project: magforming - trimis.ec.europa.eu · proposal for forging: compressor wheels lts...
TRANSCRIPT

Sixth Framework Programme [Aeronautics and Space]
Project: MAGFORMING
Development of new Magnesium Forming Technologies for the Aeronautics Industry
Introduction: The main and a permanent challenge for aircraft manufacturers and systems/equipments suppliers are to reduce the weight of the components. For metallic parts aluminium alloys are today's first choice – some are also made of Titanium or steel – but composites are more and more coming up. Hence, one goal is to replace aluminium alloys by magnesium, which would yield a mass reduction of about 30% – if the Mg alloy offers the same mechanical properties compared to the Al solution. Consequently the main objectives of the end users are to achieve better performance for the aircraft, i.e. higher payload capacity or lower operating costs (e.g. 2.86 kg/h of fuel saving per 100kg weight reduction for an A330 aircraft).
Workpackage 2: Specifications and Requirements This workpackage provides input for the workpackages 3 to 7 by suggesting potential applications for Magnesium alloys regarding the different forming technologies based on the relevant specifications and standards (Deliverable 2.1). The proposals will be discussed in regard to their feasibility to achieve the aeronautic requirements. A selection will be made taking into account potential economic advantages in regard to the conventional solutions, to be documented in Deliverable 2.2. The available alloys and conditions (temper, semi-finished product form) will be screened and the best suitable ones for the different applications and special process requirements will be selected. According to the selection of parts (D 2.2), suitable alloys will be identified, resulting in the decision on certain demonstrators to be realised by the various forming technologies. The concepts for demonstrator developments will be described in Deliverable 2.3.

Deliverable 2.1: List of specifications and standards of proposed parts. The goal of this project is to provide lighter and probably economically feasible solutions using Magnesium alloys in order to compete with today's Aluminium (or even Titanium and steel) applications. According to the objectives, the first target is to achieve weight reductions by the lower density of Magnesium, challenging parts made of low to medium strength Aluminium or even steel alloys, properties see table below: Material 2618A
(T6) 2024 (T3)
AS7G0.6 (T6)
AU5NKZr (T6)
Z10 CNT 18-11 (AISI 321)
6081 (T6 )
5086 (H111)
Ultimate Strength (Mpa)
410 410 280 220 490 - 690 280 240
Yield Strength (Mpa)
340 340 220 180 220 240 100
Elong. % 6 6 2 1 40 10 16
Furthermore additional specific properties at elevated temperatures or concerning fatigue and damage tolerance behaviour may be necessary depending on the application. The following applications have been proposed by the partners.
2.1.1 Parts proposed by Liebherr Aerospace Toulouse LTS: LTS deals typically with parts from the Air Conditioning System, e.g. air condition pack: Typical parts from this assembly are the turbomachine, the heat exchanger, the condenser and the reheater, whereas a further requirement is the working environment subjected to elevated temperatures of up to 250°C.
Heat exchangerTurbomachineReheater
Condensor
Waterextractor
Heat exchangerTurbomachineReheater
Condensor
Waterextractor
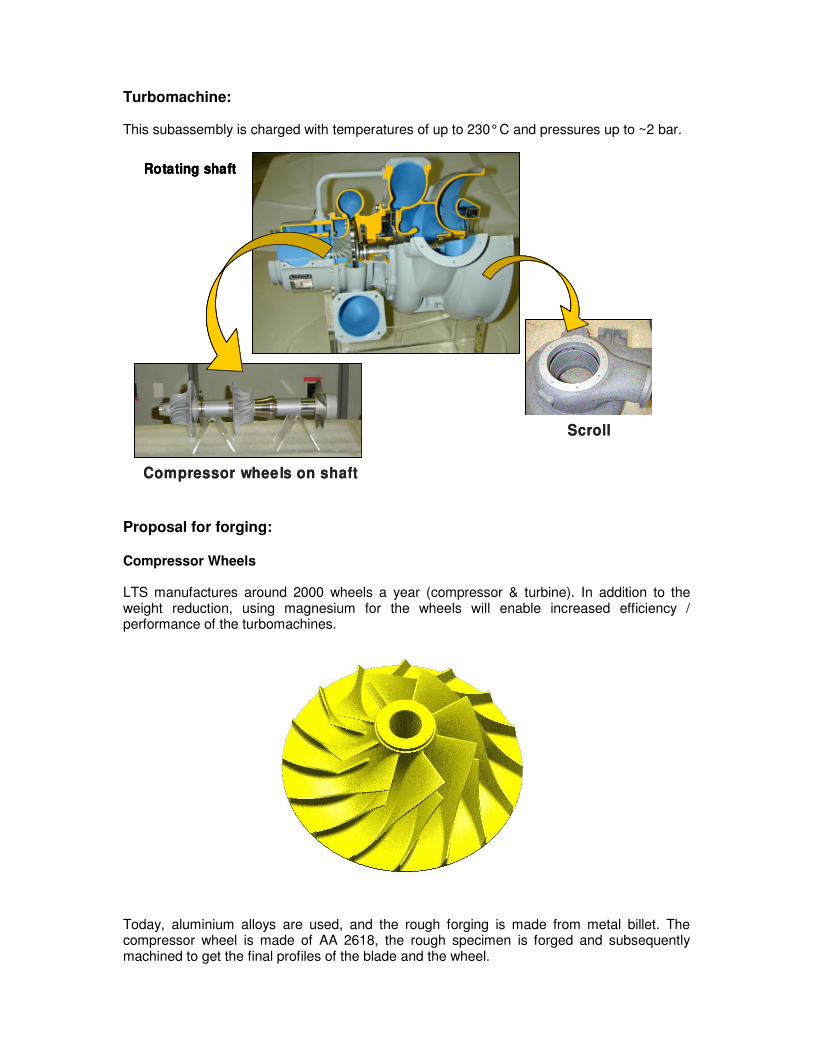
Turbomachine: This subassembly is charged with temperatures of up to 230° C and pressures up to ~2 bar.
Proposal for forging: Compressor Wheels LTS manufactures around 2000 wheels a year (compressor & turbine). In addition to the weight reduction, using magnesium for the wheels will enable increased efficiency / performance of the turbomachines. Today, aluminium alloys are used, and the rough forging is made from metal billet. The compressor wheel is made of AA 2618, the rough specimen is forged and subsequently machined to get the final profiles of the blade and the wheel.
S tatic componentsRotating shaft
Compressor wheels on shaft
Scroll
S tatic componentsRotating shaft
S tatic componentsRotating shaft
Compressor wheels on shaft
Scroll

