rae tipo de documento: tÍtulo: marca...
TRANSCRIPT

RAE
1. TIPO DE DOCUMENTO: Trabajo realizado acerca del proyecto que consiste en el manejo del PLC con elementos del orden
análogo, manipulando controladores PID con autotuning para ser representado en un sistema dosificador. Con el fin de obtener
el título de Ingeniero Mecatrónico.
2. TÍTULO: DISEÑO E IMPLEMENTACIÓN DE UN ALGORITMO PID CON SINTONIZACIÓN AUTÓNOMA PARA PLC
MARCA FESTO.
3. AUTORES: Diego Armando Vanegas Rodríguez, Jorge Andrés Rubiano Fernández, César Darío Duitama Guío.
4. LUGAR: UNIVERSIDAD SAN BUENAVENTURA BOGOTÁ D. C.
5. FECHA: ENERO 2011.
6. PALABRAS CLAVES: Autotuning, PLC, Festo, Sintonización autónoma, algoritmo PID, Señales análogas,
Automatización, Mecatrónica, control digital, Control de nivel de agua, Interfaz en Matlab, Interfaz en Excel, Motobomba,
PWM.
7. DESCRIPCIÓN DEL TRABAJO: Este trabajo consiste en el diseño de un algoritmo para PLC de marca Festo con elementos
del orden análogo, manipulando controladores PID con autotuning para ser representado en un sistema dosificador. Así como
también se muestra lo necesario para la construcción de la planta de dosificación de líquidos a partir del control para mantener
el nivel del líquido estable en una misma altura dentro de un tanque de dosificación.
8. LÍNEA DE INVESTIGACIÓN. teniendo en cuenta la implementación de conocimientos ingenieriles aplicados en el proyecto
el campo temático al que pertenece es la Automatización de procesos. Debido a que se implementaron controles automáticos en
el proyecto, además de actuadores mecánicos y electrónicos para lograr un sistema eficiente. La sub-línea de la facultad a la que
se suscribe el proyecto es la de Control y automatización.
9. FUENTES CONSULTADAS: BOLTON, William. Mecatrónica. Sistemas de control electrónico en la ingeniería mecánica y
eléctrica. 3 ed. México, Alfaomega, 2006. 530 p. SHAMES, Irving H. Mecánica de fluidos, 3ª Ed. Santafé de Bogotá. McGraw
Hill, 1998. 825 p. MÉTODO DE SINTONIZACIÓN http://controls.engin.umich.edu/wiki/index.php/PIDTuningClassical.
MANDADO Pérez, Enrique/marcos Acevedo, Jorge Fernández Silva, Celoso/Armesto, Autómatas programables y sistemas de
automatización, Marcombo. MUNSON, Bruce R; YOUNG Donald F y OLLKSHY Theodore H. Dinámica elemental de
fluidos. Ecuación de Bernoulli. En Fundamentos de mecánica de fluidos, México. Limusa Wiley S.A, 1999. p. 113 -174.
10. CONTENIDOS. En este trabajo se encuentra el planteamiento del problema en el campo de la automatización. Luego el
desarrollo ingenieril que se llevo a cabo para poder implementar el algoritmo de auto sintonización en el PLC marca FESTO,
contiene también los cálculos necesarios para realizar el montaje hidráulico del sistema, los planos con la normatividad técnica
de las piezas usadas para dicha planta, Además incluye manuales de prácticas para realizar posteriormente con la planta que
queda a disposición de la universidad para los nuevos estudiantes.
11. METODOLOGÍA. En el desarrollo del proyecto y sus objetivos es necesario realizar cálculos y hacer moldeamientos
matemáticos, con referencia al tema. Los cuales serán comparados y comprobados por medio de un análisis experimental para
obtener datos más precisos y así llegar a un diseño eficaz y funcional. Teniendo en cuenta las políticas de la Universidad de San
Buenaventura y lo anterior mencionado el enfoque de la investigación es Empírico-analítico.
12. CONCLUSIONES. Se diseñó y se ejecutó la construcción de una máquina dosificadora para ser controlada por un PLC
aplicado en el desarrollo de sintonización autónoma logrando un nivel adecuado de acuerdo a las necesidades prestadas. Se
implementó el algoritmo de control con sintonización autónoma para controladores PID en función de la manipulación de
variables análogas. Se diseñó el sistema SCADA por medio de los software de alto desarrollo como MATLAB® y Microsoft®
Excel® para la interacción entre el usuario y el proceso de la máquina dosificadora. Se creó el proceso de sintonización
autónoma en el PLC Festo FC660 como nueva aplicación para operar elementos del orden análogo como creación de nuevas
prácticas.

.
DISEÑO E IMPLEMENTACIÓN DE UN ALGORITMO PID CON SINTONIZACIÓN
AUTÓNOMA PARA PLC MARCA FESTO
JORGE ANDRÉS RUBIANO FERNÁNDEZ
CÉSAR DARÍO DUITAMA GUIO
DIEGO ARMANDO VANEGAS RODRÍGUEZ
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
INGENIERÍA MECATRÓNICA
BOGOTÁ D.C.
2010

.
DISEÑO E IMPLEMENTACIÓN DE UN ALGORITMO PID CON SINTONIZACIÓN
AUTÓNOMA PARA PLC MARCA FESTO
JORGE ANDRÉS RUBIANO FERNÁNDEZ
CÉSAR DARÍO DUITAMA GUIO
DIEGO ARMANDO VANEGAS RODRÍGUEZ
Trabajo de grado como requisito para optar al título de
Ingeniero Mecatrónico
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
INGENIERÍA MECATRÓNICA
BOGOTÁ D.C.
2010

.
1 de ene.
Agradecimientos.
El agradecimiento más eufórico es para nuestros padres y familias por el apoyo
incondicional en cada momento de nuestra exitosa carrera, pues fueron nuestro
punto de partida para iniciar nuevas etapas en el ámbito laboral.
Al ingeniero Leonardo Rodríguez por su dedicación y enseñanza en cada
momento durante nuestra etapa de enseñanza y gracias a su conocimiento, este
proyecto fue la cúspide de nuestras carreras.
Un sincero agradecimiento a la Universidad de San Buenaventura, que incluye un
excelente personal docente, el cual fue el encargado de enseñarnos nuestros
conocimientos y experiencias para realizar nuestras carreras con triunfos
incomparables.

.
1 de ene.
DISEÑO E IMPLEMENTACIÓN DE
UN ALGORITMO PID CON
SINTONIZACIÓN AUTÓNOMA
PARA PLC MARCA FESTO.
INGENIERÍA
MECATRÓNICA.
El proyecto consiste en
manejar PLC con
elementos del orden
análogo, manipulando
controladores PID con
autotuning para ser
representado en un
sistema dosificador
JORGE ANDRÉS RUBIANO.
CESAR DARÍO DUITAMA
DIEGO ARMANDO VANEGAS.

TABLA DE CONTENIDO
INTRODUCCIÓN ....................................................................................................................................... 2
1. PLANTEAMIENTO DEL PROBLEMA ............................................................................................ 4
1.1 ANTECEDENTES. ................................................................................................................................ 4
1.2. DESCRIPCIÓN Y FORMULACIÓN DEL PROBLEMA ............................................................. 6
1.3. JUSTIFICACIÓN ............................................................................................................................. 6
1.4. OBJETIVOS DE LA INVESTIGACIÓN ........................................................................................ 8
1.4.1. Objetivo General ................................................................................................................... 8
1.4.2. Objetivos Específicos................................................................................................................ 8
1.5. ALCANCES Y LIMITACIONES DEL PROYECTO .................................................................... 8
1.5.1. ALCANCES. .................................................................................................................................. 8
1.5.2. LIMITACIONES. ............................................................................................................................ 9
2. MARCO DE REFERENCIA ............................................................................................................ 11
2.1 MARCO TEÓRICO-CONCEPTUAL. ................................................................................................ 11
2.1.1 SISTEMAS DE CONTROL ................................................................................................. 13
2.1.2 CONTROLADORES LÓGICOS PROGRAMABLES PLC. .................................................... 24
2.1.3 SENSORES .......................................................................................................................... 28
2.1.3 RED DE ÁREA LOCAL (LAN). ........................................................................................... 32
2.1.4 MECÁNICA DE FLUIDOS .................................................................................................. 35
2.1.5 DISEÑO ELECTRONICO. .................................................................................................. 46
2.1.6 CONTROL CONTINUO. ...................................................................................................... 49
3. METODOLOGÍA. ................................................................................................................................. 60
3.1 ENFOQUE DE LA INVESTIGACIÓN. ........................................................................................ 60
3.2 LÍNEA DE INVESTIGACIÓN DE USB / SUB-LÍNEA DE FACULTAD/ CAMPO TEMÁTICO
DEL PROGRAMA. ..................................................................................................................................... 60
3.3 TÉCNICAS DE RECOLECCIÓN DE INFORMACIÓN. ................................................................... 61
4. DESARROLLO INGENIERIL. ........................................................................................................ 63
4.1 CONDICIONES INICIALES ................................................................................................................ 64
Parámetros de producción. .................................................................................................................. 64
Parámetros de diseño. .......................................................................................................................... 64
4.2 DISEÑO MECÁNICO DE LOS TANQUES. ............................................................................... 66
4.3 SELECCIÓN DE TUBERIA, ACCESORIOS Y MOTOBOMBA. ............................................. 75
4.4 DISEÑO ELECTRÓNICO Y ACOPLES DE SISTEMA. ........................................................... 89
4.5 DISEÑO ELÉCTRICO TABLERO DE CONTROL. ................................................................... 96
4.6 AUTOMATIZACION DEL PROCESO. ..................................................................................... 101
4.7.1 INTERFAZ GRÁFICA DE MICROSOFT EXCEL. ......................................................... 124
5. PRESENTACIÓN DE RESULTADOS ............................................................................................. 128

6. CONCLUSIONES. ......................................................................................................................... 130
7. BIBLIOGRAFIA. ............................................................................................................................ 131
ANEXOS ................................................................................................................................................. 133

TABLA DE ILUSTRACIONES
GRÁFICA 1: MODELO PRIMARIO MÁQUINA DOSIFICADORA. ...................................................................... 11
GRÁFICA 2: ACCIONES DE MÁQUINA DISPENSADORA................................................................................ 12
GRÁFICA 3: DIAGRAMAS DE FUNCIONAMIENTO REGULAR. ........................................................................ 13
GRÁFICA 4: ELEMENTOS DE SISTEMA CONTROL CERRADO. ..................................................................... 15
GRÁFICA 5: CONTROL DE LAZO CERRADO MÁQUINA DOSIFICADORA. ....................................................... 16
GRÁFICA 6: ESTRUCTURA DE CONTROLADOR PID. .................................................................................. 17
GRÁFICA 7: RESPUESTA CONTROLADOR PROPORCIONAL IDEAL. ............................................................. 18
GRÁFICA 8: VARIACIÓN DE CONSTANTE PROPORCIONAL EN SISTEMA. .................................................... 19
GRÁFICA 9: RESPUESTA DE CONTROL INTEGRAL. .................................................................................... 20
GRÁFICA 10: RESPUESTA DE CONTROL PI. .............................................................................................. 21
GRÁFICA 11: RESPUESTA DE CONTROL PD.............................................................................................. 22
GRÁFICA 12: RESPUESTA DE CONTROL PID. ........................................................................................... 23
GRÁFICA 13: PLC FESTO FC 660. ........................................................................................................... 25
GRÁFICA 14.EJEMPLO DE CÁLCULO DE MOTOBOMBA. .............................................................................. 39
GRÁFICA 15: IDENTIFICACIÓN DE VARIABLES EN MÁQUINA DISPENSADORA. ............................................ 52
GRÁFICA 16: MÉTODO DE LA PENDIENTE ESTABLECIDO POR ZN. ............................................................ 55
GRÁFICA 17: SINTONIZACIÓN POR COHEN Y COON. ................................................................................ 57
GRÁFICA 18: SINTONIZACIÓN POR CHIEN, HRONES Y RESWICK.............................................................. 59
GRÁFICA 19: MODELO INICIAL DE MÁQUINA DISPENSADORA. ................................................................... 63
GRÁFICA 20: GEOMETRÍA DEL TANQUE DOSIFICADOR. ............................................................................ 69
GRÁFICA 21: GEOMETRÍA DE LA PARTE SUPERIOR DEL TANQUE DOSIFICADOR. ..................................... 70
GRÁFICA 22: GEOMETRÍA DE LA PARTE INFERIOR DEL TANQUE DOSIFICADOR. ...................................... 71
GRÁFICA 23: GEOMETRÍA DEL TANQUE DE ALMACENAMIENTO. ............................................................... 73
GRÁFICA 24: ACCESORIO DE TUBERÍA (CODO 90°). ................................................................................. 77
GRÁFICA 25: ACCESORIO DE TUBERÍA (TE). ............................................................................................. 78
GRÁFICA 26: ACCESORIO DE TUBERÍA (UNIÓN SIN ROSCAR).................................................................... 79
GRÁFICA 27: DISEÑO TANQUE DE ALMACENAMIENTO. .............................................................................. 83
GRÁFICA 28: DISEÑO TANQUE DOSIFICADOR. ........................................................................................... 84
GRÁFICA 29: DISEÑO MESA DE SOPORTE. ................................................................................................ 84
GRÁFICA 30: DISEÑO DE PERFILES TANQUE DE ALMACENAMIENTO. ........................................................ 85
GRÁFICA 31: ENSAMBLE FINAL DE TANQUE DE ALMACENAMIENTO. ......................................................... 85
GRÁFICA 32: DISEÑO DE PERFILES DE TANQUE DISPENSADOR. .............................................................. 86
GRÁFICA 33: ENSAMBLE FINAL DE TANQUE DISPENSADOR. ..................................................................... 86
GRÁFICA 34: DISTRIBUCIÓN DE TANQUES EN MESA DE ACOPLE. ............................................................. 87
GRÁFICA 35: DISEÑO FINAL DE MÁQUINA DISPENSADORA. ....................................................................... 88
GRÁFICA 36: CÓDIGO DE COLORES PARA BOTONERAS ELÉCTRICAS. ...................................................... 89
GRÁFICA 37: BOTONERA DE CONTROL. .................................................................................................... 90
GRÁFICA 38: DIVISOR DE VOLTAJE ALIMENTACIÓN RELÉS........................................................................ 91
GRÁFICA 39: ACOPLE DE SALIDA ANÁLOGA PLC-MOTOBOMBA. .............................................................. 93
GRÁFICA 40: VISTA LATERAL TARJETA ELECTRÓNICA PCB. .................................................................... 93
GRÁFICA 41: VISTA INFERIOR TARJETA ELECTRÓNICA PCB. ................................................................... 94

GRÁFICA 42: VISTA SUPERIOR TARJETA ELECTRÓNICA PCB. .................................................................. 94
GRÁFICA 43: DIAGRAMA ELÉCTRICO 24VDC……………………………………………………………………………………
…96¡ERROR! MARCADOR NO DEFINIDO.
GRÁFICA 44: DIAGRAMA ELÉCTRICO 110VAC. ........................................................................................ 97
GRÁFICA 45: TABLERO DE CONTROL MÁQUINA DOSIFICADORA. ............................................................. 100
GRÁFICA 46: GENERACIÓN DE ANCHO DE PULSO (PWM). ..................................................................... 103
GRÁFICA 47: RESPUESTA EN BUCLE ABIERTO DEL PROCESO Y VARIACIÓN DEL PUNTO DE REFERENCIA AL
APLICAR UN ESCALÓN (SETPOINT) .................................................................................................. 107
GRÁFICA 48: CURVA DE REACCIÓN DE PROCESO. .................................................................................. 111
GRÁFICA 49: RESPUESTA DE SISTEMA CONTROLADO POR ZN. ............................................................. 113
GRÁFICA 50: RESPUESTA DE SISTEMA CONTROLADO POR CO. KP=23, KI=11, KD=7. ....................... 113
GRÁFICA 51: RESPUESTA DE SISTEMA CONTROLADO POR CH. KP=16, KI=6, KD=6. .......................... 114
GRÁFICA 52: VENTANA DE BIENVENIDA ................................................................................................... 115
GRÁFICA 53: MENÚ DE OPCIONES. ......................................................................................................... 116
GRÁFICA 54: INGRESO DE DATOS PRINCIPALES...................................................................................... 117
GRÁFICA 55: RESPUESTA DEL SISTEMA. ................................................................................................. 118
GRÁFICA 56: CONFIGURACIÓN DE PARÁMETROS. .................................................................................. 119
GRÁFICA 57: PRUEBA DE PARÁMETROS PID. ......................................................................................... 120
GRÁFICA 58: PRUEBAS ADICIONALES SINTONIZACIÓN PID. ................................................................... 121
GRÁFICA 59: DIAGRAMA DE BLOQUES DE SISTEMA. ............................................................................... 122
GRÁFICA 60: SINTONIZACIÓN POR ZN (KP=0.1768738, KI=0.0017387,KD=7.02903)...................... 123
GRÁFICA 61: SINTONIZACIÓN POR CO (KP=0.234687, KI=0.0011895,KD=7.00987) ....................... 123
GRÁFICA 62: SINTONIZACIÓN POR CH (KP=0.127734, KI=0.0006623,KD=6.02217) ....................... 124
GRÁFICA 63: ESTABLECIMIENTO DE LÍMITES DEL SISTEMA EXCEL®. ..................................................... 125
GRÁFICA 64: IDENTIFICACIÓN DE RESPUESTA DEL SISTEMA EXCEL®. ................................................... 125
GRÁFICA 65: RECOLECCIÓN Y ANÁLISIS DE DATOS EXCEL®. ................................................................ 126
GRÁFICA 66: CÁLCULOS RESPECTO AL MÉTODO EXCEL®. .................................................................... 126
GRÁFICA 67: PRUEBAS CON CONSTANTES HALLADAS EXCEL®. ............................................................ 127
GRÁFICA 68: PRUEBAS ADICIONALES DE SINTONIZACIÓN EXCEL®. ....................................................... 127
GRÁFICA 69: MÁQUINA DOSIFICADORA CON SINTONIZACIÓN AUTÓNOMA. ............................................. 128

2
INTRODUCCIÓN
Para cualquier persona medianamente relacionada con la automatización
industrial es un hecho que los controladores lógicos programables desempeñan un
papel preponderante dentro del manejo y la toma de decisiones respecto a las
variables de un determinado proceso. Sin embargo, este hecho no
necesariamente significa que esta labor de control no pueda ser mejorada; es así
como se llega al análisis específico de la situación del control PID utilizando
controladores lógicos marca Festo. Para poner de plano la situación, se
mencionará que actualmente ningún PLC de la mencionada casa, utiliza o
contiene dentro de sus amplias posibilidades una herramienta o algoritmo que le
permita determinar de manera automática las variables de control integral,
proporcional y derivativa propias de este método; esto hace que la utilización de
las herramientas PID se transforme en una tediosa e iterativa tarea de prueba y
error cuya culminación por lo general no asegura los mejores resultados con
respecto a sistemas que cuentan con perturbaciones y cambios radicales en su
funcionamiento.
La aplicación de este proyecto abarcó una fase de documentación donde se llegó
a conocer de manera directa la forma como se deben implementar estas nuevas
funciones dentro del control PID, existente en los controladores lógicos
programables FESTO, posteriormente se tratará el diseño de una planta de
procesos para el control de nivel de tanques durante el llenado de botellas para
finalmente llegar hasta los procesos de prueba que permitan determinar cuan
acertadas serán las aproximaciones realizadas.
Con el ánimo de fomentar las actividades de investigación al interior de la
Universidad, el presente proyecto se ha enfocado en la realización de numerosas
pruebas y verificaciones que involucran a diferentes miembros de los grupos
activos. Así entonces se parte del diseño de una planta sobre la cual se puedan

3
realizar las pruebas necesarias del controlador, segundo se realiza una selección
y adecuación de los sensores a utilizar, para finalmente desembocar en todo lo
relacionado con el algoritmo de control como tal. Gracias a los continuos aportes
hechos por el grupo se han incorporado diferentes libros y herramientas de
software que han facilitado y enriquecido grandemente el proceso realizado.
De todas maneras se recuerda al lector que este no pretende constituirse como un
manual de programación de PLC, o de creación de interfaces de usuario para la
configuración de controladores, esto debido en parte a lo específico de la
aplicación que se desea realizar, así que se recomienda al interesado revisar los
manuales de programación de controladores Festo y así mismo revisar los
conceptos de controladores tipo PID y las métodos existentes para realizar el
establecimiento automático de parámetros. Gracias a la metodología seguida
durante la elaboración de este trabajo, el lector podrá encontrar los pormenores,
dificultades y procedimientos que debe seguir si desea realizar proyectos similares
de control, conociendo de primera mano las limitantes y posibilidades dentro de
una aplicación real de teorías cubiertas a nivel académico.

