livre. De acordo
com Brooker et al. (1992), o calor latente de vaporização da água livre pode ser
representado, a seguir, pela Equação 34.
L= 2502,2 – 2,39. Tm (34)
Em que, L é o calor latente de vaporização da água livre, em kJ kg-1
;Tm é a
temperatura média na faixa de estudo, em °C.

42
A partir dos dados expostos anteriormente é possível, então, determinar o calor
isostérico integral de sorção, através das Equações 35 e 36.
Qst = qst + L (35)
Qst = A exp (B Ue) + L (36)
Onde, Qst é o calor isostérico integral de sorção, em kJ kg-1
; L é o calor latente de
vaporização da água livre, em kJ kg-1
; Ue é o teor de água de equilíbrio ou atividade de
água, em decimal; A e B são os coeficientes de ajuste.
De acordo com Corrêa et al. (2010), as variações do calor isostérico integral em
função do teor de água do produto, fornece o conhecimento a cerca das modificações de
interação das moléculas de água com os constituintes do produto. A esse o grau de ordem
ou desordem existente no sistema água-produto denomina-se de entropia (MCMINN et al.,
2005). Ainda segundo Corrêa et al. (2010), a entropia pode estar associada com a ligação
ou repulsão das forças no sistema e está relacionada com o arranjo espacial da relação
água-produto.
Segundo Rizvi (1995), uma forma de se calcular a entropia diferencial de sorção é
através da Equação 37, que leva em consideração a energia livre de Gibbs-Helmholtz.
S
st- G
Tabs (37)
Onde, ΔS é a entropia diferencial de sorção, em kJ kg-1
K-1; e ΔG é energia livre de
Gibbs, em kJ kg-1
.
A energia livre de Gibbs é outro importante parâmetro para a análise da energia
envolvida na relação de afinidade entre o produto e a água. Ela está relacionada com a
energia requerida para transferir moléculas de água de uma superfície sólida para o estado
de vapor ou vice-versa, ou seja, equivale a medida do trabalho feito pelo sistema para
realizar o processo de dessorção ou o de adsorção (CORRÊA et al., 2010).
Segundo Telis et al. (2000), através da determinação da energia livre de Gibbs é
possível verificar a espontaneidade do processo de ganho ou perda de água entre o produto
e o meio. Para valores de energia livre de Gibbs negativos (ΔG < 0), o processo é
espontâneo, e para valores positivos (ΔG > 0) é não-espontâneo (TELIS et al., 2000), já

43
quando é zero, então o equilíbrio, em relação a espontaneidade do processo, foi alcançado
(NAYAK & PANDEY, 2000).
De acordo com Chaves et al. (2012) e Oliveira et al. (2013), a energia livre de
Gibbs pode ser calculada pela Equação 38.
ΔG R T n(a ) (38)
5.1.6 Cinética de secagem e taxa de redução de água
Controlar a água presente nos alimentos é uma das técnicas mais antigas utilizada
pelo homem para a preservação dos produtos higroscópicos (PRIOR, 1979), como é o caso
dos produtos agrícolas. Dentre os métodos disponíveis para este fim, está a secagem,
também denominada de desidratação, pois permite a redução do teor de água à níveis que
permitam a conservação do produto mantendo sua qualidade.
Segundo Okada et al. (2002), o processo de secagem ocorre a partir da remoção
de água ou qualquer outro líquido da parte sólida, por evaporação, por meio da utilização
de temperatura inferior à temperatura de ebulição do líquido. Sendo assim, a secagem se
baseia em um processo combinado de transferência de massa e calor capaz de reduzir a
atividade de água presente, e, logo, diminui a quantidade de água disponível para processos
deteriorativos.
Além da conservação dos produtos biológicos, como principais vantagens do
processo de secagem também estão a redução de peso e volume do produto, e a economia
do processo em relação a outros métodos de conservação (GAVA et al., 2008).
Operacionalmente, segundo Andrade et al. (2006), o processo de secagem se desenvolve
através da passagem de um fluxo de ar, preferencialmente aquecido, pelo produto,
induzindo a formação de um gradiente de pressão de vapor entre a superfície do produto e
o ambiente, e, por conseguinte, entre a superfície do produto e seu interior.
A maioria dos processos de desidratação para a conservação de produtos
higroscópicos utiliza a secagem com ar quente, sendo considerada a forma mais simples e
econômica (LIMA et al., 2000). A condição para que um produto esteja submetido ao
processo de secagem é que a pressão de vapor sobre a superfície do produto seja maior que
a pressão do vapor d’ água no ar de secagem (ANDRAD , 200 ; JAYAS et al., 1996).
Alguns autores afirmam que a intensidade das danificações imediatas e latentes
causadas às sementes pela secagem varia de acordo com a espécie e a variedade, e

44
depende, principalmente, da interação entre a temperatura de secagem e teores de água
inicial e final das sementes (ANDRADE et al, 2006). De acordo com Teixeira (2001),
temperaturas de secagem muito elevadas podem provocar alterações bioquímicas, podendo
prejudicar a qualidade do produto. No que tange a secagem de grãos de oleaginosas, Gava
et al. (2008) alerta quanto a possibilidade de altas temperaturas proporcionarem a alteração
de lipídios, favorecendo o processo de rancidez do óleo.
Portella e Eichelberger (2001) e Elias (2002) ainda afirmam que a combinação
entre altas temperaturas e grandes fluxos de ar é capaz de ocasionar elevadas tensões
internas devido a acentuada contração volumétrica, podendo gerar trincas. Como para a
produção de biocombustíveis não há a necessidade de se trabalhar apenas com sementes,
mas sim com grãos, a ocorrência de trincas durante o processo de secagem interfere
diretamente no aumento da suscetibilidade ao ataque de microorganismos durante o
armazenamento dos grãos (BROOKER et al., 1992).
Segundo Andrade (2007), a secagem é uma técnica eficientemente utilizada em
países desenvolvidos, contudo nos demais, a falta de conhecimentos específicos a cerca do
processo e variáveis envolvidas com as individualidades regionais causam perdas
consideráveis ao longo do processo. De acordo com Brooker et al. (1992), Loewer et al.
(1994) e Andrade et al. (2006), a umidade relativa do ar, a velocidade e temperatura do ar
de secagem, a taxa de secagem do produto, a umidade inicial e final do produto, o sistema
operacional, e o tempo de residência do produto no secador são parâmetros essenciais que
devem ser analisados durante o processo de secagem. Tais parâmetros são determinantes
na caracterização da umidade de equilíbrio do produto perante diferentes condições de
secagem.
Quando se realiza a secagem há a queda do teor de água do produto até o
momento em que a taxa de transferência de água do ambiente para a massa de grãos e dos
grãos para o meio (ganhos e perdas) passam a ser equivalentes, este momento caracteriza o
ponto de equilíbrio entre o produto e o meio. A importância desse ponto de equilíbrio para
o estudo de secagem está na sua representação do fim de processo, ou seja, é um valor
limite perante as condições ambientais impostas (BROOKER et al., 1992).
De acordo com Goneli et al. (2007), para a otimização do processo de secagem,
além das características de equipamento e fluxo, a simulação e a obtenção de informações
teóricas a respeito do comportamento de cada produto durante a remoção de água é de
fundamental importância. Em virtude disso, ao longo de anos, diversos autores vem
estudando o processo de secagem para os mais variados produtos biológicos (OLIVEIRA

45
et al., 2012; SOUSA et al., 2011; COSTA et al., 2011; CORRÊA et al., 2011; RESENDE
et al., 2009; CORRÊA et al., 2007; DOYMAZ et al., 2006).
Segundo Oliveira et al. (2012), o processo de secagem pode ser descrito através
de métodos teóricos, semi-empíricos e empíricos. Dentre os métodos teóricos, os mais
difundidos se baseiam na teoria da difusão líquida. Para a maioria dos produtos de origem
agrícola, que se caracterizam por serem capilares porosos, os possíveis mecanismos de
transporte de umidade são a difusão líquida, difusão capilar, difusão na superfície, fluxo
hidrodinâmico, difusão de vapor e difusão térmica (MARTINAZZO et al., 2007).
De acordo com Brooker et al., (1992), para a análise por meio dos métodos
teóricos são consideradas as condições do ambiente em que se processa a secagem, e as
interferências causadas pela transferência de energia e massa. Contudo, Goneli et al.
(2007) e Martinazzo et al. (2007) afirmam que estas metodologias não preveem a
influência da capilaridade, desprezam a redução do volume e os efeitos da transferência de
energia e massa de um corpo para outro, dada a dificuldade de se quantificarem esses
múltiplos efeitos na massa de produto e, também, por considerarem que os corpos entram
em equilíbrio térmico com o ar instantaneamente, o que pode induzir a discrepâncias entre
os resultados encontrados.
Segundo Park et al. (2002), Romero-Peña & Kieckbusch (2003), na análise dos
modelos teóricos aos quais a taxa de secagem de um produto é decrescente se considera a
segunda Lei de Fick como principal mecanismo de difusão, a qual indica que o fluxo de
massa por unidade de área é proporcional ao gradiente de concentração de água
(MARTINAZZO et al., 2007). De acordo com Martinazzo et al. (2007) citado por Costa et
al. (2011), o coeficiente de difusão, que é um parâmetro influenciado pelas condições de
secagem (temperatura e velocidade do ar), equivale a uma difusividade efetiva, capaz de
englobar todos os fenômenos, intervindo sobre a ação da água. A difusividade representa a
facilidade com que a água é removida do material, sendo obtida experimentalmente, por
meio do ajuste das curvas de secagem (MARTINAZZO et al., 2007; COSTA et al., 2011)
Já, segundo Keey (1972), os métodos empíricos de secagem, que se baseiam em
dados experimentais e na análise adimensional, apresentam uma relação direta entre o teor
de água médio no produto e o tempo de secagem, contudo desconsidera os fundamentos do
processo e o significado físico dos parâmetros. Por isso, em razão da dificuldade de
representar o fenômeno de secagem para a especificidade de diferentes produtos agrícolas
através de equações teóricas e/ou empíricas, os modelos semiempíricos passaram a ser

46
mais utilizados na descrição do processo de secagem, visto sua capacidade de unir a teoria
à prática.
Para os modelos semiempíricos, Lewis em 1921, citado em Brooker et al. (1992)
sugeriu uma equação análoga à lei de Newton para o resfriamento aplicada a transferência
de massa. Segundo Andrade et al. (2006), o autor menciona que durante a secagem de
produtos higroscópicos porosos, no período de taxa de secagem decrescente, a taxa de
transferência de água é proporcional a diferença instantânea entre o teor de água do
produto e o teor de água esperado do material em equilíbrio com ar de secagem, conforme
a Equação 39.
d
dt - - e (39)
Em que, U é o teor de água médio no produto no tempo (t), em b.s; Ue é o teor de
água de equilíbrio do produto, em b.s; t é o tempo de secagem, em horas; e k é constante de
secagem, em h-1
.
Integrando a equação entre os limites de teor de água inicial, no início da
secagem, e teor de água para um tempo qualquer de secagem, tem-se a Equação 40.
R t - e
o- e e p (- .t) (40)
Onde, RU é a razão de umidade, adimensional; Uo é o teor de água inicial, em b.s;
e U(t) é o teor de água para um tempo qualquer de secagem, em horas.
De acordo com Andrade et al. (2006), esta equação tem sido aplicada
satisfatoriamente em alguns estudos para descrever a secagem de grãos em camadas finas
(BALA & WOODS, 1992; BALA & WOODS, 1984; BROOKER, 1992; CLASER, 1995;
ANDRADE et al., 2003). Em razão disso, a maioria dos modelos semiempíricos utilizam a
razão de umidade para descrever o fenômeno de cinética de secagem e as isotermas
envolvidas na análise. A Tabela 3 apresenta alguns modelos semiempíricos, presentes na
literatura, para a descrição do fenômeno de cinética de secagem (CORRÊA et al., 2007;
DOYMAZ, 2006; MOHAPATRA & RAO, 2005; LAHSASNI et al., 2004; MIDILLI et al.,
2002; PANCHARIYA et al., 2002; OZDEMIR & DEVRES, 1999).

47
Tabela 3 - Modelos matemáticos utilizados para predizer o fenômeno de cinética de
secagem de produtos agrícolas.
Designação do modelo Modelo Eq.
Aproximação da Difusão RU = aexp(-kt ) + (1- a )exp(-kbt) (41)
Dois Termos 0 1RU =aexp(-k t)+bexp(-k t) (42)
Exponencial de Dois Termos RU = aexp(-kt ) + (1- a ) exp(-kat) (43)
Henderson e Pabis RU = aexp (-kt ) + c (44)
Henderson e Pabis Modificado 0 1RU=aexp(-kt)+bexp(-k t)+cexp(-k t) (45)
Logarítmico RU = aexp (-kt ) + c (46)
Midilli nRU = aexp (-kt )+ bt (47)
Page nRU = exp (-kt ) (48)
Thompson 0,52RU = exp -a a 4 / 2bt b (49)
Verna RU = aexp (-kt ) + (1- a )exp(-kt) (50)
Em que, k, ko, k1: constantes de secagem, h-1
; e a, b, c, n: coeficientes dos
modelos.
Para a verificação do comportamento do produto ao longo do tempo, durante a
secagem, CORRÊA et al., (2001) e Andrade et al. (2006) indicam a análise da taxa de
redução de água, que representa a variação da massa de água, em relação a massa seca e a
variação do tempo de processo (Equação 51).
TRA
(51)
Onde, a TRA equivale a taxa de redução de água, em kg.kg-1
.h-1
; Mao é a massa
de água total anterior, em kg; Mai é a massa de água total atual, em kg; Ms é a matéria
seca, em kg; to é o tempo total de secagem anterior, em horas; e ti é o tempo total de
secagem atual, em horas.
5.1.7 Análise estatística dos resultados
Neste estudo, para a análise de representatividade dos dados aos modelos
propostos, os dados experimentais são comparados com os valores estimados por cada
modelo, verificando-se a representatividade de cada um.

48
Para isto foram estimados o coeficiente de determinação (R2), a porcentagem de
erro médio relativo (P), e o erro médio estimado (SE), de acordo, respectivamente com as
Equações 52 e 53.
100
n Y- Y (52)
S Y-
2
G R (53)
Em que, Y é o valor observado experimentalmente; Y é o valor calculado pelo
modelo; GLR é o grau de liberdade do modelo.
Segundo Draper e Smith (1981), Douglas e Donald (1988), Chen e Morey (1989),
e Chen e Jayas (1998), a capacidade do modelo em descrever com fidelidade o processo
físico é inversamente proporcional ao valor de SE. Sendo assim, o grau de ajuste dos
modelos matemáticos aos dados experimentais é baseado na magnitude do coeficiente de
determinação ajustado e dos erros médios relativo e estimado.
De acordo com Mohapatra e Rao (2005), os modelos com erro médio relativo (P)
superiores a 10% não apresentam um ajuste satisfatório aos dados experimentais, não
representando adequadamente o fenômeno analisado. O mesmo é recomendado por
LOMAURO et al. (1985), que ainda acrescenta que os valores de R2
devem ser o mais
próximos da unidade.
5.2 Caracterizações físicas do óleo de grãos de abóbora
Para o sucesso de qualquer atividade que utilize produtos biológicos, a
manutenção da qualidade dos mesmos é um fator fundamental, se fazendo imprescindível
uma adequada preparação da matéria prima. De acordo com Oetterer et al. (2006), as
condições de beneficiamento e armazenamento influenciam na qualidade do óleo no
interior do grão. Nesse sentido, através de adequadas etapas de processamento e
armazenamento é possível garantir a produção de produtos e subprodutos com a
manutenção de suas características qualitativas.
Assim, após a determinação das características físicas relevantes na determinação
dos processos envolvidos no processamento, beneficiamento e armazenamento, procedeu-
se a extração do óleo contido no grão.

