quantum 9000 technical paper_tcm4-451434
DESCRIPTION
englishTRANSCRIPT

Copyright ©
MAN Diesel &
Turbo and DNV · S
ubject to modification in the interest of technical progress.
MAN Diesel & Turbo
Teglholmsgade 41
2450 Copenhagen SV. Denmark
Phone +45 33 85 11 00
Fax +45 33 85 10 30
www.mandieselturbo.com
Det Norske Veritas AS
NO-1322 Høvik, Norway
Phone +47 67 57 99 00
Fax: +47 67 57 99 11
www.dnv.com
A3_Cover_DNV_5510-0108-00ppr.indd 1 3/8/2011 14:57:18


3Quantum 9000
Contents
Introduction ......................................................................................................5
Concept Overview .............................................................................................6
Trade Route and Operational Profile ...................................................................8
The Engine ...................................................................................................... 11
Exhaust Gas Recirculation (EGR) ..................................................................... 16
Test Experience ............................................................................................... 19
Gas Supply System ......................................................................................... 20
LNG Tanks ...................................................................................................... 23
Class Requirements ........................................................................................ 24
Bunkering ....................................................................................................... 25
Hull Optimisation ............................................................................................. 26
General Arrangement ...................................................................................... 27
LNG Tank Arrangement ................................................................................... 28
Main Engine Room Safety ............................................................................... 28
Recommendations for the Utilisation of Available Energy from LNG .................. 29
Reduction of Power Need for Reefer Containers .............................................. 29
Cool Down Air Supply to Turbocharger ............................................................ 30
Other Cooling Needs ....................................................................................... 30
Ballast Water ................................................................................................... 31
Propeller Optimisation ..................................................................................... 32
Cost-benefit Calculations ................................................................................ 32
Conclusion ...................................................................................................... 34
References...................................................................................................... 34

4 Quantum 9000
5Quantum 9000
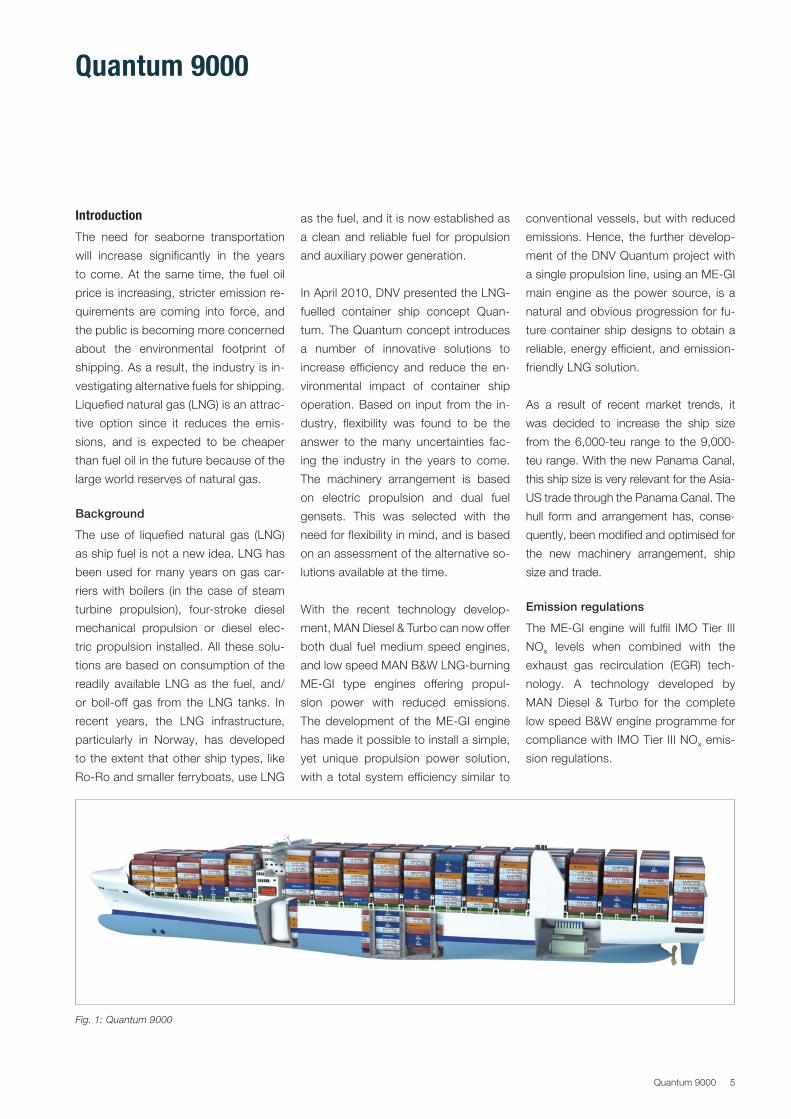
Introduction
The need for seaborne transportation
will increase significantly in the years
to come. At the same time, the fuel oil
price is increasing, stricter emission re-
quirements are coming into force, and
the public is becoming more concerned
about the environmental footprint of
shipping. As a result, the industry is in-
vestigating alternative fuels for shipping.
Liquefied natural gas (LNG) is an attrac-
tive option since it reduces the emis-
sions, and is expected to be cheaper
than fuel oil in the future because of the
large world reserves of natural gas.
Background
The use of liquefied natural gas (LNG)
as ship fuel is not a new idea. LNG has
been used for many years on gas car-
riers with boilers (in the case of steam
turbine propulsion), four-stroke diesel
mechanical propulsion or diesel elec-
tric propulsion installed. All these solu-
tions are based on consumption of the
readily available LNG as the fuel, and/
or boil-off gas from the LNG tanks. In
recent years, the LNG infrastructure,
particularly in Norway, has developed
to the extent that other ship types, like
Ro-Ro and smaller ferryboats, use LNG
as the fuel, and it is now established as
a clean and reliable fuel for propulsion
and auxiliary power generation.
In April 2010, DNV presented the LNG-
fuelled container ship concept Quan-
tum. The Quantum concept introduces
a number of innovative solutions to
increase efficiency and reduce the en-
vironmental impact of container ship
operation. Based on input from the in-
dustry, flexibility was found to be the
answer to the many uncertainties fac-
ing the industry in the years to come.
The machinery arrangement is based
on electric propulsion and dual fuel
gensets. This was selected with the
need for flexibility in mind, and is based
on an assessment of the alternative so-
lutions available at the time.
With the recent technology develop-
ment, MAN Diesel & Turbo can now offer
both dual fuel medium speed engines,
and low speed MAN B&W LNG-burning
ME-GI type engines offering propul-
sion power with reduced emissions.
The development of the ME-GI engine
has made it possible to install a simple,
yet unique propulsion power solution,
with a total system efficiency similar to
conventional vessels, but with reduced
emissions. Hence, the further develop-
ment of the DNV Quantum project with
a single propulsion line, using an ME-GI
main engine as the power source, is a
natural and obvious progression for fu-
ture container ship designs to obtain a
reliable, energy efficient, and emission-
friendly LNG solution.
As a result of recent market trends, it
was decided to increase the ship size
from the 6,000-teu range to the 9,000-
teu range. With the new Panama Canal,
this ship size is very relevant for the Asia-
US trade through the Panama Canal. The
hull form and arrangement has, conse-
quently, been modified and optimised for
the new machinery arrangement, ship
size and trade.
Emission regulations
The ME-GI engine will fulfil IMO Tier III
NOx levels when combined with the
exhaust gas recirculation (EGR) tech-
nology. A technology developed by
MAN Diesel & Turbo for the complete
low speed B&W engine programme for
compliance with IMO Tier III NOx emis-
sion regulations.
Quantum 9000
Fig. 1: Quantum 9000

6 Quantum 9000
Methane slip, a problem commonly as-
sociated with dual fuel engines, is not
an issue with the ME-GI engine, due to
operation according to the Diesel cycle
principle. In this respect, the ME-GI is
not vulnerable to the valve overlap, or
localised gas fuel pocket formation on
the cylinder wall, resulting in methane
slip, and which may occur as a conse-
quence of operation according to the
Otto cycle principle.
Concept Overview
Quantum 9000 has been designed to
be more efficient and environmentally
friendly compared with existing ships,
without introducing major complications
in the building and operation of the ship.
The new solution for LNG machinery,
the ME-GI engine, demonstrates that
improvements can be achieved on both
the machinery and hull side, by using
existing and well-proven technology.
The first Quantum concept study in-
troduced a diesel-electric arrangement
with pod propulsion. This is a proven
system in the cruise industry, but new
to the container ship market, where a
single-screw low speed two-stroke so-
lution has been the predominant choice
of propulsion. The Quantum 9000 intro-
duces LNG to the preferred container
ship propulsion system, making it more
available to container ship owners.
Twin island designs are common for big-
ger ships in the 12-14,000 teu range.
Single island has been the common so-
lution for 9,000 teu size. Benefits such
as increased container loading and im-
proved vision from the bridge justifies a
twin island solution also for the smaller
size ship. Collisions and groundings are
among the most common incidents for
container ships. Highlights of the new
concept are outlined below:
Main features
� Gas-fuelled main engine – two-stroke
ME-GI
� Dual fuel auxiliary engines
� Full fuel flexibility (HFO/DFO/LNG)
� Full ECA compliance (Tier III)
� Optimised according to the opera-
tional profile
� Improved EEDI
� Cost-efficient solutions.
Machinery
Efficiency improvements and reduced
emissions are obtained with the MAN
B&W two-stroke ME-GI gas engine. The
benefits are:
� Simple modifications
� Conventional engine room
� Proven performance
� High fuel efficiency
� High fuel flexibility
� High reliability.
Hull design and arrangement
The hull design and arrangement has
been optimised for maximum space uti-
lisation, minimum hull fuel consumption,
minimum need for ballast water, and in-
creased safety. The main benefits are:
� Better space utilisation with twin is-
land
� Greatly improved sightline from the
bridge
� Sufficient LNG capacity without loss
of cargo space
� Pressurised type-C LNG storage
tanks for maximum reliability
� Reduced need for ballast water
� Increased ship beam, reduced block
coefficient
� 4-blade propeller optimisation.
Fig. 3: The hull arrangement
Fig. 2: The ship hull performance

