proyecto de grado: autor: miguel angel salazar mora
TRANSCRIPT

PROYECTO DE GRADO:
Diseño mediante optimización paramétrica de la barra estabilizadora de un vehículo de
carreras prototipo.
Autor:
Miguel Angel Salazar Mora.
Asesor:
Andrés Leonardo González Mancera. PhD
Universidad de los Andes
Facultad de Ingeniería
Departamento de Ingeniería Mecánica
Bogotá D.C, Colombia
Enero de 2018

2
AGRADECIMIENTOS
Primero que todo quiero agradecerle a Dios por permitirme cumplir este sueño.
También agradezco a mi familia en especial a mis padres Miguel Angel Salazar Melgarejo
y Omaira Mora Palencia, y a mi hermana Jessica Mercedes Salazar Mora quienes siempre
fueron un gran apoyo incluso en las situaciones más difíciles, gracias por su paciencia
durante mi formación como profesional y como persona.
A mi asesor Andrés Leonardo González Mancera por darme la oportunidad de trabajar junto
a él, gracias por su constante acompañamiento y asesoría durante este proyecto.
A los técnicos del departamento, en especial a Andrés Salgado y John Hernández, ya que
fueron de gran ayuda durante la carrera.
Finalmente, a mis amigos por su amistad y constante apoyo durante esta etapa de mi vida.

3
TABLA DE CONTENIDO
LISTA DE FIGURAS ........................................................................................................... 5
LISTA DE TABLAS ............................................................................................................. 7
INTRODUCCIÓN ................................................................................................................ 8
ESTADO DEL ARTE ........................................................................................................ 11
OBJETIVOS ....................................................................................................................... 14
OBJETIVO GENERAL ................................................................................................. 14
OBJETIVOS ESPECÍFICOS ........................................................................................ 14
REVISIÓN BIBLIOGRAFICA ........................................................................................ 15
OPTIMIZACION TOPOLOGICA ............................................................................... 15
TECNICAS DE OPTIMIZACION TOPOLOGICA ................................................... 15
SOFTWARE DE OPTIMIZACION TOPOLOGICA ................................................ 21
METODOLOGÍA ............................................................................................................... 23
PLANTEAMIENTO DE LOS REQUERIMIENTOS FUNCIONALES. ................. 25
APROXIMACIÓN DEL VOLUMEN DE DISEÑO. ................................................... 28
PROCESO DE OPTIMIZACIÓN TOPOLÓGICA. ................................................... 34
POST PROCESAMIENTO DE LAS SUPERFICIES GENERADAS. ..................... 38
EVALUACIÓN DE LOS DISEÑOS POR ELEMENTOS FINITOS. ....................... 40
MANUFACTURA NUEVA BARRA ............................................................................ 47

4
COMPARACIÓN DE RESULTADOS ........................................................................ 49
CONCLUSIONES .............................................................................................................. 51
CONSIDERACIONES Y TRABAJO FUTURO ............................................................. 52
REFERENCIAS ................................................................................................................. 53
5
LISTA DE FIGURAS
Ilustración 1 Ejemplo del proceso de optimización topológica [3] ........................................ 9
Ilustración 2 Salamandra [5] .................................................................................................. 9
Ilustración 3 Radical SR3 RS [6] ......................................................................................... 10
Ilustración 4 Proceso general de optimización topológica. [8] ............................................ 16
Ilustración 5 Ejemplo de optimización por algoritmos basados en evolución. [8]............... 17
Ilustración 6 Proceso de optimización haciendo uso de SIMP a) volumen de diseño, b)
geometría optimizada. [8] ..................................................................................................... 20
Ilustración 7 Ejemplo de optimización topológica. [9] ........................................................ 22
Ilustración 8 Metodología del proyecto ................................................................................ 24
Ilustración 9 Requerimientos geométricos ........................................................................... 25
Ilustración 10 Diagrama de cuerpo libre de la mitad de la barra .......................................... 30
Ilustración 11 Diagrama de momentos ................................................................................. 30
Ilustración 12 Plano YZ de la geometría seleccionada......................................................... 32
Ilustración 13 Plano XZ de la geometría seleccionada......................................................... 32
Ilustración 14 Plano YZ de la geometría seleccionada......................................................... 33
Ilustración 15 Plano XZ de la geometría seleccionada......................................................... 33
Ilustración 16 Planos de simetría. ......................................................................................... 35
Ilustración 17 Condiciones de simulación. ........................................................................... 35
Ilustración 18 Superficie Target Mass 10%. ........................................................................ 36
Ilustración 19 Superficie Target Mass 20%. ........................................................................ 36
Ilustración 20 Superficie Target Mass 30%. ........................................................................ 36
Ilustración 21 Superficie Target Mass 40%. ........................................................................ 37
Ilustración 22 Superficie Target Mass 50%. ........................................................................ 37

6
Ilustración 23 Superficie post procesada 10%. ..................................................................... 38
Ilustración 24 Superficie post procesada 20%. ..................................................................... 38
Ilustración 25 Superficie post procesada 30%. ..................................................................... 39
Ilustración 26 Superficie post procesada 40%. ..................................................................... 39
Ilustración 27 Superficie post procesada 50%. ..................................................................... 39
Ilustración 28 Estudio de convergencia de malla para las superficies post procesadas. ...... 40
Ilustración 29 Condiciones de simulación. ........................................................................... 41
Ilustración 30 Direcciones de carga...................................................................................... 41
Ilustración 31 Deflexión vs % Optimización ....................................................................... 42
Ilustración 32 Factor de seguridad vs % Optimización. ....................................................... 42
Ilustración 33 Efecto del Angulo de aplicación de la fuerza sobre el factor de seguridad y la
deflexión de la barra. ............................................................................................................ 44
Ilustración 34 Proceso de torneado ...................................................................................... 48
Ilustración 35 Proceso de fresado por control numérico ...................................................... 48
Ilustración 36 proceso de mecanizado .................................................................................. 48
Ilustración 37 Pieza terminada. ............................................................................................ 49
Ilustración 38 Diseño original de la barra estabilizadora [5]................................................ 49
Ilustración 39 Diseño por el estudiante Daniel Tofiño [5]. .................................................. 49
Ilustración 40 Diseño obtenido mediante optimización topológica. .................................... 50

7
LISTA DE TABLAS
Tabla 1 Propiedades del acero AISI 4140 [11] .................................................................... 26
Tabla 2 Requerimientos funcionales y técnicos ................................................................... 27
Tabla 3 Resultados análisis por rutina de Rainflow. [5] ...................................................... 45
Tabla 4 Daño acumulado por hora de carrera....................................................................... 46
Tabla 5 Comparacón de los tres diseños .............................................................................. 50

8
INTRODUCCIÓN
Los avances tecnológicos que se han alcanzado hoy día traen consigo nuevos retos para la
ingeniería. los procesos de desarrollo y diseño de mecanismos han aumentado sus
requerimientos y con el tiempo estos son cada vez más y más rigurosos, gracias es esto, se
ha logrado producir nuevas metodologías y equipos para lograr afrontar los nuevos retos de
diseño y manufactura [1]. En la industria de hoy en día, la optimización de prototipos es un
proceso complementario, complejo y que permite mejorar las condiciones geométricas y
estructurales de una pieza que va a realizar un trabajo específico.
La Optimización Topológica, es un conjunto de técnicas de optimización estructural
enfocadas en la optimización de la geometría de una pieza, teniendo como base un análisis
mecánico de la estructura de esta. Principalmente, este tipo de procesos, tienen como
objetivo, reducir el porcentaje de masa de una pieza, manteniendo los requerimientos
funcionales de trabajo de esta. Este tipo de optimización permite tener un nuevo punto de
vista sobre el diseño de piezas que van a ser utilizadas en aplicaciones en donde el peso de
esta sea una característica considerable puesto que permiten al usuario simplificar estructuras
y geometrías basados en parámetros físicos para su óptimo funcionamiento [2]. Una de las
maneras de hacer variar estas características geométricas, es mediante modificaciones en la
topología de la pieza partiendo de una estructura inicial no óptima o volumen de
optimización, de esta manera, se pretende caracterizar la topología de la pieza eliminando
zonas en donde la propiedad a optimizar no tenga efecto alguno como se puede observar en
la Ilustración 1.