4
1. PLANTEAMIENTO DEL PROBLEMA
1.1 ANTECEDENTES.
Algunas de las marcas reconocidas en el área de controladores lógicos
programables poseen funciones de reguladores de control PID; sólo para
mencionar algunos ejemplos se tiene a Siemens, Hitachi, Omron y por supuesto
Festo, el objeto de estudio de este documento. Guardando las proporciones, el
modo de operación de estos sistemas es esencialmente el mismo, se verifican las
señales de entrada y salida del controlador, se establecen los objetivos de control
y posteriormente se varían las constantes proporcionales integrales y derivativas
(Kp, Ki y Kd), de acuerdo a las condiciones de la planta en diferentes momentos
de su ciclo, la naturaleza del proceso y el conocimiento que se posea de sistemas
de control. Las características iterativas de este tipo de métodos pueden
automatizarse de manera apropiada, facilitando de esta forma las labores de
instalación de controladores y asegurando mejores resultados; sin embargo, estas
características de auto establecimiento de parámetros no siempre están
integradas a los controladores lógicos programables y la creación de rutinas que
cumplan con este cometido no siempre es sencilla.
La necesidad de este tipo de posibilidades es inmediata, a tal punto que las
alternativas de “autotuning” se han transformado en una característica por defecto
en los controladores industriales1, a manera de ejemplo: para el caso de la
velocidad de rotación se han presentado desarrollos por parte de la empresa
Mitsubishi Electric, quienes tienen dentro de su portafolio una serie de
servomotores (MR-E-AG) de alta potencia que cuentan con la función de auto-
tuning la cual trabaja en tiempo real ajustando los parámetros para el control del
1 Referencias tomadas del artículo “Auto-Tuning Control Using Ziegler-Nichols”, escrito por Vance VanDoren.
[En línea, consultado 15 febrero 2010]. Disponible en: versión HTML http://www.controleng.com/

5
proceso”2 incluso mientras la máquina está en funcionamiento, corrigiéndolos de
acuerdo con la variación de las condiciones de carga y fricción.
Si bien, desde la perspectiva industrial es sencillo encontrar una serie de
dispositivos que cumplen con los objetivos descritos en este proyecto, también es
posible encontrar referentes de algunas alternativas a nivel de laboratorios de
universidades que se han creado con el único propósito de facilitar las
investigaciones realizadas en el área de control, tal es el caso de las estaciones
modulares de producción con aplicaciones de procesos desarrolladas por la
empresa Festo en la cual la regulación de diferentes variables se realiza
mediante un PLC y controladores industriales. Los aspectos generales de estas
estaciones las constituyen como un excelente referente para lo que se desea
desarrollar a lo largo de este proyecto, así que luego de observar las
características generales de algunas de ellas se ha optado por recrear las
condiciones presentadas en la estación de llenado con se realiza una simulación
de un proceso de embotellado, allí: “Los envases se alimentan a la estación de
llenado mediante dos cintas de transporte. Después de elegir una receta, se llena
una cantidad determinada de envases con el líquido proveniente del depósito de
dosificación o, activando la modalidad de llenado continuo, se llena una cantidad
indistinta de envases”3.
Teniendo en claro las diferentes alternativas que existen, las posibilidades de los
sistemas que se quieren diseñar, y las características que deben establecerse
para hacer de este proyecto uno de gran utilidad, se procede a la formulación y
descripción formal del problema.
2 PORTAL DE AUTOMATIZACIÓN INDUSTRIAL, [En línea]. Bogotá DC, [citado el 27 de abril de 2010].
Disponible en: versión HTML. http://www.infoplc.net/NOTICIAS/N_09/noticia_09_471.html
3 Mayor información acerca de esta planta de procesos puede encontrarse en la página oficial de festo
didáctica, www.festo.com/didactic

6
1.2. DESCRIPCIÓN Y FORMULACIÓN DEL PROBLEMA
Hasta este punto la problemática es más que evidente: los controladores lógicos
programables (PLC) FESTO pertenecientes a la rama “Compact” y “Standard”
cuentan con algoritmos para control tipo PID pero carecen de herramientas para la
auto sintonización (Autotuning), esto hace que la aplicación o implementación de
este algoritmo se transforme en una dispendiosa tarea. Por otra parte, la
universidad de San Buenaventura no cuenta con una planta en la cual los
estudiantes puedan tener una práctica con manejo de variables análogas ni
tampoco desarrollar prácticas de sistemas de control continuo utilizando PLC.
¿Cómo se puede implementar la sintonización autónoma a través de un algoritmo
PID en un controlador lógico programable marca FESTO?
1.3. JUSTIFICACIÓN
Desde el punto de vista académico, debe mencionarse que los sistemas de control
PID son ampliamente tratados a lo largo de diferentes asignaturas de control en
planes de estudio de ingenierías, allí, se trabaja sobre ejemplos y casos
relacionados con sistemas inerciales (temperaturas, niveles de llenado, etc.) y
sistemas rápidos (caudal, velocidad de rotación, etc.). Sin embargo, y muy a
pesar de que los aspectos teóricos se cubren completamente, es común observar
una serie de problemas que se presentan al tratar de trasladar lo visto a un plano
real, pues pueden surgir una serie de inconvenientes a la hora de construir,
cablear o poner a punto un laboratorio adecuado para la visualización de lo
realizado.
El desarrollo de esta propuesta se hace con el fin de brindar diferentes
herramientas para el aprendizaje de control y automatización, en la cual el
estudiante pueda interactuar con un modelo de planta y de esta forma tener una

7
idea explicita de control, en donde podrá comprobar y comparar lo teórico con lo
práctico con el fin de tener un acercamiento a la realidad y así lograr un
perfeccionamiento profesional.
Desde la perspectiva industrial, se espera que este proyecto pueda ser trasladado
y probado sobre diferentes sistemas y procesos; dependiendo de estos resultados,
el algoritmo desarrollado puede llegar a constituirse como un producto de gran
interés para todos aquellos en implementar sistemas de control basados en PLC
Festo, y adicionalmente para aquellos interesados en realizar procedimientos
similares con controladores de diferentes marcas. De esta manera se abre el
camino a implementaciones de mayor envergadura en la que puede tomarse el
control PID como plataforma para el desarrollo de programas de control
avanzados.
En resumidas cuentas, se busca dar apoyo a los procesos educativos y al mismo
tiempo se trata de mejorar las herramientas de autotuning ofrecidas por el
controlador en cuestión. Ambos caminos abordados desde la perspectiva de la
investigación al interior de la Universidad San Buenaventura, en un proceso en el
que se logre involucrar diferentes conocimientos, talento humano y estrategias
para la creación de un producto que de soporte a nuevos y mejorados desarrollos
en el campo de la automatización y el control industrial.

8
1.4. OBJETIVOS DE LA INVESTIGACIÓN
1.4.1. Objetivo General
Diseñar e implementar un algoritmo de sintonización autónoma para el controlador
PID incluido en los PLC marca Festo.
1.4.2. Objetivos Específicos
Diseñar una planta de procesos didáctica para el control de nivel de tanques
para el llenado de botellas, donde sea posible la realización de pruebas del
algoritmo de control PID que se desarrolle.
Diseñar algoritmos de programación para sintonización autónoma de control
PID implementando software de desarrollo de alto nivel (MATLAB ®).
Generar la sintonización autónoma de control PID basado en respuestas
ideales y perturbaciones del proceso a controlar.
1.5. ALCANCES Y LIMITACIONES DEL PROYECTO
1.5.1. ALCANCES.
Gracias a un estudio detallado de los antecedentes y específicamente de los
sistemas de enseñanza desarrollados por Festo, se diseñará y construirá una
planta de procesos que controla el nivel de un tanque para el llenado adecuado de
botellas. Para facilitar las tareas de control y verificación de los progresos y
desarrollos, se creará una interfaz de usuario en Matlab® a través de la cual el
usuario podrá realizar modificaciones a la manera como se realizan las pruebas o
verificar mediante la creación de gráficas los resultados obtenidos. A su vez, se

9
simulará la planta de procesos de nivel mediante la herramienta Simulink de
Matlab® con condiciones ideales para facilitar una visión de comportamiento
previo antes de realizar una prueba u obtener un resultado en tiempo real.
Se desarrollará un algoritmo en un lenguaje de programación utilizado por los
controladores industriales de Festo, es decir, Diagrama de contactos (LAD) o lista
de declaraciones (STL). Este programa una vez ejecutado, realizará una serie de
pruebas específicas que le ayudarán a determinar las constantes de trabajo para
el controlador PID.
1.5.2. LIMITACIONES.
Teniendo en cuenta que existen varios métodos para la sintonización automática y
que la implementación de todos ellos puede resultar contraproducente para el
cumplimiento de los objetivos de este proyecto, se seleccionará uno de estos
métodos y se realizarán los análisis correspondientes para lograr una adecuada
aplicación del mismo, dejando de esta manera abierta la posibilidad para nuevos
trabajos que desean aplicar los demás métodos.
La planta de control de nivel no debe cumplir requerimientos en específico debido
a su naturaleza de elemento de enseñanza y demostración, es por esto que como
limitantes de diseño se han fijado cuestiones de tipo estético y algunas dadas por
las características inherentes de los elementos conseguidos comercialmente (p.e.
la bomba), así entonces se diseña la planta capaz de llenar un total de 250 ml en 5
segundos aproximadamente, posteriormente y a partir de esta característica se
determinarán los tamaños de los tanques y de la planta en general.

10
El algoritmo de auto sintonización se realizará netamente para los requerimientos
de esta planta. En el momento de considerar una aplicación de carácter industrial
se deben realizar una serie de pruebas que no serán cubiertas en este trabajo.
Se omiten en el presente trabajo los cálculos y requerimientos para la selección de
sensores, debido principalmente a que se utilizarán elementos que actualmente
hacen parte de los equipos del laboratorio de automatización, esto permitirá
reducir los costos del proyecto y dar uso apropiado a los sensores dentro de una
aplicación de control.

11
2. MARCO DE REFERENCIA
2.1 MARCO TEÓRICO-CONCEPTUAL.
Antes de hablar de temas relacionados con los aspectos que deben diseñarse
para la sintonización automática de controladores, se analizarán algunos aspectos
preliminares del sistema a controlar, en este caso una planta de control de nivel.
La planta a diseñar se compone básicamente de dos tanques conectados por un
sistema de tuberías y una bomba; el encendido de la bomba permite llevar el
líquido desde el tanque principal hasta el tanque secundario; allí el nivel será
detectado con la ayuda de un sensor ultrasónico; finalmente y para realizar la
labor de llenado se cuenta con una electroválvula que permite el paso de fluido
desde el tanque secundario hasta las botellas que harán parte del proceso.
Gráfica 1: Modelo primario máquina dosificadora.
TanquePrincipal
TanqueSecundario
Bomba
Sensor
Envase
Electro Válvula
VálvulaManual

12
La idea principal del sistema es el de asegurar un llenado constante y siempre al
mismo nivel de los envases, para ello existen diferentes alternativas pero una de
las más efectivas consiste en mantener un nivel siempre constante en el tanque
secundario mientras que la electroválvula se abre por un determinado tiempo. Así
entonces, y para asegurarse que todo funciona de acuerdo a lo que se desea, se
establece un sensor que permitirá conocer el valor del nivel en todo momento,
mientras que la variable manipulada (en este caso la bomba) servirá para ayudar a
aumentar o mantener el nivel cuando se requiera.
Gráfica 2: Acciones de máquina dispensadora
Finalmente y para poder realizar pruebas de manera controlada, la planta incluye
una válvula de tipo manual que permite agregar una serie de perturbaciones en el
sistema, entonces, una apertura de la misma logrará que el nivel actual del tanque
secundario se afecte en mayor o menor medida; sea cual fuere el caso, el
algoritmo de control que se desea realizar debe responder de manera adecuada
para compensar estos comportamientos del proceso.
Valor a alcanzar (setpoint)
Perturbación
Acción de Control

13
Se aclara que, desde el comienzo el PLC que controla el proceso contiene un
algoritmo para el establecimiento de parámetros de tipo proporcional, integral y
derivativo, sin embargo la búsqueda de valores adecuados para lograr un sistema
estable resulta en extremo tediosa debido a lo extenso que pueden resultar las
pruebas. Entonces, como resultado del presente proyecto, se espera presentar un
programa de PLC fácilmente configurable desde una interfaz de usuario que
realice de manera automática todo este procedimiento de auto sintonización.
2.1.1 SISTEMAS DE CONTROL
Básicamente, los sistemas de control como el caso de la planta mencionada
anteriormente, pueden clasificarse en dos tipos básicos: el de lazo cerrado y el de
lazo abierto. La diferencia entre estos tipos de control se puede ilustrar con un
ejemplo sencillo: La calefacción de una habitación:
Gráfica 3: Diagramas de funcionamiento regular.
a) Sistema lazo abierto.
b) Sistema lazo cerrado.

14
Los sistemas en lazo abierto tienen la ventaja de ser relativamente más sencillos,
por lo que su costo es bajo y en general su confiabilidad es buena. Sin embargo,
con frecuencia son imprecisos ya que no existe corrección de errores, debido a
que no existe un elemento que permita reconocer el estado actual de la variable
de salida, esto impide conocer que tan acertado o errado resulta el control
aplicado.
Por otra parte, los sistemas de lazo cerrado tienen la ventaja de ser más precisos
en procesos que requieren llevar una variable hasta un punto o valor deseado, se
debe esto a que cuentan con una continua retroalimentación que permite tomar
decisiones acordes al comportamiento del sistema; desafortunadamente esta
“toma de decisiones” involucra una serie de consideraciones que hacen de este
tipo de sistemas una alternativa mucho más compleja y relativamente costosa.
Al trasladar estos conceptos al diseño de la planta de llenado, es fácilmente
observable que esta clasifica dentro de los sistemas de lazo cerrado, pues permite
tomar la señal de estado arrojada por el sensor ultrasónico, compararla con un
valor deseado a nivel del controlador, y tomar acciones sobre la bomba, esto
ofrece grandes ventajas en cuanto a exactitud y precisión para obtener un valor
de nivel controlado. Los elementos con los cuales cuenta un sistema de control de
lazo cerrado con los siguientes:4
4 BOLTON, W, Mecatrónica. México: Alfa omega, 2001. P. 06.

15
Gráfica 4: Elementos de sistema control cerrado.
Elemento de comparación.
Compara el valor deseado o de referencia de la condición variable que se controla
con el valor medio de lo que se produce y genera una señal de error. Se le puede
considerar como un sumador que añade la señal de referencia, positiva, a la
señal del valor medido. En caso particular de la planta de procesos esta
comparación se realiza a nivel del controlador lógico programable.
Elemento de control.
En cuanto se recibe una señal de error, el elemento de control decide que acción
llevar a cabo. Las señales pueden ser sistemas alambrados, en cuyo caso la
acción de control se define de manera permanente por la conexión entre los
elementos; o bien, pueden ser sistemas programables, donde el algoritmo de
control se almacena en una unidad de memoria y se puede modificar con una
reprogramación. Al interior del PLC se listan una serie de instrucciones que
permiten tomar una decisión basados en acciones proporcionales, integrales y/o
derivativas; gran parte del trabajo del proyecto recae en las pruebas que tienen
que ser realizadas en este elemento de control a nivel de programación.

16
Elemento de corrección.
El elemento de corrección produce un cambio en el proceso a fin de corregir o
modificar la condición controlada. El termino actuador designa al elemento de una
unidad de corrección que proporciona la energía para realizar la acción de control.
La planta de llenado lleva todas las acciones de control desde el PLC hasta la
bomba; así entonces una variación del nivel de voltaje en los terminales de la
misma generará un aumento en mayor o menor medida del nivel en el tanque
secundario.
Elemento de proceso.
El proceso es sencillamente aquello que se está controlando, por ejemplo, el nivel
del agua en el tanque secundario de la planta.
Elemento de medición.
El elemento de medición produce una señal relacionada con el estado de la
variable del proceso que se controla. En el tanque secundario de la planta el
sensor ultrasónico se encarga de tomar el valor de nivel y traducirlo a la señal
correspondiente para que sea interpretada por el PLC. Resumiendo esta teoría de
control de lazo cerrado, se tienen los elementos principales contenidos en la
siguiente gráfica.
Gráfica 5: Control de lazo cerrado máquina dosificadora.
Unidad de control
Unidad de corrección
ProcesoNIVEL
BOMBAElemento de
ControlSENSOR ULTRASÓNICOElemento de Medición
Valor Referencia(establecido por
usuario)
Comparación
PLC

17
Son amplias las opciones en las que puede basarse un algoritmo para determinar
la respuesta de control que debe darse al proceso, de hecho gran cantidad de
tendencias han surgido en las últimas décadas con excelentes expectativas a
futuro (casos particulares de sistemas de control basados en lógica difusa, redes
neuronales, control predictivo, entre otros). Sin embargo, una de las alternativas
de mayor uso continúa siendo un viejo conocido: el control PID. Para dar una
pequeña introducción al tema, considérese un lazo de control de una entrada y
una salida (Single Input Single Output SISO) con un sistema como el de la
siguiente figura.
Gráfica 6: Estructura de controlador PID.
Tal y como se puede observar, el controlador en este caso incluye tres acciones
básicas que representan tres acciones: proporcional (P), integral (I) y derivativa
(D). La combinación de estos parámetros lleva a la creación de distintas
posibilidades tales como P, I, PI, PD, PID.
Control proporcional (P): Brinda una salida del controlador que es proporcional
al error, matemáticamente hablando se puede expresar como:

18
𝑢 𝑡 = 𝐾𝑃. 𝑒 𝑡
Donde: 𝑢(𝑡) representa la salida del sistema controlado.
𝐾𝑝 representa la constante necesaria para ser aplicada como control
proporcional.
𝑒(𝑡) representa el error del sistema equivalente a la salida del sistema
menos el setpoint o punto de referencia aplicada al mismo.
A través de un ejemplo, para una aplicación de control proporcional en un proceso
de control de marcha, el resultado es representado mediante la gráfica # 7, siendo
la línea verde el punto de referencia (setpoint) y la línea azul, la respuesta del
sistema.
Gráfica 7: Respuesta controlador proporcional ideal.
En forma de función de transferencia se expresa cómo
𝐶𝑝 𝑠 = 𝐾𝑝

19
Donde: 𝐶𝑝(𝑠) representa el resultado del sistema controlado proporcionalmente
en función del tiempo y 𝐾𝑝 es una ganancia proporcional ajustable.
En teoría un controlador proporcional puede implementarse para cualquier planta
estable, pero posee un desempeño limitado y un error constante en un régimen
permanente (off-set).
Gráfica 8: Variación de constante proporcional en sistema.
Control integral (I): Da una salida del controlador que es proporcional al error
acumulado, esto implica inherentemente que en este caso se da respuesta
respecto a lo que ha sucedido con el error. Matemáticamente esto puede
expresarse cómo:
𝑢 𝑡 = 𝐾𝑖 𝑒 𝜏 𝑑𝜏
𝑡
0
Donde: 𝑢(𝑡) representa la respuesta del sistema a controlar.
𝐾𝑖 representa la ganancia integral.
𝑒(𝜏) representa el error del sistema.

20
En forma de función de transferencia puede expresarse cómo:
𝐶𝑖 𝑠 = 𝐾𝑖
𝑠
Donde: 𝐶𝑖(𝑠) es equivalente al resultado de control integral en función del tiempo y
𝐾𝑖 representa la ganancia integral aplicada al sistema.
Gráfica 9: Respuesta de control integral.
La señal de control 𝑢 𝑡 tiene un valor diferente de cero cuando la señal de error
𝑒 𝜏 es de cero. Por lo que se concluye que dada una referencia constante, o por
perturbaciones, el error en régimen permanente es cero.
Control Proporcional integral (PI): puede definirse este tipo de control como una
suma de los dos anteriores, expresado matemáticamente de la siguiente manera.
𝑢 𝑡 = 𝐾𝑝𝑒 𝑡 +𝐾𝑝
𝑇𝑖 𝑒 𝜏 𝑑𝜏𝑡
0

21
Donde 𝑇𝑖 se denomina tiempo integral y es quien ajusta la acción integral. La
función de transferencia resulta:
𝐶𝑃𝐼 𝑠 = 𝐾𝑝 1 +1
𝑇𝑖𝑠
Con un control proporcional, es necesario que exista error para tener una acción
de control distinta de cero.
Gráfica 10: Respuesta de control PI.
Con acción integral un error pequeño positivo siempre resultará en una acción de
control creciente, si fuese negativa esta señal será decreciente. Este razonamiento
sencillo muestra que el error en régimen permanente será siempre cero.
Control Proporcional- derivativo (PD): se obtiene mediante la suma de la acción
proporcional, más la acción derivativa. Esta última funciona de acuerdo a la

22
tendencia que presenta el error dentro del sistema, así por ejemplo, una tendencia
positiva pronunciada genera una corrección alta.
𝑢 𝑡 = 𝑘𝑝𝑒 𝑡 + 𝐾𝑝𝑇𝑑𝑑𝑒 𝑡
𝑑𝑡
Donde 𝑇𝑑 es una constante de tiempo derivativo. Esta acción tiene carácter de
previsión, lo que hace más rápida la acción de control, aunque tiene la desventaja
importante que amplifica las señales de ruido y puede provocar saturación en el
actuador. La acción de control derivativa nunca se utiliza por sí sola, debido a que
solo es eficaz durante periodos transitorios. La función de un controlador PD
resulta:
𝐶𝑃𝐷 𝑠 = 𝐾𝑃 + 𝑠 𝐾𝑝𝑇𝑑
Cuando una acción de control derivativa se agrega a un controlador proporcional,
permite obtener un controlador de alta sensibilidad, es decir que responde a la
velocidad del cambio del error y produce una corrección significativa antes de que
la magnitud del error se vuelva demasiado grande.
Gráfica 11: Respuesta de control PD.

23
Control Proporcional Integral Derivativo (PID), esta acción combinada reúne las
ventajas de cada una de las tres acciones de control individuales. La ecuación de
un proceso cualquiera controlado con esta combinación se obtiene mediante:
𝑢 𝑡 = 𝑘𝑝𝑒 𝑡 +𝐾𝑝
𝑇𝑖 𝑒 𝜏 𝑑𝜏𝑡
0
+ 𝐾𝑝𝑇𝑑𝑑𝑒 𝑡
𝑑𝑡
Y su función de transferencia resulta
𝐶𝑃𝐼𝐷 𝑠 = 𝐾𝑃(1 +1
𝑇𝑖𝑠+ 𝑇𝑑𝑠)
Generalmente suele utilizarse este tipo de controlador para aplicaciones
industriales de diferente tipo, luego, y de acuerdo a necesidades se acentúa o
aminora la acción de alguno de sus componentes variando correspondiente el
valor de sus constantes.
Gráfica 12: Respuesta de control PID.

24
2.1.2 CONTROLADORES LÓGICOS PROGRAMABLES PLC.
Los controladores lógicos programables pueden considerarse como computadores
digitales industriales dedicados a las tareas de control de procesos de diferente
tipo. Dichos dispositivos fueron creados para mejorar y reemplazar los sistemas de
control convencional que se realizaban a través relevos y contactores.5 Estos
sistemas de lógica cableada presentaban una serie de problemas, entre ellos la
poca flexibilidad, difícil supervisión y corrección de errores, poca confiabilidad y
alto consumo de energía. A mediados de los 60, la industria enfrentaba esta serie
de problemas debido a que estas soluciones de automatización se realizaban
mediante cableados complicados y múltiples elementos discretos como
temporizadores, finales de carrera, interruptores, enclaves mecánicos y botoneras,
los cuales presentaban fallos por contener piezas mecánicas sujetas a desgaste.
Además, el hecho de que la lógica esté implementada por cableados hace difícil
su modificación y labores de mantenimiento.
Con la revolución del transistor y el desarrollo de la electrónica se presenta un
elemento que permite la resolución de problemas a través de la lógica
programable; entonces, se usa el dispositivo para almacenar el programa de
usuario que reemplazará el circuito de control que se generaba a partir de relevos,
haciendo de la labor de automatización algo sencillo. El dispositivo fue llamado
controlador lógico programable PLC, y desde sus inicios se ha planteado como un
elemento de gran utilidad que permite realizar cambios de manera sencilla sin
necesidad de remover o cambiar características de cableado de sensores o
actuadores que hacen parte de un proceso.
5 MIRANDA VÁZQUEZ, José francisco., Aplicación de los algoritmos PID a un controlador lógico programable.
Costa Rica, 2004. P.21.

25
Componentes básicos de los PLC.
Aunque a nivel comercial es probable encontrar una gran variedad de
controladores lógicos programables, cada uno con sus características particulares,
se centrará el presente análisis en el dispositivo seleccionado y disponible para las
labores propias del presente proyecto, en este caso PLC Festo FC 660.6
Gráfica 13: PLC Festo FC 660.
“PLC Festo FC660”7
1- Entradas digitales.
2- Entradas y salidas análogas (opcionales).
3- Salidas digitales.
4- Alimentación.
5- Selector de modo de funcionamiento.
6- Puertos de comunicación.
6 Se maneja este PLC puesto que es el único PLC de gama media de Festo con capacidad para el manejo de
entradas y salidas análogas, además el dispositivo pertenece a los equipos que se utilizan para la práctica en los laboratorios de Automatización de la Universidad San Buenaventura sede Bogotá. 7 [En línea]. Budapest, Hungría. [Citado el 27 de abril de 2010], Disponible en: versión HTML.
http://plcweb.atw.hu/plc/fec.ht.

26
Entradas.
Se constituyen como los sentidos del PLC, pues a través de estas el controlador
conoce el estado del proceso a su cargo. Externamente pueden encontrarse como
una bornera ordinaria donde deben conectarse los cables proveniente de los
sensores, internamente existe un circuito optoacoplador encargado de acomodar
las señales para su correcta lectura por la parte de control. Según la naturaleza
de la señal que se recibe de los transductores, las entradas se clasifican en:
a-) Entradas digitales: Se conectan en estos puntos aquellas señales que
solamente pueden adquirir uno de dos posibles estados Verdadero (True o 1) o
Falso (False o 0). El PLC codifica estas señales según su amplitud de la siguiente
manera: menor de 5 voltios para un resultado de Falso, y mayor a 15 voltios para
un resultado de Verdadero. Este tipo de señales generalmente provienen de
transductores como: interruptores, botoneras, sensores de fin de carrera, etc.
b-) Entradas analógicas: son las que reciben señales analógicas de los
transductores de campo capaces de medir el valor instantáneo de una variable
física relacionada con un proceso. Ejemplos de este tipo de señales son: la salida
sensor de nivel, un sensor de temperatura, sensor de caudal, entre otros. El valor
de la señal analógica se transforma en una señal digital de tal forma que el
procesador la pueda manipular. Para este proceso de transformación el PLC
utiliza un circuito de conversión que asigna una determinada cantidad de memoria
para esta labor, cuanto mayor sea este espacio, mayor será la resolución del
proceso.

