proposal ta (0220130033)
DESCRIPTION
Rancang bangunTRANSCRIPT
POLITEKNIK MANUFAKTUR ASTRA
RANCANG BANGUN MESIN AUTO BLOW PADA LINE
BRAKE DRUM DAIHATSU LUXIO MENGGUNAKAN PLC
FX-30 MR MITSUBISHI DI PT AISIN TAKAOKA
INDONESIA
PROPOSAL TUGAS AKHIR
Disusun oleh:
AFIF MUSHLIHUDDIN
0220130033
PROGRAM STUDI
TEKNIK PRODUKSI DAN PROSES MANUFAKTUR
KONSENTRASI MEKATRONIKA
POLITEKNIK MANUFAKTUR ASTRA
2015
i
1 ABSTRAK
Politeknik Manufaktur Astra
Program Studi Teknik Produksi dan Proses Manufaktur
Tugas Akhir DIII - Tahun 2015/2016
RANCANG BANGUN MESIN AUTO BLOW PADA LINE BRAKE
DRUM DAIHATSU LUXIO MENGGUNAKAN PLC PLC FX-30 MR
MITSUBISHI DI PT AISIN TAKAOKA INDONESIA
AFIF MUSHLIHUDDIN
0220130033
Abstrak
PT Aisin Takaoka Indonesia merupakan industri manufaktur yang bergerak dalam bidang pembuatan komponen otomotif, komponen-komponen yang diproduksi diantaranya yaitu : brake drum, pressure plate, steering knuckle, disc rotor, wheel hub, exhaust manifould. Pada tahun 2015 PT. Aisin Takaoka Indonesia mempunyai project untuk efisiensi kinerja operator dan menambah hasil produksi pada line Brake Drum Daihatsu Luxio. Pada line Brake Drum Daihatsu Luxio masih terdapat proses blowing manual yang menghabiskan waktu 16 detik. Proses blowing ini dilakukan untuk menghilangkan honing liquid yang didapat dari proses sebelumnya. Disamping itu proses blowing manual mengakibatkan area kerja menjadi kotor dan licin .Oleh sebab itu penulis dan tim Machining Produksi PT. Aisin Takaoka Indonesia melakukan improvement dengan mengubah kerja blowing manual menjadi kerja mesin Auto Blow dengan sistem kontrol menggunakan PLC. Dengan dibuatnya mesin Auto Blow tersebut dapat menghilangkan proses kerja blowing manual. Sehingga line dapat menambah hasil produksi perjamnya dan penurunan waktu kerja manual sebanyak 16 detik .
Kata kunci : Blowing manual, Auto blow ,PLC
ii
DAFTAR ISI
ABSTRAK.........................................................................................................................................ii
DAFTAR ISI.....................................................................................................................................iii
BAB I.................................................................................................................................................1
1.1 Latar Belakang..........................................................................................1
1.2 Perumusan Masalah...................................................................................2
1.3 Pembatasan Masalah.................................................................................2
1.4 Tujuan dan Manfaat...................................................................................2
1.4.1 Tujuan................................................................................................2
1.4.2 Manfaat..............................................................................................3
1.5 Luaran Yang Diharapkan..........................................................................3
1.6 Sistematika Penulisan................................................................................3
BAB II ..........................................................................................................................................4
2.1 Pengertian Blowing....................................................................................4
2.2 Programmable Logic Controller (PLC)....................................................4
2.2.1 Pengertian PLC.......................................................................................4
2.2.2 Prinsip Kerja PLC...................................................................................5
2.2.3 Perangkat Keras PLC..............................................................................6
2.2.4 Bahasa Pemrograman PLC.....................................................................6
2.3 Synchronous motor....................................................................................9
2.3.1 Pengertian Synchronous Motor...............................................................9
2.3.2 Kontruksi Synchronous motor..............................................................10
iii
2.4 Pneumatik................................................................................................11
2.4.1 Pengertian Pneumatik...........................................................................11
2.4.2 Keuntungan dan Kerugian Sistem Pneumatik......................................11
2.4.3 Macam – Macam Komponen Pneumatik..............................................12
BAB III.............................................................................................................................................14
3.1 Observasi Lapangan................................................................................14
3.2 Studi Kepustakaan...................................................................................14
3.3 Wawancara..............................................................................................14
3.4 Pembuatan Alat.......................................................................................14
DAFTAR PUSTAKA.......................................................................................................................15
2
iv

v
3 BAB I
4 PENDAHULUAN
1.1 Latar Belakang
PT Aisin Takaoka Indonesia yang beralamat di Jl.
Maligi III Lot H 1-5 kawasan industri Karawang International
Industry City (KIIC) merupakan industri manufaktur yang
bergerak dalam bidang pembuatan komponen otomotif.