49
Para a aplicação desse óleo na indústria se faz de extrema importância o
conhecimento a cerca de suas características físicas, principalmente no que envolve os
projetos de equipamentos e processos específicos, como é o caso do processo produtivo do
biodiesel. O conhecimento dessas propriedades se faz necessário para o desenvolvimento
de projetos de cálculos, de equipamentos, e processos que envolvam transferência de
massa e calor (BROCK, 2008).
Para a caracterização do óleo proveniente da prensagem dos grãos de abóbora
foram realizadas as seguintes análises: viscosidades dinâmica e cinemática, ponto de
fluidez, e ponto de névoa.
5.2.1 Viscosidade
Ao longo dos últimos anos tem-se verificado um aumento pela demanda de
mercado por óleos vegetais de diversas fontes, cuja aplicação varia desde a área alimentícia
até a relacionada com os biocombustíveis (CONCEIÇÃO et al., 2005), mais precisamente
para a produção de biodiesel. Apesar disso, de acordo com Santos et al. (2005) e Encinar et
al.(2002) poucos estudos referentes ao comportamento reológico de óleos vegetais têm
sido apresentado na literatura.
De acordo com Machado (1996), o estudo da reologia é definido como a ciência
que estuda o modo pelo qual a matéria se deforma ou escoa quando submetida a forças
externas, ou seja, a variação contínua da taxa de deformação em função das tensões
aplicadas. Para esta análise é verificada a resistência ao escoamento do líquido por meio da
determinação da viscosidade do material.
Segundo Canciam (2010) a viscosidade de um fluido mede a resistência interna
oferecida ao movimento relativo das diferentes partes desse fluido, se caracterizando como
resistência ao fluxo. A viscosidade de um material pode ser definida como a propriedade
física dos fluidos que caracteriza a sua resistência ao escoamento (PARK & LEITE, 2010).
De acordo com Campos et al. (1989), Moura et al. (2000) e a NBR 10441 (ABNT, 2002),
essa propriedade também é importante para a definição de projetos, avaliação de processos
e operação de equipamentos, além de ser essencial para as questões de escoamento, perda
de carga em tubulações e determinação de taxas de evaporação, sendo importante para o
manuseio e estocagem do produto.
A viscosidade nos óleos pode favorecer as propriedades de lubricidade do
biocombustível, entretanto, valor elevado para este parâmetro pode gerar um produto fora

50
das especificações (ANP, 2008). A viscosidade deve ser tal que assegure o escoamento do
produto do tanque até a câmara de combustão, execute a função lubrificante do diesel em
relação aos componentes do sistema de injeção, e promova a boa pulverização do diesel
injetado na câmara. Valores de viscosidade dentro da faixa de controle conduzem a uma
melhor penetração e dispersão do combustível, lubrificação adequada do sistema de
injeção e redução de desgaste do bico injetor e do pistão. As outras vantagens alcançadas
são a redução na emissão de fumaça e de materiais particulados e um melhor desempenho
no consumo de combustível (GARCIA, 2006).
Machado (2002) afirma que a descrição do escoamento de líquidos se procede de
acordo com a caracterização de leis que descrevem a variação da taxa e do grau de
deformação em função das forças ou tensões aplicadas. Assim, na natureza, os fluidos
podem ser classificados como fluidos newtonianos e fluidos não newtonianos. Esta
classificação está associada à caracterização da tensão, como linear ou não-linear no que
diz respeito à dependência desta tensão com relação à taxa de cisalhamento.
Cada tipo de fluido apresenta um comportamento distinto em relação a essas
variáveis. A Figura 7 apresenta o comportamento de diferentes tipos de fluidos em relação
a tensão de cisalhamento do fluido e a taxa de cisalhamento.
Figura 7 - Comportamento dos fluidos newtonianos e não newtonianos para diferentes
tensões e taxas de cisalhamento.
Fonte: Potter & Wiggert (2010)
Através da Figura 7 é possível analisar que os fluidos podem apresentar diferentes
comportamentos em função de sua origem. Segundo Potter & Wiggert (2010), os fluidos
newtonianos, como é o caso do óleo, apresentam a tensão de cisalhamento diretamente
proporcional a taxa de cisalhamento. Já, os fluidos não newtonianos dilatantes ficam mais

51
resistentes ao movimento com o aumento da taxa de cisalhamento, enquanto os fluidos não
newtonianos pseudoplásticos ficam menos resistentes ao movimento a medida que há o
aumento da taxa. Já, o fluido de Bingham, ou plásticos ideais, necessitam de uma tensão de
cisalhamento mínima para iniciar o movimento.
Para a análise de óleos vegetais, segundo Schramm (2006), a viscosidade
dinâmica pode ser determinada a partir da Equação 54, que apresenta uma relação linear
entre a tensão e a taxa de cisalhamento, caracterizando-o como um fluido newtoniano.
τ η Y (54)
Onde τ é a tensão de cisalhamento, em N m-2
; η é a viscosidade dinâmica, em N s
m-2
; e Y é a taxa de cisalhamento, em s-1
.
A tensão de cisalhamento é uma característica do fluido que ocorre em razão à
resistência ao escoamento. Esta propriedade está relacionada com a força por unidade de
área cisalhante necessária para manter o escoamento do fluido, podendo ser expressa pela
Equação 55.
τ
A (55)
Onde F é a força aplicada na direção do escoamento; e A é a área da superfície
exposta ao cisalhamento.
Já, a taxa de cisalhamento, também denominada como taxa de deformação ou
gradiente de velocidade, corresponde ao deslocamento relativo das partículas de um fluido
em relação a distancia entre elas (Equação 56).
Y v
(56)
Em que, v é a diferença de velocidade entre duas camadas de fluido adjacentes;
e corresponde a distância entre elas.
Assim, a viscosidade dinâmica pode ser determinada pela Equação 57. Já, para
efeito de cálculos, muitas vezes é necessário a análise da viscosidade dinâmica em relação
a massa específica do fluido, à esta relação denomina-se viscosidade cinemática que nada

52
mais é que a viscosidade dinâmica dividida pela massa específica. A viscosidade
cinemática representa a resistência ao fluxo de um fluido sob da gravidade (ABNT, 2002).
η τ
Y (57)
De acordo com Gratão et al. (2004) e Potter & Wiggert (2010), a viscosidade é
influenciada pela temperatura, decrescendo conforme há o aumento da temperatura. Nesse
sentido, Potter & Wiggert (2010) indicam a relação dada pela Equação de Andrade
(Equação 58) representativa dessa dinâmica entre a viscosidade e temperatura.
η A e p( T) (58)
Em que, T é a temperatura; e A e B são parâmetros de ajuste da equação.
Gratão et al. (2004) ainda acrescenta que há influência não só da temperatura,
como também da concentração nos parâmetros reológicos, onde a relação do tipo
Arrhenius também pode ser utilizada para descrever o efeito da temperatura na
viscosidade. A equação proposta por Arrhenius, apresentada pela Equação 59, indica a
dependência da viscosidade dos fluidos com a temperatura e a mesma pode ser utilizada
com dados experimentais de viscosidade (CANCIAM, 2010).
η η0 e p
a
R T (59)
Onde η é a viscosidade, em Ns m-2
; T é a temperatura absoluta, em K, Ea é a
energia de ativação, em kJ mol-1, R é a constante universal dos gases; e η0 é uma constante.
A Equação 59 também pode ser escrita na forma da Equação 60 (GRATÃO et al. , 2004).
ln η ln η0
a
R
1
T (60)
Segundo Pereira, Queiroz e Figueiredo (2003), a energia de ativação indica o
quanto a viscosidade varia em função da alteração da temperatura, onde maiores valores de
energia de ativação demonstram uma maior suscetibilidade à alteração da viscosidade com
a alteração da temperatura.

53
De acordo com Ribeiro et al. (2005) e Canciam (2010), para o cálculo da
viscosidade de líquidos, como é o caso dos óleos vegetais, as equações mais utilizadas se
baseiam na Teoria do Estado Ativado de Eyring, que considera que o líquido é formado
por moléculas intercaladas por regiões não ocupadas, e essas moléculas, mesmo com o
líquido em repouso, movem-se a fim de ocuparem os locais vazios da proximidade. Logo,
como a viscosidade está relacionada com forças que tendem a se opor a esse movimento,
sendo uma medida de fricção interna do fluido, então, quanto maior a viscosidade, maior
será a barreira potencial que uma molécula terá que vencer para pular para um local
adjacente desocupado. Segundo Canciam (2010), essa barreira potencial é denominada de
energia de ativação.
5.2.2 Ponto de Névoa
O ponto de névoa se caracteriza como a temperatura inicial de cristalização do
óleo, ou seja, equivale à temperatura a qual o líquido começa a ficar visualmente turvo
(SILVA, 2009), indicando o início da cristalização de substâncias de comportamento
semelhante quando submetidas a baixas temperaturas sob resfriamento contínuo
(OLIVEIRA, 2003). De acordo com Braz (2011), esta é uma importante propriedade que
deve ser considerada para o adequado armazenamento e utilização do óleo.
Dessa forma, o ponto de névoa pode ser caracterizado como um indicador da
menor temperatura que pode ser utilizada para o fluido trabalhado. Para a determinação do
ponto de névoa utiliza-se um banho de refrigeração, para a diminuição da temperatura das
amostras que são colocadas em seu interior, e um termômetro. Por meio desta técnica,
quando se verifica a formação de turvação (também denominado névoa), é possível
determinar a temperatura correspondente ao ponto de névoa. Esse procedimento é indicado
pela Norma ABNT NBR 11346 (ABNT, 2007).
5.2.3 Ponto de Fluidez
Assim como o ponto de névoa, o ponto de fluidez corresponde a outra importante
característica que depende da natureza do fluido utilizado. Apesar da interligação com os
limitantes do ponto de névoa, o ponto de fluidez se caracteriza como a temperatura a qual o
líquido não mais escoa livremente, ou seja, corresponde ao momento em que o

54
comportamento de escoamento do óleo se altera. (SILVA, 2009). De acordo com Braz
(2011), ponto de fluidez se relaciona com a temperatura inicial de solidificação do fluido.
O procedimento experimental desta propriedade, assim como para a determinação
do ponto de névoa, também se utiliza de um banho de refrigeração, para a diminuição da
temperatura das amostras, e de um termômetro. A determinação do ponto de fluidez, mais
especificamente da temperatura correspondente ao ponto de fluidez, se dá quando não é
mais possível observar uma certa resistência à fluidez da matéria prima, a partir da
inclinação do recipiente onde está a amostra. O procedimento para a determinação do
ponto de fluidez foi determinado a partir da ABNT NBR 11346 (ABNT, 2007).

55
Capítulo 6.
PRÁTICA EXPERIMENTAL E RESULTADOS
O presente trabalho foi realizado na Universidade Federal Fluminense. Para seu
desenvolvimento foram utilizados o Laboratório de Termociências (LATERMO) para a
caracterização física dos grãos e produção de biodiesel, o Laboratório de Mecânica dos
Fluidos e Tecnologias Ambientais (LAMETA) para o tratamento dos grãos na pré-extração
e extração do óleo dos grãos de abóbora, e o Laboratório de Reologia (LARE) para a
análise o óleo de abóbora.
Os grãos de abóbora foram obtidos em dois locais diferentes: de um restaurante
instalado na própria universidade, na forma de resíduo; e no Ceasa do Colubandê, em São
Gonçalo – RJ, onde foram obtidos os frutos da abóbora, dos quais foram retirados os grãos.
Para os primeiros testes e produção de óleo foram utilizados os grãos residuários do
restaurante, já para a caracterização física dos grãos e do óleo foram utilizadas os grãos
oriundas dos frutos das abóboras compradas no Ceasa.
Para a realização dos procedimentos experimentais, o trabalho foi subdividido nas
etapas de preparação dos grãos e armazenamento, caracterização física dos grãos, extração
do óleo, análise do óleo, e, por fim, a produção de biodiesel.
6.1 Preparação dos grãos e armazenamento das amostras
Inicialmente, os grãos foram, manualmente, separados da polpa, e rapidamente
lavados para a máxima retirada de resíduos, de forma a se obter um material composto
apenas pelos grãos de abóbora, e menos suscetível a deterioração. Em seguida, esse
material foi espalhado em uma peneira, e deixado exposto no ambiente para a eliminação
de água da sua superfície. Em seguida, como nem todo o produto seria utilizado de uma

56
única vez, o material foi subdividido em lotes acondicionados em embalagens herméticas e
armazenados em geladeira até o momento de seu uso. Para cada análise, o respectivo lote a
ser utilizado era retirado previamente, visando entrar em equilíbrio com a temperatura
ambiente.
Para as análises de cinética de secagem, porosidade, velocidade terminal, massa
específica, circularidade e esfericidade, algumas amostras com grãos foram umedecidas à
diferentes teores de água, sendo, em seguida, armazenadas em geladeira até o momento do
seu uso. Os teores de água utilizados, em base úmida, foram: 8,74; 21,53; 38,78; e 49,92 %.
6.2 Caracterização física dos grãos
Para a caracterização física dos grãos foram analisadas suas principais dimensões
para a determinação da circularidade e esfericidade, a massa específica, porosidade,
velocidade terminal, higroscopicidade, calor isostérico integral, calor isostérico líquido ou
entalpia diferencial, entropia, e energia livre de Gibbs, cinética de secagem e taxa de
redução de água.
6.2.1 Tamanho e forma dos grãos
Em estudos realizados por Aydin (2007), Dursun et al. (2007), e Razavi et al.
(2007) foi verificado que o teor de água exerce influencia sobre as dimensões dos produto
biológicos, interferindo diretamente na determinação do tamanho e forma, e
subsequentemente, em outras propriedades. Em razão disso, o comprimento, largura,
espessura, área projetada, e área superficial foram determinados e modelados para os
diferentes teores de água de 8,74; 21,53; 38,78; e 49,92 %, em base úmida, ou,
respectivamente, 0,096; 0,274; 0,633; e 0,997, em base seca.
Para determinação das dimensões e forma dos grãos de abóbora foram utilizadas
amostras representativas, contendo 100 grãos para cada teor de água. A metodologia
utilizada baseou-se nos princípios da projeção, indicada por Mohsenin (1986). Contudo, no
lugar de um projetor para a projeção dos grãos, as mesmas foram dispostas, em função do
teor de água, sobre a mesa de digitalização de um scanner comercial de alta resolução. A
Figura 8 apresenta a imagem resultante da digitalização dos grãos para o teor de água
49,92 %.

57
Figura 8 - Digitalização dos grãos de abóbora.
Por meio do programa AutoCad 2012, foram, então, determinadas a área
projetada, o comprimento (a), e a largura (b), respectivamente, maior eixo, e eixo médio de
cada grão, conforme o apresentado na Figura 9. Já, a espessura, foi medida por meio de um
paquímetro digital, obtendo-se a dimensão média de 2,65 mm, para todos os teores de água.
Figura 9- Dimensões dos gãos de abóbora.
A partir da obtenção das dimensões médias de comprimento, altura, e espessura
para cada teor de água foram, então mensurados, respectivamente, o maior círculo inscrito
e o menor círculo circunscrito, assim como o indicado pelas Equações 2 e 3, para a
determinação, respectivamente, das propriedades de circularidade e esfericidade (Figura
10).
Comprimento
Largura

58
Figura 10- Maior círculo inscrito e o menor círculo circunscrito.
Na Tabela 4 são apresentas as dimensões médias do comprimento, largura,
circularidade e esfericidade dos grãos de abóbora em função do teor de água.
Tabela 4 - Dimensões médias do comprimento e largura, área projetada, circularidade e
esfericidade para grãos de abóbora.
Teor de
água (b.s.)
Comprimento
(mm)
Largura
(mm)
Área
projetada
(mm2)
Circularidade
(adimensional)
Esfericidade
(%)
0,096 14,231 8,715 8,814 13,8538 0,6150
0,274 14,141 8,863 9,731 15,4897 0,6267
0,633 14,205 9,002 10,648 16,7976 0,6338
0,997 14,702 9,613 11,565 17,0319 0,6539
Por meio da Tabela 4 é possível verificar que a medida que o teor de água do
produto aumenta, ocorre o aumento da largura, área projetada, e esfericidade, contudo o
mesmo não é observado para o comprimento. De acordo com os resultados, o comprimento
sofre menor influencia da variação do teor de água. Possivelmente isto ocorre em razão das
tensões internas do próprio grão.
Também é possível verificar que as características de circularidade e esfericidade
são influenciadas pelo teor de água do produto, pois a medida que o teor de água do
produto diminui, os valores de esfericidade e circularidade também diminuem. Resultados
semelhantes foram observados para sementes de feijão (RESENDE et al., 2005), semente
de algodão (OZARSLAN, 2002), e sementes de quiabo (SAHOO & SRIVASTAVA,
2002).
Círculo
circunscrito
Círculo
inscrito

59
6.2.2 Massa específica aparente e real, e porosidade
A massa específica foi determinada experimentalmente por meio da análise dos
diferentes teores de água trabalhados (0,096; 0,274; 0,487; 0,633; e 0,997, em base seca).
Inicialmente, foi determinada a massa específica aparente. Para isto foi utilizada uma
proveta graduada, a qual se inseriu a massa de grãos até que estes atingissem a marca de
100 ml. Em seguida o material foi pesado, em uma balança com precisão de duas casas
decimais, desconsiderando-se o peso da proveta. Para cada teor de água foram realizadas 3
repetições. Para o cálculo da massa específica aparente foi utilizada a Equação 6.
Para a determinação da massa específica real, aproveitou-se do mesmo sistema
utilizado para a determinação da massa específica aparente. Para esta análise procedeu-se a
introdução de um líquido até que este cobrisse toda a massa de grãos, de forma que a
valoração do volume ocupado apenas por grãos se desenvolvesse em função da diferença
de volume do líquido introduzido. Então, utilizou-se mais uma proveta apenas com o
líquido, onde, por diferença de volume, determinou-se o volume do líquido introduzido,
logo o volume ocupado pela massa de grãos (Figura 11). O líquido utilizado foi o óleo de
soja refinado e oriundo do comércio local. Para o cálculo da massa específica unitária foi
utilizada a Equação 5.
Figura 11- Detalhes do sistema utilizado para a determinação das massas específicas real e
aparente, e a porosidade de grãos de abóbora.
Assim como indicado por Mohsenin (1986), a porosidade foi determinada pelo
método direto. Este método se baseia na mesma metodologia utilizada para a determinação
da massa específica real, contudo o foco da determinação se baseia no volume do líquido