27
En el caso particular del PLC Festo FC 660, se tiene un conversor análogo a
digital de 12 bits, es decir, un total de 212 valores disponibles para la conversión8,
así entonces el valor medido por el sensor será entendido por el controlador como
un número decimal que puede tomar valores entre 0 y 4095.
Salidas.
Son circuitos electrónicos que realizan una función inversa a la de las entradas
digitales, pues toman un valor (binario o decimal) y lo traducen a los valores
correspondientes de voltaje permitiendo de esta manera la activación de diferentes
actuadores. De acuerdo a la naturaleza del actuador que se desea conectar y de
las capacidades del PLC, se pueden clasificar las salidas en digitales o análogas.
Las salidas digitales toman los valores de 0 y 1 lógicos y lo traducen niveles de
voltaje de 0 y 24 voltios respectivamente, adicionalmente es posible encontrar
controladores con la capacidad para realizar cambios de señal lo suficientemente
rápidas como para generar sistemas de modulación de ancho de pulso. Para el
caso de salidas analógicas, se transforman valores decimales en señales
estandarizadas de 0 Vdc 10 Vdc, -10 Vdc a 10Vdc, 0 a 20 mA, o 4 a 20 mA. Este
último tipo de salidas es el utilizado por el PLC FC 660.
Memoria del PLC.
La memoria de un PLC es bastante similar a la de un computador normal, allí
residen el sistema operativo, el programa del usuario, los datos de ejecución, el
estado de las variables del programa, entre otras cosas. Cada fabricante de PLC
8 Debido a que el PLC únicamente puede almacenar valores binario (0 o 1), y los agrupa de diferente
manera, entonces se utiliza la base 2 para realizar el cálculo de valores decimales que pueden almacenarse a raíz de la conversión

28
diseña su propio sistema operativo, pero en general este contiene las rutinas
fundamentales de configuración, arranque y para ejecución de programas.
En el caso del controlador utilizado se puede mencionar lo siguiente: se cuenta
con 64 programas ejecutables en paralelo, 10.000 palabras de bandera para
almacenamiento de datos, 256 registros de uso libre y 256 módulos de
temporización y conteo.
2.1.3 SENSORES
Un sensor es un dispositivo diseñado para recibir información de una magnitud
del exterior y transformarla en otra magnitud, normalmente eléctrica, que sea
capaz de Cuantificarse y manipularse. Normalmente estos dispositivos se
encuentran realizados mediante la utilización de componentes pasivos
(resistencias variables, PTC, NTC, LDR, etc... todos aquellos componentes que
varían su magnitud en función de alguna variable), y la utilización de componentes
activos.
Tipos de sensores.
Desde el punto de vista de la ingeniería electrónica la clasificación de los sensores
se hace de acuerdo con el parámetro variable: resistencia capacitancia
inductancia añadiendo luego los generadores de tensión carga o corriente y otros
tipos no incluidos en los anteriores grupos. Como se puede ver en la siguiente
tabla donde se presentan los sensores más comunes y algunas de sus
aplicaciones. 9
9 PALLAS ARENY, Ramón. Sensores y acondicionadores de señal. 4ª ed. México D.F.: Alfa omega, 2007. P. 07.

29
Tabla 1: Características de sensores.
APLICACIONES
TIPOS DE SENSORES
Resistivos Capacitivos Inductivos y electromagnéticos
Posición, distancia y desplazamiento
Potenciómetros, galgas, magneto-resistencias
Condensador diferencial LVDT, corrientes Foucault, resolver, inductosyn, Efecto hall
Velocidad Ley Faraday, LVT, efecto Hall, corrientes Foucault
Aceleración vibración.
Galgas + masa resorte LVDT + masa resorte.
Temperatura RTD, termistores
Presión Potenciómetros + tubo Bourdon
Condensador variable + diafragma
LVDT + Diafragma, reluctancia variable + diafragma.
Caudal, flujo Anemómetros de hilo caliente, galgas + voladizo, termistores
LVDT + rotámetro, Ley Faraday
Nivel Potenciómetro + flotador, termistores LDR
Condensador variable LVDT + Flotador, Corrientes Foucault
Fuerza Galgas Galgas capacitivas Magneto elástico LVDT + célula carga.
Humedad Humistor Dieléctrico Variable
APLICACIONES
TIPOS DE SENSORES
Generadores Digitales Uniones p-n Ultrasonidos
Posición, distancia y desplazamiento
Codificadores incrementales y
absolutos
Fotoeléctricos Reflexión
Velocidad Codificadores incrementales
Efecto Doppler
Aceleración vibración.
Piezoeléctricos + masa resorte
Temperatura Termopares, Piro-eléctricos
Osciladores de cuarzo
Diodo, transistor, Convertidores T/I
Presión Piezoeléctricos Codificador + tubo Bourdon
Caudal, flujo Vórtices Efecto Doppler, tiempo transito
vórtices
Nivel Fotoeléctricos Reflexión, Absorción.
Fuerza Piezoeléctricos
Humedad SAW
Sensores de ultrasonido.
Un sensor de ultrasonido funciona de manera similar al sonar; el dispositivo envía
una señal de tipo acústica que luego es reflejada por el objeto a detectar y
devuelta hasta el punto de partida. La reflexión de la onda es debida a la

30
diferencia de impedancias acústicas entre el medio y el objeto. Finalmente, y
gracias a un circuito de control, el sensor calcula utiliza el tiempo que demora la
señal desde que parte hasta que regresa para realizar una estimación de la
distancia del objeto. 10
Debido a su principio de funcionamiento el sensor ultrasónico realiza un trabajo
adecuado siempre y cuando se encuentre ubicado de manera perpendicular al
objeto a detectar, pues el ángulo de posicionamiento puede influir en las
mediciones realizadas, así mismo se debe tener en cuenta que aspectos como la
temperatura o la densidad del aire pueden afectar los valores arrojados por el
sensor. Por lo general este tipo de sensores suele ser empleado con éxito en
situaciones que requieran la detección de objetos a una distancia prudencial, sin
importar que estos sean transparentes o demasiado brillantes.
Ahora, teniendo en cuenta la aplicación para medición de nivel de agua dentro de
un tanque, la distancia que debe mantenerse entre el sensor y el objeto y las
limitantes de espacio y otras dentro de la planta a diseñar, se opta por seleccionar
un sensor de este tipo para recolectar los datos correspondientes al nivel del
tanque secundario.
10
Sensores de ultrasonido [En línea]. Bogotá. [citado 27 de abril de 2010]. P. 1-14. Disponible en:
versión HTML. http://www.isa.cie.uva.es/~maria/sensores.pdf

31
Sensores capacitivos.
Los sensores capacitivos pueden detectar materiales conductores y no
conductores, en forma líquida o sólida. Existen distintas aplicaciones, incluso
control de niveles en depósitos, también para detectar el contenido de
contenedores, o en máquinas empaquetadoras. Otras adaptaciones incluyen el
posicionado y conteo de materiales en sistemas de transporte y almacenaje, por
ejemplo cintas transportadoras y mecanismos de guía11.
La función del sensor capacitivo consiste en señalar un cambio de estado, basado
en la variación del estímulo de un campo eléctrico. Los sensores capacitivos
detectan objetos metálicos, o no metálicos midiendo el cambio en la capacitancia,
la cual depende la constante dieléctrica del material a detectar, su masa, tamaño,
y distancia hasta la superficie sensible del detector.
11
Sensores capacitivos, BERNSTEIN, Safe solutions. [En línea]. Bogotá. [citado 27 de abril de 2010]. Disponible en: versión HTML. http://www.fornvalls.com/pdfs/sens_capacitivos_es.pdf

32
2.1.3 RED DE ÁREA LOCAL (LAN).
Habitualmente las empresas tienden a recurrir a la informática para mejorar sus
necesidades de información. Por lo general estas comienzan con unos pocos o un
único ordenador y algunos cuantos periféricos como lo pueden ser impresoras,
equipos de fax, etc. De esta forma poco a poco se van ampliando tanto los
recursos hardware como los de software para el manejo de la información. Esta
ampliación suele llevar asociado un problema de reiteraciones y excesos, tanto de
software, datos, hardware, etc. Como se puede observar en las siguientes
situaciones:
Cada nuevo equipo va a necesitar de su propio equipo de impresión.
(Exceso de hardware).
Es muy probable que los datos almacenados en uno de los ordenadores,
sean necesarios en otros equipos de la empresa por lo que será necesario
crear copias en cada uno de estos (repetición de datos).
Los ordenadores que trabajen con los mismos archivos deberán tener
instalados los mismos programas con el fin de poder manipular dichos
archivos. (repetición software).
Con el fin de ofrecer una eficaz solución a todos estos problemas se desarrollo la
red de área local (LAN, Local Area Network). La red de área local permite
compartir bases de datos y así impedir la duplicación de datos y de programas, del
mismo modo ocurre con los periféricos.
TIPOS DE REDES DE ÁREA LOCAL
La oferta de redes de área local es muy amplia, existiendo soluciones casi para
cualquier circunstancia. Se puede seleccionar el tipo de cable, la topología e
incluso el tipo de transmisión que más se adapte a las necesidades expuestas en

33
la definición del problema a solucionar. Sin embargo, de toda esta oferta las
soluciones más extendidas son tres: Ethernet, Token Ring y Arcnet.
ETHERNET
Esta red fue desarrollada originalmente por Xerox y Dec como forma de solucionar
el problema del cableado de redes. Sus inventores fueron Robert Metcalfe y David
Boggs. Según Robert Metcalfe, el nombre Ethernet proviene de la palabra Ether
(éter), la cual denomina poéticamente a un material inexistente que, según
algunas antiguas teorías, llenaba el espacio y actuaba como soporte para la
propagación de la energía a través del universo.12 En un principio se pensó en
utilizar el cable coaxial para el cableado de este tipo de redes, aunque hoy en día
se pueden utilizar otros tipos de cables. La velocidad de transmisión de la
información por el cable es de 10 Mbps.
Figura 13. Cable cruzado RJ45.
12
Protocolo de comunicación ETHERNET. Internetworking with TCP/IP. Volume I. Principles, Protocols and Architecture. Douglas E. Comer Editorial Prentice Hall

34
Si se utiliza cable cruzado grueso, se pueden hacer hasta 4 tramos de cables
(unidos con repetidores) de un máximo de 560 metros cada uno. Los ordenadores
se conectan al cable mediante transceptores, siendo la distancia máxima entre el
transceptor y el ordenador de 15 metros. Sólo puede haber ordenadores en tres
de los cuatro tramos, siendo el número máximo de estaciones de trabajo de 100
por tramo. Si se utiliza cable coaxial fino, no hacen falta dispositivos transceptores,
pudiendo conectarse el cable del ordenador al cable de la red con simples
conectores en T. El número máximo de tramos en este caso es de 5, siendo la
longitud máxima de cada tramo de 305 metros. Los tramos se unen mediante el
empleo de repetidores de señal. Sólo puede haber ordenadores en tres de los
tramos, siendo el número máximo de estaciones de trabajo de 30 por tramo.
La redes Ethernet emplean una topología en bus con el método CSMA/CD (Carrier
Sense Multiple Access with Collision Detection) para acceder al medio. Eso
significa que cualquier estación puede intentar transmitir datos en cualquier
momento, pero como todas ellas están conectadas a un único cable común, solo
una estación puede estar transmitiendo por el cable (bus) en un momento dado.
Para solucionar los problemas de colisiones en la transmisión existen una serie de
normas como son: antes de transmitir comprobar que no haya otra estación
transmitiendo, o que en caso de colisión hacer que una estación espere un
margen de tiempo aleatorio antes de volver a intentar el envío de datos. Todas
estas tareas son realizadas automáticamente por el software de red a unas
velocidades tan elevadas que el usuario no se da cuenta de las colisiones13.
13 Ingeniería & desarrollo. Universidad del norte. 9, 22-34-2001

35
2.1.4 MECÁNICA DE FLUIDOS
Un elemento primordial de la planta de medición de nivel resulta ser el sistema de
tuberías que permite llevar el líquido desde el tanque inferior conocido como
tanque de almacenamiento, hasta el tanque superior o dispensador donde se
realizará el control de nivel para ser administrado el fluido a través de un
mecanismo efectivo.; así que para lograr un diseño adecuado de lo que se desea
construir se analizarán las pérdidas (presión y/o caudal) que pueden generarse allí
y que de una u otra manera puedan llegar a afectar el funcionamiento esperado
del sistema de llenado. Este mismo criterio es aplicado a la selección del elemento
electromecánico (motobomba) capaz de cumplir con el proceso de transporte de
liquido. Asimismo, el diseño debe incluir el criterio de pérdidas con variables
primordiales del mecanismo comprendidas por la potencia, el caudal, altura de
cabeza, etc.
En teoría, las pérdidas dadas en un fluido a través de trayectos cortos son
analíticamente despreciables; sin embargo; al ser aplicadas las ecuaciones de
análisis, los datos obtenidos deben ser utilizados para el modelamiento
matemático de la planta. Este método de observación es parte de la correcta
interpretación de las variables a las cuales se desea manipular, donde el resultado
será el diseño primario de un controlador.
Pérdidas menores.
Por lo general, los fluidos que atraviesan una red de tubería deben pasar por
uniones, válvulas, flexiones, codos, conexiones en T, entradas, salidas,
adaptadores, entre otros elementos que permiten llevar el líquido desde un punto
específico hasta otro. En estos accesorios es interrumpido el flujo normal del fluido
y se provocan unas pérdidas adicionales debido a un fenómeno de separación y
mezcla de velocidades y diferentes trayectorias (entre otros factores). En un

36
sistema con tramos de tubería largos, estas pérdidas son menores en
comparación con la pérdida de carga por fricción en los tubos (pérdidas mayores)
y son llamadas pérdidas menores
Aunque por lo general esto es cierto, en algunos casos no muy comunes las
pérdidas menores pueden ser más grandes que las pérdidas mayores. El flujo a
través de válvulas y uniones en muy complejo, y por lo general no es lógico un
análisis teórico. En consecuencia, usualmente los fabricantes de los accesorios
determinan las pérdidas menores de manera experimental. 14 Las pérdidas
menores expresadas en términos del coeficiente de pérdida (𝐾𝐿) también conocido
como coeficiente de resistencia, que se define como.
𝐾𝐿 =𝐿
𝑣2/(2𝑔)
Siendo 𝑣 la velocidad del fluido expresada en 𝑚 𝑠𝑒𝑔. , 𝑔 la gravedad en 𝑚 𝑠𝑒𝑔2 , 𝐿
es la pérdida de carga irreversible adicional en el sistema de tuberías provocado
por la inserción del accesorio y se define como 𝑙 = ∆𝑃𝑙/𝑝𝑔 . Cuando el diámetro
de entrada es igual al diámetro de salida, el coeficiente de pérdida de un
accesorio también se puede determinar midiendo la pérdida de presión a través
del mismo y dividiendo el resultado entre la presión dinámica 𝐾𝑙 = ∆𝑃𝐿/(1
2𝑝𝑉2).
Cuando está disponible el coeficiente de pérdida para un accesorio, la pérdida de
carga se determina a partir de:
𝑙 = 𝐾𝐿 𝑣2
2𝑔
14
CENGEL, Yunus A. Mecánica de fluidos, fundamentos y aplicaciones, México D.F. Mc Graw-Hill, 2006. Pérdidas menores. P. 348.

37
Las variables de la ecuación y sus unidades, son equivalentes a la expresión del
coeficiente de pérdidas .En general esta variable depende de la geometría del
accesorio y del número de Reynolds, así como del factor de fricción.
Así mismo, en la práctica, es conveniente expresar la pérdida de presión para
todos los tipos de flujos internos totalmente desarrollados (ya sean flujos laminares
o turbulentos), con tuberías (circulares o no), con superficies (lisas o rugosas) y
para tuberías horizontales o inclinadas. Lo anterior puede condensarse en la
siguiente expresión de pérdidas de presión.
∆𝑃𝐿 = 𝑓𝐿
𝐷
𝜌𝑣𝑝𝑟𝑜𝑚2
2
Donde 𝜌𝑣𝑝𝑟𝑜𝑚2 /2 es la presión dinámica dada en 𝑃𝑎. (𝑃𝑎𝑠𝑐𝑎𝑙𝑒𝑠), 𝑓 es el factor de
fricción de Darcy tomándose como un valor adimensional, D el diámetro de la
tubería en 𝑚𝑚 y ∆𝑃𝐿 se define como la presión diferencial a través de la tubería
expresada en 𝑃𝑎. (𝑃𝑎𝑠𝑐𝑎𝑙𝑒𝑠). En la ecuación anterior, el factor de fricción de Darcy
es equivalente a la expresión:
𝑓 =8𝜏𝑤𝜌𝑣𝑝𝑟𝑜𝑚2
Sus variables son descritas como 𝜌𝑣𝑝𝑟𝑜𝑚2 es la presión dinámica en 𝑃𝑎. (𝑃𝑎𝑠𝑐𝑎𝑙𝑒𝑠),
𝜏𝑤 el esfuerzo de cortante siendo sus unidades en 𝑃𝑎.
También se llama factor de fricción de Darcy-Weisbach, en honor al francés Henry
Darcy (1803-1858) y al alemán Julius Weisbach (1806-1871). Algunas de las
ecuaciones más comunes para el cálculo de pérdidas están expuestas en las
tablas # 2 y # 3.

38
Tabla 2: Fórmulas para el cálculo de pérdidas.15
Darcy 𝑱 = 3.288 ∗ 10−3 +
8.4 ∗ 10−5
𝑑 𝑄2
𝑑5
Lévy 𝑲 =
20 5𝜋𝑑2
4 𝑑(1+2.12132 𝑑)
2 . 𝐽 = (
𝑄
𝐾)2
Flamant 𝐊 = 9.2 ∗ 10−4 (
4
π)7 1
d19. 𝐽 = 𝐾 𝑄74
Hazen y Williams 𝑲 =
0.85𝜋𝑑2
4 𝑑
4
0.63
. 𝐽 = 𝑄
𝑘 ∝
1/0.54
Reynolds 𝑱 =
𝑘𝑄𝑛
𝑑𝑛+3
Lang 𝑣 =
4𝑄
𝜋𝑑2 𝑱 =
𝑣2
200 𝑑𝑔 ∝
𝑑
0.314
Tabla 3: Valores α en las fórmulas Hazen, Williams y Lang, 𝒌 y 𝒏 para Reynolds.16
Fórmula Hazen y
Williams
Reynolds Lang
Tipo de tubería Α 𝒌 𝒏 α
De pared muy
lisa
130 1.46*10-3 1.85 1.5
Semi-rugosos 114 1.79*10-3 1.87 2.5
15
VEGA, Héctor Manuel. LÓGICA Y ALGORITMOS, Programación en Matlab Aplicada a la Ingeniería, Colombia. 2006. p. 276. Tabla de fórmulas para el cálculo de pérdidas. 16
VEGA, Héctor Manuel. LÓGICA Y ALGORITMOS, Programación en Matlab Aplicada a la Ingeniería,
Colombia. 2006. p. 276. Tabla de fórmulas para el cálculo de α. 𝑘 y 𝑛.

39
Rugosos 100 1.96*10-3 1.9 5
De alta rugosidad 97 2.64*10-3 1.95 7
Muy ásperos 75 3.55*10-3 2 10
Las fórmulas descritas en la tabla # 2, pueden ser aplicadas para los parámetros
definidos según las necesidad del usuario, por ejemplo, se desea determinar la
potencia de la bomba requerida, para impulsar agua a razón de 0,07 m3/s, a una
longitud de 2000 metros , a una altura de 40 𝑚𝑒𝑡𝑟𝑜𝑠 y en una tubería de concreto
de 10" de diámetro.17
Gráfica 14.Ejemplo de cálculo de motobomba.
Antes de plantear las ecuaciones necesarias para converger con la solución del
problema, se deben definir los parámetros iniciales con base al diseño requerido.
𝑪𝒂𝒖𝒅𝒂𝒍(𝑸) = 70 𝑙𝑡𝑠/𝑠𝑒𝑔
𝑳𝒐𝒏𝒈𝒊𝒕𝒖𝒅(𝑳) = 2000𝑚
𝑫𝒊𝒂𝒎𝒆𝒕𝒓𝒐(𝑫) = 0.254𝑚
𝑨𝒍𝒕𝒖𝒓𝒂(𝑯) = 40𝑚
17
VEGA, Héctor Manuel. LÓGICA Y ALGORITMOS, Programación en Matlab Aplicada a la Ingeniería, Colombia. 2006. p. 281. Ejemplo

40
En la primera fase de desarrollo, la variable de caudal puede ser utilizada para
encontrar la velocidad del fluido en función del diámetro de la tubería.
𝒗(𝒗𝒆𝒍𝒐𝒄𝒊𝒅𝒂𝒅 𝒅𝒆𝒍 𝒇𝒍𝒖𝒊𝒅𝒐) =𝑄𝜋4 𝑑
2 = 1.38 𝑚/𝑠
Para encontrar las pérdidas presentes en el sistema, se puede aplicar la ecuación
de Darcy reemplazando los valores correspondientes:
𝑱 = 3.288 ∗ 10−3 +8.4 ∗ 10−5
𝑑 𝑄2
𝑑5
𝑱 = 3.288 ∗ 10−3 +8.4 ∗ 10−5
0.254𝑚
(70𝐿𝑡𝑠/𝑠𝑒𝑔) 2
(0.254𝑚)5
𝑱 = 2528410017937179
524484114336125000
𝑱 = 𝟎. 𝟎𝟎𝟒𝟖𝟐𝟎𝟕𝟓𝟔𝟏𝟒𝟔𝟓
Al obtener el factor de fricción por el método de Darcy, se dispone a hallar las
pérdidas en función de la altura con respecto a la longitud de tubería propuesta
(𝐻).
𝑯(𝟏) = 𝐽 ∗ 𝐿
𝑯(𝟏) = 𝐽 ∗ 2000𝑚
𝑯(𝟏) = 0.0048207561465 ∗ 2000𝑚
𝑯 𝟏 = 𝟗. 𝟔𝟒𝟏𝟓𝟏𝟐𝟐𝟗𝟑𝒎

41
En el procedimiento por el método de Lévy, se describe el factor 𝐾 como:
𝑲 =20 5𝜋𝑑2
4 𝑑(2.12132 𝑑)
2
Efectuando las sustituciones respectivas en cada una de las variables de la
ecuación, se adquiere el siguiente resultado:
𝑲 =20 5𝜋(0.254𝑚)2
4 0.254(2.12132 0.254𝑚 )
2
𝑲 =661289𝜋
6735191 6351250000000
+127
1000
2000000
𝑲 = 𝟎.𝟓𝟑𝟐𝟒𝟖𝟐𝟎𝟕𝟕𝟒𝟗𝟗𝒎𝟑/𝒔
Las pérdidas en función de altura, son dadas por el hallazgo de las variables
necesarias en el factor de fricción como se manifiesta en el siguiente
procedimiento.
𝑱 = 𝑸
𝑲 𝟐
𝑱 = 0.07𝑚3/𝑠
0.532482077499𝑚3/𝑠
𝟐
𝑯(𝟐) = 𝐽 ∗ 𝐿
𝑯(𝟐) = 0.0172816852317 ∗ 2000𝑚
𝑯 𝟐 = 𝟑𝟒. 𝟓𝟔𝟑𝟑𝟕𝟎𝟒𝟔𝟑𝟒𝒎

