proyecto de mejora de mejora maura vargas angeles página 5 iii. anÁlisis de la situaciÓn...
TRANSCRIPT

PROYECTO DE MEJORA
Maura Vargas Angeles Página 1
“AÑO DE LA CONSOLIDACIÓN DEL MAR GRAU”
DIRECCIÓN ZONAL
LIMA - CALLAO
Proyecto de Mejora
Nivel profesional técnico
ESCUELA DE ADMINISTRACION INDUSTRIAL
“APLICACIÓN DEL SMED PARA REDUCIR EL TIEMPO DE CAMBIO DE
MOLDE EN UNA MÁQUINA INYECTORA”
AUTORA : Maura Vargas Angeles
ASESOR : Ing. Florencio Solís Sara
LIMA-PERÚ
2016
V°B° : Ing. José Raulín Narváez Pozo

PROYECTO DE MEJORA
Maura Vargas Angeles Página 2
DEDICATORIA
Primeramente agradezco a Dios por estar siempre
en mi camino, guiándome y dándome fuerzas para
cumplir con mis objetivos trazados, asimismo
agradezco en mi madre y a una persona especial
que siempre me apoyaron, espero que al leer este
trabajo sea de su agrado.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 3
RESUMEN EJECUTIVO
La empresa Fabrica Nacional de Baterías ETNA S.A se dedica a la fabricación de
acumuladores eléctricos (baterías automotrices e industriales)
Los problemas identificados son los siguientes:
a. Demora en el tiempo en las subidas y bajadas de moldes.
b. Desorden en el área de Montaje.
c. No hay programación de disponibilidades de molde.
Plan propuesto para la solución de estos problemas:
El plan propuesto para disminuir el exceso de tiempo utilizado para la subida y
bajada de moldes en las principales máquinas inyectoras es hacer uso del SMED
(single-minute exchange of die) para poder bajar el tiempo y así incrementar la
productividad.
El plan propuesto para que los moldes no estén desordenado, consiste en
implementar las 5s, con lo cual habrá mayor espacio para que el personal trabaje
adecuadamente.
El plan propuesto para que exista una buena programación de molde, se
implementara el Poka Yoke, ya que es un dispositivo destinado a evitar errores, en
los cuales el personal hará una buena disponibilidad de moldes y evitar retrasos
en el montaje de molde.
Relación beneficio costo:

PROYECTO DE MEJORA
Maura Vargas Angeles Página 4
El beneficio/costo anual de 1.73 y el tiempo de recuperación del costo 17 dias. El
tiempo de ciclo se redujo en 46%, ya que varias de las actividades se realizaran
en paralelo, cuando la maquina está en funcionamiento.
INDICE
I. GENERALIADES DE LA EMPRESA…………………………..
1.1 RAZÓN SOCIAL……………………………………………………...
1.2 MISIÓN, VISIÓN, OBJETIVOS, VALORES DE LA EMPRESA
1.2.1 Misión………………………………………………………………
1.2.2 Visión………………………………………………………………
1.2.3 Políticas de calidad………………………………………………
1.2.4 Filosofía……………………………………………………………
1.3 PRODUCTOS, MERCADO, CLIENTES…………………………
1.3.1 Presentación del producto….……………………………………
1.3.2 Principales clientes y competencia….…………………………
1.4 ESTRUCTURA DE LA ORGANIZACIÓN…………………………
II. PLAN DEL PROYECTO DE INNOVACIÓN Y/O MEJORA...
2.1 Identificación del problema técnico en la empresa……………
2.2 Objetivos del proyecto de innovación y/o Mejora………………
2.3 Antecedentes del proyecto de innovación y/o Mejora…………
2.4 Justificación del proyecto de innovación y/o Mejora……………
2.5 Marco teórico y conceptual…………………………………………
2.5.1 Fundamento teórico del proyecto de innovación y Mejora…
2.5.1 Conceptos y términos utilizados…………………………………

PROYECTO DE MEJORA
Maura Vargas Angeles Página 5
III. ANÁLISIS DE LA SITUACIÓN ACTUAL……………………..
3.1 Mapa del flujo de valor actual y/o diagrama de proceso actual.
3.2 Efectos del problema en el área de trabajo o
en los resultados de la empresa. ………………………………………….
IV. PROPUESTA TÉCNICA DE LA MEJORA……………………….
4.1 Plan de acción de la Mejora propuesta………………………………
4.2 Consideraciones técnicas, operativas y ambientales
para la implementación de la mejora…………………………………
4.3 Recursos técnicos para implementar la mejora propuesta…………
4.4 Mapa de flujo de valor se la situación mejorada o diagrama de
proceso mejorado……………………………………………………
4.5 Cronograma de ejecución de la mejora…………………………….
4.6 Aspectos limitantes de la implementación de la mejora…………
4.7 Beneficios Cualitativos de la mejora………………………………
V. COSTOS DE IMPLEMENTACIÓN DE LA MEJORA………
5.1 Costos de materiales………………………………………………
5.2 Costo de mano de obra……………………………………………
5.3 Costo de máquinas, herramientas y equipos…………………..
5.4 Otros costos de implementación de la Mejora…………………
5.5 Costo total de la implementación de la Mejora………………..
VI. EVALUACIÓN TÉCNICA Y ECONÓMICA DE LA MEJORA……...
6.1 Beneficio técnico y/o económico esperado de la mejora……………...
6.2 Relación Beneficio/Costo…………………………………………………

PROYECTO DE MEJORA
Maura Vargas Angeles Página 6
VII. CONCLUSIONES……………………………………………………..
7.1 Conclusiones respecto a los objetivos del Proyecto de Innovación y/o
Mejora…………………………………………………………………..
VIII. RECOMENDACIONES……………………………………………….
8.1 Recomendaciones para la empresa respecto del Proyecto de
Innovación y Mejora……………………………………………………

PROYECTO DE MEJORA
Maura Vargas Angeles Página 7
CAPITULO I
GENERALIDADES DE LA EMPRESA
PROYECTO DE MEJORA
Maura Vargas Angeles Página 8
1.1 ¿QUIÉNES SOMOS?
En el año 1933, los Hnos. Peyon García
crean una nueva Industria en América Latina, la
industria de los Acumuladores Eléctricos. Así
nace Electro Talleres Nacionales Asociados que
años más tarde se transformó en Fábrica
Nacional de Acumuladores ETNA S.A. El
objetivo de los fundadores fue abastecer el
creciente mercado de reposición local que se
venía incrementando rápidamente con la llegada
de vehículos procedentes principalmente de
Europa y EE.UU. Para mediados de los 40’S,
ETNA operaba en un local ubicado en el distrito
de Jesús María, ahora cuenta con tres plantas
PACIFICO-VENTANILLA Y NEON.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 9
RAZÓN SOCIAL
Fábrica Nacional de Acumuladores ETNA S.A.
RUC
20100165687
DOMICILIO LEGAL
Av. El Pacifico Nº 501-561 Independencia Lima-Perú
Sucursal (Jr. Neón 5558 – INDUSTRIAL-LOS OLIVOS)
REPRESENTANTE LEGAL
El representante legal es el Sr. Atilio Guio
ACTIVIDAD ECONÓMICA
Su principal actividad económica es la fabricación de acumuladores
Eléctricos (baterías)
UBICACIÓN GEOGRÁFICA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 10
1.2 MISIÓN, VISIÓN, OBJETIVOS, VALORES DE LA EMPRESA
1.2.1 MISIÓN
Exceder las necesidades y expectativas de
sus clientes, darle valor agregado a sus
productos y asegurar el cumplimiento de la
calidad requerida mediante procesos
enfocados en la mejora continua.
1.2.2 VISIÓN
Mantener el liderazgo a nivel nacional en la
producción y comercialización de
acumuladores eléctricos, y ampliar su
presencia en los mercados internacionales.
Ser una empresa eficiente en términos de
gestión operativa, administrando
adecuadamente los recursos y buscando la
más alta rentabilidad para sus accionistas y
el mejor ambiente laboral para sus
trabajadores.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 11
1.2.3 POLÍTICA DE CALIDAD
El compromiso y esfuerzo de Fábrica
Nacional de Acumuladores ETNA S.A.
se enfoca a la satisfacción y atención
de sus clientes, cumpliendo en forma
oportuna con sus requerimientos,
entregando productos de excelente
calidad, elaborados con insumos y
materiales confiable.
1.2.4 FILOSOFÍA
ETNA enfrenta el siglo XXI con el
compromiso de seguir ofreciendo a
sus clientes un producto de
excelente calidad, fabricado con
tecnología de punta, buen respaldo
técnico y un exigente control de
calidad, para lo cual capacita
continuamente a su personal y staff
con conocimiento experto y
responsabilidad social.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 12
1.3 PRODUCTOS, MERCADO, CLIENTES
1.3.1 PRESENTACIÓN DEL PRODUCTO
Baterías Etna produce la línea más completa de baterías automotrices e
industriales del tipo tracción fuerza son aquellas que están diseñadas para realizar
trabajos de desplazamiento al poner en movimiento un motor eléctrico instalado en
una determinada máquina, podemos utilizarlo principalmente en locomotoras
eléctricas, montacargas eléctricos, elevadores eléctricos.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 13
PRODUCTOS:
BATERÍA ETNA DE ALTO DESEMPEÑO
Para uso particular, batería sellada de libre mantenimiento,
compuesto hídrico de calcio y selenio que permite mantener
la carga ante un uso intensivo diario y con moderado
kilometraje (18 meses de garantía ó 26 000 km)
BATERÍA ETNA PROFESIONAL
Para transporte público y vehículos pesados (taxis, servicios
públicos, camiones), bajo mantenimiento para lograr su
duración, con aleaciones de selenio que mantienen la carga
ante una cantidad alta de arranques por día (1 año de
garantía ó 6000 km).