9
Ilustración 1 Ejemplo del proceso de optimización topológica [3]
Con el fin de contextualizar el siguiente proyecto, cabe mencionar que el vehículo en cuestión
(Ver Ilustración 2) se llama Salamandra y es una réplica manufacturada en Colombia del
vehículo ingles Radical SR3 (Ver Ilustración 3), el cual pertenece a Daniel Fernández. Este
vehículo se desempeña en la categoría de Prototipos 1 (P1), la cual es la categoría más rápida
del Campeonato Nacional de Automovilismo, el cual es regulado por la Federación
Colombiana de Automovilismo Deportivo [4].
Ilustración 2 Salamandra [5]

10
Ilustración 3 Radical SR3 RS [6]
El Salamandra a diferencia del Radical, posee una suspensión independiente de doble tijera
con actuadores tipo Push-Rod. Con este cambio surgieron algunos retos de ingeniería
referentes al diseño de uno de sus componentes, la barra estabilizadora es el componente que
se encarda de unir ambas suspensiones, permite variar la rigidez de la suspensión del
vehículo, mediante esta barra se transmiten las cargas que siente una llanta a la otra, evitando
que este se vuelque mientras toma una curva, haciendo así que el vehículo sea estable. [5].
Originalmente, esta barra no tenía un correcto funcionamiento, esto se debe a que no permite
variar la rigidez de la suspensión del vehículo dentro del rango esperado por el piloto y
además esto causaba que dicha barra fallara durante carrera. Como primera iteración del
diseño correcto de la barra, el estudiante Daniel Tofiño, bajo la asesoría del profesor Andres
González, logró un diseño capaz de variar la rigidez de la suspensión dentro de un rango
cómodo para el piloto y que alcanza una vida útil de 3 años. De manera que en el presente
proyecto se busca aplicar métodos de optimización topológica para realizar una segunda
iteración del diseño óptimo de la barra estabilizadora para el vehículo mencionado
anteriormente que cumpla con las condiciones de trabajo a las que es sometida durante el
tiempo de carrera.

11
ESTADO DEL ARTE
Previo a este trabajo, en la Universidad de los Andes se realizó un proyecto que se titula
“Diseño, manufactura y prueba de una barra estabilizadora para un vehículo de carreras
prototipo”, el cual es la tesis de pregrado del estudiante Daniel Tofiño Tofiño asesorado por
Andrés Leonardo González Mancera Ph.D. M.Sc. Ing. En este proyecto se realizó el proceso
de diseño, manufactura y corroboración del funcionamiento de una nueva barra
estabilizadora para el vehículo de competencia de la categoría prototipos 1 Salamandra. La
barra estabilizadora original del vehículo fallaba mientras este corría y no permitía variar la
rigidez de la suspensión del vehículo. Así, la barra nueva barra no falla y permite variar la
rigidez de la suspensión del vehículo en condiciones de carrera, mejorando el desempeño de
este según el criterio del piloto. [5]
Para comenzar, se realizó la recolección de datos experimentales de las deformaciones,
esfuerzos y fuerzas en la barra utilizada anteriormente. Para esto se utilizaron galgas
extensiométricas. Después, se realizaron simulaciones computacionales, para corroborar y
complementar los datos obtenidos experimentalmente. También se llevó a cabo un análisis
de falla, todo lo anterior para conocer las condiciones de operación de la barra y las causas
de falla de esta. [5] Utilizando la información recolectada se diseñó una nueva geometría
para la barra por medio de un proceso iterativo. Luego, se llevó a cabo la manufactura de este
nuevo diseño. Más tarde se diseñó e implementó un tratamiento térmico que mejoró
propiedades mecánicas deseadas en la barra. En último lugar, se corroboró que la barra no
fallara mediante análisis de ciclos de fatiga por Rainflow y simulaciones computacionales.
Para finalizar la nueva barra fue instalada en el vehículo. [5]

12
En el proyecto titulado “Optimización topológica en el diseño de elementos estructurales
mecánicos” realizado por Carlos Alberto meza, en la Universidad autónoma de occidente de
Santiago de Cali. Se hace una revisión de la técnica de optimización topológica (OT) aplicada
al diseño de estructuras de peso reducido. [7] El problema consiste en encontrar la topología
que tenga la mayor rigidez con una restricción en el volumen final del material, partiendo de
un dominio bidimensional rectangular con las restricciones y cargas correspondientes. El
trabajo se divide en tres partes generales: revisión del estado del arte, implementación de un
código en Matlab y reproducción de los resultados reportados en la literatura, y aplicación de
la técnica al diseño de una pieza mecánica de peso reducido. [7]
El trabajo comienza con el estudio de la formulación del elemento Q4 (elemento plano de4
nodos y 2 grados de libertad por nodo con interpolación lineal) para el problema elástico, y
su implementación numérica. El siguiente paso es el estudio del planteamiento del problema
de optimización y su solución por medio de PLS (Programación Lineal Secuencial). PLS es
un método que soluciona un problema de optimización no lineal convirtiéndolo en una serie
de problemas lineales. La linealización del problema se hace por medio de la serie de Taylor
y cada problema lineal se soluciona usando programación lineal, con algoritmos bien
conocidos como el Simplex o el Karmarkar. [7]
La metodología de cálculo usada para la optimización topológica se basa en el modelo SIMP
(Solid Isotropic material with Penalization), donde las variables de proyecto son un campo
escalar de pseudo-densidades (ρi). Cada una estas pseudo-densidades es una variable real con
valor entre cero y uno (0≤ρi≤1) que multiplica la matriz de rigidez de cada elemento finito
usado para discretizar el dominio. La solución del problema consiste en hallar los valores de

13
estas variables de proyecto de tal forma que se obténgala máxima rigidez con el volumen de
material final preestablecido. [7]
La implementación numérica se realizó totalmente en Matlab, que es un lenguaje de alto
nivel especialmente diseñado para el trabajo numérico y que facilita, en gran medida, la
manipulación de matrices de gran tamaño y dispone de una gran colección de funciones y
algoritmos matemáticos. Además de los cálculos esenciales para solucionar el problema de
optimización topológica, el programa de Matlab debe contener el código requerido para
visualización de los resultados, en la forma de gráficos de convergencia, imágenes o videos
2D del campo escalar de variables de proyecto (pseudo-densidades), entre otros. [7]
Para poner a prueba la validez de los resultados obtenidos con el código, algunos problemas
con solución bien conocida (benchmarks) serán solucionados y los resultados comparados
con los reportados en la literatura. Estos problemas son la viga MBB y la viga de Michell, y
otros problemas como generación de estructuras de puentes. Todos ellos han sido abordados
por varios autores y con resultados disponibles que sirven de comparación. [7]
En la parte final del trabajo, será seleccionada una pieza mecánica existente y que sea10
posible rediseñar por OT en 2D. Será realizado el análisis por OT, la interpretación del
resultado para obtener un diseño mecánico convencional y el diseño será simulado para
comprobar su resistencia mecánica por medio de Ansys, un software comercial para
simulación por elementos finitos. Los resultados permitirán cuantificar la reducción de peso
obtenida. [7]

14
OBJETIVOS
OBJETIVO GENERAL
Diseñar mediante optimización paramétrica la barra estabilizadora del vehículo de
carreras prototipo Salamandra.
OBJETIVOS ESPECÍFICOS
Evaluar y seleccionar el método de optimización que se va a aplicar.
Identificar las especificaciones, restricciones y criterios de operación de la barra.
Realizar la optimización paramétrica de la barra.
Caracterizar y evaluar el desempeño de la barra optimizada y comparar los resultados
con una barra convencional.