Perusahaan ini pertama kali didirikan pada tahun 1996 dan
mulai berproduksi pada tahun 1997, komponen yang
diproduksi antara lain yaitu : brake drum, pressure plate,
steering knuckle, disc rotor, wheel hub, exhaust manifould
yang di supply ke berbagai perusahaan otomotif seperti TMMIN,
ADM, dan HINO.
PT. Aisin Takaoka Indonesia terdiri dari beberapa
departemen untuk menunjang proses produksi salah
satunya yaitu departemen machining. Departemen
machining merupakan departemen yang didalmanya
terdapat proses permesinan yang memproses part–part
finish good dari departemen casting atau yang dikirim dari
suplyer. Part–part tersebut diproses dan dibentuk
menggunakan berbagai macam proses permesinan sesuai
dengan permintaan customer. Departemen machining itu
sendiri terbagi kedalam 4 bagian yaitu bagian machining,
painting, assembling dan metal forming.
Pada praktek kerja industri di PT. Aisin Takaoka Indonesia, penulis
ditempatkan di bagian Machining Departement. Pada departement tersebut
ditahun 2015 ini sedang ada suatu project penambahan produktivitas dan
efisiensi kinerja operator. Ada beberapa proses kerja manual pada
Machining Departement yang memakan waktu lebih dari 10 detik, salah
satunya adalah proses blowing manual pada line brake drum daihatsu
luxio. Pada line ini terdapat beberapa proses kerja mesin dan proses kerja
1
manual. Proses kerja mesin diantaranya adalah proses turning,
milling ,honing ,balancing, dan measuring sedangkan proses kerja manual
diantaranya adalah proses blowing, chamfering, visual check.
Proses blowing adalah proses pembersihan part dari honing liquid
yang didapat dari proses honing. Pada proses ini operator harus
menghilangkan honing liquid yang sangat pekat dan itu membutuhkan
waktu 16 detik agar part bersih dari honing liquid .Disamping itu proses
blowing manual ini menyebabkan lingkungan pada line brake drum
daihatsu luxio menjadi kotor dan licin.
Berdasarkan latar belakang diatas, penulis hendak
mengangkat permasalahan tersebut menjadi tema dalam
pembuatan tugas akhir. Penulis memberi judul tugas akhir
ini dengan judul “RANCANG BANGUN MESIN AUTO
BLOW PADA LINE DAIHATSU LUXIO MENGGUNAKAN
PLC PLC FX-30 MR MITSUBISHI DI PT. AISIN
TAKAOKA INDONESIA” .
1.2 Perumusan Masalah
Berdasarkan latar belakang yang ada maka perumusan masalah
pada tugas akhir ini adalah :
1. Bagaimana membuat sistem kerja mesin auto blow
2. Bagaimana merancang sistem dan membuat sistem kendali
mesin auto blow menggunakan PLC
3. Bagaimana memprogram sistem kendali auto blow
menggunakan PLC
1.3 Pembatasan Masalah
Penulisan tugas akhir ini dibatasi oleh beberapa hal, yaitu :
1. Membahas pembuatan program
2. Membahas wiring sistem kontrol mesin auto blow
3. Tidak membahas perhitungan mekanik mesin auto blow
4. Tidak membahas biaya pembuatan mesin auto blow
2
5. Tidak membahas perhitungan arus mesin auto blow
1.4 Tujuan dan Manfaat
1.4.1 Tujuan
1. Mengeliminasi kerja blowing manual
2. Mempercepat cycle time pada line brake drum daihatsu
luxio
1.4.2 Manfaat
1. Produktivitas meningkat
2. Menambah keuntungan perusahaan
3. Kerja operator menjadi lebih efisien
1.5 Luaran Yang Diharapkan
1. Dapat meningkatkan produktivitas
2. Menghasilkan mesin auto blow yang dapat bekerja otomatis
3. Cycle time pada line brake drum menjadi lebih cepat
4. Lingkungan pada line brake drum menjadi lebih bersih
1.6 Sistematika Penulisan
Penulisan proposal tugas akhir ini dibagi menjadi tiga bab yang
disusun berdasarkan judul penulisan proposal tugas akhir di atas. Tiga bab
tersebut adalah sebagai berikut:
Bab I Pendahuluan. Berisi latar belakang, perumusan masalah,
pembatasan masalah, tujuan dan manfaat, metode penelitian, dan
sistematika penulisan.
Bab II Landasan Teori. Berisi tentang landasan teori berupa
pengertian – pengertian komponen yang digunakan pada tugas akhir ini
seperti PLC, motor induksi tiga fasa, air blow, serta komponen pendukung
lainnya dalam pembuatan mesin auto blow.