PROYECTO DE MEJORA
Maura Vargas Angeles Página 14
BATERÍA ETNA PLATINIUM
Vehículos particulares con alto equipamiento como sistemas computarizados,
sensores, equipos de música sofisticada, etc. Libre mantenimiento, compuesto
hídrico de calcio y plata, que disminuye la corrosión por el uso intensivo propio de
estos equipamientos otorgando mayor duración (24 meses de garantía o 35 000
km), incluye indicador de estado de carga (ojo mágico).

PROYECTO DE MEJORA
Maura Vargas Angeles Página 15
1.3.2 PRINCIPALES CLIENTES Y COMPETENCIA
CLIENTES
TRACCIÓN FUERZA - MINERA
Compañía Minera Poderosa S.A
Compañía Minera Buenaventura S.A
Compañía Minera Caraveli
Tritón Trading S.A

PROYECTO DE MEJORA
Maura Vargas Angeles Página 16
COMPETENCIA
AUTOMOTRICES - PRINCIPALES
LINEA INDUSTRIAL - PRINCIPALES

PROYECTO DE MEJORA
Maura Vargas Angeles Página 17
1.4 ESTRUCTURA DE LA ORGANIZACIÓN
Baterías ETNA cuenta con un organigrama vertical que en la parte superior
presenta las unidades ramificadas de arriba hacia abajo a partir del titular, y
desagregan los diferentes niveles jerárquicos en forma escalonada.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 18
CAPITULO II
PLAN DEL PROYECTO DE INNOVACIÓN Y/O MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 19
2.1 IDENTIFICACIÓN DEL PROBLEMA TÉCNICO EN LA EMPRESA
DESCRIPCIÓN DEL ÁREA DE MAESTRANZA
El área de Maestranza tiene consigo tres sub áreas que son diseño, mecanizado y
montaje. Nos basaremos en el área de Producción, también interviene el área de
montaje que son los que se encargan de subir el molde en la inyectora.
Diseño: se encarga de diseñar las baterías en 2D y 3D utilizando el CAM WORK y
SOLID WORK.
Mecanizado: Se encargan de mecanizar los moldes según diseño establecido
utilizando las máquinas HASS, LEAD WELL Y EROSIÓNADORA.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 20
Montaje: Se encarga de armar el molde y llevarlo a la máquina inyectora para que
hagan la subida y bajada de molde y producir las cajas de las baterías.
MOLDE PARA LA SUBIDA Y BAJADA EN LA MÁQUINA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 21
INYECTORA
LADO HEMBRA: También llamada cavidad está en el lado fijo del molde, es
donde se inyecta el polipropileno y por consiguiente distribuye todo el material en
el diseño establecido. Este parte del molde trabaja con dos tipos de coladas:
Colada Caliente: Trabaja con controladores para que el plástico pueda recorrer
todo la cavidad.
Colada fría: Ayuda a que el producto se solidifique y salga en un buen estado.
LADO MACHO Ó NÚCLEO: Esta en el lado móvil del molde, se encaja en la parte
fija del molde para poder formar el producto.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 22
ORGANIGRAMA
PROYECTO DE MEJORA
Maura Vargas Angeles Página 23
PRINCIPALES TAREAS:
-Cotizaciones
-Requerimientos en el ERP
-Hacer indicadores de los tiempos de las subidas y bajadas del molde, correctivos
y disponibilidades mediante una solicitud de trabajo por PCP.
-Planificación de trabajos de mecanizados mediante un Gantt en Excel.
-Hacer indicadores de las máquinas mecanizadoras (su disponibilidad).
LLUVIA DE IDEAS
Demora en los tiempos de subida y bajada de moldes.
Falta orden en el área de montaje.
No se programa las disponibilidades de molde (para que suba a la máquina
inyectora).
Falta de mantenimiento a las bombas de la inyectora.
Falla de controladores en molde de colada caliente.
No se atienden los pedidos a PCP a tiempo.
Algunas herramientas deterioradas.
Muchas urgencias en compra de repuestos.
Falta de personal calificado y capacitado.
Demora en la compra de repuestos.
Personal no utiliza un principal implemento de seguridad la Faja.
Falta de motivación al personal.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 24
Falta de anaqueles para los moldes.
No se cumple con el procedimiento de subida y bajada de molde.
Falta personal para el área.
CLASIFICACIÓN DE LLUVIAS DE IDEAS POR FENÓMENOS
MÁQUINA
Demora en el tiempo de la subida y bajada de moldes
No se atienden los pedidos de PCP a tiempo
Falta de mantenimiento a las bombas de las máquinas inyectoras
Falla de controladores en molde de colada caliente
CONTROL
No se programa las disponibilidades de molde (para que suba a la máquina
inyectora).
Falta orden en el área de Montaje
No se cumple con el procedimiento de subida y bajada de moldes
PERSONAL
Personal no utiliza un principal implemento de seguridad (faja)
Falta de personal calificado y capacitado
Falta de personal para el área
Falta de motivación al personal

PROYECTO DE MEJORA
Maura Vargas Angeles Página 25
MATERIAL
Algunas herramientas deterioradas
Muchas urgencias en compras de repuestos
Demora en compra de repuestos
Falta de anaqueles para los moldes

PROYECTO DE MEJORA
Maura Vargas Angeles Página 26
DIAGRAMA DE ISHIKAWA POR FENÓMENOS

PROYECTO DE MEJORA
Maura Vargas Angeles Página 27
DIAGRAMA DE PARETO
Procederemos a realizar el diagrama de PARETO en el cual representaremos el máximo problema. Identificando
problemas a analizar.
ENCUESTA O PUNTUACIÓN:
La encuesta se realizó a personal del área de Montaje y Matricera.
Sr. Julio Condori – Jefe de Diseño y desarrollo
Sr. Fernando Guevara – Jefe de Montaje
Sr. Richard Tovar– Técnico Dibujante
DIAGRAMA DE PARETO (POR FENÓMENOS)
Para la elaboración del diagrama de Pareto por fenómenos, se realizó una encuesta nuestro personal del trabajo ya
antes mencionado.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 28
GRÁFICO PARETO POR FENÓMENOS