15
REVISIÓN BIBLIOGRAFICA
OPTIMIZACION TOPOLOGICA
La optimización topológica consiste en distribuir el material de una pieza dentro de un
dominio volumétrico previamente establecido, con el fin de encontrar una estructura. En este
tipo de problemas por lo general se incide en la formación de agujeros dentro de la geometría
de diseño, por lo general, estos procesos de optimización solo requieren información
correspondiente a condiciones de carga, restricciones como apoyos y pines, partes del
volumen de diseño que se quieren conservar y finalmente un dominio de diseño inicial donde
se llevara a cabo la generación de la estructura [7], y trabaja bajo una función objetivo que
busca minimizar el porcentaje total de masa o de volumen, minimizando esfuerzos,
maximizando rigidez, entre otros. [8]
TECNICAS DE OPTIMIZACION TOPOLOGICA
Los procesos de optimización topológica son usados en etapas iniciales del diseño de una
pieza, ya que permiten tener una idea sobre la distribución optima del material dentro de una
estructura. También, es uno de los pasos más importantes debido a que es el que influye en
mayor manera sobre el comportamiento de la estructural final en calidad de estar optimizada
con respecto a los objetivos de diseño. Por otro lado, los resultados provenientes de la
optimización topológica no pueden ser utilizados de forma directa, esto se debe a que deben
ser interpretados durante el proceso de diseño y para esto, se deben construir modelos
cercanos a los resultantes a partir del proceso de optimización. [8]

16
De manera general en los procesos de optimización topológica, Primero se debe discretizar
el dominio en un número de elementos finitos, luego se deben definir las condiciones de
operación, para que finalmente a cada elemento se le asignara si tiene material o no tiene
material, este proceso se realiza de manera iterativa, y converge en la distribución optima de
material dentro del dominio previamente establecido. Como se puede observar en la
Ilustración 4. [8]
Ilustración 4 Proceso general de optimización topológica. [8]
La anterior figura, ilustra de manera visual el posible resultado de la optimización topológica
de una viga en cantiléver en 2D. En la imagen de la izquierda, se ve representada la
formulación del problema en términos de geometrías, restricciones, cargas, y entre otras
cosas. Por otro lado, en la imagen de la derecha, se puede observar un dominio de elementos
finitos en donde cada elemento está representado de color blanco si no tiene material, o color
negro si tiene material. Este tipo de métodos, en el que los elementos solo pueden ser blancos
o negros, son denominados “Hard kill”, pero existen algunos métodos que manejan un color
gris, el cual quiere decir que el elemento puede contener una fracción de material, estos
últimos son denominados “Soft kill”. [8] algunos de los métodos más populares para el
proceso de optimización topológica son: [8]

17
Algoritmos basados en evolución.
Denominado EA por sus siglas en inglés (Evolutionary based algorithms).
Generalmente, en los EA, se empieza por discretizar un dominio en una malla
rectangular con elementos cuadrados en caso de ser un problema en 2D, o elementos
en forma de hexaedros para el caso 3D. Dentro del domino, cada elemento posee un
valor binario, 0 en caso de no poseer material, o 1 en caso se poseer material. [8]
En este tipo de algoritmos, la solución óptima, es dada a partir de una serie de pasos,
en cada uno de ellos el enmallado se va refinando brindando cada vez más una
solución más acertada. Cada paso de refinamiento empieza a partir de la mejor
solución encontrada en el anterior, y el proceso termina cuando la solución obtenida
esté sufrientemente refinada, como se puede observar en la siguiente Ilustración 5.
Ilustración 5 Ejemplo de optimización por algoritmos basados en evolución. [8]
A pesar de tener un costo computacional elevado, este tipo de métodos sobresalen
gracias a su completo resultado, debido a que ya sea trabajando en 2D o en 3D, el
resultado no debe ser reinterpretado por el diseñador, si no que puede ser utilizado de
manera directa.

18
Microestructura isotrópica sólida con penalización
Denominado SIMP por sus siglas en inglés (Solid Isotropic Microstructure with
Penalization). SIMP es un método “Soft kill” en el cual el volumen de diseño es
dividido en una malla con “N” elementos, en donde cada elemento “e” posee una
fracción de la densidad del material “𝜌𝑒”. La función objetivo es la energía de
deformación, determinada por un volumen objetivo “V*”, significando que el
algoritmo busca la distribución de material correcta dentro del volumen de diseño que
minimice la energía de deformación. Las densidades están organizadas en un vector
“P” y este representa los parámetros de optimización [8]. El problema expresado se
puede formular de la siguiente manera: [8]
𝑆𝐸(𝑃) = ∑ (𝜌𝑒)𝑃[𝑢𝑒]𝑇[𝑘𝑒][𝑢𝑒1]𝑁𝑒=1 [8]
Restringida por:
𝑉∗ − ∑ 𝑉𝑒 𝜌𝑒𝑁𝑒=1 = 0 [8]
0 < 𝜌min ≤ 𝜌𝑒 ≤ 1 [8]
Donde “[𝑢𝑒]” representa el vector de desplazamiento nodal, “[𝑘𝑒]” representa la
matriz de rigidez del elemento “e”, “𝜌𝑚𝑖𝑛” es la densidad mínima de cada elemento.
El factor de penalización “P” es el parámetro más importante en el método, su valor
es importante para garantizar que el algoritmo se comporte de la forma que debe y
que este tenga éxito. P se encarga de disminuir la participación de los elementos grises
(que poseen una fracción de la densidad) y a su vez promueve el desarrollo de
elementos que sean negros o blancos [8].
19
Este algoritmo, se puede presentar de la siguiente manera: el primer paso en cada
iteración es realizar un análisis por medio de elementos finitos, teniendo en cuenta
las propiedades del material que se está utilizando. Luego de esto se evalúa el impacto
que tiene sobre la función objetivo la variación de la densidad de cada elemento, la
cual esta denominada por la derivada en función de la densidad de la función objetivo:
𝑆𝐸(𝑃) = ∑ (𝜌𝑒)𝑃[𝑢𝑒]𝑇[𝑘𝑒][𝑢𝑒1]𝑁𝑒=1 [8]
𝛿𝑆𝐸
𝛿𝜌𝑒= −𝑃(𝜌𝑒)𝑃−1[𝑢𝑒]𝑇[𝑘𝑒][𝑢𝑒] [8]
Para evitar que se generen zonas con elementos que no tengan ninguna relación
estructural con la pieza, se deben considerar relaciones entre elementos, además, se
debe realizar un esquema de filtrado propuesto por [9] en el cual se estudia la
influencia de los elementos sobre cada uno de ellos, evitando así elementos sin
relación alguna en la estructura final. Luego de realizado este proceso de filtrado, se
actualiza la influencia de la densidad de los elementos que queden sobre la función
objetivo, con el de mejorar la estructura que se generará [8]. Finalmente, para mostrar
de manera gráfica las posibilidades que ofrecen los métodos SIMP, a continuación,
se muestra el antes y después de la optimización de un soporte [8].