3
Bab III Metodologi Penelitian. Berisi langkah – langkah
penelitian yang digunakan untuk memecahkan masalah dan mencapai
tujuan akhir penelitian
5 BAB II
6 LANDASAN TEORI
2.1 Pengertian Blowing
Blowing adalah proses pembersihan part dari sisa – sisa cairan
atau chip yang didapat dari proses sebelumnya. Proses blowing dilakukan
dengan cara menyemprotkan angin ke bagian part.
2.2 Programmable Logic Controller (PLC)
2.2.1 Pengertian PLC
PLC ( PROGRAMMABLE LOGIC CONTROLLER ) adalah suatu
peralatan control yang tercipta dari hasil perpaduan antara teknologi
computer “solid – state” dan “ tradisional sequence controller “ control
manual. Secara khusus PLC adalah special purpose yaitu computer yang
dirancang khusus untuk mengoperasikan suatu masalah tertentu yang
berhubungan dengan pengontrolan atau pengendali dan masalah kerja
mesin atau proses dalam suatu industri.
Pada dasarnya PLC mempunyai fungsi untuk menggantikan kerja
relay - relay mekanik dan timer, tetapi karena adanya keunggulan dari
peralatan mikroprosesor yang membangun perangkat keras dari PLC,
maka PLC dapat melakukan operasi-operasi aritmatik, mengkonversikan
data analog ke digital atau dari digital ke analog, membandingkan data dan
dapat menyelesaikan masalah-masalah control yang bersifat kompleks.
4
PLC beroperasi dengan cara memeriksa input dari sebuah proses
guna mengetahui statusnya kemudian sinyal input ini diproses berdasarkan
instruksi logika yang telah diprogram dalam memori. Antarmuka
( interface ) yang terpasang di PLC memungkinkan PLC dihubungkan
secara langsung ke actuator atau transducer tanpa memerlukan relay.
Untuk menyesuaikan dengan keadaan kerjanya, maka PLC
dirancang untuk dapat beroperasi pada lingkungan industri yang berdebu
dan tingkat polusi yang tinggi, dengan perubahan suhu 0oC sampai 60oC
dan kelembaban relative antara 0% sampai 95%.2). Karena dengan