PROYECTO DE MEJORA
Maura Vargas Angeles Página 29

PROYECTO DE MEJORA
Maura Vargas Angeles Página 30
ANÁLISIS
Se atacará el problema con mayor porcentaje que es demora en el tiempo de subida y bajada de molde, 28%.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 31
DIAGRAMA DE ISHIKAWA POR HECHOS:
PROYECTO DE MEJORA
Maura Vargas Angeles Página 32
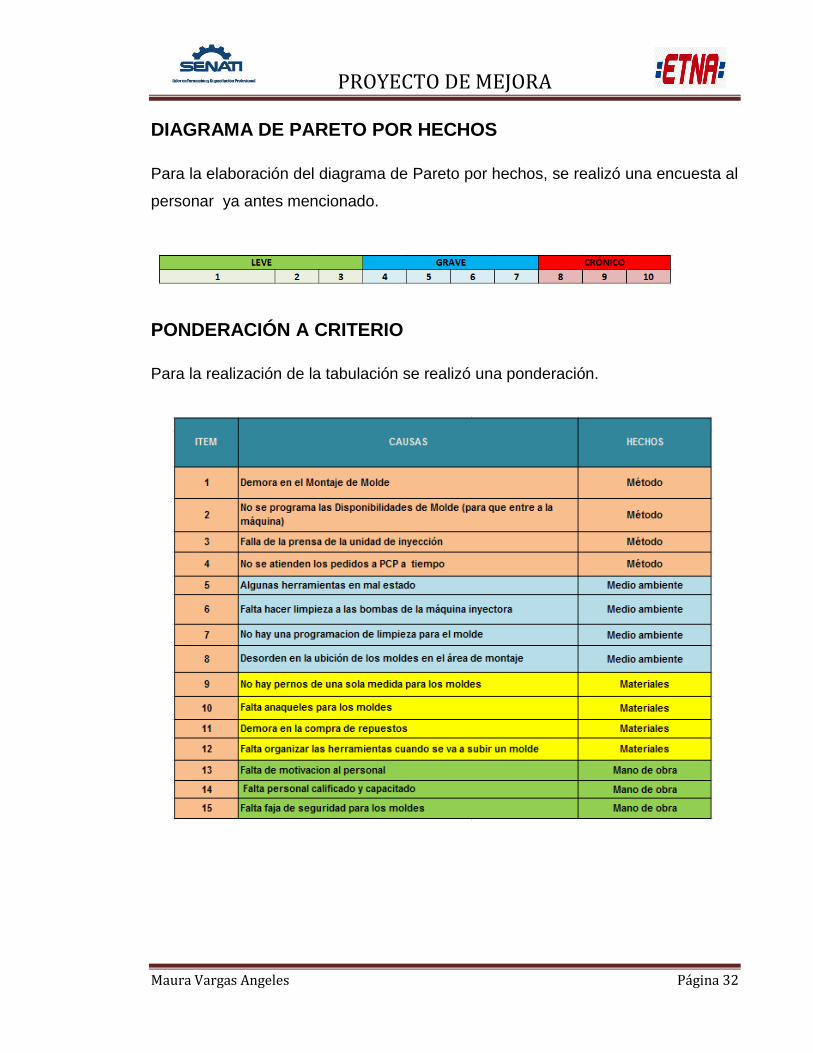
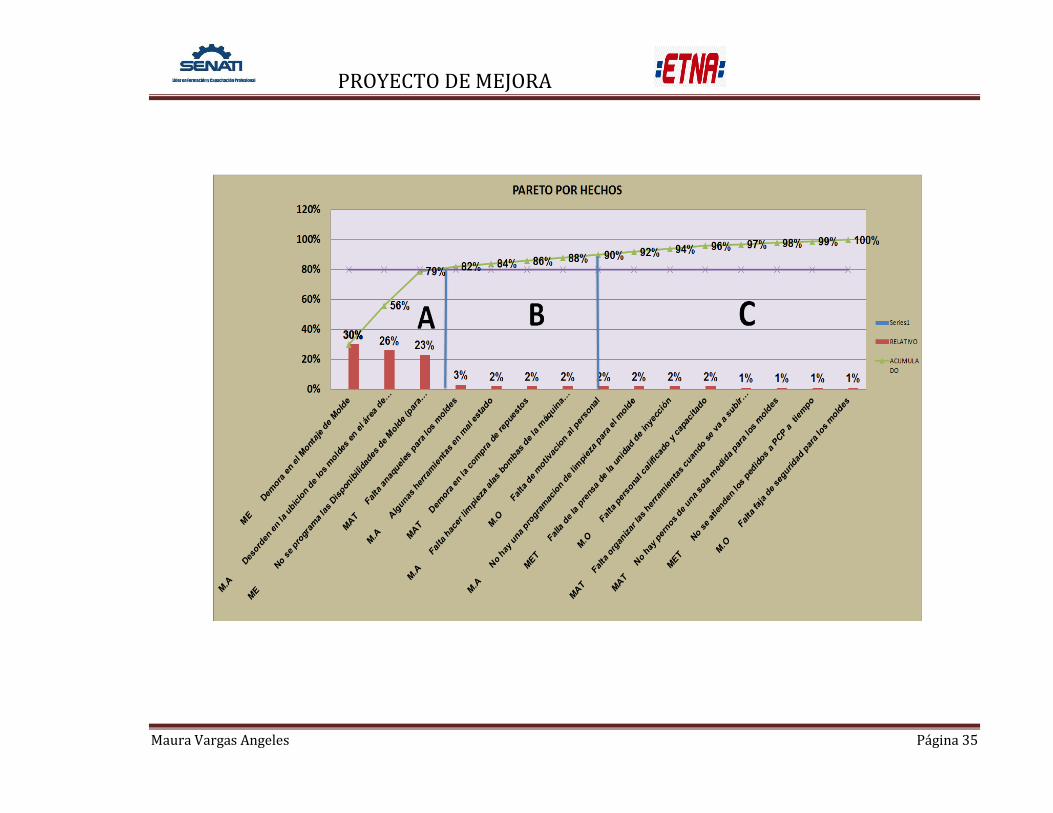
DIAGRAMA DE PARETO POR HECHOS
Para la elaboración del diagrama de Pareto por hechos, se realizó una encuesta al
personar ya antes mencionado.
PONDERACIÓN A CRITERIO
Para la realización de la tabulación se realizó una ponderación.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 33

PROYECTO DE MEJORA
Maura Vargas Angeles Página 34
PROYECTO DE MEJORA
Maura Vargas Angeles Página 35

PROYECTO DE MEJORA
Maura Vargas Angeles Página 36
Se procederá a mejorar los siguientes problemas:
Demora en el montaje de molde (30%)
Desorden en la ubicación de los molde en el área de Montaje (26%)
No se programa las disponibilidades de moldes (para que entre a la
máquina inyectora) (23%).
2.2 OBJETIVOS DEL PROYECTO DE INNOVACIÓN Y /O MEJORA
2.2.1 OBJETIVO GENERAL
Disminuir el tiempo de cambio de molde, eliminando tiempos muertos e
incrementando la productividad en una máquina inyectora.
2.2.2 OBJETIVO ESPECÍFICO
1. Reducir tiempos de montaje (subida y bajada de molde) Disminuir los
tiempos de subida y bajada de molde (montaje), alistamiento de una
máquina inyectora para que pueda producir correctamente, aplicando la
técnica SMED.
2. Ordenar el área de montaje
Ordenar el área de montaje, los moldes del área están fuera de su lugar y
eso no da espacio al operario realizar su trabajo en menos tiempo, lo cual
se aplicara las 5s para las herramientas principales.
3. Programar las disponibilidades de molde
Aplicar el sistema POKA YOKE, que es un dispositivo que evita errores en
un molde antes que el molde sea llevado a la máquina inyectora, y el
resultado será que podrán programar una disponibilidad de molde.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 37
2.3 ANTECEDENTES DEL PROYECTO DE INNOVACIÓN Y/O
MEJORA
CUC CAB(2005) en su tesis APLICACIÓN DE LA TÉCNICA SMED EN LA
FABRICACIÓN DE ENVASES AEROSOLES concluye que “SMED es una
técnica de optimización para el cambio de herramentales de máquinas en
líneas de producción; enfoca su atención en acortar los tiempos preparación y
en consecuencia mejora la flexibilidad de las líneas para cumplir las demandas
cada día más exigentes de los clientes”.
En ETNA, se tiene la experiencia del sr. Julio Condori, jefe de montaje y
técnico dibujante, para la elaboración de la mejora del SMED.
Se ha elaborado indicadores en los cuales se puede apreciar cuanto se
demora cada subida y bajada de molde, en lo cual se tiene una data de enero
a Diciembre del 2015, cada subida y bajada de molde toma una tiempo de más
de 80 min, lo cual se hace un indicador mensual para ver la tendencia de las
subidas y bajadas de molde.
CUC CA(2005): Bhttp://biblioteca.usac.edu.gt/tesis/08/08_1361_IN.pdf

PROYECTO DE MEJORA
Maura Vargas Angeles Página 38
2.4 JUSTIFICACIÓN DEL PROYECTO DE INNOVACIÓN Y/O
MEJORA
La aplicación de la herramienta del Lean Manufacturing, Single Minute Exchange
of Die (SMED), ayudará a reducir los tiempos que no generan valor productivo,
disminuyendo el tiempo de montaje, todo esto es para la optimización de tiempos
y reducción de costos por mano de obra o máquina parada, mejorando de esa
manera la productividad del Área.
2.5 MARCO TEÓRICO Y CONCEPTUAL
2.5.1 FUNDAMENTO TEÓRICO DEL PROYECTO DE
INNOVACIÓN Y MEJORA
Lean Manufacturing
Lean Manufacturing (‘producción ajustada’, ‘manufactura esbelta’, ‘producción
limpia’ o ‘producción sin desperdicios’) es un modelo de gestión enfocado a la
creación de flujo para poder entregar el máximo valor para los clientes, utilizando
para ello los mínimos recursos necesarios: es decir ajustados.
La creación de flujo se focaliza en la reducción de los siete tipos de "desperdicios"
en productos manufacturados:
Sobre-producción
Tiempo de espera
Transporte
Exceso de procesados
Inventario
Movimientos
Defectos

