qualification of rcp flywheel keyway inspection according ... · inspection qualification iii...
TRANSCRIPT

Inspection Qualification III
Qualification of RCP Flywheel Keyway Inspection According to ENIQ F. Mohr, G. Guse, intelligeNDT System & Services, Germany
INTRODUCTION New reactor designs are being built using state-of-the-art material, fabrication, and design practice
On each new reactor a base line inspection has to be performed after completion of installation. Each component has to be inspected in defined intervals. But before the first inspection on-site starts, the technique has to be demonstrated and qualified. Due to the new design there are some components in the EPR which were never inspected before and there is also no experience from older plant designs. Therefore new inspection procedures have to be developed and in some cases the new techniques must be developed from the scratch.
Correspondingly, new inspection techniques must be qualified to fulfill country specific codes and qualification procedures. For EU plants, the ENIQ mythology is normally applied
An example for such a development including qualification according the ENIQ procedure from scratch, is the ultrasonic inspection technique for the keyway inspection at the flywheel of the reactor cooling pump for the EPR in Olkilouto / Finnland.
INSPECTION TARGET The flywheel of the RCP reactor cooling pump in AREVA reactor type EPR is position on top of the pump.
(Figure 1) The dimension of the flywheel is 1850mm diameter and 394mm in thickness. So we are talking about a large and heavy disc. The disc has a centre hole of ~290mm in diameter for the pump shaft. To ensure the connection shaft to flywheel 3 keyways are located in the inner diameter of the centre whole. Due to stress calculations this keyways have to be inspected during the base line inspection but also afterwards during the regular inspection outages.
Reactor Cooling Pump
Flywheelside view
Flywheeltop view
Ø i.D.~ 290mmØ i.D.
~ 90mmØ i.D.
~ 90mm
Ø i.D.~ 290mm
Inspection areas
keyways
Reactor Cooling Pump
Flywheelside view
Flywheeltop view
Flywheelside view
Flywheeltop view
Ø i.D.~ 290mmØ i.D.
~ 90mmØ i.D.
~ 90mm
Ø i.D.~ 290mm
Inspection areas
keyways
Figure 1 Flywheelof RCP in AREVA EPR

The ENIQ mythology requires a technical justification which includes the definition of the inspection target. The size of the minimal detectable defect is based by the design simulation of a critical defect. The values are listed in Figure 2
R8
4 mm
Tilt = 10°
9 mm
4 mm
MINIMUM VOLUME
VOLUME OF EXAMINATIONCircumferential reference positioning axis
10 mm
10 mm
21,2 mm
The inspection volume is fixed by the size of the inspection target in TWE (through wall extent) which is 4mm.
The access is limited by size and position of the inspection holes. ( 90mm diameter and ~390 mm length).
The geometry of the flywheel demands a variation of angle of incidence to cover all defect orientations.
R8
4 mm
Tilt = 10°
9 mm
4 mm
MINIMUM VOLUME
VOLUME OF EXAMINATIONCircumferential reference positioning axis
10 mm
10 mm
21,2 mm
The inspection volume is fixed by the size of the inspection target in TWE (through wall extent) which is 4mm.
The access is limited by size and position of the inspection holes. ( 90mm diameter and ~390 mm length).
The geometry of the flywheel demands a variation of angle of incidence to cover all defect orientations.
Figure 2 Keyway inspection target
TECHNIQUE DEVELOPMENT FOR DETECTION The flywheel has beside the centre hole several smaller holes the diameters are 90mm and 75mm and they are located in 2 rings round the centre hole. Due to these holes the access to the keyways with ultrasonic beams from the outside diameter is very limited. The best solution to cover the full inspection area is to use the smaller holes as inspection holes. (Figure 3)
short pathshort path
long path
The full inspection volume adjacent to each key-way can be interrogated by ultrasonic beams coming from 3 inspection holes
short pathshort path
long path
short pathshort path
long path
The full inspection volume adjacent to each key-way can be interrogated by ultrasonic beams coming from 3 inspection holes
Figure 3 Access to the inspection area

The goal was to develop an ultrasonic probe which fits in the 90mm hole. The simulation of the
sound beam showed also that for a full coverage of a single keyway, the inspection has to be done out of minimum 2 and in maximum out of 3 inspection holes. (Figure 4) Only by inspection from 2 holes all required orientations of expected defects can be detected.