menggunakan PLC banyak keuntungan yang sangat mempengaruhi proses
produksi di perusahaan.
2.2.2 Prinsip Kerja PLC
Prinsip kerja dari PLC secara umum adalah menerima sinyal –
sinyal analog dari peralatan Input luar yang berupa : saklar, tombol –
tombol , overload, sensor, dan lain –lain. Sinyal analog ini oleh modul
input akan dirubah menjadi sinyal – sinyal digital.
Pada sistem yang akan dikontrol mempunyai sinyal – sinyal / pulsa
dalam tiap input dan output, baik berupa sinyal analog maupun sinyal
digital. Sinyal – sinyal digital ini akan diolah oleh unit pemproses utama
yaitu “ Central Processing Unit “ ( CPU ), sesuai dengan perintah program
yang telah ditetapkan atau diprogram pada memory. Selanjutnya CPU
akan mengambil keputusan – keputusan yang kemudian akan dipindahkan
ke modul Output masih berupa sinyal – sinyal digital.
5
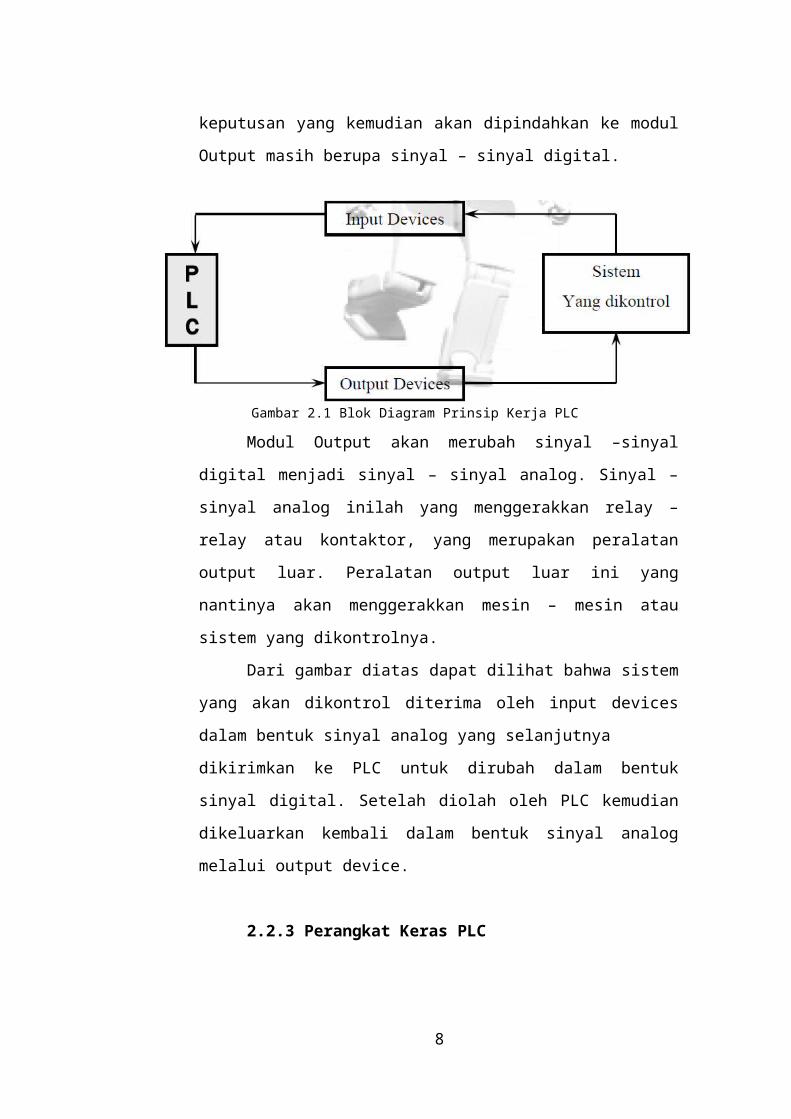
Gambar 2.1 Blok Diagram Prinsip Kerja PLC
Modul Output akan merubah sinyal –sinyal digital menjadi sinyal –
sinyal analog. Sinyal – sinyal analog inilah yang menggerakkan relay –
relay atau kontaktor, yang merupakan peralatan output luar. Peralatan
output luar ini yang nantinya akan menggerakkan mesin – mesin atau
sistem yang dikontrolnya.
Dari gambar diatas dapat dilihat bahwa sistem yang akan dikontrol
diterima oleh input devices dalam bentuk sinyal analog yang selanjutnya
dikirimkan ke PLC untuk dirubah dalam bentuk sinyal digital. Setelah
diolah oleh PLC kemudian dikeluarkan kembali dalam bentuk sinyal
analog melalui output device.
2.2.3 Perangkat Keras PLC
Pada dasarnya perangkat keras yang dimiliki oleh sebuah PLC
adalah sama dan tidak jauh berbeda dengan perangkat keras yang dimiliki
oleh Personal Computer ( PC ). Akan tetapi memiliki perbedaan dalam
pembagian unit – unitnya. Dalam perangkat keras dari PLC ini
mempunyai tiga bagian utama dan besar, yaitu :