60
na proveta de complementação. Experimentalmente, a porosidade é obtida acrescentando-
se um volume líquido conhecido, neste caso óleo de soja, para a complementação dos
espaços vazios contidos na massa granular. Em seguida, por meio da diferença de volume
da proveta de complementação, determina-se o volume de vazios na massa de grãos. Para o
cálculo da porosidade foi utilizada a Equação 7.
Os valores encontrados para a massa específica aparente, massa específica real, e
porosidade dos grãos de abóbora, para cada teor de água analisado, estão presentes na
Tabela 5.
Tabela 5 - Massa específica e porosidade para diferentes teores de água de grãos de
abóbora.
Teor de água
(b.s.)
Massa específica (kg m-3
) Porosidade
(%) Aparente Real
0,096 344,39 647,32 48,36
0,274 310,65 349,73 51,36
0,487 300,56 331,76 50,77
0,633 331,59 415,88 49,90
0,997 408,15 494,58 48,88
De acordo com os resultados, é possível verificar que o teor de água influencia
tanto no comportamento da massa específica como da porosidade. O comportamento da
massa específica, a qual se verifica inicialmente um alto valor que depois diminui e
posteriormente volta a aumentar, ocorre em razão da interação da contração volumétrica e
do teor de água, assim como o verificado por Andrade et al. (2011a).
Para melhor análise do comportamento da massa específica aparente e porosidade
foi realizada a modelagem matemática expressa pela Equação 9. As equações e os
parâmetros de ajuste que modelam o comportamento da massa específica aparente e a
porosidade são apresentados, respectivamente, nas Equações 61 e 62.
a - 20, 1( e)
,09( e)
2 -- 92, 1( e) 5, 2 (61)
Para a equação representativa da massa específica aparente, o coeficiente de ajuste
R2 foi de 98,97 %, sendo A = -320,841; B = 837,09, C = -492,41, D = 385,32.
calculada 0 ( e) – 0, 2 ( e)
2 0, 5 ( e) 5,20 (62)

61
Já, para a equação representativa da porosidade, o coeficiente de ajuste R2
foi de
98,47%, sendo A = 43,40, B = -80,42, C = 40,75, D = 45,20.
O Gráfico 1 apresenta os valores de massa específica aparente e porosidade
determinados experimentalmente e os calculados.
Gráfico 1 - Massa específica aparente e porosidade experimental e calculada.
De acordo com os resultados obtidos, os modelos descrevem adequadamente o
comportamento dos grãos de abóbora para diferentes teores de água. E, assim como de se
esperar, é possível perceber que a medida que há a diminuição da massa específica, há o
aumento da porosidade da massa de grãos. Este mesmo comportamento é verificado para
os grãos de pinhão manso (ANDRADE et al., 2011a).
6.2.3 Velocidade terminal experimental
Para a determinação da velocidade terminal foi utilizado um dispositivo montado
em laboratório formado por um ventilador centrífugo acoplado a um tubo de PVC com 150
mm de diâmetro e 104 cm de comprimento, similar ao indicado por Couto (2003) em seu
estudo sobre velocidade terminal para frutos de café.
48,00
48,50
49,00
49,50
50,00
50,50
51,00
51,50
52,00
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
450,00
0 10 20 30 40 50 60
Po
rosi
dad
e (%
)
Mas
sa e
spec
ífic
a (k
g m
-3)
Teor de água (% b.u.)
Massa específica aparente Massa específica aparente calculada
Porosidade Porosidade calculada

62
Em razão da necessidade de aumento da velocidade do ar que passa pelo duto para
garantir um maior intervalo de resultados, este equipamento apresenta o duto de ar com
duas seções diferentes, sendo a seção superior com diâmetro inferior (Figura 12). A seção
superior do duto apresenta diâmetro de 7,5 mm, enquanto a inferior apresenta diâmetro de
150 mm.
Figura 12 - Protótipo construido em laboratório para determinação da velocidade terminal.
Todas as dimensões do protótipo foram determinadas de forma a se obter a
máxima uniformidade de distribuição da velocidade do ar na secção transversal do duto.
Os testes deste equipamento foram realizados no estudo referente a determinação da
velocidade terminal dos grãos de pinhão manso (ANDRADE et al., 2011b).
Para a obtenção da velocidade terminal, foram utilizados grãos de abóbora com
diferentes teores de água (0,096; 0,274; 0,633; e 0,997, em base seca). Estes foram
colocados sobre uma tela para sustentação disposta no duto a uma distância de 7,5 cm de
sua extremidade superior. A partir deste momento ligou-se o ventilador com a menor
velocidade do ar. Para a regulagem da velocidade do fluxo de ar no duto, a uma distância
de 70 cm da base do ventilador, foi fixado um registro gaveta. A Figura 13 apresenta os
detalhes da tela de sustentação e do registro gaveta do protótipo para a determinação da
velocidade terminal.

63
(a) (b)
Figura 13 - Detalhes da tela de sustentação (a) e do registro gaveta (b) do protótipo para a
determinação da velocidade terminal.
Para as análises foram usadas amostras com 7 (sete) grãos de abóbora para cada
teor de água, sendo utilizado um total de 28 (vinte oito) grãos, que foram anteriormente
pesados e dimensionados. A velocidade do fluxo de ar foi determinada a uma distância de
8 cm da tela de sustentação, por meio de um anemômetro digital do fabricante Instrutherm,
modelo AD250 (Figura 14).
Figura 14 – Anemômetro digital utilizado para a determinação da velocidade do ar.
A determinação velocidade terminal foi obtida através da velocidade do ar
ocorrida no início da trepidação da amostra sobre a tela de sustentação, de forma a evitar a
flutuação do grão.
Por meio dos dados obtidos experimentalmente foi determinado o valor da
velocidade terminal através da Equação 16. Para a realização do cálculo do coeficiente de
arrasto, foi utilizada a Equação 18. A Tabela 6 apresenta os resultados médios de
comprimento, largura, coeficiente de arrasto, e velocidade terminal experimental e teórica
do grão de abóbora, em função do teor de água.

64
Tabela 6 – Valores de comprimento, largura, coeficiente de arrasto, e velocidade terminal
experimental e teórica do grão de abóbora, em função do teor de água.
Teor de
água (b. s.)
Comprimento
(mm)
Largura
(mm)
Coeficiente de
arrasto
(adimensional)
Velocidade terminal (m s-1)
Experimental Teórica
0,096 14,29 8,96 2,04 4,23 6,69
0,274 14,45 8,22 2,10 4,23 3,50
0,633 14,26 9,14 1,99 4,81 3,58
0,997 14,08 9,07 1,95 5,18 4,56
De acordo com os resultados verificados, a velocidade terminal é influenciada
pela variação de massa específica e dimensão do grão, que são sensíveis à alterações do
teor de água do produto. Para teores de água muito baixos é possível analisar que há
também influência na contração volumétrica na determinação da velocidade terminal do
produto.
Os valores teóricos de velocidade terminal abaixo daqueles obtidos
experimentalmente também foram verificados por Gürsoy & Güzel (2010) para grãos de
trigo, cevada, grão de bico e lentilha. Isto indica a necessidade de maiores estudos para o
melhor ajuste da equação ao comportamento específico do grão de abóbora.
6.2.4 Equilíbrio higroscópico e atividade de água
Perante a influência do teor de água na determinação das propriedades físicas dos
grãos e sementes, assim como o verificado pelos resultados anteriores, e sua interação com
as condições do ambiente, influenciando nas características qualitativas de armazenamento
e processamento, se faz necessário o conhecimento a respeito das características
higroscópicas do produto. Ou seja, o comportamento do seu teor de água quando impostas
diferentes condições de ambiente.
Para este fim são analisadas as características higroscópicas do material através
das curvas de equilíbrio higroscópico para diferentes temperaturas e atividades de água.
Como esta análise se baseia em condições de equilíbrio com o ambiente, a atividade de
água foi determinada em função da umidade relativa do ar ambiente e temperatura. Para a
análise dos resultados são confeccionadas curvas denominadas de isotermas de sorção que
se caracterizam como a relação entre o teor de água do produto e a atividade de água para
uma dada temperatura.

65
Para o controle do ambiente de análise foram induzidas diferentes atmosferas no
interior de ambientes controlados. Então, para a determinação da higroscopicidade dos
grãos de abóbora, as amostras foram colocadas em estruturas herméticas contendo distintas
soluções químicas saturadas, que em equilíbrio, condicionavam um ambiente com
diferentes umidades relativas (GREENSPAN, 1977), em função da temperatura imposta. A
seguir, na Tabela 7 estão dispostas as soluções utilizadas no presente trabalho, assim como
as umidades relativas do ar que cada uma induz em função da temperatura. Na Figura 15
são apresentados os recipientes utilizados para a determinação dos pontos experimentais do
teor de água de equilíbrio.
Tabela 7 – Umidades relativas do ar (%) em função das soluções saturadas e temperatura
usadas para determinação do equilíbrio higroscópico.
Solução saturada Temperaturas
20°C 30°C 55°C 70ºC
Cloreto de lítio 11,31 11,28 11,03 10,75
Acetato de potássio 23,11 21,61 - -
Cloreto de magnésio 33,07 32,44 29,93 27,77
Iodeto de sódio 39,65 36,15 27,5 23,57
Nitrato de magnésio 54,38 51,40 - -
Brometo de sódio 59,14 56,03 50,15 49,70
Cloreto de potássio 85,11 83,62 80,7 79,49
Figura 15 – Recipientes utilizados para determinação do equilíbrio higroscópico dos grãos
de abóbora.
O experimento foi conduzido em dois equipamentos. Para as temperaturas mais
altas, de 55 e 70°C, utilizou-se uma estufa da marca Nova Ética, com circulação forçada de

66
ar para garantir a homogeneidade térmica do ambiente. Já para temperaturas mais baixas,
de 20 e 30°C foi utilizada a BOD da marca Marconi.
Todas as amostras utilizadas para esta etapa do trabalho apresentavam teor de
água equivalente a 8,74%, em base úmida. Para a determinação do tempo necessário para
que as amostras atingissem o equilíbrio higroscópico, uma amostra-teste foi analisada para
a temperatura de 20°C, sendo periodicamente pesada até o momento em que não ocorresse
mais variação da massa, neste momento considerou-se como o momento de equilíbrio
higroscópico entre a massa de grãos e o ambiente. A temperatura de 20°C foi escolhida
para a análise temporal da higroscopicidade em razão das temperaturas mais baixas
necessitarem de maior tempo para atingir o equilíbrio, isto porque estas induzem a um
menor gradiente de pressão entre o produto e o ambiente. Dessa forma, então se
determinou o tempo necessário para se atingir o equilíbrio, que foi de 96 horas.
Para cada combinação de umidade relativa do ar e temperatura foram realizadas 3
repetições, cada uma contendo amostras com 10 grãos dispostas em sachês de nylon
individualizados (Figura16).
Figura 16 – Detalhe dos sachês usados para determinação do equilíbrio higroscópico dos
grãos de abóbora.
Para a determinação dos processos de sorção, tendo em mãos o teor de água do
produto inicial, as amostras foram pesadas antes e depois de colocadas nos equipamentos.
A partir da diferença de massa, então, foi determinado os respectivos pontos de equilíbrio
higroscópico. A Tabela 8 apresenta, para as diferentes combinações de temperatura e
umidade relativa do ar, o teor de água médio de equilíbrio higroscópico dos grãos de
abóbora.

67
Tabela 8 - Teor de água de equilíbrio higroscópico do grão de abóbora para diferentes
temperaturas e umidades relativas do ar.
Umidade Relativa
(%)
Temperatura
(°C)
Teor de água de equilíbrio
média (b.s.)
11,31 20 0,0858
33,07 20 0,0976
54,38 20 0,1234
85,11 20 0,1652
11,28 30 0,0808
21,61 30 0,0825
32,44 30 0,0952
51,4 30 0,1148
83,62 30 0,1488
11,03 55 0,0727
29,93 55 0,0747
50,15 55 0,0940
80,70 55 0,1290
10,75 70 0,0653
27,77 70 0,0683
49,70 70 0,0888
79,49 70 0,1126
A partir dos valores médios do teor de água de equilíbrio higroscópico foram
obtidos os pontos experimentais pertencentes às curvas de sorção para as diferentes
temperaturas utilizadas (Gráfico 2).
Gráfico 2 - Valores experimentais de sorção do grão de abóbora para diferentes
temperaturas.
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0 10 20 30 40 50 60 70 80 90
Teo
r de
água
de
equilíb
rio
(b.
s.)
Umidade relativa (%)
20°C 30°C 55°C 70°C

68
A partir da verificação do comportamento dos dados experimentais foi realizada a
modelagem matemática da higroscopicidade do grão de abóbora. Para a análise da
modelagem representativa de equilíbrio higroscópico foram utilizados os seguintes
modelos: Chung Pfost, Copace, GAB Modificado, Halsey Modificado, Henderson,
Henderson Modificado, Oswin, Sabbah, e Sigma Copace (Tabela 2).
A estimativa dos parâmetros dos modelos matemáticos ajustados aos dados
experimentais foi realizada através da utilização do programa STATISTICA 7.0 com
modelagem não linear pelo método Quasi-Newton. Para cada modelo foram determinados
seus respectivos parâmetros, coeficientes de determinação (R2), e erros médio relativo (P) e
estimado (SE). A seguir, na Tabela 9, estão apresentados os resultados das estimativas
relacionadas às análises dos modelos de equilíbrio higroscópico verificados para os grãos
de abóbora.
Tabela 9 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para cada equação de higroscopicidade analisada para grãos de abóbora.
Modelo Parâmetros R2 P (%) SE (decimal)
Chung Pfost
a = 0,8982
96,78 4,62 0,0015 b = 0,1552
c = 130,3266
Copace
a = -3,3960
98,83 3,02 0,0088 b = 0,0048
c = 3,1693
GAB
Modificado
a = 0,0996
84,55 9,92 0,0318 b = 0,9117
c = 130,9357
Halsey
Modificado
a = -8,3762
98,3 3,24 0,0105 b = 0,0225
c = 3,8973
Henderson a = 0,0139
91,07 10,58 0,0497 c = 0,9176
Henderson
Modificado
a = 0,0201
94,88 6,39 0,0183 b = 177,2481
c = 0,9259
Oswin
a = 0,1386
73,76 12,09 0,0414 b = -0,0002
c = 1,5287
Sabbah
a = 1,1102
89,60 9,07 0,0261 b = 2,0171
c = 0,1922
Sigma Copace
a = -4,5265
98,77 2,80 0,0090 b = 0,0049
c = 1,6389

69
De acordo com Mohapatra e Rao (2005), os modelos com erro médio relativo (P)
superiores a 10% não apresentam um ajuste satisfatório aos dados experimentais, não
representando adequadamente o fenômeno analisado. O mesmo é recomendado por
LOMAURO et al. (1985), que ainda acrescenta que os valores de R2 devem ser o mais
próximo de 100%, ou para o caso da análise de resultado em decimal, deve ser o mais
próximo da unidade.
Considerando a análise dos resultados de equilíbrio higroscópico dos grãos de
abóbora, cujos dados estão expostos na Tabela 9, é possível verificar que o Modelo de
Halsey Modificado foi o que melhor representou o fenômeno, com coeficiente de
determinação de 98,3%, e erros médios relativos e estimado de, respectivamente, 3,24% e
0,01. Os modelos Chung Pfost, Copace, GAB Modificado, Henderson Modificado, Sabbah
e Sigma Copace também podem ser utilizados para a representação do fenômeno de
higroscopicidade de grãos de abóbora apresentando coeficientes de determinação
superiores a 84,55% e P e SE inferiores, respectivamente, a 9,92 e 0,0318.
A partir desses resultados, a Equação 63 apresenta a equação Halsey modificado
representativa do fenômeno de higroscopicidade para a grão de abóbora com os parâmetros
determinados neste estudo.
e e p (- , 62 - (0,0225 T)
- ln (a )
1 , 9
(63)
Para uma melhor verificação da representatividade do modelo ao fenômeno da
higroscopicidade, o Gráfico 3 apresenta os valores experimentais do teor de água de
equilíbrio e os valores das isotermas de sorção do modelo que apresentou melhor ajuste aos
dados experimentais.
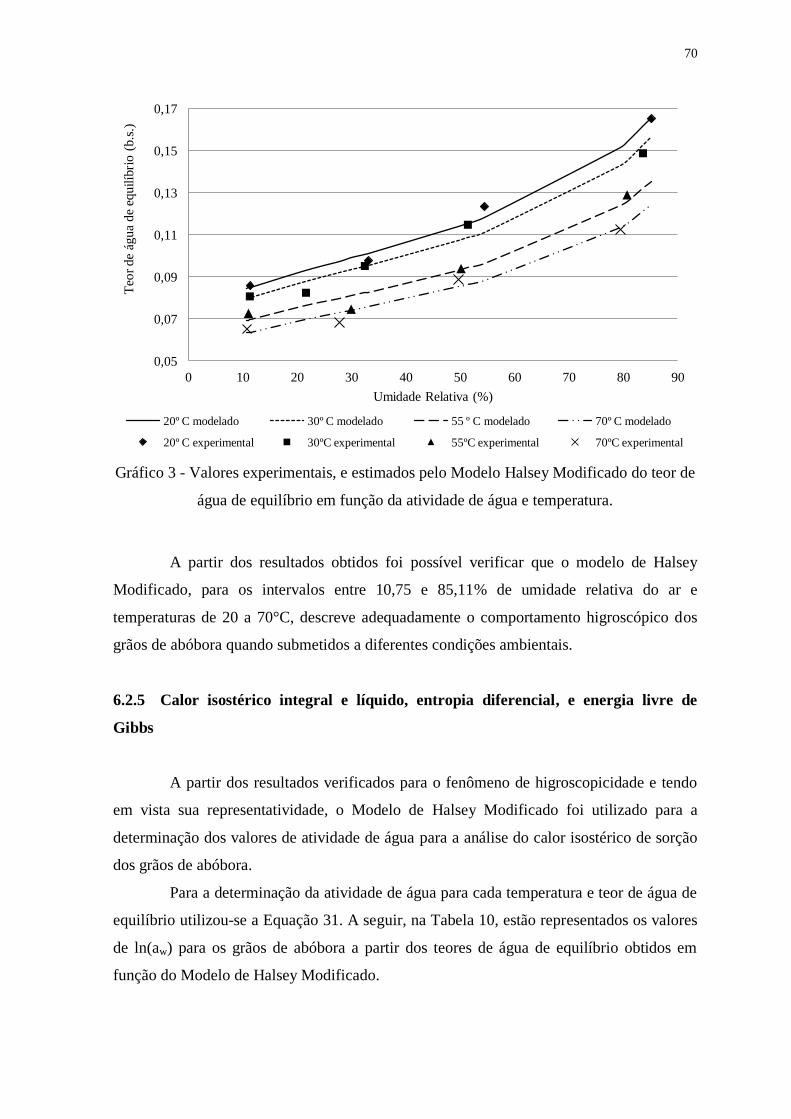
70
Gráfico 3 - Valores experimentais, e estimados pelo Modelo Halsey Modificado do teor de
água de equilíbrio em função da atividade de água e temperatura.
A partir dos resultados obtidos foi possível verificar que o modelo de Halsey
Modificado, para os intervalos entre 10,75 e 85,11% de umidade relativa do ar e
temperaturas de 20 a 70°C, descreve adequadamente o comportamento higroscópico dos
grãos de abóbora quando submetidos a diferentes condições ambientais.
6.2.5 Calor isostérico integral e líquido, entropia diferencial, e energia livre de
Gibbs
A partir dos resultados verificados para o fenômeno de higroscopicidade e tendo
em vista sua representatividade, o Modelo de Halsey Modificado foi utilizado para a
determinação dos valores de atividade de água para a análise do calor isostérico de sorção
dos grãos de abóbora.
Para a determinação da atividade de água para cada temperatura e teor de água de
equilíbrio utilizou-se a Equação 31. A seguir, na Tabela 10, estão representados os valores
de ln(aw) para os grãos de abóbora a partir dos teores de água de equilíbrio obtidos em
função do Modelo de Halsey Modificado.
0,05
0,07
0,09
0,11
0,13
0,15
0,17
0 10 20 30 40 50 60 70 80 90
Teo
r de
água
de
equil
íbri
o (
b.s
.)
Umidade Relativa (%)
20º C modelado 30º C modelado 55 º C modelado 70º C modelado
20º C experimental 30ºC experimental 55ºC experimental 70ºC experimental