20
Ilustración 6 Proceso de optimización haciendo uso de SIMP a) volumen de diseño, b)
geometría optimizada. [8]
Métodos “level set”
La idea principal de los métodos “level set” es la representación del volumen de
diseño en forma de una función continua “F”, en esta función, el número de variables
es igual al número de dimensiones en las que se está trabajando “n”. En este caso, el
objetivo de optimización deja de ser el volumen de diseño, y se centra en la
optimización de la función “F”. [8]
El proceso de optimización parte de parametrizar y variar los valores de la función
“F” e ir interpretando de forma geométrica sus valores. Para llevar a cabo esto, el
limite exterior de la estructura sebe ser el conjunto de puntos en el cual la función “F”
es nula, este conjunto puede ser considerado como la función “Γ” con “n-1” variables
[8]. Para el caso de 3 dimensiones “Γ” se puede representar como: [8]
Γ = {(𝑥, 𝑦, 𝑧)|𝐹(𝑥, 𝑦, 𝑧) = 0} [8]

21
La superficie “Γ” rodea el volumen en el que la función “F” es positiva lo cual
corresponde al volumen de diseño. Fuera de esta superficie “F” es negativa, y este
espacio confina a zonas que no tienen material ya sea dentro o fuera de la pieza. Como
en la mayoría de los procesos de optimización topológica, es conveniente representar
el dominio del problema haciendo uso de elementos finitos [8]. Cada elemento “i” es
considerado con material si en su centro de gravedad la función “F” es positiva lo que
quiere decir que en su centro de gravedad: [8]
𝐹(𝑥𝑖, 𝑦𝑖 , 𝑧𝑖) ≥ 0 [8]
SOFTWARE DE OPTIMIZACION TOPOLOGICA
El software seleccionado para llevar a cabo este proyecto fue AUTODESK FUSION 360,
cuyo algoritmo de optimización está enfocado en optimizar piezas para que sean livianas y
estructuralmente eficientes, debido a que funciona con un algoritmo que determina que zonas
del volumen de diseño puede modificar sin comprometer la integridad del resultado final. Su
función objetivo, busca maximizar la rigidez de una pieza basándose en condiciones y
restricciones de diseño previamente establecidas (condiciones de forma, cargas externas,
empotramientos, etc.), y con esto da como resultado una superficie en donde se incluyen las
zonas donde las cargas que se sienten son coherentes con las restricciones de diseño. [9]

22
Ilustración 7 Ejemplo de optimización topológica. [9]
Con el fin de ilustrar un poco lo previamente expuesto, se plantea el diagrama que se puede
observar en la anterior ilustración. En esta, el numeral “1” hace referencia al volumen de
trabajo, en este, deben estar incluidos todos los puntos de contacto necesarios para que la
pieza sea funcional. El numeral “2” hace referencia a las restricciones geométricas o zonas
del volumen que se deben conservar para que la pieza pueda ser ensamblada. Por otro lado,
el numeral “3” muestra la primera aproximación de diseño el cual es la superficie que provee
al ingeniero con la topología optimizada de la pieza, usualmente estas superficies describen
el camino que siguen las cargas criticas dentro de la geometría. Y final mente el numeral “4”
hace referencia a la interpretación por parte del diseñador del producto optimizado, este
último siempre debe será sometido a un posterior análisis estructural, con el fin de corroborar
su correcta interpretación y funcionamiento. Por último, cabe mencionar que este tipo de
optimización es aplicada generalmente en aplicaciones de diseño conceptual, donde se
necesiten estructural optimizadas, en aplicaciones donde el peso sea de consideración, como
en el diseño de aeronaves o incluso vehículos terrestres de alto rendimiento. En construcción,
ya que ayuda a determinar en qué parte de las piezas se pueden crear accesos para cableados,
tuberías y de más, garantizando un impacto mínimo sobre la integridad estructural de la pieza.
[9]

23
METODOLOGÍA
Con el fin de desarrollar este proyecto de manera correcta y ordenada, buscando el
cumplimiento de los objetivos que se mencionaron anteriormente se planteó la siguiente
metodología de trabajo. Primero que todo se partió de la investigación de trabajos previos y
de testimonios dados por el piloto, con esto logramos determinar los requerimientos
funcionales del nuevo diseño de la barra estabilizadora. Luego de esto, se adquirió la
información requerida para el correcto diseño, con esto refiriéndose a las fuerzas a las que
está sometida la barra, las condiciones de operación y si esta se encuentra cumpliendo dichas
condiciones de manera óptima. De esta manera se definirán los indicadores de mérito bajo
los cuales la barra será optimizada, además de las propiedades mecánicas del material.
Como paso siguiente, y partiendo de la teoría de optimización topológica, se procedió a
realizar los pasos necesarios para correcto proceso de optimización. Para el cumplimiento de
este objetivo se realizó un acercamiento bibliográfico a las bases teóricas de los procesos de
optimización topológica y diseño paramétrico de piezas. Adicionalmente se realizó una
evaluación y selección del software en el que se va a realizar la optimización de la barra.
Finalmente, se realizó un proceso de aprendizaje empezado con tutoriales y ejemplos básicos
con el fin de definir un criterio de evaluación de la geometría final.
Una vez realizado el proceso de optimización, se post-procesaron las superficies generadas
para facilitar su posterior evaluación mediante software de elementos finitos y posterior
manufactura. En la siguiente Ilustración se puede observar de manera gráfica este
procedimiento.

24
Ilustración 8 Metodología del proyecto
1• Planteamiento de los requerimientos funcionales de la barra.
2• Aproximación del volumen de diseño (AUTODESK Inventor).
3• Proceso de Optimización Topológica (AUTODESK Fusion 360).
4• Post procesamiento de las superficies generadas (AUTODESK Inventor).
5• Evaluación de los diseños por elementos finitos (ANSYS).
6• Manufactura nueva barra

25
PLANTEAMIENTO DE LOS REQUERIMIENTOS FUNCIONALES.
Primero que todo, cabe mencionar que los requerimientos planteados a continuación serán
basados en las necesidades del piloto y en los resultados alcanzados en diseños anteriores.
Según lo anterior, la barra debe ser capaz de transmitir cargas de una llanta a la otra, debe ser
capaz de variar su rigidez a medida que rota sobre su eje, no debe fallar durante la carrera
por lo cual se debe conocer el número de ciclos que esta soportara y su factor de seguridad
estático debe ser superior a 1. Por comodidad durante la carrera y basados en que la rigidez
de la suspensión se ve reflejada en que tanto se deflecta la barra, el piloto logró identificar a
partir de iteraciones de diseño anteriores, que el rango de deflexión adecuado va desde lo
más mínimo posible en la dirección más rígida hasta los 3 mm en la dirección menos rígida.
Debido a que no se quiere modificar las condiciones de acople de la barra estabilizadora al
vehículo de deberán mantener las dimensiones que se muestran en el siguiente esquema.
Ilustración 9 Requerimientos geométricos