1. Bagian Input Output ( I / O ).
2. Processor .
3. Programming Devices.
Bagian – bagian tersebut mempunyai fungsi dan tugas masing - masing
dalam setiap pengoperasian dari PLC tersebut.
2.2.4 Bahasa Pemrograman PLC
Sebelum menyusun suatu program untuk pengoperasian PLC pada
pengontrolan suatu system atau proses, harus mengetahui dan menghafal
bahasa program PLC yang akan digunakannya. PLC tidak dapat digunakan
apabila tidak dimasukkan instruksi – instruksi atau program. Perintah –
perintah atau program yang telah dibuat oleh seorang programmer jika
dimasukkan ke dalam PLC harus menggunakan bahasa program PLC itu
sendiri.
6
Dengan bahasa perantara ini seorang programmer dapat
berkomunikasi langsung dengan PLC, serta dapat mengatur cara kerja dari
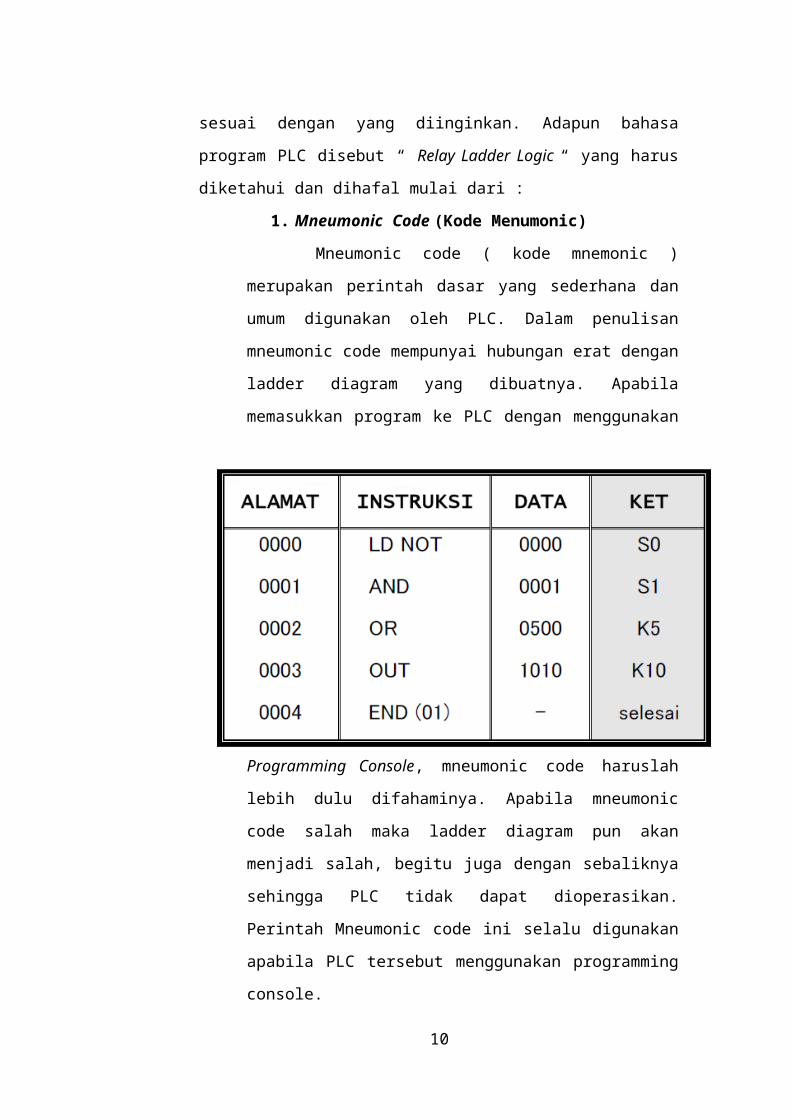
PLC sesuai dengan yang diinginkan. Adapun bahasa program PLC disebut
“ Relay Ladder Logic “ yang harus diketahui dan dihafal mulai dari :
1. Mneumonic Code (Kode Menumonic)
Mneumonic code ( kode mnemonic ) merupakan perintah
dasar yang sederhana dan umum digunakan oleh PLC. Dalam
penulisan mneumonic code mempunyai hubungan erat dengan
ladder diagram yang dibuatnya. Apabila memasukkan program ke
PLC dengan menggunakan Programming Console, mneumonic
code haruslah lebih dulu difahaminya. Apabila mneumonic code
salah maka ladder diagram pun akan menjadi salah, begitu juga
dengan sebaliknya sehingga PLC tidak dapat dioperasikan.
Perintah Mneumonic code ini selalu digunakan apabila PLC
tersebut menggunakan programming console.
Gambar 2.2 Perintah dasar Mneumonic code
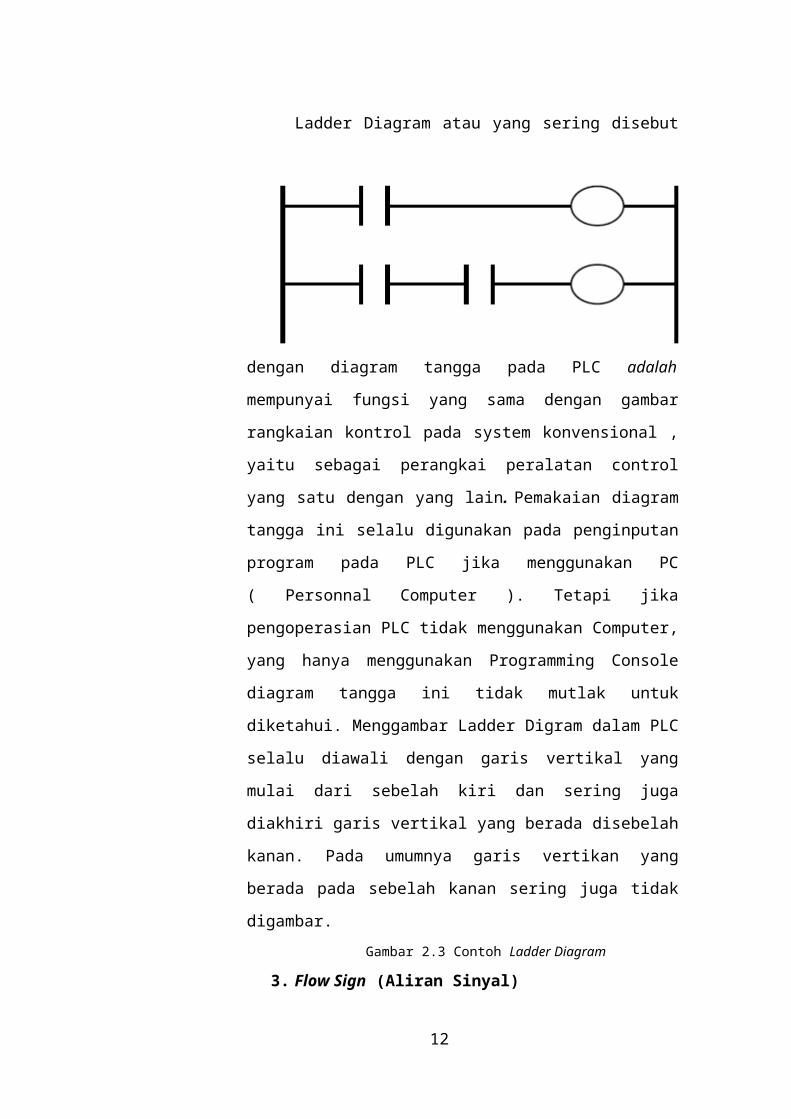
2. Ladder Diagram (Diagram Tangga)
Ladder Diagram atau yang sering disebut dengan diagram
tangga pada PLC adalah mempunyai fungsi yang sama dengan
gambar rangkaian kontrol pada system konvensional , yaitu
sebagai perangkai peralatan control yang satu dengan yang lain.