7Quantum 9000
CONTAINER VESSEL “QUANTUM 9000 CONCEPT” Class: DNV CONTAINER CARRIER NAUTICUS(Newbuilding) E0 DG-P TMON BIS LCS-SI
Optional notations: RC-1(1072/131) NAUT-AW CLEAN BWM-T COMF-V3 VIBR F-M
POOP DECK
MAIN DECK
B.L.D.B.
100 20 30 40 50 60 70 80 230 240 250 260 270 280 290 300 310
FORECASTLE DECK
320 330130 140 150 160
23456 179 8
90 100 110 120 220170 180 190 200 210 340 350 360 370 380
MAIN PARTICULARS: Length betw. perpendiculars, Lbp 297.979 m Length overall, Loa 313.845 m Breadth moulded, B 48.0 m Depth moulded, D 26.4 m Draught moulded, T 15.0 m Design draught, Td 13.5 m Min. design draught at AP 13.5 m Min. design draught at FP 13.5 m Block coefficient, Cb (@Td) 0.58 Waterplane area coefficient, Cwp 0.762
Deadweight, design 81,155 t Deadweight, scantling 98,618 t Lightship (esimated/preliminary) 34,432 t
Design speed 22.0 kn (at design draught, 85% MCR / 15% sea margin)
Crew 28 + 6 Suez
TANK CAPACITIES: Heavy Fuel Oil (HFO) 4,000 m3 Liquid Natural Gas (LNG) 6,500 m3 Marine Diesel/Gas Oil (MDO/MGO) 1,600 m3 Lubricating Oil 16 m3 Fresh Water 360 m3 Ballast Water 24,728 m3
All oil tanks according to “MARPOL Oil Tank Protection”
Cruising range approx. 16,000 nm
ENGINE PLANT: Main engine: MAN 9S80ME-C9.2-GI MCR: 40,590 kW @ 78.0 rpm
Propeller: Fixed pitch, 4 blades, dia. 10 m AUX engine/Gen Sets : 4 x 2,500 kW Emergency generator : 1 x 250 kW @ 1,800 rpm Bow Thrusters: 2 x 2000 kW WHR plant (ME @85% MCR ISO): 2,709 kW
CONTAINER STOWAGE: Container capacity (total) 8,708 TEU On deck: 5,570 TEU Below deck (cargo hold): 3,138 TEU
Reefer capacity (total) 1,203 FEU On deck: 1,072 FEU Below deck (cargo hold): 131 FEU
Rows (max) on deck / in cargo hold 19/17
Tiers (max) on deck / in cargo hold 9/9
Pontoon hatch covers (composite/light weight): Hatch 01C (1x): 12.97 x 24.27 m Hatch 02F PS & SB (2x): 12.97 x 10.85 m Hatch 02F C – 09A C (14x): 12.97 x 17.63 m Hatch 02A PS – 09A PS (13x): 12.97 x 13.38 m Hatch 02A SB – 09A SB (13x): 12.97 x 13.38 m
Stability:
14t/TEU, 8’6” high, 50% HcG 6,539 TEU
Fig. 4: Quantum 9000 concept – ship design data

8 Quantum 9000
Trade Route and Operational Profile
Based on recent market trends, the
9,000-teu range was selected as the
target case for the concept develop-
ment, together with the Asia–US east
coast trade route through the new Pan-
ama Canal, see Fig 5.
For several years, since the building of
the first Post-panamax container ves-
sel in 1988, the existing Panama Canal
has been too small for the larger con-
tainer vessels. In order to accommo-
date a larger proportion of the current
and future fleet, and thereby the cargo
carriage through the Panama Canal, the
Panama Canal Authority has decided
to extend the existing two lanes with a
bigger third lane with a set of increased
size of lock chambers.
The lock chambers will be 427 m long,
55 m wide and 18.3 m deep, allow-
ing passage of ships with a maximum
breadth of 49 m, maximum passage
draught of 15 m and an overall maxi-
mum ship length of 366 m. The new ca-
nal is scheduled to open in 2014 at the
100th anniversary of the existing canal,
and to be fully in operation in 2015.
When serving the east coast of USA,
there is another limitation that needs to
be observed. Ships entering the Newark
container terminal in Port of New York
must pass under the Bayonne bridge.
The air draft limitation is currently 151
feet, which imposes a restriction on the
bigger ships. There has been news in
the press that the bridge may be raised,
giving a new air draft of 215 feet, but
this is yet to be confirmed.
Operational profile
In order to achieve a high efficiency in
the operational phase, it is necessary
to understand the operational demands
when the ship is designed. An opera-
tional profile must be made before opti-
misation of the hull and machinery can
be started.
If the ship is to operate on a speci-
fied trade, the operational profile can
be determined on the basis of on an
optimisation of the actual trade route.
Optimising the hull and machinery for
a wide range of speeds and draughts
is difficult. Therefore, the ideal situation
is to define the route so that the ship
can operate close to the design point
for as much of the time as possible. Fig.
7 shows the operational profile defined
Yokohama
Shanghai
Hong KongKaohsiung
Newark
CharlestonSavannah
Panama
Oakland
Los AngelesYokohama
Shanghai
Hong KongKaohsiung
Newark
CharlestonSavannah
Panama
Oakland
Los Angeles
Fig. 5: Trade route
Time in operating state as percentage of total leg time
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
Leg 2 Leg 3 Leg 4 Leg 5 Leg 6 Leg 7 Leg 8 Leg 9 Leg 10 Leg 11 Leg 12 Leg 13
Voyage leg
Tim
e [%
] of
leg
tim
e
Saling 10 [kn]
Saling 12 [kn]
Saling 21,5 [kn]
Port man.
Load/unloading
Refuelling
Waiting
Fig. 7: Operational profile
Fig. 6: Panamax and Post-panamax vessel particulars

9Quantum 9000
for this concept, including all sailing legs
and all operational modes. The required
propulsion power and electric power
demand has been calculated for each
leg and operational mode.
Trade is often unknown at the design
stage, or it is expected that the trade
may change during the ship’s life. In that
case, it may be better to establish the
operational profile using statistics from
operation. The example below is show-
ing time spent at various speeds, and
time at various drafts and trims for one
specific speed. It should be noted that
operational patterns from the past are
reflecting market conditions and fuel
prices, and are not necessarily repre-
sentative of the future.
Based on the operational profile se-
lected, the hull and machinery should
be optimised to give the highest pos-
sible efficiency when the entire route is
considered, rather than only the design
speed and draught. For the hull, this
applies especially when it comes to
the main dimensions, block coefficient,
centre of flotation and bulb design.
For the machinery, it is the selection of
main engine and auxiliary engines so
that the propulsion power and electric
power needed can be produced as ef-
ficiently as possible in all the different
sailing legs and different operational
modes.
Design according to the operational
profile
Container ship designers have opti-
mised the ship at the point of maximum
fuel consumption, which is normally at
maximum speed and maximum dwt/
draught. Any savings made at this point
will probably yield the maximum gain.
A design point or interval has to be se-
lected for optimisation, as it is difficult
to optimise over a large range of condi-
tions. Savings can be made in one point
at the expense of a loss in other points.
So it is important to understand how
the vessel is going to be operated, both
with regard to speed and loading.
There was an oversupply of ships in
the market during the financial crisis
in 2009, and profitability suffered. Fuel
could be saved by reducing speed, but
the need for a regular service remained.
More ships had to be added to the serv-
ice loop when average speed dropped.
The additional ships would also burn
fuel, but the net cost reduction still re-
mained substantial. The extra ships em-
ployed also reduced the number of idle
ships during the crisis.
The slow steaming experience led to
a focused interest on optimal speed
of container ships. The optimal main
dimensions and hull lines will vary de-
pending the speed and draught. Could
savings in fuel and emissions be in-
creased if the speed and DWT profile
was taken into consideration when op-
timising? We will illustrate how this can
be done in the example below.
Fig. 10 shows the relationship between
speed and power for three different
draughts. The graph illustrates that the
maximum power is consumed at max.
draught and max. speed. Detailed pow-
er data are given in Table 1.
Speed distribution and dwt/draught dis-
tribution may be obtained from the ex-
pected operational profile coupled with
actual recordings and past experience.
0%
5%
10%
15%
20%
25%
30%
18 19 20 21 22 23 24 25SPEED [knots]
Time [weighed kw]
Fig. 8: Operational profile
7
Drafta [m]
8
9
10
Distance
Trim [m] 0.5
Trim [m] 1
Trim [m] 1.5
Trim [m] 2
Trim [m] 2.5
Trim [m] 3
Fig. 9: Operational profile
Fig. 10: Speed-power curves
P13 = 7,897V 2,6745
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
45,000
18 19 20 21 22 23 24 25SPEED [knots]
POWER [kw]
T=13
T=11
T=10
10 Quantum 9000
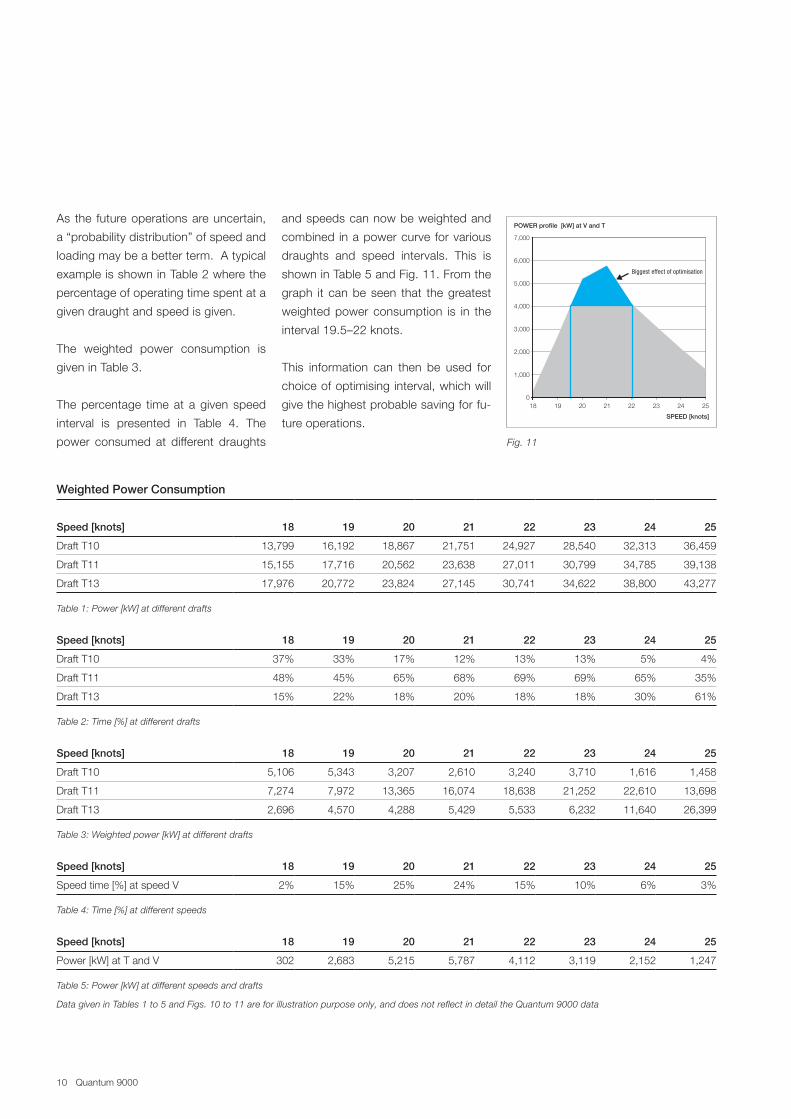
As the future operations are uncertain,
a “probability distribution” of speed and
loading may be a better term. A typical
example is shown in Table 2 where the
percentage of operating time spent at a
given draught and speed is given.
The weighted power consumption is
given in Table 3.
The percentage time at a given speed
interval is presented in Table 4. The
power consumed at different draughts
and speeds can now be weighted and
combined in a power curve for various
draughts and speed intervals. This is
shown in Table 5 and Fig. 11. From the
graph it can be seen that the greatest
weighted power consumption is in the
interval 19.5–22 knots.
This information can then be used for
choice of optimising interval, which will
give the highest probable saving for fu-
ture operations.
Fig. 11
0
1,000
2,000
3,000
4,000
6,000
7,000
18 19 20 21 22 23 24 25
SPEED [knots]
POWER profile [kW] at V and T
Biggest effect of optimisation
5,000
Weighted Power Consumption
Speed [knots] 18 19 20 21 22 23 24 25
Draft T10 13,799 16,192 18,867 21,751 24,927 28,540 32,313 36,459
Draft T11 15,155 17,716 20,562 23,638 27,011 30,799 34,785 39,138
Draft T13 17,976 20,772 23,824 27,145 30,741 34,622 38,800 43,277
Table 1: Power [kW] at different drafts
Speed [knots] 18 19 20 21 22 23 24 25
Draft T10 37% 33% 17% 12% 13% 13% 5% 4%
Draft T11 48% 45% 65% 68% 69% 69% 65% 35%
Draft T13 15% 22% 18% 20% 18% 18% 30% 61%
Table 2: Time [%] at different drafts
Speed [knots] 18 19 20 21 22 23 24 25
Draft T10 5,106 5,343 3,207 2,610 3,240 3,710 1,616 1,458
Draft T11 7,274 7,972 13,365 16,074 18,638 21,252 22,610 13,698
Draft T13 2,696 4,570 4,288 5,429 5,533 6,232 11,640 26,399
Table 3: Weighted power [kW] at different drafts
Speed [knots] 18 19 20 21 22 23 24 25
Speed time [%] at speed V 2% 15% 25% 24% 15% 10% 6% 3%
Table 4: Time [%] at different speeds
Speed [knots] 18 19 20 21 22 23 24 25
Power [kW] at T and V 302 2,683 5,215 5,787 4,112 3,119 2,152 1,247
Table 5: Power [kW] at different speeds and drafts
Data given in Tables 1 to 5 and Figs. 10 to 11 are for illustration purpose only, and does not reflect in detail the Quantum 9000 data