71
Tabela 10 - Valores de ln(aw) estimados pelo Modelo Halsey Modificado para os grãos de
abóbora, em função da temperatura e do teor de água de equilíbrio.
Teor de água de
equilíbrio (b.s)
Temperaturas (°C)
20 40 55 70
0,06527 -0,20253 -0,19080 -0,16437 -0,15030
0,06829 -0,19776 -0,18631 -0,16050 -0,14677
0,07272 -0,19131 -0,18023 -0,15526 -0,14197
0,07467 -0,18865 -0,17773 -0,15311 -0,14000
0,08078 -0,18098 -0,17050 -0,14688 -0,13431
0,08250
-0,17899 -0,16862 -0,14526 -0,13283
0,08577 -0,17536 -0,16520 -0,14232 -0,13014
0,08878 -0,17219 -0,16222 -0,13974 -0,12778
0,09399 -0,16708 -0,15741 -0,13560 -0,12400
0,09523 -0,16594 -0,15633 -0,13467 -0,12315
0,09759 -0,16380 -0,15432 -0,13294 -0,12156
0,11259 -0,15191 -0,14311 -0,12328 -0,11273
0,11484 -0,15033 -0,14162 -0,12200 -0,11156
0,12345 -0,14470 -0,13632 -0,11744 -0,10739
0,12903 -0,14137 -0,13318 -0,11473 -0,10491
0,14884 -0,13110 -0,12351 -0,10640 -0,09729
0,16518 -0,12409 -0,11691 -0,10071 -0,09209
Para a determinação dos coeficientes angulares realizou-se a regressão linear entre
ln(aw) e a temperatura absoluta. A partir dos valores de ln(aw), a seguir, estão representadas
as curvas de logaritmo neperiano da atividade de água dos grãos de abóbora em função do
inverso da temperatura absoluta (1/T, K-1
) para diferentes teores de água de equilíbrio, em
base seca, e suas respectivas equações lineares (Gráfico 4).

72
Gráfico 4 - Valores do coeficiente angular para diferentes teores de água de equilíbrio
(b.s.) dos grãos de abóbora.
Em função da inclinação da reta, calculou-se, através da Equação 32, os valores
do calor isostérico líquido de sorção (qst). Já, para a determinação do calor isostérico
integral de sorção (Qst), assim como o representado pela Equação 35, levou-se também em
consideração o valor do calor latente de vaporização da água livre (L), que representa a
mínima quantidade de energia necessária para evaporar a água. Para este cálculo foi
considerada a temperatura média utilizada no trabalho, que foi de 43,75°C, o que resultou,
de acordo com a Equação 34, em um valor de calor latente de vaporização de 2397,64 kJ
kg -1
. Os valores do calor isostérico líquido e integral de sorção obtidos, respectivamente, a
partir da inclinação da reta e do calor latente de vaporização, estão expostos na Tabela 11.
y = -105,11x + 0,156
y = -102,64x + 0,1523
y = -99,286x + 0,1473
y = -97,907x + 0,1453
y = -93,926x + 0,1394
y = -92,89x + 0,1378
y = -91,007x + 0,135
y = -89,361x + 0,1326
y = -86,713x + 0,1287
y = -86,12x + 0,1278
y = -85,01x + 0,1261
y = -78,836x + 0,117
y = -78,018x + 0,1158
y = -75,098x + 0,1114
y = -73,367x + 0,1089
y = -68,04x + 0,101
y = -64,403x + 0,0956 -0,21
-0,19
-0,17
-0,15
-0,13
-0,11
-0,09
0,0028 0,0029 0,0030 0,0031 0,0032 0,0033 0,0034 0,0035 L
n(a
w)
Temperatura (K-1)
0,06527
0,06829
0,07272
0,07467
0,08078
0,08250
0,08577
0,08878
0,09399
0,09523
0,09759
0,11259
0,11484
0,12345
0,12903
0,14884
0,16518

73
Tabela 11 - Valores do calor isostérico líquido e integral de sorção dos grãos de abóbora
para diferentes teores de água de equilíbrio (b.s.).
Teor de água de
equilíbrio (b.s)
Inclinação
da reta
Calor isostérico
líquido (kJ kg -1
)
Calor isostérico
integral (kJ kg -1
)
0,0653 105,11 48,55 2446,19
0,0683 102,64 47,41 2445,05
0,0727 99,286 45,86 2443,50
0,0747 97,907 45,22 2442,86
0,0808 93,926 43,38 2441,02
0,0825
92,89 42,91 2440,54
0,0858 91,007 42,04 2439,67
0,0888 89,361 41,28 2438,91
0,0940 86,713 40,05 2437,69
0,0952 86,12 39,78 2437,42
0,0976 85,01 39,27 2436,90
0,1126 78,836 36,41 2434,05
0,1148 78,018 36,04 2433,67
0,1235 75,098 34,69 2432,33
0,1290 73,367 33,89 2431,53
0,1488 68,04 31,42 2429,07
0,1652 64,403 29,74 2427,39
A partir da obtenção desses dados, e utilizando-se o programa STATISTICA 7.0,
chegou-se à equação que fornece o calor isostérico integral de sorção para os grãos de
abóbora (Equação 64), em função do teor de água de equilíbrio (b.s.) e a temperatura
média de 43,75 °C. Os valores dos parâmetros estimados e coeficiente de determinação
foram, respectivamente, A= 2412,78, B = -0,07917, sendo R2 equivalente à 96,0 %.
st 2 2, e p -0,0 92 e , 5 (64)
A partir dos resultados obtidos, o Gráfico 5 apresenta os valores teórico e
simulado do calor isostérico integral de sorção em função do teor de água de equilíbrio, em
b.s.

74
Gráfico 5 - Valores teóricos e calculados do calor isostérico integral de sorção dos grãos de
abóbora em função do teor de água de equilíbrio.
Por meio da análise da Gráfico 5, é possível verificar que à medida que o teor de
água do produto diminui, mais energia é necessária fornecer ao mesmo para a remoção de
água, assim como o mencionado por Chirife e Iglesias (1978). Dessa maneira, se verifica
que os valores de calor isostérico integral de sorção para os grãos de abóbora, na faixa de
teor de água de 0,0653 a 0,1652 (b.s.), variaram de 2446,19 a 2427,39 kJ kg-1
. Este
comportamento também é verificado por Teixeira et al. (2012) para o bagaço de cana-de-
açúcar.
Em função da determinação do calor isostérico líquido ou entalpia diferencial,
através da Equação 37, foi possível calcular a entropia diferencial de sorção, levando em
consideração a energia livre de Gibbs-Helmholtz (Equação 38). A Tabela 12 apresenta os
valores relacionados com a entropia diferencial de sorção e energia livre de Gibbs-
Helmholtz, em função do calor isostérico líquido.
2420
2425
2430
2435
2440
2445
2450
0,06 0,08 0,10 0,12 0,14 0,16 0,18
Cal
or
iso
stér
ico
inte
gra
l (k
J kg
-1)
Teor de água de equilíbrio (b. s.)
Qst teórico Qst simulado

75
Tabela 12 - Valores relacionados com a entropia diferencial de sorção e energia livre de
Gibbs-Helmholtz, em função do calor isostérico líquido dos grãos de abóbora.
Teor de água
de equilíbrio
(b.s)
Calor isostérico
líquido
(kJ kg -1
)
Entropia diferencial
de sorção
(kJ kg -1
kg -1
K-1
)
Energia livre de
Gibbs-Helmholtz
(kJ kg -1
)
0,06527 48,55 -2,42 880,00
0,06829 47,41 -2,38 865,83
0,07272 45,86 -2,32 806,73
0,07467 45,22 -2,30 798,78
0,08078 43,38 -2,21 712,20
0,08250
42,91 -2,19 706,39
0,08577 42,04 -2,15 671,07
0,08878 41,28 -2,16 782,89
0,09399 40,05 -2,10 729,29
0,09523 39,78 -2,07 666,54
0,09759 39,27 -2,04 636,42
0,11259 36,41 -1,95 707,05
0,11484 36,04 -1,91 614,13
0,12345 34,69 -1,84 572,87
0,12903 33,89 -1,82 632,51
0,14884 31,43 -1,68 540,87
0,16518 29,75 -1,58 493,25
A partir desses resultados, é possível verificar que a medida que há maior
interação das moléculas de água com os constituintes do produto, há maior necessidade de
energia para transferir as moléculas de água da superfície sólida do produto para o estado
de vapor, logo o processo apresenta características cada vez menos espontâneas. Assim,
para os grãos de abóbora, a medida que há a redução do teor de água de equilíbrio, o
processo de sorção se torna cada vez menos espontâneo.
Matematicamente isso é demonstrado pela relação entalpia-entropia-energia livre
de Gibbs. Como a entalpia é positiva e a entropia é negativa, então a energia livre de Gibbs
é positiva, caracterizando o processo como não sendo espontâneo.
6.2.6 Cinética de secagem e taxa de redução de água
Para o desenvolvimento do processo de secagem, os grãos de abóbora foram
dispostos em bandejas de alumínio, e durante todo o processo, para a determinação da

76
variação de massa, o sistema contendo bandejas e grãos foram periodicamente pesados
(Figura 17 e 18).
Figura 17 – Secador utilizado para a
secagem dos grãos de abóbora.
Figura 18 - Sistema utilizado para a
determinação da cinética de secagem dos
grãos de abóbora.
Durante a realização do experimento, todo o processo de secagem ocorreu com a
temperatura média do ar ambiente (ar externo) de aproximadamente 21°C, e uma umidade
relativa do ambiente (ambiente externo) de, aproximadamente, 40%. O teor de água inicial
das amostras era de 46,84% em base úmida ou 0,88 em base seca. Para a análise da
cinética de secagem foram utilizadas as temperaturas de 35, 45, 55, e 70°C.
O processo de secagem procedeu através do ajuste do secador para a respectiva
temperatura de análise, onde a amostra era periodicamente pesada para quantificar a perda
de água em relação ao tempo decorrido. A partir dessa verificação foi possível determinar
o comportamento do teor de água do grão de abóbora em função do tempo e da
temperatura utilizada (Gráfico 6).
Gráfico 6 - Redução do teor de água médio dos grãos de abóbora em função do tempo e da
temperatura utilizada para a análise.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0
Teo
r de
água
(b.s
.)
Tempo (horas)
35°C 45°C 55°C 70°C

77
Pela análise do Gráfico 6 é possível verificar que no início do processo de
secagem há uma queda acentuada de teor de água, se comparado com o final do processo.
Isto se deve ao fato de quanto menor o teor de água do produto, mais energia é necessário
fornecer para a retirada de água, e como a energia fornecida é aproximadamente constante
durante todo o processo, então, ocorre a queda da taxa de redução de água.
O processo de secagem dos grãos de abóbora foi realizado até o momento em que
o produto atingisse um teor de água de aproximadamente 10%, em base úmida, para cada
temperatura do ar de secagem especificada. A Tabela 13 apresenta os dados médios
referentes a temperatura, umidade relativa do ar, tempo e taxa de redução de água para os
diversos tratamentos de secagem.
Tabela 13 - Temperatura, umidade relativa do ar, tempo e taxa de redução de água dos
grãos de abóbora.
Teor de
água inicial
(b.s.)
Teor de
água final
(b.s.)
Temperatura
de secagem
(ºC)
Umidade relativa
média do ar de
secagem (%)
Tempo de
secagem
(horas)
TRA
Média
(kgkg-1
h-1
)
0,88 0,10 35 16,63 4,75 0,135
0,88 0,08 45 9,76 4,00 0,125
0,88 0,13 55 5,42 1,25 0,667
0,88 0,07 70 3,18 1,25 0,673
No Gráfico 6 e de acordo com a Tabela 13 é possível verificar que o aumento da
temperatura de secagem promove uma elevação nas taxas de redução de água. Entre as
temperaturas de 35 e 45°C e de 55 e 70ºC verifica-se que não há grande diferença na taxa
de redução de água, sendo, ainda, verificado para o primeiro caso que há uma pequena
queda na taxa de redução de água, que deve ter ocorrido em razão da diferença de teor de
água final do produto. Contudo, quando se comparam as taxas de redução de água para as
temperaturas de 45 e 70°C constata-se uma acentuada diferença, logo a temperatura de
secagem influencia a cinética de secagem dos grãos de abóbora.
A partir dos dados de secagem obtidos experimentalmente para os grãos de
abóbora foi analisada a representatividade dos modelos matemáticos descritos na Tabela 3.
Estes modelos foram analisados individualmente para cada temperatura, em função do
tempo de secagem e da razão de umidade.
Para determinação da razão de umidade dos grãos de abóbora, para as diferentes
condições de secagem, utilizou-se a Equação 40. A umidade relativa do ar de secagem foi

78
determinada por meio do programa GRAPSI, versão 7.1 (MELO et al., 2004), que
correlaciona a temperatura e umidade relativa do ambiente com a temperatura e umidade
relativa do ar de secagem. A Tabela 14 apresenta as condições de umidade relativa do ar de
secagem, temperatura, e teor de água, em base seca, para cada razão de umidade.
Tabela 14 - Valores de razão de umidade experimental em função da temperatura e
umidade relativa do ar de secagem dos grãos de abóbora.
Umidade relativa
do ar de secagem
(%)
Teor de água do
produto
(b. s.)
Razão de
umidade
(adimensional)
Tempo de
secagem
(horas)
35 °C
16,63 0,8769 1,0000 0,00
16,63 0,5271 0,5600 0,25
16,63 0,3131 0,2908 1,00
16,63 0,2055 0,1554 1,75
16,63 0,1685 0,1088 2,33
16,63 0,1411 0,0743 2,92
16,63 0,1200 0,0478 3,50
16,63 0,1034 0,0269 4,25
16,63 0,0967 0,0185 4,75
45 °C
9,76 0,8812 1,0000 0,00
9,76 0,3207 0,3070 0,50
9,76 0,2234 0,1867 1,00
9,76 0,1667 0,1166 1,50
9,76 0,1356 0,0781 2,00
9,76 0,1055 0,0410 2,83
9,76 0,0930 0,0255 3,33
9,76 0,0824 0,0124 4,00
55°C
5,58 0,8812 1,0000 0,00
5,58 0,6287 0,6907 0,10
5,43 0,4771 0,5052 0,22
5,43 0,4011 0,4121 0,30
5,43 0,3426 0,3405 0,42
5,43 0,2663 0,2471 0,63
5,43 0,2168 0,1865 0,72
5,45 0,1881 0,1513 0,85
5,26 0,1635 0,1214 1,00
5,29 0,1400 0,0926 1,12
5,29 0,1321 0,0829 1,25
70°C