26
En el anterior esquema se puede observar que las medidas de los acoples a las barras de las
llantas y el acople central al chasis del vehículo deben mantener un diámetro de 9.8 [𝑚𝑚] y
38 [𝑚𝑚] respectivamente, además también deben conservar sus longitudes las cuales son de
28 [𝑚𝑚] en la sección central y de 12 [𝑚𝑚] en los acoples a las llantas, la distancia total de
la barra debe ser de 226[𝑚𝑚] y debe tener un agujero con un diámetro de 5 [𝑚𝑚] y una
longitud de 10.8 [𝑚𝑚] en la sección central asimismo debe tener un agujero en cada extremo
con un diámetro de 5 [𝑚𝑚] y una profundidad de 11[𝑚𝑚].
Debido a que ya se conocen las propiedades del Acero AISI 4140 para esta aplicación, se
determinó hacer uso de las propiedades de este material, con un tratamiento térmico a
370 [𝐻𝐵] durante el proceso de diseño, ya que se puede observar una mejora en sus
propiedades [5], haciendo énfasis en el mejoramiento de su tiempo de vida, a continuación,
se pueden observar la comparación entre las propiedades utilizadas para este fin.
Tabla 1 Propiedades del acero AISI 4140 [11]
Propiedad Sin tratamiento térmico Con temple y revenido
E [GPa] 205 205
Esfuerzo fluencia[MPa] 610 1136
Esfuerzo último [MPa] 1020 1248

27
Finalmente, los requerimientos de diseño identificados se pueden resumir en la siguiente
manera, primero que todo, mantener las dimisiones expuestas anteriormente para evitar la
modificación del vehículo, segundo, debido a que ya se conoce el comportamiento del Acero
4140 con tratamiento térmico para esta aplicación, se mantendrá este material en el proceso
de diseño, y, por último, los requerimientos funcionales y técnicos se pueden observar en la
siguiente tabla:
Tabla 2 Requerimientos funcionales y técnicos
Funcionales Técnicos
Debe permitir que varíe la rigidez de la
suspensión del vehículo.
-Mantener la deflexión dentro de los valores
establecidos de 3 [mm] en la dirección
menos rígida y minimizar en la dirección
más rígida.
La barra no debe fallar durante carrera. -Factor de seguridad estático mayor a 1.
-Conocer el número de ciclos de vida que
esta tendrá.

28
APROXIMACIÓN DEL VOLUMEN DE DISEÑO.
Con el fin de encontrar la aproximación correcta del volumen de diseño requerido para el
posterior proceso de optimización topológica, se partió por seleccionar que fenómeno se
trataría, para este caso, debido a que el requisito más importante era el de mantener la
deflexión de la barra dentro del rango establecido anteriormente, se decidió enfatizar el
problema alrededor de este fenómeno. Además, se quiso relacionar el cumplimiento de dicho
rango garantizando la resistencia mecánica necesaria para evitar que esta falle. Para lograr lo
anterior, es necesario conocer el estado de esfuerzos a los cuales está sometida la barra,
identificando que realizando su función, la barra se encuentra sometida a un esfuerzo
cortante, y a un esfuerzo flector, sin embargo, solo se hará énfasis en este último debido a
que la magnitud del esfuerzo cortante es muchísimo menor a la del esfuerzo flector [5]. A
continuación, podemos encontrar las ecuaciones que permiten cuantificar la deflexión de una
barra y el esfuerzo cortante:
Ecuación #1:
𝑑2𝑣(𝑥)
𝑑𝑥2=
1
𝐸𝐼∗ 𝑓(𝑃𝑥)
Ecuación #2:
𝜎 =𝑀𝑐
𝐼

29
Cabe mencionar que de la Ecuación #1, “𝑓(𝑃𝑥)” corresponde a la ecuación del momento
flector aplicado sobre la barra, “E” hace referencia al modulo de elasticidad del material
utilizado, y por último “I” hace referencia al momento de inercia de la sección transversal de
la barra. Por otro lado, en la Ecuación #2, “M” es el momento flector ejercido sobre la barra,
“c” es la distancia que hay entre el centroide de la sección transversal y el punto evaluado, y
finalmente “I” hace referencia al momento de inercia de la sección transversal de la barra.
Ahora, como lo que se quiere es que el nuevo diseño sea capaz de variar su deflexión dentro
de los rangos establecidos, se decidió encontrar una función que permitiera variar la inercia
de la barra a lo largo de esta, esto debido a que es la única característica de las Ecuaciones 1
y 2 que puede ser modificada en la zona de diseño, denominada con color azul en la
Ilustración 9.
Ecuación #3:
𝐼 =1
12𝑏ℎ3
La inercia de una barra está dada por la Ecuación #3, de la cual los valores de “b” y “h” hacen
referencia al espesor y a la altura de la barra. Pero debido a que se quiere conservar el acople
central de la barra, una de ellas deberá ser de 38 [𝑚𝑚], ya que este es el diámetro central de
la barra, por ende, el límite máximo de la altura de la sección transversal. Sabiendo esto, se
plantea la variación del espesor a lo largo de la barra, conociendo también que al girar ésta a
90 ° sobre su eje, el valor de la altura pasa a ser el del espesor y el del espesor pasa a ser el
de la altura, por lo tanto, manteniendo constante una de las dimensiones y variando la otra,

30
se garantiza que en una dirección la barra presente una rigidez mayor que en la otra. Ahora,
si observamos el comportamiento de la inercia dentro de las Ecuaciones 1 y 2 tenemos que:
Ecuación #4:
𝑑2𝑣(𝑥)
𝑑𝑥2=
12
𝐸𝑏ℎ3∗ 𝑓(𝑃𝑥)
Ecuación #5:
𝜎𝑓 =6𝑀
𝑏ℎ2
Ilustración 10 Diagrama de cuerpo libre de la mitad de la barra
Ilustración 11 Diagrama de momentos
-160000
-140000
-120000
-100000
-80000
-60000
-40000
-20000
0
0 20 40 60 80 100 120
Mo
me
nto
[N
mm
]
Distancia [mm]
y = 1408x - 139392 R² = 1

31
Luego de esto se realizó el diagrama de cuerpo libre de la barra y el de momentos, esto con
el fin de encontrar la ecuación de la pendiente de este último, ya que esta nos ayudará a
conocer el comportamiento del momento flector a medida que nos desplazamos a lo largo
del eje x de la barra. Finalmente, conociendo dicha ecuación, podemos definir que la variable
“b” se comportará de la siguiente manera:
Ecuación #6:
𝑏 =𝑛 𝑀(𝑥) 6
𝑆𝑦 ℎ2
Lo anterior es considerando que existen dos casos, el primer caso, es cuando se presenta la
mayor deflexión en la barra, en el cual la altura de la sección transversal tiene un valor de
ℎ = 38 [𝑚𝑚] constante a lo largo del eje “z”, y el valor del espesor se comporta según la
Ecuación #6. Y el segundo caso, es cuando se presenta la menor deflexión en la barra, en el
cual la altura se comporta según la Ecuación #7 y el espesor tiene un valor constante de 𝑏 =
38 [𝑚𝑚] a lo largo del eje “z” de la barra.
Ecuación #7:
ℎ =𝑛 𝑀(𝑥) 6
𝑆𝑦 𝑏2
Ahora, debido a que la geometría que se quiere encontrar debe cumplir con cada uno de los
casos presentados anteriormente, la solución numérica por métodos computacionales se
vuelve un poco compleja. Según lo anterior, se itero con varias geometrías generadas hasta
seleccionar la geometría que mejor correspondiera al cumplimiento de los rangos de

32
deflexión seleccionados garantizando la resistencia mecánica de la pieza, la cual se puede
observar a continuación:
Ilustración 12 Plano YZ de la geometría seleccionada.
Ilustración 13 Plano XZ de la geometría seleccionada.
Como se puede observar el volumen de diseño generado cumple con las restricciones
geométricas establecidas anteriormente, pero, debido a que el algoritmo de optimización
topológica tiende a eliminar material del volumen de diseño en donde los esfuerzos medidos