The forging process leads to a fibre structure that increases the mechanical properties, enhances the mechanical behaviour against the centrifugal stresses, minimizes the deformations and limits the creeping of the material.
Proposals for deepdrawing: Compressor Scroll The compressor scrolls are currently made by deep drawing and welding (steel or Aluminium) and are subjected to hot air environment (up to 230°C). Maximum relative pressure is about 1.8 bar and forming tolerances of 0.2 mm have to be achieved. The part must meet the flammability resistance according to JAR/FAR Part 25 and Airbus ABD 0031. Furthermore resistance to 300 h salt spray testing and certain aircraft fluids (Kerosene, oil, Skydrol, de-icing fluids) are mandatory. Forming could be done by deep drawing or super plastic forming.
Componentsweldedtogether
Componentsweldedtogether
Heat exchanger
4 Reheater / Condenser with
various Headers:

Reheater/Condenser: Another component made currently by deep drawing of single header parts (Al 6082) and welded together with Al core parts is the reheater/condenser. This component is loaded with hot air of temperatures up to 200° C and pressures up to 12 bars. Resistance to corrosion (160 h SST) and aeronautic fluids (kerosene, skydrol, oils, de-icing) is required. The geometrical tolerance should be within 0.1 mm.
Proposal for hydroforming: Bleed Air Valve The bleed air valve is currently made by hydro forming of stainless steel. Standard operation conditions are –55° to 200° C at 3 bar (air). Corrosion resistance (300 h SST) and compatibility to aeronautic fluids (kerosene, skydrol, oils, de-icing) is required. The deviation from the stated tolerances and cylindricity should not exceed 0.1 mm and a surface roughness Ra below 0.1 mm is required.