42
Los siguientes métodos son de proceso equivalente a los anteriores, con base a la
aplicación de ecuaciones y obtención de soluciones.
Ecuación de Flamant.
K = 9.2 ∗ 10−4 ((4/𝜋))7 4 1
d194 . 𝐽 = 𝐾 𝑄74
K = 9.2 ∗ 10−4 ((4/𝜋))7 4 1
0.254194
K =23000000000 2 20
4
260144641 2048383𝜋74
𝐊 = 𝟎. 𝟗𝟒𝟐𝟖𝟎𝟏𝟕𝟓𝟐𝟐𝟒𝟐
. 𝐽 = 𝐾 𝑄74
. 𝐽 = 0.942801752242 ∗ 0.0774
𝑱 = 𝟎. 𝟎𝟎𝟖𝟗𝟖𝟏𝟑𝟓𝟔𝟖𝟐𝟒𝟖
𝑯(𝟑) = 𝐽 ∗ 𝐿
𝑯(𝟑) = 0.0089813568248 ∗ 2000𝑚
𝑯 𝟑 = 𝟏𝟕. 𝟗𝟔𝟐𝟕𝟏𝟑𝟔𝟒𝟗𝟔𝒎
Ecuación de Hazen y Williams.
𝐾 =0.85𝜋𝑑2
4 𝑑
4
0.63
𝐾 =0.85𝜋0.2542
4
0.254
4
0.63
𝐾 =274193𝜋 ∗ (0.0635)^0.63
20000000

43
𝑲 = 𝟎.𝟎𝟎𝟕𝟓𝟖𝟒𝟒𝟒𝟐𝟗𝟐𝟎𝟕
𝐽 = 𝑄
𝑘 ∝
1/0.54
𝐽 = 0.07
0.0075844429207 ∗ 100
1/0.54
𝑱 = 𝟎. 𝟎𝟏𝟐𝟏𝟐𝟒𝟐𝟖𝟕𝟎𝟏𝟔𝟖
𝑯(𝟒) = 𝐽 ∗ 𝐿
𝑯(𝟒) = 0.0121242870168 ∗ 2000𝑚
𝑯 𝟒 = 𝟐𝟒. 𝟐𝟒𝟖𝟓𝟕𝟒𝟎𝟑𝟑𝟔𝒎
Ecuación de Reynolds.
𝐽 = 𝑘𝑄𝑛
𝑑𝑛+3
𝐽 = 1.96 ∗ 10−30.071.9
0.2541.9+3
𝑱 = 𝟎.𝟎𝟏𝟎𝟑𝟑𝟑𝟕𝟑𝟎𝟔𝟏𝟓
𝑯(𝟓) = 𝐽 ∗ 𝐿
𝑯(𝟓) = 0.010333730615 ∗ 2000𝑚
𝑯 𝟓 = 𝟐𝟎.𝟔𝟔𝟕𝟒𝟔𝟏𝟐𝟑𝒎
Ecuación de Lang
𝑣 =4𝑄
𝜋𝑑2
𝑣 =4 0.07
𝜋0.2542

44
𝑣 =4 0.07
𝜋0.2542
𝒗 = 𝟏.𝟑𝟖𝟏𝟒𝟔𝟕𝟔𝟔𝟖𝟗𝟕𝟑 𝒎/𝒔
𝐽 = 𝑣2
200 𝑑𝑔 ∝
𝑑
0.314
𝐽 = 1.381467668973 2
200 0.254 9.81
5
0.254
0.314
𝑱 = 𝟎. 𝟎𝟎𝟗𝟕𝟔𝟏𝟐𝟗𝟔𝟗𝟔𝟕𝟓
𝑯(𝟔) = 𝐽 ∗ 𝐿
𝑯(𝟔) = 0.0097612969675 ∗ 2000𝑚
𝑯 𝟔 = 𝟏𝟗.𝟓𝟐𝟐𝟓𝟗𝟑𝟗𝟑𝟓𝒎
La altura promedio en función de las pérdidas obtenidas en cada método, es
obtenida a través de la siguiente especificación.
𝑯𝒑𝒓𝒐𝒎 =𝑯(𝟏) +𝑯(𝟐) +𝑯(𝟑) +𝑯(𝟒) +𝑯(𝟓) +𝑯(𝟔)
𝟔
𝑯𝒑𝒓𝒐𝒎 = 126.6062256046
6
𝑯𝒑𝒓𝒐𝒎 = 𝟐𝟏.𝟏𝟎𝟏𝟎𝟑𝟕𝟔𝟎𝟎𝟕𝟔𝟔𝟕𝒎
Hallando la altura total (𝐻𝑡𝑜𝑡𝑎𝑙).
𝑯𝒕𝒐𝒕𝒂𝒍 = 𝑯𝒑𝒓𝒐𝒎+𝑯
𝑯𝒕𝒐𝒕𝒂𝒍 = 21.1010376007667𝑚+ 40𝑚
𝑯𝒕𝒐𝒕𝒂𝒍 = 61.1010376007667𝑚

45
En el diseño, se debe considerar la potencia necesaria de la bomba para
transportar el fluido de un punto a otro. Para este caso, la ecuación descriptiva de
potencia en función de la altura obtenida a través del análisis de pérdidas, es
equivalente a:
𝑷 =988.2 ∗ 𝑄 ∗ 𝐻
75 ∗ 0.8
Sustituyendo las respectivas variables, se adquiere el siguiente resultado.
𝑷 =998.2 ∗ 0.07 ∗ 61.1010376007667
75 ∗ 0.8
𝑷 = 𝟕𝟔.𝟏𝟓𝟔𝟐𝟑𝟏𝟔𝟖𝟖𝟓𝟗𝟗𝟓𝒉𝒑

46
2.1.5 DISEÑO ELECTRÓNICO.
Generalmente, un proceso industrial cuenta con elementos del orden eléctrico y
electrónico, los cuales manejan diversas funciones paralelamente al desarrollo
requerido. A través de varias etapas, la máquina dispensadora obedece al
comportamiento de cada uno de sus componentes electrónicos para cumplir con
los objetivos propuestos por el usuario; sin embargo; estos objetos están
comprendidos en conjuntos o grupos de control y/o acción. Entre los más
destacados se encuentran:
Tablero eléctrico
Botonera
Tarjeta Electrónica PCB
Tablero eléctrico.
Un tablero eléctrico es una caja o gabinete que contiene dispositivos de conexión,
maniobra, comando, medición, protección y señalización para cumplir una función
dentro de un sistema eléctrico.18 La fabricación o ensamblaje de un tablero
eléctrico debe cumplir criterios de diseño y normativas que permitan su correcto
funcionamiento una vez energizado, para garantizar la seguridad de los usuarios y
de las instalaciones en la cual se encuentran ubicados. Los equipos de protección
y control instalados en dicho conjunto, deben tener una referencia de conexión así
como:
Diagramas unifilares
Diagramas de control
Diagramas de interconexión
18
Tableros eléctricos. [En Línea]. Bogotá D.C. [citado el 15 de julio de 2010].Disponible en: Versión HTML http://www.scribd.com/doc/16155171/tableros-electricos

47
Botonera.
La botonera es un conjunto de mandos generales donde cada elemento
comprende una función específica en el proceso. Las partes más comunes en esta
agrupación son:
Pulsadores:
Se usan en dominios de arranque y parada incluyendo funciones en circuitos de
seguridad (paro de emergencia). El tipo de material influye en el ámbito instalado,
por ejemplo, para ambientes de servicio intensivo su material es metálico
cromado, mientras que en ambientes agresivos (intemperie o alta humedad) el
material estándar es el plástico. Existe un código de colores establecido para
diferentes estados del proceso, por ejemplo, la norma IEC 60204-119 establece los
siguientes parámetros:
1. Pulsador rojo: Emergencia (acción en caso de peligro, paro de emergencia,
etc.)
2. Pulsador amarillo: Anormal (acción en caso de condiciones anormales,
poner de nuevo en marcha un ciclo, reiniciar el proceso, etc.)
3. Pulsador Verde: Funcionamiento normal (arranque de procesos, estado de
sistema normalizados, etc.)
Pilotos
Son indicadores luminosos que representan el estado del proceso con respecto a
su desarrollo. Para distinguir los diferentes aspectos relacionados con el sistema,
19
Normas de pulsadores. [En Línea]. Bogotá D.C. [citado el 15 de julio de 2010].Disponible en: Versión HTMLhttp://www.pdftop.com/view/aHR0cDovL3d3dy5pbmZvcGxjLm5ldC9Eb2N1bWVudGFjaW9uL0RvY3VfU2VndXJpX05vcm1hL2luZm9QTENfbmV0X05PUk1BVElWQV9DVUFEUk9TX0VMRUNUUklDT1MucGRm. Pág. 23-48

48
se aplica una norma de colores citada anteriormente. Entre un rango de mayor
relevancia, se encuentran los siguientes:
1. Piloto Rojo: Emergencia, Paro o alarma (Advertencia de un posible peligro o
de un estado que requiere una acción inmediata).
2. Piloto Amarillo: Anomalía (condiciones anormales, criticas y/o
amenazantes, reinicio de sistema).
3. Piloto Verde: Normal (condiciones normales de funcionamiento, procesos
en marcha, inicialización de sistema).
Tarjeta electrónica PCB.
Es un medio para sostener mecánicamente y conectar eléctricamente
componentes electrónicos, a través de rutas o pistas de material conductor,
grabados en hojas de cobre laminadas sobre un sustrato no conductor,
comúnmente baquelita o fibra de vidrio.20
Los circuitos impresos son robustos, baratos, y habitualmente de una fiabilidad
elevada aunque de vez en cuando pueda tener fallos técnicos. Requieren de un
esfuerzo mayor para el posicionamiento de los componentes, y tienen un coste
inicial más alto que otras alternativas de montaje, como el montaje punto a
punto (o wire-wrap), pero son mucho más baratos, rápidos y consistentes en
producción en volúmenes.
20
Tarjetas PCB. [En Línea]. Bogotá D.C. [citado el 25 de Agosto de 2010].Disponible en: Versión HTML http://es.wikipedia.org/wiki/Circuito_impreso

49
2.1.6 CONTROL CONTINUO.
Sintonización de controladores PID.
Los controladores PID pueden ser ajustados o sintonizados (Tuning) de acuerdo a
las características presentadas en el proceso de aplicación teniendo en cuenta
aspectos de alta consideración, como mejorar la salida del sistema al punto
deseado (Setpoint), implementando una inmejorable respuesta ante cambios
bruscos influyentes en el comportamiento con respecto a su desarrollo o
perturbaciones (Disturbance) presentes durante su funcionamiento21.
Esta definición anterior, se podría representar en un controlador PID con
sintonización aplicado al control de velocidad de un motor. Es de manera lógica
que se debe tener en cuenta que el sistema responda de manera diferente según
las condiciones de trabajo del motor que pueden variar desde un principio en vacio
(sin carga), o con más o menos una carga estable.
La teoría de control continuo básica necesaria para diseñar un sistema de ajuste o
sintonización sobre un controlador PID, propone matemáticamente calcular los
parámetros proporcional, integral y derivativo para predecir con exactitud el
comportamiento previo del sistema controlado por el entonces diseñado PID. Es
de gran consideración, que para proyectar un control sobre cualquier sistema, al
efectuar exhaustivamente un modelamiento matemático, el cual tendrá como
objetivo, producir una función de transferencia donde se manifiesta el cambio de la
salida del sistema con respecto a la relación de entrada del mismo. Para cumplir
con este objetivo, se deben determinar diferentes variables relacionadas con el
proceso, por ejemplo, para el caso anterior del control de velocidad del motor,
previamente debe ser calculado parámetros mecánicos (masa, fricción, inercia,
21
Autómatas programables y sistemas de automatización, Pág. 394.

50
etc.), relacionados con parámetros eléctricos (inductancia, resistencia, factor de
potencia, etc.).
En el ámbito de diseño ingenieril, el desarrollo matemático puede ser omitido para
ajustar de manera sencilla el controlador PID a través de diferentes métodos
empíricos de sintonía de controladores donde se destacan los siguientes:
Métodos basados en experimentos.
El método experimental está basado en la estimación de características
determinadas del proceso mediante diferentes procedimientos empíricos, los
cuales son utilizados para calcular los parámetros del controlador utilizando
funciones o fórmulas descritas en relación a las propiedades dinámicas estimadas.
Estos métodos se pueden clasificar en dos clases:
Métodos en bucle abierto
Métodos en bucle cerrado
Métodos basados en modelos matemáticos.
Los métodos que abarcan esta definición, utilizan fórmulas matemáticas que están
basadas en los análisis de los comportamientos del sistema para obtener un
determinado parámetro22. Entre los más importantes cabe citar:
Métodos basados en la minimización de índices de error
Métodos basados en la especificaciones del margen de fase y/o ganancia
Una táctica sencilla para utilizar estos métodos basados en modelos matemáticos,
es precisar y/o identificar las características más relevantes con respecto a la
22
Autómatas programables y sistemas de automatización, pág. 395
51
dinámica de la planta o proceso a controlar. Al excitar la planta con una señal de
tipo escalón en su entrada, se puede medir la respuesta resaltando que el sistema
debe estar en bucle abierto o paralelamente se puede incluir la medición de
ensayo basándose en el regulador conectado en bucle cerrado. Durante la
práctica de control continuo, el controlador PID no interactivo, ha sido establecido
por la siguiente ecuación en función del error presentado en la planta.
𝑢 𝑡 = 𝐾𝑝 𝑒 𝑡 + 𝑇𝑑𝑑𝑒(𝑡)
𝑑𝑡+
1
𝑇𝑖 𝑒 𝑡 𝑑𝑡
𝑡
0
En la aplicación de este modelo, aspectos de gran importancia deben ser tenidos
en cuenta ya que el regulador PID se presenta como un modelo ligeramente
modificado. Debido a esta temática, algunos de los métodos utilizados para
sintonización PID pueden ser ajustados con base al tipo de identificación al cual
estuvo sujeto el proceso. Al crear un rango donde los procesos son seleccionados
como sistemas de bucle abierto o cerrado con base a su desarrollo, el sistema de
llenado implementado está comprendido como planta de bucle abierto. Asimismo,
la identificación de los elementos de control y variables dinámicas mostrado en la
figura # 15, debe estar complementada con los parámetros necesarios para
diseñar el controlador.

52
Gráfica 15: Identificación de variables en máquina dispensadora.
Métodos empíricos de ajuste con identificación en bucle abierto.
Generalmente, los procesos en el ámbito industrial producen respuestas
monótonas en modo creciente o estable. Durante este desarrollo, la salida del
sistema produce lo que se denomina generalmente la curva de reacción. A través
de estos datos, los sistemas de tipo industrial pueden describirse en una expresión
matemática, la cual es generalizada exclusivamente a procesos con entrada
escalón adaptados en bucle abierto.
𝐾 ∗ 𝑒−𝐿∗𝑠
1 + 𝜏 ∗ 𝑠
Esta denominada función de transferencia considerada de primer orden, posee
una ganancia 𝐾, constante de tiempo 𝜏 y un retardo o tiempo muerto 𝐿.

53
La aplicación del criterio de sintonización examinado anteriormente, tiene como
principio fundamental, lograr un cambio en la señal de referencia (Setpoint) en
énfasis a un cambio brusco o perturbación (Disturbance) expuesto durante el
progreso del sistema a controlar. Asimismo, otro requisito indispensable referente
a la sintonización, es convertir el proceso en bucle cerrado para cumplir los
parámetros requeridos en el diseño del controlador PID. Cabe mencionar que el
criterio fundamental de desarrollo es la razón de amortiguamiento (Damping Ratio)
,el cual explica que al obtener la segunda oscilación de respuesta dada por una
entrada escalón en el sistema, debe ser 4 veces menos que la primera oscilación
resultante (1/4 Damping Ratio).
Los métodos empíricos más representativos para un sistema en bucle abierto,
están representados por:
Método de la pendiente (Ziegler-Nichols).
Método de Cohen y Coon.
Método de Chien, Hrones y Reswick.
Método de la pendiente Ziegler-Nichols (ZN).
Los ingenieros J.G. Ziegler y N.B. Nichols de la empresa Taylor Instruments
Company en el año de 1942, desarrollaron el método de sintonía de Ziegler-
Nichols, capaz de determinar los parámetros de un controlador PID asegurando
una estabilidad y buen comportamiento de la planta a la cual fuera aplicada23.
Las fases de este método, comprendidas en su artículo “Autotuning Control using
Ziegler-Nichols”, fueron expuestos de acuerdo a las características (Entradas,
Salidas, Elementos de retroalimentación) que presente la planta.
23
Autómatas programables y sistemas de automatización, pág. 396

54
1. Abrir el bucle de control y ajustar la ganancia proporcional (𝐾𝑝 = 1), y
anular las ganancias integral (𝑇𝑖 → ∞) y derivativa (𝑇𝑑 = 0).
2. Aplicar un cambio brusco (escalón) a la variable de control (CV). Con los
ajustes realizados, dicho cambio se puede obtener induciendo un escalón a
la variable de consigna o punto de referencia (SP).
3. Reconocer de manera gráfica la evolución en el tiempo de la variable de
proceso (PV) desde el instante en el cual es aplicado el escalón.
4. Obtener los puntos de intersección de las tres líneas siguientes:
La tangente a la curva PV en el punto máximo de la pendiente.
La recta horizontal correspondiente al valor inicial de PV.
La recta horizontal correspondiente al valor final de PV.
5. Designar al retardo o tiempo muerto (Deadtime) 𝐿, el valor del tiempo que
transcurre desde que se aplica el escalón hasta que se cortan la primera y
segunda línea.
6. Designar a la constante de tiempo (Time Constant) 𝜏, el valor del tiempo
que transcurre desde el punto de corte anterior hasta el punto de corte de la
primera y tercera línea.
7. Designar a la ganancia de proceso (Process Gain) 𝐾, el cociente entre el
incremento de PV y la amplitud del escalón aplicado a CV.
8. Ajustar las constantes de controlador PID de acuerdo a los valores
indicados por el método de Ziegler-Nichols en la tabla # 4. Asimismo,
el valor indicado de 𝑎 =𝐾∗𝐿
𝜏 debe ser reemplazado por los resultados dados
por el análisis grafico.

55
Tabla 4. Parámetros de PID de Ziegler-Nichols24
REGULADOR 𝑲𝒑 𝑻𝒊 𝑻𝒅
P 1𝑎 − −
PI 0.9𝑎 3 ∗ 𝐿 −
PID 1.2𝑎 2 ∗ 𝐿 0.5 ∗ 𝐿
Durante el análisis grafico, las diferentes fases mencionadas anteriormente
pueden ser sustentadas en la figura # 16.
Gráfica 16: Método de la pendiente establecido por ZN.
Generalmente, para que la planta quede involucrada con los métodos
matemáticos de bucle abierto, se debe desconectar la variable de proceso PV de
la entrada correspondiente al controlador PID o el punto del sistema donde se
obtiene la señal del elemento de medición como retroalimentación del proceso. A
su vez, al aplicar el método de la pendiente creado por Ziegler-Nichols,
24
Autómatas programables y sistemas de automatización, pág. 398

56
proporciona los parámetros referentes a la tabla # 4 (𝐾𝑃 , 𝑇𝑖 , 𝑇𝑑) a partir de las
constantes del análisis grafico (Figura # 16) basado en la respuesta del sistema
(𝐾, 𝜏, 𝐿). Los valores obtenidos son el punto de partida para obtener un ajuste fino
expuesto por un controlador PID con sintonización (Tuning).
Método de Cohen y Coon (CO).
En el año de 1953, los ingenieros Cohen y Coon desarrollaron una teoría paralela
al método de la pendiente de Ziegler-Nichols donde la sensibilidad presentada por
variaciones con base en la proporción entre retardo (Deadtime) y constante de
tiempo (Time Constant) 𝐿 𝜏 , fueron modificadas en una nueva tabla de ajustes
(Tabla # 5) donde la respuesta del controlador es más homogénea que el ajuste
de Ziegler-Nichols.
Tabla 5: Ajustes de parámetros según Cohen y Coon.
REGULADOR 𝑲𝒑 𝑻𝒊 𝑻𝒅
P 𝜏
𝐾 ∗ 𝐿∗ 𝟏+
𝑳
𝟑𝝉
− −
PI 𝜏
𝐾 ∗ 𝐿∗ 𝟎,𝟗+
𝑳
𝟏𝟐𝝉
𝑳(𝟑𝟎𝝉+ 𝟑𝑳)
𝟗𝝉+ 𝟐𝟎𝑳
−
PID 𝜏
𝐾 ∗ 𝐿∗ 𝟒
𝟑+𝑳
𝟒𝝉
𝑳(𝟑𝟐𝝉+ 𝟔𝑳)
𝟏𝟑𝝉+ 𝟖𝑳
𝟒𝑳𝝉
𝟏𝟏𝝉+ 𝟐𝑳
El método de Cohen y Coon corrige la respuesta del estado estacionario en
comparación al criterio de ZN donde se presentaba en algunos casos, un extenso
tiempo muerto (Deadtime) con relación a una constante de tiempo (Time Constant)
en un sistema de lazo abierto. Cohen y Coon es utilizado en plantas descritas por
la función de transferencia de primer orden anteriormente mencionada, debido al
hecho de que el controlador no responde instantáneamente a una perturbación

57
(Disturbance) ya que son escalones progresivos y no instantáneos. El método
empírico es clasificado como un método “offline” en consecuencia de un cambio
de entrada anexado al sistema en su punto de estado estacionario. Entonces, la
salida puede ser medida basándose en la constante de tiempo y el tiempo muerto
para ser utilizados en la evaluación de los parámetros del controlador inicial.
La metodología de desarrollo es equivalente a ZN, tomando las fases de análisis
de bucle abierto y procediendo en la observación gráfica. En la figura # 17, se
diferencian las salidas de una planta de prueba haciendo énfasis en el
comportamiento de sensibilidad con respecto a 𝐿 𝜏 .
Gráfica 17: Sintonización por Cohen y Coon.
Los criterios de diseño referentes al método empírico de Cohen y Coon,
consistieron en:
Reducir la relación de decaimiento de la señal de respuesta en ¼.
Simplificar a un mínimo el error de estado estacionario
Disminuir la integral de error cuadrático

58
El error de estado estacionario está representado por la diferencia entre la entrada
y la salida de un sistema con respecto al límite cuando el tiempo tiende a infinito
(la respuesta del sistema ha alcanzado el estado estacionario)25. Esta variable
depende del tipo de entrada inducida en el sistema (escalón, rampa, etc.).
Asimismo, la integral de error cuadrático es la producida por la corrección inicial
cuando el sistema está en su punto de partida o estado inicial y produce unas
oscilaciones las cuales tienden a mantenerse26. Dentro de esta condición, los
errores grandes son corregidos de manera efectiva en comparación a los errores
mínimos que no afectan el sistema durante su proceso.
Método de Chien, Hrones y Reswick (CH).
En el año de 1952, una variante del método ZN en bucle abierto, fue desarrollado
por Chien, Hrones y Reswick. El planteamiento de diferentes ajustes obtuvo como
resultado una respuesta más rápida en énfasis al 20% de sobre oscilación
(Overshoot) o sobre oscilación de 0%. Los distintos valores de los parámetros del
regulador, son optimizados en su comportamiento ante cambios en el punto de
referencia (Setpoint) o perturbaciones en la carga (Disturbance). Para aplicar CHR
en una planta o proceso a controlar, los parámetros son dados por las tablas # 6 y
# 7 en función de regulador elegido siendo el factor 𝑎 = 𝐾 ∗ 𝐿𝜏 .
Tabla 6: Parámetros de CHR con 0% sobre oscilación.
PARÁMETRO SETPOINT DISTURBANCE
𝑲𝒑 0.6𝑎 0.95
𝑎
𝑻𝒊 1𝜏 2.4𝜏
𝑻𝒅 0.5𝐿 0.42𝐿
25
Error de estado estacionario [En Línea]. Bogotá D.C. [citado el 8 de Agosto de 2010]. Disponible en versión HTML http://www.ib.cnea.gov.ar/~instyctl/Tutorial_Matlab_esp/ess.html, 26
Integral de error cuadrático [En Línea]. Bogotá D.C. [citado el 8 de Agosto de 2010]. Disponible en versión HTML serdis.dis.ulpgc.es/~a013775/asignaturas/cpo/apuntes/4Mod_C.doc

59
Tabla 7: Parámetros de CHR con 20% sobre oscilación.
PARÁMETRO SETPOINT DISTURBANCE
𝑲𝒑 0.95𝑎 1.2
𝑎
𝑻𝒊 1.4𝜏 2𝜏
𝑻𝒅 0.47𝐿 0.42𝐿
En un análisis grafico, la figura # 18 demuestra el comportamiento de una planta
con un controlador diseñado bajo los parámetros CHR con 0% y 20% de sobre
oscilación.
Gráfica 18: Sintonización por Chien, Hrones y Reswick.