7
Pemakaian diagram tangga ini selalu digunakan pada penginputan
program pada PLC jika menggunakan PC ( Personnal Computer ).
Tetapi jika pengoperasian PLC tidak menggunakan Computer,
yang hanya menggunakan Programming Console diagram tangga
ini tidak mutlak untuk diketahui. Menggambar Ladder Digram
dalam PLC selalu diawali dengan garis vertikal yang mulai dari
sebelah kiri dan sering juga diakhiri garis vertikal yang berada
disebelah kanan. Pada umumnya garis vertikan yang berada pada
sebelah kanan sering juga tidak digambar.
Gambar 2.3 Contoh Ladder Diagram
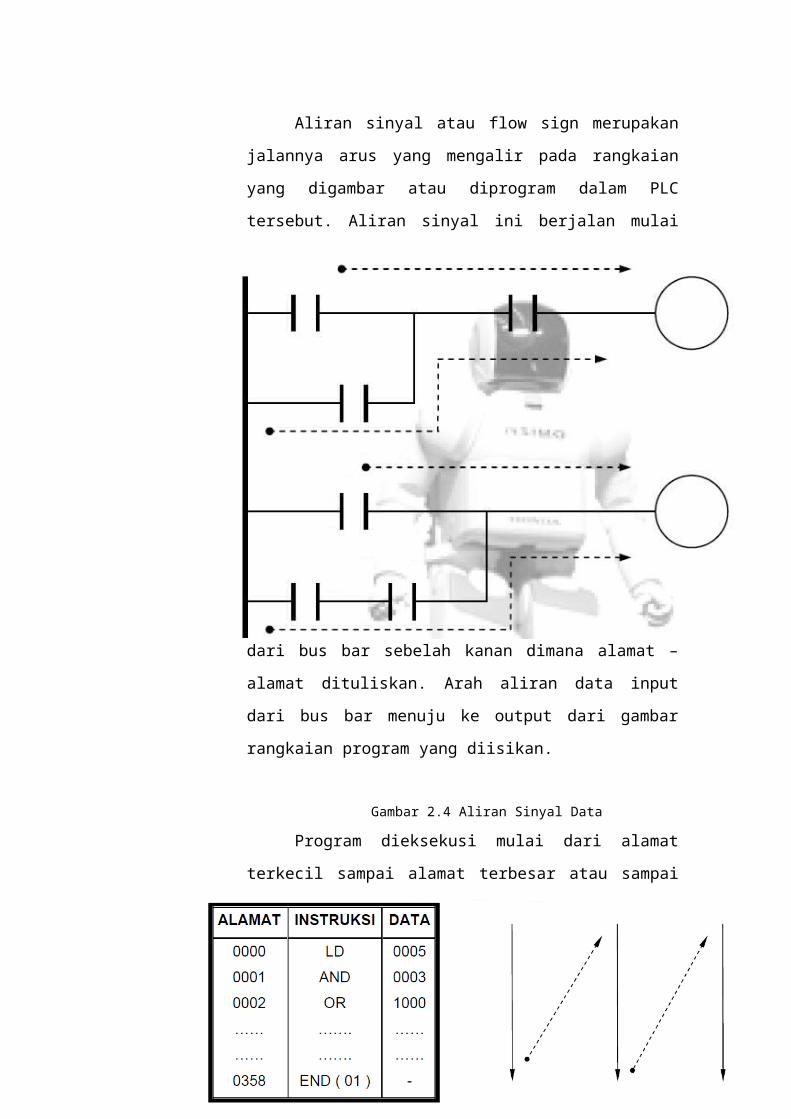
3. Flow Sign (Aliran Sinyal)
Aliran sinyal atau flow sign merupakan jalannya arus yang
mengalir pada rangkaian yang digambar atau diprogram dalam
PLC tersebut. Aliran sinyal ini berjalan mulai dari bus bar sebelah
kanan dimana alamat – alamat dituliskan. Arah aliran data input
8
dari bus bar menuju ke output dari gambar rangkaian program yang
diisikan.