11Quantum 9000 11
The Engine
The ME-GI engine is not a new engine
in technological terms, rather a natu-
ral development of the MAN B&W low
speed electronically controlled ME fam-
ily of engines. In 1987, the first testing
of the GI principles was carried out on
one cylinder of a 6L35MC two-stroke
engine in Japan and Denmark.
The MC/ME/ME-B engine types are
well-proven products in the station-
ary power plant industry, Ref. [1]. The
GI solution was developed in parallel
with standard engine types, and com-
pleted for testing in the early 1990s. In
1994, the first two-stroke GI engine, a
12K80MC-GI-S, was put into service on
a power plant at Chiba, Tokyo, Japan.
So far, the Chiba engine has operated
� Ventilation system for venting the
space between the inner and outer
pipe of the double-wall piping
� Sealing oil system, delivering sealing
oil to the gas valves separating con-
trol oil and gas
� Control oil supply for actuation of gas
injection valves
� Inert gas system, which enables
purging of the gas system on the en-
gine with inert gas.
The GI system also includes:
� Control and safety system, com-
prising a hydrocarbon analyser for
checking the hydrocarbon content of
the air in the double-wall gas pipes.
The control and safety system is de-
signed to “fail to safe conditions”. All fail-
ures detected during gas fuel running,
including failures of the control system
itself, will result in a gas fuel stop/shut-
down and a changeover to HFO opera-
tion. Blow-out and gas-freeing purging
of the high-pressure gas pipes and of
the complete gas supply system will fol-
low. The changeover to fuel oil mode
is always done without any power loss
on the engine. The operation modes for
gas are illustrated in Fig. 14.
as a peak load plant for almost 20,000
hours on high-pressure gas.
At the same time, in 1994, all major
classification societies approved the GI
concept for stationary and marine ap-
plications. Technically, there is only a
small difference between fuel and gas-
burning engines. The gas supply line
is designed with ventilated double-wall
piping and HC sensors for safety shut-
down. The GI control and safety sys-
tems are add-on systems to the normal
engine systems.
Apart from these systems on the engine,
the engine and auxiliaries will comprise
some new units. The most important
aspects, apart from the gas supply sys-
tem, are listed in the following:
Fig. 12: ME-GI engine
Fig. 13: ME-GI engine add-ons compared to the
standard ME engine

12 Quantum 9000
The ME-GI engine gives good flexibility
in selecting the best fuel. Based on an
environmental and economic perspec-
tive, the owner can choose a vessel de-
signed to accommodate fuel stores for
both HFO and LNG.
The pilot oil can be low-sulphur marine
gas oil for ignition and back-up fuel,
particularly useful when sailing in emis-
sion controlled areas (ECA). This means
that the ECA sulphur emission require-
ments can be met even when the two-
stroke main engine has to switch off gas
operation at very low loads.
Fuel-oil-only mode:
� Operation profile as conventional engine
Gas-fuel-operation modes:
� Gas mode “minimum fuel”
� Full operation profile
� Full load acceptance
� Full power range
� Load variation by gas injection
� Full pilot fuel oil flexibility
� Minimum pilot fuel used
� Increased pilot fuel at low loads
� Dynamic mix of gas and fuel oil
� Mixed mode “Specified gas”
� Full operation profile
� Gas fuel is specified on Gas MOP
� Load variation by fuel oil injection
Gas
Gas
Fuel/Pilot oil
Fuel/Pilot oil
100%
1009590858757065605550454035302520151050
1009590858757065605550454035302520151050
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Gas mode ‘Minimum fuel’
Mixed mode ‘Specified gas’
Fuel
inde
x %
Fuel
inde
x %
Engine load (%SMCR)
Engine load (%SMCR)
Automatic
Fig. 14: ME-GI engine operation modes

13Quantum 9000
Engine selection
The ship speed, hull lines and propel-
ler size selected for this container ship
design require a two-stroke low speed
9S80ME-C9.2-GI engine to fulfil the re-
quirements, with 15% sea margin and
10% engine operation margin. Fig. 15
shows a 3D model of the engine.
This engine has the following main data:
� Power: .......................... 40,590 kW
� Speed: ................................ 78 rpm
� Bore: ................................. 800 mm
� Stroke: .......................... 3,450 mm
� Length: ........................ 14,102 mm
� Width: .......................... 5,280 mm
� Height: ......................... 13,500 mm
� Weight: ........................... 1,130 ton
The SFOC figures shown in Table 6 are
based on an engine tuned for waste
heat recovery. This means that the ex-
haust temperatures are slightly higher to
support waste heat recovery utilisation.
Expected Pilot and Gas Fuel Consumptions and Heat Rates
Engine shaft power
Specific pilot fuel oil (re lcv 42,700 kJ/kg)
Pilot fuel oil con-sumption (re lcv 42,700 kJ/kg)
Specific gas fuel consumption (re lcv 50,000 kJ/kg)
Gas fuel consump-tion per day (re lcv 50,000 kJ/kg)
Total heat rate of fuel (re lcv)
Heat rate of pilot fuel oil (re lcv)
Heat rate of gas fuel (re lcv)
% SMCR g/kWh t/24h g/kWh t/24h kJ/kWh kJ/kWh kJ/kWh
100.0 8.5 8,294 138.4 134.867 7,285.8 363.6 6,922.2
95.0 8.8 8,154 137.2 126.943 7,234.7 376.2 6,858.5
90.0 9.1 8,008 136.0 119.279 7,192.4 390.0 6,802.4
85.0 9.5 7,857 135.1 111.849 7,159.1 405.2 6,753.9
80.0 9.9 7,700 134.3 104.632 7,134.8 421.9 6,712.9
75.0 10.3 7,536 133.6 97.603 7,119.9 440.4 6,679.4
70.0 10.8 7,365 133.1 90.742 7,114.6 461.2 6,653.5
65.0 11.3 7,185 132.9 84.141 7,128.5 484.5 6,644.0
60.0 12.0 6,996 132.9 77.689 7,156.9 511.1 6,645.8
55.0 12.7 6,796 133.1 71.302 7,195.6 541.6 6,654.0
50.0 13.5 6,583 133.3 64.936 7,243.0 577.1 6,665.9
* 45.0 14.5 6,356 131.6 57.700 7,200.3 619.1 6,581.2
* 40.0 15.7 6,111 131.9 51.380 7,262.6 669.7 6,592.9
* 35.0 17.1 5,845 132.0 45.002 7,331.5 732.0 6,599.4
* 30.0 19.0 5,552 131.9 38.549 7,406.5 811.3 6,595.3
* 25.0 21.5 5,225 131.4 32.008 7,487.5 916.1 6,571.3
Fig.15: 3D model of the selected
two-stroke 9S80ME-C9.2-GI engine
* The exhaust gas bypass valve is closed at engine loads below 50.0 %. The main engine is operating in fuel oil mode below 25.0% SMCR power.
Table 6: Two-stroke low speed 9S80ME-C9.2-GI engine and fuel SFOC figures

14 Quantum 9000
Waste Heat Recovery (WHR)
The most efficient way to increase the
total efficiency of a ship with a two-
stroke engine is to utilise the waste heat
of the engine. Waste heat is collected
primarily from the heat energy of the
engine exhaust gas. Technology with
power turbines, i.e. steam turbines in
combination with high-efficiency tur-
bochargers and boilers, has already
shown total system efficiencies of 55%.
This corresponds to a 10% increase in
efficiency over a standard engine instal-
lation without WHR and, thereby, 10%
lower fuel consumption and CO2 emis-
sions. The highest theoretical efficiency
is close to 60%.
If waste heat recovery is combined
with NOx reduction methods and EGR
(exhaust gas recirculation), the total ef-
ficiency can be raised to approximately
58%. For overview, see Fig. 16.
A limited number of ships have been
built with such systems over the past 25
years. Shipowners’ interest in WHR sys-
tems has so far been heavily dependent
on the cost of HFO, the expectations
to the development in the cost of HFO
and, furthermore, the willingness of the
shipyards to deliver ships designed and
built for the WHR concept. From 2009,
there has been an increasing interest in
waste heat recovery systems, especial-
ly during times of rising fuel prices. They
will be of particular interest because of
the Energy Efficient Design Index (EEDI)
that is expected for future ship designs.
The most used waste heat recovery
steam system is a dual pressure sys-
tem, as illustrated in Fig. 17.
Shaft poweroutput 49.3%
Fuel 100%(171 g/kWh)
12K98ME/MC Standard engine versionSMCR: 68,640 kW at 94.0 r/minISO ambient reference conditions
Lubricating oilcooler 2.9%
Jacket watercooler 5.2%
Exhaust gas25.5%
Air cooler16.5%
Heat radiation0.6%
Dual pressureexhaust gasboiler
LP steam
HP steam
Steam Turbine
Turbochargers
PTI
Main engine 27 - 80 MWmech Steam turbine 1.0 - 5.3 MWelPower turbine 0.5 - 2.7 MWelTotal power generation 1.5 - 8.0 MWel
GeneratorPower Turbine
AuxiliaryDieselEngines
CentralControlPanel
Exhaust Gas Receiver
Main Engine
WHR boosting cycle efficiency from 49.3%to approx. 55.0% (+11.5% recovery rate)
HP-steamfor heatingservices
Condenser
Feedwaterpump Condensater
pump
LP-steam drum
HP-steam drum
HP-circ. p.
LP-circ. p.LP-Evaporator
HP-Preheater
LP-Superheater
HP-Evaporator
HP-Superheater
Exhaust gas
HP
Turbine unit
LPHP
Exh. gas boilersections:
LP
Surplusvalve
HP
Jacket water
Exhaust gas receiver
Main engine
Scavenge air cooler
TC TC
Hot well
Powerturbine
Steamturbine
Fig. 16: Waste heat recovery possibilities
Fig. 17: Dual steam pressure and feed water diagram as normally used onboard
container ships of today