60
3. METODOLOGÍA.
3.1 ENFOQUE DE LA INVESTIGACIÓN.
En el desarrollo del proyecto y sus objetivos es necesario realizar cálculos y hacer
moldeamientos matemáticos, con referencia al tema. Los cuales serán
comparados y comprobados por medio de un análisis experimental para obtener
datos más precisos y así llegar a un diseño eficaz y funcional.
Teniendo en cuenta las políticas de la Universidad de San Buenaventura y lo
anterior mencionado el enfoque de la investigación es Empírico-analítico.
3.2 LÍNEA DE INVESTIGACIÓN DE USB / SUB-LÍNEA DE FACULTAD/
CAMPO TEMÁTICO DEL PROGRAMA.
Teniendo en cuenta lo establecido por la Facultad Ingeniería el propósito de la
Universidad de San Buenaventura es buscar la ¨Formación de profesionales en
Ingeniería con conocimiento científico , crítico y Humano, es decir integrales
altamente competitivos, emprendedores con mentalidad abierta y capaces de

61
responder a las exigencias de la sociedad y a todos los aspectos de la vida y del
desarrollo nacional, asimilando , adaptando e implementando tecnologías,
servicios y sistemas ingenieriles considerados dentro de una visión global y, en
particular, en aspectos de proyección real de los que caracterizan el contexto de la
comunidad colombiana¨27 y así mismo se toma la base del propósito general del
Programa de Ingeniería Mecatrónica ¨ El programa de ingeniería Mecatrónica tiene
como propósito: Formar ingenieros que respondan a las necesidades del entorno,
capaces de realizar procesos de la investigación, diseño, desarrollo y aplicación
de sistemas mecatrónicos en la industria, en la protección del medio ambiente, en
la medicina y en la agroindustria entre otros, a través de la aplicación de los
conocimientos adquiridos en las áreas de mecánica, electrónica, teoría del
control, automatización y de la computación flexible¨1 teniendo en cuenta
implementación de conocimientos ingenieriles aplicados en el proyecto el campo
temático al que pertenece es la Automatización de procesos. Debido a que se
implementaron controles automáticos en el proyecto, además de actuadores
mecánicos y electrónicos para lograr un sistema eficiente. La sub-línea de la
facultad a la que se suscribe el proyecto es la de Control y automatización.
3.3 TÉCNICAS DE RECOLECCIÓN DE INFORMACIÓN.
Se tomará como fuente de investigación para la primera etapa de documentación,
como base de partida se recurrirá a libros, páginas web, seminarios de
investigación con participación de profesores y tutores asignados, también por
parte de la experimentación que se lleve a cabo la ejecución de las prácticas
apropiadas para la toma de datos que permitan adquirir los conocimientos
teóricos y llevarlos a la práctica en la planta de procesos.
27 UNIVERSIDAD DE SAN BUENAVENTURA. Programa de ingeniería Mecatrónica. Propósito
General del Programa de Ingeniería Mecatrónica, [En línea]. Bogotá. [citado en 27 de abril de 2010]. Disponible en: versión HTML. http://www.usbbog.edu.co/index.php?option=com_content&task=view&id=233&Itemid=229

62
Fuentes Primarias
- Textos de ingeniería especializados en las áreas de Mecánica de Fluidos,
control autónomo para plantas industriales, algoritmos y programación
aplicada a la ingeniería.
- Internet como consulta de materiales y productos comerciales en Bogotá.
- Instrumentos para las diferentes mediciones como (Multímetro,
Cronometro, Probetas, osciloscopio, flexo metro, etc.)
- Modelado y/o simulación con software (Solid Edge, Fluidsim, Matlab®.)
Fuentes Secundarias
- Proyectos de grado de ingeniería Mecatrónica en la sub-línea de
investigación de automatización.
- Visitas de observación a plantas con procesos similares (Festo, Sena, etc.).

63
4. DESARROLLO INGENIERIL.
El proceso de la máquina dispensadora está basado generalmente en la
conducción de un fluido (para este caso agua) a través de una longitud de tubería,
desde el tanque de almacenamiento hasta el tanque dispensador, incluyendo el
caudal necesario para generar este proceso dado por una motobomba. La
administración regulada del líquido en el tanque secundario o dispensador, es
realizada por una electroválvula exclusivamente para el llenado de envases con
volumen expresado en relación a los parámetros de diseño. Si se desea crear una
perturbación al proceso durante su desarrollo, una válvula de apertura dejará una
ruta alterna al fluido para ser retroalimentado el tanque de almacenamiento. Los
componentes esenciales para encajar satisfactoriamente este proceso, son
expuestos en las figura # 15 anteriormente explicada y la figura # 19, donde se
distinguen los elementos primarios de diseño. Estos modelos son diseños
primarios fundamentados en diseños preliminares generados por el grupo de
trabajo.
Gráfica 19: Modelo inicial de máquina dispensadora.

64
4.1 CONDICIONES INICIALES
Parámetros de producción.
Teniendo en cuenta las consideraciones de diseño del apartado inmediatamente
anterior, la máquina se crea con el objetivo de llenar un recipiente de 250 ml en un
tiempo estimado de 5 segundos. Lo que significa que este es el caudal que debe
existir en la salida del tanque dispensador. Calculando este caudal se tiene que:
𝑄𝑠 =𝑉
𝑡=
250 𝑚𝑙
5 𝑠𝑒𝑔= 50
𝑚𝑙
𝑠𝑒𝑔
Donde 𝑄𝑠 es el caudal de salida [𝑚3
𝑠𝑒𝑔], 𝑉 es volumen adecuado siendo sus
unidades aplicadas a la necesidad [𝑚3, 𝐿𝑡,𝑚𝐿] y 𝑡 es el tiempo [𝑠𝑒𝑔].
Parámetros de diseño.
El inicio del diseño debe estar sujeto a ciertos criterios de definición, los cuales
abarcan el proceso ideal de la máquina dispensadora y serán explicados a
continuación.
Diseño mecánico de tanques: El análisis empírico-analítico de materiales
de construcción y simples sólidos geométricos en función de volumen de
almacenamiento, darán como resultado las condiciones de construcción
para la máquina.
Selección de tubería, accesorios y motobomba: La conducción del fluido
debe ser definido basándose en la tubería para el proceso; sin embargo; a
través de un estudio detallado de pérdidas, se logran alcanzar requisitos

65
necesarios para la selección del elemento electromecánico para la
movilización del fluido (p.e. el agua).
Diseño electrónico y acoples de sistema: La interacción manual entre el
usuario y la máquina, conllevan a los fundamentos iniciales de una
botonera de control donde se darán funciones especificas al proceso.
Asimismo, se deben diseñar acoples entre conexiones análogas y digitales
para ser controladas desde un dispositivo principal (p.e. PLC).
Diseño eléctrico de tablero: Los tableros eléctricos contienen los
elementos de control y dispositivos necesarios para el proceso fundamental
de la máquina. Para este caso se realizará el diseño bajo normas de planos
eléctricos, construcción y conexionado, logrando un prototipo inicial
posterior a su construcción.
Automatización del proceso: Las características principales del proceso
depende de su algoritmo de control. Para este caso, el controlador con
sintonización autónoma (autotuning PID) y sus demás puntos de desarrollo
del proceso, estarán basados en diferentes programas diseñados en el PLC
Festo FC 660 a través del lenguaje STL especial de su software de
desarrollo FST 4.0.
Interacción de proceso y usuario: El empalme entre el hardware (parte
física de máquina), firmware (rutinas del software almacenadas en el PLC)
y software indispensables para el proceso (FST 4.0, Microsoft Excel y
MATLAB®), fácilmente será controlado por el usuario a través de interfaces
gráficas diseñadas para un manejo adecuado del proceso. Asimismo, el
manual de operación de la máquina y ejercicios de aplicación, pueden ser
consultados para un mejor desempeño.

66
4.2 DISEÑO MECÁNICO DE LOS TANQUES.
Tanque dispensador.
El inicio del diseño de los tanques está basado en el análisis estático y dinámico
de mecánica de fluidos. De acuerdo a los parámetros de producción, el caudal de
salida debe ser de 50𝑚𝑙
𝑠𝑒𝑔. Este flujo debe salir a través de la boquilla de la
electroválvula la cual es de forma circular y posee un diámetro de 6 mm, por lo
tanto es posible calcular la velocidad lineal de este fluido al salir.
𝑄𝑠 = 𝑣𝑠 ∗ 𝐴
𝑣𝑠 =𝑄𝑠
𝐴
Donde 𝑣𝑠 es la velocidad de salida del agua [𝑚
𝑠𝑒𝑔] y 𝐴 es el área de la boquilla de la
electroválvula [𝑚2].
𝑣𝑠 =𝑄𝑠
𝐴=
50 ∗ 10−6 𝑚3
𝑠𝑒𝑔
(𝜋4 6 ∗ 10−3 𝑚 2)
= 1.7683 𝑚
𝑠𝑒𝑔.
Como esta descarga se hace de forma gravitacional, es decir que la única fuerza
que actúa sobre el agua es la gravedad, y por ende la velocidad de salida es
directamente proporcional a la altura del fluido en el tanque dispensador, entonces
se procede a calcular esta altura para obtener la velocidad deseada.
𝑣𝑠 = 2 ∗ 𝑔 ∗
𝑣𝑠2 = 2 ∗ 𝑔 ∗
=𝑣𝑠
2
2𝑔
Siendo la altura del fluido [𝑚] y 𝑔 la gravedad [𝑚
𝑠𝑒𝑔2]. Reemplazando los datos en
las variables descriptivas de la ecuación se obtiene el siguiente resultado.

67
=𝑣𝑠
2
2𝑔=
1.7683 𝑚𝑠
2
2 ∗ (9.81 𝑚𝑠𝑒𝑔2)
= 0.1593 𝑚.
El parámetro definido con respecto a la altura, es aproximadamente igual a 16
cm. Esto significa que el tanque dispensador debe poseer por lo menos esta
altura. Efectuando un riguroso análisis geométrico del tanque, se constituyen de
los siguientes criterios para su diseño inicial:
Se sugiere una forma cónica para la descarga para asegurar una fácil
sujeción de la tubería de la electroválvula y un vaciado total del tanque
cuando se requiera.
Se considera adecuado el uso de un material transparente para poder
visualizar el cambio de altura del líquido y de paredes lo suficientemente
delgadas, asegurando una detección adecuada por parte del sensor
capacitivo.
Finalmente para facilitar las labores de sujeción se plantea una forma
cuadrada de su desarrollo.
En un procedimiento de diseño, se deben analizar las propiedades físicas y
químicas para encontrar un material adecuado. La observación detallada del
acrílico como opción primaria y su comparación con el vidrio como material
secundario, se destacan las siguientes comparaciones y propiedades:

68
Transparencia de alrededor del 93%.
Alta resistencia al impacto, de unas 10 a 20 veces la del vidrio (segundo
material de análisis).
Resistente a la intemperie y a los rayos ultravioleta. No hay un envejecimiento
apreciable en 10 años de exposición exterior.
Excelente aislante térmico y acústico.
Ligero en comparación con el vidrio (aproximadamente la mitad), con
una densidad de unos 1190 kg/m3 es sólo un poco más pesado que el agua.
De dureza similar a la del aluminio: se raya fácilmente con cualquier objeto
metálico, como un clip.
De fácil combustión, no se apaga al ser retirado del fuego. Sus gases tienen
olor afrutado y crepita al arder. No produce ningún gas tóxico al arder por lo
que se puede considerar un producto muy seguro para elementos próximos a
las personas al igual que la madera.
Gran facilidad de mecanización y moldeo.
Se comercializa en planchas rectangulares de entre 2 y 120 mm de espesor.
Existe con varios grados de resistencia (en unas doce calidades diferentes) y
numerosos colores. Se protege su superficie con un film de polietileno para
evitar que se raye al manipularlo.
Se puede mecanizar en frío pero no doblar.
(serrado, esmerilado, acuchillado, pulido, etc.).28
Haciendo referencia a las características mencionadas anteriormente, se sugiere
diseñar el tanque de forma cónica para una facilidad mayor de descarga. En las
propiedades físicas del acrílico, se describe que el material en su estado sólido, no
es capaz de obtener una forma cónica (para el caso del tanque) y el procedimiento
de desarrollo para obtener figuras geométricas de formas circulares es muy
28
Propiedades físicas y químicas de acrílico. [En Línea]. Bogotá DC [citado el 25 de Septiembre de 2010]. Disponible en versión HTML http://es.wikipedia.org/wiki/PMMA

69
complejo. Ante este problema, el diseño del tanque se cambio a una forma
piramidal. Esta nueva propuesta se puede exponer en la figura # 20.
Gráfica 20: Geometría del Tanque Dosificador.
Este diseño parte del concepto paralelo al funcionamiento del dispensador, el cual
debe tener una capacidad mínima de 3 litros. Para la geometría del tanque
dispensador, el parámetro inicial está relacionado con la estructura de la base
como pirámide truncada para así evitar puntos muertos. Para el desarrollo del
cálculo total del volumen se decidió tomar dos figuras independientes referentes a
la pirámide truncada y el rectángulo paralelepípedo respectivamente.

70
Cálculo rectángulo paralelepípedo.
Gráfica 21: Geometría de la parte superior del Tanque Dosificador.
Los cálculos en este sólido geométrico, fueron realizados para obtener las
dimensiones necesarias para una capacidad de 3 litros. Teniendo en cuenta que
la altura debe ser significativamente mayor que las dimensiones de la base, y esta
a su vez superior a 16 cm ( altura del tanque dispensador), la altura obtenida
proporcionalmente con base los criterios de diseño y construcción comercial, es
𝐻 de 20 cm. Partiendo de este dato se calcula el área de la base.
𝑉 = 𝐴2 ∗ 𝐻
Donde 𝑉 es el volumen del sólido [𝑚3], 𝐴 es el lado de la base [𝑚2] y 𝐻 es la
altura de la figura [𝑚]. Para hallar el área de la base con respecto a la altura
evaluada anteriormente en los criterios de diseño, se realiza un simple despeje de
variables, dando como resultado la siguiente expresión:
𝐴2 =𝑉
𝐻 =
0.003 𝑚3
0.2 𝑚= 0.015 𝑚2
𝐴 = 0.015 𝑚2 = 𝟎.𝟏𝟐𝟐𝟒 𝒎 ≅ 𝟏𝟐𝒄𝒎.

71
En la etapa de construcción, los lados equivalentes a la base del rectángulo son
aproximados a 12 𝑐𝑚 para flexibilizar el manejo del material (acrílico). Asimismo, el
volumen de la pirámide truncada debe ser agregado al parámetro primario de
diseño (3 𝐿𝑡𝑠.) para superar la capacidad de almacenamiento de liquido deseada.
Cálculo pirámide truncada.
Gráfica 22: Geometría de la parte inferior del Tanque Dosificador.
Conociendo las dimensiones de la base del rectángulo paralelepípedo (𝐴), el
diseño de este sólido tiene como fundamento el acople de un accesorio (macho)
para conectar la electroválvula encargada del suministro de liquido. Las
dimensiones de este conector están definidas en diámetro exterior 2 𝑐𝑚. y
longitud 4 𝑐𝑚. Existe una tolerancia en la fabricación del agujero para el accesorio
definida en rango de ±0.5𝑐𝑚, por consiguiente, el lado de la base inferior de la
pirámide es equivalente a 2.5 𝑐𝑚.
Siendo el parámetro restante para la aplicación de una expresión donde se
encuentre el volumen final del tanque dispensador, la altura deberá estar en
función de los lados superiores e inferiores dados en la pirámide truncada. El
volumen deseado es aproximadamente 1
2𝐿𝑡 (0.0005 𝑚3).
Para calcular esta altura se partió de la ecuación de volumen para una pirámide
truncada.
𝑉 =(𝐴1 + 𝐴0 + 𝐴1 ∗ 𝐴0)
3∗

72
Despejando la altura h, se tiene
:
=3
(𝐴1 + 𝐴0 + 𝐴1 ∗ 𝐴0)∗ 𝑉
Donde A1 es el área de la tapa y A0 es el área de la base siendo sus unidades
[𝑚2].
𝐴1 = 0.12 𝑚 2 = 0.0144 𝑚2
𝐴0 = 0.025 𝑚 2 = 625 ∗ 10−6 𝑚2
Remplazando los datos encontrados en las variables de la ecuación en función de
altura:
=3
((0.0144 𝑚2) + (625 ∗ 10−6 𝑚2) + 0.0144 ∗ (625 ∗ 10−6 ))∗ (0.0005 𝑚3)
= 𝟎.𝟎𝟖𝟑𝟐 𝒎 ≅ 𝟖 𝒄𝒎.
Volumen total del dispensador.
Conociendo los valores definitivos se procede a calcular el volumen total del
dispensador.
𝑉 = 𝑉𝑟𝑒𝑐𝑡𝑎𝑛𝑔𝑢𝑙𝑜 + 𝑉𝑝𝑖𝑟𝑎𝑚𝑖𝑑𝑒
Volumen rectángulo paralelepípedo.
𝑉 = 𝐴2 ∗ 𝐻
𝑉 = (0.12 𝑚 )2 ∗ 0.2 𝑚 = 2.88 𝐿𝑡𝑠
El parámetro de diseño del primer sólido, esta aproximado al ideal con los datos
obtenidos en las operaciones (2.88 𝐿𝑡𝑠 ≅ 3 𝐿𝑡𝑠).

73
Volumen pirámide truncada.
𝑉 =((0.0144 ) + (625 ∗ 10−6 ) + 0.0144 ∗ (625 ∗ 10−6 ))
3∗ 0.08
𝑉 = 0.4806 𝑙𝑡𝑠
Asimismo, el criterio de diseño para la segunda sección del tanque es semejante
al valor dado en la ecuación (0.4806 𝐿𝑡𝑠 ≅ 0.5 𝐿𝑡𝑠).
Volumen total.
𝑉 = 2.88 𝐿𝑡𝑠 + 0.4806 𝑙𝑡𝑠
𝑉 = 𝟑.𝟑𝟔𝟎𝟔 𝑳𝒕𝒔
Este volumen es superior a 3 litros que fue el requerimiento inicial. Por tanto el
diseño es válido.
Tanque de almacenamiento.
El tanque de almacenamiento fue diseñado para contener un volumen mínimo de
10 Litros de agua según especificaciones de diseño y construcción. Para cumplir
con este requerimiento, el método efectivo radica en diseñar el tanque con una
estructura de sencillo ensamblaje, siendo un cubo, un sólido de fácil construcción
y desarrollo. Entre sus dimensiones empíricas para el inicio del diseño, donde la
capacidad de almacenamiento radica en ±10 𝐿𝑡𝑠, están encerradas entre 20 𝑐𝑚 x
20 𝑐𝑚 de base. Haciendo énfasis a los criterios mencionados anteriormente, se
debe calcular la altura descrita en la figura # 23 para obtener el volumen deseado.
Gráfica 23: Geometría del Tanque de Almacenamiento.

74
La ecuación para hallar el volumen de un paralelepípedo esta descrita en la
expresión:
𝑉 = 𝐴 ∗ 𝐿 ∗ 𝐻
La descripción de variables está referida al volumen del sólido 𝑉 expresado en
[𝑚3] y las longitudes de proporción equivalente 𝐴 y 𝐿 comprendidas en una
variable 𝑥 dado en [𝑚]. La nueva ecuación es equivalente a:
𝑉 = 𝐴2 ∗ 𝐻
Despejando la altura en función del volumen y el área de la base, se obtiene:
𝐻 =𝑉
𝐴2
Remplazando los datos de diseño:
𝐻 =0.01 𝑚3
(0.2 𝑚)2= 𝟎.𝟐𝟓 𝒎
Para evitar algún tipo de desbordamiento durante el llenado del tanque de
almacenamiento, la altura obtenida anterior puede ser aproximada a 𝟎.𝟑 𝒎 para
una mayor capacidad de volumen.

75
4.3 SELECCIÓN DE TUBERÍA, ACCESORIOS Y MOTOBOMBA.
La tubería de acople entre los tanques debe contar con características esenciales
de economía, estética, maniobrabilidad, resistencia al impacto en la fase de
ensamblaje, reactiva a la corrosión y conducción efectiva de fluido. Después de un
análisis intuitivo entre marcas, características y presentación, la tubería que se
acomodaba a la necesidad, fue de agua caliente PAVCO Ref. 12556. Las
especificaciones de este elemento de conexión entre los tanques anteriormente
diseñados son:
Diámetro nominal de acople a tanques: 16𝑚𝑚 =1
2𝑝𝑢𝑙
Espesor de tubería: 1.73𝑚𝑚 = 0.068𝑝𝑢𝑙
Diámetro externo promedio: 15.88𝑚𝑚 = 0.625𝑝𝑢𝑙
Los accesorios de unión entre la tubería y sus diferentes rutas con base a la figura
# 19 son los descritos a continuación:
Tés: conexión entre dos puntos de la tubería derivados a un nuevo tramo.
Codos 90°: desviación de tubería que forma un ángulo recto de 90° para
especificación de un tramo a seguir.
Uniones: fusión de dos tramos de tubería rectos para continuación de ruta.
Válvulas de apertura: dos válvulas, las cuales cumplen la función de
perturbación en el sistema para integrarlo al lazo de control y escape de
fluido para limpiar la máquina dispensadora.
Cada elemento es adquirido con la especificación de acople a la tubería de
16𝑚𝑚 =1
2𝑝𝑢𝑙. y a su vez, los elementos no pueden ser roscados de acuerdo al
manual de instalación. Los accesorios deben ser lisos y unidos por soldadura
PVC. El criterio de selección de la motobomba, es fundamentado en la máxima

76
altura que puede alcanzar el fluido al ser expulsado por el mecanismo, teniendo en
cuenta a su vez el caudal necesario para conducir el fluido y la potencia requerida
para desarrollar este proceso. La táctica esencial para hallar estos parámetros, es
el análisis por pérdidas en relación a los elementos presentados en el diseño
(Figura # 19). La altura alcanzada por la motobomba deber ser equivalente a la
suma de las pérdidas en función de altura presentadas en la ecuación:
𝐻 = 𝐻_𝑚𝑎𝑥𝑖𝑚𝑎 + 𝐻_𝑎𝑐𝑐𝑒𝑠𝑜𝑟𝑖𝑜𝑠 + 𝐻_𝑡𝑢𝑏𝑜𝑠
Altura de pérdidas en accesorios.
Previamente, los accesorios utilizados a través de la ruta hidráulica, presentan una
pérdida con respecto la velocidad inicial o caudal de transporte. Para calcular esta
variable, la forma más común es la expuesta en la ecuación:29
𝐻 = 𝐾𝐿𝑣2
2𝑔
Donde 𝐾𝐿 es el coeficiente de pérdida, 𝑣 es la velocidad del fluido [𝑚
𝑠𝑒𝑔] y 𝑔 es la
gravedad dada en [𝑚
𝑠𝑒𝑔2]. Creando una relación de ecuaciones entre la velocidad
del fluido y las pérdidas en función de altura, se obtiene el siguiente
procedimiento.
𝑉 =𝑄
𝐴=
𝑄𝜋4 𝑑
2
29
CENGEL, Yunus A. Mecánica de fluidos, fundamentos y aplicaciones, México D.F. Mc Graw-Hill, 2006. P. 348.

