proyectos y diseños drd phva.pdf
TRANSCRIPT

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 1
FACULTAD DE INGENIERÍA Y ARQUITECTURA ESCUELA DE INGENIERÍA INDUSTRIAL
CURSO
PROYECTO FINAL DE INGENIERÍA INDUSTRIAL I
TÍTULO
“AUMENTAR LA PRODUCTIVIDAD DE LA EMPRESA PROYECTOS Y DISEÑO DRD APLICANDO LA METODOLOGÍA PHVA”
PRESENTADO POR:
HERBOZO CANDELA, LUIS ELVIS
SCHAIN VELARDE, DANIEL
ASESORES
Dr. GUILLERMO BOCÁNGEL WEYDERT
ING. EDUARDO CIEZA DE LEÓN T.
2014-I
LIMA – PERÚ

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 2
Tabla de Contenido
Capítulo I .......................................................................................................................................... 11
Generalidades de la empresa .................................................................................................. 11
1.1 Historia: ................................................................................................................................. 11
1.2 Giro de la empresa: ............................................................................................................. 11
1.3 Datos generales de la empresa:........................................................................................ 12
1.4 Ubicación ........................................................................................................................... 12
1.5 Organización: ................................................................................................................... 13
1.5.1 Misión: ........................................................................................................................ 13
1.5.2 Visión: ......................................................................................................................... 13
1.5.3 Valores: ...................................................................................................................... 13
1.6 Organigrama: ................................................................................................................ 14
1.7 Organigrama Funcional: ............................................................................................. 14
1.8 Productos: ......................................................................................................................... 15
1.8.1 Sillas: .......................................................................................................................... 15
1.8.2 La mesa: .................................................................................................................... 15
1.8.3 Muebles: ..................................................................................................................... 16
1.9 Diagrama propuesto para el proceso. .......................................................................... 18
1.10 Descripción de los procesos: ....................................................................................... 19
1.10.1 Diseño del producto ................................................................................................... 19
1.10.2 Fabricación. ............................................................................................................. 19
1.10.2.1 Mecanizado: ......................................................................................................... 19
1.10.2.2 Ensamblaje: ......................................................................................................... 20
1.10.2.3 Preparación de la superficie: ............................................................................. 20
1.10.2.4 Acabado: .............................................................................................................. 20
1.11 Diagrama de flujo del proceso de fabricación de sillas. ................................... 21
1.12 Instalación ....................................................................................................................... 22
1.12.1 Diagrama de flujo del proceso de Instalación de sillas. ................................... 22
1.13 DOP (Diagrama de operación del proceso). ......................................................... 24
Grafica N°6. DOP de la fabricación de sillas. Fuente: Elaboración Propia. .................. 24
1.14 Clientes: .......................................................................................................................... 25

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 3
1.15 Los Proveedores:........................................................................................................ 26
1.16 Distribución de Planta: .................................................................................................. 27
CAPITULO II ................................................................................................................................... 28
MARCO TEÓRICO ..................................................................................................................... 28
2.2 Mejora Continua ............................................................................................................... 28
2.3 Proceso ............................................................................................................................. 28
2.3.1 Elementos de un proceso: ...................................................................................... 29
2.4 Mapas de Proceso ........................................................................................................... 30
2.5 Indicadores de Gestión: .................................................................................................. 31
2.5.1 Indicador .................................................................................................................... 31
2.6 Eficiencia. .......................................................................................................................... 32
2.7 Eficacia. ............................................................................................................................. 33
2.8 Efectividad. ....................................................................................................................... 33
2.9 Productividad. ................................................................................................................... 33
2.10 Metodología para la mejora continúa. ........................................................................ 33
2.10.1 Metodología Six Sigma .......................................................................................... 33
2.10.2 Metodología Lean Manufacturing. ....................................................................... 34
2.10.3 Método de Taguchi. ............................................................................................... 35
2.10.4 Poka Yoke ............................................................................................................... 35
2.10.5 Metodología PHVA ................................................................................................. 36
2.10.6 Herramientas de la calidad ................................................................................... 38
2.10.7 Kaizen ...................................................................................................................... 41
2.11 Cinco´s ............................................................................................................................ 41
2.11.1 Las 5´s son: ............................................................................................................. 41
2.12 Método QFD ................................................................................................................... 44
2.13 AMFE ............................................................................................................................... 45
Capitulo III ........................................................................................................................................ 48
Planteamiento del problema ..................................................................................................... 48
3.1 Situación Problemática: .................................................................................................. 48
3.2 Árbol del problema:.......................................................................................................... 50
3.3 Árbol de objetivos: ........................................................................................................... 51
3.4 Definición del problema .................................................................................................. 52

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 4
3.4.1 Objetivos .................................................................................................................... 52
3.4.2 Alcance: ..................................................................................................................... 52
3.4.3 Justificación: .............................................................................................................. 52
3.4.4 Limitaciones:.............................................................................................................. 52
3.4.5 Viabilidad ................................................................................................................... 53
3.4.5.1 Viabilidad Técnica ................................................................................................. 53
3.4.5.2 Viabilidad Económica: ......................................................................................... 53
3.4.5.3 Viabilidad Operativa: ............................................................................................. 53
3.4.5.4 Viabilidad Social: ................................................................................................... 53
3.4.6 Diagnostico Actual: ....................................................................................................... 54
3.4.6.1 Condiciones de trabajo: ........................................................................................ 54
3.4.7 Análisis o Clasificación ABC: ...................................................................................... 56
3.4.8 Indicadores de Gestión: .............................................................................................. 58
3.4.1 Eficacia. ...................................................................................................................... 58
3.4.2 Eficiencia. ....................................................................................................................... 61
3.4.3 Productividad:................................................................................................................ 63
3.4.4 Aplicación del AMFE: ............................................................................................... 77
3.4.4.1 Efectos del Reproceso: ........................................................................................ 83
3.4.5 Aplicación de la metodología 5´s: .......................................................................... 86
3.4.6 Análisis del clima laboral ......................................................................................... 91
CAPITULO V ................................................................................................................................... 94
METODOLOGÍA ......................................................................................................................... 94
4.1 La Metodología a usar para la propuesta y diseño del proyecto ............................. 94
4.2 Aplicación de la metodología PHVA: ............................................................................ 96
4.2.1 Etapa PLANEAR:...................................................................................................... 96
Análisis de la matriz FLOR: ................................................................................................ 101
1 Análisis interno Fortaleza: ......................................................................................... 101
2 Análisis interno Limitaciones ....................................................................................... 101
3 Análisis externo Oportunidades: ................................................................................. 102
4 Análisis externo Riesgo: ............................................................................................... 102
4.2.1.2 Aplicación del QFD ............................................................................................. 117

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 5
Comprende en el área de mecanizado, preparación de superficie, ensamblaje y
acabado: ............................................................................................................................ 127

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 6
FIGURA
Figura N° 1. Logotipo de la empresa DRD. ........................................................................................ 11
Figura N° 2. Croquis de la Planta. Fuente: Guía de Calles de Páginas Amarillas .............................. 12
Figura N° 3. Modelos de sillas que fabrican ...................................................................................... 15
Figura N° 4. Modelo de mesa que fabrican ....................................................................................... 16
Figura N° 5. Mueble de recepción ..................................................................................................... 16
Figura N°6. Mueble de escritorio ...................................................................................................... 17
Figura N° 7. Archiveros ...................................................................................................................... 17
Figura N° 8. Fuente Los Portales ...................................................................................................... 25
Figura N° 9. Logotipo de la empresa La casa del Pino Maderera S.A.C ............................................ 26
Figura N°10. Distribución de planta de la empresa Proyectos & Diseño .......................................... 27
Fuente: Elaboración Propia ............................................................................................................... 27
Figura N° 11, Niveles de un sistema; Fuente: Pérez Fernández 2009 ............................................... 29
Figura N°12, Elementos de un Proceso; Fuente: http://iso9001calidad.com/ ................................. 29
Figura N°13. Mapa de Procesos. Fuente: http://www.gestiopolis.com/ ......................................... 31
Figura N° 15. Ejemplo de un Diagrama de Pareto. Fuente: http://tenstep.com.ar/ ........................ 40
Figura N° 17. 5´s más eficiencia. Fuente: http://www.businessleaners.com/ .................................. 44
Figura N° 18.Número de prioridad de riesgo. ................................................................................... 46
Figura N° 26. Tarjeta amarilla y roja. ................................................................................................. 88
Figura N° 27. Clasificación de productos necesarios e innecesarios en la empresa ......................... 90
Figura N°28. Planeamiento Estratégico. Fuente: V&B Consultores .................................................. 97
Figura N° 29. Proceso de Trozado. .................................................................................................. 127
Figura N°30. Listoneado de maderas .............................................................................................. 128
Figura N° 31. Proceso de Garlopeado ............................................................................................. 128
Figura N°32. Proceso de encolado .................................................................................................. 129
Figura N°33. Proceso de encolado .................................................................................................. 129
Figura N°34. Denominación de una pieza de madera ..................................................................... 130
Figura N°35. Proceso de Lijado........................................................................................................ 130
Figura N°36. Proceso de espigado ................................................................................................... 131
Figura N°37. Proceso de Escoplado. ................................................................................................ 131
Figura N° 38. Takes .......................................................................................................................... 132
Figura N°39. Proceso de Pintado con pistola ................................................................................. 132
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 7
Gráficos
Gráfica N° 1. Elabo
Gráfica N° 1. Elaboración Propia ....................................................................................................... 14
Gráfica N°2. Elaboración Propia ........................................................................................................ 14
Grafica N°3. Mapa de Proceso. Fuente: Elaboración propia ............................................................. 18
Grafica N° 5. Diagrama de flujo del proceso de instalación. Fuente: Elaboración propia. ............... 23
Grafica N°6. DOP de la fabricación de sillas. Fuente: Elaboración Propia. ..................................... 24
Grafica N° 7.- Árbol del problema-. Fuente: Elaboración Propia ...................................................... 50
Grafica N°8. Árbol de objetivos. Fuente: Elaboración Propia ........................................................... 51
Grafica N°9. Diagrama de Pareto. Fuente: Elaboración Propia ......................................................... 58
Grafica N° 10. Eficacia Total. Fuente: Elaboración propia ................................................................. 60
Grafica N° 10. Eficiencia “Sillas”. Fuente: Elaboración propia .......................................................... 62
Grafica N°11. Grafica de porcentaje de defectos por problemas de reproceso. .............................. 82
Fuente: Elaboración Propia ............................................................................................................... 82
Grafica N° 12. Diagrama de Ishikawa del efecto de piezas mal dimensionadas. .............................. 83
Fuente: Elaboración Propia ............................................................................................................... 83
Grafica N° 13. Diagrama de Ishikawa del efecto acabado de diferente a la muestra....................... 84
Fuente: Elaboración Propia ............................................................................................................... 84
Grafica N° 14. Diagrama de Ishikawa del efecto acabado no homogéneo. ...................................... 85
Fuente: Elaboración Propia ............................................................................................................... 85
Grafica N° 15. Diagrama de Ishikawa del efecto daños del producto. .............................................. 85
Fuente: Elaboración Propia .................................................................. ¡Error! Marcador no definido.
Grafica N° 16. Índice de Clima Laboral. Fuente: Elaboración Propia. ............................................... 91
Grafica N° 17. Identificación de la metodología a usar. .................................................................... 95
Gráfica N° 18. Evaluación de perfil competitivo. Fuente: elaboración propia ................................ 104
Gráfica N° 19. Clasificación de variables según motricidad y dependencia. ................................... 106
Gráfica N° 20. Evaluación del producto de la competencia. ........................................................... 118
Grafica N°21. Gráfica de comparación entre atributos de empresa y competencia ...................... 120
Grafica N° 22. Indicador del clima laboral de la empresa DRD. ...................................................... 133
Grafica N° 23. Indicador de la comunicación en la empresa DRD. ................................................. 134
Grafica N° 24. Indicador de la comunicación en la empresa DRD. ................................................. 136
Grafica N° 25. Indicador de Objetivos y Roles en la empresa DRD. ................................................ 136
Grafica N° 26. Indicador de Liderazgo en la empresa DRD. ............................................................ 138
Grafica N° 27. Indicador de Condiciones de trabajo en la empresa DRD. ...................................... 139
Grafica N° 28. Indicador de Satisfacción laboral en la empresa DRD. ............................................ 140
ración Propia ..................................................................................................................................... 14

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 8
Tabla
Tabla N° 1. Datos
Tabla N° 1. Datos de la empresa. Fuente: Proyectos y Diseños S.A.C............................................... 12
Tabla N°2. Cuadro de Proveedores. Proyectos y Diseño DRD .......................................................... 26
Tabla N° 5. Criterios de Detección. ................................................................................................... 48
Tabla N°6. Clasificación de productos que elabora la empresa. Fuente Propia ............................... 56
Tabla N° 7. Clasificacion ABC. Fuente propia. ................................................................................... 57
Tabla N° 6. Producción del mes de Agosto 2013 – Febrero 2014. .................................................... 58
Tabla N° 7. Eficacia de producción. Fuente: Empresa DRD. .............................................................. 59
Tabla N°8. Eficacia de las ventas- Sillas- Fuente: elaboración propia ............................................... 59
Tabla N° 9. Eficacia Operativa. Fuente: Elaboración propia .............................................................. 59
Tabla N° 10. Eficacia de tiempo. Fuente: Elaboración propia ........................................................... 60
Tabla N°11. Eficacia Total. Fuente: Elaboración propia .................................................................... 60
Tabla N°12. Estudio de tiempo “Sillas”: Elaboración propia ............................................................. 61
Tabla N° 13. Eficiencia. Fuente: Elaboración propia ......................................................................... 61
Tabla N° 14. Efectividad promedio “Sillas”. Fuente: Elaboración propia .......................................... 62
Tabla N° 15. Total de H-H “Sillas”. Fuente: Elaboración propia ........................................................ 63
Tabla N° 16. Costo de la M.O “Sillas” Agosto. Fuente: Elaboración propia ..................................... 64
Tabla N° 17. Costo de la M.O “Sillas” Setiembre. Fuente: Elaboración propia ................................ 64
Tabla N° 18. Costo de la M.O “Sillas” Octubre. Fuente: Elaboración propia ................................... 64
Tabla N° 19. Costo de la M.O “Sillas” Noviembre. Fuente: Elaboración propia ............................... 64
Tabla N° 20. Costo de la M.O “Sillas” Diciembre. Fuente: Elaboración propia ................................ 65
Tabla N° 21. Costo de la M.O “Sillas” Enero. Fuente: Elaboración propia ....................................... 65
Tabla N° 22. Costo de la M.O “Sillas” Febrero. Fuente: Elaboración propia ................................... 65
Tabla N° 23. Productividad de M.O mensual “Sillas” . Fuente: Elaboración propia ....................... 65
Tabla N°24. Productividad de la materia prima mensual “Sillas”. ................................................... 66
Fuente: Elaboración propia ............................................................................................................... 66
Tabla N° 25. Productividad de los materiales directos “Sillas”. Fuente: Elaboración propia ........... 67
Tabla N°26. Productividad de los materiales directos “Sillas”. Fuente: Elaboración propia ........... 68
Tabla N°27. Productividad de los materiales directos “Sillas”. Fuente: Elaboración propia ........... 68
Tabla N°28. Productividad de los materiales directos “Sillas”. Fuente: Elaboración propia ........... 68
Tabla N°29. Productividad de los materiales directos “Sillas”. ........................................................ 69
Fuente: Elaboración propia ............................................................................................................... 69
Tabla N°30. Productividad de los materiales directos “Sillas”. ........................................................ 70
Fuente: Elaboración propia ............................................................................................................... 70
Tabla N° 31. Productividad de los materiales directos “Sillas”. ....................................................... 70
Fuente: Elaboración propia ............................................................................................................... 70
Tabla N°32 Productividad de los materiales indirectos Agosto “Sillas”. .......................................... 71
Fuente: Elaboración Propia ............................................................................................................... 71

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 9
Tabla N°33. Productividad de los materiales indirectos Setiembre “Sillas”. Fuente: Elaboración
Propia. ............................................................................................................................................... 71
Tabla N°34. Productividad de los materiales indirectos Octubre “Sillas”. ........................................ 72
Fuente: Elaboración propia ............................................................................................................... 72
Tabla N°35. Productividad de los materiales indirectos Noviembre “Sillas”. Fuente: Elaboración
propia ................................................................................................................................................ 72
Tabla N°36. Productividad de los materiales indirectos Diciembre “Sillas”. Fuente: Elaboración
propia ................................................................................................................................................ 73
Tabla N°37. Productividad de los materiales indirectos Enero “Sillas”. Fuente: Elaboración propia
........................................................................................................................................................... 73
Tabla N°38. Productividad de los materiales indirectos Febrero “Sillas”. ....................................... 74
Fuente: Elaboración propia ............................................................................................................... 74
Tabla N°39. Total kW / unid “Sillas”. Fuente: Elaboración propia ................................................... 75
Tabla N°40. Productividad respecto a los kW consumidos “Sillas”................................................... 75
Fuente: Elaboración propia ............................................................................................................... 75
Tabla N°41. Fallos de producción para la elaboración del AMFE. ..................................................... 78
Elaboración propia ............................................................................................................................ 78
Tabla N°42. Elaboración del AMFE. Fuente: elaboración propia ...................................................... 81
Tabla N° 43. Tabla de defectos por problemas de reproceso. Fuente: Elaboración Propia. ............ 82
Tabla N° 44. Indicador de Seiri. Fuente: Elaboración Propia. ........................................................... 87
Tabla N° 45. Tabla de Grado de Importancia. ................................................................................... 94
Tabla N° 46. Tabla de Ponderación para determinar la Metodología a usar. ................................... 95
Tabla N° 47. Misión establecida por la empresa DRD. ...................................................................... 98
Tabla N° 48. Misión propuesta para la empresa DRD. ...................................................................... 98
Tabla N° 49. Estado de la Visión de la empresa DRD. ....................................................................... 99
Tabla N° 50. Visión Nueva de la empresa DRD. .............................................................................. 100
Tabla N° 51. Valores de la organización DRD. ................................................................................. 101
Tabla N° 52. Factores Internos de la Organización DRD ................................................................. 102
Tabla N° 53. Factores Externos de la Organización DRD ................................................................. 103
Tabla N° 54. Matriz de evaluación de la competencia. Fuente: elaboración propia ...................... 104
Tabla N°55. Matriz FLOR. Fuente: elaboración propia .................................................................... 105
Tabla N° 56. Matriz relaciones de factores. Fuente: elaboración propia........................................ 105
Tabla N° 57.Selección de factores críticos de éxito. Fuente: elaboración propia ........................... 107
Tabla N° 57. Factores críticos de éxito. Fuente: elaboración propia .............................................. 108
Tabla N°58. Objetivo estratégico 1. Fuente elaboración propia ..................................................... 108
Tabla N° 60. Objetivo estratégico 3. Fuente elaboración propia .................................................... 109
Tabla N° 61. Objetivo estratégico 4. Fuente elaboración propia .................................................... 110
Tabla N° 62. Objetivo estratégico 5. Fuente elaboración propia .................................................... 110
Tabla N°63. Objetivo estratégico 6. Fuente elaboración propia ..................................................... 111
Tabla N° 64. Objetivo estratégico 7. Fuente elaboración propia .................................................... 111
Tabla N° 65. Objetivo estratégico 8. Fuente elaboración propia .................................................... 112
Tabla N° 66. Objetivo estratégico 9. Fuente elaboración propia .................................................... 112

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 10
Tabla N° 67. Objetivo estratégico 10. Fuente elaboración propia .................................................. 113
Tabla N° 68. Objetivos Estratégicos. ............................................................................................... 114
Tabla N°69. ADN de la misión. Fuente: elaboración propia ............................................................ 114
Tabla N°70. ADN de la visión. Fuente: elaboración propia ............................................................. 115
Tabla N° 71. ADN's incorporados como objetivos. Fuente: elaboración propia ............................. 115
Tabla N° 72. Objetivos estratégicos alineados para usar BSC. Fuente: elaboración ....................... 116
Tabla N° 73. Requerimientos del cliente. Fuente: Elaboración Propia. .......................................... 117
Tabla N° 73. Requerimiento del consumidor vs atributos de la empresa. ..................................... 118
Tabla N° 74. Tabla de correlación de atributos de la empresa ....................................................... 119
de la empresa. Fuente: Proyectos y Diseños S.A.C. .......................................................................... 12
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 11
Capítulo I
Generalidades de la empresa
1.1 Historia:
Proyectos y Diseños DRD ha sido constituida hace 3 años, pero cuenta con
más de 20 años de experiencia en el rubro pero con otra denominación, al ir
creciendo exponencialmente fue necesario cambiar la razón social, como la
categoría de la empresa. A pesar del cambio de nombre de la empresa está
siempre ha estado orientada a la fabricación de muebles. En los cuales se ha
posicionado como una empresa líder en base a la constante innovación de
materiales, formas y tecnología, desarrollando siempre nuevas posibilidades para
nuestros clientes.
Figura N° 1. Logotipo de la empresa DRD.
1.2 Giro de la empresa:
Proyectos y diseños “DRD” es una empresa fundada con el fin de proveer
soluciones integrales de amueblamiento desde el diseño conceptual del espacio,
hasta la fabricación del mobiliario y la ejecución de la obra en su totalidad.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 12
1.3 Datos generales de la empresa:
Proyectos y Diseños DRD se encuentra inscrito en la SUNARP con los
siguientes datos:
RUC: 20538613933
Razón Social: Proyectos y Diseños DRD SAC
Nombre Comercial: Proyectos y Diseños DRD
Tipo de empresa: Fabricación de muebles
Dirección legal: Calle 6 Mz "D" Lt.8 Parcela Parque Industrial V.E.S.
Distrito / Ciudad: Villa el Salvador / Lima
Departamento: Lima
Tabla N° 1. Datos de la empresa. Fuente: Proyectos y Diseños S.A.C.
1.4 Ubicación:
Proyectos y Diseños DRD está ubicado en el parque industrial de Villa el
Salvador.
Figura N° 2. Croquis de la Planta. Fuente: Guía de Calles de Páginas Amarillas

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 13
1.5 Organización:
1.5.1 Misión:
Proyectos y Diseño DRD es una empresa que fabrica productos con
los más altos parámetros de calidad, con propuestas innovadoras y flexibles
para nuestros clientes y la oportunidad de crear espacios únicos con una
estética inmejorable. Teniendo un compromiso de construir, diseñar y
decorar.
1.5.2 Visión:
Ser una empresa líder en muebles de madera con una gran
diversificación de productos para el gusto del cliente, a nivel nacional e
internacional, incorporando procesos organizados, maquinaria e innovación
para aumentar la calidad y prestigio de nuestros productos.
1.5.3 Valores:
Responsabilidad
Puntual
Cumplimientos de normas
Compromiso permanente con nuestra misión y visión
Ética y Honestidad