79
3,33 0,8812 1,0000 0,00
3,23 0,5720 0,6250 0,10
3,21 0,4060 0,4236 0,18
3,21 0,3104 0,3077 0,28
3,23 0,2559 0,2415 0,37
3,23 0,2223 0,2008 0,45
3,23 0,1580 0,1228 0,53
3,23 0,1456 0,1078 0,62
3,11 0,1315 0,0908 0,70
3,11 0,1111 0,0662 0,87
3,11 0,0913 0,0421 0,95
3,11 0,0875 0,0375 1,03
3,11 0,0810 0,0296 1,12
3,11 0,0742 0,0213 1,25
Para a análise da modelagem representativa da cinética de secagem foram
utilizados os seguintes modelos: Aproximação da difusão, Dois termos, Exponencial de
dois termos, Henderson e Pabis, Henderson e Pabis Modificado, Logarítmico, Midlli, Page,
Thompson, e Verna. Para estimar os parâmetros dos modelos matemáticos ajustados aos
dados experimentais foi utilizado o programa STATISTICA 7.0 com modelagem não
linear pelo método Quasi-Newton. Na determinação do ajuste dos pontos experimentais à
modelagem, foram analisados seus respectivos parâmetros, coeficientes de determinação
(R2), e erros médio relativo (P) e estimado (SE).
A seguir, nas Tabelas 15 a 18, estão apresentados os resultados das estimativas
relacionadas às análises dos modelos de cinética de secagem verificados para os grãos de
abóbora para as temperaturas de 35, 45,55, e 70°C.
Tabela 15 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a
temperatura de 35°C.
Modelo Parâmetros R2 P (%) SE (decimal)
Aproximação da
difusão
a = 0,6593
99,99 3,93 0,01 k = 0,8766
b = 12,7290
Dois termos
a = 0,4636
96,67 34,74 0,09 k0= 1,2997
b= 0,4636
k1 = 1,2997
Exponencial de dois
termos
a = 0,2048 98,31 27,27 0,11
k = 5,6650

80
Henderson e Pabis a = 0,9272
96,67 34,74 0,16 k = 1,2997
Henderson e Pabis
modificado
a = 0,3091
96,67 34,74 0,07
k = 1,2997
b= 0,3091
k0= 1,2997
c= 0,3091
k1 1,2997
Logarítmico
a = 0,8912
97,93 39,99 0,09 k = 1,8795
c = 0,0715
Midlli
a = 0,7936
87,30 124,74 0,18 k = 0,2764
n= 0,0000
b = -0,2104
Page k = 1,3892
99,83 14,42 0,04 n = 0,6371
Thompson a = 0,1984
72,90 150,18 0,45 b = 0,0442
Verna a = 0,1000
95,87 43,11 0,18 k = 1,4647
Tabela 16 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 45°C.
Modelo Parâmetros R2 P (%) SE (decimal)
Aproximação da
difusão
a = 0,5106
99,996 5,39 0,00 k = 1,1339
b = 49,3332
Dois termos
a = 0,4941
98,59 43,10 0,06 k0= 2,0986
b= 0,4941
k1 = 2,0986
Exponencial de dois
termos
a = 0,3049 99,38 27,92 0,07
k = 5,2880
Henderson e Pabis a = 0,9883
98,59 43,10 0,10 k = 2,0986
Henderson e Pabis
modificado
a = 0,3294
98,59 43,10 0,04
k = 2,0986
b= 0,3294
k0= 2,0986
c= 0,3294
k1 2,0986
Logarítmico
a = 0,9449
99,40 48,00 0,05 k = 2,5459
c = 0,0512
Midlli a = 0,7595 78,47 315,70 0,22

81
k = 0,3753
n= 0,0000
b = -0,2700
Page k = 1,8704
99,95 16,33 0,02 n = 0,6148
Thompson a = 0,2072
59,65 246,19 0,53 b = 0,0386
Verna a = 0,1000
98,57 43,48 0,10 k = 2,1207
Tabela 17 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 55°C.
Modelo Parâmetros R2 P (%) SE (decimal)
Aproximação da
difusão
a = 0,6848
99,92 3,05 0,02 k = 1,7367
b = 5,9009
Dois termos
a = 0,4654
97,95 16,03 0,08 k0= 2,3646
b= 0,4654
k1 = 2,3646
Exponencial de dois
termos
a = 0,2183 99,45 8,49 0,07
k = 9,3089
Henderson e Pabis a = 0,9307
97,95 16,03 0,13 k = 2,3646
Henderson e Pabis
modificado
a = 0,3102
97,95 16,03 0,06
k = 2,3646
b= 0,3102
k0= 2,3646
c= 0,3102
k1 2,3646
Logarítmico
a = 0,8819
99,25 9,14 0,06 k = 3,2536
c = 0,0900
Midlli
a = 2,6157
99,63 78,74 0,98 k = 3,4058
n= 0,6027
b = -0,0940
Page k = 2,1069
99,89 2,90 0,03 n = 0,7466
Thompson a = 0,1838
53,11 78,01 0,63 b = 0,0280
Verna a = 0,1000
97,126 20,85 0,15 k = 2,5811

82
Tabela 18 - Parâmetros estimados, coeficientes de determinação, e erros médios relativo e
estimado para os modelos analisados para a secagem dos grãos de abóbora para a para a
temperatura de 70°C.
Modelo Parâmetros R2 P (%) SE (decimal)
Aproximação da
difusão
a = 0,5840
99,88 4,83 0,02 k = 2,6797
b = 3,3383
Dois termos
a = 0,4821
99,09 24,79 0,06 k0= 3,8746
b= 0,4821
k1 = 3,8746
Exponencial de dois
termos
a = 0,2815 99,83 9,84 0,04
k = 10,9429
Henderson e Pabis a = 0,9642
99,09 24,79 0,10 k = 3,8746
Henderson e Pabis
modificado
a = 0,3214
99,09 24,79 0,04
k = 3,8746
b= 0,3214
k0= 3,8746
c= 0,3214
k1 3,8746
Logarítmico
a = 0,9462
99,57 13,18 0,05 k = 4,4150
c = 0,0359
Midlli
a = 2,6996
99,59 57,64 0,98 k = 3,3761
n= 0,3829
b = -0,0952
Page k = 3,2643
99,85 5,80 0,04 n = 0,8180
Thompson a = 0,2102
39,73 188,61 0,79 b = 0,0250
Verna a = 0,1000
98,94 27,84 0,11 k = 4,0240
De acordo com Mohapatra e Rao (2005) e Lomauro et al. (1985), e considerando
a análise dos resultados da cinética de secagem dos grãos de abóbora, cujos dados estão
expostos nas Tabela 15 a 18, é possível verificar que para todas as temperaturas, o Modelo
da Aproximação da difusão foi o que melhor representou o fenômeno. Para as temperaturas
de 35, 45, 55, e 70 °C, este modelo apresentou, respectivamente, coeficientes de
determinação de 99,99, 99,99, 99,92, e 99,88%, e erros médios relativos de 3,93, 5,39,
3,05, e 7,83%, e erros médios estimados de 0,01, 0,00, 0,02, e 0,03. As Equações de 65 a

83
68 apresentam os melhores modelos de cinética de secagem para os grãos de abóbora,
respectivamente, para as temperaturas de 35, 45, 55, e 70 °C.
R 0,659 (e p(-0, 66 t) (1-0,659 ) (e p(-0, 66 12, 290 t)) (65)
R 0,5106 (e p(-1,1 9 t) (1-0,5106) (e p(-1,1 9 - 9, 2 t))) (66)
R 0,6 (e p(-1, t) (1-0,6 ) (e p(-1, 6 5,9009 t))) (67)
R 0,5 0 (e p(-2,6 9 t) (1-5 0) (e p(-2,6 9 , t))) (68)
Os modelos Exponencial de dois termos e Page para as temperaturas de 55 e 70
°C, e o modelo Logarítmico para 55°C também podem ser utilizados para a representação
do fenômeno de cinética de secagem de grãos de abóbora visto que apresentam
coeficientes de determinação superior a 99,25 e P e SE inferiores a 2,90% e 0,03. Já para
as temperaturas do ar de secagem de 35 e 45ºC apenas o modelo de Aproximação da
difusão se adequou aos dados experimentais.
Para uma melhor verificação da representatividade do modelo, ao fenômeno da
cinética de secagem, foi analisada a taxa de redução de água utilizando-se a Equação 51,
para descrever a perda de água por unidade de matéria seca por unidade de tempo. Os
Gráficos 7 a 10 apresentam as curvas referentes à taxa de redução de água e à razão de
umidade experimental e simulada.
Gráfico 7 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 35°C.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 0,5 1 1,5 2 2,5 3 3,5 4
Tax
a de
reduçã
o d
e ág
ua
(kgkg
-1h
-1)
Raz
ão d
e U
mid
ade
(adm
ensi
onal)
Tempo (horas)
35 ºC simulado 35ºC experimental Taxa de redução de água

84
Gráfico 8 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 45°C.
Gráfico 9 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 55°C.
0
0,2
0,4
0,6
0,8
1
1,2
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 0,5 1 1,5 2 2,5 3 3,5
Tax
a de
reduçã
o d
e ág
ua
(kgkg
-1h
-1)
Raz
ão d
e U
mid
ade
(adm
ensi
onal)
Tempo (horas)
45ºC simulado 45ºC experimental Taxa de redução de água
0,0
0,5
1,0
1,5
2,0
2,5
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 0,25 0,5 0,75 1 1,25 1,5
Tax
a de
reduçã
o d
e ág
ua
(kgkg
-1h
-1)
Raz
ão d
e U
mid
ade
(adm
ensi
onal)
Tempo (horas)
55ºC simulado 55ºC experimental Taxa de redução de água

85
Gráfico 10 - Curvas de razão de umidade, experimental e simulada, e taxa de redução de
águado dos grãos da abóbora para temperatura de 70°C.
A partir dos resultados analisados é possível verificar que o modelo da
Aproximação da difusão apresentou excelente representatividade aos dados experimentais
para as temperaturas de 35, 45, 55 e 70°C, descrevendo adequadamente o processo de
cinética de secagem dos grãos de abóbora. Da mesma forma foi possível verificar que a
taxa de redução de água varia conforme a alteração da temperatura do ar de secagem.
Quando há uma elevação na temperatura do ar de secagem ocorre um aumento na taxa de
redução de água.
6.3 Extração e análise física do óleo dos grãos de abóbora, e produção de biodiesel
6.3.1 Extração do óleo
O óleo utilizado para a determinação das características físicas foi extraído de
grãos de abóbora com teor de água de, aproximadamente, 8% em base úmida. No
Laboratório LATERMO, os grãos utilizados foram secos em camada fina com circulação
de ar forçada, e temperatura de 35 °C. Após, no Laboratório LAMETA, eles foram
prensados mecanicamente, na prensa modelo MPE-40, marca Ecirtec.
Inicialmente foi avaliada a capacidade de prensagem dos grãos de abóbora nesta
prensa. Foram determinadas as características relevantes de regulagem para a extração do
óleo, já que a prensa apresenta regulagem de fábrica apenas para grãos de girassol. Foi
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 0,25 0,5 0,75 1 1,25
Tax
a de
reduçã
o d
e ág
ua
(kgkg
-1h-1
)
Raz
ão d
e U
mid
ade
(adm
ensi
onal)
Tempo (horas)
70ºC simulado 70ºC experimental Taxa de redução de água

86
verificado que o ponto ideal de funcionamento da máquina para a extração do óleo ocorria
em aproximadamente 10 minutos após a mesma ser ligada; entre os discos deve-se suceder
a colocação de apenas uma arruela de espaçamento; e a alimentação da mesma deve-se
proceder em cerca de 200g a cada minuto, de forma a evitar o travamento do equipamento
devido a alta concentração de torta. Procedendo-se dessa forma, foi verificado que não há
sobrecarregamento do equipamento.
Depois de extraído, o óleo foi filtrado em filtro de papel comercial, número 2, o
mesmo utilizado para fazer café. Foi feita a opção de utilização desse filtro em razão da
pequena quantidade de grãos, cerca de 1 kg. Em seguida, o óleo foi armazenado em
geladeira, com temperatura entre 5 e 10 °C, durante a realização das análises.
Para a realização deste trabalho foi produzido apenas uma pequena quantidade de
óleo, cerca de 50 ml, que foi produzido durante os testes de regulagem do equipamento.
Isto ocorreu, devido ao equipamento apresentar avaria durante a confecção de outro
trabalho realizado na mesma prensa, o que impediu mais detalhes a respeito da
produtividade de óleo e outras análises que necessitavam de maior quantidade de óleo.
Apesar disso, quanto as análises do óleo foi possível estudar a viscosidade, o
ponto de névoa, e o ponto de fluidez. Após estas análises e a partir do óleo dos grãos de
abóbora foi produzida uma pequena quantidade de biodiesel, por meio da rota metílica,
para a verificação da viabilidade de produção.
6.3.2 Viscosidade
Para a determinação da viscosidade foi utilizado o Reômetro RS50 com banho
termostático K20 com cabeça controladora DC5, desenvolvido pelo fabricante Haake
(Figura 19). Para a leitura e obtenção de dados é utilizado o software RheoWin Pro Job
Manager.
Figura 19 - Reômetro utilizado para determinação da viscosidade do óleo dos grãos de
abóbora.

87
As análises experimentais foram realizadas com óleo vegetal bruto proveniente
dos grãos de abóbora, apenas filtrado. Os procedimentos se basearam na análise de curva
de fluxo para a temperatura de 40°C, e a curva de temperatura, de 24 a 85 °C, por meio da
utilização do sensor DG 41. Para as análises experimentais foram utilizadas amostras de
6,3 ml, correspondente ao indicado pelo fabricante para o sensor selecionado.
Como resultados, foram obtidos dois tipos de curvas características em função do
teste realizado. Na a análise da curva de fluxo, pode-se verificar a variação da viscosidade
em função das tensões de cisalhamento e taxas de deformação aplicadas. O Gráfico 11
apresenta o comportamento do óleo dos grãos de abóbora em virtude da variação de tensão
e taxa de cisalhamento.
Gráfico 11- Características reológicas do óleo do grão de abóbora.
A partir da média dos valores determinados experimentalmente, a viscosidade do
óleo proveniente do grão de abóbora é equivalente a 0,0398 Pa s-1
.
Já, para a análise da curva de temperatura para óleo dos grãos da abóbora foi
utilizada uma variação de temperatura de 24 a 85°C. Esta análise tem o objetivo de estudar
o comportamento reológico do fluido no tocante à viscosidade quando exposto a diferentes
temperaturas. A Tabela 19 e o Gráfico 12 apresentam a variação da viscosidade em função
da variação de temperatura.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 V
isco
sidad
e (P
a s-1
)
Ten
são
de
cisa
lham
ento
(P
a)
Taxa de deformação (s-1)
Tensão de cisalhamento X Taxa de deformação Viscosidade X Taxa de deformação

88
Tabela 19 - Variação da viscosidade do óleo do grão de abóbora em função da variação da
temperatura.
Temperatura
(°C)
Viscosidade
(Pa s-1
)
24,6 0,07139
29,6 0,06015
35,8 0,04777
42,6 0,03762
49,3 0,03013
56,3 0,02444
63,3 0,02018
70,4 0,01682
77,4 0,01413
84,5 0,01227
Gráfico 12 - Variação da viscosidade do óleo do grão de abóbora em função da
temperatura.
Como era de se esperar, os resultados obtidos demonstram que óleo do grão da
abóbora, apresenta comportamento característico de um fluido newtoniano, exceto para
taxas de cisalhamento inferiores a 4 s-1
. De acordo com os resultados apresentados no
Gráfico 11 é possível verificar que a tensão de cisalhamento aumenta proporcionalmente
com o aumento da taxa de cisalhamento, logo a viscosidade apresenta pouca ou nenhuma
variação. O salto verificado ao final da análise ocorre em razão dos limites impostos pelo
equipamento.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90
Vis
cosi
dad
e (P
as-1
)
Temperatura (°C)

89
Já, na análise da curva de temperatura verifica-se, assim como era de se esperar, a
queda da viscosidade em função do aumento da temperatura.
Em função dos resultados experimentais obtidos, foi realizada a modelagem
matemática a partir das Equações 58, 59 e 60, através do uso do software STATISTICA
7.0. Para a Equação 58, a partir do modelamento matemático, chegou-se a valores de A =
0,1558 e B = -0,0324, onde o coeficiente de determinação equivale a 99,59%. Dessa forma,
perante os resultados obtidos para o caso do óleo dos grãos de abóbora, a viscosidade pode
ser determinada pela Equação 69.
η 0,155 e p(-0,0 2 T) (69)
Já, para a Equação 60, foi realizada a regressão linear de ln η versus 1/Tabs, onde o
coeficiente angular da reta corresponde numericamente à razão Ea/R e o coeficiente linear
corresponde a ln η0 (Gráfico 13). Para a determinação do modelo, considerou-se a
constante universal dos gases ideais (R) igual a 8,314x10-3
kJ mol-1
K-1
Gráfico 13 - Regressão linear de ln η versus 1/Tabs.
Dessa forma, a partir do modelamento matemático a Equação de 59 é determinada
pela Equação 70, onde a Ea/R equivale a 3174,3K, logo Ea= 26,39 kJ. mol-1
; e ln η0
corresponde a - 13,319 Pa. s-1 e η0 = 1,6430 x 10
-6 Pa s
-1; e o coeficiente de determinação
corresponde a 99,86%. Estes resultados vão de acordo com os resultados obtidos para os
óleos de algodão, arroz, canola, girassol, milho, soja e oliva (CANCIAM, 2010).
y = 3174,3x - 13,319
R² = 0,9986
-4,5
-4,3
-4,1
-3,9
-3,7
-3,5
-3,3
-3,1
-2,9
-2,7
-2,5
0,0027 0,0029 0,0031 0,0033 0,0035
ln(η
)
1/Tabs (K-1)

90
η 1,6 0 10-6 e p
26, 9
, 1 .10- T (70)
6.3.3 Ponto de névoa
O ponto de névoa, ou ponto de início da cristalização do óleo, foi determinado
utilizando-se o equipamento Elcar, modelo EL-PN/114-4 (Figura 20), por meio do banho
de refrigeração cuja temperatura negativa foi alcançada através da introdução de gelo seco.
Para as análises foram utilizados termômetros com capacidade de medição que varia na
faixa de -38 a 50 º C. O frasco utilizado para a análise era de vidro transparente com uma
linha de limite de nível. Para a realização da análise foi seguida a norma ABNT NBR
11346 (ABNT, 2007).
Figura 20 – Detalhes do sistema utilizado para a determinação do ponto de névoa do óleo
dos grãos de abóbora.
Após a imersão do frasco de vidro no equipamento, iniciou-se o resfriamento do
sistema. Para a determinação do ponto de névoa, ou seja, a temperatura a qual observa-se o
início da turvação do óleo.
Para a determinação dos resultados foram realizadas três repetições, das quais se
verificou que na temperatura de 6,5°C há o início do processo de cristalização do óleo do
grão da abóbora. A Figura 21 apresenta o momento que foi atingido o ponto de névoa do
óleo proveniente dos grãos de abóbora.