Gambar 2.4 Aliran Sinyal Data
Program dieksekusi mulai dari alamat terkecil sampai
alamat terbesar atau sampai menemukan perintah END dalam satu
program dan kembali membaca lagi dari alamat terkecil sampai
alamat terbesar di program selanjutnya.
Gambar 2.5 Pembacaan Program
2.3 Synchronous motor
2.3.1 Pengertian Synchronous Motor
Synchronous motor adalah motor AC tiga-fasa yang dijalankan
pada kecepatan sinkron, tanpa slip. Synchronous motor adalah motor AC
tiga-fasa yang dijalankan pada kecepatan sinkron, tanpa slip.
Motor sinkron merupakan motor arus bolak-balik ( AC ) yang
penggunaannya tidak seluas motor asinkron. Secara umum penggunaan
motor sinkron difungsikan sebagai generator, akan tetapi motor sinkron
tetap digunakan oleh industri yang membutuhkan ketelitian putaran dan
putaran konstan.
Sebuah motor sinkron selalu beroperasi pada kecepatan konstan,
pada kondisi tidak berbeban. Tetapi apabila motor diberi beban, maka
motor akan selalu akan berusaha untuk tetap pada putaran konstan. Dan
9
motor akan melepaskan kondisi sinkronnya apabila beban yang
ditanggung terlalau besar ( Torsi Pull-out ).
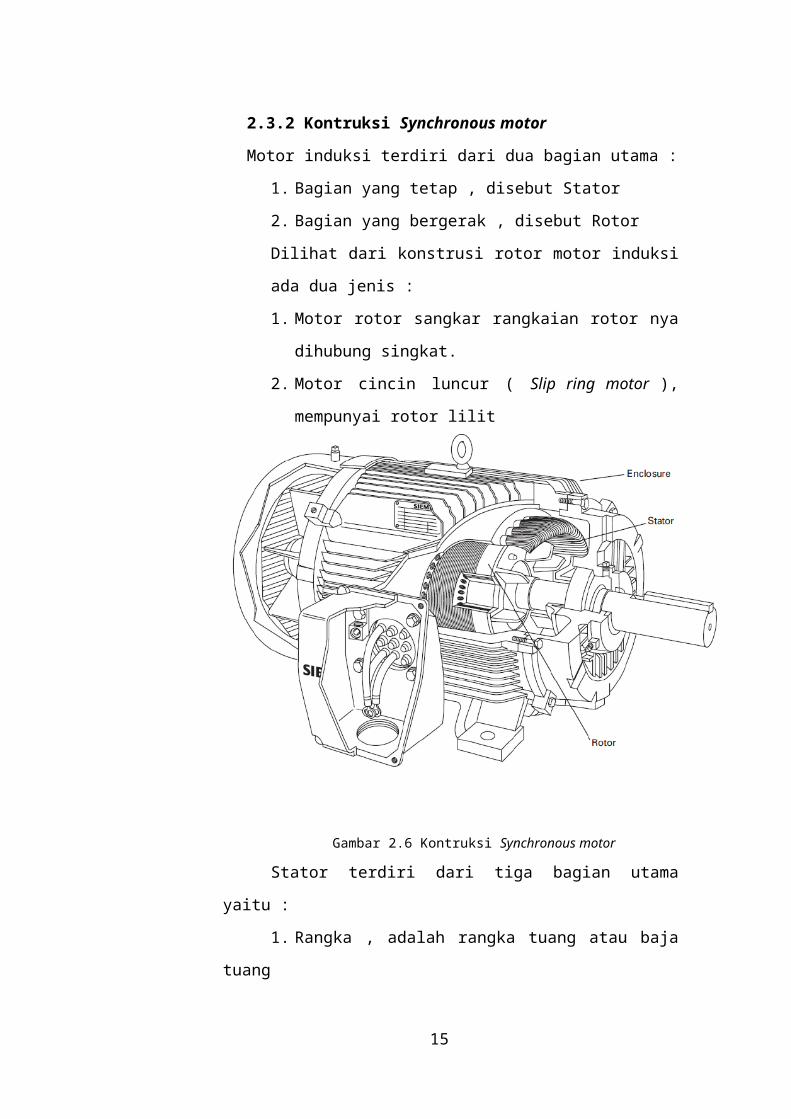
2.3.2 Kontruksi Synchronous motor
Motor induksi terdiri dari dua bagian utama :
1. Bagian yang tetap , disebut Stator
2. Bagian yang bergerak , disebut Rotor
Dilihat dari konstrusi rotor motor induksi ada dua jenis :