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 14
1.6 Organigrama:
Gerente General
Jefe de Ventas Jefe de Producción Administración Jefe de Finanzas
Ejecutivo de venta de oficina
Ejecutivo de venta en hoteles
Captación de obra
Contador Jefe de Logistica
Gráfica N° 1. Elaboración Propia
1.7 Organigrama Funcional:
Jefe de Producción
Supervisor de habilitación
Supervisor de maquinado
Supervisor de lijado
Supervisor de armadoSupervisor de
acabado
Técnico de armado
Supervisor de prototipo
Técnico de acabado
Técnico de maquinado
Gráfica N°2. Elaboración Propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 15
1.8 Productos:
La empresa Proyectos y Diseño DRD elabora los siguientes
productos:
1.8.1 Sillas:
Es un mueble, su propósito es servir de asiento a una sola persona.
Puede estar elaborado de diferentes materiales como: madera, hierro, forja
o plástico en este caso de estudio es de madera, según su diseño puede
ser clásica, rústica, moderna, de oficina, etc. Las que son anchas, con
respaldo alto y con brazos se denomina sillones. Y las que también tienen
brazos pero son cortas se denominan butacas. Las que son cómodas, con
brazos y respaldo se denominan poltronas.
Figura N° 3. Modelos de sillas que fabrican
1.8.2 La mesa:
Es un mueble con distintos tipos de usos, que en los domicilios se
utiliza principalmente en el comedor, con sillas alrededor de ella para comer
en familia. Las mesas constituyen un mueble esencial en todos los hogares
y en edificios urbanos, aunque tengan finalidades distintas a las de servir.
Están hechas de madera, de hierro, vidrio, y de plástico. También tienen
distintas formas dependiendo del gusto del cliente.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 16
Figura N° 4. Modelo de mesa que fabrican
1.8.3 Muebles:
Mueble se denomina a todo aparato que esté pensado, diseñado y
construido con el fin de ser utilizado en un espacio, ya sea para vivienda o
edificación con diferentes usos de acuerdo a su forma o propósito. Por
ejemplo pueden ser muebles de recepción, escritorios de oficina, estantes,
archiveros, centros de cómputo, etc.
.
Figura N° 5. Mueble de recepción

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 17
Figura N°6. Mueble de escritorio
Figura N° 7. Archivero
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 18
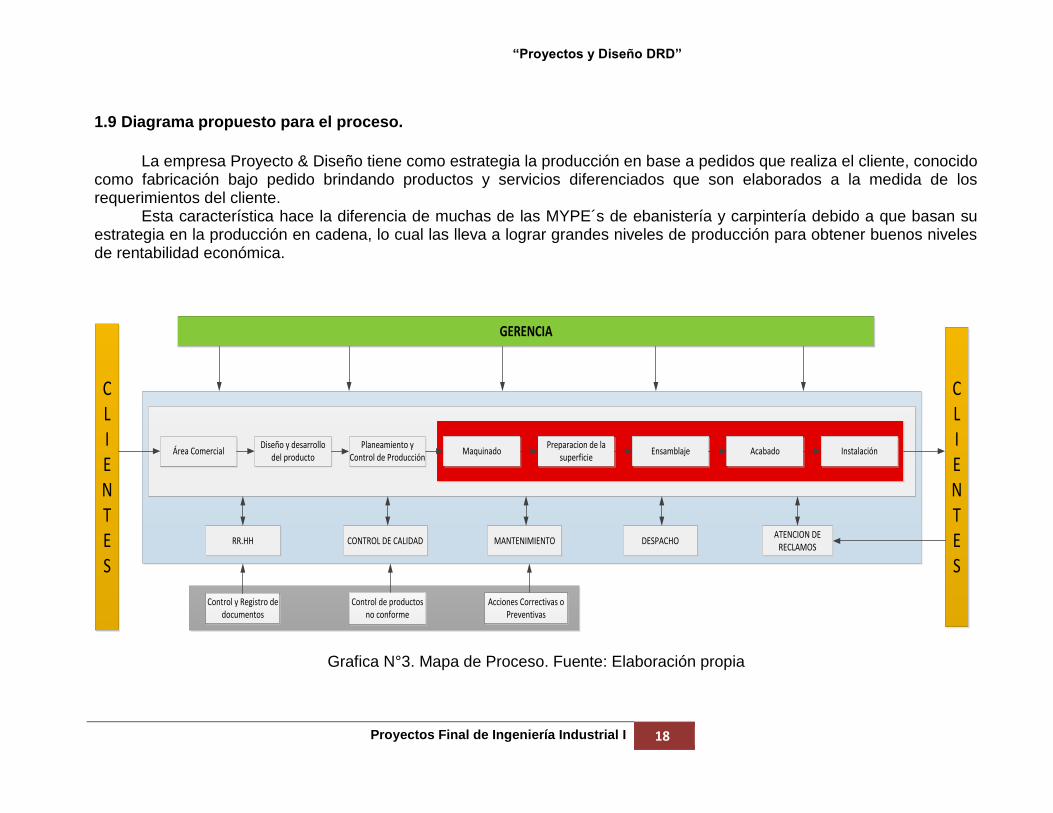
1.9 Diagrama propuesto para el proceso.
La empresa Proyecto & Diseño tiene como estrategia la producción en base a pedidos que realiza el cliente, conocido
como fabricación bajo pedido brindando productos y servicios diferenciados que son elaborados a la medida de los requerimientos del cliente.
Esta característica hace la diferencia de muchas de las MYPE´s de ebanistería y carpintería debido a que basan su estrategia en la producción en cadena, lo cual las lleva a lograr grandes niveles de producción para obtener buenos niveles de rentabilidad económica.
Área ComercialDiseño y desarrollo
del productoPlaneamiento y
Control de Producción Maquinado Ensamblaje
Preparacion de la superficie
Acabado InstalaciónÁrea Comercial
RR.HH CONTROL DE CALIDAD MANTENIMIENTO DESPACHOATENCION DE
RECLAMOS
GERENCIA
CLIENTES
CLIENTES
Control y Registro de documentos
Control de productos no conforme
Acciones Correctivas o Preventivas
Grafica N°3. Mapa de Proceso. Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 19
1.10 Descripción de los procesos:
Utilizaremos como herramienta el diagrama de flujo, que nos muestra la
secuencia de las actividades de cada uno de los procesos.
1.10.1 Diseño del producto
El diseño es un paso importante de un producto porque nos mostrara las
necesidades particulares del cliente la cual tenemos que satisfacer. Las
actividades de diseño se inician con la visita a las instalaciones del cliente. En esta
visita se realiza el levantamiento de requerimientos del cliente (características de
calidad del producto o servicio), de la instalación del producto (espacios, vías de
acceso) y de las condiciones de trabajo en el cliente.
Como segundo paso se preparan los esquemas, planos, plantillas y listado
de características del producto requeridos por el cliente y las necesarias para
realizar el producto o servicio. Los planos del producto son indispensables para
que el cliente visualice el tipo de producto que adquirirá, plano que es validado
verbalmente por el cliente, lo cual es sinónimo del visto bueno del cliente para el
inicio de los trabajos.
1.10.2 Fabricación.
1.10.2.1 Mecanizado:
El objetivo del mecanizado es dimensionar la materia prima (madera) en
piezas que serán componentes de los productos a producir. El correcto
dimensionamiento ofrece al producto final características geométricas precisas
para su armado.
Con los planos, esquemas, notas y demás documentos informales recibidos por el
área de planta, se comienzan las operaciones de mecanizado de la madera con
ayuda de máquinas-herramientas y herramientas manuales. Las piezas
resultantes pasarán a ser ensambladas.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 20
1.10.2.2 Ensamblaje:
La finalidad del proceso de ensamble es unir las piezas de madera para que
conformen los productos esperados brindándoles una solidez y forma simétricas al
producto, resistencia y estética esperada por el cliente.
Los muebles de madera pueden pasar primero por el proceso de acabado
de sus piezas componentes antes del ensamblaje o viceversa. Para el armado y
montaje de las piezas es necesario el uso de herramientas manuales como
taladros y sierras circulares manuales, formones, cepillos de mano, e insumos
para su unión como cola sintética, clavos. Esta actividad es 100% manual y no es
acompañada de planos o indicaciones impresas: es importante la experiencia del
personal y su conocimiento de cómo debe realizarse el armado que otorgue a los
productos solidez y las geometrías deseadas por el cliente.
1.10.2.3 Preparación de la superficie:
El objetivo de este proceso es otorgar a la madera características
necesarias para que el material tenga una correcta adhesión y sea agradable a la
vista del cliente.
Se compone de 2 actividades: la inspección visual y táctil de la superficie,
siendo ambas desarrolladas en conjunto para lograr una superficie que permita al
material de acabado adherirse correctamente en la madera.
1.10.2.4 Acabado:
La finalidad del proceso de acabado es adherir a la madera un
recubrimiento de protección contra el medio ambiente, brillo y estética apreciados
por el cliente. Para este proceso es factible utilizar una diversidad de materiales
como métodos de aplicación, todos ellos presentes en el mercado local.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 21
1.11 Diagrama de flujo del proceso de fabricación de sillas.
DIAGRAMA DE FLUJO DEL PROCESO DE FABRICACIÓN
MECANIZADODISEÑO ENSAMBLEPREPARACION DE LA
SUPERFICIEACABADO
Fase
REMITE LAS ORDENES DE TRABAJO
RECIBE LA ORDEN DE TRABAJO
MECANIZADO DE LA MADERA
INSPECCION DE PIEZAS
ES FACTIBLE
INICIO
ENSAMBLE DE MUEBLEPREPARADO PARA
ACABADO
INSPECCION ANTES DE LIJADO
LIJADO Y LIMPIEZA DE SUPERFICIE
INSPECCION DE SUPERFICIE
PREPARADO PARA ACABADO
APLICACIÓN DE MATERIAL
FIN
SI
NOSI
SI
NO
NO
Grafica N°4. Diagrama de flujo del proceso de fabricación. Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 22
1.12 Instalación
La instalación y entrega del producto es parte importante debido a que el
proceso termina cuando el mueble llega a su ubicación final y el cliente verifica la satisfacción de sus requerimientos de calidad y de operatividad. Dentro de las actividades de entrega se incluyen el embalaje, transporte, ensamblado y acabado final.
1.12.1 Diagrama de flujo del proceso de Instalación de sillas.
DIAGRAMA DE FLUJO DEL PROCESO DE INSTACIÓN
INSTALACION CLIENTE
Fase
INICIO
COORDINAR LA ENTREGA CON EL
CLIENTE
RETIRO DEL PRODUCTO DEL
ALMACEN
INSPECCION DEL PRODUCTO
CONFIIRMAR LA FECHA DE ENTREGA
PRODUCTO COMFORME
RETIRO DEL PRODUCTO DEL
ALMACEN
TRASLADO E INSTALACION
INSPECCION DEL CLIENTE
PRODUCTO CONFORME
DEVOLUCION DEL PRODUCTO
CANCELACION DEL PRODUCTO
TRASLADO DEL PRODUCTO AL TALLER
FIN
NO
SI
NO SI

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 23
Grafica N° 5. Diagrama de flujo del proceso de instalación. Fuente: Elaboración
propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 24
1.13 DOP (Diagrama de operación del proceso).
47
48
49
50
51
33
34
35
36
37
23
24
25
26
27
28
29
17
18
19
20
21
22
9
10
11
12
13
14
15
16
1
2
3
4
5
6
7
8
7 5
4
3
2 1
Listoneado
Cinteado
Perfilado
Colocación de espuma
Tapizado
Inspección de
Tapizado
Trozado
Listoneado
Garlopeado
Cepillado
Corte exacto
Inspección
Trozado
Listoneado
Encolado
Escoplado
Garlopeado
Cepillado
Corte exacto
Inspección
Asiento
Triplay
Take
Recuperación
Pata
Madera Seca
Lazos Rectos
Lazos Curvos
Montante
Madera Seca Madera Seca Madera Seca
Trozado
Listoneado
Garlopeado
Cepillado
Corte exacto
Inspección
Inspección Inspección
Espigado
Trozado
Listoneado
Garlopeado
Encolado
Cepillado
Cinteado
Perfilado
Corte Exacto
Trozado
Listoneado
Garlopeado
Encolado
Cepillado
Cinteado
Perfilado
Corte Exacto
30
31
32
38
39
6
40
41
43
44
45
52
42
46
8
Armado previo al prensado
Pre-Lijado
Encolado de costado
Encolado Total
Colocación de takes
Lijado #1
Masillado
Sellado #1
Lijado #2
Sellado #2
Lijado #3
Acabados
Colocación de asiento
APT
Inspección
Inspección
1
TOTAL 61 Grafica N°6. DOP de la fabricación de sillas. Fuente: Elaboración Propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 25
1.14 Clientes:
“Proyectos y Diseños DRD” se encuentra posicionado en el mercado
nacional de muebles de madera, abasteciendo a diferentes empresas entre
las cuales se encuentran:
Ziyas
Regatas Lima
IPD (Instituto peruano del deporte)
Los Portales
Universidad San Ignacio de Loyola
EP de Restoranes SAC (Interbank)
Asociación Judía del Peruana (Colegio León Pinelo)
Figura N° 8. Fuente Los Portales

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 26
1.15 Los Proveedores:
PROVEDOR PRODUCTO RUC
INVERSIONES BENAUTE EIIRL MELAMINE 20521149851
CONSORCIO MADERERO DEL PERU SA
MELAMINE 20516713926
LA CASA DEL PINO SAC MADERA PINO CHILENO 20537331071
FERRETERIA ALEXANDER SAC MATERIALES DE ACABADO 20550592097
MADERERA LOS MELLIZOS MADERA CONGONA 20506596310
REPRESENTACIONES MARTIN MATERIALES DE FERRETERIA / ACABADOS / INSTALACION
20306637305
Tabla N°2. Cuadro de Proveedores. Proyectos y Diseño DRD
Figura N° 9. Logotipo de la empresa La casa del Pino Maderera S.A.C

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 27
1.16 Distribución de Planta:
Usando el Método de Guercht: Mediante este método se han calculado los espacios físicos que se requieren o necesita para establecer las dimensiones necesarias para un ambiente de trabajo (planta industrial). En este caso se presenta el análisis teniendo en cuenta las máquinas que actualmente existen en la empresa para comparar si el espacio con el que se cuenta es suficente para llevar a cabo las labores o actividades de la empresa “Proyectos y Diseños DRD SAC”. (ver el Anexo N°1).
Al concluir de realizar el método de Guercht se obtuvo que la planta necesita 142 mts2 para la ejecución de la planta pero la empresa cuenta con un ambiente de 250 mts2 mas de 108 mts2 que se puede usar para acoplar nuevas areas de trabajo ya sea de tapizado, o poder organizar un buen almacen de insumos.
Figura N°10. Distribución de planta de la empresa Proyectos & Diseño
Fuente: Elaboración Propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 28
CAPITULO II
MARCO TEÓRICO
2.1 Calidad
Consiste en la ausencia de deficiencias en aquellas características que
satisfacen al cliente” (Juran, 1990); mientras que de acuerdo con la definición de la American Society for Quality (ASQ), “calidad es la totalidad de detalles y características de un producto o servicio que influye en su capacidad para satisfacer necesidades dadas”; en las Normas ISO-9000:2000, se define calidad como “el grado en el que un conjunto de características inherentes cumplen con los requisitos”. (Control Estadístico de Calidad y Seis Sigma. Humberto Gutiérrez).
2.2 Mejora Continua
La mejora continua del proceso, debe ser el objetivo permanente de la
organización y esto debe ser continuamente. Para ello se utiliza una herramienta
que es el ciclo de Shewart (el ciclo de PHVA) que conforma: diseño, ejecución,
medidas de control y ajuste. Ésta es una de las bases que inspiran la ideología de
la gestión excelente.
2.3 Proceso
La palabra procesos es utilizada en todo tipo de industria es un conjunto de actividades que elaboramos cada día. Una definición de proceso es:
“Proceso es una secuencia ordenada de actividades repetitivas cuyo producto tiene valor intrínseco para su usuario o cliente.”
(Pérez Fernández 2009: 49)
La Norma Internacional ISO propone una definición para proceso como: “Una actividad o un conjunto de actividades que utiliza recursos, y que se gestiona con el fin de permitir que los elementos de entrada se transformen en resultados, se puede considerar como un proceso. (ISO 9000:2008).

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 29
Por lo tanto un sistema puede definirse como el conjunto de procesos que tienen por finalidad la consecución de un objetivo. Los distintos niveles de los procesos se pueden observar en la figura N°10.
Figura N° 11, Niveles de un sistema; Fuente: Pérez Fernández 2009
2.3.1 Elementos de un proceso:
Todo proceso está comprendido por 3 niveles: entrada, proceso y salida
Figura N°12, Elementos de un Proceso; Fuente: http://iso9001calidad.com/
2.3.1.1 Entradas:
Las entradas de un proceso responden a criterios de aceptación definidos,
las entradas del proceso pueden ser tanto elementos físicos (por ejemplo
materia prima, documentos, etc.), que puede provenir de proveedores internos o

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 30
externos, como también humanos (personal) o técnicos (información, etc.). En
definitiva, son elementos que entran al proceso sin los cuales el proceso no
podría llevarse a cabo.
2.3.1.2 Proceso:
Todo proceso es un conjunto de tareas elementales necesarias para la
obtención de un resultado. Cada proceso posee unos límites claros y conocidos
(el primer y último paso del mismo), comenzando con una necesidad definida
por cliente, y finalizando una vez que la necesidad ha sido satisfecha.
2.3.1.3 Salidas:
Un output con la calidad exigida por el estándar del proceso, un material
conforme a las especificaciones, etc. De forma similar, las salidas de un proceso
pueden ser productos materiales, información, recursos humanos, servicios, etc.
Para establecer la interrelación entre procesos se deben identificar los procesos
posteriores (clientes internos y externos) a los que se dirigen las salidas del
proceso.
2.4 Mapas de Proceso
El mapa de procesos nos muestra una visión general del sistema organizacional le la empresa, donde nos presenta los procesos que componen. Donde podemos darnos cuenta en que actividad estamos fallando y así tomar acciones correctivas y preventivas y ser aplicados a todos los procesos de la organización siendo una parte integral en la gestión. La figura N°12. Muestra un ejemplo de Mapa de Procesos.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 31
Figura N°13. Mapa de Procesos. Fuente: http://www.gestiopolis.com/
2.5 Indicadores de Gestión:
2.5.1 Indicador
Un indicador es una medida del estado de un proceso en un momento
determinado. Los indicadores pueden aportar una perspectiva de la situación de
un proceso, de un negocio, o de las ventas de una compañía.
El indicador es una relación de variables cuantitativas o cualitativas. Su
importancia radica en la posibilidad de predecir y actuar con base en las
tendencias positivas o negativas observadas en su desempeño de la organización.
La importancia de los indicadores se puede asociar a los factores
siguientes:
Permiten medir cambios en una condición o situación a través del tiempo.
Facilitan el análisis de los resultados de iniciativas o acciones.
Realizan el seguimiento y la evaluación de los resultados de los objetivos y metas propuestos.
2.5.1.1 Características de los indicadores de gestión: Estas características pueden ser:
Simplicidad

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 32
Es la capacidad para definir el evento que se pretende medir, de manera
poco costosa en tiempo y recurso.
Adecuación
Entendida como la facilidad de la medida para describir por completo
análisis de los indicadores predeterminados.
Validez en el tiempo
Es la propiedad de ser permanente por un periodo determinado
.Participación de los usuarios
Es la habilidad de poder involucrar a todos los participantes, desde el
diseño, y debe proporcionárseles los recursos y formación necesarios para su
ejecución.
Utilidad
Es la posibilidad del indicador para estar siempre orientado a buscar las
causas que han llevado a que alcance un valor particular y mejorarlas.
Oportunidad
Entendida como la capacidad para que los datos sean recolectados a
tiempo. Igualmente requiere que la información sea analizada oportunamente para
poder actuar.
2.6 Eficiencia.
La eficiencia es ejecutar una actividad o un trabajo al menor costo posible y
en el menor tiempo, se basa en realizar las cosas correctamente, resolviendo problemas, ahorrando gastos, cumpliendo con obligaciones y tareas, para poder obtener un resultado de calidad. Porque el desperdicio representa actividades, esfuerzo, tiempo, movimientos y demora, por el hecho de no hacer avanzar o agregar valor a un proceso.
El valor agregado en un producto, servicio o proceso es aquel atributo o característica que para los cliente tiene significado, importancia, utilidad y que está dispuesto a pagar por él.
Pero la eficiencia no sólo debe ser aplicada en el área operativa de la
organización, sino también, en todas las áreas, es decir, hacerlo eficientemente,
en donde no sólo se debe controlar los materiales, herramientas e insumos sino
también el impacto en la operación del negocio.
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 33
2.7 Eficacia.
Es la capacidad de saber establecer y obtener acertadamente los objetivos,
en un tiempo previamente establecido. Esto implica hacer las cosas correctas.
La eficacia también se expresa en la capacidad que tiene una persona para
cumplir con la elaboración de un informe, una actividad, tarea o servicio en el
tiempo que previamente se le ha establecido, para mejorar la calidad de la
organización.
2.8 Efectividad.
Es la relación entre los resultados logrados y los resultados propuestos, nos
permite medir el grado de cumplimiento de los objetivos planificados.
La efectividad se vincula con la productividad a través de impactar en el logro de
mayores y mejores productos.
No obstante, este indicador nos sirve para medir determinados parámetros
de calidad que toda organización debe preestablecer y también para poder
controlar los desperdicios del proceso y aumentar el valor agregado.
2.9 Productividad.
Productividad puede definirse como la relación entre la cantidad de bienes y servicios producidos y la cantidad de recursos utilizados.
En la fabricación, la productividad sirve para evaluar el rendimiento de los talleres, las máquinas, los equipos de trabajo y los empleados. Productividad en términos de empleados es sinónimo de rendimiento. En un enfoque sistemático decimos que algo o alguien son productivos cuando con una cantidad de recursos en un periodo de tiempo dado obtiene el máximo de productos.
La productividad en las máquinas y equipos está dada como parte de sus características técnicas. No así con el recurso humano o los trabajadores. Deben de considerarse factores que influyen.
2.10 Metodología para la mejora continúa.
2.10.1 Metodología Six Sigma
Es una metodología que mide y mejora la calidad, basado en datos lo cual
nos brinda información apropiada para poder ejecutar la mejora, se enfoca en la
reducción de los defectos, también en reducir la variación de los procesos para
que no generen más de 3.4 defectos por millón, y por medio de este reducir costos
por la mala calidad e incrementar la satisfacción de los clientes, a un nivel six
sigma puede generar ahorros para la organización de hasta 40% de sus ingresos.
Six sigma involucra a toda persona de la organización por tiempo completo,
y esta metodología se puede aplicar en cualquier tipo de proceso sea producción
(logística, manufactura) o servicio. Este método es una herramienta gerencial