91
Figura 21 - Ponto de névoa do óleo dos grãos da abóbora.
6.3.4 Ponto de fluidez
Para a determinação do ponto de fluidez foi utilizado o mesmo equipamento
usado para a determinação do ponto de névoa, o Elcar, modelo EL-PN/114-4. Para o
procedimento experimental foi utilizada a norma ABNT NBR 11349 (ABNT, 2009).
A determinação do ponto de fluidez ocorreu no momento em que o óleo não mais
fluía, mesmo submetido à inclinação do sistema (Figura 22).
Figura 22 - Determinação do ponto de fluidez do óleo dos grãos de abóbora.
Para a determinação experimental foram realizadas 3 repetições, nas quais foi
verificada a temperatura de - 4 °C como a temperatura equivalente ao ponto de fluidez, ou
seja, a temperatura a qual o óleo proveniente dos grãos de abóbora para de fluir.
6.3.5 Produção do biodiesel
A partir do óleo extraído dos grãos de abóbora, foi verificada a possibilidade de
produção de biodiesel.
Em razão da pequena quantidade de óleo disponível e do fato do reaproveitamento
desse óleo dos ensaios não destrutivos, o óleo se apresentava com coloração mais escura,

92
evidenciando uma maior degradação se em comparação àquele utilizado logo após a
extração. Assim, em virtude da possibilidade do óleo usado para o experimento possuir
maior quantidade de ácidos graxos, logo apresentando maior acidez, foi utilizada a rota
metílica para a produção do biodiesel a partir do óleo extraído do grão de abóbora.
O volume de óleo para a produção de biodiesel foi de 25 ml (Figura 24). Em
seguida, o óleo foi adicionado à mistura, preparada previamente, de álcool e o hidróxido de
sódio como catalizador (Figura 25). Após, o sistema foi submetido à agitação por cerca de
2 horas.
Figura 23 – Óleo in natura para produção de
biodiesel.
Figura 24 – Adição do óleo à mistura
alcool-catalizador.
Após a agitação, a mistura que apresentava uma única fase (Figura 26) foi
colocada em repouso por cerca de 12 horas, sendo submetida ao processo de decantação
para que ocorresse a separação de fases. Após as 12 horas, assim como mostra a Figura
27, ocorreu a separação de fases, sendo a fase menos densa composta pelo biodiesel.
Figura 25 – Biodiesel, glicerina e sabões
com mistura de fases.
Figura 26 – Biodiesel do óleo dos grãos de
abobora e resíduos.

93
Dessa forma, por meio das análises experimentais foi verificada a possibilidade de
utilização do óleo proveniente dos grãos de abóbora para a produção de biodiesel. Apesar
do teste ter sido realizado sem controle qualitativo da matéria prima (físico e fisiológico), a
partir de 25ml de óleo foi possível produzir, aproximadamente, 8 ml de biodiesel, e nessas
condições foi possível obter uma produtividade de cerca de 32%.

94
Capítulo 7.
CONCLUSÃO
A partir dos resultados obtidos nesse estudo é possível verificar que as
características de massa específica, porosidade, circularidade, esfericidade, e velocidade
terminal sofrem influencia direta do teor de água presente nos grãos de abóbora.
Quanto a modelagem matemática da higroscopicidade e cinética de secagem foi
possível determinar que os modelos, respectivamente, de Halsey modificado e
Aproximação da difusão foram os que melhor representaram os fenômenos. Já, em relação
ao requerimento energético para retirar a água presente nos grãos, verifica-se que quanto
menor é o teor de água, maior é a quantidade de energia necessária para a sua retirada.
Nas análises do óleo de grãos de abóbora verificou-se que o mesmo se comporta
como um fluido newtoniano, respondendo proporcionalmente à variação de tensão. Já, os
resultados obtidos para o pontos de névoa e fluidez, foram de respectivamente de 6,5 e
-4,0°C.
Após a fabricação de biodiesel do óleo dos grãos de abóbora, verificou-se uma
acentuada produtividade, de cerca de 32%. Este quantitativo produz um cenário favorável
para o aproveitamento comercial dessa matéria prima, contudo a dificuldade de aquisição
de material torna inviável seu uso em grandes centros. Contudo, em virtude dos grãos de
abóbora serem considerados um tipo de resíduo, ser facilmente produzido pela agricultura
familiar, e apresentar significativa produção, o óleo dos grãos de abóbora pode ser aplicado
para a geração de energia em comunidades isoladas.

95
Capítulo 8.
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT - Associação Brasileira de Normas Técnicas - Produtos de petróleo – Determinação
do ponto de névoa -ABNT NBR 11346. 2007.
ABNT - Associação Brasileira de Normas Técnicas Produto de petróleo - Determinação do
ponto de fluidez ABNT NBR 11349. 2009.
ABNT – Associação Brasileira de Normas Técnicas. NBR 10441. Produtos de petróleo –
Líquidos transparentes e opacos. Determinação da viscosidade cinemática e cálculo da
viscosidade dinâmica. 14p., 2002.
ACCARINI, J H. Apropriação dos recursos naturais e o Programa Nacional de Produção e
uUso do Biodiesel. Embrapa Semiárido (CPATSA). Bahia Análise & Dados, Salvador,
v. 16, n. 1, p. 79-88, jun. 2006.
ALVARENGA, B. M.; SOARES, M. A. Potencialidade de produção de biodiesel por óleos
e gorduras residuais na cidade de Itabira-MG. Economia e extensão rural. Rev.
Ceres vol.57, n°.6, Viçosa, Nov./Dec. 2010.
AMORIM, A. L. S. Biodiesel a partir de óleo alimentar usado: estudo de catalisadores.
Dissertação de mestrado. Departamento de Ambiente e Ordenamento, Universidade de
Aveiro. 2009. Disponível em:< http://biblioteca.sinbad.ua.pt/teses/2009001291>.
Acessado em Dezembro de 2012.
ANDRADE, E. T. ; BORÉM, F. M. ; HARDOIM, P. R. . Cinética de secagem do café
cereja, bóia e cereja desmucilado, em quatro diferentes tipos de terreiros. Revista
Brasileira de Armazenamento, Viçosa, v. 7, p. 37-43, 2003.

96
ANDRADE, E. T. Simulação da variação de temperatura em milho armazenado em silo
metálico,2001, 148f, Tese (Pós-Graduação em Engenharia Agrícola). Universidade
Federal de Vicosa, Vicosa, 2001.
ANDRADE, E. T.; BRASIL, J. M.; TEIXEIRA, L. P.; BRAZ, A. J. L.; FREIXO, N. S.;
ARAUJO, P. M. Determinação das propriedades físicas dos grãos de pinhão-manso
(Jatropha curcas L.). XIII Semana de Engenharia da UFF. VII Seminário Fluminense de
Engenharia. Niterói – RJ. 2011a.
ANDRADE, E. T.; BRASIL, J. M.; TEIXEIRA, L. P.; BRAZ, A. J. L.; FREIXO, N. S.;
ARAUJO, P. M. Determinação da velocidade terminal dos grãos de pinhão-manso
(Jatropha curcas L.). XIII Semana de Engenharia da UFF. VII Seminário Fluminense de
Engenharia. Niterói – RJ. 2011b.
ANDRADE, E.T.; BORÉM F.M. Modelagem Matemática e Simulação Aplicados na
Secagem do Café-Lavras- Ed. UFLA. p. 303-347.2008.
ANEEL - Agência Nacional de Energia Elétrica. Atlas de energia elétrica do Brasil. 3ª ed.
Brasília: ANEEL, 2008a. Disponível em:<www.aneel.gov.br>. Acesso em: Março de
2011.
ANEEL - Agência Nacional de Energia Elétrica. Biomassa. Parte II: Fontes renováveis.
2008b. Disponível em: <http://www.aneel.gov.br/arquivos/PDF/atlas_par2_cap4.pdf>.
Acessado em Abril de 2011.
ANP – Agência Nacional do Petróleo, Gás Natural e Biocombustíveis. Biocombustíveis.
2012. Disponível em: <http://www.anp.gov.br/?id=470>. Acessado em: Maio 2012
ASAE STANDARDS. Transactions of ASAE, St. Joseph, MI, 980p, 1999.
AYDIN, C. Some engineering properties of peanut and kernel. Journal of Food
Engineering, v. 79, p. 810-816, 2007.
AZEREDO, H. M. C; PINTO, G. A. S; BRITO, E. S.; AZEREDO, R. M. C. Alterações
microbiológicas em alimentos durante a estocagem. Fundamentos de estabilidade de
alimentos. Azeredo, H. M. C (Coord). Capítulo 1. 2 ed. Brasília: Embrapa, p 15-38.
2012
BALA, B.K.; WOODS, J.L. Simulation of deep bed malt drying. Journal Agricultural
Engineering Research, New York, v.30, n.3, p.235-244, 1984.
BALA, B.K.; WOODS, J.L. Thin layer drying models for malt. Journal of Food
Engineering, London, v.16, n.3, p.239- 249, 1992.
BARROS, E. V. A matriz energética mundial e a competitividade das nações: bases de
uma nova geopolítica. Engevista, v. 9, n. 1, p. 47-56. 2007

97
BEE, R. A.; BARROS, A. C. S. A. sementes de abóbora armazenadas em condições de
vácuo. Revista Brasileira de sementes, vol. 21, nº 2, p.120-126, 1999. Disponível em:
<http://www.abrates.org.br/revista/artigos/1999/v21n2/artigo18.pdf>. Acessado em
Outubro de 2012.
BENEDETTI,B. C. Influência do teor de água sobre propriedades físicas de vários grãos.
125p. Dissertação de Mestrado. FEAGRI. UNICAMP, Campinas-SP. 1987.
BOCKISCH, M. Fats and oils handbook. Champaign, AOCS, p.345-718. 1993
BORÉM, F. M. Pós colheita do café. Lavras: UFLA. 630p. 2008.
BRASIL. Biocombustíveis. 2013b. Disponível em: <
www.brasil.gov.br/sobre/economia/energia/matriz-energetica/biocombustiveis>.
Acessado em Fevereiro de 2013.
BRASIL. Governo estuda aumentar percentual de biodiesel no óleo diesel mineral em
2012. Agência Brasil. Empresa Brasil de Comunicação. Disponível em:
<http://agenciabrasil.ebc.com.br/noticia/2011-02-15/governo-estuda-aumentar-
percentual -de-biodiesel-no-oleo-diesel-mineral-em-2012>. Acessado em Abril de 2011.
BRASIL. Lei no 11.097, de 13 de janeiro de 2005. dispõe sobre a introdução do biodiesel
na matriz energética brasileira; altera as leis nos
9.478, de 6 de agosto de 1997, 9.847, de
26 de outubro de 1999 e 10.636, de 30 de dezembro de 2002; e dá outras providências.
Presidência da república. Casa civil. Subchefia para assuntos jurídicos. 2005.
Disponível em: http://www.planalto.gov.br/ccivil_03/_ato2004-
2006/2005/Lei/L11097.htm. Acessado em Junho de 2012.
BRASIL. Matriz energética. 2012. Disponível em:
<http://www.brasil.gov.br/cop/panorama/o-que-o-brasil-esta-fazendo/matriz-
energetica>. Acessado em: Junho de 2012.
BRASIL. Pró-Alcool. 2013. Disponível em:
<http://www.brasil.gov.br/linhadotempo/epocas/1975/pro-alcool>. Acessado em
Fevereiro de 2013.
BRAZ, A. J. L. Produção e caracterização de óleo vegetal e biodiesel de girassol e de
pinhão-manso. Dissertação de mestrado. PGMEC – UFF. Universidade Federal
Fluminense. 2011. Disponível em: < http://www.mec.uff.br/dissertacoes.html>.
Acessado em Março de 2013.
BROCK, J. et al. Determinação experimental da viscosidade e condutividade térmica de
óleos vegetais. Ciência e Tecnologia de Alimentos: Campinas, v.28, n.3, p.564-570.
2008.

98
BROOKER, D.B.; BAKKER-ARKEMA, F.W.; HALL, C.W. Drying and storage of grains
and oilseeds. Westport : AVI, 450 p. 1992.
CAMARGO, M. T. L. A.; SCAVONE, O. Plantas usadas como anti-helmíntico na
medicina popular. Ciência y Tropica, v. 6, n. 1, p. 89-106, 2007. Disponível em:
<http://www.scielo.br/scielo. php>. Acessado em Abril de 2007.
CAMARGOS, R. R. S. Avaliação da viabilidade de se produzir biodiesel através da
transesterificação de óleo de grãos de café defeituosos. Dissertação apresentada ao
Programa de Pós-Graduação em Engenharia Química. Escola de Engenharia.
Universidade Federal de Minas Gerais. 105 p. 2005
CANCIAM, C. A.. Efeito da temperatura na viscosidade de óleos vegetais refinados. Publ.
UEPG Ci. Exatas Terra, Ci. Agr. Eng., Ponta Grossa. 2010.
CARVALHO, N.M. A secagem de sementes. Jaboticabal: FUNEP/UNESP. 165p. 1994
CENBIO. Centro Nacional de Referência em Biomassa. Algumas oportunidades de
biomassa para a geração de energia. 2010. Disponível em:
<http://cenbio.iee.usp.br/download/documentos/apresentacoes/suani-alagoas-2010.pdf
>, acessado em: Maio de 2011.
HANG, . .; AN, S. . hina’s motor lues rom tung oil. nd. ng. hem. . 9, p.
1543-1548, 1947.
CHAVES, T. H.; RESENDE, O.; OLIVEIRA, D. E. C.; SOUSA, K. A.;ULLMANN, R;
CAMPOS, R. C. Determinação da energia livre de gibbs para o processo de dessorção
das sementes de pinhão-manso. I Congresso de Pesquisa e Pós-Graduação do Campus
Rio Verde do I. F. Goiano. 2012.
CHEN, C.; JAYAS, D.S. Evaluation of the GAB equation for the isotherms of agricultural
products. Transactions of ASAE, St. Joseph, v.41, n.6, p.1755-1760, 1998.
CHEN, C.; MOREY, V. Comparison of four EMC/ERH equations. Transactions of ASAE,
St. Joseph, v.32, n.3, p.983-990, 1989a.
CHEN, C.; MOREY, V. Equilibrium relativity humidity (ERH) relationships for yellow-
dente corn. Transactions of ASAE, St. Joseph, v.32, n.3, p.999-1006, 1989b.
CLASER, C. A. Efeito da temperatura e da umidade relativa do ar de secagem na
germinação de sementes de soja. Dissertação de Mestrado. UFV, 32p. Universidade
Federal de Viçosa. 1995.
CONCEIÇÃO, M. M. et al. Rheological Behavior of Castor Oil Biodiesel. Energy &
Fuels: Washington, v.19, n.5, p. 2185-2188, 2005.

99
CORRÊA, P. C, GONELI, A. L. D; RESENDE, O.; MARTINAZZO, A. P.; BOTELHO,
F. M. Comparação entre os métodos estático e dinâmico na determinação do equilíbrio
higroscópico das espígas de milho. Revista Brasileira de Produtos Agroindustriais,
Campina Grande, Especial, v.7, n.2, p.141-149, 2005.
CORRÊA, P. C.; BOTELHO, F. M.; OLIVEIRA, G. H. H.; GONELI, A. L. G.;
RESENDE, O.; CAMPOS, S. C. Mathematical modeling of the drying process of corn
ears. Acta Scientiarum. Agronomy, Maringá, v. 33, n. 4, p. 575-581, 2011.
CORRÊA, P. C.;OLIVEIRA, G. H. H.; BOTELHO, F. M.; GONELI, A. L. D
CARVALHO, F. M. Modelagem matemática e determinação das propriedades
termodinâmicas do café (Coffea arabica L.) durante o processo de secagem. Rev. Ceres,
Viçosa, v. 57, n.5, p. 595-601. 2010.
CORRÊA, P.C.; GONELI, A. L. D.; RESENDE, O.; RIBEIRO, D. M. Obtenção e
modelagem das isotermas de dessorção e do calor isotérico de dessorção para grãos de
trigo. Revista Brasileira de Produtos Agroindustriais, v.7, p.39-48, 2007.
CORRÊA, P.C.; MACHADO, P.F.; ANDRADE, E.T. Cinética de secagem e qualidade de
grãos de milho-pipoca. Ciência e Agrotecnologia. Lavras, v.25, n.1, p.134-142. 2001.
CORRÊA, P.C.; MARTINS, D.S.R.; MELO, E.C. Umigrãos: Programa para o cálculo do
teor de umidade de equilíbrio para os principais produtos agrícolas. Viçosa: Centreinar
– UFV. 10p.1995.
CORRÊA, P.C.; RESENDE, O.; MARTINAZO, A.P.; GONELI, A.L.D.; BOTELHO,
F.M. Modelagem matemática para a descrição do processo de secagem do feijão
(Phaseolus vulgaris L.) em camadas delgadas. Engenharia Agrícola, Jaboticabal, v.27,
n.2, p.501-510, 2007.
CORRÊA, P.C.; VITAL, R.B.; MARTINS, J.H. Higroscopicidade e entalpia de
vaporização para madeira de Eucalyptus grandis. Revista Árvore, Viçosa, v.22, n.4,
p.555-561, 1998.
COSTA, L. M.; RESENDE, O.; SOUSA, K. A.; GONÇALVES, D. N. Coeficiente de
difusão efetivo e modelagem matemática da secagem de sementes de crambe. Revista
Brasileira de Engenharia Agrícola e Ambiental, Campina Grande, v. 15, n. 10, p. 1089-
1096, 2011.
COUTO, S. M.; MAGALHÃES, A. C.; QUEIROZ, D. M.; ANDRADE, E. T. Dimensões
principais, massa e volume unitários, esfericidade e ângulo de repouso de frutos de café.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, PB. v. 2, n. 2, p. 39 –
56, 2000.