77
Siendo 𝑣 la velocidad del fluido [𝑚
𝑠𝑒𝑔], 𝑄 el caudal presentado en el fluido [
𝑚3
𝑠𝑒𝑔] y 𝑑 el
diámetro del accesorio [𝑚]. Creando la relación, el análisis de pérdidas se
transforma en la siguiente expresión:
𝐻 =𝐾𝐿 ∗ 8 ∗ 𝑄2
𝜋2 ∗ 𝑔 ∗ 𝑑4
Para el desarrollo de los cálculos necesarios de las pérdidas, se puede determinar
un caudal provisional de la motobomba basándose en un análisis empírico
detallado. El tanque dispensador posee una capacidad superior a 3 𝐿𝑡𝑠; sin
embargo; el tiempo necesario para tomar un buen nivel en el procedimiento de
suministro del fluido a través de la electroválvula debe ser equivalente a menos de
1 minuto (𝑡 < 1𝑚𝑖𝑛). Por ende, un caudal de 4 𝐿𝑡𝑠
𝑚𝑖𝑛 puede ser la variable requerida
para cumplir esta operación. Las unidades de caudal deben corresponder a las
establecidas por el sistema internacional de unidades, donde alcanzando una
conversión básica, se obtiene el siguiente resultado:
𝑄 = 4𝑙𝑖𝑡𝑟𝑜𝑠
𝑚𝑖𝑛∗
1 𝑚𝑖𝑛
60 𝑠𝑒𝑔∗
1 𝑚3
1000 𝑙𝑡𝑠= 𝟔𝟔.𝟔𝟔𝟔𝟔 ∗ 𝟏𝟎−𝟔
𝒎𝟑
𝒔
Pérdidas en Codos.
Gráfica 24: Accesorio de tubería (codo 90°).

78
El coeficiente de pérdidas (𝐾𝐿) para codos lisos de 90º es de 0.3.30Al reemplazar
los datos en sus respectivas variables, el resultado es:
𝐻_𝑐𝑜𝑑𝑜𝑠 =𝐾𝐿 ∗ 8 ∗ 𝑄2
𝜋2 ∗ 𝑔 ∗ 𝑑4
𝐻_𝑐𝑜𝑑𝑜𝑠 =0.3 ∗ 8 ∗ (66.6666 ∗ 10−6 𝑚
3
𝑠𝑒𝑔)2
𝜋2 ∗ (9.81𝑚𝑠𝑒𝑔2) ∗ (16 ∗ 10−3𝑚)4
𝐻_𝑐𝑜𝑑𝑜𝑠 = 𝟎.𝟒𝟑𝟎𝟑 ∗ 𝟏𝟎−𝟔 𝒎
Pérdidas en Tés.
Gráfica 25: Accesorio de tubería (te).
Este análisis de pérdidas contiene dos partes. La primera fase consiste en el
estudio de flujo derivado, donde el coeficiente de pérdidas (𝐾𝐿) es equivalente a
1.0, asimismo, el segundo segmento examina el flujo en línea que a su vez
expresa el coeficiente de pérdidas (𝐾𝐿) para conexiones en tés de 0.2:
Flujo derivado:
𝐻_𝑡𝑒𝑠1 =𝐾𝑙 ∗ 8 ∗ 𝑄2
𝜋2 ∗ 𝑔 ∗ 𝑑4
30
CENGEL, Yunus A. Mecánica de fluidos, fundamentos y aplicaciones, México D.F. Mc Graw-Hill, 2006. P. 351. Tabla 8-4

79
𝐻_𝑡𝑒𝑠1 =1.0 ∗ 8 ∗ (66.6666 ∗ 10−6)2
𝜋2 ∗ (9.81) ∗ (16 ∗ 10−3)4
𝐻_𝑡𝑒𝑠1 = 1.4344 ∗ 10−6 𝑚
Flujo en lineal:
𝐻_𝑡𝑒𝑠2 =𝐾𝐿 ∗ 8 ∗ 𝑄2
𝜋2 ∗ 𝑔 ∗ 𝑑4
𝐻_𝑡𝑒𝑠2 =0.2 ∗ 8 ∗ (66.6666 ∗ 10−6)2
𝜋2 ∗ (9.81) ∗ (16 ∗ 10−3)4
𝐻_𝑡𝑒𝑠2 = 0.2869 ∗ 10−6 𝑚
La sumatoria de los dos resultados es el equivalente a las pérdidas totales
presentadas en el accesorio.
𝐻𝑡𝑒𝑠 = 𝐻_𝑡𝑒𝑠1 + 𝐻_𝑡𝑒𝑠2
𝐻𝑡𝑒𝑠 = 1.4344 ∗ 10−6 𝑚 + 0.2869 ∗ 10−6 𝑚
𝐻𝑡𝑒𝑠 = 𝟏.𝟕𝟐𝟏𝟑 ∗ 𝟏𝟎−𝟔 𝒎
Pérdidas en uniones.
Gráfica 26: Accesorio de tubería (unión sin roscar).
El coeficiente de pérdidas (𝐾𝐿) para uniones sin roscar es de 0.08, entonces:
𝐻𝑢𝑛𝑖𝑜𝑛𝑒𝑠 =𝐾𝑙 ∗ 8 ∗ 𝑄2
𝜋2 ∗ 𝑔 ∗ 𝑑4

80
𝐻𝑢𝑛𝑖𝑜𝑛𝑒𝑠 =0.08 ∗ 8 ∗ (66.6666 ∗ 10−6)2
𝜋2 ∗ (9.81) ∗ (16 ∗ 10−3)4
𝐻𝑢𝑛𝑖𝑜𝑛𝑒𝑠 = 𝟎.𝟏𝟏𝟒𝟕 ∗ 𝟏𝟎−𝟔 𝒎
En la ruta hidráulica, las pérdidas de los accesorios existentes a través de la
misma, pueden calcularse mediante una sumatoria de los datos obtenidos con
respecto al análisis de cada elemento.
𝐻𝑎𝑐𝑐𝑒 = 𝐻𝑐𝑜𝑑𝑜 𝑠 + 𝐻𝑡𝑒𝑠 + 𝐻𝑢𝑛𝑖𝑜𝑛𝑒𝑠
𝐻𝑎𝑐𝑐𝑒 = 0.4303 ∗ 10−6 𝑚 ∗ 7 + 1.7213 ∗ 10−6 𝑚 + [ 0.1147 ∗ 10−6 𝑚 ]
𝐻𝑎𝑐𝑐𝑒 = 𝟒.𝟖𝟒𝟖𝟏 ∗ 𝟏𝟎−𝟔 𝒎
Pérdidas por longitud.
En la hidráulica, el cálculo de la pérdida de carga producida por la fricción de una
tubería es descrito en la ecuación:31
𝐻𝑝 = 𝐽 ∗ 𝐿
La interpretación de cada variable es descrita como 𝐻𝑝 la altura de pérdidas [𝑚], 𝐿
la longitud de la tubería sometida al análisis [𝑚] y 𝐽 las pérdidas por unidad del
longitud [𝑎𝑑𝑖𝑚𝑒𝑛𝑠𝑖𝑜𝑛𝑎𝑙]. En la descripción anterior, 𝐽 puede ser hallada
independientemente por una resultante de la teoría de Darcy (Tabla # 2):
𝐽 = 3.288 ∗ 10−3 +8.4 ∗ 10−5
𝑑 𝑄2
𝑑5
31
VEGA, Héctor Manuel. LÓGICA Y ALGORITMOS, Programación en Matlab Aplicada a la Ingeniería, Colombia. 2006. p. 276. Ecuación Darcy-Weisbach.

81
Siendo 𝑑 el diámetro de la tubería [𝑚] y 𝑄 el caudal de salida de la motobomba
[𝑚3
𝑠𝑒𝑔]. 32 Sustituyendo cada variable por los datos correspondientes a cada avance
desarrollado y realizando las debidas operaciones, se puede adquirir el dato
consecuente al análisis de pérdidas. Cabe resaltar, que el procedimiento es
aplicado a una tubería PVC de diámetro 16 𝑚𝑚.
𝐽 = 3.288 ∗ 10−3 +8.4 ∗ 10−5
(16 ∗ 10−3𝑚)
(66.6666 ∗ 10−6)2
(16 ∗ 10−3𝑚)5
𝐽 = 36.1815 ∗ 10−3
Basándose en el estudio de las pérdidas planteadas por la teoría de Darcy, la
solución del estudio planteado anteriormente es correspondiente al producto
alcanzado.
𝐻𝑝 = 𝐽 ∗ 𝐿
𝐻𝑝 = 36.1815 ∗ 10−3 ∗ 1.2𝑚
𝐻𝑝 = 𝟒𝟑.𝟒𝟏𝟕𝟖 ∗ 𝟏𝟎−𝟑 𝒎
Altura total.
La sumatoria de los factores de pérdidas en función de accesorios, tuberías y
ensamble de tanque dispensador, dan a conocer la altura máxima requerida para
el transporte del fluido. La altura máxima fue dada al medir desde el nivel 0 (mesa
de apoyo máquina) hasta la altura deseada del fluido en el tanque dispensador.
Este procedimiento fue realizado para lograr el nivel adecuado entre tanques
según la ley de Arquímedes la cual será examinada posteriormente:
32
VEGA, Héctor Manuel. LÓGICA Y ALGORITMOS, Programación en Matlab Aplicada a la Ingeniería, Colombia. 2006. p. 276. Ecuación Darcy-Weisbach.

82
𝐻 = 𝐻𝑚𝑎𝑥𝑖𝑚𝑎 + 𝐻𝑡𝑢𝑏𝑒𝑟𝑖𝑎 + 𝐻𝑎𝑐𝑐𝑒 𝑠𝑜𝑟𝑖𝑜𝑠
𝐻 = 0.696 𝑚 + 43.4178 ∗ 10−3 𝑚 + 4.8481 ∗ 10−6
𝐻 = 𝟎.𝟕𝟑𝟗𝟒 𝒎
Cálculo de potencia en la bomba
La potencia requerida por la bomba para conducir el fluido desde el tanque de
almacenamiento hasta la fase de dosificación es la equivalente en la expresión:
𝑃 =998.2 ∗ 𝑄 ∗ 𝐻
75 ∗ 𝜂
Donde 𝑄 es el caudal de salida obtenido del método analítico-empírico [𝑚3
𝑠𝑒𝑔], 𝐻 es
la altura dada por el análisis de pérdidas [𝑚] y 𝑛 es la eficiencia de la bomba, la
cual será dada por el 80% de su capacidad [adimensional]. Sustituyendo los
valores en la ecuación anterior, da como resultado:
𝑃 =998.2 ∗ 66.6666 ∗ 10−6
𝑚3
𝑠𝑒𝑔 ∗ (0.7394 𝑚)
75 ∗ (0.8)
𝑃 = 820.0685 ∗ 10−6 𝐻𝑃
Para convertirlo a vatios [𝑤𝑎𝑡𝑡], se considera la siguiente relación lineal:
1𝐻𝑝 → 746𝑤𝑎𝑡𝑡𝑠
𝑃𝑏𝑜𝑚𝑏𝑎 = 0.6117 𝑤𝑎𝑡𝑡𝑠.

83
Para determinar la selección de la bomba con base a su potencia y altura máxima
(altura de cabeza) calculadas anteriormente, se adapto una bomba comercial del
tipo centrifuga con las siguientes características principales:
Altura de cabeza: 2.7𝑚.
Caudal de salida: 6𝐿𝑡𝑠
𝑚𝑖𝑛.
Corriente: 600𝑚𝐴.
Voltaje alimentación: 24𝑉𝑑𝑐.
Las demás características de la bomba pueden ser consultadas en el anexo H
para mayor información y detalles de este elemento electromecánico. Teniendo en
cuenta los objetivos del proyecto, se procedió a diseñar la planta en el software
Solid-Edge, Después de haber diseñado los tanques matemáticamente para
cumplir con las especificaciones de volumen, se diseñaron en el software. Para
tener una aproximación real del diseño arrojando los siguientes resultados.
Tanque de almacenamiento: Tiene capacidad para almacenar diez litros, y
sus dimensiones son equivalente a Altura 30 Cm, Ancho 20 Cm y Largo 20
cm.
Gráfica 27: Diseño tanque de almacenamiento.

84
Tanque dosificador: Tiene capacidad para almacenar tres litros,
compuesto por dos figuras geométricas. Dimensiones del paralelepípedo:
Alto 20 cm, Ancho 12 cm y Largo 12 cm .Dimensiones de la pirámide
truncada: Alto 8 cm, Ancho 2.5 cm y Largo 2.5 cm.
Gráfica 28: Diseño tanque dosificador.
Mesa de soporte: Diseñada para sujetar los elementos físicos de acuerdo
a su distribución y ensamble. Dimensiones: 80 cm X 80 cm.
Gráfica 29: Diseño mesa de soporte.

85
Perfiles tanque de almacenamiento: Estos perfiles fueron diseñados con
una altura mayor a la del tanque (30 Cm), estimada en (40 Cm). Con un
largo de (9 Cm) y con un ancho de (4 Cm).
Gráfica 30: Diseño de perfiles tanque de almacenamiento.
Gráfica 31: Ensamble final de tanque de almacenamiento.

86
Perfil tanque dispensador: Para el diseño de este perfil se tuvo en cuenta
no solo la altura del tanque dispensador, también la altura de los envases y
la altura de la electro válvula entonces se estimó una altura para este perfil
de (62 cm) un ancho (9 cm) y un largo (4 cm).
Gráfica 32: Diseño de perfiles de tanque dispensador.
Gráfica 33: Ensamble final de tanque dispensador.
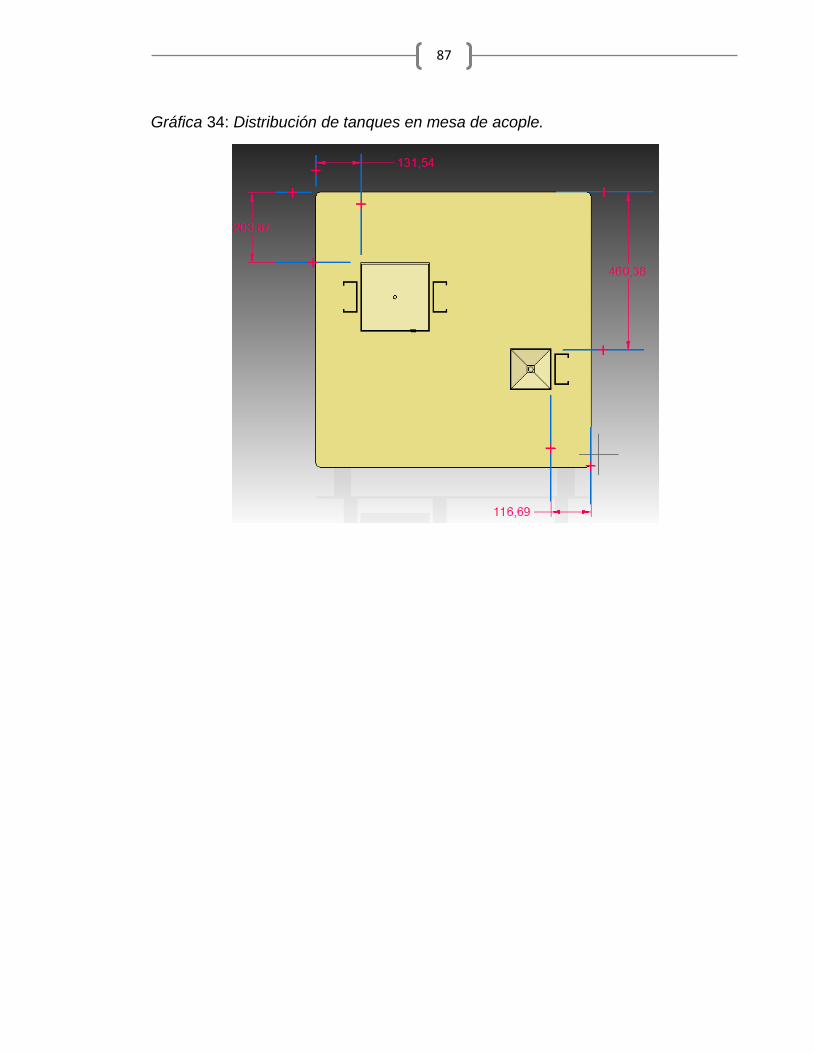
87
Gráfica 34: Distribución de tanques en mesa de acople.

88
Ensamble final de máquina: la definición de cada uno de los elementos
esenciales para obtener un modelo definitivo, es mostrado en la figura # 35.
Gráfica 35: Diseño final de máquina dispensadora.

89
4.4 DISEÑO ELECTRÓNICO Y ACOPLES DE SISTEMA.
Para manipular la maquina dispensadora desde una terminal manual, es
indispensable establecer un dispositivo que comprende varios mandos con
respecto al funcionamiento del proceso. Estos mandos pueden realizar arranques
de inicio (Start), paradas de rutina en caso de avería o necesidad de usuario
(Stop) y reinicio de proceso sobreponiendo las condiciones iniciales del sistema
(Reset). El diseño electrónico en condiciones de hardware, la botonera de control
puede ser aplicado mediante las siguientes normas:
Grafica 36: Código de colores para botoneras eléctricas.
La botonera de control consta de 3 pilotos que indican las diferentes fases del
sistema a través de su progreso. Asimismo, depende de 3 botones como modo de
interacción al usuario para enviar las distintas órdenes al elemento de control
(PLC) y ejecutar ordenes extras de acuerdo a su necesidad.

90
Grafica 37: Botonera de control.
La alimentación de los pilotos es de 120𝑉𝑎𝑐. Siendo el voltaje de alimentación y
control de 24 𝑉𝑑𝑐 , se debe diseñar un acople para el encendido de dichos
elementos. Para esto, se utilizaron relés con las siguientes características.
Alimentación contactos: 110𝑉𝑎𝑐.
Voltaje de bobina: 12 𝑉𝑑𝑐.
Posiciones: 1 NO (normalmente abierto).
1 NC (normalmente cerrado).
Como se tienen relevos de 12 voltios, pero el voltaje con el que se cuenta para la
activación de sus bobinas internas, es de 24 Vdc que es el que arrojan las salidas
del PLC, se coloco una resistencia en serie con la bobina para que esta
consumiera la mitad del voltaje es decir 12 V.

91
Para conocer el valor de la resistencia que se debía anteponer, se midió el valor
de la resistencia que producía la bobina interna de los relés, para luego colocar
una de igual magnitud en serie.
Las mediciones arrojaron que la resistencia de las bobinas es de
aproximadamente 800 Ω, entonces se eligió colocar resistencias de 820 Ω en
serie con los relés.
También se colocaron diodos LED como testigos para saber cuando el relé se
encuentra encendido, estos se ubicaron en paralelo con la bobina del relé, con
una resistencia de protección de 1 KΩ.
Grafica 38: Alimentación de relés.
Otro acople necesario para el conjunto electrónico, es el manejo de la motobomba
mediante la salida del PLC. El voltaje que entrega el PLC es equivalente a 24𝑉𝑑𝑐
con una corriente máxima de 200 𝑚𝐴 mientras que la motobomba puede llegar a
necesitar hasta 600 mA. Esto significa que se debe hacer una etapa de potencia
para aumentar esta corriente y a si mismo se protege el PLC de posibles
sobrecargas.

92
Para dicha aplicación, se ha optado por adaptar unos transistores que pueden
soportar altas cargas de corriente y voltaje con una baja disipación de potencia. En
este caso se utiliza un transistor tipo TIP 122 teniendo las siguientes
características de acuerdo a la hoja de datos del fabricante presentado en el
anexo F.
𝛽 = 1000
𝑉𝐶𝐸𝑂 = 60 𝑉𝑑𝑐
𝐼𝐶 = 5.0 𝐴𝑚𝑝
Es necesario calcular la resistencia que debe ser puesta en la base del transistor.
Para esto se calcula primero la corriente de base.
𝐼𝑏𝑎𝑠𝑒 =𝐼𝑐𝛽𝑠𝑎𝑡
Donde 𝐼𝑐 es la corriente del colector y 𝛽𝑠𝑎𝑡 es la ganancia del transistor. Según las
especificaciones de la motobomba la máxima corriente que esta consume es de
600 mA. Y si se usa un Factor de sobrexcitación (FS) de 2, se tiene que:
𝛽𝑠𝑎𝑡 =𝛽
𝐹𝑆=
1000
2= 500
Entonces la corriente de base será:
𝐼𝑏𝑎𝑠𝑒 =𝐼𝑐𝛽𝑠𝑎𝑡
=600 𝑚𝐴
500= 1.2 𝑚𝐴
Y la resistencia de base conociendo que el voltaje de las salidas del PLC es 24 V.
𝑅𝑏𝑎𝑠𝑒 =𝑉𝑜𝑙𝑡𝑎𝑗𝑒 𝑃𝐿𝐶
𝐼𝑏𝑎𝑠𝑒=
24 𝑉
1.2 𝑚𝐴 = 20 𝐾Ω

93
Grafica 39: Acople de salida PLC a Motobomba.
Los circuitos electrónicos diseñados anteriormente pueden ser adaptados a una
tarjeta electrónica donde cada elemento conforma cierta parte fundamental del
proceso. Para lograr un diseño electrónico en detalle, el circuito resultante del
manejo de PWM hacia la motobomba, la recepción de señales dada por los
botones de operación y los pilotos de señalización mostrando el estado del
proceso, pueden ser observados en el anexo D.
La tarjeta electrónica PCB cuenta con 3 relés para activar los pilotos de Start, Stop
y Reset, bornes de entrada para las señales desde el PLC hasta la activación de
cada piloto mediante los botones de contacto. Para este caso, se instalaron 3 leds
con su respectivo color con base a las normas de diseño de botoneras para la
verificación de voltajes de salida y alimentación. Asimismo, cuenta con la etapa de
potencia diseñada a través del acople entre la señal del PLC por ancho de pulso a
la motobomba contando con un transistor de potencia y un diodo 1N4001 para
evitar corrientes dirigidas hacia las salidas análogas del controlador.
Grafica 40: Vista lateral tarjeta electrónica PCB.