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 34
porque permite desarrollar una nueva cultura de toma de decisiones, que generara
un crecimiento significativo en los ingresos, y reducir los costos.
El proceso Six Sigma se caracteriza por 5 etapas concretas (DMAMC):
Definir:
Consiste en concretar el objetivo del problema o defecto y validarlo, a la vez
que se definen los contribuyentes del programa.
Medir:
Consiste en entender el funcionamiento actual del problema o defecto.
Analizar:
Pretende averiguar las causas reales del problema o defecto.
Mejorar:
Permite determinar las mejoras procurando minimizar la inversión a realizar.
Controlar:
Se basa en tomar medidas con el fin de garantizar la continuidad de la
mejora y valorarla en términos económicos y de satisfacción del cliente.
2.10.2 Metodología Lean Manufacturing.
Lean Manufacturing o simplemente "Lean" traduce Manufactura Esbelta. La
palabra esbelta se refiere a la descripción de una empresa o proceso libre de
desperdicios o ineficiencias y que se realiza con el mínimo de recursos
necesarios.
Lean es una herramienta de gestión de mejoramiento continuo que disminuye dramáticamente el tiempo entre el momento en el que el cliente realiza una orden hasta que recibe el producto o servicio, mediante la eliminación de desperdicios o actividades que no agregan valor en todas las operaciones. De esta forma, se alcanzan resultados inmediatos en la productividad, competitividad y rentabilidad del negocio.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 35
2.10.3 Método de Taguchi.
La filosofía de Taguchi son métodos estadísticos desarrollados para
mejorar la calidad de los productos manufacturados, y aplicados también
a la ingeniería, la biotecnología, el marketing y la publicidad, abarca toda la
función de producción, desde el diseño hasta la fabricación y el valor del producto
para el cliente es controlar la variabilidad del proceso. Su metodología se concentra
en el consumidor, valiéndose de la función de pérdida.
Taguchi define la calidad en términos de la pérdida generada por el
producto. Esta pérdida puede ser estimada desde el momento en que un producto
es despachado hasta el final de su vida útil.
El trabajo de Taguchi incluye tres contribuciones principales a
estadísticas:
Una función de pérdida específico - ver la función de pérdida de Taguchi.
La filosofía de control de calidad fuera de línea.
Las innovaciones en el diseño de experimentos.
“La clave para la reducción de la pérdida no consiste en cumplir con las
especificaciones, sino en reducir la varianza con respecto al valor objetivo”.
Genichi Taguchi (E. Giugni, 2009)
2.10.4 Poka Yoke
Es una herramienta que significa “a prueba de errores”. Busca con esta
forma de diseñar los procesos es decir eliminar o evitar equivocaciones ya sean
de ámbito humano o automatizado. Las operaciones que se realizan durante la
fabricación de un producto, estas pueden tener muchas actividades en el proceso.
Durante estas actividades, hay distintos procedimientos como ensamblajes
y otras operaciones que suelen ser simples pero muy repetitivas. En estos casos,
el riesgo de cometer algún error es muy alto, independientemente de la
complicación de las operaciones. Este método ayuda a minimizar este riesgo con
medidas sencillas y baratas.
Esta herramienta puede ayudar a prevenir los errores o para advertir sobre
ellos:

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 36
Función de control:
En este caso se diseñó un sistema para impedir que el error ocurra. Se
busca la utilización de formas o colores que diferencien como deben realizarse los
procedimientos o como deben encajar la piezas.
Función de advertencia:
En este caso asumimos que el error puede llegar a producirse, pero
diseñamos un dispositivo que reaccione cuando tenga lugar el fallo para advertir al
operario de que debe corregirlo. El poka-yoke tiene como misión apoyar al
trabajador en sus funciones
Ventajas del Poka-Yoke:
Se minimiza el riesgo de cometer errores y generar defectos.
El operario puede centrarse en operaciones que añaden valor, en lugar de
dedicar esfuerzo a comprobaciones para la prevención de errores o a la
subsanación de los mismos.
Implantar un poka-yoke supone mejorar la calidad actuando sobre la fuente
del defecto, en lugar de sobre controles posteriores.
Se caracterizan por ser simples y económicos.
2.10.5 Metodología PHVA
También llamado el Círculo de Deming, y es una estrategia de mejora continua de la calidad nos brinda una solución que realmente nos permite mantener la competitividad de nuestros productos o servicios, su finalidad es mejorar la calidad, reducir costos, mejorar la productividad, reducir los precios, aumentar las ventas en el mercado y por supuesto la supervivencia. Para la ejecución de esta metodología consta de 4 etapas: Planear, Hacer, Verificar y Actuar, elaborando estas etapas o fases ya cumpliendo con esto la organización mejorara. Especificación de cada etapa:
2.10.5.1 Etapa Planificar
En esta etapa de planificar es establecer los objetivos y procesos de
la organización para obtener información hacia donde tenemos que llegar, implementando la mejora. También es necesario comprender las necesidades de los clientes, así como también conseguir todos los datos suficientes y útiles.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 37
2.10.5.2 Etapa Hacer
Es poner a prueba implementar la mejora y verificar los problemas
para poder solucionarlos para un mejor desempeño de la organización y empezar a utilizar los nuevos procesos establecidos.
2.10.5.3 Etapa Verificar
En esta etapa se verifica y analiza los datos obtenidos para
preguntarnos y poder responder a la siguiente pregunta: ¿Hemos logrado alcanzar los resultados deseados o anhelados?, dependiendo la respuesta de la pregunta si no es lo que esperábamos comprobar si ha ocurrido algún error o problemas, para realizar una mejora y así solucionarlo lo más rápido posible.
2.10.5.4 Etapa Actuar
En esta etapa se establece las mejoras en los procesos que
habíamos elaborado, es importante documentar todo lo que se esté realizando para posteriormente si encontramos algún problema poder aplicar de nuevo el ciclo de Deming, se recomienda comunicar al personal de la empresa la mejora que se realizó.
El ciclo PHVA requiere recopilar y analizar una gran cantidad de
información para lograr mejora en los procesos, por esto es muy importante la
mejora continúa dentro de la organización.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 38
Figura N°14. Circulo de la Calidad. Fuente: http://www.blog-top.com/el-ciclo-phva-
planear-hacer-verificar-actuar/
2.10.6 Herramientas de la calidad
2.10.6.1 Diagrama de Pareto.
Wilfredo Pareto, Economista Italiano, enuncio el principio de la distribución
de la riqueza que el 80% de la riqueza está en manos del 20% de la población. El
diagrama de Pareto, llamado análisis ABC, consiste esencialmente en la
clasificación de los elementos o factores que intervienen en un proceso por su
orden de importancia para poder tratar cada uno de ellos de una forma distinta
según su peso específico. (Pablo Valderrey Sanz. Herramientas de la calidad
total).
Para elaborar un diagrama de Pareto se tienen que determinar o verificar
datos que se va a usar para la ejecución de esta herramienta. Este diagrama
establece distintas operaciones que se tiene que realizar como:

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 39
Efectuar la suma acumulada de los datos ordenados para determinar el
mayor valor.
Dividir cada valor acumulado por el total acumulado para obtener el
porcentaje en importancia de cada dato.
Construir un diagrama de barras para los datos colocando el porcentaje en
importancia como la altura de la barra y los datos en el eje horizontal, del
más grande al más pequeño.
Analizar los resultados.
Algunas cuestiones que se deben tener presentes al preparar los
diagramas de Pareto son los siguientes:
Estratificar los datos según las diferentes causas, tipos de defectos,
pérdidas, reclamaciones, etc. El método de estratificación dependerá
del propósito de recogida de datos.
Si es posible, expresar las perdidas en términos monetarios en vez
de en números, cantidades, porcentajes de defectos, etc. Según el
problema, la dispersión a la que se contribuye cada causa también
se puede expresar en términos de varianza (en forma de un
porcentaje de contribución).
Pensar en el propósito de la preparación del diagrama cuando se
decía el periodo para el cual se van a recoger los datos. Este periodo
no debe ser demasiado corto ni largo que incluya resultados de
varias acciones correctoras.
Si se ejerce alguna acción, dibujar el diagrama de Pareto antes y
después con el objeto de comprobar los resultados.
En la medida de lo posible, estratificar los diagramas de Pareto por
horas, maquinaria, etc.
Desglosar los problemas mayores con más detalle y preparar
diagramas de Pareto individuales para ello.
Empezar siempre con el problema que va a traer mayores beneficios.
Si los defectos o las pérdidas más frecuentes decrecen esto indica
que las mejoras que se está haciendo están llevando a la empresa a
un mejor desempeño organizacional.
(Pablo Valderrey Sanz. Herramientas de la calidad total).

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 40
Figura N° 15. Ejemplo de un Diagrama de Pareto. Fuente: http://tenstep.com.ar/
2.10.6.2 Diagrama de Ishikawa.
Igualmente llamado diagrama de la espina de pescado por la forma
característica que tiene. Fue creado por el Dr. Kaoru Ishikawa como herramienta
de trabajo para los círculos de calidad.
Esta grafica nos muestran los factores que afectan la calidad de un
producto. Se trata de analizar las posibles causas de los problemas de una
actividad sea manufacturera, social, ventas, etc. Este diagrama consiste en
especificar un objetivo, evaluar las posibles causas que estén afectando y no
dejen llegar al objetivo, este diagrama se constituye de seis causas principales las
cuales son: Método, Materiales, Maquinaria, Mano de Obra y Medio Ambiente, la
cual se les conoce como las “6 ´M”, en cada uno de las principales causas pueden
haber sub causas la cual se tendrán que analizar para poder analizarlas y
posteriormente eliminarlas.
Figura N°16. Ejemplo de un Diagrama de Ishikawa.
Fuente: http://es.wikipedia.org/wiki/Diagrama_de_Ishikawa

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 41
2.10.7 Kaizen
El método kaizen es una herramienta de calidad originaria de la filosofía japonesa que busca la mejora continua en todos los aspectos de la organización.
El objetivo fundamental es mejorar para dar al cliente o consumido un mayor valor agregado, mediante los costos, tiempo de respuesta, la variedad y mayor nivel de satisfacción.
Al hacer Kaizen, los trabajadores van ir mejorando los estándares de la empresa y al hacerlo podrán llegar a tener estándares de muy alto nivel y alcanzar los objetivos de la empresa. Lo cual se puede cumplir con simples modificaciones diarias.
Es por esto que es importante que los estándares nuevos creados por mejoras o modificaciones sean analizados y contemplen siempre la seguridad, calidad y productividad de la empresa.
El Kaizen utiliza el Círculo de Deming como herramienta para la mejora continua. Otros factores que pueden influir son la eliminación de desperdicios y la estandarización.
Los 5 elementos bases del Kaizen:
Trabajo en equipo.
Disciplina personal.
Moral mejorada.
Circulo de calidad.
Sugerencia para la mejora.
2.11 Cinco´s
Las “5´s” su objetivo es implantar a la organización el orden, la disciplina en el
lugar de trabajo y eliminar los derroches dentro del sistema de producción, como
mejorar el mantenimiento de equipos y reducir los accidentes laborales. Al aplicar
esto involucra a todos que se encuentra en la organización.
2.11.1 Las 5´s son:
2.11.1.1 Seiri (clasificación):
Es el primer paso de las cinco fases, es reconoceré los elementos
necesarios de aquellos que no lo son en un sistema productivo evitando que
aparezca nuevamente.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 42
Beneficios del Seiri:
Se pueden utilizar los lugares que se despejan para propósitos diversos.
Se elimina el exceso de herramientas, gavetas, estantes y similares.
Se descartan los elementos obsoletos.
Se elimina el despilfarro.
2.11.1.2 Seiton (Orden):
Este segundo paso consiste en establecer y clasificar los materiales
necesarios de manera que sea fácil y rápido encontrarlos, para usarlos y
reponerlos. El Seiton lleva a organizar los elementos necesarios para reducir
el tiempo de búsqueda y esfuerzo.
Procedimiento para organizar:
Defina una nomenclatura para cada clase de elementos.
Decida sitios de ubicación, cada cosa en su lugar.
Definir cómo se va a guardar:
1. Fácil de guardar.
2. Fácil de identificar su ubicación.
3. Fácil de sacar.
4. Fácil de reponer.
2.11.1.3 Seiso (Limpieza):
La S más importante de todas, ya que después de haber realizado las dos
primeras etapas. Debemos conocer todos los procesos para hacer referencia a
las necesidades e identificar el problema para poder corregirlo. Mediante esto,
todos medios se deben de encontrar en perfecta condiciones para el trabajo
(área limpia), ya que si no es así puede provocar un mal funcionamiento de la
maquina o mal desempeño del trabajador.
Operación de limpieza:
Sacar el polvo y suciedad de los sitios de trabajo, pisos, paredes,
ventanas, cajones, estantes y definitivamente la maquinaria que
se usa durante las operaciones diarias de trabajo.
Establecer un programa de limpieza diaria y periódica.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 43
2.11.1.4 Seiketsu (Estandarización):
La organización debe tener a su alcance los recursos necesario para
fomentar un buen ambiente y competitividad. Consiste en detectar condiciones
irregulares o anómalas, mediante normas sencillas para todos. En esta etapa se
crean estándares que recuerdan el orden y la limpieza que deben mantenerse
todos los días. Para lograr esto, las normas siguientes son de ayuda:
Favorecer una gestión visual.
Estandarizar los métodos operatorios.
Formar al personal en los estándares.
Obligaciones de la empresa:
Limpieza de las instalaciones (baños, comedor, almacén, etc.)
Iluminación adecuada.
Control de ruido, proporcionar tapones de oídos.
Protección de equipo de seguridad al personal.
Obligaciones del trabajado:
Aseo y arreglo adecuado.
Posturas de trabajo adecuado.
Actitud positiva de trabajo.
Utilización de equipos de protección y cumplir con las normas
respectivas.
2.11.1.5 Shitsuke (Mantenimiento de la disciplina):
Con esta última etapa se pretende trabajar permanentemente de acuerdo
con las normas establecidas, comprobando el seguimiento del sistema 5S y
fomentar el compromiso con “las cinco S”, elaborando acciones de mejora
continua y cerrando el ciclo PDCA. Mediante esta etapa se pretende obtener una
comprobación continua y el apoyo del personal implicado.
Condiciones del descarte:
El trabajo en equipo: El líder organiza un equipo de trabajo con
personas de diferentes áreas.
Lanzamiento: Reuniones con el líder con todo el personal, donde se
anunciara el inicio del sistema de descarte
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 44
Sistema de comunicación interno (mural o panel de información): Las
fotos tomadas deberán ser publicadas en el mural de la empresa.
Ventajas del descarte:
Racionaliza el uso de materiales y de los equipos
Reduce el tiempo y costo.
Ganar espacios muertos.
Reducir el riesgo de accidentes.
Motiva y crea condiciones propicias para la productividad.
Figura N° 17. 5´s más eficiencia. Fuente: http://www.businessleaners.com/
2.12 Método QFD
“Quality Function Deployment”, o comúnmente conocida como “la casa de la calidad”. El QFD es un proceso que afirma los deseos y las necesidades de los clientes sean traducidas en características técnicas. Estas características están en función a un equipo que incluyen ventas, marketing, ingeniería, manufactura y operaciones.
Este método se representa por medio de un gráfico que expresa las relaciones entre los deseos y las características del diseño.
Su finalidad es centrar el producto o servicio con la satisfacción del cliente ya que es una valiosa herramienta que lo puede usar toda la compañía u organización. El QFD nos da a entender la prioridad de las necesidades de sus clientes y encontrar respuestas innovadoras, por medio de la mejora continua de sus productos y servicios en búsqueda de maximizar la oferta de valor. (Gonzales, 2001).

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 45
Beneficios:
Mejora de la satisfacción del cliente.
Mejora de ciclos de desarrollo de los productos.
Transferencia interna de conocimiento.
Comparación permanente con la competencia.
2.13 AMFE
Análisis Modal de Fallos y Efectos, es una herramienta de máxima utilidad
que permite analizar todos los fallos potencialmente del proceso. Es decir, el
AMFE identifica las variables significativas del proceso/producto para poder
determinar y establecer las acciones correctivas y preventivas.
Hay varios tipos de análisis AMFE según si se aplica a un producto/servicio
básicamente funcionan igual. La versatilidad de este análisis permite aplicarlo
tanto en el desarrollo de productos como en modificaciones de diseño y para la
optimización de procesos. Los tipos de AMFE son:
AMFE de Diseño
En el AMFE de diseño el objeto del estudio es el producto y todo lo
relacionado con su definición. Se analiza por tanto la elección de los materiales, su
configuración física, las dimensiones, los tipos de tratamientos a aplicar y los
posibles problemas de realización.
AMFE de Proceso
En el AMFE de proceso se analizan los fallos del producto derivados de los
posibles fallos del proceso hasta su entrega al cliente. Se analizan, por tanto, los
posibles fallos que pueden ocurrir en los diferentes elementos del proceso
(materiales, equipo, mano de obra, métodos y entorno) y cómo éstos influyen en el
producto resultante.
Los Propósitos del AMFE son:
Identificar los modos de fallas potenciales y conocidas Identificar las causas y efectos de cada modo de falla

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 46
Priorizar los modos de falla identificados de acuerdo al número de prioridad
de riesgo (NPR) o frecuencia de ocurrencia, gravedad y grado de facilidad
para su detección.
S: Gravedad de fallo O: Probabilidad de ocurrencia D: probabilidad de no detección
Figura N° 18.Número de prioridad de riesgo.
Fuente: http://blog.pucp.edu.pe/media/avatar/665.pdf
La ponderación de gravedad, ocurrencia y detección para cada modo de fallo se
muestran en las siguientes tablas. Se hizo uso de las tablas de la FUNDIBEQ
(Fundación iberoamericana para la Gestión dela Calidad)
Gravedad (S):
Criterio de Gravedad Valor (S)
Irrazonable que el fallo produjese un efecto perceptible en el producto o servicio. Probablemente el cliente no podrá detectar el fallo.
1
Baja gravedad debido a la escasa importancia de las consecuencias del fallo, que causarían en el cliente un ligero descontento.
2 - 3
Moderado fallo que causaría al cliente cierto descontento. Puede ocasionar reprocesos.
4 - 5 - 6
Alta clasificación de gravedad debido a la naturaleza del fallo que causa en el cliente una insatisfacción. Requiere reprocesos mayores.
7 - 8
Muy alta gravedad que origina total insatisfacción del cliente o puede llegar a suponer un riesgo para la seguridad o incumplimiento de la normativa.
9 - 10