MAN B&W Diesel15Quantum 9000
This type of steam and feed water sys-
tem secures a high utilisation of the
waste energy in the main engine ex-
haust. Fig. 18 shows where the heat
transmission takes place
The steam generated is used to drive a
steam turbine as offered by MAN Diesel
& Turbo, an example of this unit can be
seen in Fig. 19.
Fig. 19: Steam & power turbine unit
The two-stroke 9S80ME-C9.2-GI en-
gine with a waste heat recovery system
will be able to produce the following
electric output (Table 7) depending on
the main engine load and temperature
conditions
Engine ISO Tropical
load condition condition
% WHR output WHR output
– kWe – kWe
100 3,836 (9.5%) 4,460 (11.0%)
85 2,709 (6.7%) 3,218 (7.9%)
75 2,166 (5.3%) 2,613 (6.5%)
50 1,290 (3.2%) 1,584 (3.9%)
Table 7: Electric output from the WHRS based
on the selected ME-GI engine for this container
ship study
Installation of waste heat recovery sys-
tems on board container ships must be
coordinated in detail by the shipyard, as
these systems take space in the engine
room and casing, see Fig. 20 showing
all main components relative to each
other on a container vessels.
The arrangement of a waste heat re-
covery system must be planned in
detail to support the functionality of all
components involved. Nevertheless, if
correctly managed and integrated, the
shipowner will have an advantage with
respect to both total fuel consumption
and meeting future emission demands.
Temperature °
SuperheatedHp steam
SaturatedHp steam
Exhaust gas boiler sections:A: HP-superheaterB: PH-evaporator C: HP-preheaterD: Possible LP-superheaterE: LP-superheater
SuperheaterLP
Exhaust
Min. 20
10 bar abs/180
4 bar abs/144
Steam/water
Min. 15
EDCBA
Exhaust
Feedwater proheated be alternative WHR sources
% Heat transmission0 2 4 6 8 10
25
20
30
15
10
5
0Ambient
Fig.18: Temperature and heat transmission diagram for a dual steam pressure waste heat
recovery exhaust boiler
Fig. 20: Typical engine room and casing
arrangement including advanced high power
waste heat recovery system for a large con-
tainer vessel

16 Quantum 9000
Shut down valveScrubber
Prescrubber
Blower
SeaWMC
FW
Cooler
Sludgetank
Watercleaning
Polis
hing
Scrubber pump
NaOHtank
NaOHpump
Buffertank
Change over valve
Dischargecontrol valve
On/off valve
Stopvalve
Exhaust outlet
MixCoolerWMC
Fig 21: EGR process diagram
Exhaust Gas Recirculation (EGR)
EGR is one of many methods to cut NOx
emissions from marine diesel engines.
The method of EGR has been used on
four-stroke engines, but it has not yet
been commercially available for large
two-stroke marine engines. By recircu-
lating part of the exhaust gas, a minor
part of the oxygen in the scavenge air
is replaced by the combustion products
CO2 and H2O. Besides reducing the O2
percentage in the combustion chamber,
the heat capacity of the combustion air
will be slightly increased and the temper-
ature peaks of the combustion will be re-
duced. Accordingly, the amount of NOx
generated in the combustion chamber is
reduced. The NOx reduction ratio is de-
pendent on the ratio of recirculation, but
is also followed by a minor fuel penalty.
Fig. 22: EGR fore end arrangement on a
two-stroke B&W 5S60ME-C8.2 engine
The EGR system on this ship will be
integrated with the main engine, an
example of which is shown in Fig. 22
below for a 5S60ME-C8.2 type engine.
The 9S80ME-C9.2-GI selected in this
project requires two turbochargers, so
the EGR system is therefore placed on
the fore end of the engine.
The principle of an EGR system is
shown in Fig. 21. Part of the exhaust
gas is diverted from the exhaust gas re-
ceiver through a scrubber, which cleans
the gas and reduces the temperature of
the exhaust gas. The gas flows through
a cooler, a water mist catcher and the
EGR blower, which raises the pressure
to the right scavenge air pressure. The
ratio of recirculation is controlled by the
blower, which in turn is controlled by
the oxygen content ratio of scavenge
air and exhaust.
A water handling system is installed in
connection with the scrubber. This sys-
tem controls the function of the scrub-
ber using a closed loop freshwater
system with the addition of an active
substance.

MAN B&W Diesel17Quantum 9000
Specification of the EGR system for a B&W 9S80ME-C9.2-GI
Gas system
EGR scrubber 1 (or 2) Integrated on engine
EGR pre-scrubber 1 (or 2) Integrated on engine
EGR cooler 1 (or 2) 17,600 kW Integrated on engine
EGR water mist catcher 1 (or 2) Integrated on engine
EGR blower - frequency controlled 1 (or 2) 760 kW Integrated on engine
Shutdown valve 1 (or 2) Integrated on engine
Change-over valve 1 (or 2) Integrated on engine
Compensators 2 (or 4) Integrated on engine
Water treatment system
WMC drainers - placed below WMC 3 (or 6) Integrated on engine
Scrubber drainers - placed below WMC 2 (or 4) Integrated on engine
Dirty buffer tank - placed below drainers 2 m3 stainless Water treatment unit
Clean buffer tank 2 m3 stainless Water treatment unit
Sludge tank 15 m3 stainless Ship system
Water cleaning unit (WCU) 120 m3/h 120 kW Water treatment unit
Clean water outlet valve 1 Ship system
Feed pump – frequency controlled 120 m3/h 3 bar 16 kW Water treatment unit
Scrubber pump – frequency controlled 100 m3/h 10 bar 48 kW Water treatment unit
NaOH storage tank - 50% NaOH solution 50 m3 stainless Ship system
NaOH day tank - 50% NaOH solution 1 m3 stainless Water treatment unit
NaOH dosing pump 250 l/h 2 bar 0.2 kW Water treatment unit
Cooling water
Cooling water for EGR Cooler 850 m3/h 2 bar Ship system
Electrical system
Frequency converter – feed pump 1 (or 2) In WTS cabinet
Frequency converter – scrubber pump 1 (or 2) In WTS cabinet
Frequency converter – blower 1 (or 2)
Brake resistance for blower 1 (or 2)
Electrical cabinet – WTS 1 Water treatment unit
Control system
EGR CU – MPC control system 1 Engine control room
EGR control display 1 Engine control room
Water handling CU – PLC control system 1 Engine control room
Water handling display 1 Engine control room
Table: 8

18 Quantum 9000
Emission data
The application benefits of the EGR sys-
tem are described in the emission data
diagrams shown in Fig. 23 and Fig. 24.
Assumptions:
Liq: HFO, 3% S, 86.7%C, LCV 42,700
Gas: LNG, 74.97% C, LCV 50,000
EGR system included for Tier III
Pilot fuel 5% at 100% load
Fig. 24: Emissions Main engine running on 100% HFO
Fig. 23: Emissions – Main engine running on LNG with pilot oil
405
410
415
420
425
430
435
440
445
450
455
460
0
2
4
6
8
10
12
14
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
CO2(g/kWh)NOx & SOx (g/kWh)
Engine Load (% SMCR)NOx - Tier II NOx - Tier III SOx CO2
540
545
550
555
560
565
570
575
0
2
4
6
8
10
12
14
16
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
CO2(g/kWh)NOx & SOx (g/kWh)
Engine Load (% SMCR)NOx - Tier II NOx - Tier III SOx CO2

MAN B&W Diesel19Quantum 9000
Test ExperienceEGR in Service on Alexander Maersk
From August 2008 until March 2010,
MAN Diesel & Turbo has developed,
designed, and manufactured the very
first Exhaust Gas Recirculation (EGR)
system for a two-stroke marine diesel
engine for operation on a container ves-
sel in service.
In partnership with A. P. Moller - Maersk,
the EGR prototype system has been in-
stalled, and commissioned, on the ves-
sel Alexander Maersk. The 1,092-teu
container vessel was built in 1998, and
it is currently sailing between Southern
Europe and Northern Africa. The main
engine is a Hitachi B&W 7S50MC Mk 6,
with a specified maximum continuous
rating of 10,126 kW at 127 rpm, origi-
nally equipped with two turbochargers.
Service test objective
The main objective of the service test is
to investigate the impact of running with
EGR on the main engine, i.e. cylinder
condition, exhaust system condition,
and EGR system condition. Besides
performance, settings and controlling,
the software needs to be tested “in situ”
in order to tune the control system for
best possible performance.
The EGR system developed for Alex-
ander Maersk is designed for minimum
20% recirculation of the exhaust gas,
which corresponds to minimum 50%
reduction of the NOx emitted, compared
with the basis emission level.
Design of a retrofit EGR system
The first retrofit EGR system is specifi-
cally designed for installation on Alex-
ander Maersk, using expertise obtained
during years of testing on the 4T50ME-X
research engine in Copenhagen. The
main EGR components are the scrub-
ber, cooler, water mist catcher, blower,
shutdown and changeover valves, water
treatment plant (WTP), water cleaning
unit (WCU), control, and safety systems.
The exhaust gas is drawn through the
scrubber, cooler, and water mist catch-
er, by suction created from the blower.
The exhaust gas is pressurised by the
blower, and then mixed with the charge
air in a unique charge air pipe before
entering the main engine coolers.
Within the scrubber, the exhaust gas
is mixed with water, which then be-
comes acidic due to the sulphur in the
exhaust gas dissolving in the water.
NaOH dosing is therefore required to
neutralise the acidic scrubber water. A
significant amount of particulate mat-
ter (PM) will also become suspended in
the scrubber water, which will also need
to be handled in the water treatment
unit (WTU). It is therefore necessary to
have a water cleaning unit (WCU) that
can remove the PM from the scrubber
water, and discharge it as concentrated
sludge into the sludge tank on the ves-
sel. The WCU is designed for cleaning
the scrubber water to enable discharge
of the cleaned water into open sea in
compliance with the IMO scrubber wa-
ter discharge criteria.
In order to make the EGR system easy
to operate for the ship crew and to en-
sure correct and fast reactions to en-
gine load variations, a fully automated
EGR control system was developed.
A standard MAN Diesel & Turbo MPC
controller is used as the main controller,
and as a secondary system, a PLC is
used for controlling the WTU.
Installation of EGR
In July 2009, Alexander Maersk docked
at Lisnave shipyard for 30 days, during
which all the large EGR components
were installed and the majority of the
installation work was completed.
The EGR unit (consisting of the scrub-
ber, cooler, water mist catcher, and
blower) was installed on the middle plat-
form, adjacent to the exhaust receiver
on the main engine. The two original
turbochargers were removed, and a
single high-efficiency turbocharger with
variable turbine area was installed in
their place, with the new charge air pipe
that distributes the mixture of charge
air and recirculated gas between the
two existing main engine coolers. The
main engine cooler elements were re-
placed with special nano-coated cooler
elements to prevent such corrosion
that might otherwise occur due to the
condensation of sulphuric acid caused
by possible carry-over of SOx. The re-
maining equipment and pipework for
the WTU was installed in the starboard
corner of the engine room, on the main
floor.
EGR in service
Commissioning of the EGR system
on Alexander Maersk commenced in
March 2010. All gas and water pipe
work has been pressure-tested, the
system functionality has been estab-
lished, and an initial service test after
500 hrs. has been scheduled to evalu-
ate the performance of the EGR sys-
tem. An additional 3,000 hrs. in service
is then planned for further evaluation of
the EGR. An important part of the serv-
ice test is to assess the effect of EGR
on a main engine over a period with the
engine running on heavy fuel oil (HFO).