100
COUTO, S. M.; MAGALHÃES, A. C.; QUEIROZ, D. M. de; BASTOS, I. T. Parâmetros
relevantes na determinação da velocidade terminal de frutos de café. Revista Brasileira
de Engenharia Agrícola e Ambiental, Campina Grande, v.7, n.1, p.141- 148, 2003.
COUTO, S. M; MAGALHÃES, A. C.; QUEIROZ, D. M.; BASTOS, I. T. Massa
específica aparente e real e porosidade de grãos de café em função do teor de umidade.
Revista Brasileira de Engenharia Agrícola e Ambiental, v.3, n.1, p.61-68, Campina
Grande, 1999.
COUTO, S. M; SANTOS, A. E. O.; VIEIRA, S. M. J.; SILVA, D. J. P. Determinação da
força de arrasto e da velocidade terminal de frutos de café pela técnica de elementos
finitos. Revista Brasileira de Engenharia Agrícola e Ambiental, v.8, n.2/3, p.274-283,
2004.
CURRAY, J. K. Analysis of Sphericity and roundness of quartz grains. M. S. Thenesis in
Mineralogy, The Pennsylvania State University, University Park, Pa. 1951.
DE BAERDEMAEKER, S., SEGERLIND, L. J. Aerodynamic properties of strawberreis.
Transactions of the ASAE, v. 17, n. 2, p. 729 - 732, 1974.
DEGANI, A. L. G.; CASS, Q. B.; VIEIRA, P. C. Cromatografia: um breve ensaio.
Química nova na escola. Cromatografia N° 7.1998.
DEL-VECHIO, G. Efeito do processamento em sementes de abóbora (Cucurbita spp.)
sobre os níveis de nutrientes e antinutrientes, Lavras, 2004. 80 p. Dissertação (Mestrado
em Agroquímica e Agrobioquímica) – Universidade Federal de Lavras. UFLA. 2004.
DONG, Z.; GAU, S.; FRYREAR, D.W. Drag coefficients, roughness length and zero-
plane displacement height as disturbed by artificial standing vegetation. Journal of Arid
Environments, San Diego, v.49, n.3, p.485-505. 2001.
DOYMAZ, I. Thin-layer drying behaviour of mint leaves. Journal of Food Engineering,
Davis, v.74, n.3, p.370-375, 2006.
DURSUN, I; TUGRUL, K. M.; DURSUN, E. Some physical properties of sugarbeet seed.
Journal of Stored Products Research, v. 43, p. 149-155, 2007.
ELIAS, M. C. Fatores que influenciam a aeração e o manejo da conservação de grãos. In:
LORINI, I.; MIIKE, L. H.; SCUSSEL, V. M. (Eds.). Armazenagem de grãos.
Campinas: IBG. p. 311-359. 2002.
EL-SOUKKARY, FA. Evaluation of pumpkin seed products for bread fortification. Plant
FoodsHuman Nutrition. v. 56, n. 4, p. 365-84, 2001.
EMBRAPA - Empresa Brasileira de Pesquisa Agropecuária. Plano Nacional de
Agroenergia 2006-2011. Embrapa InformaçãoTecnológica. 2. ed. rev. Ministério da

101
Agricultura, Pecuária e Abastecimento, Secretaria de Produção e Agroenergia. Brasília,
DF. 110p. 2006.
ENCARNAÇÃO, A. P. G. Geração de biodiesel pelos processos de transesterificação e
hidroesterificação, uma avaliação econômica. Dissertação (Mestrado). 144 p. Rio de
Janeiro: UFRJ/EQ, 2007.
ENCINAR, J. M. et al. Biodiesel Fuels from Vegetable Oils: Transesterification of Cynara
cardunculus L. Oils with Ethanol. Energy & Fuels, v. 16, n. 2, p. 443-450, 2002.
EPE - Empresa de Pesquisa Energética. Análise de conjuntura dos biocombustíveis:
Janeiro 2011 a Dezembro 2011. Ministério de Minas e Energia Ministro. Painel de
biocombustíveis. 2012. Disponível em:
<http://www.epe.gov.br/Petroleo/Documents/An%C3%A1lise%20de%20Conjuntura%2
0dos%20Biocombust%C3%ADveis%20-
%20boletins%20peri%C3%B3dicos/An%C3%A1lise%20de%20Conjuntura%20dos%2
0Biocombust%C3%ADveis%20%E2%80%93%20Ano%202011.pdf>. Acessado em
Julho de 2012.
FIRMINO, P. T.; WANDERLEY JÚNIOR, J. S. A.; SILVA, A. C.; SANTOS, D. C.;
SANTOS, F. N. Determinação das propriedades físicas de sementes de pinhão manso.
In. IV Congresso Brasileiro de Mamona & I Simpósio Internacional de Oleaginosas
Energéticas. 2010. João Pessoa – PB. Inclusão Social e Energia: Anais... Campina
Grande: Embrapa Algodão. p. 2025-2030.2010.
FOX, R.W.; MCDONALD, A.T. Introdução à mecânica dos fluidos. 4.ed. Rio de Janeiro:
Livros Técnicos e Científicos Editora S.A. 662p.1998.
FRANCESCHINI, A.S.; CORRÊA, P.C.; RAMOS, M.G. Determinação de algumas
propriedades físicas do milho, híbrido BR-201. Rev. Bras. de Armaz., Viçosa, MG,
v. 21, n. 1, p. 22-27, 1996.
FREEDMAN, B.; W.F. Kwolek, E.H. Pryde; J. Am. Oil Chem. Soc. 62. 663p. 1985.
FRUHWIRTH, G.O.; WENZL, T. EL-TOUKHY, R; WAGNER, F. S.; HERMETTER, A.
Fluorescence screening of antioxidant capacity in pumpkin seed oils and other natural
oils. Europe Journal of Lipid Science and Technology. Weinheim. V. 105, p. 266–274.
2003.
GALVÃO, L. P. F. de C; Avaliação Termoanalítica da Eficiência de Antioxidantesna
Estabilidade Oxidativa do Biodiesel de Mamona. Natal, Programa de Pós-Graduação
em Química, UFRN, Dissertação de Mestrado, 2007.

102
GARCIA, C. M. Transesterificação de óleos vegetais. Dissertação de mestrado.
Departamento de química inorgânica. Universidade Estadual de Campinas. 2006.
Disponível em: < http://biq.iqm.unicamp.br/arquivos/teses/vtls000386845.pdf>.
Acessado em Janeiro de 2013.
GAVA, A. J.; SILVA, C. A. B.; FRIAS, J. B. G. Tecnologia de alimentos: princípios e
aplicações. São Paulo: Nobel. 2008.
GILES, R.V. Mecânica dos fluidos e hidráulica. 2.ed. São Paulo:McGraw-Hill do Brasil
Ltda. 401p. 1980.
GOLDEMBERG, J. Energia, meio ambiente e desenvolvimento. Ed. Edusp. 234 p. São
Paulo. 1998.
GOMES, M. C. G.; SILVA, G. F.; SANTANA, C. R.; LEITE, N. S.; RODRIGUES, R. S.;
ARAUJO, N. A. Análise de íons no efluente de biodiesel tratado com moringa oleífera
Lam através de cromatografia iônica. 4 Simpósio Nacional de Biocombustíveis. Rio de
Janeiro – RJ. 2011.
GOMES, M. M. R. Produção de biodiesel a partir da esterificação dos ácidos graxos
obtidos por hidrólise de óleo residual de peixe. Dissertação (Mestrado em Tecnologia de
Processos Químicos e Bioquímicos). 76 p. Rio de Janeiro: UFRJ/EQ, 2009.
GONELI, A. L. D.; CORRÊA, P. C.; RESENDE, O.; REIS NETO, S. A. Estudo da
difusão de umidade em grãos de trigo durante a secagem. Ciênc. Tecnol. Aliment.,
Campinas, 27(1): 135-140. 2007.
GONELI, A.L.D., CORRÊA P.C., SILVA, F. S., MIRANDA, G.V. Efeito do teor de
impurezas nas propriedades físicas de sementes de milho. Resumos do 32º Congresso
Brasileiro De Engenharia Agrícola, Goiânia. p. 77. 2003.
GRANT, W. D. Life at low water activity. Philosophical Transactions of the Royal Society
– B. Biological Sciences. London, GB, v.359, p1249-1267. 2004.
GRATÃO, A. C. A.; BERTO, M. I.; SILVEIRA JÚNIOR, V. Reologia do açúcar líquido
invertido: influência da temperatura na viscosidade. Ciência e Tecnologia de Alimentos:
Campinas, v.24, n.4, p.652-656, 2004.
GREENSPAN, L. Humidity fixed points of binary saturated aqueous solutions. Journal of
Research of National Bureau of Satandards. A. Phiysks and Chemistry. Vol. 81a, n.1.
1977.
GUERRA, E. P.; FUCHS, W. Biocombustível renovável: uso de óleo vegetal em motores.
Rev. Acad., Ciênc. Agrár. Ambient., Curitiba, v. 8, n. 1, p. 103-112. 2010.

103
GÜRSOY, S.; GÜZEL; E. Determination of Physical Properties of Some Agricultural
Grains. Research Journal of Applied Sciences, Engineering and Technology 2(5): 492-
498, 2010.
IBGE - Instituto Brasileiro de Geografia e Estatística. Produção, venda, valor da produção
e área colhida da lavoura temporária por produtos da lavoura temporária, condição
produtor em relação às terras, grupos de atividade econômica, grupos de área total e
grupos de área colhida. 2006. Disponível em:
<http://www.sidra.ibge.gov.br/bda/tabela/protabl.asp?c=822&z=t&o=11&i=P>.
Acessado em Janeiro de 2013.
IBP - Instituto de Brasileiro de Petróleo, Gás e Biocombustíveis. Matérias-primas
Utilizadas na Produção Mensal de Biodiesel (2010). Informações e estatísticas de
indústria. 2013. Disponível em: >
http://200.189.102.61/SIEE/Relatorios/MateriasPrimasUtilizadasNaProducaoMensalDe
Biodiesel>. Acessado em Janeiro de 2013
INMETRO. Norma no NIE-DIMEL-039: Determinação de massa específica utilizando o
picnômetrono exame de mercadorias pré-medidas. Disponivel em:<
http://www.inmetro.gov.br/kits/niedimel022r01.doc> Acessado em Setembro de 2011.
KAYA, S. KAHYAOGLU, T. Thermodynamic properties and sorption equilibrium of
pestil (grape leather). Journal of Food Engineering, v. 71, n. 02, p. 200-207, 2005.
KNOTHE, G., GERPEN, V., KRAHL, J., Ramos, L. P. Manual de biodiesel. Sao Paulo:
Editora Blucher, 2006.
LAHSASNI, S.; KOUHILA, M.; MAHROUZ, M.; JAOUHARI, J.T. Drying kinetcs of
prickly pear fruit (Opuntia ficus indica). Journal of Food Engineering, London, v.61,
n.2, p.173-179, 2004.
LAZOS, E.S. Changes in pumpkin seed oil during heating. Grasas y Aceites. v.46, n. 4-5,
p. 233-39, 1995.
LEWICKI, P. P. Data and models of water activity. II. Solid foods. In. Rahman, M. S.
(Ed). Food properties handbook. 2. Ed. Boca Raton: CRC, 2009.
LIMA, A.G.B.; NEBRA, S. A.; QUEIROZ,M.R. Aspectos científico e tecnológico da
banana. Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.2, n.1, p.87-
101, 2000.
MA, F; HANNA, M. A. Biodiesel production: a review. Bioresource Technology, 1ed, v.
70, p1-15, out. 1999.

104
MACHADO, J. C. V Reologia e Escoamento de Fluidos: Ênfase na Indústria doPetróleo.
Editora Interciência, 1ª Ed. PETROBRAS. Rio de Janeiro, 2002.
MACHADO, J. C. V. Reologia, viscosidade e escoamento. Petrobras. SEREC/CENNOR.
Rio de Janeiro. 89p. 1996.
MANDARINO, J. M. G., ROESSING, A. C. Tecnologia para produção do óleo de soja:
descrição das etapas, equipamentos, produtos e subprodutos. Londrina: Embrapa Soja,
40. 2001.
MANSOUR, E.H. et al. Pumpkin and canola seed protein and bread quality. Acta
Alimentaria. v.28, p. 59-70. 1999.
MARCHETTI, J. M.; MIGUEL, V. U.; ERRAZU, A. F. Esterification of free fatty acids
using sulfuric acid as catalyst in the presence of triglycerides. Biomass and Bioenergy,
Oxford, v. 32, n. 9, p. 892-895. 2008.
MARQUES, T. C.; CARDOSO, M. G.; AMORIM, A. C. L.; GUIMARÃES, L. G. L.
PEREIRA, A, A.; AGUIAR, P. M.. Estudo fitoquímico da semente de abóbora
(Cucurbita Moschata Dush). In: I Congresso Brasileiro de Plantas Oleaginosas, Óleos
Vegetais e Biodiesel. 2004. Disponível em
:<http://oleo.ufla.br/anais_01/artigos/ANAIS_COMPLETO.pdf>. Acessado em
Novembro de 2011
MARTINAZZO, A. P.; CORRÊA, P. C.; RESENDE, O.; MELO, E. C. Análise e
descrição matemática da cinética de secagem de folhas de capim-limão. Revista
Brasileira de Engenharia Agrícola e Ambiental, Campina Grande, v. 11, n. 3, p. 301-
306. 2007.
MATSUURA, F.C.A.U. Estudo do albedo de maracujá e de seu aproveitamento em barra
de cereais. Tese de Doutorado. Campinas: UNICAMP/FEA. 89p. 2005.
MAZZA, G.; JAYAS, D.S. Equilibrium moisture characteristics of sunflower seeds, hulls,
and kernels. Transactions of ASAE, St. Joseph, v.34, n.2, p.534-538, 1991.
MCMINN, W. A. M.; AL-MUHTASEB, A. H.; MAGEE, T. R. A. Enthalpyentropy
compensation in sorption phenomena of starch materials. Journal of Food Engineering,
38:505–510. 2005.
MDA. Ministério do Desenvolvimento Agrário. O que é o Programa Nacional de Produção
e Uso do Biodiesel (PNPB)? Secretaria da Agricultura Familiar. 2013. Disponível em:
<http://www.mda.gov.br/portal/saf/programas/biodiesel/2286217>. Acessado em Março
de 2013.

105
MEC – Ministério da educação. Biodiesel. Série Cartilhas Temáticas. Secretaria de
educação profissional e tecnológica. Brasília. 2006. Disponível em:
http://portal.mec.gov.br/setec/arquivos/pdf/cartilha_biodiesel.pdf. Acessado em Junho
de 2012.
MEHER, L. C.; SAGAR, D. V.; NAIK, S. N. Technical aspects of biodiesel production by
transesterification: a review. Renewable and Sustainable Energy Reviews, New York, v.
10, n. 2, p. 248-268. 2006.
MELO, E. C.; LOPES, D. C.; CORRÊA, P. C. . GRAPSI - Programa Computacional para
o Cálculo das Propriedades Psicrométricas do Ar. Engenharia na Agricultura, Viçosa, v.
12, n.2, p. 145-154, 2004.
MIDILLI, A.; KUCUK, H.; YAPAR, Z. A. New model for single-layer drying. Drying
Technology, v.20, p.1503-1513, 2002.Mohapatra, D.; Rao, P.S. A thin layer drying
model of parboiled wheat. Journal of Food Engineering, London, v.66, n.4, p.513-518,
2005.
MME - Ministério de Minas e Energia. Boletim mensal dos combustíveis renováveis
Secretaria de Petróleo, Gás Natural e Combustíveis Renováveis. Departamento de
Combustíveis Renováveis. Ed no 59. Dezembro/2012. Disponível em
http://www.mme.gov.br/spg/galerias/arquivos/publicacoes/boletim_mensal_combustive
is_renovaveis/Boletim_DCR_nx_059_-_dezembro_de_2012.pdf . Acessado em Janeiro
de 2013.
MOHAPATRA, D.; RAO, P.S. A thin layer drying model of parboiled wheat. Journal of
Food Engineering. p.513-518, 2005.
MOHSENIN, N.N. Physical properties of plant and animal material. Gorson and Breach
Science Publishess. New York. 2 ed, 742p. 1978.
MOHSENIN, N.N. Physical properties of plant and animal materials. New York: Gordon
and Breach Publishers. 841p. 1986
MOREIRA, S. M. C.; CHAVES, M. A.; OLIVEIRA, L. M. Comparação da eficiência de
líquidos na determinação da massa específica aparente de grãos agrícolas. Revista
Brasileira de Armazenamento, Viçosa, v. 9, n. 1 e 2, p. 22-24, 1985.
MORETTO, E; FETT, R. Definição de óleos e gorduras: tecnologia de óleos gorduras
vegetais na indústria de alimentos. São Paulo. Varella. 144p. 1998
MOREY, V.; WILCKE, W.F.; MERONUCK, R.A. et al. Relationship between
equilibrium relative humidity and deterioration of shelled corn. Transactions of ASAE,
St. Joseph, v.38, n.4, p.1139-1145. 1995.