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 47
Tabla N° 3. Criterios de Gravedad.
Ocurrencia (O):
Criterio de Ocurrencia Valor ( O )
Remota probabilidad de ocurrencia. Sería razonable esperar que produzca el fallo
1
Baja probabilidad de ocurrencia. Ocasionalmente podría producirse un numero relativo bajo de fallos
2- 3
Moderada probabilidad de ocurrencia. Asociado a situaciones similares que hayan tenido fallos esporádicos, pero no en grandes proporciones.
4 - 5 - 6
Alta probabilidad de ocurrencia. Los fallos se presentan con frecuencia.
7 - 8
Muy alta probabilidad de ocurrencia. Se producirá el fallo casi con total seguridad.
9 - 10
Tabla N° 4. Criterios de Ocurrencia.
Detección:
Criterio de Detección Clasificación
Remota probabilidad que el defecto llegue al cliente. Casi completa fiabilidad de los controles.
1
Baja probabilidad que el defecto llegue al cliente ya que, de producirse, sería detectado por los controles o fases anteriores al proceso
2 - 3
Moderada probabilidad que el producto o servicio defectuoso llegue al cliente
4 - 5 - 6
Alta probabilidad que el producto o servicio defectuoso llegue al cliente debido a la baja fiabilidad de los controles existentes
7 - 8
Muy alta probabilidad de que el producto o servicio defectuoso llegue al cliente. Este será latente y no se manifestara en la fase de fabricación del producto
9 - 10
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 48
Tabla N° 5. Criterios de Detección.
Capitulo III
Planteamiento del problema
3.1 Situación Problemática:
“Proyectos y Diseños DRD” es una empresa que tiene años operando en el
mercado del amueblamiento de proyectos, pero desde hace 3 años lo viene
haciendo con esta nueva razón social. Debido al aumento de la demanda de
proyectos integrales en amueblamiento, las ventas de “Proyectos y Diseños DRD”
han incrementado significativamente pero esto no se ha podido ver reflejado en su
rentabilidad.
Observamos que el proceso productivo tiene dificultades constantemente
por tener mayor recarga de trabajo en algunas áreas esto se debe aún mal
balance de línea ya que no hay una buena planificación de trabajo, debemos
sumarle que los trabajadores laboran desmotivada mente ya que no se cuenta
con un programa de incentivos.
Hay que recalcar que la mayor parte del trabajo es echo de manera manual
y que la maquinaria con la que cuenta la empresa en la planta está desfasada y
tiene problemas de funcionamiento ya que no se cuenta con un plan de
mantenimiento adecuado. No tiene una metodología de trabajo estandarizada y no
existe un control adecuado de los recursos: mano de obra, energía, materia
primera y tiempo para mencionar algunos.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 49
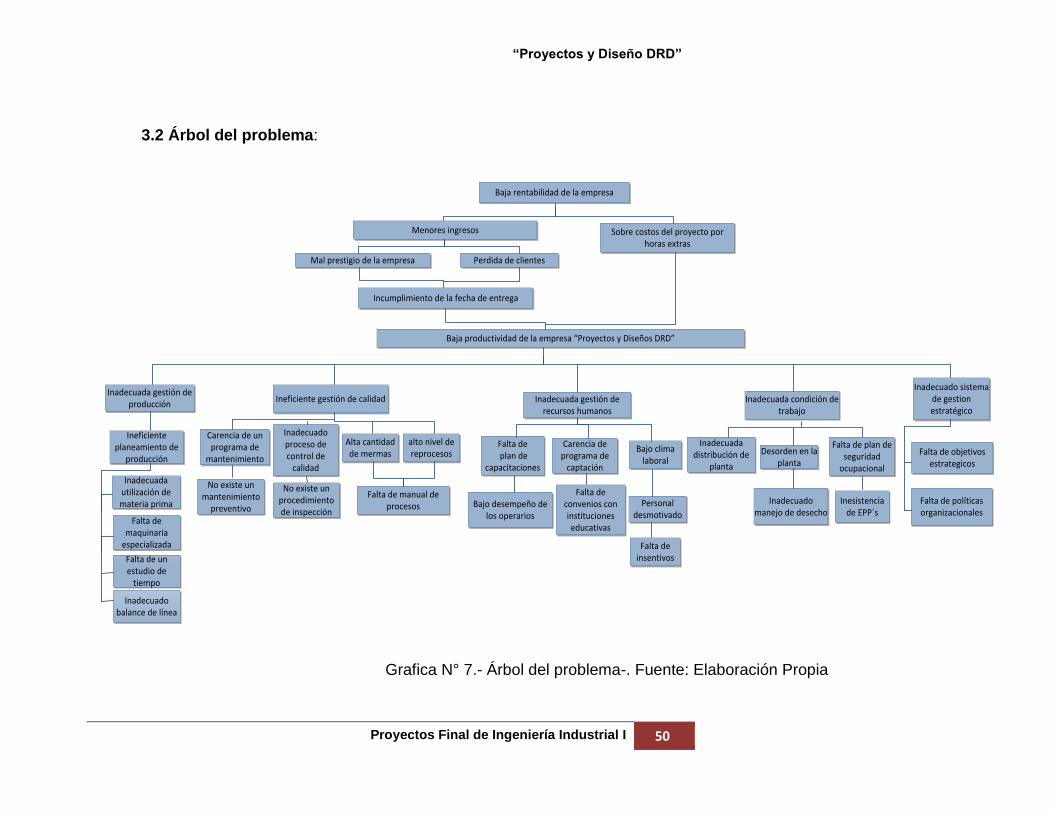
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 50
3.2 Árbol del problema:
Baja rentabilidad de la empresa
Sobre costos del proyecto por horas extras
Perdida de clientes
Incumplimiento de la fecha de entrega
Baja productividad de la empresa “Proyectos y Diseños DRD”
Inadecuada gestión de producción
Ineficiente planeamiento de
producción
Mal prestigio de la empresa
Menores ingresos
Bajo desempeño de los operarios
Inadecuada gestión de recursos humanos
Ineficiente gestión de calidad
Inadecuado proceso de control de
calidad
Falta de plan de
capacitaciones
Inadecuada condición de trabajo
Inadecuada distribución de
planta
No existe un procedimiento de inspección
Inadecuada utilización de materia prima
Falta de un estudio de
tiempo
Carencia de un programa de
mantenimiento
Inadecuado manejo de desecho
Desorden en la planta
Falta de maquinaria
especializada
Carencia de programa de
captación
Falta de convenios con instituciones educativas
Inesistencia de EPP´s
Inadecuado balance de línea
No existe un mantenimiento
preventivo
Bajo clima laboral
Personal desmotivado
Falta de insentivos
Falta de plan de seguridad
ocupacional
Inadecuado sistema de gestion estratégico
Falta de objetivos estrategicos
Falta de políticas organizacionales
Alta cantidad de mermas
alto nivel de reprocesos
Falta de manual de procesos
Grafica N° 7.- Árbol del problema-. Fuente: Elaboración Propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 51
3.3 Árbol de objetivos:
Aumento de la rentabilidad de la empresa
Disminución de Sobre costos del proyecto por horas extras
Aumento de clientes
Cumplimiento de la fecha de entrega
Aumento de la productividad de la empresa “Proyectos y Diseños DRD”
Adecuada gestión de producción
Eficiente planeamiento de
producción
Mejor prestigio de la empresa
Mayor ingreso
Alto desempeño de los operarios
Adecuada gestión de recursos humanos
Eficiente gestión de calidad
Adecuado proceso de control de
calidad
Existencia de un plan de
capacitaciones
Adecuada condición de trabajo
Adecuada distribución de
planta
Existencia de un procedimiento de inspección
Adecuada utilización de materia prima
Control de tiempos
Existencia de un programa de
mantenimiento
Adecuado manejo de desecho
Orden en la planta
Falta de maquinaria
especializada
Existencia de un programa de
captación
Existencia de convenios con instituciones educativas
Existencia de EPP´s
Adecuado balance de línea
Existencia de un mantenimiento
preventivo
Alto clima laboral
Personal motivado
Incentivos por rendimiento
Existencia de un plan de
seguridad ocupacional
Existencia de un planeamiento
estratégico
Existencia de objetivos estratégicos
Existencia de manuales de funciones
Baja cantidad de mermas
Bajo nivel de reproceso
Falta de manual de procesos
Grafica N°8. Árbol de objetivos. Fuente: Elaboración Propia
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 52
3.4 Definición del problema
Baja productividad en la fabricación de sillas.
3.4.1 Objetivos
3.4.1.1 Objetivo General
Mejorar la calidad de la fabricación de sillas en la empresa “Proyectos y
Diseños DRD”.
3.4.1.2 Objetivos Específicos.
Realizar un análisis de la situación actual del proceso de fabricación de
sillas de madera.
Identificar los problemas en la productividad de la empresa.
Establecer políticas de calidad en el proceso productivo.
Implementar un sistema de mejora de continua en base la metodología
PHVA en el proceso de fabricación de sillas.
3.4.2 Alcance:
El proyecto en desarrollo tiene como alcance la mejora de la productividad
de la empresa “Proyecto y Diseño DRD”.
3.4.3 Justificación:
Debido al atraso de entregas de pedidos que esto genera malestar a los
clientes, esto se debe al reproceso de productos y baja productividad, es
necesario un sistema de mejora continua enfocada en la calidad del producto y
mejorar los procesos de fabricación, también con un buen plan de planeamiento la
cual ayudara a la organización a obtener una mejor rentabilidad y también poder
satisfacer las necesidades de los clientes. Para esto tenemos que hacer un
análisis de los problemas que esto aquejan y ejecutar un cambio para la mejora.
3.4.4 Limitaciones:
Una de las limitaciones que podría suceder en la empresa, es el cambio de
ideas de la gerencia en el desarrollo del proyecto, por motivos de desembolso de
dinero, y en los cambios de costumbres de sus empleadores, debido a que están
acostumbrados a laborar de otra forma, pero siendo esta errónea.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 53
3.4.5 Viabilidad
3.4.5.1 Viabilidad Técnica:
Los materiales utilizados para la implementación del proyecto son: aparatos de medición (vernier, wincha, etc.), computadoras, máquinas y dispositivos, cámaras fotográficas, etc.
3.4.5.2 Viabilidad Económica:
La presente economía de la empresa Proyectos y Diseños DRD es propicio para una viable inversión en el proyecto, lo cual conllevara a una mejora en el proceso de fabricación de sillas y mejora en la productividad de la empresa.
3.4.5.3 Viabilidad Operativa:
Para el estudio del análisis de problemas de la organización tuvimos
el apoyo del gerente general y de los trabajadores de las distintas áreas que se desempeñan para realizar un cambio para la mejora.
3.4.5.4 Viabilidad Social:
Mediante la elaboración del proyecto se logrará una mejora en el
proceso productivo de sillas y buscara formar un personal capacitado, para un mejor desempeño laboral del trabajador.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 54
3.4.6 Diagnostico Actual:
3.4.6.1 Condiciones de trabajo:
Las siguientes imágenes muestran la situación inicial en que se encontraba
la empresa Proyectos y Diseño DRD el mes de Marzo 2014.
Condiciones Inapropiada de la empresa
Inapropiada distribución de Insumos
(Figura N°19)
Inapropiada distribución de
desechos (Aserrín) (Figura N°20)
Inapropiada distribución de
desechos retazos de madera (Figura N°21)

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 55
Falta de orden y limpieza (Figura N°22)
Falta de orden y limpieza (Figura N°23)
Falta de orden y limpieza
(Figura N°24)
Falta de orden y limpieza
(Figura N°25)

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 56
Las condiciones de trabajo como se puede mostrar en las imágenes no son las adecuadas, necesita un cambio en la estructuración de la organización, fijar nuevas metas, establecer políticas, llevar un orden para poder aumentar la rentabilidad de la organización si bien han aumentado las ventas estas no se reflejan en la empresa, debido a una mala distribución de los bienes y no hay un orden preestablecido. Por lo tanto el aumento de las ventas en el mercado no solo debe beneficiar al empresario sino a toda la organización, para poder seguir creciendo como empresa maderera.
3.4.7 Análisis o Clasificación ABC:
En los 3 años trabajando con una nueva imagen de la empresa “Proyectos & Diseño DRD” en el mercado, ha conseguido captar un considerable número de clientes, como universidades, restaurantes, inmobiliarias, etc.
Para elaborar un estudio más exacto, clasificaremos los productos para determinar cual tiene mayor influencia en las decisiones de la empresa, usando la clasificación ABC, basada en la ley de Pareto.
Tabla N°6. Clasificación de productos que elabora la empresa. Fuente Propia
PRODUCTO/SERVICIO P.UNIT. CANT
TOTAL FACTURADO C/ IGV
ARCHIVADORES S/. 593.22 10 S/. 7,000.00
ARMARIO S/. 980.00 1 S/. 1,156.40
BANCOS S/. 90.00 50 S/. 5,310.00
BIBLIOTECAS S/. 2,050.00 4 S/. 9,676.00
BOOTHS S/. 10,918.18 29 S/. 317,287.04
CREDENZA S/. 1,026.60 1 S/. 1,211.40
DRIZAS S/. 1.50 520 S/. 920.40
ESCRITORIOS (MELAMINA) S/. 750.00 5 S/. 4,425.00
LOCKERS S/. 747.33 17 S/. 17,265.76
MALLA S/. 4,140.00 1 S/. 4,885.20
MESA S/. 666.21 198 S/. 146,634.50
MUEBLES S/. 3,944.15 3 S/. 8,668.58
PATAS DE SILLAS S/. 27.00 24 S/. 764.64
PEDESTAL S/. 306.00 20 S/. 7,221.00
PERCHEROS S/. 1,014.80 2 S/. 2,394.92
PIZARRA S/. 1,000.00 1 S/. 1,180.00
REPINTADO S/. 54.00 43 S/. 1,616.60
SILLA S/. 177.20 3613 S/. 667,733.72
SILLONES S/. 1,418.33 53 S/. 36,893.24
TABIQUERIA S/. 12,720.00 1 S/. 15,009.60
TABLEROS S/. 342.00 23 S/. 9,282.18
VALLET S/. 100.00 5 S/. 590.00
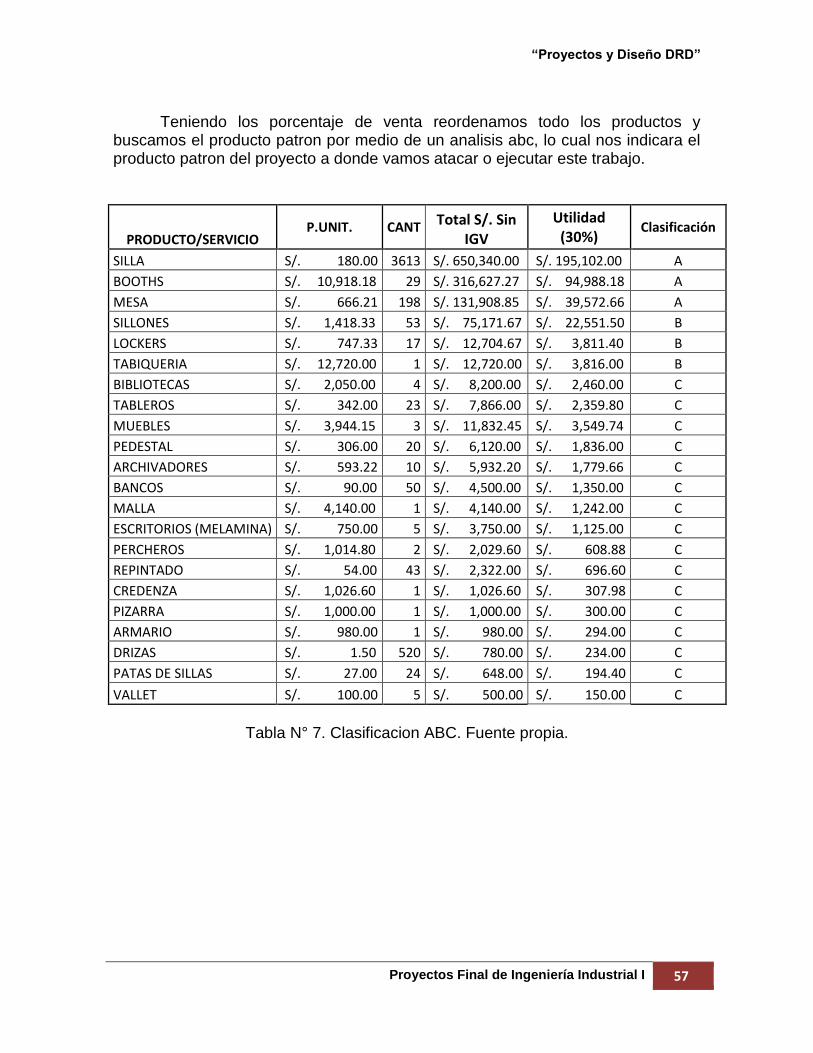
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 57
Teniendo los porcentaje de venta reordenamos todo los productos y buscamos el producto patron por medio de un analisis abc, lo cual nos indicara el producto patron del proyecto a donde vamos atacar o ejecutar este trabajo.
PRODUCTO/SERVICIO P.UNIT. CANT Total S/. Sin
IGV
Utilidad (30%)
Clasificación
SILLA S/. 180.00 3613 S/. 650,340.00 S/. 195,102.00 A
BOOTHS S/. 10,918.18 29 S/. 316,627.27 S/. 94,988.18 A
MESA S/. 666.21 198 S/. 131,908.85 S/. 39,572.66 A
SILLONES S/. 1,418.33 53 S/. 75,171.67 S/. 22,551.50 B
LOCKERS S/. 747.33 17 S/. 12,704.67 S/. 3,811.40 B
TABIQUERIA S/. 12,720.00 1 S/. 12,720.00 S/. 3,816.00 B
BIBLIOTECAS S/. 2,050.00 4 S/. 8,200.00 S/. 2,460.00 C
TABLEROS S/. 342.00 23 S/. 7,866.00 S/. 2,359.80 C
MUEBLES S/. 3,944.15 3 S/. 11,832.45 S/. 3,549.74 C
PEDESTAL S/. 306.00 20 S/. 6,120.00 S/. 1,836.00 C
ARCHIVADORES S/. 593.22 10 S/. 5,932.20 S/. 1,779.66 C
BANCOS S/. 90.00 50 S/. 4,500.00 S/. 1,350.00 C
MALLA S/. 4,140.00 1 S/. 4,140.00 S/. 1,242.00 C
ESCRITORIOS (MELAMINA) S/. 750.00 5 S/. 3,750.00 S/. 1,125.00 C
PERCHEROS S/. 1,014.80 2 S/. 2,029.60 S/. 608.88 C
REPINTADO S/. 54.00 43 S/. 2,322.00 S/. 696.60 C
CREDENZA S/. 1,026.60 1 S/. 1,026.60 S/. 307.98 C
PIZARRA S/. 1,000.00 1 S/. 1,000.00 S/. 300.00 C
ARMARIO S/. 980.00 1 S/. 980.00 S/. 294.00 C
DRIZAS S/. 1.50 520 S/. 780.00 S/. 234.00 C
PATAS DE SILLAS S/. 27.00 24 S/. 648.00 S/. 194.40 C
VALLET S/. 100.00 5 S/. 500.00 S/. 150.00 C
Tabla N° 7. Clasificacion ABC. Fuente propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 58
Grafica N°9. Diagrama de Pareto. Fuente: Elaboración Propia
Después de obtener el producto patrón como muestra la figura N°26, nos
indica que el producto patrón de la empresa Proyectos & Diseño son las sillas, luego sigue los booths, luego procedemos a evaluar sus indicadores para una mejor apreciación del producto.
3.4.8 Indicadores de Gestión:
Indicadores de Sillas.
3.4.1 Eficacia.
Se muestra la producción obtenida desde el mes de Agosto 2013 hasta
Febrero 2014.
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Lote 400 500 300 176 150 80 203
Monto S/. 70,800.00 S/. 103,250.00 S/. 33,540.00 S/. 37,382.40 S/. 31,860.00 S/. 16,048.00 S/. 43,117.20
Tabla N° 6. Producción del mes de Agosto 2013 – Febrero 2014.
Fuente: Empresa DRD.
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
SILL
A
BO
OTH
S
MES
A
SILL
ON
ES
LOC
KER
S
TAB
IQU
ERIA
BIB
LIO
TEC
AS
TAB
LER
OS
MU
EBLE
S
PED
ESTA
L
AR
CH
IVA
DO
RES
BA
NC
OS
MA
LLA
ESC
RIT
OR
IOS…
PER
CH
ERO
S
REP
INTA
DO
CR
EDEN
ZA
PIZ
AR
RA
AR
MA
RIO
DR
IZA
S
PA
TAS
DE
SILL
AS
VA
LLET

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 59
Eficacia de Producción:
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Lote Objetivo 450 550 320 180 150 100 220
Lote Real 400 500 300 176 150 80 200
Eficacia de Producción 89% 91% 94% 98% 100% 80% 91%
Tabla N° 7. Eficacia de producción. Fuente: Empresa DRD.
Eficacia de Ventas:
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Lote Objetivo 450 550 320 180 150 100 220
Lote Real 400 500 300 176 150 80 200
Ventas Objetivo
S/.
79,650.00
S/.
113,575.00
S/.
35,776.00
S/.
38,232.00
S/.
31,860.00
S/.
20,060.00
S/.
47,428.92
Ventas Reales
S/.
70,800.00
S/.
103,250.00
S/.
33,540.00
S/.
37,382.40
S/.
31,860.00
S/.
16,048.00
S/.
43,117.20
Eficiencia de
Ventas 89% 91% 94% 98% 100% 80% 91%
Tabla N°8. Eficacia de las ventas- Sillas- Fuente: elaboración propia
Se debe considerar que para este caso se ha toma como precio promedio
de S/. 160 que es el precio de una silla de madera en el mercado.
Eficacia Operativa
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Eficacia de
Producción 89% 91% 94% 98% 100% 80% 91%
Eficacia de Ventas 89% 91% 94% 98% 100% 80% 91%
Eficacia Operativa 79% 83% 88% 96% 100% 64% 83%
Tabla N° 9. Eficacia Operativa. Fuente: Elaboración propia
Habiéndose hallado la eficacia de producción y la eficacia de ventas, se
puede hallar la eficacia operativa:

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 60
Eficacia de Tiempo:
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Tiempo Objetivo 8 10 6 4 3 2 5
Tiempo Real 12 14 8 6 5 3 6
Eficacia de tiempo 67% 71% 75% 67% 60% 67% 83%
Tabla N° 10. Eficacia de tiempo. Fuente: Elaboración propia
Como tiempo objetivo, la empresa ha establecido que se deben hacer 50
sillas al día. Con este dato, y teniendo la información del tiempo que ha tomado
producir durante los 6 meses, se halló la eficacia de tiempo.
Eficacia Total:
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Eficacia Operativa 79% 83% 88% 96% 100% 64% 83%
Eficacia de tiempo 67% 71% 75% 67% 60% 67% 83%
Eficacia de Calidad 85% 85% 85% 85% 85% 85% 85%
Eficacia Total 45% 50% 56% 54% 51% 36% 59%
Tabla N°11. Eficacia Total. Fuente: Elaboración propia
Grafica N° 10. Eficacia Total. Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 61
3.4.2 Eficiencia.
Se realizó un estudio de tiempos, para determinar el tiempo que debería
utilizarse para fabricar un determinado número de sillas.
Teniendo en cuenta los tiempos hallados en este estudio, y el tiempo que
ha tomado producir en los meses de Agosto a Febrero, se ha determinado la
eficiencia con la que se trabajó en este trimestre.
Estudio de tiempo para la elaboración de Sillas.
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Unidades 400 500 300 176 150 80 203
Maquinado 55 38 22 13 11 6 16
Armado 42 43 26 15 13 10 17
Lijado 35 13 8 5 4 4 6
Acabado 15 20 12 8 7 4 8
Horas 147 114 68 41 35 24 47
Días 19 15 9 6 5 3 6
Tabla N°12. Estudio de tiempo “Sillas”: Elaboración propia
Mes Días utilizados
Días
teóricos Eficiencia
Agosto 24 19 79%
Setiembre 23 15 65%
Octubre 17 9 53%
Noviembre 12 6 50%
Diciembre 9 5 56%
Enero 6 3 50%
Febrero 8 6 75%
Eficiencia promedio 61%
Tabla N° 13. Eficiencia. Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 62
Grafica N° 10. Eficiencia “Sillas”. Fuente: Elaboración propia
Se puede ver en el grafico que la efiencia de la empresa Proyectos y
Diseños DRD SAC bajo en los meses de octure a Noviembre, seria ideal analizar
que paso en se lapso de tiempo para poder analizar las causas de la baja
eficiencia y proponer soluciones.
Se han hallado la eficiencia y la eficacia, por lo tanto se puede hallar la
efectividad promedio.
Tabla N° 14. Efectividad promedio “Sillas”. Fuente: Elaboración propia
Se puede apreciar que la efectividad de la empresa es del 31%, lo cual es muy
bajo.
Eficacia Promedio 50%
Eficiencia Promedio 61%
Efectividad 31%