PROYECTO DE MEJORA
Maura Vargas Angeles Página 39
SMED
El SMED (Single Minute Exchange of Die), es un método y conjunto de técnicas
que hacen posible realizar las operaciones de cambios de Útiles y preparación de
máquinas en menos de 10 min.
En 1950 Shigeo Shingo descubrió que
había dos tipos de operaciones:
INTERNAS: Deben realizarse con la
máquina parada.
EXTERNAS: Pueden realizarse con la
máquina en marcha.
Puede no ser posible alcanzar el rango de
medición de diez minutos para todo tipo de preparación de máquinas, pero el
SMED reduce dramáticamente los tiempos en casi todos los casos.
BENEFICIOS DEL SMED
Alguno de los beneficios que comporta son:
• Reducir el tiempo de preparación y pasarlo a tiempo productivo
• Reducir el tamaño del inventario
• Reducir el tamaño de los lotes de producción
• Producir en el mismo día varios modelos en la misma máquina o línea de
producción
• Reducir los costos
Reducir el tiempo de entrega Habitualmente la mejora de tiempo de cambio de
útiles y preparación, consiste en tres ideas básicas.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 40
• La producción de grandes lotes disminuye el efecto del tiempo de preparación
de máquina y reduce las horas hombre por unidad producida, La combinación de
operaciones de preparación ahorra tiempo de preparación y conduce a un
incremento de la eficacia y la capacidad de producción.
• La destreza que se requiere para los cambios de útiles y herramientas puede
adquirirse a través de la práctica y una larga experiencia.
• La producción en grandes lotes incrementa el nivel de inventarios. Deben
calcularse los lotes económicos y las cantidades de inventario que quedan en
consecuencia.
Estrategias que implican destreza
En las operaciones tradiciones de fabricación, las operaciones de cambio de
útiles eficientes requieren dos cosas:
-Conocimiento relativo de la estructura y función de la maquinaria y equipo, así
como una familiaridad completa con las herramientas.
-Destreza en montar y desmontar estos elementos, y también medir, centrar,
ajustar y calibrar después de las operaciones de ensayo.
https://es.wikipedia.org/wiki/Lean_manufacturing
http://es.slideshare.net/saoryy/smed-single-minute-exchange-of-die-
cambios-rpidos-de-productos
PROYECTO DE MEJORA
Maura Vargas Angeles Página 41
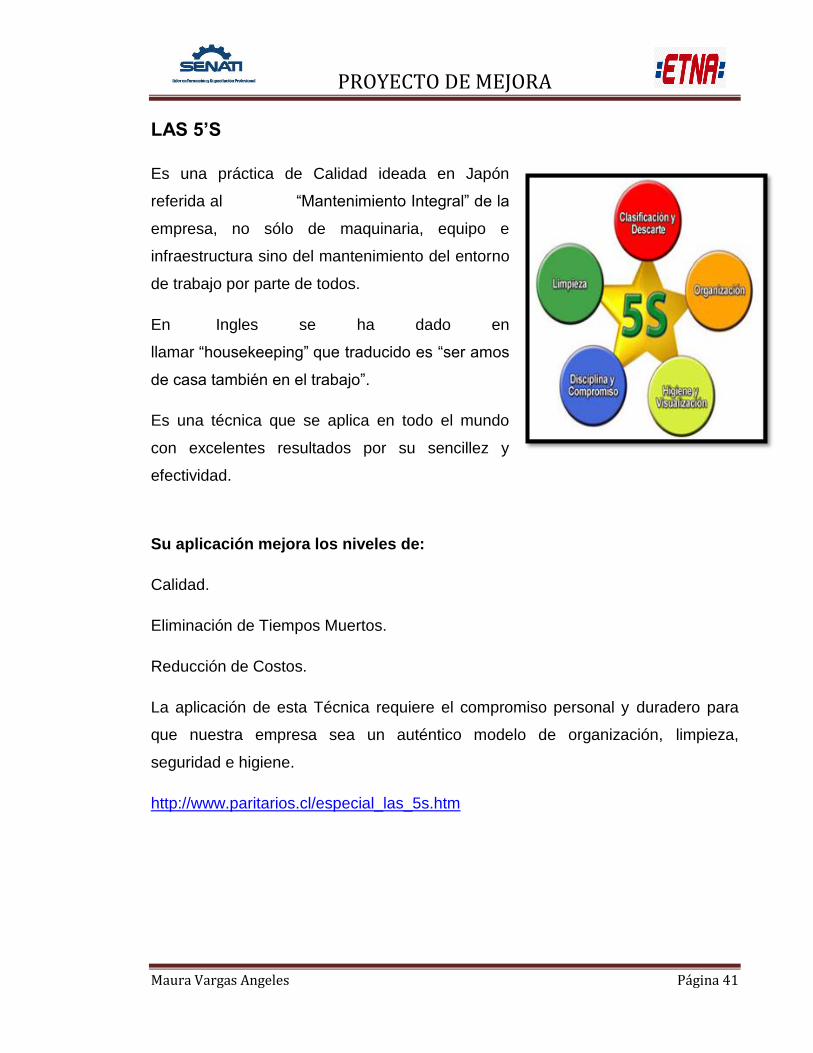
LAS 5’S
Es una práctica de Calidad ideada en Japón
referida al “Mantenimiento Integral” de la
empresa, no sólo de maquinaria, equipo e
infraestructura sino del mantenimiento del entorno
de trabajo por parte de todos.
En Ingles se ha dado en
llamar “housekeeping” que traducido es “ser amos
de casa también en el trabajo”.
Es una técnica que se aplica en todo el mundo
con excelentes resultados por su sencillez y
efectividad.
Su aplicación mejora los niveles de:
Calidad.
Eliminación de Tiempos Muertos.
Reducción de Costos.
La aplicación de esta Técnica requiere el compromiso personal y duradero para
que nuestra empresa sea un auténtico modelo de organización, limpieza,
seguridad e higiene.
http://www.paritarios.cl/especial_las_5s.htm
PROYECTO DE MEJORA
Maura Vargas Angeles Página 42
POKA YOKE
Un Poka Yoke (en japonés, literalmente a prueba de errores) es un
dispositivo destinado a evitar errores;
Algunos autores manejan el poka yoke como un sistema anti-tonto el cual
garantiza la seguridad de los usuarios de cualquier maquinaria, proceso o
procedimiento, donde se encuentren relacionados, evitando accidentes de
cualquier tipo, que originarían piezas mal fabricadas si siguieran en proceso con
el consiguiente costo.
Estos dispositivos fueron introducidos en Toyota en la década de los 60’s, por el
ingeniero Shingeo Shingo dentro de lo que se conoce como Sistema de
Producción Toyota (TPS).
Aunque con anterioridad ya existían Poka Yoke, no fue hasta su introducción
en Toyota cuando se convirtieron en una técnica, hoy común, de calidad.
Afirmaba Shingo que la causa de los errores estaba en los trabajadores y los
defectos en las piezas fabricadas se producían por no corregir aquéllos.
Consecuente con tal premisa cabían dos posibilidades u objetivos a lograr con el
Poka-Yoke:
1. Imposibilitar de algún modo el error humano; por ejemplo, los cables
para la recarga de baterías de teléfonos móviles y dispositivos de corriente
continua.
2. Resaltar el error cometido de tal manera que sea obvio para el que lo
ha cometido; por ejemplo, cuando un trabajador ha de montar dos pulsadores
en un dispositivo colocando debajo de ellos un muelle; para evitar la falta de éste
último en alguno de los pulsadores se hizo que el trabajador cogiera antes de
cada montaje dos muelles de la caja donde se almacenaban todos y los
depositase en una bandeja o plato; una vez finalizado el montaje, el trabajador
se podía percatar de inmediato del olvido con un simple vistazo a la bandeja.
http://www.gestiopolis.com/poka-yoke-tecnica-de-calidad-para-la-mejora-continua/
PROYECTO DE MEJORA
Maura Vargas Angeles Página 43
2.5.2 CONCEPTOS Y TERMINOS UTILIZADOS
SMED (Single Minute Exchange of Die), es un método y conjunto de técnicas que
hacen posible realizar las operaciones de cambios de Útiles y preparación de
máquinas en menos de 10 min.
GANTT: Es una herramienta que le permite al usuario modelar la planificación de
las tareas necesarias para la realización de un proyecto.
INSTALACION: Hace referencia a una estructura que puede variar en tamaño y
está dispuesta de manera particular para cumplir un objetivo específico.
MÁQUINA INYECTORA:
La maquinaria de inyección es usada para
fabricar diferentes tipos de productos sólidos
mediante la inyección directa del plástico
para formar el producto.
Entre los productos que pueden ser
fabricados con la maquinaria de inyección se encuentran envases, botellas de
plástico, utensilios domésticos, tapas y cualquier objeto de plástico.
http://www.inyectorasplastico.com/