20 Quantum 9000
The preliminary results from the com-
missioning phase have met our expec-
tations to the EGR system performance.
After some minor modifications, the sys-
tem is now fully functional.
ME-GI
The first gas-fuelled two-stroke engine
went into operation in July 1994, at
the Chiba power station in Japan. This
12K80MC-GI-S engine went on to op-
erate on gas fuel for 20,000 hrs. from
1994 to 2001, successfully proving the
technology behind the MAN Diesel &
Turbo two-stroke gas-fuelled engine
concept. The engine concept has been
class approved, and all the experience
gained from Chiba has been incorpo-
rated into the ME-GI engine design.
In order to promote the ME-GI concept
further, MAN Diesel & Turbo has de-
cided to make a full-scale demonstra-
tion and performance verification test of
the gas injection principle for all kinds of
marine applications on its R&D research
engine, which was rebuilt to a 4T50ME-
GI engine ready to operate on natural
gas at the beginning of 2011.
MAN Diesel & Turbo sees significant
opportunities arising for gas-fuelled
tonnage, as fuel prices rise and exhaust
emission limits tighten. Indeed, previ-
ous research indicates that the ME-GI
engine, when combined with exhaust
gas recirculation (EGR) and waste heat
recovery (WHR) technologies, delivers
significant reductions in CO2, NOX and
SOx emissions and, thereby, fulfilling
Tier II and Tier III regulations.
The test plan continues the momentum
built up at a ceremony in Copenhagen
in 2010, where MAN Diesel & Turbo
signed an agreement with Korea’s Dae-
woo Shipbuilding & Marine Engineering
Co., Ltd. (DSME) to jointly develop and
exploit the adaptation of DSME’s high-
pressure cryogenic gas-supply system
for installation with the ME-GI engine.
ME-GI two-stroke engines features
economical and operational benefits
compared with other low speed engine
plants, irrespective of ship size. Based
on the successful electronically con-
trolled ME heavy-fuel-burning diesel
engines, the ME-GI design accommo-
dates natural gas and liquid fuels.
MAN B&W ME-C and ME-GI engines
are broadly similar, and essentially
share the same efficiency, output and
dimensions. In comparison, the key
components of the ME-GI engine are
its modified exhaust receiver, modified
cylinder cover with gas injection valves
and gas control block, an enlarged top
gallery platform, high-pressure fuel sup-
ply pipes, and gas control units.
Gas Supply System
Dual fuel operation with ME-GI requires
the injection of both pilot fuel and gas
fuel into the combustion chamber. Dif-
ferent types of fuel valves are used for
this purpose, with two additional valves
fitted for gas injection together with the
two original HFO fuel valves, which are
used for pilot fuel injection.
As known from LNG carriers, the ar-
rangement of LNG systems on board
ships must fulfil class rules – more
about this in the section titled “Class
requirements”.
The fuel gas supply (FGS) system for
the ME-GI engine requires a delivery
pressure of 300 bar and a temperature
of 45ºC ±10ºC. Today, several supply
companies can deliver high-pressure
cryogenic pumps or compressor sys-
tems to fulfil these requirements, see
Fig. 25.
Fig. 25: LNG FGS unit suppliers

MAN B&W Diesel21Quantum 9000
These suppliers have experience with
FGS systems, and are able to supply
LNG tanks for ME-GI projects in some
cases. In this project, the most relevant
FGS system consists of a high-pressure
cryogenic pump with capacity for BOG
GCU *
No boil off gas pressurized tank
Fuel tanks
HP pumpLNG Drum
LNG damper
Cool down and mini flow line
LNG vaporizer
Supply system
ME-GI engine
Two-stroke engine
M
PCPC
* Optional
Fig. 26: LNG Fuel Gas Supply (FGS) system with high-pressure cryogenic pump (courtesy of
Cryostar)
ACCU
V5
V3
GAS BLOCK
GASVALVE
FUELVALVE
CONTROLOIL
PILOT OIL
FUELVALVE
GASVALVE
SEALING OIL
ELFI
XC6103
PT6110
PT6405
HYDRAULIC OIL DRAIN
FUEL OIL INLET
FUEL OIL DRAIN
ELGI
FUEL OILPRESSUREBOOSTER
HYDRAULIC OIL
SEALING OIL UNIT
ELWI
DRAIN
PT6104
621
620
421 420
6333XT
V4 625
FUEL GASSUPPLY SYSTEM
V1NC
V2NO
SILENCER
V7NC
ZSZSZS ZS
ZS
PT
ZS
SILENCER
PT
Gas controlsystem
601760116010
6013 6012
6015 60166006
Gas venting pipe
K3
INERT GASDELIVERING
UNIT
PT
V9
6321
6023
ZS
6022
ZS
NC
V6NC
AIR SUPPLY 7BAR
P9 P2
??????
XC6001
INERT GASDELIVERING
UNIT
XC6018
XC6014
XC6019
9BAR
XC6320
<0,1bar
6021
ZS
6020
ZS
PT6024
INSIDEENGINEROOM
OUTSIDEENGINEROOM
INERT GAS SYSTEM
GAS SUPPLY SYSTEMCYLINDER COVER
XT6231
XT6232
VENTINGAIRINTAKE
XC
XT
AIR SUCTION
FS6302
6332
FS6303
6312
VENTILATINGSYSTEM FORTHE ENGINE
SEALING OIL SYSTEM
HYDRAULIC OIL,PILOT OIL,SEALING OIL SYSTEM
Fig. 27: Diagram of ME-GI auxiliary systems
burn off in a gas combustion unit. In
fact, for all vessel types other than LNG
tankers it would probably not (depend-
ing on tank size/route) be necessary to
have a reliquefaction system installed
on board, and a high-pressure cryo-
genic pump would be the most energy
efficient method of gas fuel delivery to
the ME-GI engine. The energy required
by the FGS system is very low, and cor-
responds to an approx. 0.5% reduction
of the efficiency of the ME-GI engine
compared with an ME-C engine.
The gas injection valve design is shown
in Fig. 28. This valve complies with tra-
ditional design principles of the com-
pact design. Gas is admitted to the
gas injection valve through bores in the
cylinder cover. To prevent a gas leak-
age between the cylinder cover/gas
injection valve and the valve housing/
spindle guide, sealing rings made of
temperature and gas resistant material
have been installed. Any gas leakage
through the gas sealing rings will be led
through bores in the gas injection valve
to the space between the inner and the
outer shield pipe of the double-wall gas
piping system. Such a leakage will be
detected by HC sensors.
Head – Gas valve
Housing
Spring
Spindle
Spindle guide
Holder
NozzleSealing ring
O-ring
Fig. 28: Gas injection valve

22 Quantum 9000
The gas acts continuously on the valve
spindle at a max. pressure of about
300 bar. To prevent gas from entering
the control oil actuation system via the
clearance around the spindle, the spin-
dle is sealed by sealing oil at a pressure
higher than the gas pressure (25-50 bar
higher). The pilot oil valve is a standard
ME fuel oil valve without any changes,
except for the nozzle. The fuel oil pres-
sure is constantly monitored by the GI
safety system in order to detect any
malfunctioning of the valve. The fuel oil
valve design allows operation solely on
fuel oil up to SMCR, with capacity for
10% above SMCR once every consec-
utive 12-hour period. In the gas engine
mode, the ME-GI can be run on fuel oil
at 100% load at any time, without stop-
ping the engine. However, for prolonged
operation on fuel oil, it is recommended
to change the nozzles and gain an in-
crease in efficiency of around 1% when
running at full engine load.
As can be seen in Fig. 29, the ME-GI
injection system consists of two fuel oil
valves, FIVA (fuel injection valve actua-
tor) to control the injected fuel oil profile,
and two fuel gas valves, ELGI (electron-
ic gas injection) for opening and clos-
ing of the fuel gas valves. Furthermore,
it consists of the conventional fuel oil
pressure booster, which supplies pilot
oil in the dual fuel operation mode. The
fuel oil pressure booster is equipped
with a pressure sensor to measure the
pilot oil on the high-pressure side. As
mentioned earlier, this sensor monitors
the functioning of the fuel oil valve. If
any deviation from a normal injection is
found, the GI safety system will not al-
low opening for the control oil via the
ELGI valve. In this event, no gas injec-
tion will take place.
Under normal operation where no mal-
functioning of the fuel oil valve is found,
the fuel gas valve is opened at the cor-
800
600
400
200
00 5 10 15 20 30 3525 40 45
Deg. CA
Bar abs
Pilot oil pressure
Control oil pressure
Low pressure fuel supply
Fuel return
Inje
ctio
n
Gas supply
Position sensor
Measuring andlimiting device.Pressure booster(800-900 bar)
300 bar hydraulic oil.Common withexhaust valve actuator
The system provides:Pressure, timing, rate shaping, main, pre- & post-injection
FIVA valve
ELGI valve
Fig. 29: ME-GI fuel/gas injection system.
rect crank angle position, and gas is in-
jected. The gas is supplied directly into
an ongoing combustion. Consequently,
the risk of having unburnt gas, eventual-
ly slipping past the piston rings and into
the scavenge air receiver, is considered
very low. Monitoring the scavenge air
receiver pressure and combustion con-
dition safeguards against such a situa-
tion. In the event of too high a combus-
tion pressure, the gas mode is stopped,
and the engine returns to burning fuel
oil only. The gas flow to each cylinder
during one cycle is be detected by
measuring the pressure drop in the ac-
cumulator. By this system, any abnor-
mal gas flow, whether due to seized gas
injection valves or blocked gas valves, is
detected immediately. In this event, the
gas supply is discontinued and the gas
lines are purged with inert gas, and the
engine continues running on fuel oil only
without any loss of power.

MAN B&W Diesel23Quantum 9000
LNG Tanks
For merchant ships, several possibili-
ties of equipping the ship with an LNG
tank are available. For smaller ship
sizes, prefabricated vacuum-isolated
cryogenic tanks can be found in a wide
range of sizes with an allowable work-
ing pressure of up to 20 bar. Some of
these tanks have been installed and are
already in operation on ferries and sup-
ply vessels.
For bigger ships, several other possi-
bilities exist, some of which are listed
below:
� Membrane tank design
Dominating for LNG carriers, but vul-
nerable to sloshing.
BOR range 0.14-0.2%/day.
� Spherical tanks, i.e. Moss type
Self-supporting and invulnerable to
sloshing, but space problems and
very few manufacturers.
BOR 0.14-0.2%/day.
� IHI type B tanks
Self-supporting and invulnerable to
sloshing. Low-pressure tanks and
built on a licence in some yards.
BOR 0.14-0.2%/day.
� TGE type C tanks
Single or bilobe design, 4 barg pres-
sure vessel tank design (up to 50
travelling days), self-supporting and
invulnerable to sloshing.
BOR 0.21-0.23%/day.
The IHI B-type tank design and the C-
type design from TGE seem to be the
most promising for larger conventional
ships. Common for both tank designs
is that it is possible to operate the ship
with a partially filled tank, which is a ba-
sic requirement when using the tank for
fuel storage. The above tank designs
have advantages and disadvantages.
For instance, in the IHI design it is pos-
sible to adapt the tank form to follow
the shape of the ship. Practically any
tank size can be chosen. In the TGE de-
sign, the hull form can only be followed
to some extent if the bilobe design. The
max. tank size in the bilobe design is in
the range of 20,000 cum.
The space required for the LNG tanks
is almost 2.5 times the size of an HFO
tank system, due to lower density and
the heavy insulation required to keep
the LNG cold – an area where shipyards
need to develop new arrangement ideas.
An advantage of the TGE tank design
is the ability to accumulate the BOG in
the tank during operation, thanks to its
allowable working pressure of up to 4
barg. If a non-pressurised tank design
is used, an alternative method to han-
dle BOG has to be incorporated in the
fuel gas supply system. Therefore, the
C-type tank has been chosen for this
project, eliminating the need for any reli-
quefaction system. The pressure rise in
the LNG storage tanks for this vessel is
illustrated in Fig. 30.
With this in mind, it can be concluded
that the technology for a gas driven
two-stroke ME-GI engine is available.
2,0
2,5
3,0
3,5
4,0
4,5
0,00 5 10 15 20 25 30 35 40 45
0,5
1,0
1,5
Tank pressure [bar g]
Sailing time [days]
Pressure increase estimation for type C tanks
4 bar g designmax. level: 90.3%
Tank volume: 2x2,500m3
Insulation: 300mm PS/PUInitial pressure: 140 mbar g
LNGcomposition:N2: 2%CO2: 0%C1: 89%C2: 5.5%C3: 2.5%C4: 1%
304L: 2.5 bar gmax. level: 92.6%
Fig 30: Pressure rise in LNG storage tanks for Quantum vessel courtesy of TGE Marine Gas
Engineering