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 63
3.4.3 Productividad:
Se halló la productividad de la mano de obra, materia prima, materiales
directos, materiales indirectos y kW-h, para estimarse una productividad global
para el rango de meses de Agosto a Febrero.
Productividad de la mano de obra.
Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Producción 400 500 300 176 150 80 203
Días 24 23 17 12 9 6 8
h-h/día 8 8 8 8 8 6 8
Operario
Maquinado 5 5 5 5 5 5 5
Operario Armado 2 2 2 2 2 2 2
Operario Lijado 3 3 3 3 3 3 3
Operario Acabado 5 5 5 5 5 5 5
Total H-h 2880 2760 2040 1440 1080 540 960
Tabla N° 15. Total de H-H “Sillas”. Fuente: Elaboración propia
El número de operarios se ha mantenido constante a lo largo de los 7
meses, las hora de trabajo han aumentado debido a la carga de trabajo, sin
embargo con los resultados de la eficiencia, nos damos cuenta que el recursos de
mano de obra no se ha aprovechado convenientemente.
Por otro lado, se tiene el costo por hora-hombre, para cada operario según
la etapa del proceso, hallándose el costo total de mano de obra por mes de
trabajo.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 64
Se puede ver que el costo de la mano de obra es diferente por cada etapa
del proceso.
Agosto Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 960
Operario Armado 1 5.83 2 384
Operario Lijado 4 3 576
Operario Acabado 1 6.67 5 960
Total Costo M.O S/. 15,745.92
Tabla N° 16. Costo de la M.O “Sillas” Agosto. Fuente: Elaboración propia
Setiembre Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 920
Operario Armado 1 5.83 2 368
Operario Lijado 4 3 552
Operario Acabado 1 6.67 5 920
Total Costo M.O S/. 15,089.84
Tabla N° 17. Costo de la M.O “Sillas” Setiembre. Fuente: Elaboración propia
Octubre Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 680
Operario Armado 1 5.83 2 272
Operario Lijado 4 3 408
Operario Acabado 1 6.67 5 680
Total Costo M.O S/. 11,153.36
Tabla N° 18. Costo de la M.O “Sillas” Octubre. Fuente: Elaboración propia
Noviembre Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 96
Operario Armado 1 11.66 2 96
Operario Lijado 7 3 96
Operario Acabado 1 8.4 5 96
Total Costo M.O S/. 10,686.72
Tabla N° 19. Costo de la M.O “Sillas” Noviembre. Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 65
Diciembre Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 360
Operario Armado 1 11.66 2 144
Operario Lijado 7 3 216
Operario Acabado 1 8.4 5 360
Total Costo M.O S/. 8,015.04
Tabla N° 20. Costo de la M.O “Sillas” Diciembre. Fuente: Elaboración propia
Enero Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 180
Operario Armado 1 5.83 2 72
Operario Lijado 4 3 108
Operario Acabado 1 6.67 5 180
Total Costo M.O S/. 2,952.36
Tabla N° 21. Costo de la M.O “Sillas” Enero. Fuente: Elaboración propia
Febrero Soles/h-h operarios h-h/mes
Operario Maquinado 5 5 320
Operario Armado 1 5.83 2 128
Operario Lijado 4 3 192
Operario Acabado 1 6.67 5 320
Total Costo M.O S/. 5,248.64
Tabla N° 22. Costo de la M.O “Sillas” Febrero. Fuente: Elaboración propia
Teniendo en cuenta el total de horas hombres y la producción en cada mes
se determinó la productividad de la mano de obra, la cual se muestra a
continuación:
Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Producción 400 500 300 176 150 80 203
H-H 2880.00 2760.00 2040.00 1440.00 1080.00 540.00 960.00
Productividad 7.20 5.52 6.80 8.18 7.20 6.75 4.73
unid/ h-h unid/ h-h unid/ h-h unid/ h-h unid/ h-h unid/ h-h unid/ h-h
Tabla N° 23. Productividad de M.O mensual “Sillas” . Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 66
Se puede apreciar que la productividad es variable, que no se ha
establecido cual seria su lote optimo de produccion para alcanzar la mayor
productividad posible.
Productividad de materia prima.
La materia prima que se utiliza es la madera congona, la cual por sus
características y la disponibilidad del mercado usan como materia prima, a
continuación se mostrara el consumo por mes.
Se ha calculado que por silla se usan 9 pies 2 de madera.
Costo total por MP
(madera) 1 pie 5.5 soles
Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Producción 400 500 300 176 150 80 203
Pies necesario 3600 4500 2700 1584 1350 720 1827
Costo por pie de
madera
S/.
19,800.00
S/.
24,750.00
S/.
14,850.00
S/.
8,712.00
S/.
7,425.00
S/.
3,960.00
S/.
10,048.50
Agosto
Setiembre Octubre Noviembre
Diciembre Enero Febrero
Sillas 400 500 300 176 150 80 203
Pies necesarios 3600 4500 2700 1584 1350 720 1827
Productividad MP 0.11 0.11 0.11 0.11 0.11 0.11 0.11
unid/pie unid/pie unid/pie unid/pie unid/pie unid/pie unid/pie
Tabla N°24. Productividad de la materia prima mensual “Sillas”.
Fuente: Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 67
Productividad de los materiales directos
Para el proceso de producción de sillar se utilizan diversos materiales
directos. A continuación se muestra las cantidades utilizadas cada mes y el costo
total que ha significado.
Agosto 400 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios Costo del Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay Capinurí 0.23 plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.23 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.51 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.04 S/. 0.14
Costo Total S/. 39,343.17
Productividad 4.07 Unid / S/.
Tabla N° 25. Productividad de los materiales directos “Sillas”. Fuente: Elaboración
propia
Setiembre 500 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios Costo del Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 68
Costo Total S/. 49,178.97
Productividad 5.08 Unid / S/.
Tabla N°26. Productividad de los materiales directos “Sillas”. Fuente: Elaboración
propia
Octubre 300 unidades
Materiales
Directos
Cantidad
por sillas
Unidad de
medición precio unitarios
Costo del
Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 Plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14
Costo Total S/. 29,507.38
Productividad 3.05 Unid / S/.
Tabla N°27. Productividad de los materiales directos “Sillas”. Fuente: Elaboración
propia
Noviembre 176 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios
Costo del
Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 Plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14
Costo Total S/. 17,311.00
Productividad 1.79 Unid / S/.
Tabla N°28. Productividad de los materiales directos “Sillas”. Fuente: Elaboración
propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 69
Diciembre 150 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios Costo del Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14
Costo Total S/. 14,753.69
Productividad 1.53 Unid / S/.
Tabla N°29. Productividad de los materiales directos “Sillas”.
Fuente: Elaboración propia
Enero 80 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios
Costo del
Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 Plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14
Costo Total S/. 7,868.63
Productividad 0.81 Unid / S/.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 70
Tabla N°30. Productividad de los materiales directos “Sillas”.
Fuente: Elaboración propia
Febrero 203 unidades
Materiales
Directos
Cantidad
por sillas Unidad de medición precio unitarios
Costo del
Material
Madera Congona 9 m2 S/. 5.50 S/. 49.50
Triplay capinurí 0.225 Plancha 1.22 x 2.44 S/. 28.00 S/. 6.30
MDF 4mm 0.225 Plancha 2.14. x2.44 S/. 39.06 S/. 8.79
Enchape madera 0.02 Litros S/. 8.26 S/. 0.17
Cola 0.5092 kg S/. 25.46 S/. 12.96
selladora 0.1 Litros S/. 59.00 S/. 5.90
laca catalizada 0.2 Litros S/. 65.00 S/. 13.00
Silicona 0.2 Litros S/. 8.00 S/. 1.60
deslizadores 4 piezas S/. 0.035 S/. 0.14
Costo Total S/. 19,966.66
Productividad 2.06 Unid / S/.
Tabla N° 31. Productividad de los materiales directos “Sillas”.
Fuente: Elaboración propia
Se puede ver que la productividad de los materiales directos es mayor al
tener lotes de producción más altos.
Productividad de los materiales indirectos
Para el proceso de producción de sillar se utilizan diversos materiales
directos. A continuación se muestra las cantidades utilizadas cada mes y el costo
total que ha significado.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 71
Agosto 400 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.1 rollo S/. 18.00 S/. 1.80
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de Pirograbado 1 Molde S/. 280.00 S/. 0.70
Costo por unid S/. 9.15
Costo total S/. 3,660.00
Productividad 0.11 Unid / S/.
Tabla N°32 Productividad de los materiales indirectos Agosto “Sillas”.
Fuente: Elaboración Propia
Setiembre 500 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.1 rollo S/. 18.00 S/. 1.80
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 0.56
Costo por unid S/. 9.01
Costo total S/. 4,505.00
Productividad 0.11 Unid / S/.
Tabla N°33. Productividad de los materiales indirectos Setiembre “Sillas”. Fuente:
Elaboración Propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 72
Octubre 300 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.10 rollo S/. 18.00 S/. 1.80
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 0.93
Costo por unid S/. 9.38
Costo total S/. 2,815.00
Productividad 0.11 Unid / S/.
Tabla N°34. Productividad de los materiales indirectos Octubre “Sillas”.
Fuente: Elaboración propia
Noviembre 176 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.10 rollo S/. 18.00 S/. 1.80
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 1.59
Costo por unid S/. 10.04
Costo total S/. 1,767.20
Productividad 0.10 Unid / S/.
Tabla N°35. Productividad de los materiales indirectos Noviembre “Sillas”. Fuente:
Elaboración propia
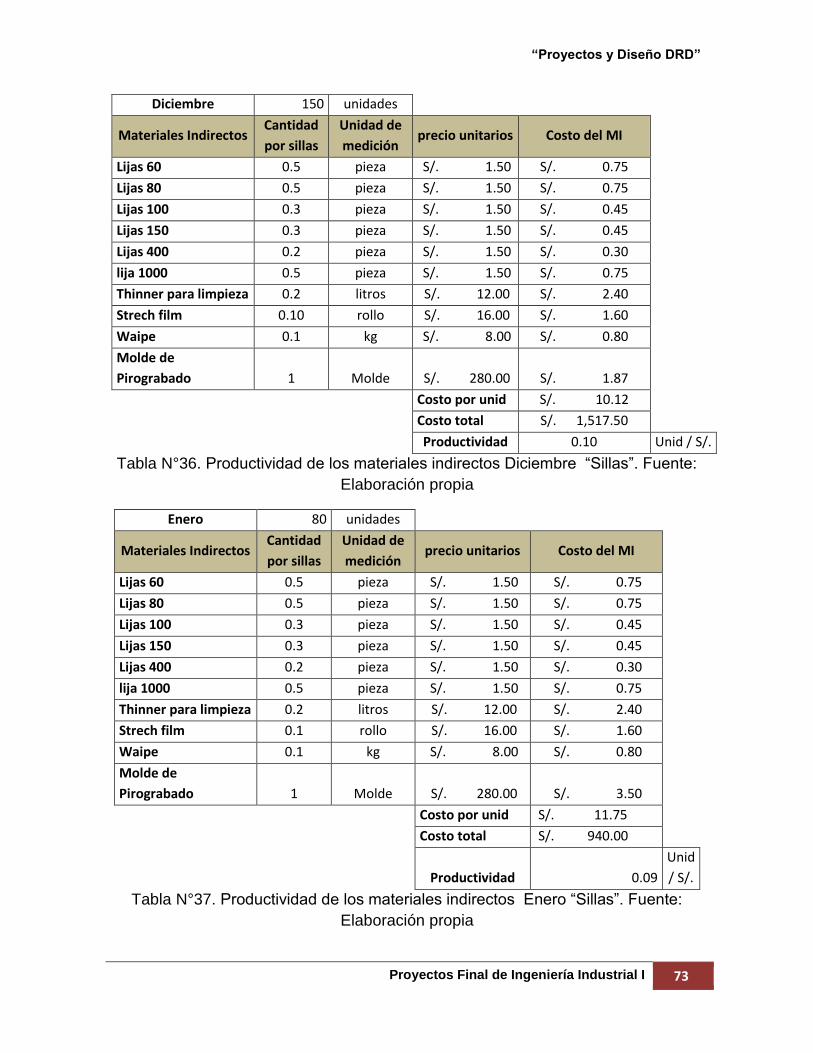
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 73
Diciembre 150 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.10 rollo S/. 16.00 S/. 1.60
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 1.87
Costo por unid S/. 10.12
Costo total S/. 1,517.50
Productividad 0.10 Unid / S/.
Tabla N°36. Productividad de los materiales indirectos Diciembre “Sillas”. Fuente:
Elaboración propia
Enero 80 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.1 rollo S/. 16.00 S/. 1.60
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 3.50
Costo por unid S/. 11.75
Costo total S/. 940.00
Productividad 0.09
Unid
/ S/.
Tabla N°37. Productividad de los materiales indirectos Enero “Sillas”. Fuente:
Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 74
Febrero 203 unidades
Materiales Indirectos
Cantidad
por sillas
Unidad de
medición precio unitarios Costo del MI
Lijas 60 0.5 pieza S/. 1.50 S/. 0.75
Lijas 80 0.5 pieza S/. 1.50 S/. 0.75
Lijas 100 0.3 pieza S/. 1.50 S/. 0.45
Lijas 150 0.3 pieza S/. 1.50 S/. 0.45
Lijas 400 0.2 pieza S/. 1.50 S/. 0.30
lija 1000 0.5 pieza S/. 1.50 S/. 0.75
Thinner para limpieza 0.2 litros S/. 12.00 S/. 2.40
Strech film 0.10 rollo S/. 16.00 S/. 1.60
Waipe 0.1 kg S/. 8.00 S/. 0.80
Molde de
Pirograbado 1 Molde S/. 280.00 S/. 1.38
Costo por unid S/. 9.63
Costo total S/. 1,954.75
Productividad 0.10
Unid
/ S/.
Tabla N°38. Productividad de los materiales indirectos Febrero “Sillas”.
Fuente: Elaboración propia
La productividad de los materiales indirectos se ha mantenido constante a
lo largo del periodo de estudio.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 75
Productividad de la maquinaria
Teniendo el total de horas en cada máquina y los kW-h consumidos, se puede
determinar el total de kW:
Maquina kW-h
Garlopa 2.20
Sierra Circular 1 2.20
Sierra Circular 2 4.50
Tupi 1 2.50
Cierra Radial 2.50
Espigadora 3.00
Escopladora 3.00
Compresor 1 4.00
Niveladora 2.20
Mes Unid kW /unid Total kW Costo de kW Costo Mensual
Agosto 400 6.02 2407.33 0.36 S/. 866.64
Setiembre 500 6.02 3009.17 0.36 S/. 1,083.30
Octubre 300 6.02 1805.50 0.36 S/. 649.98
Noviembre 176 6.02 1059.23 0.36 S/. 381.32
Diciembre 150 6.02 902.75 0.36 S/. 324.99
Enero 80 6.02 481.47 0.36 S/. 173.33
Febrero 203 6.02 1221.72 0.36 S/. 439.82
Tabla N°39. Total kW / unid “Sillas”. Fuente: Elaboración propia
Mes Agosto Setiembre Octubre Noviembre Diciembre Enero Febrero
Unid 400 500 300 176 150 80 203
Costo Mensual
S/.
866.64
S/.
1,083.30
S/.
649.98
S/.
381.32
S/.
324.99
S/.
173.33
S/.
439.82
Productividad
Kw
0.46
0.46
0.46
0.46
0.46
0.46
0.46
Unid/ S/. Unid/ S/. Unid/ S/. Unid/ S/. Unid/ S/.
Unid/
S/. Unid/ S/.
Tabla N°40. Productividad respecto a los kW consumidos “Sillas”.
Fuente: Elaboración propia
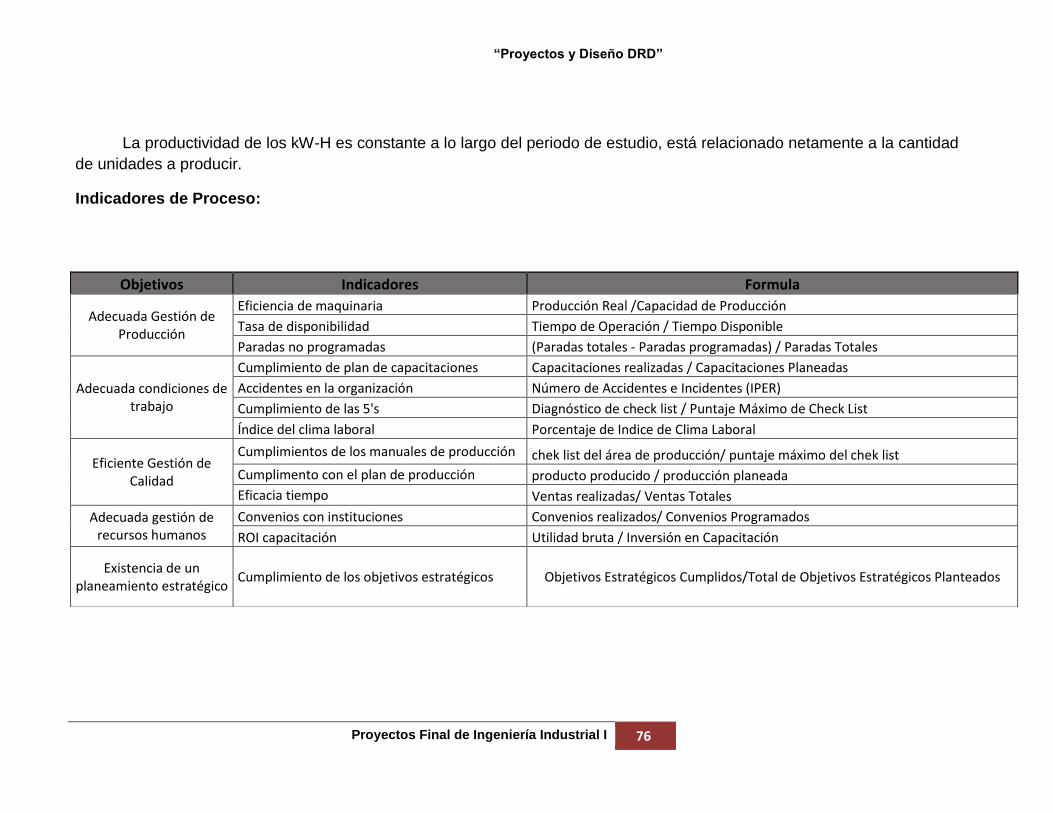
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 76
La productividad de los kW-H es constante a lo largo del periodo de estudio, está relacionado netamente a la cantidad
de unidades a producir.
Indicadores de Proceso:
Objetivos Indicadores Formula
Adecuada Gestión de Producción
Eficiencia de maquinaria Producción Real /Capacidad de Producción
Tasa de disponibilidad Tiempo de Operación / Tiempo Disponible
Paradas no programadas (Paradas totales - Paradas programadas) / Paradas Totales
Adecuada condiciones de trabajo
Cumplimiento de plan de capacitaciones Capacitaciones realizadas / Capacitaciones Planeadas
Accidentes en la organización Número de Accidentes e Incidentes (IPER)
Cumplimiento de las 5's Diagnóstico de check list / Puntaje Máximo de Check List
Índice del clima laboral Porcentaje de Indice de Clima Laboral
Eficiente Gestión de Calidad
Cumplimientos de los manuales de producción chek list del área de producción/ puntaje máximo del chek list
Cumplimento con el plan de producción producto producido / producción planeada
Eficacia tiempo Ventas realizadas/ Ventas Totales
Adecuada gestión de recursos humanos
Convenios con instituciones Convenios realizados/ Convenios Programados
ROI capacitación Utilidad bruta / Inversión en Capacitación
Existencia de un planeamiento estratégico
Cumplimiento de los objetivos estratégicos Objetivos Estratégicos Cumplidos/Total de Objetivos Estratégicos Planteados

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 77
3.4.4 Aplicación del AMFE:
Se realizó el AMFE, con la finalidad de determinar las causas que produce
el fallo y tomar acciones correctivas para la prevención que no haiga fallos en la
producción, lo cual hubo una reunión con 2 trabajadores del área de producción:
Jefe de Producción: Juan José Espejo Moran.
Operario de mecanizado: Manolo Vega.
Encargados: Luis Herbozo y Daniel Schain.
Mostraremos las fallas que existe en el la fabricación de sillas a continuación:
Proceso Etapa Modo de Fallo Efecto Causas
Mecanizado
Trozado Piezas mal dimensionadas Excesiva Mermas Mala medición
cuando se realiza el corte
Garlopado Astilla miento de la madera Cuchilla desafilada
No tiene un proceso
establecido de trabajo
Selección de madera para la producción
Excesiva humedad en el producto
Retraso en la producción. Falta de equipo de
medición de humedad
Necesidad de comprar nuevo lote de madera.
Sobre costo.
Sierra Circular Astilla miento de la madera Dientes desafilados Carencia de un
plan del correcto uso de equipos
Escoplado
Exceso de holgura Corrección de pieza y
reproceso
Inapropiada calibración de la
maquina Exceso de apriete
Espigado Mal dimensionamiento de la unión de la pieza con el
escoplado
Corrección de pieza y reproceso
Inapropiada calibración de la
maquina
Pre –Lijado
Lijado a mano Omisión de áreas sin lijar Acabado áspero e
inadecuado Inexistencia de procedimientos
Lijado circular Deformación de silla Alteración de la forma
de la silla Inexistencia de procedimientos

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 78
Armado Ensamble
Residuo de pegamento en las uniones
Mayores tiempos de lijado y limpieza de la
pieza
Excesivo uso de pegamento
Silla descuadrada Insatisfacción del cliente Mala unión en el
prensado
Acabado
Pintado Deposición de polvillo en la
silla recién pintada. Reproceso de pintado
Inadecuado ambiente de
trabajo
Matizado Color fuera de tono Insatisfacción del
cliente.
No tienen un catálogo
estandarizado.
Pirograbado Distorsión de la imagen Insatisfacción del cliente Proceso
defectuoso de prensado
Tabla N°41. Fallos de producción para la elaboración del AMFE.
Elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 79
ANÁLISIS DE MODOS DE FALLO Y SUS EFECTOS (AMFE)
Proceso
Etapa Modo
de Fallo Efecto Causas
Métodos de Detección
G O D
NPR
inicial
Acciones Recomen
dadas
Responsable
Acción
Tomada
G O D
NPR Final
M E C A N I Z A D O
Trozado
Piezas mal
dimensionadas
Excesiva Mermas
Mala medición cuando
se realiza el corte
Visual 1 3 1 3
Verificación de las medidas
con respecto a
planos. Elaboració
n de procedimi
entos
Garlopado
Astilla miento
de la madera
Cuchilla desafilada
No tiene un
proceso estableci
do de trabajo
Visual 1 4 1 4
el operario inspeccion
e su herramien
ta o maquina antes de
comenzar a usar
Selección de madera para la
producción
Excesiva humedad en el
producto
Retraso en la
producción. Falta de
equipo de
medición de
humedad
Visual 1 5 1 5 Compra de Hidrómetr
o para efectuar
verificación antes de comprar la
madera
Necesidad
de comprar
nuevo lote de
madera.
Visual 1 3 1 3
Sobre costo.
Visual 1 4 1 4
Sierra Circular
Astilla miento
de la madera
Dientes desafilado
s
Carencia de un
plan del correcto uso de
equipos
Visual 1 5 1 5
el operario inspeccion
e su herramien
ta o maquina antes de
comenzar a usar
Escoplado Exceso
de Corrección de pieza y
Inapropiada
Visual 1 3 1 3 Verificació
n de

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 80
holgura reproceso calibración de la
maquina
medidas con
respecto a planos.
Elaboración de
procedimientos
Exceso de
apriete Visual 1 3 1 3
Espigado
Mal dimensionamiento de la
unión de la pieza con el
escoplado
Corrección de pieza y reproceso
Inapropiada
calibración de la
maquina
Visual 1 3 1 3
Pre –
Lijado
Lijado a mano
Omisión de áreas sin lijar
Acabado áspero e
inadecuado
Inexistencia de
procedimientos
Visual 7 4 5 140
Elaborar manual de procedimientos de
revisión de componentes a lijar
Lijado circular
Deformación de
silla
Alteración de la
forma de la silla
Inexistencia de
procedimientos
Visual 6 4 5 120
Elaborar manual de procedimi
entos.
A R M A D O
Ensamble
Residuo de
pegamento en las uniones
Mayores tiempos
de lijado y limpieza
de la pieza
Excesivo uso de
pegamento
Visual 3 3 5 45 Establecer cantidades
a usar.
Silla descuadr
ada
Insatisfacción del cliente
Mala unión en
el prensado
Visual 8 5 4 160
Determinar un
proceso de tiempos
de secado y puntos clave de unión.
A C A B A D
Pintado
Deposición de
polvillo en la silla
recién pintada.
Reproceso de pintado
Inadecuado
ambiente de
trabajo
Visual 4 5 8 160
Implementación de
cabina de acabado
Matizado Color
fuera de tono
Insatisfacción del
cliente.
No tienen un
catálogo estandari
zado.
Visual 9 4 8 288
Implementar
procedimientos de
matizado y catálogo de venta

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 81
O Pirograbado
Distorsión de la imagen
Insatisfacción del cliente
Proceso defectuos
o de prensado
Visual 10
4 8 320
Establecer procedimientos de
uso
I N S T A L A C I O N
Enviar los productos al cliente
Golpes o quiñadur
a en la madera
Insatisfacción del cliente
Inadecuado
proceso de
transporte del
producto al cliente
Visual 5 3 7 105
Proteger los
productos cuando se dirigen al
cliente
Tabla N°42. Elaboración del AMFE. Fuente: elaboración propia
Al terminar de elaborar el AMFE podemos apreciar que uno de los factores más graves es el Pirograbado esta etapa va a tener que mejorar proponiendo un manual de procedimiento, luego sigue el proceso de matizado es donde se da color al producto, dependiendo del cliente y también el pintado todos estos procesos suceden en el área de acabado es donde tenemos más problemas de todo el proceso de fabricación de sillas.
Para aplicar esta herramienta (AMFE) en mes de agosto se obtuvieron 13 sillas que retornaron a la planta para su reparación y/o reproceso, porque el cliente estaba insatisfecho con el trabajo, las causas se debían al proceso de producción, lo cual mencionamos e identificamos el proceso donde ocurrió el problema de reproceso de sillas.
PR
OD
UC
TO Mecanizado Ensamblaje
Preparación de Superficie
Acabado Instala
ción
Mal dimensiona
miento
Monturas no uniformes
Piezas mal
aseguradas
Uniones no
firme
Residuos de
pegamento
Huellas de
maquinado
Diferente a
muestra
No homogé
neo
Daños: raspon
es

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 82
s
Sillas 2 1 1 1 1 1 2 2 2 13
% de problemas de reproc
eso
15% 8% 8% 8% 8% 8% 15% 15% 15%
Tabla N° 43. Tabla de defectos por problemas de reproceso. Fuente: Elaboración
Propia.
Grafica N°11. Grafica de porcentaje de defectos por problemas de
reproceso.
Fuente: Elaboración Propia
0%20%40%60%80%100%120%
0%2%4%6%8%
10%12%14%16%18%

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 83
Los tipos de defecto con un total de 60% de incidencia son:
Piezas mal dimensionadas: 15% de incidencia y corresponde al proceso de mecanizado.
Acabado diferente a muestra: 15% de incidencia y corresponde al proceso de acabado.
Acabado no homogéneo: 15% de incidencia y corresponde al proceso de acabado.
Daños, raspones: 15% de incidencia y corresponde al proceso de instalación.
Ahora analizaremos estos defectos en cada área para poder saber cuál es la
causa que ocasiona estos problemas que nos lleva a una mala imagen a la
empresa y por lo tanto también afecta a la rentabilidad de la organización.
3.4.4.1 Efectos del Reproceso:
Los efectos que podemos encontrar en los productos no solo son
problemas de los operarios hay distintas maneras que puedan ocurrir estos
problemas, influyen también las 6´M, lo cual hemos mostrado las causas de los
reproceso.
3.4.4.1.1 Piezas mal dimensionadas.
PIEZAS MAL DIMENSIONADAS
MEDICIÓN MATERIAL MAQUINARIA
MANO DE OBRA METODOS
PERSONAL SIN CAPACITACIÓN
LA HUMEDAD DE LA MADERA
FALTA DE MANTENIMIENTO DE
HERRAMIENTAS DE CORTE
MUESTRAS NO DOCUMENTADAS
MEDIO AMBIENTE
AMBIENTE NO ACONDICIONADO
INSTRUMENTOS MAL CONFIGURADOS
NO HAY ORDEN NI LIMPIEZA
Grafica N° 12. Diagrama de Ishikawa del efecto de piezas mal dimensionadas.
Fuente: Elaboración Propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 84
El problema de obtener productos mal dimensionados influye en las 6M como lo
muestra en la Grafica N°12, una de las causas es que no hay un personal
calificado para la elaboración del producto.
3.4.4.1.2 Acabados diferente a la muestra.
ACABADO DIFERENTE A MUESTRAS
MEDICIÓN MATERIAL MAQUINARIA
MANO DE OBRA METODOS
PERSONAL SIN CAPACITACIÓN
LA CALIDAD NO ESTA ESTANDARIZADA
NO SE REALIZA MANTENIMIENTO PERIODICAMENTE
MUESTRAS NO DOCUMENTADAS
MEDIO AMBIENTE
AMBIENTE NO ACONDICIONADO
NIVEL DE ILUMINACION INADECUADO
NO CUENTAN CON INSTRUMENTOS DE
MEDICIÓN
Grafica N° 13. Diagrama de Ishikawa del efecto acabado de diferente a la muestra.
Fuente: Elaboración Propia
Uno de los problemas en acabado diferente a muestra es que no existe documentación apropiada con lo que el operario se pueda guiar, también conlleva que no hay un ambiente apropiado para este proceso (Acabado).