33
sean despreciables, se decidió exagerar dicho volumen para darle más flexibilidad al
algoritmo, obteniendo la siguiente geometría.
Ilustración 14 Plano YZ de la geometría seleccionada.
Ilustración 15 Plano XZ de la geometría seleccionada.
Después de muchas iteraciones se pudo establecer que el volumen de diseño solo nos limita
en la geometría que el algoritmo generaría. El volumen anterior permite de manera sencilla
cumplir que con el requerimiento de que en una dirección la barra sea más rígida que en la
otra, ósea que en una dirección la barra minimice su deflexión y en la otra dirección esta sea
lo mayor posible sin exceder el rango establecido, ya que gracias al cambio en su sección
transversal se puede observar que en la dirección “Y” fuera más rígido que en la dirección
“X”

34
PROCESO DE OPTIMIZACIÓN TOPOLÓGICA.
Partiendo de la geométrica determinada en el anterior capitulo, nos adentramos al proceso
de optimización topológica, cabe mencionar que los algoritmos que teníamos disponibles
en los softwares con los que contamos, son limitados, por tanto, un problema como el que
tenemos presente en el cual poseemos distintas condiciones de carga para la misma pieza,
es algo que no se puede atacar de manera directa.
Fue por este motivo que se contemplaron varias alternativas, de las cuales la que mejor
funciono fue la de diseñar el proceso de optimización en la dirección en la cual se quiere
maximizar la rigidez (minimizar la deflexión) y lo que se realizo fue que se observó el
comportamiento del algoritmo a medida que se variaba los porcentajes de masa conservada
de tal manera que si se maximiza la rigidez en una dirección y se minimiza el porcentaje de
masa que general de la pieza, se puede llegar a deflexiones cada vez mayores y con esto
logramos alcanzar los valores de deflexión y la resistencia mecánica que se esperaba.
Ahora, debido a que la barra se encontraba bajo las mismas condiciones de carga, se
plantearon distintos ejes de simetría, empezando con que las simulaciones se realizaron con
la mitad de la barra, y además se plantearon simetrías sobre el empotramiento como se
pueden observar en la Ilustración 16, estas simetrías ayudan a disminuir los costos
computacionales.

35
Ilustración 16 Planos de simetría.
Continuando con que no se quiere modificar el vehículo, las geométricas de acople fueron
conservadas como se puede observar en la Ilustración 17, para efectos de realizar una
simulación acertada, a la barra se le fue aplicada una condición de empotramiento sobre la
cara “1” y sobre “2” se le fue aplicada una fuerza equivalente a 1408 [𝑁] el cual fue el valor
seleccionado para las simulaciones, finalmente las propiedades del material como se
mencionó anteriormente fueron del Acero 4140 bajo tratamiento térmico.
Ilustración 17 Condiciones de simulación.

36
Con este proceso se obtuvieron las siguientes geometrías, las cuales corresponden a un valor
de porcentaje de masa conservada desde 10 a 50 %.
Ilustración 18 Superficie Target Mass 10%.
Ilustración 19 Superficie Target Mass 20%.
Ilustración 20 Superficie Target Mass 30%.

37
Ilustración 21 Superficie Target Mass 40%.
Ilustración 22 Superficie Target Mass 50%.

38
POST PROCESAMIENTO DE LAS SUPERFICIES GENERADAS.
Debido a la complejidad de las superficies generadas en el proceso de optimización
topológica, se planteó un proceso de post procesamiento de las superficies. Con este proceso
se lograron encontrar geometrías muy parecidas a las generadas por el algoritmo, mas no
exactas. Además de disminuir el número de caras y la complejidad de las superficies, también
se logró implementar las limitaciones que tenía consigo los procesos de manufacturas que
teníamos presentes, en este caco CNC. Finalmente, estas fueron las geométricas que se
consiguieron.
Ilustración 23 Superficie post procesada 10%.
Ilustración 24 Superficie post procesada 20%.

39
Ilustración 25 Superficie post procesada 30%.
Ilustración 26 Superficie post procesada 40%.
Ilustración 27 Superficie post procesada 50%.

40
EVALUACIÓN DE LOS DISEÑOS POR ELEMENTOS FINITOS.
Finalmente, se realizó un análisis utilizando elementos finitos, el cual brinda una
aproximación matemática que ayuda a determinar las características de una pieza a partir de
un dominio de elementos diferenciales. Primero que todo, con el fin de conocer que los
resultados que se estaban obteniendo son coherentes con la teoría, se realizó un estudio de
convergencia de malla, el cual consiste el variar el número de elementos de la malla que se
implementara en las simulaciones, hasta que el valor de la propiedad que se requiere trabajar
sea constante.
Ilustración 28 Estudio de convergencia de malla para las superficies post procesadas.
0
100
200
300
400
500
600
700
800
900
0 50000 100000 150000 200000 250000 300000 350000 400000 450000 500000
Vo
n m
isse
s [M
Pa]
Número de elementos
20% 30% 50% 40% 10%
41
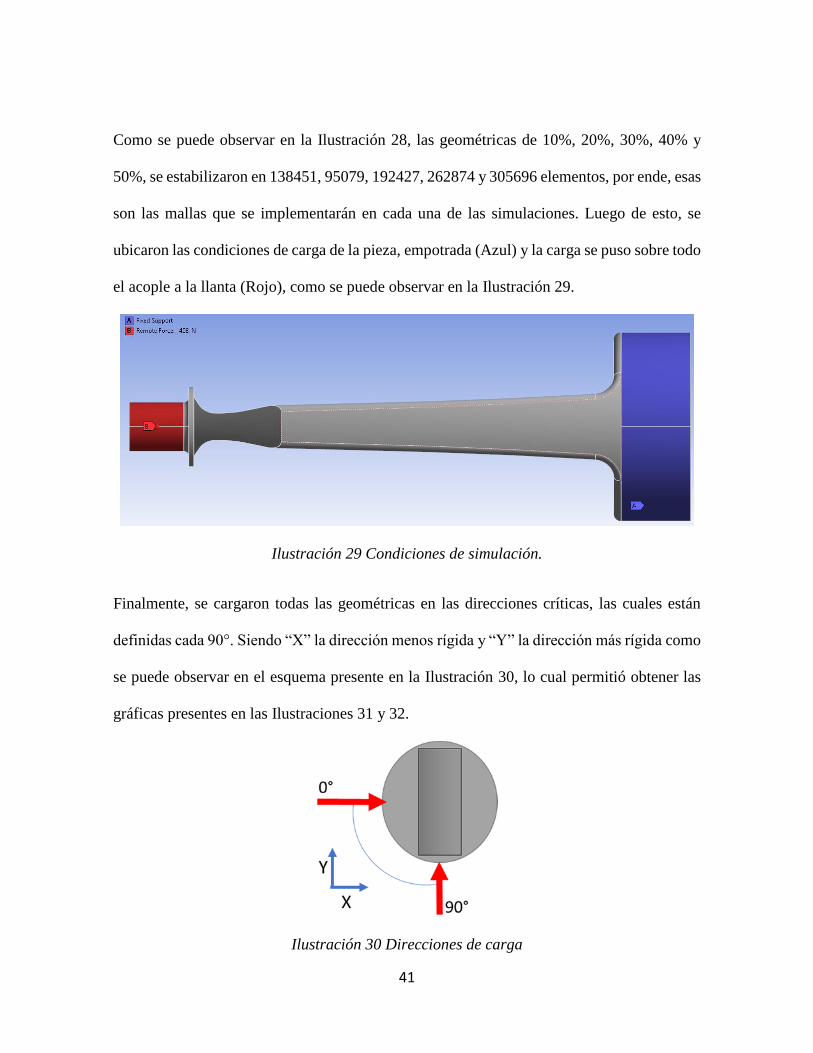
Como se puede observar en la Ilustración 28, las geométricas de 10%, 20%, 30%, 40% y
50%, se estabilizaron en 138451, 95079, 192427, 262874 y 305696 elementos, por ende, esas
son las mallas que se implementarán en cada una de las simulaciones. Luego de esto, se
ubicaron las condiciones de carga de la pieza, empotrada (Azul) y la carga se puso sobre todo
el acople a la llanta (Rojo), como se puede observar en la Ilustración 29.
Ilustración 29 Condiciones de simulación.
Finalmente, se cargaron todas las geométricas en las direcciones críticas, las cuales están
definidas cada 90°. Siendo “X” la dirección menos rígida y “Y” la dirección más rígida como
se puede observar en el esquema presente en la Ilustración 30, lo cual permitió obtener las
gráficas presentes en las Ilustraciones 31 y 32.
Ilustración 30 Direcciones de carga