1. Motor rotor sangkar rangkaian rotor nya dihubung singkat.
2. Motor cincin luncur ( Slip ring motor ), mempunyai rotor
lilit
Gambar 2.6 Kontruksi Synchronous motor
Stator terdiri dari tiga bagian utama yaitu :
1. Rangka , adalah rangka tuang atau baja tuang
2. Inti stator yang berupa lembaran baja khusus yang
dilaminasi untuk mengurangi kerugian inti dari arus pusar
( Eddy current ) dan dipres langsung pada rangka , inti stator
10

dibuat alur-alur pada bagian dalam yang melingkar untuk
penempatkan belitan / kumparan stator
3. Belitan stator terdiri tiga belitan yang identik dengan
belitan fasa dan ditempatkan pada 120 derajat listrik
disekeliling stator. Masing-masing belitan terdiri dari sejumlah
kumparan yang dihubungkan seri dan menghasilkan jumlah
kutub perfasa yang dibutuhkan, Gambar 2.6, memperlihatkan
konstruksi stator dan rotor sangkar. Gambar 2.7,
memperlihatkan pelat nama motor
induksi memampilkan informasi penting yang diperlukan
untuk pemilihan dan aplikasi.
Gambar 2.7 Pelat Nama Synchronous Motor
2.4 Pneumatik
2.4.1 Pengertian Pneumatik
Pneumatik berasal dari kata Yunani: pneuma = udara. Jadi
pneumatic adalah ilmu yang berkaitan dengan gerakan maupun kondisi
yang berhubungan dengan udara. Perangkat pneumatik yang digunakan
memanfaatkan udara yang dimampatkan (compressed air). Dalam hal ini
udara yang telah dimampatkan akan didistribusikan kepada sistem yang
digunakan sehingga kapasitas sistem terpenuhi.
11
2.4.2 Keuntungan dan Kerugian Sistem
Pneumatik
Sebuah sistem pasti mempunyai keuntungan dan kerugiaan begitu
pula sistem pneumatik. Keuntungan sistem pneumatik antara lain :
1. Peyimpanannya mudah
2. Ketersiadaan udaranya tidak terbatas
3. Tahan ledakan
4. Aman terhadap beban lebih
Sedangkan kerugiannya antara lain :
1. Biaya persiapannya mahal
2. Persiapan udara perlu perhatian khusus
3. Daerah kekuatan udaranya terbatas
2.4.3 Macam – Macam Komponen Pneumatik
1. Air Service Unit
Air service unit terdiiri dari :
a) Filter
Filter adalah komponen air service unit yang berfungsi untuk
menyaring air dan debu agar udara yang keluar dari air service unit bersih
dari air dan debu.
b) Regulator
Regulator adalah komponen air service unit yang berfungsi untuk
mengatur besar kecilnya tekanan angina yang akan dilewatkan atau
digunakan.
c) Lubrication
Lubrication adalah komponen air service unit yang berfungsi
untuk melumasi piston dengan cara disemprotkan.
2. Cylinder Pneumatik
Cylinder pneumatic adalah sebuah tabung pneumatic yang
menghasilkan tenaga dorong, tarik maupun putar. Jenis cylinder dapat
dibedakan sebagai berikut:
12
a) Single acting cylinder
b) Double acting cylinder
13
3. Control Valve
Control valve adalah suatu alat yang memberikan informasi kepada
suatu system control otomatis. Untuk rangkaian elektro-pneumatik
digunakan katup solenoid.
14
BAB III
7 METODOLOGI PENELITIAN
3.1 Observasi Lapangan
Metode pengambilan data dengan cara melihat langsung ke line
brake drum daihatsu luxio untuk melihat permasalahan yang ada pada line
tersebut. Selanjutnya dilakukan pengkajian dan analisa untuk menangani
masalah yang ada
3.2 Studi Kepustakaan
Merupakan metode untuk mendapatkan data dan informasi dari
buku – buku, internet, dan sumber literatur lainnya. Untuk mendapatkan
dasar – dasar teori yang mendukung dalam pembuatan mesin auto blow
3.3 Wawancara
Metode wawancara ini penulis lakukan dengan cara menanyakan
langsung permasalahan yang ada pada leader di line brake drum daihatsu
luxio
3.4 Pembuatan Alat
Melakukan pembuatan mesin auto blow dengan menggunakan
PLC di mulai dari konsep dasar mekanisme, design, serta realisasi
pembuatan sistem kendali menggunakan PLC
15
8 DAFTAR PUSTAKA
Krist, Thomast. ( 1993 ). Dasar-Dasar Pneumatik. Jakarta: Erlangga.
Nur Alif, Totok. ( 2007 ). Programmable Logic Control. Probolinggo
Wirabuana, Cakra. ( 2010 ). Tugas Makalah Teknik Tenaga Listrik :
Syncrhonous Motor. Jakarta : Universitas Indonesia
16