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 85
3.4.4.1.3 Acabado no Homogéneo.
ACABADOS NO HOMOGENEOS
MEDICIÓN MATERIAL MAQUINARIA
MANO DE OBRA METODOS
PERSONAL SIN CAPACITACIÓN
LA CALIDAD NO ESTA ESTANDARIZADA
NO SE REALIZA MANTENIMIENTO PERIODICAMENTE
MUESTRAS NO DOCUMENTADAS
MEDIO AMBIENTE
AMBIENTE NO ACONDICIONADO
NIVEL DE ILUMINACION INADECUADO
INSTRUMENTOS DE MEDICIÓN MAL
CALIBRADOS SOPLETE EN MAL
ESTADO
Grafica N° 14. Diagrama de Ishikawa del efecto acabado no homogéneo.
Fuente: Elaboración Propia
Acabados no homogéneos es una causa porque no hay un registro en donde
guiarse, la cantidad apropiada la mezcla no es la adecuada y esto conlleva a un
producto defectuoso.
3.4.4.1.4 Daños del producto (raspones).
DAÑOS AL PRODUCTO
MEDICIÓN MATERIAL MAQUINARIA
MANO DE OBRA METODOS
ACONDICIONAMIENTO DEL VEHICULO DE TRANSPORTE
NO ES LA ADECUADA
MUESTRAS NO DOCUMENTADAS
MEDIO AMBIENTE
Grafica N° 15. Diagrama de Ishikawa del efecto daños del producto.
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 86
3.4.5 Aplicación de la metodología 5´s:
En la actualidad la empresa necesita mejorar su sistema, sin embargo
primero se necesita realizar es la metodología 5´s para mejorar el sistema de trabajo y la cultura organizacional por medio de la clasificación, orden, limpieza, estandarización y por último la disciplina basándonos en esto continuaremos con la mejora continua del proyecto.
3.4.5.1 PRIMERA ETAPA: SEIRI – ORGANIZAR Y SELECCIONAR:
En esta etapa separaremos los elementos innecesarios de los necesarios, con la colaboración de los operarios, los cuales colocarán tarjetas de identificación para poder identificar los elementos. Esta información estará a vista de todo el personal para poder llevar un orden y un mejor ambiente de trabajo.
Lo cual brindara mayor espacio al área de trabajo y facilitará la ejecución de la siguiente etapa.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 87
Id S1=Seiri=Sort=Clear up Check
(SI) Observaciones, comentarios, sugerencias de mejora durante el paso de
verificación S1
1 ¿Hay cosas inútiles que puede molestar su entorno de trabajo?
Se encontró materiales y/o herramientas que no son necesarios en el proceso de trabajo, también materiales en desuso, que obstaculizan el paso y ocupa espacio innecesario.
2 ¿Hay algún material regado, como materias primas, productos semielaborados y/o residuos, cerca de lugar de trabajo?
Después de terminar una actividad de trabajo se encontrar materia prima alrededor del área de trabajo lo cual no limpian después de la culminación del trabajo realizado.
3 ¿Hay herramientas, materiales regados en el suelo, cerca de las maquinas?
Si hay residuos cerca de las máquinas de trabajo
4 ¿Son utilizados con frecuencia todos los objetos clasificados, ordenados, almacenados y etiquetados?
No
5 ¿Las herramientas de trabajo están ordenadas, organizadas, almacenadas y etiquetadas?
No
6 ¿El inventario o en proceso de inventario incluyen los materiales o elementos innecesarios?
Al hacer el inventario con el supervisor del área de habilitado se observó materiales en desuso que deberían ser desechados.
7 ¿Hay alguna máquina o equipo de otro tipo sin utilizar cerca del centro de trabajo?
No
8 ¿Hay alguna plantilla, herramienta, matriz o similar que no se utilice en torno a los temas?
No
9 ¿Se mantienen materiales innecesarios?
Material o insumos que sobraron de trabajos no son devueltos al almacén.
10 ¿Piensa que implementando las 5Ss dejamos de lado los estándares?
Score 3 Módulo S 'NECESITA MEJORA'
Tabla N° 44. Indicador de Seiri. Fuente: Elaboración Propia.
Para la ejecución de las “5´s” necesitamos hacer cambios de mejorar para la organización por lo tanto identificaremos los elementos necesarios con los innecesarios por medio de tarjetas amarillas y rojas, las tarjetas amarillas nos indicara que el material es necesario para la fabricación de sillas y lo vamos a usar continuamente en cambio las tarjetas rojas nos indicara que el material no es muy útil para la elaboración, lo cual interrumpe o estorba en el desempeño del trabajo y lo ubicaremos en un lugar apropiado.
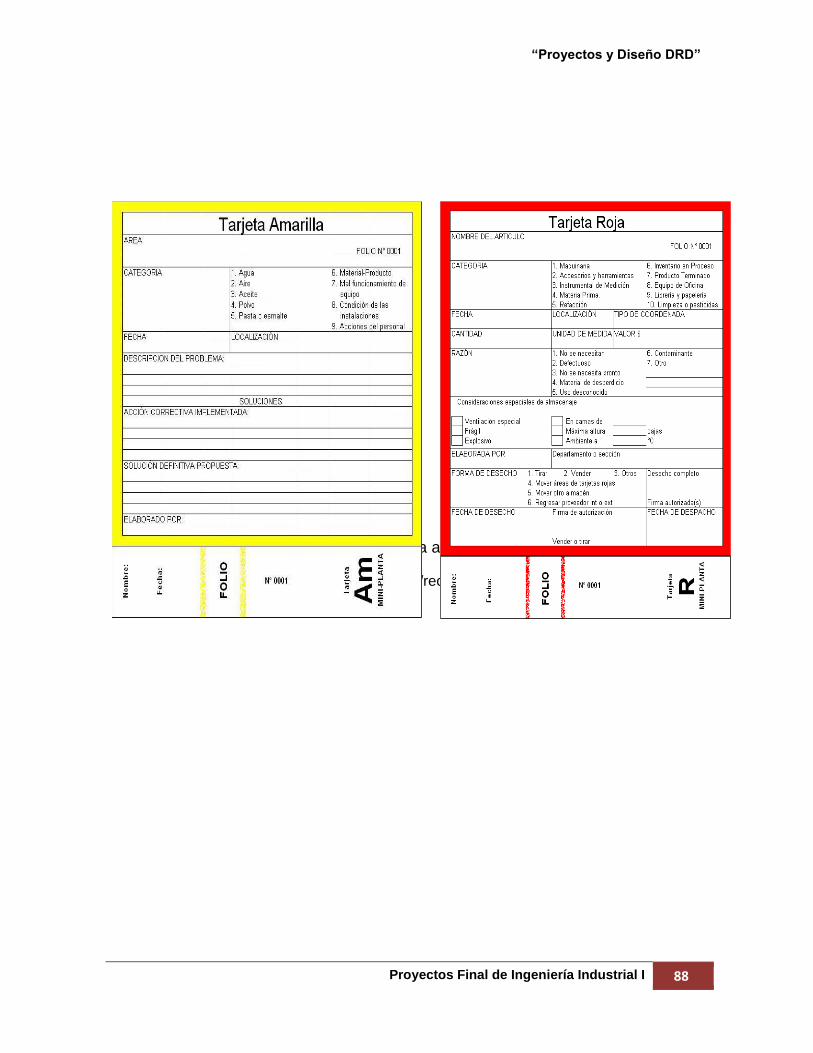
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 88
Figura N° 26. Tarjeta amarilla y roja.
Fuente: http://www.gestiopolis.com/recursos5/docs/ger/cincos.htm

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 89
Al realizar la primera etapa de la metodología 5S en la empresa Proyectos
& Diseño DRD que es clasificación de insumos necesarios y los innecesarios,
podemos ver que la empresa necesita un cambio lo cual nos ayudara a mejorar la
productividad de la empresa, mostraremos la clasificación que se realizó en la
empresa DRD.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 90
Figura N° 27. Clasificación de productos necesarios e innecesarios en la empresa
Proyectos & Diseños DRD. Fuente: Elaboración Propia.
Después de realizar la etapa de clasificación podemos apreciar que existe
elementos innecesarios como láminas de madera lo cual lo usaron un día pero no
lo devolvieron al almacén lo cual interrumpe en la mesa de trabajo, también la
aspiradora que se usa cada 2 o 3 días para la limpieza del área de trabajo pero no
lo devuelven a su ubicación correcta, otro caso es una muestra (silla) está ubicada
en el área de mecanizado, se realizaron los cortes de la silla de ese modelo pero
al culminar no se almaceno en un lugar adecuado la muestra.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 91
3.4.6 Análisis del clima laboral
El clima laboral de la organización es un elemento importante tiene una gran
incidencia en el desempeño y en la productividad del trabajador. Este tiende a afectar positivamente o negativamente a la existencia de cierto tipo de interacciones entre los miembros de la organización.
Con motivo de analizar este factor se utilizó una herramienta (macros) proporcionada por V & B consultores, el cual cuantifica el clima laboral dividiéndolo en cinco factores importantes como, la comunicación, motivación, objetivos y roles, liderazgo, condiciones de trabajo y satisfacción laboral.
Para identificar el clima laboral inicial de la organización se desarrolló una
evaluación de los seis factores mencionados (ver Anexo N°2).
Grafica N° 16. Índice de Clima Laboral. Fuente: Elaboración Propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 92
Se puede apreciar de manera general que el clima laboral en la empresa
Proyectos y Diseños D.R.D SAC no es la mejor para trabajar.
La grafica arroja un 47.93% en color rojo lo que es alarmante, esperamos
poder aplicar mejoras a lo largo del proyecto y efectuar una evaluacion post
mejoras y poder comparar diferencias.
Otros resultados que mostraremos se encuentra en el anexo N°2 como:
Comunicación:
La grafica nos muestra que la comunicación en la organización es
adecuada con un 55%, pero hay un gran porcentaje 45% que indican que
no es la adecuada la cual tenemos que atacar para poder solucionarlo.
Motivación:
En la gráfica muestra con un 85.42% que no existe motivación en la
organización hacia los trabajadores, ni incentivo.
Objetivos y Roles:
La grafica nos indica con un 67.5% los empleados tienen en claro sus
objetivos y roles, el 32.5% es personal practicante que están aprendiendo.
Liderazgo:
Un 59% de empleados sienten que son representados o liderados por un
buen jefe de producción lo cual les enseña y guía en el trabajo.
Condiciones de trabajo:
Un 61% de empleados indica que debería haber cambios en la
organización para un mejor desempeño.
Satisfacción Laboral:
El 52.5% está satisfecho en las funciones que hace en la organización y
el 47.5% no lo está debido a que el trabajo es rotativo, todos los
trabajadores conocen todo el proceso de fabricación y si en un área se
necesita apoyo pasan algunos operarios a tener otras funciones.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 93
Para poder mejorar las condiciones de trabajo hay distintos medios por donde
podemos mejorar el clima laboral
Lo primero hay que hacer cuando se trata de mejorar los métodos de
trabajo en una industria o en cualquier otra parte, es crear condiciones de trabajo que permitan a los trabajadores ejecutar sus tareas sin fatiga innecesaria.
El obrero se encuentre en un ambiente grato, en condiciones higiénicas, sin experimentar frío ni calor, con una iluminación adecuada y con el menor ruido posible, disminuye considerablemente su fatiga y además, al no distraer su atención las molestias personales, puede concentrarse en su trabajo y realizarlo mejor. Para un mejor desempeño del personal en el anexo N°3 se muestran distintos medios de poder mejorar el ambiente de trabajo. Por ejemplo
Las malas condiciones de trabajo figuran entre las causas citadas de tiempo improductivo.
Las condiciones de trabajo dependen principalmente de la limpieza del local.
El orden, la iluminación, la ventilación, calefacción y refrigeración influyen en las condiciones de trabajo.
También se debe tomar en cuenta el acondicionamiento cromático, el ruido y vibraciones, la música ambiental.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 94
CAPITULO V
METODOLOGÍA
4.1 La Metodología a usar para la propuesta y diseño del proyecto
. Las cinco metodología a evaluar se orientan a los procesos productivos sin
embargo existen distintos tipos de problemas en la empresa maderera el cual se estará analizando mediante la elección de una de ellas.
Para la elección de la metodología se hizo un cuadro comparativo con las metodologías propuestas a continuación:
El cuadro de importancia:
Grado de Importancia
Alto 4
Medio 3
Regular 2
Bajo 1
Tabla N° 45. Tabla de Grado de Importancia.
Se realizó una tabla de ponderación en la que se indica la importancia de la empresa y los factores indicados, tiene un rango de 1 a 4, que significa un nivel de bajo a alto. En base a estos criterios se determinara la metodología a emplear, lo cual se analizara la mejor metodología entre Lean Manufacturing, Six Sigma, Kaizen, Poka Yoke y PHVA.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 95
METODOLOGIAS
Factores Importancia
para la empresa
Lean Manufacturing
Six Sigma
Kaizen PHVA Poka Yoke
Acceso de información 4 4 2 4 4 3
Reducción de Costos 4 3 4 3 4 4
Mejora de la Productividad 4 3 4 4 3 4
Flexibilidad de Implementación 4 3 3 3 4 3
Riesgo 1 3 3 3 3 3
Adaptación del personal 3 2 3 3 2 3
Cero Defectos 4 4 4 4 3 4
Optimizar Recursos 4 4 2 3 3 2
Mejorar la Satisfacción del Cliente 4 3 4 3 4 3
Motivación del personal 3 3 2 2 2 2
Inspección del Producto 2 2 2 2 3 3
118 114 118 121 116
Tabla N° 46. Tabla de Ponderación para determinar la Metodología a usar.
Fuente: Elaboración Propia.
Grafica N° 17. Identificación de la metodología a usar.
118
114
118
121
116
110112114116118120122
LeanManufacturing
Six Sigma Kaizen PHVA Poka Yoke
Identificación de la Metodólogia a usar

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 96
Fuente: Elaboración Propia
Un enfoque en la metodología Lean Manufacturing, busca disminuir o
eliminar los desperdicios durante el proceso y así optimizar el uso de los recursos. Otra metodología es el Poka-Yoke su finalidad es eliminar los defectos en
un producto ya sea previniendo o corrigiendo los errores que se presenten lo antes posible. En nuestro caso el problema central no son los defectos de las sillas.
Por otro lado Kaizen se enfoca en la motivación del personal, y espera que los cambios aparezcan poco a poco, sin embargo no sería suficiente para solucionar los problemas que existen en la empresa Proyectos y Diseños DRD.
La metodología Seis Sigma se enfoca al producto y la satisfacción del cliente al obtener el producto. Busca reducir las unidades defectuosas.
Finalmente después de la evaluación se eligió la metodología PHVA ya que permite a la empresa una mejora en los procesos que se llevan a cabo y en consecuencia una mejora de su competitividad, que es lo que buscamos principalmente en la empresa Proyectos y Diseños DRD.
Esta metodología además brinda una solución que realmente nos permite:
Optimizar la productividad
Reducir costos
Incrementar la participación del mercado
Aumentar la rentabilidad de la empresa.
4.2 Aplicación de la metodología PHVA:
4.2.1 Etapa PLANEAR:
Objetivo: establecer objetivos, metas y crear planes de acción.
Acciones:
Desarrollo del plan estratégico para definición de objetivos
Establecer los planes de acción para abordar los problemas encontrados en el diagnóstico de la empresa.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 97
4.2.1.1 Desarrollo del plan estratégico.
Para el desarrollo del planeamiento estratégico como primer paso se evaluó
la misión y visión actuales de la empresa Proyectos & Diseño DRD:
Figura N°28. Planeamiento Estratégico. Fuente: V&B Consultores
Analizando la Misión de la Empresa DRD:
Misión establecida por la empresa:
Proyectos y Diseño DRD es una empresa que fabrica productos con
los más altos parámetros de calidad, con propuestas innovadoras y flexibles
para nuestros clientes y la oportunidad de crear espacios únicos con una
estética inmejorable. Teniendo un compromiso de construir, diseñar y
decorar.
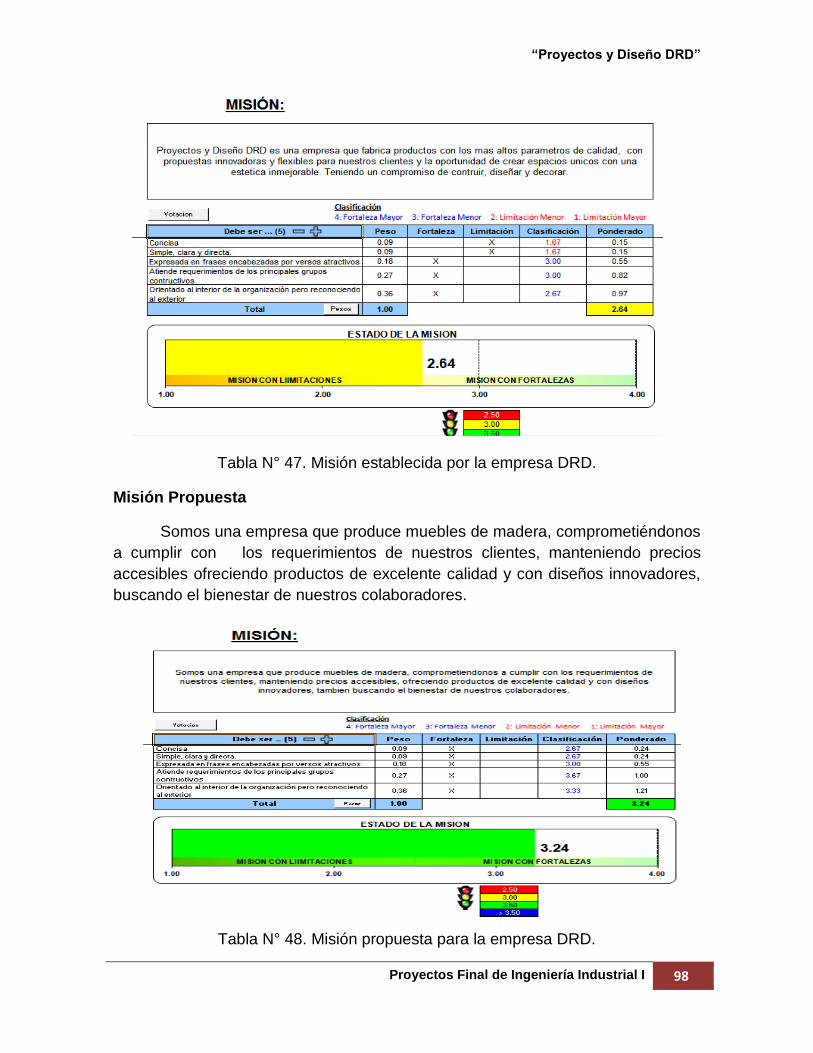
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 98
Tabla N° 47. Misión establecida por la empresa DRD.
Misión Propuesta
Somos una empresa que produce muebles de madera, comprometiéndonos
a cumplir con los requerimientos de nuestros clientes, manteniendo precios
accesibles ofreciendo productos de excelente calidad y con diseños innovadores,
buscando el bienestar de nuestros colaboradores.
Tabla N° 48. Misión propuesta para la empresa DRD.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 99
Analizando la Visión de la Empresa DRD:
Visión establecida por la empresa.
Ser una empresa líder en muebles de madera con una gran
diversificación de productos para el gusto del cliente, a nivel nacional e
internacional, incorporando procesos organizados, maquinaria e innovación
para aumentar la calidad y prestigio de nuestros productos.
Tabla N° 49. Estado de la Visión de la empresa DRD.
Visión Propuesta:
Ser una Empresa lider en muebles de madera ofreciendo productos de
buena calidad para satisfacer las necesidades de nuestros cliente, a nivel nacional
e internacional y asi mismo favorecer en el desarrollo de la empresa.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 100
Tabla N° 50. Visión Nueva de la empresa DRD.
Valores de la organización:
Responsabilidad
Cumpliendo con los requisitos de los clientes para su satisfacción.
Puntual
Fomentamos la puntualidad en entrega de los pedidos.
Calidad
Ofreciendo Productos de buena calidad para nuestros clientes.
Trabajo en Equipo .
Fomentamos la colaboración y el trabajo en equipo en las distintas áreas
de trabajo porque todos los operarios conocen todo el proceso de
fabricación.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 101
Tabla N° 51. Valores de la organización DRD.
Análisis de la matriz FLOR:
El análisis FLOR es una de las herramientas esenciales para el proceso
de planeación estratégica, donde permite tomar acciones, medidas correctivas y
generación de mejora para la organización.
1 Análisis interno Fortaleza: La parte positiva de la organización.
Productos de buena calidad.
Ubicación estratégica.
Máquina, equipo y personal adecuado para el desarrollo de
la empresa.
Variedad de productos a ofrecer.
2 Análisis interno Limitaciones: Afecta el desempeño de la
organización.
Carencia de diseño creativo y exclusivo.
Falta de maquinaria moderna.
Falta de una planificación de producción.
Falta de capacitación al personal.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 102
3 Análisis externo Oportunidades: Factores económicos, sociales
o políticos, demográficos, etc.
Crecimiento del mercado inmobiliario.
Expansión del mercado Retail.
Boom gastronómico, lo cual lleva a implementación de
restaurantes.
Acuerdo estratégica con los clientes.
4 Análisis externo Riesgo: Situación que en el presente no afecta,
pero en un futuro puede afectar.
Local alquilado, con constante riesgo de incremento de
alquiler.
Muebles importados de características similares a menor
precio.
Falta de mano de obra calificada.
Aumento del costo de materia prima.
Análisis de los Factores Internos de la Organización.
Tabla N° 52. Factores Internos de la Organización DRD