106
MUJUMDAR, A. S. Handbook of Industrial Drying. 3ª Edição. CRC, 2006.
MULET, A.; GARCYA-PASCUAL, P.; SANJUÁN, N.; GARCÝA-REVERTER,J.
Sorption isosteric heat determination by thermal analysis and sorption isotherms.Journal
of Food Science, v.64, n.1, p.64-68, 1999.
MURKOVIC, M et al. Variability of vitamin E content in pumpkin seeds (Cucurbita pepo
L.). Z Lebensm Unters Forsch. 1996.
NAKADA, P. G.; OLIVEIRA, J. A., MELO, L. C.; SILVA, A. A.; SILVA, P. A.,
PERINA, F. J.. Desempenho durante o armazenamento de sementes de pepino
submetidas a diferentes métodos de secagem. Revista Brasileira de sementes, vol. 32, nº
3 p. 042-05., 2010.
NAYAK, L.; PANDEY, J. P. Free energy change and monolayer moisture content of
paddy and milled rice. Journal of the Institution of Engineers, 80:43–45. 2000.
NOUREDDINI; Hossein. System and process for producing biodiesel fuel with reduced
viscosity and a cloud point below thirty-two (32) degrees Fahrenheit. USPTO Patent
Full. Patent n° 6.174.501. p. 4-14. 2001.
OETTERER, M.; REGITANO-D’AR , M. A. .; SPOTO, M. H. . undamentos de
Ciência e Tecnologia de Alimentos. Barueri, SP: Manole, 612. 2006.
OKADA, M. et al. Fundamentos sobre secagem de sólidos. In: AGUIRRE, J. M,
GASPARINO FILHO, J.(Ed.). Desidratação de frutas e hortaliças. Campinas: ITAL. p.
1.1-1.10. 2002.
OLIVEIRA, D. E. C ; RESENDE, O.; SMANIOTTO, T. A. S. ; CAMPOS, R. C. ;
CHAVES, T. H. Cinética de secagem dos grãos de milho. Revista Brasileira de Milho e
Sorgo, v.11, n.2, p. 190-201. 2012.
OLIVEIRA, D. E. C.; RESENDE, O; SMANIOTTO, T. A. S; SOUSA, K. A.; CAMPOS,
R. C. Propriedades termodinâmicas de grãos de milho para diferentes teores de água de
equilíbrio. Pesq. Agropec. Trop., Goiânia, v. 43, n. 1, p. 50-56. 2013.
OLIVEIRA, J. L. Caracterização Físico-Química de Misturas de Combustíveis. 2003.107 f.
Dissertacao de Mestrado. PGMEC. Universidade Federal Fluminense – Niteroi, 2003.
ORDÉÑAS, J. A. Tecnologia de alimentos: componenses dos alimentos e processos. Trad.
F. Murad. Porto Alegre: Artmed. V. 1. 294p. 2005.
OZARSLAN, C. Physical Properties of Cotton Seed. Biosystems Engineering, v.83, n.2,
p.169-174, 2002.
OZDEMIR, M.; DEVRES, Y. O. The thin layer drying characteristics of hazelnuts during
roasting. Journal of Food Engineering, v. 42, n. 04, p. 225-233, 1999.

107
PABIS, S.; JAYAS, D.S.; CENKOWSKI, S. Grain drying: theory and practice. New York:
John Wiley & Sons, Inc. 303p. 1998.
PANCHARIYA, P. C.; POPOVIC, D.; SHARMA, A. L. Thin-layer modeling of black tea
drying process. J. Food Eng. 52(4):349-357. 2002
PARENTE, E. de S.. Biodiesel: Uma Aventura Tecnológica Num País Engraçado. Tecbio.
Fortaleza. 2003.
PARK, K. J. B; PARK, K. J, CORNEJO, F. E. P; DAL FABBRO, I. M. D. Considerações
temodinâmicas das isotermas. Review. Revista Brasileira de Produtos Agroindustriais,
Campina Grande, v.10, n.1, p.83-94, 2008.
PARK, K. J.; VOHNIKOZA, Z.; BROD, F. P. R. Evaluation of drying parameters and
desorption isotherms of garden mint leaves (Mentha crispa L.). Journal of Food
Engineering, Davis, v.51, n.3, p.193-199, 2002.
PARK, K. J; LEITE, J. T. C. Reologia. Disponível em
:<ftp://ftp.agr.unicamp.br/pub/disciplinas/fa-20/.Reologia. UNICAMP>. Acesso em
Agosto de 2010.
PARRA, R.G.C.; DUAILIBI, S.R. Uso de alimentos funcionais: os principais e as
quantidades necessárias para se obter o apelo de saudabilidade. In: Torres, E.A.F.S.
(ed.) Alimentos do milênio: importância dos transgênicos, funcionais e fitoterápicos
para a saúde. São Paulo: Signus Editora. cap. 1, p.1-14. 2004.
PEREIRA, E.A.; QUEIROZ, A.J.M.; FIGUEIRÊDO, R.M.F. Comportamento reológico de
mel da abelha uruçu (Melípona scutellaris, L.). Revista Ciências Exatas e Naturais:
Guarapuava, v.5, n.2, p. 179-186, 2003.
PINTO, A. C. et al. Biodiesel: na overview. J. Braz. Chem. Soc. V. 16, p. 1313-1330,
2005.
PNA. Plano Nacional de Agroenergia. Disponivel
em:<http://www.scribd.com/doc/7069355/Sumario-Executivo-Plano-Nacionalde-
Agroenergia> Acesso em: 03 de fevereiro de 2011.
PORTAL DO BIODIESEL. Matérias-Primas para produção de Biodiesel. 2012.
Disponível em: < http://www.biodieselbr.com/plantas/oleaginosas/index.htm>.
Acessado em Junho de 2012.
PORTELLA, J. A.; EICHELBERGER, L. Secagem de grãos. Passo Fundo: Embrapa
Trigo. 194 p. 2001.
POTTER, M. C.; WIGGERT, D. C. Mecânica dos fluidos. Tradução da 3ª edição Norte-
Americana. São Paulo: Cengage Learning. 2010.

108
PUMAR, M.; SAMPAIO, C.R.P.; FREITAS, M.C.J. Estudo comparativo das abóboras
baiana (Cucurbita moschata) e moranga (Cucurbita maxima): frações e composição
química das farinhas de semente. In: Simpósio Latino Americano de Ciência de
Alimentos, 6, 2005, Campinas. Anais… Campinas: Universidade Estadual de
Campinas, 2005. CD Rom.
RAZAVI, S. M. A; EMADZADEH, B; RAFE, A.; AMINI, A. M. The physical properties
of pistachio nut and kernel as a function of moisture content and variety: Part I.
Geometrical properties. Journal of Food Engineering. V. 81, p. 209-217. 2007.
RESENDE, O.; ARCANJO, R. V.; SIQUEIRA, V. C.; RODRIGUES, S. Modelagem
matemática para a secagem de clones de café (Coffea canephora Pierre) em terreiro de
concreto. Acta Scientiarum. Agronomy, Maringá, v. 31, n. 2, p. 189-196. 2009.
RESENDE, O; CORRÊA, P. C.; GONELI, A. L. D.; CECON, P. R. Forma, tamanho e
contração volumétrica do feijão durante a secagem. Revista Brasileira de Produtos
Agroindustriais, Campina Grande, v.7, n.1, p.15-24. 2005.
RESENDE, O; CORRÊA, P. C.; GONELI, A. L. D.; CECON, P. R. Forma, tamanho e
contração volumétrica do feijão (Phaseolus vulgaris l.) durante a secagem. Revista
Brasileira de Produtos Agroindustriais, Campina Grande, v.7, n.1, p.15-24. 2005.
RIBEIRO, L.D. et al. Cálculo de viscosidade de misturas não eletrolíticas. In: VI
Congresso Brasileiro de Engenharia Química Em Iniciação Científica, 2005, Campinas.
Disponível em: < http://www.feq.unicamp.br/~cobeqic/ttd07.pdf > . Acessado em
Outubro de 2011.
RIZVI, S. S. H. Thermodynamic properties of foods in dehydration. In: RAO, M. A.;
RIZVI, S. S. H. Engineering properties of foods. New York: Academic Press. p. 223-
309. 1995.
ROMERO-PEÑA, L. M.; KIECKBUSCH, T. G. Influência de condições de secagem na
qualidade de fatias de tomate. Brazilian Journal of Food Technology, Campinas, v.6,
n.1, p.69-76, 2003.
RUBATZKY, V.E.; YAMAGUCHI, M. World vegetables: Principles, production, and
nutritive values. 2.ed. New York: Chapman & Hall. 843p. 1999.
SÁ FILHO, H. L. de; ROTEMBERG, B.; ALBUQUERQUE, S. F. de; MENDONÇA, M.
C. de; MEDEIROS, P. R. da S. Diagnóstico da viabilidade técnica de utilização dos
óleos vegetais brasileiros como combustíveis e lubrificantes. Informativo INT,v. 12,
n.22, 1979.

109
SAHOO, P.K.; SRIVASTAVA, A.P. Physical Properties of Okra Seed. Biosystems
Engineering, v.84, n.4, p.441-448. 2002.
SANT’ANNA, . .; OA NT RA, . . .; K NRAD , . G.; TRAMONT , . .;
MENDES, R. H.; PIETRO, P. F.. Avaliação da composição química da semente de
abóbora (cucurbita pepo) e do efeito do seu consumo sobre o dano oxidativo hepático
de ratos (rattus novergicus). Anais da 58ª Reunião Anual da SBPC. Florianópolis, SC.
2006. Disponível em:
<http://www.sbpcnet.org.br/livro/58ra/SENIOR/RESUMOS/resumo_541.html>.
Acessado em Novembro de 2011.
SANT'ANNA, L. C. Avaliação da composição físico-química da semente de abóbora
(Curcubita pepo) e do efeito do seu consumo sobre o dano oxidativo hepático de ratos
(Rattus novergicus). 2005. 69. Dissertacão. Universidade Federal de Santa Catarina.
Florianopolis. 2005.
SANTOS, J. C. O.; SANTOS, I. M. G.; SOUZA, A. G. Effect of heating and cooling on
rehological parameters of edible vegetable oils. Journal of Food Enginnering, v. 67, n.
4, p. 401-405, 2005.
SAUER, D.B. Storage of Cereal Grains and Their Products. Fourth Edition. Ed. American
Association of Cerial, Inc. 1992, p. 615. 1995.
SCHNEIDER, F. H. Zur extraktiven lipid-freisetzung aus pflanzlichen zellen. Fette Seifen
Antstrichmittel, Hamburgo, 82(1), 16-23. 1980.
SCHRAMM, G. Reologia e Reometria. Fundamentos Teóricos e Práticos.Ed. Artliber
2006.
SCHWAB, A.W.; G.J DYKSTRA, E. SELKE, S.C. SORENSON, E.H PRYDE; J. Am.
Oil Chem. Soc. 65. 1781p. 1988.
SHARMA, R; CHISTI, Y.; BANERJEE, U. C. Production, purification, characterization,
and applications of lípases. Biotechol Adv, v. 19; p. 627-662, 2001.
SILVA M. M.; GOUVEIA, J.P.G. DE; ALMEIDA, F. DE A.C.. Dessorção e calor
isostérico em polpa de manga. Revista Brasileira de Engenharia Agrícola e Ambiental,
v.6, n.1, p.123-127. 2002.
SILVA, F. S.; CORRÊA, P. C., AFONSO JÚNIOR, P. C.; GONELI, A. L. D. Influência
do teor de umidade na velocidade terminal de grãos de sorgo e milheto. Revista
Brasileira de Milho e Sorgo, v.2, n.3, p.143-147. 2003.

110
SOARES, J. B. Curvas de secagem em camada fina e propriedades físicas de soja
(Glycine max L.). Dissertação de Mestrado. 91p. Universidade Federal de Viçosa,
Viçosa, MG. 1986.
SOKHANSANJ, S.; YANG, W. Revision of the ASAE standard D245.4: moisture
relationships of grains. Transactions of the ASAE, St. Joseph, 39(2): 639-642, 1996.
SOUSA, K. A.; RESENDE, O.; CHAVES, T. H.; COSTA, L .M. Cinética de secagem do
nabo forrageiro (Raphanus sativus L.). Revista Ciência Agronômica, Fortaleza, v. 42, n.
4, p. 883-892, 2011.
STATSOFT. Statistica for Windows computer program manual. Tulsa: StatSoft, 2004.
Disponível em: < http://www.statsoft.com/#>. Acessado em Junho de 2011.
TABAK, S.; WOLF, D. Aerodynamics properties of cottonseeds. Journal of Agricultural
Engineering Research, Silsoe, v.70, n.3, p.257-265. 1998.
TASHTOUSH, G.; M.I. AL-WIDYAN, A.O. AL-SHYOUKH, Appl. Therm. Eng. 23 .
285. 2003.
TEIXEIRA, G. V. Avaliação das perdas qualitativas no armazenamento da soja.
Dissertação de Mestrado. Faculdade de Engenharia Agrícola – FEAGRI. Campinas,
2001.
TEIXEIRA, L. P.; ANDRADE, E. T; ESPÍNDOLA, J. Z.; PEREIRA, R. G. Determination
of hygroscopic equilibrium and the isosteric heat of bagasse of sugar cane. 14th
Brazilian Congress of Thermal Sciences and Engineering. Rio de Janeiro - RJ. 2012.
TELIS, V. R. N.; GABAS A. L.; MENEGALLI F. C.; TELIS-ROMERO, J. Water
sorption thermodynamic properties applied to persimmon skin and pulp.
Thermochimica Acta, Higashi-Hiroshima, v. 343, n. 1-2, p. 49-56, 2000.
THYS, R. C. S. et al. Adsorption isotherms of pinhão (Araucaria angustifolia seeds) starch
and thermodynamic analysis. Journal of Food Engineering, Londres, v. 100, n. 3, p.
468-473, 2010.
TOLMASQUIM, M.T. Fontes renováveis de energia no Brasil. Rio de Janeiro:
Interciência, 2003.
TRIPATHI, A. K., IYER, P. V. R., KANDPAL, T. C. A techno-economic evaluation of
biomass briquetting in India. Biomass and Bioenergy. Vol 14. nr 5/6. p 479-488. Great
Britain. 1998.
TRUCOM, C. A importância da linhaça na saúde. 1.ed. São Paulo: Alaúde. 152p. 2006.
TRZECIAK, M. B.; NEVES, M. B.; VINHOLES, P. S.; LIMA, N. B. ; VILLELA, F. A.
Processos de produção de biodiesel utilizados no Brasil. XVII CIC e X ENPOS de Pós

111
graduação. Conhecimento sem fronteiras. Novembro, 2008. Disponível em:
<http://www.ufpel.edu.br/cic/2008/cd/pages/pdf/CA/CA_01951.pdf>. Acessado em
Janeiro de 2013.
URIOSTE, D. Produção de biodiesel por catálise enzimática do óleo de babaçu com
alcoóis de cadeia curta. Dissertação de Mestrado. Faculdade de Engenharia Química de
Lorena, Lorena. 2004.
VARGAS, R. M.; SCHUCHARDT, U.; SERCHELI, R.; Journal Brazilian Chemists
Society, 9 (1): 199, 1998.
VERONEZI, C. M.; JORGE, N. Aproveitamento de sementes de abóbora (Cucurbita sp)
como fonte alimentar. Revista Brasileira de Produtos Agroindustriais, Campina Grande,
v.14, n.1, p.113-124. 2012.
VIDAL, M.D. Potencial fisiológico e tamanho de sementes de abóbora. Dissertação de
Mestrado. Santa Maria: UFSM/Faculdade de Agronomia,. 59p. 2007.
VIEIRA, S. S. Produção de bodiesel via esterificação de ácidos graxos livres utilizando
catalizadores heterogêneos ácidos. Dissertação (mestrado). 117 p. Lavras: UFLA. 2011.
WANG, N.; BRENNAN, J.G. Moisture sorption isotherm characteristics of potatoes at
four temperatures. Journal of Food Engineering, v.14, n.1. 1991.
WOLF, M. WALKER, J. E. KAPSALIS, J. G. Water sorption hysteresis in dehydrated
food. Journal os agricultural food chemistry. V. 20. P. 1073-1077. 1972.
YOUNG, V. Processing of oils and fats. Hamilton, R. J. & Bhati, A. Fats and oils:
chemistry and technology. Londres, Appl. Sci. Publ, 135-165. 1980.
ZANINI, H. L. H. T.; DUARTE, M. E. M.; CAVALCANTI MATA, M. E. R. M.;
PIMENTEL, L. W. Influência do tamanho e da forma da coluna de queda na velocidade
terminal de grãos de milho e feijão. Revista brasileira de produtos agroindustriais,
campina grande, v.10, n.1, p.53-61, 2008. Disponível em:
<http://www.deag.ufcg.edu.br/rbpa/rev101/Art1017.pdf> . Acessado em Dezembro de
2012.
ZITTER, T.; HOPKINS, D.L.; THOMAS, C.E. Compendium of cucurbit diseases.
Minnesota: APS Press. 148 p. 1998.