94
Grafica 41: Vista inferior tarjeta electrónica PCB.
Grafica 42: Vista superior tarjeta electrónica PCB.

95

96
4.5 DISEÑO ELÉCTRICO Y TABLERO DE CONTROL.
Elementos de conexión.
El proceso adecuado de la máquina dispensadora, requiere de elementos
electrónicos, destacándose cada uno por su importancia a la automatización del
sistema. Los diseños de conexión enfocados en la creación de un grupo eléctrico
de operación, pueden ser adaptados a un tablero de control, esquematizado bajo
diagramas, trazado con base a las normas eléctricas y construidas con la prioridad
del manejo y/o visualización de circuitos.
Los diseños eléctricos en detalle, se basan en planos eléctricos o diagramas de
conexionado, asimismo, estos muestran los empalmes adecuados y lazos
independientes de cada uno de los elementos que intervienen en el sistema. Los
componentes electrónicos referentes al prototipo de máquina dispensadora,
pueden ser clasificados en las siguientes áreas:
Sensores de medición.
Mandos de control.
Controlador principal.
Actuadores.
Sistema de protección.
Sensores de medición.
La evaluación del nivel como variable de control en cada uno de los tanques en la
máquina (almacenamiento y dosificador), es acondicionado a los siguientes
componentes y cantidades:
Sensor capacitivo (1): componente digital que indica el nivel mínimo en el
tanque de almacenamiento para evitar la toma de aire durante el proceso

97
de succión de la bomba. Solo emite señales de encendido (ON-1) o
apagado (OFF-0) recibidas por el controlador. La alimentación indicada
para este tipo de sensor es de 24𝑉𝑑𝑐 con una corriente de conmutación de
200𝑚𝐴. Los detalles se pueden mostrar en el anexo F.
Sensor de ultrasonido (1): componente análogo el cual emite ondas sobre
la superficie a medir convirtiendo el tiempo de regreso de las mismas en
números variables de 0 a 4095 proporcionalmente a la señal de salida del
sensor que es de 4 − 20 𝑚𝐴 .Según la conversión dada por el PLC y la
lógica del sensor, la aplicación del elemento se aplica al nivel del tanque
dispensador. La alimentación estándar es 24𝑉𝑑𝑐 con margen de voltaje
0 − 10𝑉𝑑𝑐. en señal de entrega análoga. Se puede ver características en el
anexo F.
Mandos de control.
La operación manual de la máquina se realiza en la botonera de control
anteriormente mostrada; sin embargo, las distribuciones de conexión para puesta
en servicio de la misma, se componen de la siguiente manera:
Botones Start, Stop y Reset (3): Las señales de cada botón van
directamente a las entradas dispuestas del PLC de forma independiente.
Se conectan a 24𝑉𝑑𝑐 y se utilizan como elementos lógicos (On=1; Off=0).
Su conexionado en detalle puede ser consultado en el anexo C.
Pilotos Start, Stop y Reset (3): Cada función de la máquina se encuentra
representada por un testigo indicador de luz que refleja los diferentes
comportamientos. Son activados mediante los botones de mando y su
alimentación es de 110𝑉𝑎𝑐.
Controlador principal.
El controlador lógico programable (PLC) Festo modelo FC 660, es el encargado de
realizar las operaciones indicadas dependiendo del estado del proceso y asimismo

98
las necesidades del operario. El voltaje de operación es de 24𝑉𝑑𝑐 con una
corriente de conmutación de 5𝐴𝑚𝑝 dispuestos en una fuente especial
suministrada por la Universidad de San Buenaventura de marca Festo Cada uno
de sus programas va enlazado con las señales externas que reciba, siendo las de
mayor prioridad, la señal del sensor de ultrasonido, la botonera de control y las
interfaces gráficas de manipulación (Ver Anexo F).
Actuadores.
En el proceso de dosificación, es indispensable con actuadores que puedan ser
controlador a través del PLC. Para este caso, el control de un nivel puede ser
logrado mediante el manejo regular de la motobomba y la electroválvula que actúa
como elemento dosificador.
Motobomba (1): dispositivo electromecánico capaz de impulsar agua de un
punto A al punto B incrementando la presión y caudal de salida
respectivamente. La activación para la bomba viene de una señal generada
por el PLC, a través de un ancho de pulso (PWM) modulado por el
algoritmo de control. Su rango varía entre 5𝑉𝑑𝑐 − 24𝑉𝑑𝑐 análogamente.
(Ver Anexo F).
Electroválvula (1): componente mecánico que libera el paso de fluido
mediante señales eléctricas en su bobina. La señal de disparo debe ser de
24𝑉𝑑𝑐 enviados desde el controlador principal.
Sistemas de protección.
Para proteger el circuito unificado de sobrecargas y daño de elementos
principales, se acoplan los siguientes componentes:
Porta fusible (1): Elemento protector del circuito de 24𝑉𝑑𝑐 para protección
de sensorica y tarjeta electrónica PCB.

99
Breaker (1): Protección de circuito de 110𝑉𝑎𝑐 que incluye el acople de los
relés a pilotos de cada una de las secuencias de la máquina (Start, Stop,
Reset). Capacidad de carga de 250𝑉𝑎𝑐. a una corriente pico de 15𝐴𝑚𝑝.
Bornera de tierra (1): Aterrizaje de PLC a una tierra común para evitar
desviaciones de corrientes y/o voltajes a controlador principal.
Existen otro tipo de actuadores del tipo manual, los cuales están comprendidos en
las válvulas de apertura dispuestas para diferentes funciones: relacionar una
perturbación al sistema y descargar el fluido de la ruta hidráulica (tuberías). Para
crear el diagrama de conexionado empleado en el diseño del tablero de control, se
aplica la simbología estándar según la norma IEC (comisión eléctrica
internacional), la cual hacer referencia a crear un símbolo con cada elemento que
integre un sistema unificado eléctrico.
A continuación, se mostraran los elementos ajustados al diseño del diagrama
eléctrico en la tabla # 8:

100
Tabla 8: Simbología según IEC.33
ELEMENTO SÍMBOLO
Sensor capacitivo
Sensor de ultrasonido
Pulsador normalmente abierto (NO).
Pulsador normalmente cerrado (NC).
Pilotos o indicadores de estado.
Motobomba
Diagrama unifilar motor de corriente
continua
33
Simbología norma IEC [En Línea] Bogotá D.C. [citado el 23 de Septiembre de 2010].Disponible en versión HTMLhttp://www.d1105488.mydomainwebhost.com/usuarios/Toni/web_simbolos/unidad_simbolos_electricos_indice.html

101
Electroválvula con bobina de activación
Relés de activación señales de mando
Breaker de protección circuito 110𝑉𝑎𝑐
Porta fusible de protección circuito
24𝑉𝑑𝑐.
Puesta a tierra PLC
Diagrama de conexionado.
Al realizar un análisis de diseño y aplicando las conexiones pertinentes a cada uno
de los componentes, resulta el siguiente plano eléctrico para crear una base en el
planteamiento del tablero eléctrico.

96
Gráfica 43: Diagrama eléctrico 24Vdc.

97
Gráfica 44: Diagrama eléctrico 110VAC.

98
Tablero de control.
La normatividad en la cual se encuentra basado el diseño del tablero de control, es
del tipo RETIE (reglamento técnico para instalaciones eléctricas). Cabe resaltar
que el modelo diseñado, constituye un prototipo básico de la operación y función
del tablero de control. Debido a que la alimentación y manejo de voltajes es
clasificado como baja tensión, el diseño se basa en las siguientes reglas
principales:
a. Un terminal, tal como un conector de alambre a presión o un tornillo de
sujeción, debe encargarse de la conexión de cada conductor diseñado para
instalarse en el tablero en campo y debe ser del mismo tipo al utilizado
durante los ensayos de cortocircuito.
b. Cada circuito de derivación debe disponer de un terminal de salida para la
conexión de los conductores de neutro o tierra requeridos.
c. El fabricante debe indicar las características físicas, eléctricas y mecánicas
correspondientes del tablero de acuerdo con el uso recomendado.
d. Debe indicarse la tensión de trabajo del tablero y la capacidad de corriente
de los barrajes de las fases, el neutro y la tierra.
e. Debe proveerse un barraje aislado para los conductores neutros del circuito
alimentador y los circuitos derivados.
f. No se permite la unión de varios terminales eléctricos mediante cable o
alambres para simular barrajes en aplicaciones tanto de fuerza como de
control. Sin embargo, para el caso de circuitos de control estas conexiones
equipotenciales se podrán lograr mediante barrajes del tipo “peine”.
g. El tablero debe tener un barraje para conexión a tierra del alimentador, con
suficientes terminales de salida para los circuitos derivados.

99
h. La instalación del tablero debe tener en cuenta el código de colores
establecido en el presente Reglamento e identificar cada uno de los
circuitos.34
En el plano de conexionado, se pueden realizar una separación entre las etapas
de alimentación y envió/recibo de señales, con el controlador lógico programable
Festo FC 660 suministrado por la Universidad de San Buenaventura. Según los
estándares dados por las instalaciones básicas de un tablero de control, se deben
ajustar al diseño los siguientes elementos:
Riel omega (2): Sujetador de borneras y componentes en el tablero de
control. Organiza la distribución simétrica de las dos etapas del circuito
eléctrico. Asimismo, trabaja como sistema de puesta a tierra en cualquier
punto siempre y cuando esté conectado o acoplado a una masa.
Bornera # 12 (30): Elemento de conexión que funciona como puente o
continuación de líneas eléctricas y/o electrónicas. Solo aplica para
conexiones de cable #12 AWG.
Freno para riel omega (3): Actúa como separador de borneras y evita el
deslizamiento entre líneas de circuito.
Canaleta 25 x 25 marca ACMÉ (4): Contiene los cables debidamente
peinados y separados por amarres plásticos para una facilidad de
conexionado y organización.
La determinación de los elementos con base a la distribución, estética y grupos de
circuitos, fueron necesarios para desarrollar el diagrama de conexionado.
Asimismo, se diseño el tablero de control mostrado en el plano del anexo C.
aplicando las normas RETIE y NTC 025 para cada una de sus conexiones. Se
utilizaron de canotillo para cable #12 y marquilla termoencongible, desarrollando
34
Tableros eléctricos [En Línea] Bogotá D.C. [citado el 27 de Septiembre de 2010].Disponible en versión HTML http://www.portalelectricos.com/retie/cap2art17_tableros.php,

100
TAGS para cada uno de los cables. La figura # 45 muestra el tablero de control
debidamente conexionado y puesto en servicio.
Gráfica 45: Tablero de control máquina dosificadora.
Sus convenciones pueden ser consultadas en el anexo C para determinar cada
parte del conexionado eléctrico.

101
4.6 AUTOMATIZACIÓN DEL PROCESO.
Teniendo en cuenta el ensamble total del diseño mecánico y sus componentes
electrónicos y eléctricos, se puede plantear el funcionamiento de la máquina
dosificadora en la siguiente secuencia:
1. Inicialmente el tanque de almacenamiento cuenta con un volumen de agua
de 5𝐿𝑡𝑠 aproximadamente.
2. Al accionar por primera vez la máquina, la bomba conduce agua hasta el
tanque dispensador; asimismo el sensor de ultrasonido define los límites
máximo y mínimo de nivel para encontrar el punto de referencia por
porcentaje (valores de sensor de 0 a 4095 convertidos en porcentaje de 1 a
100%).
3. La segunda orden de la máquina, es generar un ancho de pulso adecuado
para crear una curva de respuesta nivel vs. número de datos, la cual, será
la indispensable para iniciar el proceso de cálculo de variables.
4. Después de obtener los diferentes parámetros (ganancia, constante de
tiempo y tiempo muerto), se escoge el método de sintonización según el
usuario (Ziegler Nichols, Cohen & Coon, Chien, Hrones &Reswick) para
aplicar el primer control PID, siendo el nivel la variable a controlar y la
señal del sensor de ultrasonido, retroalimentación del sistema.
5. Se genera una tercera orden a la máquina para obtener la respuesta de
salida en función de la entrada (nivel/voltaje) enfocado al nivel deseado por
el usuario con un controlador PID autónomo.
6. Después de obtener la respuesta del proceso, el usuario modificará las
constantes de controlador PID con base a las obtenidas por el autotuning
realizado de acuerdo al método seleccionado. Esto con el fin de sintonizar
el sistema a las necesidades presentadas.

102
Proceso funcional (step by step).
El proceso de sintonización autónoma requiere parámetros fundamentales para
crear la interacción entre los actuadores, sensores de medición y controlador
principal. Cada uno de sus etapas serán explicadas a continuación:
Ingreso de datos.
Para iniciar el programa se deben establecer las siguientes variables:
Acción de controlador.
El método directo crea la salida del sensor directamente proporcional a su modo
de operación, asimismo, la selección inversa establece el cambio indirecto de la
señal del sensor (directa=1; inversa=2 en el PLC).
Salida de controlador.
Establece el modo de operación de la motobomba, el cual, puede generar un
ancho de pulso (PWM) o simplemente aplica la salida máxima desde el
controlador principal a la misma (PWM=1; análogo=2 en el PLC).
En caso de PWM.
Al realizar diferentes pruebas con el modulo de salidas rápidas (Fastout) del PLC,
se creó un ciclo de trabajo para la operación de la bomba, tal como se muestra en
la figura # 46.
El ancho de pulso en el controlador es equivalente a la siguiente expresión:
𝑃𝑊𝑀 = #𝑢𝑠𝑢𝑎𝑟𝑖𝑜 ∗ 0.5 𝑚𝑠𝑒𝑔.
El máximo número que se puede ingresar en esta variable es de 45, ya que el
ciclo útil de la bomba es equivalente a un tiempo activo de 22.5 mseg encendida y
0.5 mseg en tiempo muerto (1>valor<45 en el PLC).

103
Gráfica 46: Generación de ancho de pulso (PWM).
La configuración del PWM puede ser detallado en el diagrama de flujo P5 del
anexo E.
Porcentaje de salida prueba.
La velocidad de la bomba depende del porcentaje ingresado a través de esta
variable. Para este caso, el 99% es la velocidad máxima de la bomba equivalente
a 21.5𝑉𝑑𝑐. El voltaje máximo de operación de 24𝑉𝑑𝑐 no es alcanzado por la simple
causa del acople y limpieza de señal desde la conexión de la bomba a la salida
análoga del PLC. Al variar el porcentaje de salida, los datos que conforman el
ancho de pulso cambian proporcionalmente para determinar la nueva velocidad de
operación de la bomba. (Porcentaje<100 en el PLC).
Es necesario revisar cada uno de los parámetros, ya que el PLC no continuara el
proceso en caso tal de ingresar un dato erróneo o se encuentre una variable sin
definir. Después de esta etapa del proceso, se puede continuar con la definición
de los límites del sensor. Para mayor información de desarrollo, se puede
consultar el diagrama de flujo P0 en el anexo E.

104
Limites máximo y mínimo sensor de medición.
Esta fase establece los límites del sensor en función de crear un porcentaje de
nivel de acuerdo al solicitado por el usuario. Para iniciar con esta etapa, se deben
tener en cuenta las siguientes características:
Accionamiento de proceso.
Al presionar START desde cualquier entorno (manual o remoto PC), se esperan 3
segundos antes de que la bomba arranque con la información anteriormente
establecida en el ingreso de datos. Si se presiona el pulsador START de nuevo, la
bomba detendrá su funcionamiento y será almacenado el límite máximo de nivel
suministrado por el manejo del usuario. Teniendo en cuenta que la válvula de
apertura comunica los tanques y por efecto de gravedad, el agua vuelve a su
estado inicial, al desocuparse el tanque dosificador se obtiene el límite mínimo de
nivel accionado de nuevo START.
Con estos datos, el usuario podrá establecer su nivel adecuado en porcentaje
durante la siguiente fase, sobre la cual se realizara la sintonización autónoma. La
programación detallada de este proceso, puede ser consultada en le diagrama P1
del anexo E. La conclusión de esta etapa dará paso al inicio de la creación de la
curva de reacción, pues es la respuesta indispensable para diseñar el controlador
con sintonización autónoma (Tuning PID).
Curva de reacción.
En esta parte del proceso, se abre el bucle de retroalimentación para formar un
control de lazo abierto. El ajuste de las ganancias proporcional, integral y
derivativa controlan el sistema para encontrar un punto de estabilización y
desarrollar los cálculos pertinentes sobre esta toma de datos.

105
Las constantes del controlador PID inicial son equivalentes a:
𝐾𝑝 = 1
𝑇𝑖 = ∞
𝑇𝑑 = 0
Para crear una respuesta con base a este controlador inicial, se deben seguir el
procedimiento descrito a continuación.
Setpoint o punto de referencia usuario.
De acuerdo a los límites máximo y mínimo establecidos en la fase anterior, se
debe ingresar un porcentaje equivalente, es decir, el número ingresado es
proporcional al cálculo generado por los límites en función del porcentaje. (1 a 99
en el PLC).
Tiempo de muestreo.
Es el tiempo equivalente a la velocidad de toma de datos de la prueba. El número
ingresado es dividido sobre 100 según la lógica del algoritmo del controlador. (10 a
30 en el PLC).
Datos de curva de reacción.
El usuario puede definir el número de datos a generar en la curva de reacción.
Cabe aclarar, que al crear más datos en la respuesta del sistema, hace más
exacto los cálculos necesarios para el controlador PID (250 a 900 en el PLC).
Carga de constantes en controlador PID del PLC.
Siendo 𝐾𝑝 la constante proporcional, 𝑇𝑖 el tiempo derivativo y 𝑇𝑑 el tiempo
derivativo. Debido al lenguaje de operación que maneja el PLC, las constantes
cargadas en el algoritmo de control son:
𝐾𝑝 = 100
𝐾𝑖 = 0
𝐾𝑑 = 0

106
Antes de iniciar la prueba, el PLC revisa cada parámetro para detectar datos
erróneos o sin un establecimiento definido.
Inicio de fase curva de reacción.
Al activar este programa por medio de START, se habilita el registro de comando
desde PC al controlador, generando una salida especifica en el sistema y se inicia
la toma de datos en función de la cantidad de información solicitada por el usuario
para crear la respuesta del proceso necesaria. En los diagramas de flujo
referentes a los programas P2 y P3, se observa el desarrollo detallado del
algoritmo (Ver anexo E).
Recolección de datos.
Los registros indexadores generados por la lógica del PLC, conllevan a tomar los
datos en una tasa de muestreo establecida anteriormente por el usuario. (Ver
programa P4 anexo E).
Al finalizar la toma de datos y después de generar la curva de reacción, se deben
configurar los parámetros necesarios para definir el método de sintonización,
generar el control PID y obtener una respuesta del sistema aplicando el nuevo
controlador con las constantes proporcional, integral y derivativa respectivamente.
Sintonización autónoma PID.
El método de la pendiente propuesto por Ziegler-Nichols con identificación en lazo
abierto, es muy difícil de realizar con precisión y por ello, se puede obtener de
forma más precisa los parámetros requeridos a partir de la respuesta del proceso
a un cambio de la variable de control, midiendo los tiempos de respuesta
indicados en la figura # 47.

107
Gráfica 47: Respuesta en bucle abierto del proceso y variación del punto de referencia al aplicar un escalón (setpoint)
Cálculo de variables
La ganancia del sistema es calculada mediante la siguiente fórmula, la cual fue
acoplada al lenguaje de programación del PLC:
𝐾 =∆𝑃𝑉
∆𝑆𝑃
Siendo ∆𝑃𝑉 el mayor dato tomado por el sensor al obtener el punto de
estabilización, ∆𝑆𝑃 el punto de referencia equivalente al porcentaje dado por el
usuario en función de los limites máximo y mínimo del sensor.
La constante de tiempo es equivalente a la expresión:
𝜏 = 1.5 ∗ (𝑡2 − 𝑡1)

108
Donde 𝑡2 y 𝑡1 son los tiempo encontrados por medio del PLC mediante rastreo de
banderas equivalentes a los valores del 63.2% y 28.3% de la variable de proceso.
El tiempo muerto o retardo es obtenido por la ecuación:
𝐿 = 𝑡2 − 𝜏
Para su descripción, 𝑡2 es el tiempo equivalente al valor del 63.2% de la variable
de proceso y 𝜏 la constante de tiempo. En caso de presentar un número negativo
en este parámetro, se aplico el proceso de suavizado se la señal, asimismo como
el método de interpolación para encontrar valores más exactos referentes a los
porcentajes de operación en tiempo diferentes. (Ver diagramas de flujo programas
P6, P7, P12 y P13 anexo E).
Selección de método de sintonización.
Para un mejor desempeño en la aplicación de sintonización autónoma se
dispusieron 3 métodos de Tuning para crear el controlador ideal que se ajuste a
las prioridades del usuario. La teoría de cada uno de los métodos fue descrita en
el marco teórico-conceptual, así mismo como sus ecuaciones y gráficas de
respuesta ideales. De acuerdo al usuario, se puede escoger entre los siguientes
métodos:
Ziegler-Nichols (ZN=1 en el PLC)
Siendo uno de los métodos más clásicos y utilizados por la mayoría de los PID a
nivel industrial, posee la capacidad de calcular variables no definitivas pero
adaptadas a un punto de partida para encontrar un ajuste fino.
Cohen y Coon (CO=2 en el PLC).
Suprime la limitación de ensayos del método ZN y ajusta la respuesta
uniformemente homogénea, aunque su sensibilidad a cambios bruscos o
perturbaciones define parámetros erróneos en algunos casos.
Chien, Hrones y Reswick (CH=3 en el PLC).
Propone ajustes para obtener una respuesta más rápida sin sobre oscilación,
optimizando su comportamiento antes cambios en el punto de referencia y/o
perturbaciones.

109
Cada uno de los método puede ser examinado en los diagramas de flujo de los
programas P8, P9 y P11 del anexo E.
Cabe resaltar que el PLC revisa las variables halladas para continuar con la
siguiente fase. En caso tal de encontrar una anomalía en los cálculos, se debe
repetir desde la fase de toma de datos.
Respuesta final del proceso.
La constante proporcional, integral y derivativa calculadas por el método
seleccionado tal como se describe en la fase anterior, son cargadas en el
controlador PID del PLC para dar inicio a una nueva toma de datos y generar un
sistema controlado adecuadamente. Se deben cumplir ciertas condiciones para
que la respuesta pueda ser generada.
Nuevo setpoint
Después de haber calculado las constantes del PID sintonizado, el usuario debe
ingresar el punto de referencia en porcentaje para poder visualizar si el controlador
diseñado es bueno para el inicio de una sintonización más fina (0 a 99 en el PLC).
Tiempo de muestreo.
Tasa nueva de muestreo similar a la utilizada en la generación de la curva de
reacción (10 a 30 en el PLC).
Número de datos obtenidos.
El número de datos ingresado por el usuario, será el parámetro para generar la
respuesta del sistema con un controlador PID aplicado.
A partir de este punto, el usuario en una sección adicional de pruebas, modificara
los parámetros basándose en los valores obtenidos y contando con los conceptos
de función de cada uno sobre un controlador PID. Si se desea una respuesta más
oscilatoria, se puede aumentar la constante proporcional; sin embargo; la
estabilidad del sistema cuenta con el aumento de la acción integral y una rápida

110
respuesta depende del manejo de la constante derivativa. (Ver diagramas de flujo
programas P14 y P15 anexo E).

111
Prueba de PID con sintonización autónoma.
Para la comprobación de todo el proceso enlazado en una sola secuencia, se
decidió realizar una prueba con los siguientes parámetros, contando con los
requisitos exigidos por el algoritmo de control:
Modo de operación: inverso
Operación bomba: PWM
Porcentaje de trabajo: 99%
Tiempo de muestreo: 0.1 seg.
Señal de ancho de pulso: 22.5 mseg. (45)
Datos recolectados: 500 datos
Al iniciar la prueba con los datos anteriormente mencionados, se obtuvo la
siguiente gráfica.
Gráfica 48: Curva de reacción de proceso.
-200
0
200
400
600
800
1000
1200
1400
1600
1800
12
65
17
61
01
12
61
51
17
62
01
22
62
51
27
63
01
32
63
51
37
64
01
42
6
VO
LUM
EN (
ml)
DATOS
Series1

112
El setpoint inicial es equivalente al 65% del nivel del tanque (señal de sensor
1710). Al ajustar los parámetros de control y realizando los cálculos de cada una
de las variables necesarias para aplicar un control se obtuvieron los siguientes
datos:
Nuevo setpoint: 45% (1129)
Número de datos: 800 datos
Tiempo de muestreo: 0.1 seg.
Ganancia calculada: 79
Constante de tiempo: 12(1.2 seg.)
Tiempo muerto: 80(8 seg.)
Método de Tuning: ZN.
Las constantes del controlador PID generadas por el código son:
Constante proporcional: 17
Constante integral. 10
Constante derivativa. 7
La nueva respuesta del sistema puede ser visualizada en la gráfica #49
demostrando un buen punto de partida para obtener un ajuste fino de la
sintonización.