U=0°U=90°U=0°
U=90°
+T
+H
Section A - A
A
+T
Groove
Probe coordinate system
+a
+b
Coverage and insonification of the inspection volume are achieved by rotating and translating the probe through the inspection hole in a meander pattern. Probe coordinates (in a-b space) are mapped onto the flywheel coordinates (in H-T space).
U=0°U=90°U=0°
U=90°
+T
+H
Section A - A
A
+T
Groove
Probe coordinate system
+a
+b
U=0°U=90°U=0°
U=90°
+T
+H
Section A - A
A
+T
Groove
Probe coordinate system
+a
+b
Coverage and insonification of the inspection volume are achieved by rotating and translating the probe through the inspection hole in a meander pattern. Probe coordinates (in a-b space) are mapped onto the flywheel coordinates (in H-T space).
Figure 4 Coverage of the defect orientations
The simulation of the coverage of the inspection area can not be achieved by only one single
shot out of the 2 inspection holes. The probes have to rotate via the inspection hole axes. (Figure 5),
18°probe rotation fully covers the inspection volum e
PA probe in inspection hole
Detection target is the keyway-bore
corner
The probe rotates 18° to cover the full inspection volume and focusing on key-way corners.
inspection volume
18°probe rotation fully covers the inspection volum e
PA probe in inspection hole
Detection target is the keyway-bore
corner
The probe rotates 18° to cover the full inspection volume and focusing on key-way corners.
inspection volume
Figure 5 Coverage of the inspection areas
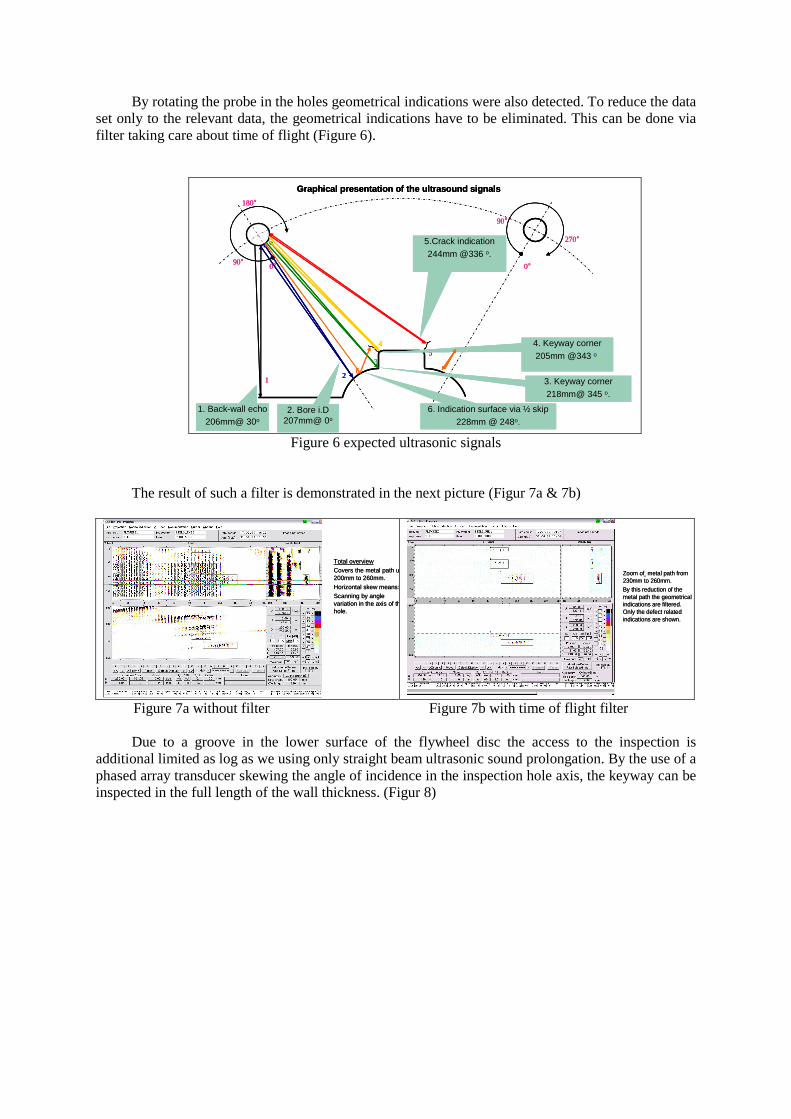
By rotating the probe in the holes geometrical indications were also detected. To reduce the data set only to the relevant data, the geometrical indications have to be eliminated. This can be done via filter taking care about time of flight (Figure 6).