24 Quantum 9000
Class Requirements
The gas engine, LNG tanks and gas
fuel systems are designed according
to the requirements set out in the DNV
class rules for gas-fuelled engine instal-
lations [2] and IMO's Interim Guidelines
on safety for natural gas-fuelled engine
installations in ships [3], as summarised
in the following.
Redundancy
The propulsion and fuel supply system
must be so designed that the remaining
power for propulsion and power gener-
ation after any gas leakage with follow-
ing safety actions is in accordance with
the requirements for remaining power
and main functions after a single failure.
The ME-GI main engine has full fuel flex-
ibility, meaning that the fuel oil is also a
back-up fuel for the LNG.
Engine room and piping
The engine room is designed as an in-
herently gas safe machinery space. This
implies that the engine room is consid-
ered gas safe under all conditions, nor-
mal as well as abnormal conditions.
All gas supply piping within the machinery
space boundaries must be enclosed in a
gas tight enclosure, i.e. double wall pip-
ing or ducting. Gas fuel piping must not
be led through accommodation spaces,
service spaces or control stations. Gas
pipes passing through enclosed spaces
in the ship must be enclosed in a duct.
This duct must be mechanically under-
pressure ventilated.
Gas piping must not be located less
than 760 mm from the ship’s side. An
arrangement for purging gas bunker-
ing lines and supply lines with nitrogen
must be installed. The double piping
between the forward tank room and
the engine room is fitted in the dou-
ble bottom, with the required distance
from side and bottom. Gas supply lines
passing through enclosed spaces must
be completely enclosed by a double
pipe or duct.
The arrangement and installation of the
high-pressure gas piping must provide
the necessary flexibility for the gas sup-
ply piping to accommodate the oscillat-
ing movements of the engine, without
running the risk of fatigue problems.
The length and configuration of the
branch lines are important factors in
this regard.
Storage tanks and tank room
The tank room boundaries must be
gas tight. The tank room must not be
located adjacent to machinery spaces
of category A. If the separation is by
means of a cofferdam, then additional
insulation to class A-60 standard must
be fitted. Access to the tank room is as
far as practicable to be independent
and direct from open deck.
The storage tank used for liquefied gas
must be an independent tank designed
in accordance with the Rules for Clas-
sification of Ships, Pt.5 Ch.5 Sec.5,
which is in accordance with the IMO
International Gas Carrier Code (IGC
Code). The tank is to be either an IMO
type A, B or C tank. Here, a type C tank
is used.
Pressure relief valves must be fitted.
The outlet from the pressure relief valves
must be located at least B/3 or 6 m,
whichever is greater, above the weather
deck and 6 m above the working area
and gangways. It must be possible to
empty, inert and purge bunker tanks
and associated gas piping systems.
Gas in a liquid state with a maximum
acceptable working pressure of 10 bar
can be stored in enclosed spaces. The
gas storage tank(s) must be located as
close as possible to the centreline and:
� minimum, the lesser of B/5 and 11.5
m from the ship side
� minimum, the lesser of B/15 and 2 m
from the bottom plating
� not less than 760 mm from the shell
plating.
In the current concept, the distance to
side and bottom satisfies the above re-
quirements. For vessels other than pas-
senger vessels, a tank location closer
than B/5 from the ship side may be ac-
cepted and approved by the Society,
on a case by case basis.
The storage tank and associated valves
and piping must be located in a space
designed to act as a secondary barrier
in case of a liquid gas leakage. Alterna-
tively, pressure relief venting to a safe
location (mast) can be provided. The
space must be capable of containing
leakage and be isolated thermally, so
that the surrounding hull is not exposed
to unacceptable cooling in the event
of a liquid gas leakage. This second-
ary barrier space is called “tank room”
in other parts of this chapter. When the
tank is double-walled and the outer
tank shell is made of cold resistant ma-
terial, a tank room could be arranged as
a box fully welded to the outer shell of
the tank, covering all tank connections
and valves, but not necessarily all of the
outer tank shell.

MAN B&W Diesel25Quantum 9000
Bunkering station
The bunkering station must be located
so that sufficient natural ventilation is
provided. Stainless steel drip trays must
be fitted below liquid gas bunkering
connections and where leakages may
occur. The drip trays should be drained
over the ship’s side by a pipe that pref-
erably leads down near the sea. The
surrounding hull or deck structures
must not be exposed to unacceptable
cooling in case of leakage of liquid gas.
The bunkering system must be so ar-
ranged that no gas is discharged to the
air during filling of the storage tanks.
A manually operated stop valve and a
remote operated shutdown valve in se-
ries, or a combined manually operated
and remote valve must be fitted in every
bunkering line close to the shore con-
necting point. It must be possible to
release the remotely operated valve in
the control location for bunkering op-
erations and/or another safe location.
Means must be provided for draining
the liquid from the bunkering pipes at
bunkering completion. Bunkering lines
must be arranged for inerting and gas
freeing. The bunkering pipes must be
gas-free during operation of the vessel.
In addition to the above requirements,
the rules contain specific requirements
to ventilation, gas detection and fire
protection of tank room, engine room
and bunkering station.
Bunkering
The availability of LNG and how to
bunker it is often put forward as the
main challenge when it comes to run-
ning large ocean-going ships on LNG.
A number of LNG terminals exists
around the world, and more are under
construction, but so far only Northern
Europe has infrastructure for LNG bun-
kering ready.
The most realistic bunkering option in
the short term is taking LNG directly
from the international trading network
for LNG. Here, there are three different
sources of bunker; import terminals, ex-
port terminals and LNG carriers. Bunker-
ing directly from an LNG import or export
facility would represent no major techni-
cal barriers. However, the container ship
has to sail to the terminal location, which
could represent a substantial cost.
A better option is to take LNG from
import/export terminals via dedicated
LNG carriers or bunkering barges to a
suitable bunkering location. The con-
tainer ship would dock alongside the
carrier/barge, or the LNG carrier/barge
could dock alongside vessel while it is
loading/unloading.
This solution is flexible with the possibil-
ity of low investment cost in the case of
the existing LNG carrier option. Bunker-
ing from a LNG barge to a ship is not a
technical challenge, since LNG transfer
between LNG carriers is already being
done today. However, when it comes to
LNG fuel bunkering, there is a regula-
tory gap that needs to be filled to cover
this type of operation.
In order to limit the need for bunker ca-
pacity on the ship, it is proposed to re-
fuel LNG once in Asia and once in US.
There are currently terminals in both
places that could be suitable for bun-
kering. Fig. 32 shows a map of existing,
proposed, approved and under con-
struction liquefaction and regasification
facility stations in Japan. It is assumed
that refuelling would take place at a sta-
tion close to Yokohama.
In the US, refuelling is assumed to take
place on the West Cost, at Port Dolphin
outside of Los Angeles. This is an ap-
proved LNG terminal not yet built.
The refuelling time is currently estimated
to 8 hours, but it is expected that the
bunkering rate can be increased in the
future, so that the refuelling time can be
reduced. Ship-to-ship transfer of LNG
is done with several thousand cbm/h
so, technically, high bunkering rates are
achievable. However, as bunker supply
infrastructure is not yet in place, there
are no supply vessels available with large
diameter connections and high capacity
pumps. A bunkering rate of about 800
cbm/h is considered realistic to start with.
If the ship must go to a dedicated bun-
kering site, some time will have to be
added for this operation. In principle,
the bunkering could also take place in
the container terminal while loading and
unloading cargo, which would eliminate
the extra bunkering time for LNG refu-
elling. However, this would have to be
approved by the port authorities in each
relevant port.
Fig. 31: LNG transfer from LNG carrier to LNG
bunker barge

26 Quantum 9000
In preparation for bunkering, the fuel
tank pressure should be lowered as
far as possible by use of spray pumps,
shutdown of “pressure build-units” and
– if available – switching compressors to
direct suction from vapour phase. Fur-
ther, the bunker piping must be cooled
down by circulating LNG.
Hull Optimisation
The ship hull has to be designed for op-
timal efficiency according to the opera-
tional profile defined. The design speed
for Quantum 9000 is 22 knots, which
is lower than the normal design speed
for modern large container ships. In
addition, containerships are in the fu-
ture likely to operate at a wide range of
speeds. Modern engines and propulsion
systems are designed with great flexibil-
ity and are capable of running at various
power settings. However, the ship, as a
system, will operate at a high efficiency
level only if also the hull is designed to
operate at off-design conditions. A flex-
ible hull design with respect to the op-
erating speed and displacements will
translate into a reduction of fuel costs
and emissions to air, thus making the
ship more profitable and greener. Vari-
ous hull parameters have been studied
to arrive at the optimal main dimensions
and hull lines. The resulting hull has a
wider beam and a lower block coeffi-
cient than conventional designs.
The new Panama Canal dimensions give
designers more freedom when deter-
mining the hull length and breadth, while
the maximum draught is still restricted
by port limitations. Several hull parame-
ters need to be evaluated in order to op-
timise the hull efficiency: length, breadth,
block coefficient, longitudinal centre of
floatation and bulb shape, among oth-
ers. Computational Fluid Dynamic (CFD)
tools are used to optimise the main hull
dimensions. The wave patterns and the
pressure distribution on the hull can be
estimated and used to compare differ-
ent possible design alternatives
Fig. 33 shows the difference in wave
pattern at design draught and design
speed for a hull with two different block
coefficients. Here it can be seen that
the hull with the higher block coefficient
has more pronounced forward shoulder
and aft shoulder waves in addition to a
more prominent stern wave system.
Fig. 33: 1 Wave pattern at design draft, 22
knots: Cb=0.58 (top) vs Cb=0.62 (bottom)
A study has been carried out to assess
the length/breadth ratio. The breadth
of a container ship can only be varied
in steps determined by the container
width. Starting with a beam of 45.5 m,
the breadth was increased to 48 m and
50.5 m. The latter is over the maximum
breadth of 49 m allowed by the new
Panama Canal, but it was included for
comparison purposes. The effect of the
change of breadth on the hull resistance
is illustrated in Fig. 34. The figure covers
a speed range from 16 to 24 knots. The
resistance is shown relative to a breadth
of 48 m. It can be seen that the effect
of breadth is negligible at the design
speed, while at lower speeds the wid-
er hulls have lower resistance. Hence,
a wider beam is likely to have a lower
resistance in average, and allows for a
reduction in ship length at the same dis-
placement.
Fig. 32: Existing, proposed, approved and under construction liquefaction and regasification facil-
ity stations in Japan