PROYECTO DE MEJORA
Maura Vargas Angeles Página 44
CAPITULO III ANÁLISIS DE LA SITUACIÓN ACTUAL

PROYECTO DE MEJORA
Maura Vargas Angeles Página 45
3.1 DIAGRAMA DEL PROCESO ACTUAL
PROBLEMA 1: SITUACIÓN ACTUAL

PROYECTO DE MEJORA
Maura Vargas Angeles Página 46
En este caso se utiliza el DAP por el motivo de la implementación del
SMED, el cual nos muestra las esperas, transportes y procesos que se dan
en la subida y bajada de un molde (montaje).
Como se puede observar, en la actualidad para colocar las mangueras de
agua de refrigeración el operario invierte 30 min de su tiempo lo cual es el
tiempo más elevado en un montaje de molde en la máquina inyectora 280.
DIAGRAMA DE SPAGHETTI
Se puede observar los movimientos del operario al hacer el cambio de
molde.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 47
PROBLEMA 2 SITUACIÓN ACTUAL
Se necesita la aplicación de las 5´S, debido a que al Área presenta el
estado de sus herramientas en mal estado, y sus moldes desordenados lo
cual reduce espacio, todo ello con el fin de implementar la mejora.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 48
PROBLEMA 3 SITUACIÓN ACTUAL
No están diferenciadas las preparaciones internas (trabajos realizados
mientras la máquina está detenida) y externa (trabajos que pueden
realizarse mientras la máquina está en funcionamiento).

PROYECTO DE MEJORA
Maura Vargas Angeles Página 49
PROBLEMA 4
SITUACIÓN ACTUAL
No hay una buena programación de disponibilidad de molde. Ya que el jefe
de montaje espera a PCP que asigne que molde se va a subir, para recién
armarlo y esté listo, lo cual a veces hay prioridades y se tiene que dejar de
hacer un trabajo para hacer lo prioritario.
3.2 EFECTOS DEL PROBLEMA EN EL ÁREA DE TRABAJO O EN
LOS RESULTADOS DE LA EMPRESA
SITUACIÓN ACTUAL
Una subida y bajada de molde equivale a su tiempo productivo de 149 min
de los cuales la demora mas significante es la colocación de mangueras
que consta de 14 conexiones que equivale a 30 min del tiempo total del
ciclo, que es demaciado tiempo para hacer una subida de molde lo cual
contamos con operarios de turno de 8 horas y descontando sus 45 min de
refrigerio y (hay 3 turnos al dia).
En cuanto a las herramientas en mal estado y los moldes desordenados en
el área de montaje perjudica a que los operarios tengan espacio para que
puedan hacer la disponibilidad de molde, ya que los operarios se demoran
en sacar los moldes porque estan desordenados y pesan toneladas.
En los procedimientos actuales, los efectos mas significativos son los
tiempos muertos en el proceso, lo cual se debe a que no se invierte
correctamente el tiempo del operario y la máquina, pues hay actividades
que se pueden realizar cuando la maquina esta en funcionamiento, un claro
ejemplo es preparar las herramientas que se va utilizar en una subida y
bajada de molde, tambien hay tiempos que se deben reducir, por ejemplo
en las conexiones de mangueras.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 50
Respecto a la falta de programacion de disponibilidad de molde es debido a
que hay muchas prioridades por parte de PCP, ya que si se esta trabajando
con un molde que esta planificado, hay dias que vienen prioridades de
molde y no se cumple con la programación.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 51
CAPITULO IV
PROPUESTA TÉCNICA DE LA MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 52
4.1 PLAN DE ACCIÓN DE LA MEJORA PROPUESTA
REDUCIR EL TIEMPO DE MONTAJE DE MOLDE
Implementar el Método del SMED, siguiendo los siguientes 7 pasos:
Realizar 5´S
Aplicar Gembutsu Gemba
Separar las operaciones internas de las externas
Convertir operaciones internas en externas
Reducir el tiempo de las operaciones internas
Estandarizar el nuevo procedimiento
Aplicar el sistema Poka Yoke
PASO 1
APLICACIÓN DE 5´S
Las actividades de Organización-Orden-Limpieza-Estandarización y Disciplina son
esenciales y fundamentales para una correcta y óptima puesta en funcionamiento
del sistema SMED.
El encontrar rápidamente las herramientas, disponer de todos los equipos y
lugares de trabajo en estado de limpieza, y el tener elementos visuales que
permitan un mejor ajuste, son beneficios que trae consigo la aplicación sistemática
de las Cinco “S”. Para ello realizaremos lo siguiente:
1. Seiri - Clasificación (Ordenar O Clasificar)
Primero se separará los elementos que son necesarios en el área de trabajo,
luego los innecesarios y se desprenderá de estos últimos, evitando que
vuelvan a aparecer.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 53
Ejemplo:
Innecesarias:
- Herramientas en mal estado, obsoletas, etc.
- Accesorios deteriorados.
- Moldes fuera de su lugar.
2. Seiton - Orden (Situar necesarios)
- Se separa los moldes por Porta moldes, y sus accesorios en Anaqueles.
3. Seiso - Limpieza (Suprimir suciedad)
- Se limpiará todo el casillero de las herramientas y herramientas de grasa,
desperdicios de trapos, empaques, etc.
4. Seiketsu – Estandarización (Señalizar anomalías)
- Se Colocará cada herramienta, según nombre y medida, de esta manera
será más identificarlas y detectar la perdida de herramientas solo al
visualizar el estante.
5. Shitsuke - Mantenimiento de la disciplina (Seguir mejorando)
Se procederá a verificar que se cumpla lo establecido, mediante a un reporte
diario utilizando un Check List de cada molde que se va a subir, el cual será
realizado por el operario encargado del Montaje.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 54

PROYECTO DE MEJORA
Maura Vargas Angeles Página 55
PASO 2
IDENTIFICAR LAS OPERACIONES
Aplicar Gembutsu Gemba mediante un registro el cual detalla las
actividades que se realizan en la máquina inyectora 280 para hacer una
subida y bajada de molde.
Para ello se hizo una toma de tiempos de las actividades efectuadas por el
personal a cargo del cambio, así como también se conversó con el personal
operario para determinar cualquier condición que no tenga valor agregado
para ellos.
TABLA 1: HOJA DE ESTUDIO DE LA MÁQUINA INYECTORA 280

PROYECTO DE MEJORA
Maura Vargas Angeles Página 56
PASO 3
SEPARAR LAS OPERACIONES INTERNAS DE LAS EXTERNAS:
A continuación se visualiza una tabla en la cual muestra la clasificación de las
actividades de una subida y bajada de molde, estas serán internas o externas
según se realicen en la actualidad.
TABLA 2: IDENTIFICACION DE ACTIVIDADES INTERNAS Y EXTERNAS

PROYECTO DE MEJORA
Maura Vargas Angeles Página 57
PASO 4
CONVERTIR OPERACIONES INTERNAS EN EXTERNAS
Durante la subida y bajada de molde estamos evaluando que actividades se
hacen internamente y externo, de lo cual se convertirá actividades internas en
externas para el montaje del molde.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 58
PASO 5
REDUCIR Y/O ELIMINAR TIEMPO DE OPERACIONES INTERNAS
SUBIDA Y BAJADA DE MOLDE
Para ello se tomara las siguientes medidas:

PROYECTO DE MEJORA
Maura Vargas Angeles Página 59
PASO 6
ESTANDARIZAR EL NUEVO PROCEDIMIENTO DE TRABAJO
Para ello se creara un documento escrito con la secuencia de trabajos mejorada,
el cual será revisado y aprobado por el Jefe de Diseño y Desarrollo.
PASO 7
COMPROMETER AL OPERARIO CON EL SISTEMA POKA YOYE
Implementar como apoyo el sistema POKA YOKE, para asegurar el cumplimiento
de la mejora, tenemos que evitar errores al momento de subir el molde para ello,
se tendrá que limpiar y verificar bien los moldes que se van a subir a la máquina
inyectora para ello se lograra cumplir con la planificación Disponibilidad de moldes:
RUTINA DE TRABAJOS:
Tomando como base el nuevo procedimiento creado gracias a la mejora, se
capacitará al personal que se encargara del montaje del molde de forma que este
se convierta en un hábito para el operario lo realice de forma continua. Esta
capacitación se realizará una vez a la semana en la Sala de Producción.
PLANTEAR OBJETIVOS:
Se le explicara el nuevo procedimiento al operario y se le motivara para que
ejecute la mejora, de tal forma que se involucre con los objetivos de la empresa
convirtiéndose en los suyos propios, para ello se les mostrará mediante
indicadores como va el tiempo de subida y bajada de moldes y como resultado
conseguir que el mismo supervise su trabajo buscando que siempre sea de
calidad.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 60
COACH:
El supervisor ayudara y guiara al operario, para que este realice el nuevo
procedimiento de forma efectiva. Se darán charlas de inducción.
SEGUIMIENTO:
El supervisor evaluará al operario, dialogara con él, de tal forma que se realice la
mejora y se busque de aumentar el beneficio de la misma al máximo.
4.2 CONSIDERACIONES TÉCNICAS, OPERATIVAS Y
AMBIENTALES PARA LA IMPLEMENTACIÓN DE LA
MEJORA
Diagrama de Análisis de Proceso (DAP), es la representación gráfica de
la secuencia de todas las operaciones, transporte, inspecciones, demoras y
los almacenamientos que ocurren durante un proceso o procedimiento.
Comprende toda la información que se considera deseable para el análisis
tal como tiempo necesario y distancia recorrida.
Las 5’s buscan generar un ambiente de trabajo que además de ser
congruente con la calidad total, brinda al ser humano la oportunidad de ser
muy efectivo, ya que abarca el mejoramiento de las condiciones mentales
de quien se apega a esta metodología.
Single Exchange Minute of Die (SMED) es la metodología de Lean
Manufacturing, la cual busca reducir los tiempos de alistamiento de
máquina. Disminuyendo los tiempos de ciclo de producción.
Poka Yoke, es una técnica de calidad que se aplica con el fin de evitar
errores en la operación de un sistema.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 61
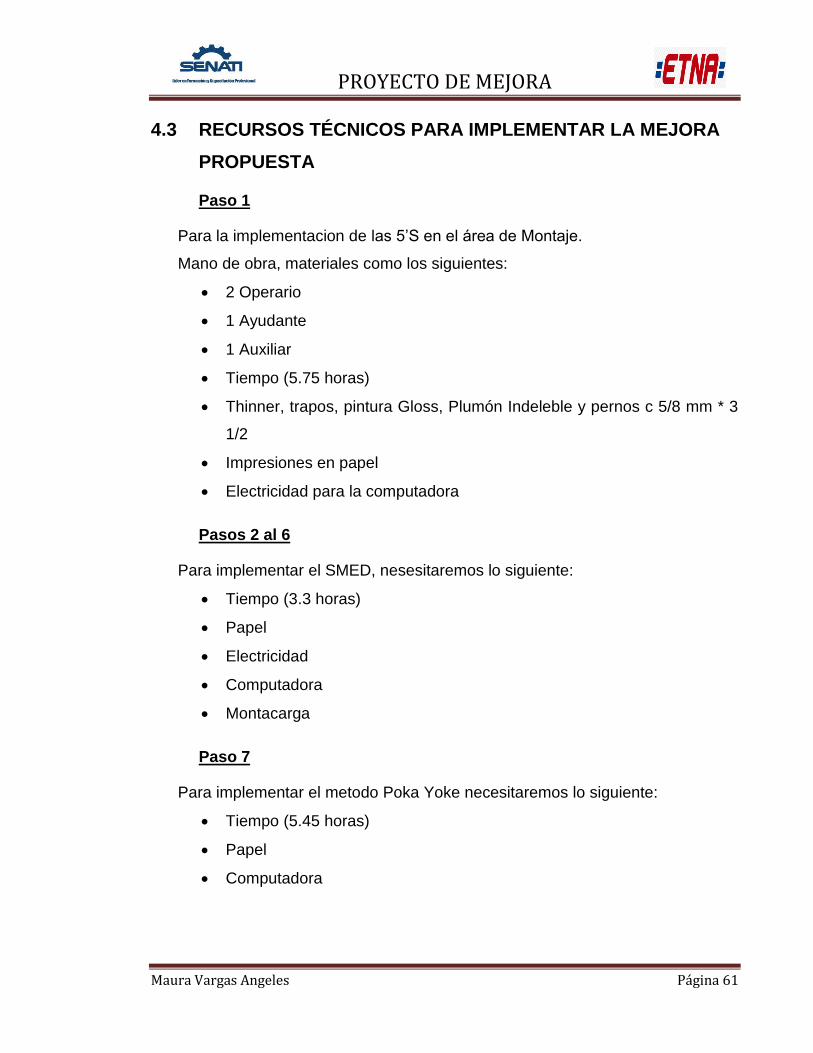
4.3 RECURSOS TÉCNICOS PARA IMPLEMENTAR LA MEJORA
PROPUESTA
Paso 1
Para la implementacion de las 5’S en el área de Montaje.
Mano de obra, materiales como los siguientes:
2 Operario
1 Ayudante
1 Auxiliar
Tiempo (5.75 horas)
Thinner, trapos, pintura Gloss, Plumón Indeleble y pernos c 5/8 mm * 3
1/2
Impresiones en papel
Electricidad para la computadora
Pasos 2 al 6
Para implementar el SMED, nesesitaremos lo siguiente:
Tiempo (3.3 horas)
Papel
Electricidad
Computadora
Montacarga
Paso 7
Para implementar el metodo Poka Yoke necesitaremos lo siguiente:
Tiempo (5.45 horas)
Papel
Computadora
PROYECTO DE MEJORA
Maura Vargas Angeles Página 62
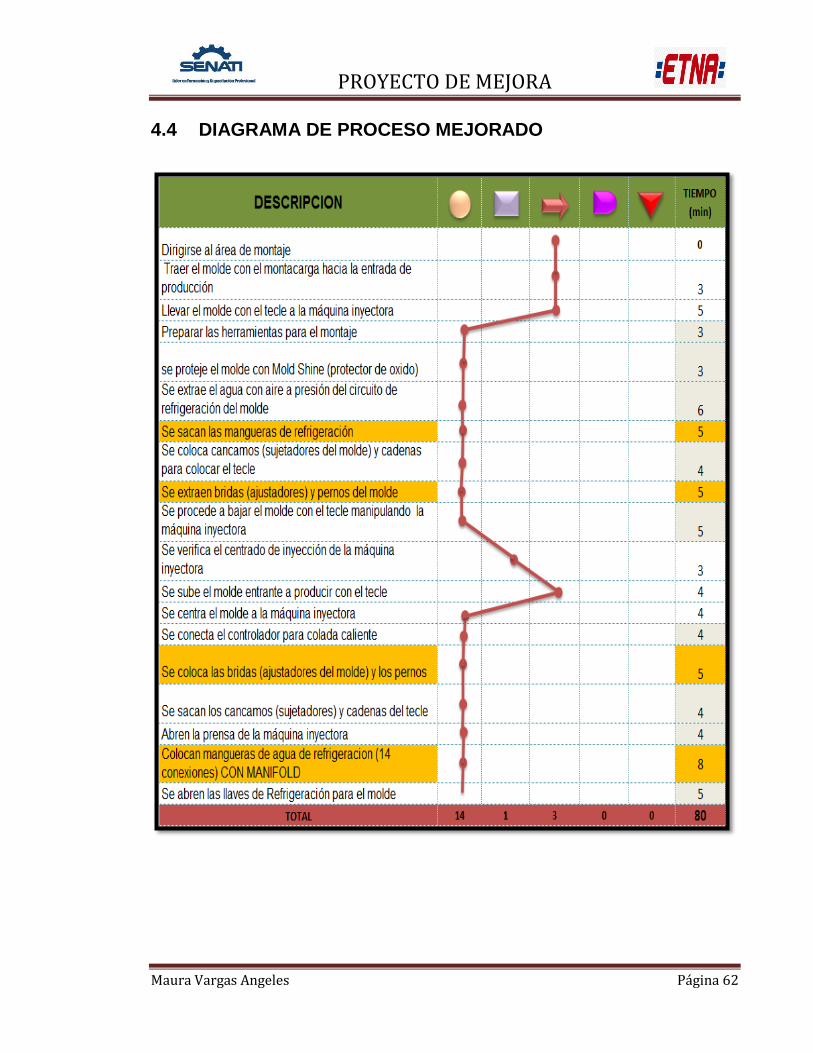
4.4 DIAGRAMA DE PROCESO MEJORADO

PROYECTO DE MEJORA
Maura Vargas Angeles Página 63

PROYECTO DE MEJORA
Maura Vargas Angeles Página 64
ACTUAL
Se tiene el molde con 14 mangueras que serán 14 conexiones lo cual se lleva el
mayor tiempo en el DAP (30 min), toma tiempo porque al momento de subir el
molde se hace las conexiones, también la máquina inyectora se observa muy
desordenada en la parte trasera ya que hay muchas mangueras