12
3
45
180°
0°90°
6
0°
90°
270°
Graphical presentation of the ultrasound signals
1. Back-wall echo206mm@ 30o
2. Bore i.D207mm@ 0o
3. Keyway corner 218mm@ 345 o.
4. Keyway corner 205mm @343 o.
6. Indication surface via ½ skip228mm @ 248o.
5.Crack indication244mm @336 o.
12
3
45
180°
0°90°
6
0°
90°
270°
Graphical presentation of the ultrasound signals
12
3
45
180°
0°90°
6
0°
90°
270°
Graphical presentation of the ultrasound signals
1. Back-wall echo206mm@ 30o
2. Bore i.D207mm@ 0o2. Bore i.D
207mm@ 0o
3. Keyway corner 218mm@ 345 o.3. Keyway corner 218mm@ 345 o.
4. Keyway corner 205mm @343 o.4. Keyway corner 205mm @343 o.
6. Indication surface via ½ skip228mm @ 248o.
5.Crack indication244mm @336 o.
Figure 6 expected ultrasonic signals
The result of such a filter is demonstrated in the next picture (Figur 7a & 7b)
Total overviewCovers the metal path up 200mm to 260mm.Horizontal skew means:Scanning by angle variation in the axis of the hole.
Total overviewCovers the metal path up 200mm to 260mm.Horizontal skew means:Scanning by angle variation in the axis of the hole.
Zoom of metal path from 230mm to 260mm.By this reduction of the metal path the geometrical indications are filtered. Only the defect related indications are shown.
Zoom of metal path from 230mm to 260mm.By this reduction of the metal path the geometrical indications are filtered. Only the defect related indications are shown.
Figure 7a without filter Figure 7b with time of flight filter
Due to a groove in the lower surface of the flywheel disc the access to the inspection is additional limited as log as we using only straight beam ultrasonic sound prolongation. By the use of a phased array transducer skewing the angle of incidence in the inspection hole axis, the keyway can be inspected in the full length of the wall thickness. (Figur 8)

Illustration of Beam Steering to Detect Defects Shadowed by the Groove(Horizontal Phased Array)
Groove
Covered inspection area by horizontal skew
Lack of inspection area by 0°angle of incident
Limitation for TWE-Sizing by TOFD Technique
The gap must be closed by sizing from inside of the axle
hole
Illustration of Beam Steering to Detect Defects Shadowed by the Groove(Horizontal Phased Array)
Groove
Covered inspection area by horizontal skew
Covered inspection area by horizontal skew
Lack of inspection area by 0°angle of incident
Lack of inspection area by 0°angle of incident
Limitation for TWE-Sizing by TOFD Technique
The gap must be closed by sizing from inside of the axle
hole
Limitation for TWE-Sizing by TOFD Technique
The gap must be closed by sizing from inside of the axle
hole Figure 8 additional coverage by phased array
TECHNIQUE DEVELOPMENT FOR SIZING The before descript technique detect all defects in the inspection area. For fulfilling the requested criteria for sizing additional information of the defects are needed. An adequate solution for the sizing is the use of TOFT technology. For this technology 2 probes are needed, because they are working in transmitter / receiver mode. (Figure 9) The probe must rotate via the inspection hole axes but they have to rotate simultaneously. Therefore a specific manipulator was developed to fulfill this requirement.