MAN B&W Diesel27Quantum 9000
Fig. 34: Hull resistance for different vessel
breadths shown as ratio to the 48 m hull
Having selected the beam, a study was
carried out to determine the optimum
block coefficient. A block variation from
0.58 to 0.62 was investigated, as seen
in Fig. 35. Typically, the block coefficient
for similar container ships is higher. It
can be seen that the penalty in resist-
ance of increasing the block coefficient
at higher speeds is heavy. However, at
speeds lower than 21 knots, a higher
Cb would give higher hull efficiency. It
should also be remembered that a cer-
tain increase in resistance at high speed
would result in a heavier fuel penalty
than the same reduction in resistance
at lower speeds.
Fig. 35 Hull resistance for different block coef-
ficients shown as ratio to the Cb=0.58 hull.
General Arrangement
The main target for the arrangement is
to have maximum loading capacity tak-
ing into account the space needed for
LNG tanks. A twin island arrangement
is found to have clear benefits in this
respect.
Midship section
In the Quantum 6000-teu design, the
deck has been made wide with a nar-
row ship side to maximise the loading
capacity in the hold and on deck. How-
ever, for the larger Quantum 9000-teu
the wide deck solution is not possible
due to the New Panama Canal limita-
tion. For the same reason, a narrow
ship side does also not give any benefit,
as illustrated in Fig. 36. Hence, a con-
ventional midship section is chosen.
Twin vs single island
The twin and single island options were
investigated and compared. It became
clear that a twin island solution gives
the best loading capacity, in addition
to a number of other benefits. This is
mainly due to the SOLAS visibility line
requirement, shown in Fig. 37, which for
a twin-island concept allows higher teu
stacks forward in the ship.
The twin island solution is also benefi-
cial when space is needed for the LNG
tanks. As a result, the teu capacity in-
creased by over 10% compared with a
conventional single island design.
The main advantages with a twin island
solution are:
� Maximizing carrying capacity
� Possible to place LNG tanks in the
area below fwd wheelhouse
� Achieve better crew comfort thanks
to lower vibration levels
� Reduce hatch cover deformations fwd
� Less shaft length since E/R more aft
� Better load distribution, reduced trim
and need for ballast water
� Increased safety by better visibility
� Better load distribution, giving lower
bending moment and reduced trim
� Better sight, giving reduced collision
risk when maneouvering in port
The disadvantage of the twin island is
somewhat increased building cost, and
some operational challenges due to the
large distance between superstructure
and engine room.
The final general arrangement is shown
in Fig. 36.
0.90
0.95
1.00
1.05
1.10
14 16 18 20 22 24 26
Rt [ratio to Rt 48]
V [knots]
B = 45.5 mB = 48.0 mB = 50.5 m
0.90
0.95
1.00
1.05
1.10
1.15
14 16 18 20 22 24 26
Rt [ratio to Rt 0.58]
V [knots]
Cb = 0.58Cb = 0.60Cb = 0.62Cb = 0.64
Fig.36: Midship section

28 Quantum 9000
LNG Tank Arrangement
The Quantum 9000-teu has an LNG
storage capacity of approximately
6,500 m3 LNG, divided on two tanks of
2,500 m3 below the forward deckhouse
and an LNG day tank next to the engine
room with storage capacity of 1,500
m3. The tank arrangement is shown in
Fig. 38 and 39. The fuel oil is located in
cofferdam bulkheads with a capacity of
4,000 tons, giving the ship full flexibility
to run on HFO or LNG. As the concept
is focusing on available technology,
the LNG fuel tanks chosen are of the
C type, which is state of the art today.
These are standard reliable tanks with
long service experience. They are capa-
ble of pressure build-up in case of zero
consumption, and can accommodate
high bunkering rates. Installation is also
quick and easy. The main disadvantage
is the space requirement, which may
lead to development of new, prismatic
tank types in the future.
Main Engine Room Safety
A recently completed investigation, initi-
ated by a group of players in the LNG
market, questioned the use of a 250-
bar gas supply in the engine room.
Especially if located under the ship’s
accommodation area, where the crew
is working and living. Even though the
risk of full rupture of both the inner and
outer pipe at the same time is consid-
ered close to negligible, and in spite of
the precautions introduced in the sys-
tem design, MAN Diesel & Turbo found
it necessary to investigate the effect of
such an accident, as the question re-
mains in parts of the industry; what if a
double-wall pipe fully ruptures and gas
is released from a full opening and is ig-
nited?
As specialists in the offshore industry,
DNV was commissioned to simulate
such a worst-case situation, study the
consequences and point to the appro-
priate countermeasures. DNV’s work
comprised a CFD (computational fluid
dynamics) simulation of the hazard of
an explosion and subsequent fire, and
an investigation of the risk of this event
ever occurring and at what scale. As
input for the simulation, the volume of
the engine room space, the location
of major equipment, the air ventilation
rate, and the location of the gas pipe
and control room were the key input
parameters.
Realistic gas leakage scenarios were
defined, assuming a full breakage of
the outer pipe and a large or small hole
in the inner fuel pipe. Actions from the
closure of the gas shutdown valves,
the ventilation system and the ventila-
tion conditions prior to and after detec-
tion were included in the analysis. The
amount of gas in the fuel pipe limits the
duration of the leak. Ignition of a leak
causing an explosion or a fire is further-
more factored in, due to possible hot
spots or electrical equipment that can
give sparks in the engine room.Fig. 38: LNG tank section frame
Fig. 39: LNG tank illustration
Fig. 37: Difference in “line of sight” between single and twin island

MAN B&W Diesel29Quantum 9000
Calculations of the leak rate as a func-
tion of time, and the ventilation flow
rates were performed and applied as
input to the explosion and fire analyses.
Recommendations for the Utilisation of Available Energy from LNG
When bunkering LNG, you also bunker
available energy (exergy) that can be
used for cooling purposes. Today this
potential is not utilised; instead most
systems use extra energy to pump
heating fluids like seawater and glycol/
water to the LNG fuel systems.
When this “added cooling value” for
LNG is utilised, it will improve the LNG
cost picture, although it is not taken into
consideration in the final cost-benefit
assessment in this paper.
The Quantum 9000 concept operates
at a load of 85 % MCR most of the time,
using LNG and a small amount of pilot
fuel:
� Gas consumption (from LNG) at 85
% MCR: 134,1 g/kWh
� Pilot fuel consumption at 85 % MCR:
10 g/kWh
The heating capacity needed for regasi-
fication of LNG to NG is approximately
3.5-4 % of the engine capacity running
on natural gas (or LNG percentage);
two-stroke low speed engines like the
ME-GI engine is located in the lower in-
terval due to temperature rise in the LNG
during compression to 300 bar (~10°C
rise).
Based on the main engine gas con-
sumption at 85 % load and the need
for heat exchange for regasification, we
have approximately 1,000 kW available
for cooling purposes. The upper part of
this heat exchange (to raise the natural
gas to 45°C) has to be done against a
heat source with a matching tempera-
ture interval, like the main engine high
temperature cooling circuit. The quest
is to minimise the net heat transfer to
the surroundings (air & sea).
First priority should be to utilise cooling
needs close to the engine room (cold
box/room) for reasons of feasibility and
the costs involved. The air conditioning
system, engine related measures and
cargo holds near the engine room and
cargo holds with reefers are good can-
didates for this purpose.
The available energy (exergy) from LNG
regasification varies with engine load
(SFOC), for engine loads below 25 %
the engine runs on fuel oil only (engine
limitation).
It is therefore clear that the system de-
sign and flexibility is currently restricted,
and the easiest way to exploit the cold
LNG that needs to be vaporized is to
modify the systems that have to cope
with “normal” conditions without LNG
available for cooling.
The available energy for cooling pur-
poses could be utilised to:
1. Reduce power consumption for
reefer containers. Shave off peak
air temperatures in the cargo hold
2. Aproximately 7°C is achievable when
running in gas mode at 85 % MCR
(5-10 % reduction in power need for
reefer containers)
3. Cool down the air supply to turbo-
charger or main engine. Potential to
cool down air supply to turbocharger
or main engine which results in a gain
in main engine efficiency
4. Other cooling needs. ~20-30% ad-
ditional reduction in power need for
seawater cooling pumps when used
in combination with frequency con-
verters
Peak temperatures in air and seawa-
ter tend to increase the power need
per degree more than at lower ambi-
ent temperatures; overall gain might be
best if measures are combined.
Reduction of Power need for Reefer Containers
The Quantum 9000 concept has 131
reefer containers below deck in cargo
holds. Reefer containers are the second
largest power consumer after propul-
sion; they need a lot of power and air
changes.
To control the peak temperature in the
cargo holds with reefer containers would
result in a reduction in power consump-
tion. It might also lead to a reduction in
power need for cargo hold fans if the
available cooling capacity results in the
use of a lower air ratio per reefer con-
tainer, today this might vary from 60 to
100 m3/h per reefer container.
If we study different datasheets from
producers of reefer machines, we see
that the power curves are steeper at
high ambient temperatures; rise in
power need from 40 to 45°C is approxi-
mately twice the rise in power need
from 30 to 35°C.

30 Quantum 9000
For the Quantum 9000 concept the po-
tential to cool down the air supply to the
cargo hold is approximately 7°C, based
on the main engine LNG use at 85%
load:
� The air supply temperature to the car-
go hold is reduced from 35 to 28°C,
and the power need for reefer con-
tainers is reduced by ~5% (~350,000
kWh saved per year)
� The air supply temperature to the car-
go hold is reduced from 45 to 38°C,
and the power need for reefer con-
tainers is reduced by ~8% (~490,000
kWh saved per year)
� The air supply temperature to the
cargo hold is reduced from 50 to
43°C, and the power need for reef-
er containers is reduced by ~10%
(~650,000 kWh saved per year)
Lowering the supply air temperature to
cargo holds with reefer containers gives
a moderate direct saving. Spin-off sav-
ings like maintenance reductions and
fewer “problems” with temperature-
sensitive goods might further improve
the potential savings. Conservative de-
sign values for air changes and ambient
temperatures also put restrictions on
the savings potential.
The cargo mix and the type of reefer
containers affect the potential savings.
A state-of-the-art reefer container has
advanced automatic controls and soft-
ware that adjust air changes, tempera-
ture and, thereby, power consump-
tion in a way that 25-50 % savings are
achievable. With such state-of-the-art
reefers in the cargo hold, the gain of
controlled air temperature to the cargo
hold could be further improved.
Real life data for reefer power con-
sumption at different ambient tempera-
tures is not easily available and also
varies with type and quality (baseline vs.
state of the art); an old reefer container
may need two times as much power
as state-of-the-art reefer containers.
Future work together with shipown-
ers/operators of container ships, reefer
makers and other manufacturers would
be the best way to improve the overall
energy efficiency and gain experience
while maintaining the flexibility to oper-
ate under all conditions (with or without
the energy available from LNG).
Cool Down Air Supply to Turbocharger
Utilising the low-temperature LNG to
lower the inlet air or charge air tempera-
ture increases the power and torque of
the main engine; keeping the inlet air or
charge air temperature as low as possi-
ble, but not below the minimum allowed
temperature specified by the engine
maker improves the energy efficiency of
the engine.
Based on the main engine air need and
LNG use at 85% load, the available
cooling energy from the LNG regasifica-
tion has the potential to cool down the
air supply to the turbocharger with ap-
proximately 12-13°C; a maximum 0.7
% gain in energy efficiency of the main
engine could be achieved in this case
dependent on the main engine tun-
ing characteristics, however, there are
some technical challenges to overcome
in order to accomplish this.
Another option is to cool down the
charge air, using a medium to transfer
the cooling effect from LNG vaporisation
to the main engine coolers; a maximum
of 0.6% gain in energy efficiency could
be achieved in this case dependent on
the main engine tuning characteristics.
Other Cooling Needs
Maximum savings are achieved for heat
exchange against direct cooling needs
like air conditioning where the power
input is about one third of the cooling
need. If the Quantum 9000 concept
needed 1000 kW for air condition-
ing (cooling), then the potential sav-
ing would be approximately 330 kW
(~30%). Designing the air conditioning
needs for Quantum 9000 was not part
of the scope, so these values are given
to illustrate potential savings.
Another energy efficiency candidate is
the seawater cooling system, where it
is important for the engine maker that
the system delivers the cooling capacity
needed at any condition.
For a water pump, a 50% volume flow
gives an 87.5% reduction in power con-
sumption with speed reduction instead
of throttle regulation (affinity laws).
1
1
22 Q
nnQ ×
1
3
1
22 P
nnP ×
The use of frequency converter for sea-
water pumps to optimise pump speed
according to ambient seawater tem-
perature is deemed to be a low-hanging
fruit for energy efficiency improvements
and, typically, saves approximately
50%. This figure varies according to the
operational profile and sailing pattern.
With LNG available for cooling this
saving will be improved and amplified
(constant cooling at reduced flow gives
increased temperature difference); we
can control and lower the seawater
temperature to the central cooler most