PROYECTO DE MEJORA
Maura Vargas Angeles Página 65
MEJORADO
Para ello se hará el uso de 2 Manifold lo cual las conexiones serán internas en el
molde y al momento que se suba el molde solo será 4 conexiones con la máquina
inyectora lo cual llega a 8 min, y podemos observar que la parte trasera de la
máquina esta ordenada.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 66
ACTUAL
Se coloca las bridas (ajustadores del molde) y los pernos, esta actividad nos toma
20 min ya que las tapas de los moldes son pequeñas y se tiene que adicionar
BRIDAS para poder ajustar el molde con la máquina inyectora.
MEJORADO
Para mejorar ese tiempo se hizo la fabricación de tapas de fierro para el molde,
para que no sea necesario el uso de bridas, sino poner al instante los pernos para
poder fijar el molde con la máquina inyectora, ahora es nos toma 5 min.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 67
DIAGRAMA DE SPAGHETTI
PROYECTO DE MEJORA
Maura Vargas Angeles Página 68
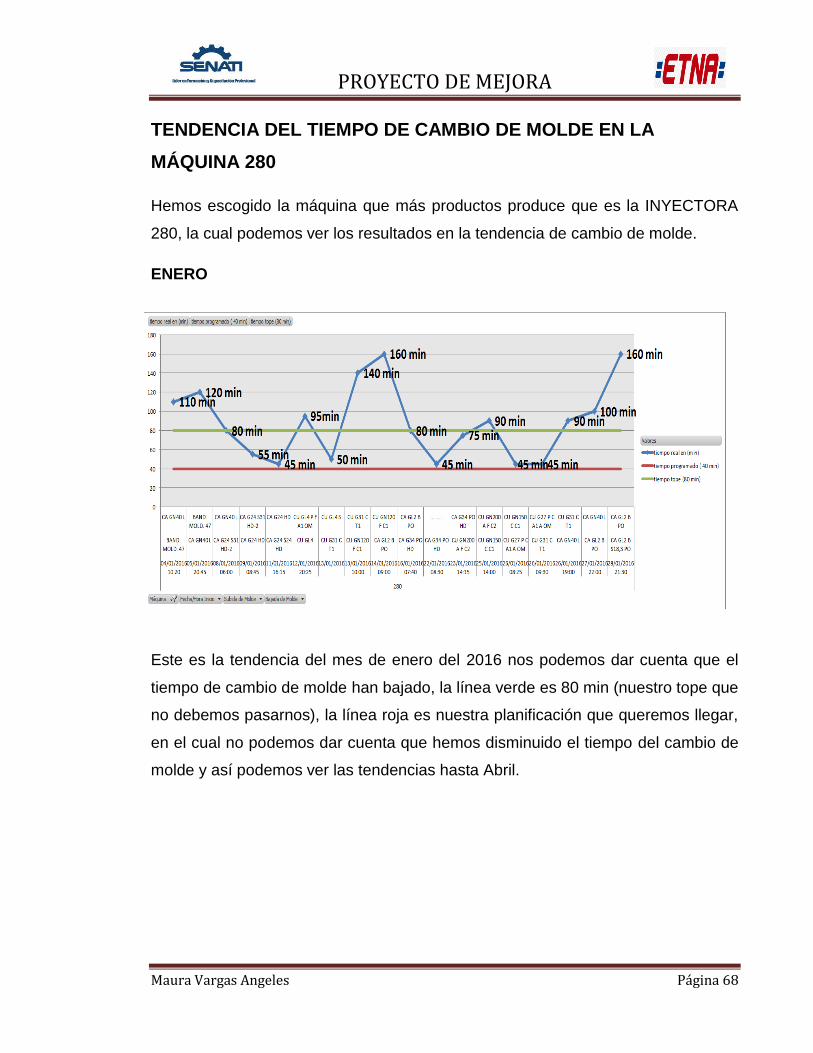
TENDENCIA DEL TIEMPO DE CAMBIO DE MOLDE EN LA
MÁQUINA 280
Hemos escogido la máquina que más productos produce que es la INYECTORA
280, la cual podemos ver los resultados en la tendencia de cambio de molde.
ENERO
Este es la tendencia del mes de enero del 2016 nos podemos dar cuenta que el
tiempo de cambio de molde han bajado, la línea verde es 80 min (nuestro tope que
no debemos pasarnos), la línea roja es nuestra planificación que queremos llegar,
en el cual no podemos dar cuenta que hemos disminuido el tiempo del cambio de
molde y así podemos ver las tendencias hasta Abril.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 69
FEBRERO
MARZO

PROYECTO DE MEJORA
Maura Vargas Angeles Página 70
ABRIL

PROYECTO DE MEJORA
Maura Vargas Angeles Página 71
Teniendo en cuenta que cada 31 segundos se fabrica 1 caja de batería en la
máquina inyectora 280, en el cual por cada 0.52 min se fabrica una caja durante
las 24 horas, si no parara la máquina su fabricación sería de 2787 cajas.
DAP ACTUAL
Se sabe que tenemos 4 cambio de moldes al día, lo cual se descuenta ese tiempo
cada molde nos toma 149 min como son 4 es un total de 596 min, donde mi
tiempo disponible seria 844 min de fabricación en el cual la máquina producirá
1634 cajas.
DAP MEJORADO
Podemos observar que una máquina inyectora estaba fabricando 1634 cajas, pero
ahora implementando el SMED se incrementó a 2168 cajas fabricando 534 cajas
de más.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 72
Si una caja nos costara 15 soles la fabricación, en el DAP ACTUAL
ganábamos S/24 503.23 soles diario, pero ahora actualmente en el DAP
MEJORADO ganamos S/32 516.13 soles diarios, lo cual nos refleja que si
antes trabajábamos en un 59%, ahora trabajamos en 78% para elevar la
productividad de la empresa.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 73
4.5 CRONOGRAMA DE EJECUCIÓN DE LA MEJORA
Como se puede apreciar en la siguiente figura adjunta, se muestra los pasos que se han tenido que seguir
para la elaboración del proyecto de mejora, desde la fecha de comienzo del proyecto hasta la fecha que se
culminará. Se ha elaborado este planeamiento mediante un DIAGRAMA DE GANTT, debido a que esta es la
mejor forma de planear y organizar el tiempo a utilizar, de tal manera que nos mostrará la programación.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 74
4.6 ASPECTOS LIMITANTES DE LA IMPLEMENTACIÓN
La empresa BATERIAS ETNA S.A. dio las facilidades necesarias para
realizar el proyecto, brindando información, prestando sus instalaciones
para la mejora.
4.7 BENEFICIOS DE LA PROPUESTA DE MEJORA
Orden y limpieza en el área de montaje.
Reducción de tiempo de Montaje.
Transformación tiempo no productivo en tiempo productivo.
Reducción de tiempos de ciclo de producción.
Estandarización de procesos.
Mejor control de los procesos.
Reducción de Lead time.
Personal capacitado y motivado para realizar un buen trabajo.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 75
CAPITULO V
COSTOS DE IMPLEMENTACIÓN DE LA MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 76
5.1 COSTO DE MATERIALES
IMPLEMENTACIÓN DE LAS 5’S
IMPLEMENTACIÓN DEL SMED
IMPLEMENTACIÓN DEL SISTEMA POKA YOKE
PROYECTO DE MEJORA
Maura Vargas Angeles Página 77
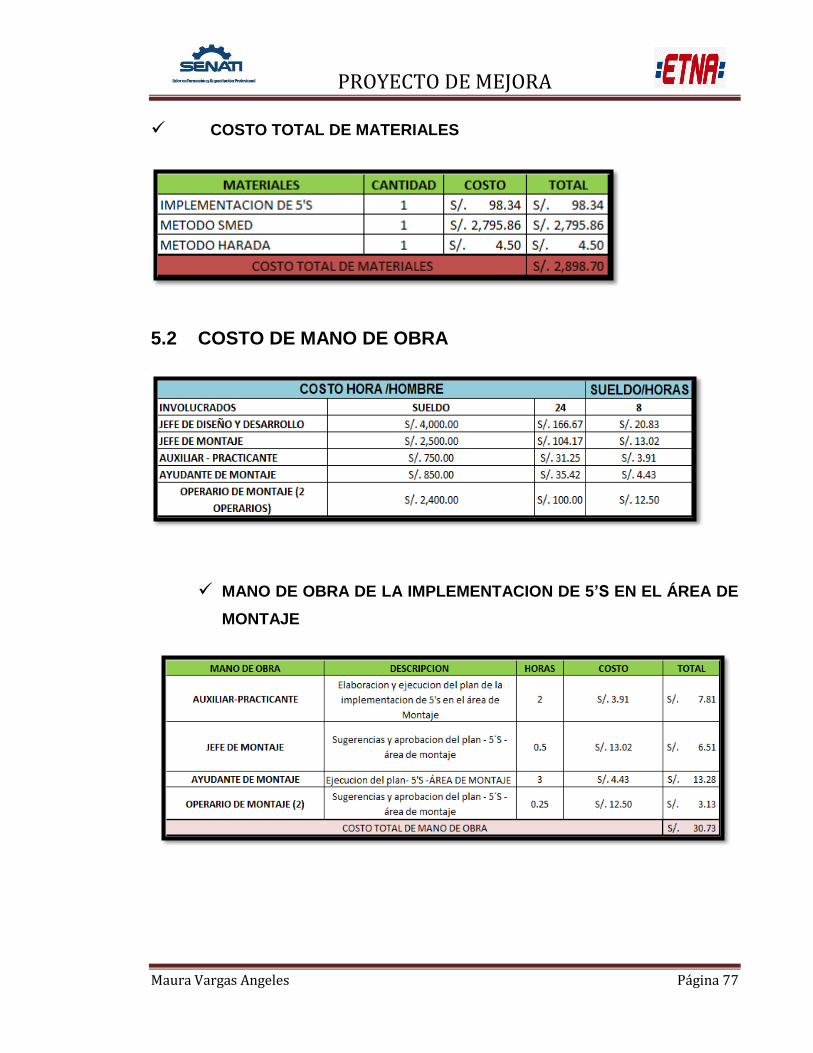
COSTO TOTAL DE MATERIALES
5.2 COSTO DE MANO DE OBRA
MANO DE OBRA DE LA IMPLEMENTACION DE 5’S EN EL ÁREA DE
MONTAJE