2.1.2 Parts proposed by Israel Aviation Industry IAI: Proposal for roll bending: G 100 side panel (white) o Material today: 2024 T3 or T42 o UTS: 414 MPa, YS: 303 MPa, o Min. skin thickness: 1.2 mm o Tolerance requirements: +/- 0.2 mm o Sizing criteria: fatigue
Proposed Forgings: Emergency door panel (G 150) o Material today: AA 7075 T73 o UTS: 434 MPa, YS: 338 MPa, o Size: 682 X 503 mm, o Min. skin thickness: 1.5 – 2.0 mm o Tolerance requirement: +/- 0.2 mm o Sizing criteria: fatigue

Aileron Hinge (G 200) o Material today: AA 7075 T7351 o UTS: 434 MPa, YS: 338 MPa, o Original plate thickness: 63 mm o Min. thickness of part: 1.6 mm o Sizing criteria: fatigue
Proposal for padforming: Leading edge ribs o Material today: 2024 T 42 o UTS: 434 MPa, YS: 338 MPa, o Min. skin thickness: 0.8 mm o Tolerance requirements: 0.2 mm o Sizing criteria: static stress
Trailing edge ribs o Material today: 7075 T 76 o UTS: 455 MPa, YS: 386 MPa, o Min. skin thickness: 1.6 mm o Tolerance requirements: +/- 0.2 mm o Sizing criteria: stiffness & strength

Proposal for deep drawing: UAV Air Inlet o Status: concept phase o Material: tbd o Size: tbd o Min. skin thickness: tbd o Tolerance requirements: tbd o Sizing criteria: tbd
Proposal for Super Plastic Forming: G 200 Rear Door o Material today: 6061 or 5083-O o UTS: 276 MPa, YS: 124 MPa, o Size:1170 X 1240 mm o Min. skin thickness: 0.6 mm o Tolerance requirements: +/- 0.25 mm o Sizing criteria: stiffness o

2.1.3 Parts proposed by Airbus: Proposed Forgings: A340 Window Frame: Requirements: Mechanical properties (LT) (AA 7175): UTS: 465 Mpa, YS: 400 Mpa, Elongation: 4%, Hardness HB: 140 Grain flow direction acc. to sketch Internal defects must not exceed the limits as specified in AMS-STD-2154 class A Dimension and tolerances acc. to drawing Areas of impact and cracks are not acceptable Misalignment of die: max. 1 mm A380 Door Stop Fitting Requirements: Mechanical properties: 3.4364 T73 (AA 7075): UTS: 425 Mpa, YS: 365 Mpa, Elongation: 3%, Dimension and tolerances acc. to drawing Areas of impact and cracks are not acceptable

Proposal for Padforming part: Padforming Reference Part Contains all process difficulties; to be used for formability tests on various Magnesium alloys; sheet thickness: 1-2 mm tbd
Proposal for Super Plastic Forming Wastewater Panel: General Requirements: Ti6Al4V (UTS: 920 MPa; YS: 870 MPa; E: 10%); good corrosion resistance; sheet thickness ~2mm;

2.1.4 Additional proposed parts: Creep forming part proposed by EADS Approach: - FSW/LBW on flat panel - Heat treatment after welding - No spring back, no residual stresses, no distortions Double-curved geometries possible Demo part size: ~1000 x 1000 mm Properties of reference Al-panel: UTS: 360 MPa, YS: 280 MPa, Elongation: 8%, Fatigue: 150 MPa Fatigue Crack Growth: ≥ 2024 Deepdrawing: Antenna support (Eurocopter) Material today: 5086 Size: appr. 500 x 350 x 300 mm Min. skin thickness: 1.2 mm Tolerance requirements: tbd
Temperature and
Atmospheric pressure and
Vacuum
3. Kriechumform en
Vacuum
Temperature and
Atmospheric pressure and
Vacuum
Vacuum
T,t
Creep Forming Process
Temperature and
Atmospheric pressure and
Vacuum
3. Kriechumform en
Vacuum
Temperature and
Atmospheric pressure and
Vacuum
Vacuum
T,t
Temperature and
Atmospheric pressure and
Vacuum
3. Kriechumform en
Vacuum
Temperature and
Atmospheric pressure and
Vacuum
Vacuum
T,t
Creep Forming Process