MAN B&W Diesel31Quantum 9000
of the time without tampering too much
with the system. When LNG is not avail-
able, the frequency converter will opti-
mise the power use based on ambient
conditions.
Additional 20-30% reduction in power
need for seawater cooling is expected
when used in combination with fre-
quency-converter-controlled seawater
pumps.
Although the potential savings of uti-
lising the cryogenic LNG energy avail-
able are moderate, the costs involved
to achieve this savings are small com-
pared with many other possible meas-
ures considered today. To utilise the
available energy (exergy) in LNG for
cooling purposes leads to increased
savings instead of increased costs.
Ballast Water
Sailing with ballast water comes with a
cost, both due to the significant amount
of energy necessary to transport the
seawater across the oceans, and due
to the cost of treating it. Eliminating or
reducing the amount of ballast water
needed in future ship designs offers a
large potential gain.
With the wider beam, the need for bal-
last water for stability is eliminated for
most loading conditions. However, the
trim and longitudinal bending moment
may be an issue for some conditions,
depending on the weight distribution of
the containers.
In principle, the trim and bending mo-
ment can be controlled by using an
intelligent loading system, hence dis-
tributing the weight properly in the lon-
gitudinal direction. In this case, ballast
water is not needed, which means that
fuel can be saved and ballast water
treatment can be avoided.
Due to logistics, it may not always be
possible to load the ship in the preferred
manner, and ballast water may then be
needed. However, also in the design
phase there are options for reducing the
need for ballast water for trimming and
bending moment reduction:
1. The shorter and wider ship has a
smaller bending moment compared
with the longer ship, for a compa-
rable loading condition. Hence, the
need for ballast water to control the
bending moment is reduced.
2. By increasing the design draught, the
ship will have more buoyancy in the
fore and aft part. This also contributes
to reducing the bending moment, and
reducing the need for ballast water.
3. By using a twin-island arrangement,
as shown in Fig. 40, the ship will have
a more even loading of containers,
which gives a more beneficial trim. In
addition, the sightline is better, both
of which reduce the need for ballast
water for trimming purposes. A tra-
ditional single-island container ship
comparison resulted in a 20% reduc-
tion in ballast water for homogene-
ous loading conditions.
4. In addition, modifying the hull lines
to change the longitudinal centre of
flotation, may give a better trim char-
acteristics. However, this may lead
to a larger wave resistance. The two
effects need to be weighed against
each other to determine the opti-
mal hull shape. For Quantum 9000,
it was found that there is a penalty
in moving the LCB away from the
original location for all the conditions
where ballast water is not required to
achieve the required trim. The added
hull resistance varies according to
the loading condition and speed, but
it can be up to 5%. As a result, mov-
ing the LCB aft, to reduce the need
for ballast water, would not be ben-
eficial for this project.
The actual cost of carrying ballast wa-
ter with respect to added engine power
needed has been investigated. The
study showed that carrying 5000 tons,
in average, of extra ballast water could
potentially increase the fuel bill by about
USD 250,000 annually. Furthermore,
there would be additional costs related
to the ballast water treatment system.Fig. 40: Loading condition example

32 Quantum 9000
Propeller Optimisation
In general, a large propeller diameter
(and low rpm), low blade area ratio and
fewer blades, give a high efficiency. In
this respect, it has been considered that
the lowest engine speed available at the
optimising point is about 75 rpm.
The lowest possible blade area ratio is
chosen using the Burril/Keller criteria,
which in general ensures an acceptable
cavitation performance.
The operating data for the propeller is
as follows:
Optim. point MCR
Ship speed: 22 knots Abt. 23 knots
Engine power: 32 MW 41 MW
Engine speed: 75 rpm 78 rpm
Compared with many other container
ships, the optimising point for this pro-
peller corresponds to a relatively low
propeller loading. Also, a somewhat
higher propeller-induced noise and aft
ship vibration will be acceptable com-
pared to reference ships because of the
location of the superstructure.
An optimising procedure, evaluating
propellers with 4, 5, and 6 blades result-
ed in the following propeller alternatives:
Blades: 4 5 6
Optimum diameter: 10.0 m 9.6 m 9.2 m
Open water efficiency: 0.671 0.664 0.659
Necessary blade area ratio: 0.50 0.57 0.63
Pitch ratio: 0.94 1.00 1.08
Based on the above, a preliminary de-
sign was worked out for the 4-bladed
propeller alternative, which results in the
highest efficiency. Additional (indicated)
main data for the 4-bladed propeller ar-
rangement is as follows:
Propeller blade skew angle: 35 deg.
Propeller shaft diameter: 0.90 m
Hub diameter: 1.6 m
Hub length: 1.8 m
Propeller weight: 102 ton
(scantlings acc. to DNV rules)
The propeller weight is about 9% lower
than for a 6-blade propeller.
The quite highly skewed propeller is ex-
pected to ensure a reasonable level of
pressure pulses (mainly 1st order blade
frequency) transmitted into the hull, tak-
ing the relative propeller loading into
consideration.
The influence of the propeller on the aft
stern tube bearing working conditions
has been considered, based on expe-
rience, and found to be manageable,
with respect to both nominal bearing
load, the load distribution in bearing,
and the possible load dynamics (mainly
at blade frequency).
Cost-benefit Calculations Cost-benefit assessment
The economic performance of the ship
concept should be evaluated by com-
paring the additional investment costs
against the future savings, as com-
0.645
0.650
0.655
0.660
0.665
0.670
0.675
8.8 9.0 9.2 9.4 9.6 9.8 10.0 10.2 10.4 10.6 10.80.20
0.40
0.60
1.80
1.00
1.20
1.40
11.0
Area and Pitsh ratiosEfficiency
Propeller diameter (m)Efficiency, 6 BladesEfficiency, 4 Blades
Area ratio, 6 BladesArea ratio, 4 Blades
Pitch ratio, 6 BladesPitch ratio, 4 Blades
Fig. 41: Propeller efficiency vs. diameter – diagrams
Fig. 42: Propeller design (illustrative)

MAN B&W Diesel33Quantum 9000
pared with a conventional ship. Future
savings have been calculated by con-
sidering different fuel price scenarios.
Two reference scenarios for fuel price
development have been considered, as
shown in Fig. 43 and Fig. 44. In addi-
tion, the performance is measured in
terms of the energy efficiency design
index (EEDI). Fig 46 shows that the
proposed concept has a very low EEDI
value compared with the baseline. This
is mainly the result of the use of LNG
as fuel, combined with waste heat re-
covery, reduced speed, and optimal
hull form.
The payback time shown in Fig. 45 for
the additional investments is very sen-
sitive to the future fuel prices. For the
gas main engine, with LNG tanks and
fuel supply system, the payback time
will be 5-10 years depending on the
fuel price development. For the dual
fuel auxiliary engines, the payback time
is shorter, because it is assumed that
the LNG tanks and system are already
in place for the main engine. For the
waste heat recovery system and shaft
generator, the payback time is between
7 to 10 years. An improved hull shape
and arrangement has a relatively low
additional investment cost and a short
payback time.
It should be emphasised that the cost
estimates for LNG tanks and systems,
and for the WHR, are based on today’s
prices, which are a result of relatively
low production volumes. It is expected
that the cost of these systems could be
significantly reduced in the future, when
more gas-fuelled ships are built and
the production volume of the systems
becomes larger. Especially on the LNG
tank side, it is expected that many new
tank types will get on the market and
press prices down.
It is also important to notice that the LNG
prices include some additional cost for
distribution, but this will be very much
dependent on the future LNG bunkering
infrastructure, way of bunkering, loca-
tion of bunkering, etc. It is assumed that
LNG will be delivered from large-scale
LNG terminals, so that expensive small-
scale production of LNG is avoided.
0
200
400
600
800
1,000
1,200
1,400
2011
2012
2013
2014
2015
2016
2017
2018
2019
2020
2021
2022
2023
2024
2025
2026
2027
2028
2029
2030
2031
2032
2033
2034
2035
2008$/tonne
Residual Fuel Price Distillate fuel Natural gas (per metric tonne)
Fig. 43: US EIA Annual Energy Outlook 2010: reference scenario
0
500
1,000
1,500
2,000
2,500
2011
2012
2013
2014
2015
2016
2017
2018
2019
2020
2021
2022
2023
2024
2025
2026
2027
2028
2029
2030
2031
2032
2033
2034
2035
2008$/tonne
Residual Fuel Price Distillate fuel Natural gas (per metric tonne)
Fig. 44: US EIA Annual Energy Outlook 2010: high scenario

34 Quantum 9000
Conclusion
The Quantum 9000 concept demon-
strates the commercial viability of vessel
optimisation using a realistic trading pro-
file and operational characteristics. The
Quantum 9000 ship design has been
through iterative optimisation processes
to achieve improved performance, par-
ticularly concerning the hull profile and
propeller design. And a twin-island de-
sign is chosen for maximum container
capacity. In addition to optimisation of
0
5
10
15
20
25
Hull andcargo
LNG engine,system and tank
Dual auxengines
Waste heatrecovery
Shaftgenerator
Years Pay back time, 8% discount rate
High price scenario Reference scenario
Fig. 45: Calculated pay back time of additional investments, with 8% discount rate
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
0 50.000 100.000 150.000 200.000
Grams per tonne*nm
Dwt
Container(>=400 gt, built 1998-2007)
Baseline samples IMO EEDI Baseline Quantum 9000
Fig. 46: Calculated Energy Efficiency Design Index (EEDI)
design parameters, the study has includ-
ed practical information relating to vessel
operation such as bunkering of LNG and
class requirements.
The chosen MAN B&W two-stroke dual
fuel ME-GI engine further enhances the
desirability of the Quantum 9000, by in-
troducing a degree of fuel flexibility pre-
viously unexploited by industry. In these
times of fuel price volatility, the ME-GI
should be considered to mitigate the risk.
Furthermore, the use of LNG as a fuel
has the environmental benefit of reduced
emissions, which plays an increasingly
important role in the selection of the type
of transportation of goods.
The cost benefit analysis of five different
investments shows that each investment
will increase the profitability of the vessel
over its 25-year lifetime, both in the refer-
ence and in the high HFO price scenario,
and it should therefore be of the utmost
interest to shipowners.
References
[1] Two-stroke Low Speed Diesel En-
gines – for Independent Power Pro-
ducers and Captive Power Plants
[2] DNV Rules Pt.6 Ch.13 Gas fuelled
engine installations
[3] IMO Res. MSC.285(86); Interim
Guidelines on safety for natural gas-
fuelled engine installations in ships


Copyright ©
MAN Diesel &
Turbo and DNV · S
ubject to modification in the interest of technical progress.
MAN Diesel & Turbo
Teglholmsgade 41
2450 Copenhagen SV. Denmark
Phone +45 33 85 11 00
Fax +45 33 85 10 30
www.mandieselturbo.com
Det Norske Veritas AS
NO-1322 Høvik, Norway
Phone +47 67 57 99 00
Fax: +47 67 57 99 11
www.dnv.com
A3_Cover_DNV_5510-0108-00ppr.indd 1 3/8/2011 14:57:18