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 103
Análisis de los Indicadores Externos de la Organización.
Tabla N° 53. Factores Externos de la Organización DRD
La valoración de los factores externos proporcionó un puntaje de 2.69, lo cual constituye a una organización con peligros, los cuales se va a enfrentar mediante las oportunidades y fortalezas que tiene la organización. Luego de examinar a la organización teniendo en cuenta los factores externos e internos, se procedió a analizar la competencia directa de Proyecto & Diseño “DRD”.
Continuando con el proyecto mostraremos la matriz del perfil competitivo, considerando dos empresas como competencia, las cuales son:
Ziyas, Muebles Canciani y la empresa Proyectos & Diseño DRD. Cabe
resaltar que la empresa Ziyas abarcan el mercado empresas grandes y reconocidas, Muebles Canciani es un empresa bien posicionada en el mercado, prestigio y calidad de producción y finalmente Proyectos & Diseños DRD presenta una limitación al terciarizar el trabajo de torneado en algunos productos, lo cual no asegura la calidad de sus productos.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 104
Tabla N° 54. Matriz de evaluación de la competencia. Fuente: elaboración propia
Gráfica N° 18. Evaluación de perfil competitivo. Fuente: elaboración propia
Como se puede apreciar la empresa Muebles Canciani tiene un perfil
competitivo alto, y Ziyas es una empresa competitivo casi similar a la empresa Muebles Canciani, lo que se desea es mejorar aprovechando al máximo sus fortalezas y oportunidades
Habiéndose determinado la matriz de evaluación de factores internos y externos, se ha desarrollado la matriz FLOR, para el posterior análisis de los factores críticos de éxito.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 105
Tabla N°55. Matriz FLOR. Fuente: elaboración propia
Para determinar el grado de motricidad y dependencia de las variables
consideradas en la matriz FLOR, se realizó el cuadro relacional de todas las variables, a partir del cual se partirá para determinar los factores críticos de éxito:
Tabla N° 56. Matriz relaciones de factores. Fuente: elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 106
Las relaciones entre los factores han determinado el puntaje de
dependencia y motricidad de cada uno, los cuales se mostrarán en el siguiente
gráfico, cabe resaltar que se recomienda elegir los factores con más nivel de
motricidad que de dependencia.
Gráfica N° 19. Clasificación de variables según motricidad y dependencia.
Fuente: elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 107
Tabla N° 57.Selección de factores críticos de éxito. Fuente: elaboración propia
Como se puede observar, sólo existe 1 variable no son consideraremos (Falta de maquinaria moderna) como factores críticos de éxito. Algunos de los factores considerados tienen mayor nivel de dependencia que motricidad pero se han considerado debido a que es importante y necesario para la formulación de los objetivos que se desean alcanzar, los cuales se detallarán más adelante.
Teniendo en cuenta las variables consideradas en el análisis anterior, en el
siguiente cuadro se detallan los factores críticos de éxito:

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 108
Tabla N° 57. Factores críticos de éxito. Fuente: elaboración propia
Estos factores críticos de éxitos permitirán formular los objetivos que se
desean alcanzar para el mejoramiento de la situación actual de la empresa. A
continuación se mostrará cada objetivo relacionado con los factores de éxito
correspondientes.
Objetivo 1: Brindar productos de alta calidad
Tabla N°58. Objetivo estratégico 1. Fuente elaboración propia
La empresa actualmente tiene clientes fidelizados, pero lo que se desea es
mantenerlos y aumentar. Ofreciendo productos de alta calidad en toda su línea de
producción para poder satisfacer las necesidades de sus clientes y ser
competitivo.
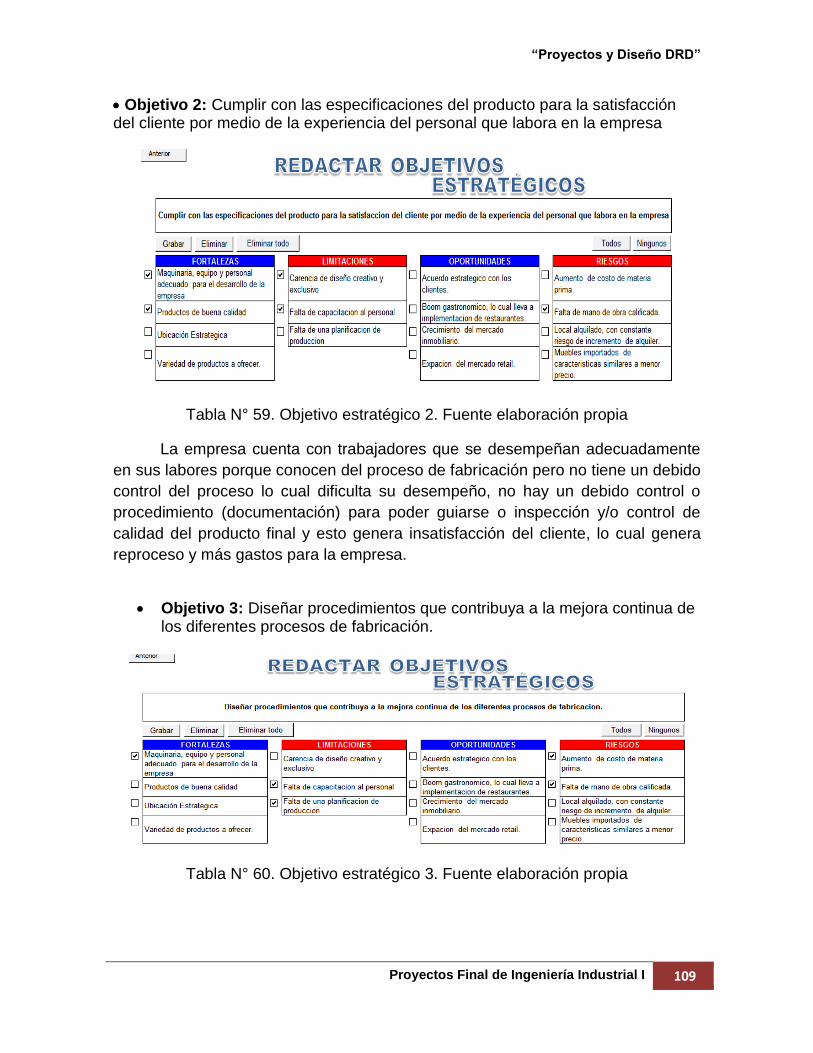
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 109
Objetivo 2: Cumplir con las especificaciones del producto para la satisfacción del cliente por medio de la experiencia del personal que labora en la empresa
Tabla N° 59. Objetivo estratégico 2. Fuente elaboración propia
La empresa cuenta con trabajadores que se desempeñan adecuadamente
en sus labores porque conocen del proceso de fabricación pero no tiene un debido
control del proceso lo cual dificulta su desempeño, no hay un debido control o
procedimiento (documentación) para poder guiarse o inspección y/o control de
calidad del producto final y esto genera insatisfacción del cliente, lo cual genera
reproceso y más gastos para la empresa.
Objetivo 3: Diseñar procedimientos que contribuya a la mejora continua de los diferentes procesos de fabricación.
Tabla N° 60. Objetivo estratégico 3. Fuente elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 110
Diseñar procesos de fabricación para un mejor control y seguimiento del producto para que el cliente se sienta satisfecho con los requerimientos que el desea y no sucedan problemas (reproceso).
Objetivo 4: Disminuir las mermas en la línea de producción.
Tabla N° 61. Objetivo estratégico 4. Fuente elaboración propia
Disminuir las mermas es un beneficio para la empresa, no tienen un debido control de procesos a la hora de comprar no revisan bien la materia prima lo cual cuando llega a la empresa hay materiales que no sirve y que tienen que votarlo porque no va a dar un buen acabado al producto, otro proceso es en el área de mecanizado no llevan un debido dimensionamiento de la pieza lo cual produce muchas mermas, pudiendo dimensionar bien la materia prima podemos usar lo restante para otra función o producto y no desecharlo que produciría más costos.
Objetivo 5: Incrementar el posicionamiento de la empresa en el mercado.
Tabla N° 62. Objetivo estratégico 5. Fuente elaboración propia
La empresa cuenta con clientes pero como toda empresa busca
incrementar sus portafolio de clientes para obtener más rentabilidad lo cual lo

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 111
busca vendiendo productos de calidad, con diseños innovadores que son fortalezas de la empresa, para poder competir con la competencia que son rivales y también con productos de importación que son más accesibles en precio pero en calidad no son lo mismo.
Objetivo 6: Incrementar las ventas y rentabilidad de la empresa de muebles de madera
Tabla N°63. Objetivo estratégico 6. Fuente elaboración propia
Al aumentar las ventas de muebles de madera de la empresa proyectos y
diseños mejorara su rentabilidad, produciendo productos de buena calidad, variación de productos, aumentando acuerdos estratégicos con los clientes porque ahora se está incrementando muchos inmuebles ya sea condominios, restaurantes, pubs, etc. Esto ayudara a incrementar las ventas de la organización.
Objetivo 7: Motivar e incentivar al personal operativo
Tabla N° 64. Objetivo estratégico 7. Fuente elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 112
Motivar e incentivar a los trabajadores es un punto importante para tener una
confiabilidad del personal porque se van sentir satisfechos con su trabajo y mejoraríamos el desempeño.
Objetivo 8: Ofrecer productos a precios adecuados.
Tabla N° 65. Objetivo estratégico 8. Fuente elaboración propia
Nuestros productos tienen un precio accesible al mercado pero como la competencia es fuerte porque no solo es existen empresas nacionales solamente en este rublo sino que existen empresas internacionales que traen productos para la misma función pero de diferente calidad y a más bajos precios.
Objetivo 9: Reducir los costos de no conformidad.
Tabla N° 66. Objetivo estratégico 9. Fuente elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 113
Al reducir los costos de no conformidad beneficiaria a la empresa, esto se
debe porque no hay un procedimiento de trabajo (Documentación) en donde el personal pueda guiarse de cuáles son los requerimientos del clientes y así no ocasionar insatisfacción cuando el producto llegue a su destino ya sea restaurantes, inmobiliaria.
Objetivo 10: Ser la empresa líder en la producción de muebles de madera.
Tabla N° 67. Objetivo estratégico 10. Fuente elaboración propia
Tenemos como empresas competitivas Ziyas y muebles Canciani que tienen una producción elevada, lo cual la empresa busca incrementar su producción de muebles de madera pero esto está relacionado con el área de ventas, también con el área de producción en donde tenemos que mejorar mediante métodos de trabajo.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 114
Tabla N° 68. Objetivos Estratégicos.
Fuente. Elaboración Propia. V&B Consultoría Luego de haberse relacionado los factores críticos de éxito y determinar los
objetivos estratégicos, se determinó el ADN de la misión y visión, lo cual se muestra a continuación:
Tabla N°69. ADN de la misión. Fuente: elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 115
Tabla N°70. ADN de la visión. Fuente: elaboración propia
Algunos ADN’s de la misión y visión se consideraron importantes para
incluirlos en los objetivos estratégicos:
Tabla N° 71. ADN's incorporados como objetivos. Fuente: elaboración propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 116
Tabla N° 72. Objetivos estratégicos alineados para usar BSC. Fuente: elaboración
propia

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 117
4.2.1.2 Aplicación del QFD
Para realizar el QFD nos basamos en los requisitos del cliente, los cuales se obtuvieron al realizar una encuesta de la empresa a sus clientes para identificar sus necesidades más importantes, mediante esta información determinaremos que atributos que posee el producto es más importante a fin de satisfacer sus necesidades y exigencias de nuestros clientes. Pasos para la construcción de la Primera Casa de Calidad:
4.2.1.2.1 Requerimientos del cliente:
Para la elaboración de la primera casa de la calidad tomamos como base
los requerimientos del cliente, se ha considerado la importancia que da el cliente
en una escala de 1 a 10, donde 1 significa que no es muy importante y 10 significa
muy importante. Los productos de los competidores fueron evaluados con el
mismo criterio, en la escala del 1 al 4. Se identificaron las principales empresas
como competencia directa en el rubro de fabricación de muebles de madera:
Ziyas, El Nogal y Muebles Canciani.
Requerimiento del consumidor Grado de importancia Porcentaje
Muebles Canciani Ziyas
Proyectos & Diseños DRD
Dimensiones correctas 9 9.09% 5 4 3
Impresión adecuada 9 9.09% 4 3 3
Fecha de entrega apropiada 8 8.08% 2 4 3
Precios accesibles 7 7.07% 3 3 4
Pieza ergonómica 7 7.07% 4 4 4
Buen ensamblado 8 8.08% 4 4 3
Colores adecuados 6 6.06% 5 5 4
Calidad del material 7 7.07% 5 4 3
Durabilidad del producto 8 8.08% 5 4 3
Estética del producto 9 9.09% 4 3 4
Descuento por compras mayores 6 6.06% 4 4 4
Confiabilidad de la empresa 9 9.09% 5 4 4
Asesoramiento de implementación de nuevos locales 6 6.06% 4 4 4
TOTAL 99 100.00% 54 50 46
Tabla N° 73. Requerimientos del cliente. Fuente: Elaboración Propia.
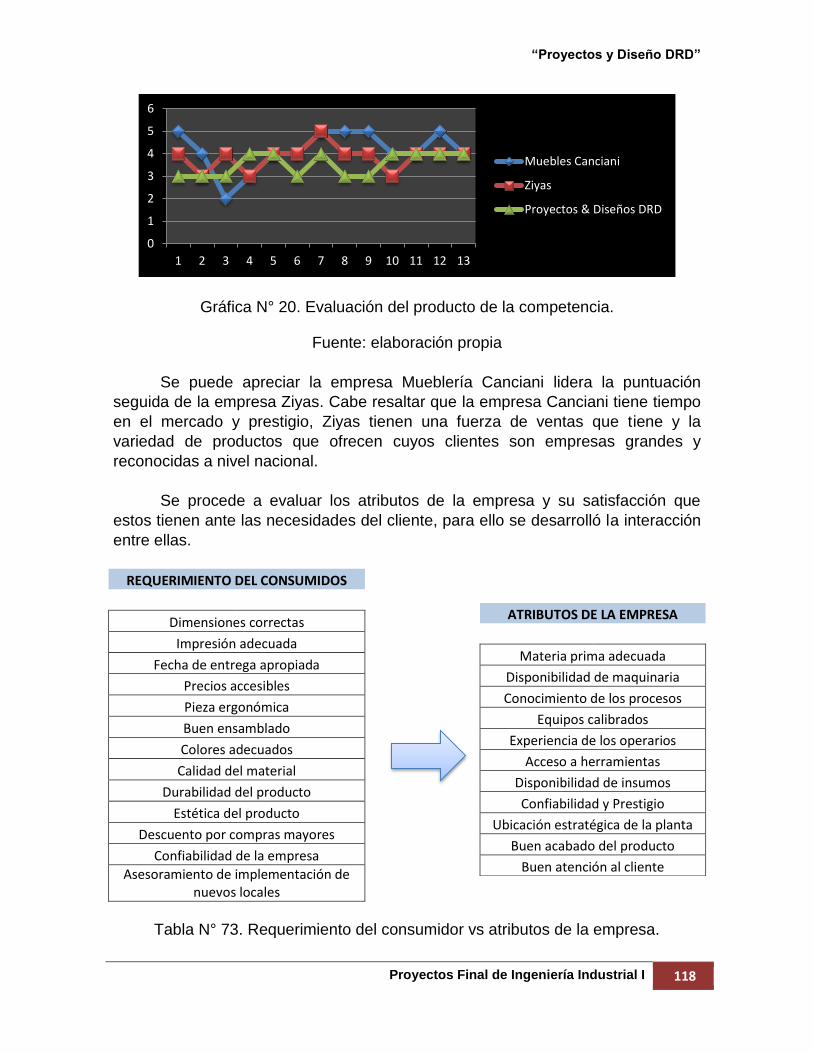
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 118
Gráfica N° 20. Evaluación del producto de la competencia.
Fuente: elaboración propia
Se puede apreciar la empresa Mueblería Canciani lidera la puntuación
seguida de la empresa Ziyas. Cabe resaltar que la empresa Canciani tiene tiempo
en el mercado y prestigio, Ziyas tienen una fuerza de ventas que tiene y la
variedad de productos que ofrecen cuyos clientes son empresas grandes y
reconocidas a nivel nacional.
Se procede a evaluar los atributos de la empresa y su satisfacción que
estos tienen ante las necesidades del cliente, para ello se desarrolló la interacción
entre ellas.
REQUERIMIENTO DEL CONSUMIDOS
Dimensiones correctas
Impresión adecuada
Fecha de entrega apropiada
Precios accesibles
Pieza ergonómica
Buen ensamblado
Colores adecuados
Calidad del material
Durabilidad del producto
Estética del producto
Descuento por compras mayores
Confiabilidad de la empresa
Asesoramiento de implementación de nuevos locales
Tabla N° 73. Requerimiento del consumidor vs atributos de la empresa.
0
1
2
3
4
5
6
1 2 3 4 5 6 7 8 9 10 11 12 13
Muebles Canciani
Ziyas
Proyectos & Diseños DRD
ATRIBUTOS DE LA EMPRESA
Materia prima adecuada
Disponibilidad de maquinaria
Conocimiento de los procesos
Equipos calibrados
Experiencia de los operarios
Acceso a herramientas
Disponibilidad de insumos
Confiabilidad y Prestigio
Ubicación estratégica de la planta
Buen acabado del producto
Buen atención al cliente

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 119
A continuación se procedió a realizar la correlación de atributos de la empresa DRD tomando en cuenta la leyenda de la tabla N°73.
Materia prima adecuada
Disponibilidad de maquinaria
Conocimiento de los procesos
Equipos calibrados
Experiencia de los operarios
Acceso a herramientas
Disponibilidad de insumos
Confiabilidad y Prestigio
Ubicación estratégica de la planta
Buen acabado del producto
Buen atención al cliente
Materia prima
adecuada
Disponibilidad de
maquinaria
Conocimiento de los procesos + Equipos
calibrados + + Experienci
a de los operarios ++ + Acceso a
herramientas + +
Disponibilidad de
insumos - - Confiabilid
ad y Prestigio + - ++ Ubicación
estratégica de la
planta + - + Buen
acabado del
producto + + + + ++ + Buen
atención al cliente ++
Tabla N° 74. Tabla de correlación de atributos de la empresa
Muy positivo + + Positivo + Negativo - Muy negativo - -

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 120
El cuadro anterior nos mostró la correlación entre los atributos de la empresa, de los cuales se debe de tomar en cuenta los que están con negativo, en este caso se puede apreciar que la disponibilidad de insumos se encuentra relacionadas negativamente con la materia prima, la disponibilidad de maquinaria. Se deben de tomar medidas de controlar estos atributos que son importantes para la satisfacción del cliente final. Luego se procedió a comparar los atributos de la empresa con las de sus competidores, tomando la escala del 1 al 5, siendo 1 poco significativo y 5 muy significativo, para luego establecer los valores objetivos los cuales son puestos para que la empresa pueda llegar a ese punto y poder llegar a ser más competitivos.
Atributos de la empresa Grado de
importancia Porcentaje
Muebles Canciani
Ziyas
Proyectos &
Diseños DRD
Mejora
Materia prima adecuada 5 10.42% 5 4 3 2
Disponibilidad de maquinaria 4 8.33% 5 5 3 1
Conocimiento de los procesos 4 8.33% 4 4 3 1
Equipos calibrados 5 10.42% 4 3 3 2
Experiencia de los operarios 4 8.33% 4 4 3 1
Acceso a herramientas 4 8.33% 5 5 4 0
Disponibilidad de insumos 4 8.33% 4 4 2 2
Confiabilidad y Prestigio 5 10.42% 4 4 4 1
Ubicación estratégica de la planta 4 8.33% 4 3 4 0
Buen acabado del producto 4 8.33% 4 3 4 0
Buen atención al cliente 5 10.42% 4 3 4 1
TOTAL 48 100.00% 47 42 37 11
Tabla N° 75. Atributos de la empresa y relación con la competencia.
Grafica N°21. Gráfica de comparación entre atributos de empresa y competencia
0
1
2
3
4
5
6
1 2 3 4 5 6 7 8 9 10 11
Muebles Canciani
Ziyas
Proyectos & Diseños DRD

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 121
Finalmente, se presentó la primera casa de la calidad, que tiene como
finalidad mostrar la relación de las necesidades del cliente y los atributos de la
empresa.
Con la casa de la calidad se pudo observar que la empresa se debía de
enfocar en la Confiabilidad y Prestigio de la empresa porque tiene una relación de
importancia del 20.73% para poder corregir los requisitos del cliente y poder
satisfacerlo de una mejor manera. No obstante, otro atributo a tratar fue la
experiencia de los operarios con una relación de importancia del 20.01%, esto
viéndose reflejado en el producto que se ofrece.
Grafica N°22. Relación de importancia de los atributos del producto
0.00% 5.00% 10.00% 15.00% 20.00% 25.00%
Materia prima adecuada
Conocimiento de los procesos
Experiencia de los operarios
Confiabilidad y Prestigio
Relacion de la Importancia de los atributos del producto