42
Ilustración 31 Deflexión vs % Optimización
Ilustración 32 Factor de seguridad vs % Optimización.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 10 20 30 40 50 60
De
fle
xió
n [
mm
]
% De optimización
dx dy
0
1
2
3
4
5
6
7
0 10 20 30 40 50 60
Fact
or
de
se
guri
dad
% De optimización
dy dx

43
De las grafica presente en la Ilustración 31 se puede observar que la deleción en la dirección
menos rígida aumenta a medida que disminuye el porcentaje de masa, se puede ver que el
aumento en los valores de 30% - 50% es muy poco, y por el contrario de 30%-10% el
aumento genera una pendiente muy pronunciada, por otro lado, se puede observar que las
deflexiones en la dirección “Y”, tienden a ser mínimas, esto se debe a que en el proceso de
optimización esta es la dirección en la que se está maximizando la rigidez de la pieza.
Ahora, de la gráfica presente en la Ilustración 32, se puede observar como el factor de
seguridad en la dirección más rígida (“Y”) se encuentra por encima de 5, garantizando que
en esta dirección no fallara por la carga simulada. Por otro lado, en la dirección “X”, la menos
rígida, al contrario de la deflexión, el factor de seguridad cae de 30% a 40% esto se puede
deber a que el esfuerzo máximo se va al concentrador de que se genera debido al cambio de
sección del acople a la llanta al volumen de diseño el cual ya estaba restringido, se puede
observar como todas las geometrías presentan un factor de seguridad mayor a 1 cumpliendo
con el requerimiento.
Siguiendo lo anterior, se selecciona la geometría obtenida a partir del 10% de masa
conservada, ya que como se puede observar en la Ilustración 31, es la única que satisface el
rango de deflexión ya que en la dirección “X” alcanza una deflexión máxima de 3 [𝑚𝑚] y
en la dirección “Y” alcanza una deflexión mínima de 0.13 [mm], manteniendo siempre un
factor de seguridad mayor a 1. Complementario a esto, también se realizó un análisis en el
que se puede observar cómo cambia la deflexión a medida que varía el ángulo de ataque de
la fuerza, ósea cómo se comporta la barra a medida que varía su rigidez arrojando la gráfica
presente en la Ilustración 33.

44
Ilustración 33 Efecto del Angulo de aplicación de la fuerza sobre el factor de seguridad y
la deflexión de la barra.
Por último, con el fin de evitar que la barra falle en medio de carrera, se planteó conocer los
ciclos de vida que esta soportará antes de fallar, para esto, se realizó el análisis a fatiga
basándonos en la rutina de Rainflow generado por el estudiante Daniel Tofiño en su proyecto
de grado (Ver Tabla 3). Esta rutina cuenta el número de ciclos que va ligado a cada valor de
fuerza, permitiéndonos descomponer las señales recibidas durante la carrera en diferentes
magnitudes con los intervalos de tiempo que son aplicadas.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
0 20 40 60 80 100
Angulo
Deflexion [mm] Factor de seguridad

45
Tabla 3 Resultados análisis por rutina de Rainflow. [5]
Teniendo el anterior análisis en cuenta, se procedió a realizar en el software ANSYS las
respectivas simulaciones con el fin de conocer el número de ciclos que soportaría con cada
una de las fuerzas reportadas por el Rainflow. Teniendo estos valores, utilizando la regla de
“Palmgren-Miner” [7], la cual se ve reflejada en la Ecuación #8, y permite encontrar el daño
acumulado “D”, a partir de la relación entre el número de ciclos de vida encontrados a partir
del estudio de Rainflow “𝑛𝑖” y el numero de ciclos de vida obtenidos a partir de la simulación
por fatiga.
Ecuación #8
𝐷 = ∑𝑛𝑖
𝑁𝑖 [7]

46
Tabla 4 Daño acumulado por hora de carrera.
Fuerza (N) Número de ciclos
por hora de carrera
Ciclos de vida Daño
1364 54 6.00E+04 9.00E-04
1217 81 6.00E+04 1.35E-03
1080 24 >1.00E+06 6.00E-06
951.1 9 >1.00E+06 9.00E-06
660.4 30 >1.00E+06 3.00E-05
510.6 9 >1.00E+06 9.00E-06
284.3 18 >1.00E+06 1.80E-05
261.7 24 >1.00E+06 2.40E-05
118 30 >1.00E+06 3.00E-05
57.41 48 >1.00E+06 4.80E-05
31.73 528 >1.00E+06 5.28E-04
Daño acumulado por hora de carrera 0.3%
Finalmente, conociendo que en la categoría de prototipos se corren 6 carreras al año, 5
carreras de 3 horas cada una, y una final de 6 horas, esto quiere decir que durante el año el
vehículo aproximadamente corre 21 horas, pero a este tiempo se le agregan la cantidad de
vueltas de prueba que se realizan con el vehículo antes de las carreras además de las carreras
de clasificación, sumado esto, se estiman alrededor de 50 horas de uso al año. Según esto, y
sabiendo que la barra acumula 0.3% de daño por hora de carrera, se estima una vida útil de
6.6 años, pero debido a que las simulaciones fueron realizadas en condiciones ideales en

47
donde no se tienen en cuenta esfuerzos causados por posibles colisiones, irregularidades en
la carretera, y demás factores inesperados, además que se busca obtener una aproximación
conservadora del tiempo de vida de la barra, se recomienda un cambio preventivo cada 2
años.
MANUFACTURA NUEVA BARRA
El proceso de manufactura consto de más de 48 horas de mecanizado debido a la alta
complejidad de la geometría que se quería manufacturar. Para este proceso se partió de una
barra de acero AISI 4140 con 𝟑𝟖. 𝟏[𝒎𝒎] de diámetro y 𝟐𝟓𝟎 [𝒎𝒎] de longitud, se escogió
el material de esta manera, ya que el diámetro mayor que presentaba la barra es de 𝟑𝟖 [𝒎𝒎]
y la longitud total de la barra es de 𝟐𝟐𝟔 [𝒎𝒎]. Primero, la barra fue sometida a un proceso
de tornado, en el cual se le dio la forma inicial la cual se puede apreciar en la Ilustración 34,
en este proceso se realizaron los conos correspondientes a las dimensiones en los extremos
de la barra, además de los acoples a las barras que van a las llantas. Luego de esto, se terminó
la manufactura de la barra mediante fresado por control numérico CNC como se puede
observar en las Ilustraciones 35 y 36. Finalmente el producto terminado se puede observar
en la Ilustración 37.