PROYECTO DE MEJORA
Maura Vargas Angeles Página 78
MANO DE OBRA DE LA IMPLEMENTACION DE SMED
MANO DE OBRA DE LA IMPLEMENTACIÓN DEL SISTEMA POKA
YOKE
COSTO TOTAL DE MANO DE OBRA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 79
5.3 OTROS COSTOS DE IMPLENTACIÓN DE LA MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 80
5.4 COSTO TOTAL DE LA IMPLENTACIÓN DE LA MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 81
CAPÍTULO VI
EVALUACIÓN TECNICA Y ECONÓMICA DE LA MEJORA

PROYECTO DE MEJORA
Maura Vargas Angeles Página 82
6.1 BENECIO TÉCNICO Y/O ECONÓMICO ESPERADO DE LA
MEJORA
Técnicamente tendremos procesos controlados y estandarizados.
Se lograron reducir los tiempos de colocar las mangueras de refrigeración en
la máquina y ampliar las tapas de las placas para no hacer uso de las bridas
en 46% siendo un total de 69 minutos de REDUCCIÓN.
Se redujeron las actividades internas en 53%, siendo solo 69 minutos que se
demora el operario en realizar operaciones con la máquina parada.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 83
El tiempo de ciclo se redujo en 46%, teniendo como resultado más CAMBIOS
DE MOLDE, ya que varias de las actividades se realizaran en paralelo, cuando
la maquina está en funcionamiento.
El beneficio a obtener es de S/ 6 540.63 soles
PROYECTO DE MEJORA
Maura Vargas Angeles Página 84
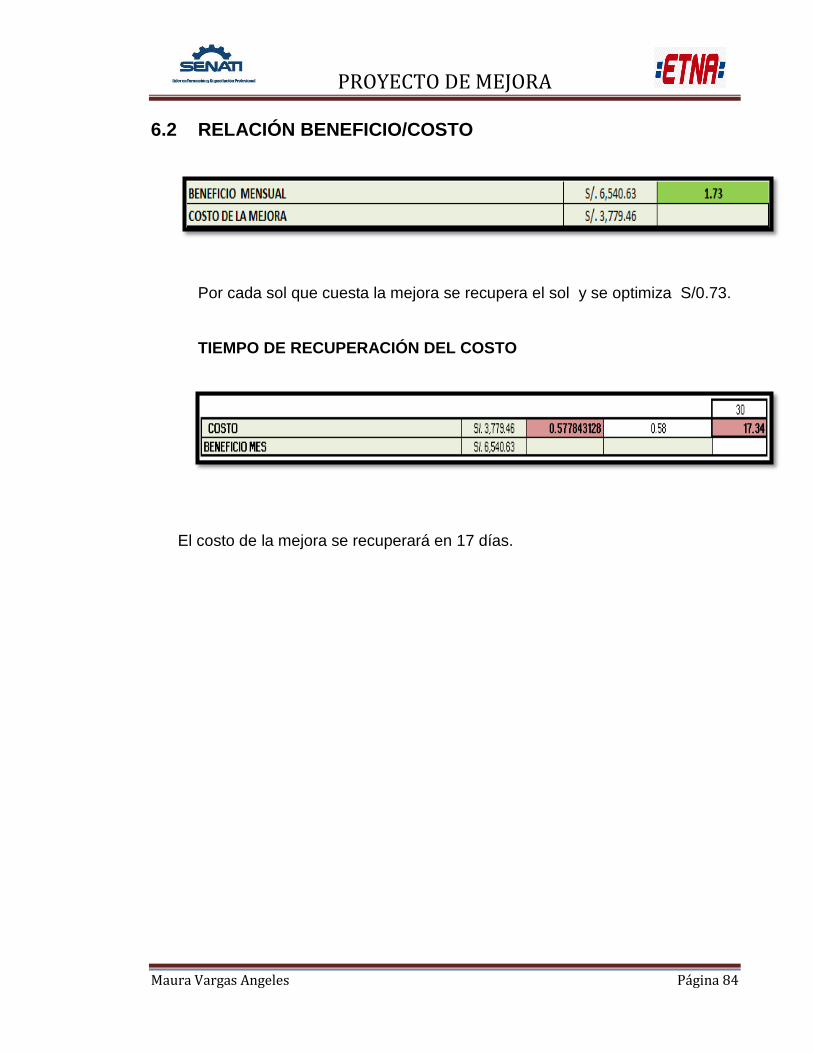
6.2 RELACIÓN BENEFICIO/COSTO
Por cada sol que cuesta la mejora se recupera el sol y se optimiza S/0.73.
TIEMPO DE RECUPERACIÓN DEL COSTO
El costo de la mejora se recuperará en 17 días.

PROYECTO DE MEJORA
Maura Vargas Angeles Página 85
CAPITULO VII
CONCLUSIONES

PROYECTO DE MEJORA
Maura Vargas Angeles Página 86
7.1 CONCLUSIONES RESPECTO A LOS OBJETIVOS DEL
PROYECTO DE INNOVACION Y/O MEJORA
De acuerdo a la evaluación realizada a la empresa Baterías Etna se concluye lo
siguiente:
Con la implementación de la mejora se tendrá más subidas y bajadas de
molde (montaje), lo cual mensualmente se verá mediante indicadores.
Se atenderá con más puntualidad las tareas y principalmente las
Disponibilidades de Molde para que suba a la máquina.
Mejorar la confianza de las demás áreas para con nosotros.
Las charlas instructivas dirigidas al personal permitirán la concientización
y elevar el nivel de conocimiento de los empleados en manejo,
ordenamiento de los procesos.
Se alcanzarán significativos niveles de productividad.
Se comprometerá al operario con la mejora.
Nuestros clientes estarán más satisfechos.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 87
CAPITULO VIII
RECOMENDACIONES

PROYECTO DE MEJORA
Maura Vargas Angeles Página 88
8.1 RECOMENDACIONES PARA LA EMPRESA RESPECTO
A LA APLICACIÓN DEL PROYECTO DE MEJORA
Para visualizar los cambios de las propuestas antes mencionadas, cada
trabajador debe tener una disciplina de orden y cumplimiento.
A la implementación de las 5´S, se aconseja realizar un inventario de las
herramientas y materiales más importantes para una subida de molde,
ya que una máquina no puede quedar mucho tiempo parada.
Después de la implementación del SMED, llevar un control del
cumplimiento de la mejora, y ponerlo en un lugar donde los operarios
que están encargados de cada montaje pueda visualizar el Proceso
mejorado.
Mantenerse constantemente capacitado para desempeñar nuevas ideas
de mejora y organización, para beneficio de la empresa.
Realizar este estudio en las diferentes máquinas mediante indicadores
para ver cuantas subidas tenemos mensualmente.
En las capacitaciones, motivar a los operarios para que se sientan
identificados con la empresa y sus objetivos, incluir videos
motivacionales, junto con reflexiones de cómo realizar mejor ciertos
procesos.
PROYECTO DE MEJORA
Maura Vargas Angeles Página 89

PROYECTO DE MEJORA
Maura Vargas Angeles Página 90
REFERENCIAS BIBLIOGRAFICAS
https://es.wikipedia.org/wiki/Lean_manufacturing
http://es.slideshare.net/saoryy/smed-single-minute-exchange-of-die-
cambios-rpidos-de-productos
http://mtmingenieros.com/knowledge/que-es-smed/
http://www.paritarios.cl/especial_las_5s.htm
http://www.inyectorasplastico.com/