Geometric signals (LW & SW) and diffracted signal from defect tip facilitates height sizing
TOFD Height Sizing Technique
RxTxLW
DE
Inspection volume
Inspection volume
TOFD probes in 2 adjacent
inspection holes
TOFD probes in 2 adjacent
inspection holes
Geometric signals (LW & SW) and diffracted signal from defect tip facilitates height sizing
diffracted signal from defect tip facilitates height sizing LW = long wave echo
BW = backwall echoDE = defect echo
BW
Geometric signals (LW & SW) and diffracted signal from defect tip facilitates height sizing
TOFD Height Sizing Technique
RxTxLW
DE
Inspection volume
Inspection volume
TOFD probes in 2 adjacent
inspection holes
TOFD probes in 2 adjacent
inspection holes
Geometric signals (LW & SW) and diffracted signal from defect tip facilitates height sizing
diffracted signal from defect tip facilitates height sizing LW = long wave echo
BW = backwall echoDE = defect echo
BW
Figure 9 TOFT technique for sizing
This technology shows also geometrical indications. These indications can be easily
discriminate from the real crack tip echo. (Figur 10)
Measurement of flawwith a depth actual = 5mm, measured = 3,4mm
(139,7-136.3)mm
Direct long wave echo
Flaw tip echo
Backwall echo
Measurement of flawwith a depth actual = 5mm, measured = 3,4mm
(139,7-136.3)mm
Direct long wave echo
Flaw tip echo
Backwall echo
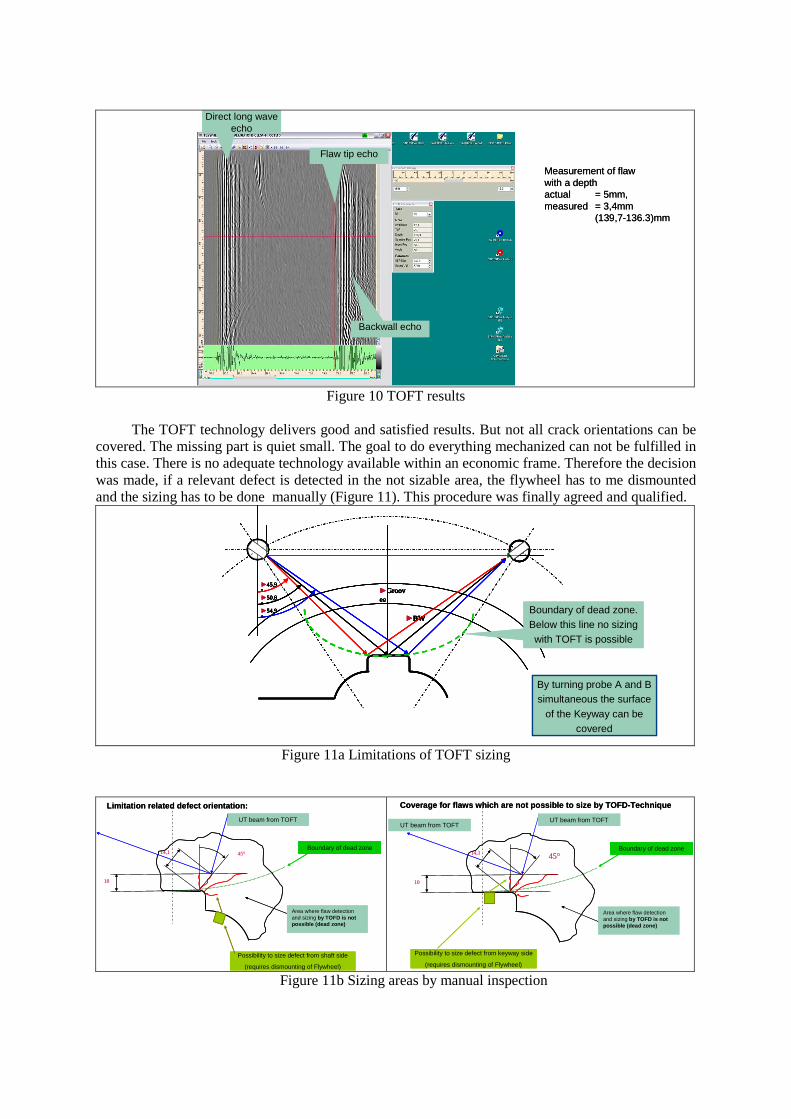
Figure 10 TOFT results
The TOFT technology delivers good and satisfied results. But not all crack orientations can be
covered. The missing part is quiet small. The goal to do everything mechanized can not be fulfilled in this case. There is no adequate technology available within an economic frame. Therefore the decision was made, if a relevant defect is detected in the not sizable area, the flywheel has to me dismounted and the sizing has to be done manually (Figure 11). This procedure was finally agreed and qualified.