48
Ilustración 34 Proceso de torneado
Ilustración 35 Proceso de fresado por control numérico
Ilustración 36 proceso de mecanizado

49
Ilustración 37 Pieza terminada.
COMPARACIÓN DE RESULTADOS
Finalmente, con el fin de contrastar los tres diseños existentes de la barra estabilizadora del
vehículo de carreras prototipo Salamandra, las cuales se pueden apreciar en las Ilustraciones
38, 39y 40, se plantea el siguiente comparativo presente en la Tabla 5, en donde se evalúa el
cumplimiento de los requerimientos, entre otras características.
Ilustración 38 Diseño original de la barra estabilizadora [5].
Ilustración 39 Diseño por el estudiante Daniel Tofiño [5].

50
Ilustración 40 Diseño obtenido mediante optimización topológica.
Tabla 5 Comparacón de los tres diseños
Diseño PESO [g] Vida Útil COSTO [COP]
Daniel Tofiño 518 3 años 300.000
Optimización Topológica 449 2 años 600.000
Original 252 1 Carrera 150.000
De la anterior tabla, se puede decir que el nuevo diseño por métodos de optimización
topológica resulta en mayores costos de manufactura, un menor tiempo aproximado de vida
útil y menos peso, lo cual se tiene que tener en consideración al momento de decidir el diseño
que se empleará de manera permanente dentro del vehículo.

51
CONCLUSIONES
Primero que todo, en este proyecto se lograron identificar los requerimientos funcionales,
técnicos y geométricos para el correcto funcionamiento de la barra teniendo en cuenta
iteraciones de diseño anteriores y la comodidad del piloto. Se logró determinar que los
métodos de optimización que tenemos disponibles son basados en la mejora de un volumen
de diseño basado en el retiro de material en zonas donde el esfuerzo es mínimo o nulo y se
seleccionó el software AUTODESK FUSION 360.
Se logró implementar el algoritmo de optimización topológica del software AUTODESK
fusión 360 en el diseño de la barra. Del cual se pudo establecer que la geométrica generada
a partir del proceso de optimización del 10% de conservación, cumple con los requerimientos
necesarios para el correcto funcionamiento de la barra, los cuales fueron corroborados
mediante software de elementos finitos, encontrando que el rango de deflexiones varía entre
0.13 y 3 [mm], manteniendo siempre un factor de seguridad estático y con un tiempo de vida
de aproximadamente 2 años.
Finalmente, se logró diseñar y manufacturar una barra estabilizadora nueva para el vehículo
de carreras prototipo Salamandra que permite variar la rigidez de la suspensión del vehículo
en un rango cómodo para el piloto, con un menor peso que en iteraciones funcionales
anteriores, pero con un proceso de manufactura que requiere más tiempo y es más costoso
que estas.

52
CONSIDERACIONES Y TRABAJO FUTURO
Primero que todo, para que la barra se pueda desempeñar como se plantea a lo largo de este
proyecto, se debe diseñar e implementar un tratamiento térmico para mejorar las propiedades
del material de la barra estabilizadora, además se debe implementar la nueva barra en del
vehículo, con el fin de corroborar los resultados computacionales obtenidos en este proyecto.
El proceso de manufactura fue por medio de maquinado CNC, lo cual compromete la
finalidad de la barra, ya que durante este proceso a la barra se le es proporcionada con
concentradores de esfuerzos lo cual puede hacer que los resultados varíen. Además, este
proceso fue comprometido, ya que hubo fallas energéticas en varias ocasiones y por
consiguiente el proceso tenía que ser reiniciado y recalibrado generando acumulación de
error durante el proceso de manufactura de la barra lo cual puede causar que cuando sea
probada no se comporte de manera esperada.
Finalmente, si se quiere realiza por manufactura aditiva con materiales metálicos se debe
tener conocimiento de las características del material impreso, para lo cual es recomendable
imprimir probetas y caracterizarlo bajo cargas estáticas y dinámicas. Esto con el fin de
realizar un proceso de diseño asertivo, y además poder utilizar las geometrías generadas por
los algoritmos de optimización sin necesidad de post procesar estas, esto con el fin de probar
el resultado crudo de la optimización.

53
REFERENCIAS
[1] A. A. Romero and S. M. Giusti, "UNA METODOLOGIA PARA OPTIMIZACION
TOPOLOGICA ESTRUCTURAL CON MULTIPLES MATERIALES," Asociación
Angtentina de Mecánica Computacional, Mendoza, Argentina, 2013.
[2] C. A. Meza, F. Tamayo and E. E. Franco, "Optimización topológica aplicada al
diseño de componentes estructurales mecánicos de peso reducido," El Hombre y la
Máquina, pp. 72-79, 01 2015.
[3] B. Molero, "fEMAP Y NX Nastran," 28 08 2011. [Online]. Available:
https://iberisa.wordpress.com/2011/08/28/optimizacion-topologica-con-femap-y-nx-
nastran/.
[4] FEDERACIÓN COLOMBIANA DE AUTOMOVILISMO DEPORTIVO,
"fedeautos," 2015. [Online]. Available: http://www.fedeautos.com.co/document/rdn-
reglamento-deportivo-nacional. [Accessed 04 2017].
[5] D. Tofiño Tofiño, «Diseño, manufactura y prueba de una barra estabilizadora para un
vehiculo de carreras prototipo.,» Universidad de los Andes, Bogota D.C., 2016.
[6] P. Rout, "2014 Radical SR3 RS," 25 02 2014. [Online]. Available:
http://www.topspeed.com/cars/radical-sportscars/2014-radical-sr3-rs-ar162498.html.
[7] C. A. Meza Valencia, "OPTIMIZACIÓN TOPOLÓGICA EN EL DISEÑO DE
ELEMENTOS ESTRUCTURALES MECÁNICOS," Universidad Autonoma de
Occidente, Santiago de Cali, 2012.

54
[8] R. Cazacu and L. Grama, "OVERVIEW OF STRUCTURAL TOPOLOGY
OPTIMIZATION METHODSFOR PLANE AND SOLID STRUCTURES,"
ANNALS OF THE UNIVERSITY OF ORADEA Fascicle of Management and
Technological Engineering, ORADEA, 2014.
[9] M. Zhou, Y. K. Shyy and H. L. Thomas, "Checkerboard and minimum member size
control in topology optimization," Struct Multidisc Optim, vol. 21, no. 2, 2001.
[10] AUTODESK FUSION 360, "shape optimization.," AUTODESK, s.f.. [Online].
Available: http://help.autodesk.com/view/fusion360/ENU/?guid=GUID-855F7BD1-
E34B-4050-AD79-5A98F8F15BBB. [Accessed 10 01 18].
[11] ASM International, "Metals Handbook, Vol.1 - Properties and Selection: Irons,
Steels, and High-Performance Alloys, ASM International 10th Ed. 1990.," 1990.
[Online]. Available:
http://www.matweb.com/search/DataSheet.aspx?MatGUID=8b43d8b59e4140b88ef6
66336ba7371a&ckck=1. [Accessed 2018].
[12] R. G. Budynas and J. K. Nisbett, Shigley´s MEchanical Engineering Design, Novena
ed., 2008.
[13] M. G. López López, E. Quintero Mármol-Márquez and J. A. López Leyva,
"MEJORAMIENTO DEL DISEÑO Y ENSAMBLADO DE UNA IMPRESORA EN
3D," Cuemavaca, 2012.
[14] K. Gokuldoss Prashanth, S. Scudino, R. P. Chatterjee, O. O. Salman and J. Eckert,
"Additive Manufacturing: Reproducibility ofMetallic Parts," tecnologies MDPI, 08
05 2017.

55