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 122
Bibliografía
Aguilar Morales, J. E. (2010). La Mejora Continua. Oaxaca, México:
Editorial Limusa.
Almazan, I. B., Osuna, I. S., Karina, I., & Cotilla, L. I. (9 de Abril de 2008).
Poka Yoke. Recuperado el 18 de Marzo de 2013, de Sitio Web GestioPolis:
http://www.gestiopolis.com/
Comité de Automoción. (2007). AMFE de Procesos y Medios. Madrid:
Asociación Española para la Calidad.
Zaidi, A. (2007). QFD Despliegue de la Funcion Calidad. España: Dias
de Santos.
Gonzales, M. (2001). La función de despliegue de la Calidad, una guía
práctica para escuchar la voz del cliente. México: McGraw-Hill.
Rey Sacristán, F. (2005). Las 5s orden y limpieza en el puesto de trabajo.
FC editorial.
Rodríguez Valencia, J. (2001). Cómo aplicar la planeación estratégica a la
pequeña y mediana empresa. ECAFSA.
Díaz, B. (2001). Disposición de planta.
Estudio del Trabajo” Ingeniería de métodos y medición del trabajo, Roberto
García
Criollo, Edición 2, Cap. 2, Mc Graw Hill 2005
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 123
ANEXOS

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 124
ANEXO N°1:
Calculo de altura de elementos Moviles.
Elementos Móviles cantidad h1
Caballete 6 0.82
Carrito 3 1.09
Aspirado 1 1.9
h1 1.49
h1 : Promedio de alturas de elementos móviles
1.49
h2 : Promedio de alturas de elementos fijos
1.6745
Operarios 30
N : Numero de lados
k 0.444834279

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 125
Maquinas y equipos que tiene la empresa Proyectos & Diseños DRD.
Elemento Cantidad N Largo Ancho Altura (h2) Ss Sg Se
Garlopa 1 1 1.35 0.5 0.95 0.675 0.675 0.601
Cierra Circular 1 2 0.9 1.5 0.95 1.35 2.7 1.802
Tupi 1 4 0.8 0.7 0.85 0.56 2.24 1.246
Cierra Radial 1 1 2 0.7 1 1.4 1.4 1.246
Tupi 2 1 4 0.8 0.7 0.7 0.56 2.24 1.246
Esmeril de Banco 1 1 0.4 0.3 1.1 0.12 0.12 0.107
Cierra Cinta 1 1 0.85 0.55 1.9 0.4675 0.4675 0.416
Cierra Circular multi uso 1 1 0.9 0.9 0.85 0.81 0.81 0.721
Espigadora 1 1 1.2 1.5 1.15 1.8 1.8 1.601
Escopladora 1 2 1.1 1.1 1.1 1.21 2.42 1.615
Compresor 1 1 1.6 0.6 1.15 0.96 0.96 0.854
Dentadora 1 2 0.6 0.75 1.4 0.45 0.9 0.601
Niveladora 1 1 0.9 1.1 1.7 0.99 0.99 0.881
Compresor 1 1 0.6 0.6 1.7 0.36 0.36 0.320
Caballete 6
0.79 0.48 0.82 2.2752 0 1.012
Carrito 3
1.1 0.69 1.09 2.277 0 1.013
Mesa 1 1 1 1 0.45 0.75 0.45 0.45 0.400
Mesa 2 1 1 0.85 0.85 0.75 0.7225 0.7225 0.643
Mesa 3 1 4 2.4 0.85 0.75 2.04 8.16 4.537
Mesa 4 1 4 2.1 0.9 0.8 1.89 7.56 4.204
Mesa 5 1 2 2 1 0.85 2 4 2.669
Mesa 6 1 1 1.25 1.15 0.85 1.4375 1.4375 1.279
Mesa 7 1 1 0.95 0.7 0.75 0.665 0.665 0.592
Mesa 8 1 1 1 0.55 0.75 0.55 0.55 0.489
Mesa 9 1 2 2.1 0.9 0.8 1.89 3.78 2.522
Mesa 10 1 1 1.1 0.8 0.9 0.88 0.88 0.783
Mesa 11 1 2 2.5 1.05 0.85 2.625 5.25 3.503
Mesa 12 1 1 1.4 0.95 0.8 1.33 1.33 1.183
Estante 1 1 1 1.8 0.4 2.1 0.72 0.72 0.641
Estante 2 1 1 2.4 0.6 2.3 1.44 1.44 1.281
Estante 3 1 1 2.4 0.6 2.45 1.44 1.44 1.281
Estante 4 1 1 4.3 0.6 2.45 2.58 2.58 2.295
Aspiradora 1
0.85 0.55 1.9 0.4675 0 0.208
39.39 59.05 43.79
St 142.23 m2

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 126
Área ventilación Natural
17.07
Área Iluminación Natural
21.33
Área Ventana
18.66
Se necesitan 2 para iluminación natural de las cuales 1 para ventilación natural
La empresa en la actualidad cuenta con un área de producción de 250 mts2.
Se puede concluir que se cuenta con el espacio suficiente para realizar las labores
productivas de la empresa.
Tambien se dispone de espacio para la adquición de nueva maquinaria para un
mejor proceso de fabricación, asi como se cuenta con el espacio necesario para
colocar la materia prima y artículos que se necesitan para el proceso.
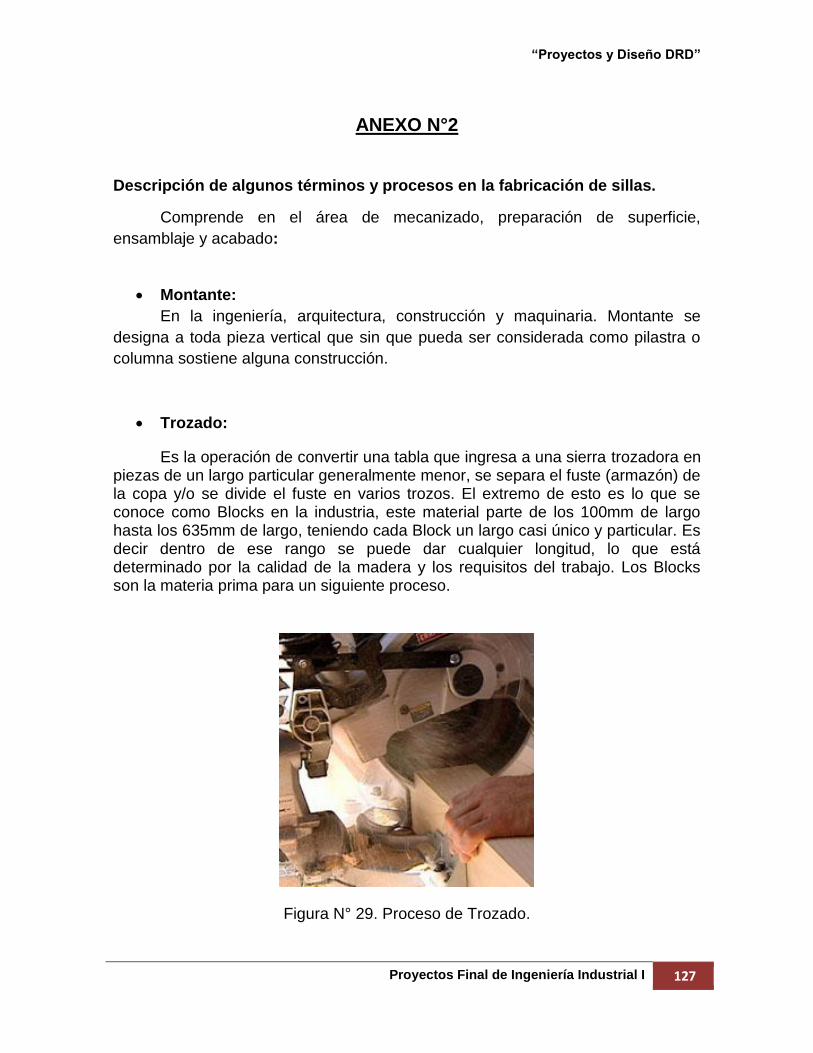
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 127
ANEXO N°2
Descripción de algunos términos y procesos en la fabricación de sillas.
Comprende en el área de mecanizado, preparación de superficie,
ensamblaje y acabado:
Montante:
En la ingeniería, arquitectura, construcción y maquinaria. Montante se
designa a toda pieza vertical que sin que pueda ser considerada como pilastra o
columna sostiene alguna construcción.
Trozado:
Es la operación de convertir una tabla que ingresa a una sierra trozadora en piezas de un largo particular generalmente menor, se separa el fuste (armazón) de la copa y/o se divide el fuste en varios trozos. El extremo de esto es lo que se conoce como Blocks en la industria, este material parte de los 100mm de largo hasta los 635mm de largo, teniendo cada Block un largo casi único y particular. Es decir dentro de ese rango se puede dar cualquier longitud, lo que está determinado por la calidad de la madera y los requisitos del trabajo. Los Blocks son la materia prima para un siguiente proceso.
Figura N° 29. Proceso de Trozado.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 128
Listoneado:
Se refiere al corte secundario que se le aplica a los tablones para transformarlos en listones, utilizando una listoneadora de discos múltiples, con suficiente capacidad para listonear las piezas provenientes de las sierras principal y secundaria.
Figura N°30. Listoneado de maderas
Garlopeado:
Mediante esta operación mecanizada de “Garlopeado” se endereza la tabla y se elige la mejor sección de cara y canto para escuadrarla (ángulo de 90 grados) con el fin de obtener listones cortados en su medida terminada en cuanto a su longitud se refiere.
Figura N° 31. Proceso de Garlopeado

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 129
Encolado:
Se denomina encolado a la unión fija de dos o más piezas por medio de una sustancia que, según sus características, se denominada pegamento o cola.
Figura N°32. Proceso de encolado
Cepillado:
Para el cepillado, debemos preparar el cepillo de madera para su uso ajustando la cuchilla para el tipo de madera y corte que deseamos.
La manera correcta de sujetar el cepillo tomar el talón con la mano derecha y la punta con la izquierda. La mano izquierda guía y la derecha empuja. Hay varias técnicas de cepillado, y sirve la misma para cepillo manual y eléctrico.
Figura N°33. Proceso de encolado

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 130
Cinteado:
Adornado o guarnecido con cintas. (Diccionario de lengua española)
Perfilado:
La madera puede sufrir una clasificación previa en función del uso final del tablero o bien pasar a la fase de perfilado, cuya misión es la de limpiar las dos caras y los dos cantos del listón. Además de facilitar la visión de sus defectos para la fase de marcado previa al saneado, también prepara la superficie de los listones para el encolado cuando éstos tienen la longitud suficiente para no ser empalmados de testa (ver la figura N°14).
Figura N°34. Denominación de una pieza de madera
Lijado:
La fase de lijado, además de eliminar las irregularidades superficiales del tablero, sirve para calibrar en grueso, con el fin de absorber los posibles defectos de superficie.
Figura N°35. Proceso de Lijado

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 131
Espigado:
Es la parte de un proceso de fabricación para el ensamble de un mueble.
Figura N°36. Proceso de espigado
Escoplado:
Para el acoplamiento de piezas de madera que vayan a unirse entre sí, o vayan a servir de estructura con otras piezas de madera, el escoplo es una herramienta fundamental para el armado de una estructura.
Figura N°37. Proceso de Escoplado.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 132
Take:
Es una pieza de madera de forma triangular que se coloca debajo del
asiento de la silla para un mejor soporte y así ayuda a la estructura del mueble.
Figura N° 38. Takes
Acabado:
El proceso de acabado es la penúltima etapa del proceso de fabricación de
sillas se realiza por medio de dos métodos, sea manual (brocha) o mecánico
(pistola o soplete) el cual es utilizado por su rapidez y adaptabilidad a las
distintas superficies o condiciones de la forma de la silla, teniendo la superficie
totalmente lisa ya habiendo pasado por el proceso de lijado.
Figura N°39. Proceso de Pintado con pistola
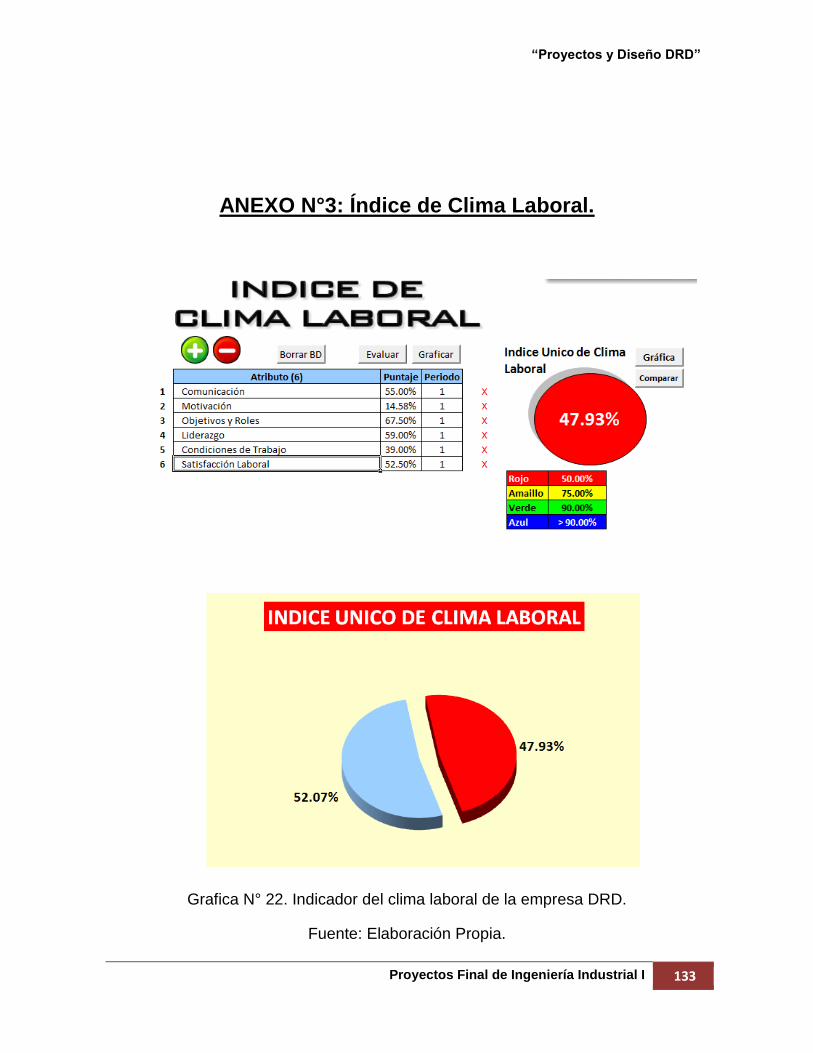
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 133
ANEXO N°3: Índice de Clima Laboral.
Grafica N° 22. Indicador del clima laboral de la empresa DRD.
Fuente: Elaboración Propia.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 134
Se puede apreciar de manera general que el clima laboral en la empresa
Proye ctos y Diseños D.R.D SAC no es la mejor para trabajar.
La grafica arroja un 47.93% en color rojo lo que es alarmante, esperamos
poder aplicar mejoras a lo largo del proyecto y efectuar una evaluacion post
mejoras y poder comparar diferencias.
Indicador de la Comunicación.
Grafica N° 23. Indicador de la comunicación en la empresa DRD.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 135
Fuente: Elaboración Propia.
Se puede apreciar que en comunicación se obtuvo un 55%, aun es
alarmante pero arroja puntos a tomar en cuenta como el compañerismo que hay
entre los trabajadores, se puede trabajar para mejorar la comunicación entre jefe
inmediato sea más efectiva y recibir retroalimentación por parte del jefe cuando
vea que el trabajador está trabajando de manera correcta o haciendo esfuerzo por
mejorar.
Indicador de la Motivación.
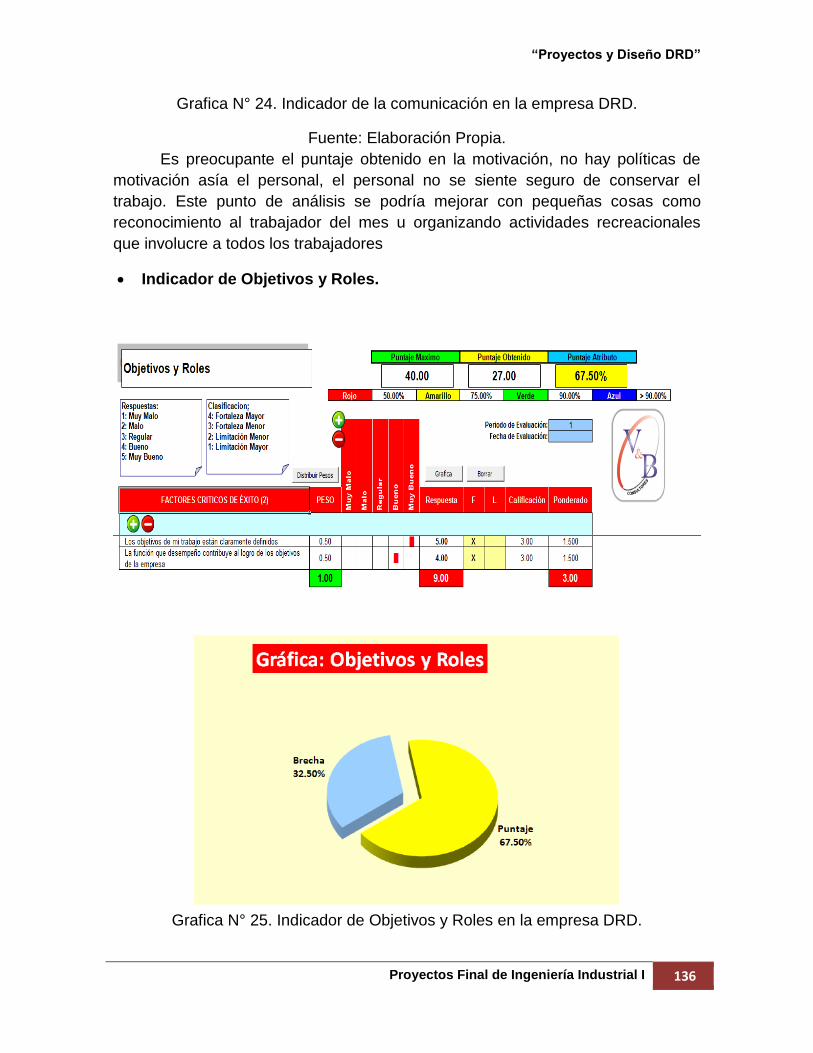
“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 136
Grafica N° 24. Indicador de la comunicación en la empresa DRD.
Fuente: Elaboración Propia.
Es preocupante el puntaje obtenido en la motivación, no hay políticas de
motivación asía el personal, el personal no se siente seguro de conservar el
trabajo. Este punto de análisis se podría mejorar con pequeñas cosas como
reconocimiento al trabajador del mes u organizando actividades recreacionales
que involucre a todos los trabajadores
Indicador de Objetivos y Roles.
Grafica N° 25. Indicador de Objetivos y Roles en la empresa DRD.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 137
Fuente: Elaboración Propia
El puntaje de 67.5 % obtenido muestra que los operarios entienden su
importancia en el proceso productivo y saben cómo contribuyen a obtener los
resultados deseados, este indicador podría incrementarse al tener un mayor
reconocimiento al alcanzar los objetivos propuestos.
Indicador de Liderazgo.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 138
Grafica N° 26. Indicador de Liderazgo en la empresa DRD.
Fuente: Elaboración Propia
El resultado del 59% muestra que el jefe de planta está orientado a los
objetivos que escuchar a sus operarios o tratar de saber si tienen alguna dificultad
al realizar sus labores.
Indicador de Condiciones de trabajo.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 139
Grafica N° 27. Indicador de Condiciones de trabajo en la empresa DRD.
Fuente: Elaboración Propia
Las condiciones de trabajo son un punto fuerte a mejorar ya que con un
39% como resultado hace notar la necesidad de cambios importantes.
Indicador de Satisfaccion Laboral.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 140
Grafica N° 28. Indicador de Satisfacción laboral en la empresa DRD.
Fuente: Elaboración Propia
Es difícil que todo el personal se sienta satisfecho con su sueldo, es
razonable que se desee percibir un sueldo más elevado, pero ante eso se
puede efectuar un plan de remuneración por objetivos o metas lo cual ayudaría
a que el operario sienta un mayor reconocimiento económico por su trabajo.
Anexo 3
Algunos aspectos que pueden favorecer al clima laboral.
Limpieza del local.
La limpieza es la primera condición principal para la salud de los trabajadores y habitualmente cuesta poco cumplirla.
Es indispensable para la salud que todos los talleres de la empresa se mantengan en condiciones higiénicas, la basura que se acumula debe recogerse a diario de todos los lugares de trabajo, pasillos y escaleras.
Agua potable e higiene y orden del local.
El personal deberá tener a su disposición un abastecimiento adecuado y frecuente de agua potable fresca y controlada.
El orden favorece la productividad y ayuda a reducir el número de accidentes.
Si en los pasadizos hay pilas de materiales y otros atascos se pierde tiempo apartándolos para trasladar cargas de un lado a otro.
El tener material regado, productos en proceso amontonados en los pisos, representan dinero parado que bien pudiera utilizarse para reducir costos y aumentar la productividad.
Calidad e intensidad de luz.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 141
La buena luz acelera la producción: es esencial para la salud, seguridad y eficiencia de los trabajadores.
Sin ella sufrirá la vista de los trabajadores, aumentarán los accidentes y el desperdicio de material y disminuirá la producción.
Ventilación.
Debe haber ventilación natural adecuada, y si no fuera suficiente, por medio de ventiladores o extractores de aire, no sólo para proporcionar a los trabajadores el aire puro necesario para su respiración, sino también para la renovación periódica de la atmósfera de la fábrica, y en muchas ocasiones con gases y polvo procedentes de las operaciones que se realizan en el local.
Acondicionamiento Cromático.
Antiguamente el gris oscuro era el color más usado en los locales industriales.
Ahora en cambio, se ha desterrado este color casi por completo, por lo menos en sus tonos oscuros, pues se ha demostrado que una pintura adecuada, además de mejorar la iluminación natural y artificial tiene una gran influencia en los operarios.
El amarillo produce mayor actividad y eficiencia de personal. El verde disminuye la actividad pero aumenta la eficiencia. El azul produce sensación de frío y disminuye la actividad. El violeta provoca apatía y también disminuye la actividad. El anaranjado eleva la actividad pero da la sensación de calor. El rojo altera los nervios de los operarios y crea rencillas entre
ellos.
Es recomendable pintar en los locales industriales de la siguiente manera:
Los techos y estructuras de marfil o crema pálido, Las paredes de amarillo, Las maquinarias de verde medio o gris claro verdoso, destacando los
volantes en rojo. Finalmente, los motores de las máquinas, de azul oscuro.
Ruidos y vibraciones.
El ruido es otro factor importante para la eficacia del trabajador. Es causa frecuente de fatiga, irritación y pérdida de producción. Además el ruido intermitente altera su estado de ánimo y dificultándolo a
que realice un trabajo de precisión. El ruido puede ser excesivo por su intensidad, por su frecuencia o por
ambas cosas.

“Proyectos y Diseño DRD”
Proyectos Final de Ingeniería Industrial I 142
Música ambiental.
Los operarios deben saber que la música se instala para mejorar el ambiente de trabajo, ya que al disminuir la fatiga y el aburrimiento aumenta su bienestar y disminuyen los accidentes.
ANEXO N°4.
Señales de Seguridad
Se recomendó a la empresa comprar señales de seguridad para un mejor
desempeño de los trabajadores en percatarse los peligros que existen en las
distintas áreas de trabajo de la empresa Proyectos & Diseños DRD.