►50,8°
►Groovee
►BW
►45,9°
►54,9°
By turning probe A and B simultaneous the surface
of the Keyway can be covered
►50,8°
►Groovee
►BW
►45,9°
►54,9°
Boundary of dead zone. Below this line no sizing with TOFT is possible
►50,8°
►Groovee
►BW
►45,9°
►54,9°
►50,8°
►Groovee
►BW
►45,9°
►54,9°
By turning probe A and B simultaneous the surface
of the Keyway can be covered
►50,8°
►Groovee
►BW
►45,9°
►54,9°
►50,8°
►Groovee
►BW
►45,9°
►54,9°
Boundary of dead zone. Below this line no sizing with TOFT is possible
Figure 11a Limitations of TOFT sizing
UT beam from TOFT
10
45°14,1
Area where flaw detection and sizing by TOFD is not possible (dead zone)
Limitation related defect orientation:
Possibility to size defect from shaft side
(requires dismounting of Flywheel)
Boundary of dead zone
UT beam from TOFT
10
45°14,1
Area where flaw detection and sizing by TOFD is not possible (dead zone)
Limitation related defect orientation:
Possibility to size defect from shaft side
(requires dismounting of Flywheel)
Boundary of dead zone
10
45°14,1
UT beam
Coverage for flaws which are not possible to size b y TOFD-Technique
Boundary of dead zone
Area where flaw detection and sizing by TOFD is not possible (dead zone)
UT beam from TOFTUT beam from TOFT
Possibility to size defect from keyway side
(requires dismounting of Flywheel)
10
45°14,1
UT beam
Coverage for flaws which are not possible to size b y TOFD-Technique
Boundary of dead zone
Area where flaw detection and sizing by TOFD is not possible (dead zone)
UT beam from TOFTUT beam from TOFT
Possibility to size defect from keyway side
(requires dismounting of Flywheel) Figure 11b Sizing areas by manual inspection

The following pictures (Figure 12 & 13) show the test block during the optimization of the manual sizing method and the tests in our laboratory in Erlangen Germany.
Manual sizing of defect from
keyway/bore surface
Manual Height Sizing Technique
Manual sizing of defect from
keyway/bore surface
Manual sizing of defect from
keyway/bore surface
Manual Height Sizing Technique
Figure 12 Development of manual sizing
Figure 13 Manual sizing on open test block
CONCLUSION
Qualification of NDE inspection techniques on new components following the ENIQ principles or comparable code requirements need a well planned an organized project. New technologies are sometimes required. According the ENIQ mythology the chosen technology has to be descript in detail in the technical justification. Simulations were used to argue for the right choice.
To find the right technology or to be able to combine different technologies the skills and the experience must be available on the vendor side. An other major impact on a positive result is the full understanding of the complete inspection chain. Starting on the sensor, the cable, the UT equipment and the analyze software have to be in-line.
IntelligeNDT System & Services GmbH within AREVA has built up great experience in world wide qualifications since more then 20 years. We also can provide deep knowhow about each element of the inspection chain in house.
Therefore we believe IntelligeNDT System & Services GmbH is a most competent partner for qualifications and for solving new inspection tasks.