113
Gráfica 49: Respuesta de sistema controlado por ZN.
La línea roja es el setpoint ingresado por el usuario, por otro lado, la línea azul
representa el nivel del tanque tomando la señal del sensor. Si se desea analizar el
sistema con otros métodos de sintonización, el proceso puede ser modificado en
cualquier punto de su desarrollo. Para su demostración, las figuras #50 y #51
corresponden al proceso controlado por los Tuning restantes.
Gráfica 50: Respuesta de sistema controlado por CO. Kp=23, Ki=11, Kd=7.
.
-400
-200
0
200
400
600
800
1000
1200
1400
1
23
45
67
89
11
1
13
3
15
5
17
7
19
9
22
1
24
3
26
5
28
7
30
9
33
1
35
3
37
5
39
7
41
9
44
1
46
3
48
5
VO
LUM
EN (
ml)
DATOS
-400
-200
0
200
400
600
800
1000
1200
1400
1
59
11
7
17
5
23
3
29
1
34
9
40
7
46
5
52
3
58
1
63
9
69
7
75
5
VO
LUM
EN (
ml)
DATOS
Valor
Setpoint

114
Gráfica 51: Respuesta de sistema controlado por CH. Kp=16, Ki=6, Kd=6.
.
4.7 INTERACCIÓN DE PROCESO Y USUARIO.
El manejo ideal de un proceso, puede ser llevado a cabo mediante el desarrollo de
software que comprendan todas las características enlazadas a un código de
programa. Este proceso es conocido como la implementación de sistemas
SCADA35 en la automatización general de procesos. Para este caso, el software
de desarrollo MATLAB®, cuenta con herramientas de diseño de entornos gráficos
(GUIDE), aplicados para el uso sencillo y elemental de cualquier procedimiento. El
desarrollo de la interfaz gráfica para el manejo de la máquina dispensadora,
cuenta con botones de emergencia (EMERGENCY STOP) previniendo algún error
programable o humano, así como un botón de salida (EXIT) para terminar cada
fase cuando se disponga. El protocolo de conexión entre el PLC y los sistemas
operativos en el PC, es realizada a través del programa IPC DATA SERVER
35
Sistemas Scada [En Línea] Bogotá D.C. [citado el 26 de Septiembre de 2010].Disponible en versión http://www.monografias.com/trabajos11/sisco/sisco.shtml.sistemas
-400
-200
0
200
400
600
800
1000
1200
1400
1
49
97
14
5
19
3
24
1
28
9
33
7
38
5
43
3
48
1
52
9
57
7
62
5
67
3
72
1
76
9
VO
LUM
EN (
ml)
DATOS
Valor
Setpoint

115
desarrollado por la compañía FESTO. Este software cuenta con el modo de
comunicación TCP/IP para el envió y recepción de datos orientado al algoritmo de
control. Para crear la interacción entre las redes creadas, se aplica el intercambio
dinámico de información o Dynamic Data Exchange (DDE) el cual es un
protocolo de comunicaciones desarrollado por Microsoft® para permitir que las
aplicaciones en el medio ambiente de Windows® puedan enviar y recibir datos e
instrucciones uno del otro y viceversa. Algunas aplicaciones, tales como
Wonderware InTouch y Excel® de Microsoft® pueden al mismo tiempo ser un
cliente y un servidor.36 El ciclo de comunicación y manejo comprende las
siguientes fases:
Fase de presentación.
Ventana de bienvenida para el usuario mostrando imagen de la máquina y escudo
de la Universidad San Buenaventura.
Gráfica 52: Ventana de bienvenida
36
Protocolos de comunicación TCP/IP [En Línea] Bogotá D.C. [citado el 23 de Septiembre de 2010].Disponible en versión http://www.klinkmann.lv/CD/doc/420XXM12.PDF protocoles de comunicación.

116
Selección de proceso.
Para operar cada una de las fases del sistema, cada botón envía al usuario a
diferentes ventanas donde se digitarán parámetros, se observarán
comportamientos del proceso y se definirán resultados en una velocidad mayor de
procesamiento.
Gráfica 53: Menú de opciones.
Ingreso de datos.
Se determinan los parámetros iniciales para encontrar los límites máximos y
mínimos del tanque dispensador en función de nivel. Asimismo, la mayoría de los
datos son utilizados en otras interfaces para su normal desarrollo. Al presionar el
botón SEND DATA, envía la información digitada a cada uno de los registros del

117
PLC utilizados en diferentes operaciones. El botón START es activado cuando
aparece la ventana de confirmación del envió de datos. A su vez inicia la prueba
de límites mediante la activación de la bomba. Se debe presionar nuevamente al
nivel máximo deseado y nuevamente cuando el tanque se encuentre vacio.
LIMITS es el botón encargado de visualizar el máximo y mínimo utilizados para
medir el punto de referencia en porcentaje.
Gráfica 54: Ingreso de datos principales.
Búsqueda de parámetros.
Definición del setpoint, tiempo de muestreo y número de datos a examinar.
Presionando el botón SEND DATA, se envía la información restante para iniciar la
generación de la curva de reacción. START es activado cuando se confirme el
envió de datos, asimismo, visualiza las constantes utilizadas para el proceso, el

118
punto de referencia enfocado a la señal del sensor y la información recolectada. Al
terminar la prueba, el botón RESPONSE SYSTEM graficará la respuesta del
sistema para realizar el cálculo respectivo de variables y continuar a la siguiente
fase del sistema.
Gráfica 55: Respuesta del sistema.
Configuración de parámetros
De acuerdo al setpoint generado y el tiempo de muestreo seleccionado por el
usuario, se selecciona el método de Tuning por el usuario para realizar los debidos
cálculos. SEND DATA recoge la información calculada y es enviada al PLC para
ser examinada y aplicada por los debidos registros y banderas. Para terminar esta
fase, se activa el botón CALCULATE para visualizar los cálculos encontrados por

119
el PLC y compararlos con los datos generados en MATLAB®. Si existe la
posibilidad de tener un valor negativo en los cálculos, emergerá un mensaje de
error que rectificara el inicio total de toda la prueba.
Gráfica 56: Configuración de Parámetros.
Prueba de parámetros de controlador PID.
La selección del método de sintonización e ingresando los datos restantes para
obtener la respuesta del sistema, son las partes fundamentales de esta interfaz. El
botón AUTOTUNING DATA envía la información y carga las constantes del
controlador para realizar la prueba, la cual debe ser activada mediante el botón
START. Al finalizar la toma de datos, AUTOTUNING PROCESS facilitará la
visualización del sistema controlado con base a la información ingresada por el
usuario y sus respectivos parámetros hallados.

120
Si se desea obtener un mayor análisis basado en el comportamiento del proceso
en SIMULINK, simplemente el software transporta cada una de las variables a su
ventana y arrojara el análisis ideal sin perturbaciones en un osciloscopio.
Gráfica 57: Prueba de parámetros PID.
Pruebas adicionales.
Si se presenta desacuerdo con las constantes halladas por el software
desarrollado, se pueden implementar nuevas constantes con base al punto de
partida creado por el programa (constantes encontradas). Se maneja la misma
secuencia de envió de datos e inicio de pruebas con los botones equivalentes a
las ventanas anteriores. Las pruebas pueden ser repetidas las veces necesarias

121
para tener un ajuste fino en el sistema; sin embargo; al tener congestión de
gráficas, se puede utilizar el botón CLEAN GRAPH para limpiar la sección
graficadora y continuar realizando pruebas.
Gráfica 58: Pruebas adicionales sintonización PID.
Manejo de Simulink con pruebas PID.
Para mostrar los resultados obtenidos mediantes el sistema de Simulink en la
ventana de manejo mostrada en la figura # 57, se toman los datos utilizados de la
demostración anterior. El diagrama de bloques aplicado para este procedimiento
resalta los siguientes parámetros de simulación:

122
Entradas escalón para lazo abierto y lazo cerrado controlado.
Bloques de PID para cada uno de los sistemas.
Funciones de transferencia de primer orden
Retrasos presentados en los procesos.
Osciloscopio para visualización de respuestas del sistema.
En la figura # 59 se puede apreciar detalladamente, la disposición de cada uno de
los bloques para el progreso del sistema.
Gráfica 59: Diagrama de bloques de sistema.
Las respuestas del sistema son las equivalentes a las gráficas representadas en
las figuras # 60, # 61 y # 62 de acuerdo cada método de sintonización
seleccionado. Cada gráfica muestra el sistema con condiciones ideales para su
operación.

123
Gráfica 60: Sintonización por ZN (Kp=0.1768738, Ki=0.0017387, Kd=7.02903)
Gráfica 61: Sintonización por CO (Kp=0.234687, Ki=0.0011895, Kd=7.00987)

124
Gráfica 62: Sintonización por CH (Kp=0.127734, Ki=0.0006623, Kd=6.02217)
4.7.1 INTERFAZ GRÁFICA DE MICROSOFT EXCEL.
El sistema de SCADA para el manejo de la sintonización autónoma del controlador
PID, es implementado mediante el software de desarrollo Microsoft Excel.
Realizando los procesos similares a cada una de las ventanas generadas por la
correcta programación de MATLAB, la similitud y funcionamiento se hace notable
en cada fase de evolución operacional. La visualización del estado actual del PLC
guiará al usuario para el ingreso de datos e inicio de pruebas. Las siguientes
ilustraciones muestran el desarrollo para encontrar el controlador ideal para el
sistema de nivel acoplado al proceso dosificador.

125
Gráfica 63: Establecimiento de límites del sistema Excel®.
Gráfica 64: Identificación de respuesta del sistema Excel®.

126
Gráfica 65: Recolección y análisis de datos Excel®.
Gráfica 66: Cálculos respecto al método Excel®.

127
Gráfica 67: Pruebas con constantes halladas Excel®.
Gráfica 68: Pruebas adicionales de sintonización Excel®.
.

128
5. PRESENTACIÓN DE RESULTADOS
Finalmente, después del análisis ingenieril correspondiente para calcular los
diferentes parámetros requeridos en cuanto a diseño mecánico (fluidos, tuberías,
tanques, etc.), diseño eléctrico y electrónico (tablero de control, conexionado de
sensores y PLC, etapas de potencia, etc.). Programación y control (algoritmos
desarrollados en Matlab®, Microsoft® Excel® y en el software de Festo “FST
4.10”). Resulta una planta para el control de nivel de agua, con PID autónomo.
Gráfica 69: Máquina dosificadora con sintonización autónoma.
.

129
Esta máquina tiene la capacidad de mantener el nivel de agua en el tanque
dispensador. Para lograr este propósito se implementó un control PID, con auto-
tuning, aplicado a la motobomba, y este a su vez manejado por un PLC Festo de
referencia FC660. El cual recibe permanentemente la señal de salida de un sensor
de ultrasonido, que indica el nivel de líquido actual del tanque, de esta manera
puede estar corrigiendo el error calculando las constantes de control (Kp, Ki, Kd),
y de esta manera mantener estable la altura del fluido.
La alimentación de esta planta es monofásica de 110 voltios a 60 Hz, para los
indicadores de control, a su vez esta alimenta una fuente que proporciona 24
voltios (DC), la cual suministra energía al PLC y al circuito de control, con un
consumo máximo de 1 amperio.
El montaje se encuentra soportado en una mesa de madera, gran parte de esta
máquina está diseñada y elaborada en polímeros, que ofrecen fácil montaje y de
sencilla limpieza.
El tablero de control consta de 2 rieles omega, 4 secciones de canaleta de 25 x 25
para instalaciones eléctricas norma RETIE (Reglamento técnico de instalaciones
eléctricas), además cuenta con porta fusible, breaker, sistema de puesta a tierra,
conexionado, marquillado de circuitos y borneras.
La motobomba, en la cual recae la acción de control, puede ser alimentada con
voltajes entre los 12 y los 24 v. esta tiene una potencia máxima de salida de 6
vatios, y puede proporcionar un caudal de hasta 6 Litros en un minuto.
La descarga del dispensador se hace por acción de la gravedad mediante una
electroválvula, que tiene una boquilla de 2 mm de diámetro. Para accionar este
dispositivo se debe emplear un voltaje de 24 v, de modo que este active el
solenoide y posteriormente se abra la boquilla.

130
6. CONCLUSIONES.
Se diseñó y se ejecutó la construcción de una máquina dosificadora para
ser controlada por un PLC aplicado en el desarrollo de sintonización
autónoma logrando un nivel adecuado de acuerdo a las necesidades
prestadas.
Se implementó el algoritmo de control con sintonización autónoma para
controladores PID en función de la manipulación de variables análogas.
Se diseñó el sistema SCADA por medio de los software de alto desarrollo
como MATLAB® y Microsoft® Excel® para la interacción entre el usuario y
el proceso de la máquina dosificadora.
Se creó el proceso de sintonización autónoma en el PLC Festo FC660
como nueva aplicación para operar elementos del orden análogo como
creación de nuevas prácticas.
El estudio de las respuestas ideales del sistema mediante el software de
programación MATLAB®, hicieron parte de pautas indispensables para la
lógica programable en el dispositivo autómata (PLC).
La invención de la nueva estación de trabajo (MPS) para manejo de
prácticas análogas en sala de automatización, es de característica
relevante para la mejor preparación en el análisis de automatización y
control por medio de PLC.

131
7. BIBLIOGRAFÍA.
BOLTON, William. Mecatrónica. Sistemas de control electrónico en la ingeniería
mecánica y eléctrica. 3 ed. México, Alfaomega, 2006. 530 p.
SHAMES, Irving H. Mecánica de fluidos, 3ª Ed. Santafé de Bogotá. McGraw Hill,
1998. 825 p.
ICONTEC, INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. SI Sistema
Internacional de Unidades. Voluntad, Bogotá, 1976, 88 p.
MANDADO Pérez, Enrique/marcos Acevedo, Jorge Fernández Silva,
Celoso/Armesto, Autómatas programables y sistemas de automatización,
Marcombo s.a., 1120 páginas.
MUNSON, Bruce R; YOUNG Donald F y OLLKSHY Theodore H. Dinámica
elemental de fluidos. Ecuación de Bernoulli. En Fundamentos de mecánica de
fluidos, México. Limusa Wiley S.A, 1999. p. 113 -174.
--------, Programa de ingeniería Mecatrónica. Propósito General del Programa de
Ingeniería Mecatrónica. Bogotá, D.C. Disponible en:
http://www.usbbog.edu.co/index.php?option=com_content&task=view&id=233&Ite
mid=229
--------, Proyecto Educativo Bonaventuriano. Bogotá, D.C. disponible en
http://www.usbbog.edu.co/index.php?option=com_content&task=view&id=17&Itemi
d=47

132
--------, TABLEROS ELÉCTRICOS Y NORMAS RETIE disponible en
http://www.portalelectricos.com/retie/cap2art17_tableros.php
--------, SIMBOLOGÍA NORMA IEC disponible en
http://www.d1105488.mydomainwebhost.com/usuarios/Toni/web_simbolos/unidad
_simbolos_electricos_indice.html
--------, MÉTODO DE SINTONIZACIÓN disponible en
ttp://controls.engin.umich.edu/wiki/index.php/PIDTuningClassical

133
ANEXOS
ANEXO A.
MODELAMIENTO MATEMÁTICO DEL PROCESO

134
El sistema de dosificación debe ser controlado de manera análoga a través de la
motobomba, ya que este se denomina como el elemento primario de control o
simplemente PLANTA DEL SISTEMA. La variable de control en el proceso de la
maquina debe ser el NIVEL ya que este siempre tiene que ser constante para que
la dosificación en los recipientes sea proporcional al tiempo de abertura de la
electroválvula (permite el paso de agua entre el tanque dosificador y los
recipientes) y el caudal en el tanque dispensador para que este pueda ser
constante, dependiendo de la salida del sensor de ultrasonido.
La planta del sistema está dada por un controlador PID el cual tiene la propiedad
de sintonización autónoma, el siguiente bloque contiene la función de
transferencia resultante del modelamiento matemático que se origina de la
motobomba y el tanque dispensador. La relación de variables de entrada está
dada por el elemento primario de control (Voltaje como entrada del sistema
aplicado a la motobomba) y la variable de control en el proceso (Nivel expresado
como constante en el tanque dispensador).
La función de transferencia descrita en nuestro sistema de control está dada por el
siguiente diagrama de bloques.
Figura #0 Diagrama de bloques sistema de dosificación
Las ecuaciones descritas en el diagrama de bloques deben ser modeladas con
respecto al comportamiento del sistema. En este caso se iniciara con el
modelamiento matemático de la motobomba.
CONTROLADOR
PID
VOLTAJE
APLICADO
NIVEL
TANQUE
DISPENSADOR
D
MOTOBOMBA
SENSOR DE
NIVEL

135
MODELAMIENTO DE LA MOTOBOMBA.
Especificaciones dadas por el fabricante. (Más información ver anexo F)
Marca: IWAKI
Modelo: MD-6Z
Referencia: MD-6Z-02-7
Altura máxima: 2.7 m
Caudal máximo: 6 Lit. /min
Voltaje máximo: 24 V
Velocidad máxima: 3000 RPM
La estructura de la bomba magnética suprime los cierres mecánicos
convencionales ya que la cámara de la bomba está protegida por las carcasas y la
turbina es operada por imanes. El par de acople del imán conductor combinado
con la turbina ofrece suficiente energía para ser impulsado por el par de arranque
del motor.

136
Como se puede ver la motobomba consta principalmente de dos partes, un motor
eléctrico DC, que convierte el voltaje de entrada en revoluciones mecánicas, y una
turbina que produce un caudal de salida a partir de estas revoluciones.
Para realizar el modelamiento de la motobomba se analizara en primer lugar el
motor DC, para así posteriormente realizar lo propio con la turbina.
MODELAMIENTO DE UN MOTOR DC.
El motor consta de una parte eléctrica y una parte mecánica que son acopladas
por una relación de constantes. Para este caso se puede visualizar la parte
eléctrica del motor aplicando el siguiente circuito.
Figura #1. Circuito Eléctrico de la Motobomba
Figura #2. Parte mecánica de la motobomba

137
Para realizar un completo análisis del sistema se debe hallar la fricción viscosa del
eje 𝐵 y el momento de inercia del rotor 𝐽, para crear una relación de torque 𝑇 con
el ángulo 𝜃.
Las ecuaciones que describen el sistema son las siguientes.
En el circuito eléctrico de la motobomba mostrado en la figura #1, Gracias al
análisis realizado por el método de mallas según la ley de Kirchoff, se obtiene la
siguiente ecuación descriptiva.
𝑉 = 𝑅 ∗ 𝑖 + 𝐿𝑑𝑖
𝑑𝑡+ 𝐸𝑎 (1)
El análisis descriptivo del sistema mecánico expuesto en la figura #2, expone la
siguiente ecuación diferencial, para obtener el torque entregado por el motor DC
ha los alabes la bomba:
𝑇 = 𝐽𝑑2𝜃
𝑑𝑡2+ 𝐵
𝑑𝜃
𝑑𝑡 (2)
El torque del motor (T) se encuentra relacionado con la corriente de armadura (i),
por una constante de torque K.
𝑇 = 𝐾 ∗ 𝑖 (3)
El voltaje generado (Ea) está relacionado con la velocidad angular (Wm) por la
siguiente ecuación:
𝐸𝑎 = 𝐾 ∗ 𝑤𝑚 = 𝐾 ∗𝑑𝜃
𝑑𝑡 (4)
Desarrollando las ecuaciones con el fin de obtener la función de transferencia del
motor DC, tenemos.
A partir de las ecuaciones 2 y 3, tenemos:
𝐽𝑑2𝜃
𝑑𝑡2+ 𝐵
𝑑𝜃
𝑑𝑡= 𝐾 ∗ 𝑖 (5)

138
Y de las ecuaciones 1 y 4.
𝐿𝑑𝑖
𝑑𝑡+ 𝑅 ∗ 𝑖 = 𝑉 − 𝐾 ∗
𝑑𝜃
𝑑𝑡 (6)
Aplicando la transformada de Laplace.
𝐽 𝑆2𝜃 𝑠 + 𝐵 𝑆𝜃 𝑠 = 𝐾 𝑖 𝑠 (7)
𝐿 𝑆𝑖 𝑠 + 𝑅 𝑖 𝑠 = 𝑉 𝑠 − 𝐾 𝑆𝜃 𝑠 (8)
Despejando de la ecuación 8.
𝑖 𝑠 = 𝑉 𝑠 − 𝐾 𝑆𝜃 𝑠
𝐿 𝑆 + 𝑅 (9)
Y sustituyendo esta ecuación en la 7, obtenemos:
𝐽 𝑆2𝜃 𝑠 + 𝐵 𝑆𝜃 𝑠 = 𝐾 ∗𝑉 𝑠 − 𝐾 𝑆𝜃 𝑠
𝐿 𝑆 + 𝑅
Despejando obtenemos la función de transferencia de ángulo 𝜃 con respecto a la
entrada de voltaje (V).
𝐺 𝑠 =𝜃 𝑠
𝑉(𝑠)=
𝐾
𝑠 𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 + 𝐾2
Para obtener esta función de transferencia con respecto a la velocidad angular
𝑤𝑚 , simplemente se debe aplicar un derivador, que para el caso de Laplace es
una multiplicación por S.
𝐺 𝑠 =𝑤𝑚 𝑠
𝑉(𝑠)=
𝐾
𝑆 𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 + 𝐾2 ∗ 𝑆
Y así se tiene finalmente la función de transferencia del motor DC.
𝐺 𝑠 =𝑤𝑚 𝑠
𝑉(𝑠)=
𝐾
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 + 𝐾2
Ahora se debe proceder a obtener los parámetros del motor, como lo son:
Inductancia. (L)
Resistencia de armadura. (R)
Constante. (K)
Fricción viscosa del eje (B)
Momento de inercia del rotor. (J)

139
Inductancia de armadura (L)
Para medir la inductancia en el circuito eléctrico de la motobomba, es necesario
utilizar un inductometro o medidor de inductancias. En las mediciones realizadas,
el inductometro se calibro a un nivel de voltaje de 1𝑉𝑜𝑙𝑡 y a una frecuencia de
muestreo de 10𝐾𝑧. Se obtuvieron los siguientes datos expresados en la tabla #1.
Tabla #1. Pruebas de medición de Inductancia
𝑀𝑒𝑑𝑖𝑐𝑖𝑜𝑛 # 𝐼𝑛𝑑𝑢𝑐𝑡𝑎𝑛𝑐𝑖𝑎 (𝐻𝑒𝑛𝑟𝑖𝑜𝑠)
1 0.4064
2 0.4034
3 0.4057
4 0.4001
5 0.3901
De acuerdo a los resultados, la inductancia promedio en la motobomba será
equivalente al promedio de las mediciones.
𝐿 =2.0057𝐻
5
𝐿 = 0.40114 𝐻 ≈ 0.4 𝐻
En la figura #3 y #4, se demuestra claramente el método de medición para
encontrar dicha inductancia.
Figura #3. Medición de Inductancia en Motobomba

140
Figura #4. Vista frontal de bobinado y rotor
Resistencia de Armadura
Para obtener la resistencia de armadura 𝑅𝑎 , se debe aplicar un voltaje pequeño al
motor y con el rotor detenido manualmente se debe medir la resistencia. Si esto se
hace con el rotor en movimiento, el motor generara un voltaje inducido, que
provocará mediciones erróneas. Los resultados se reflejan en la tabla #2.
Tabla #2. Pruebas de Voltaje vs. Corriente
Medición. 𝑉 𝑉𝑜𝑙𝑡𝑠. 𝑅(Ω)
1 2 0.85
2 2.5 0.88
3 3 0.92
4 3.5 1.08
5 4 1.15
Al obtener estos resultados después de la medición, se procede a realizar un
promedio.
𝑅𝑒𝑠𝑖𝑠𝑡𝑒𝑛𝑐𝑖𝑎 =(0.85 + 0.88 + 0.92 + 1.08 + 1.15)
5= 0.976 Ω
𝑅 ≈ 1Ω

141
Constante (K)
Esta constante relaciona la velocidad angular del rotor con el voltaje de entrada.
Por lo que se tiene la siguiente ecuación.
𝐾 =𝑉
𝑤𝑚
Para el caso máximo con las especificaciones otorgadas por el fabricante.
𝑤𝑚 = 3000 𝑅𝑃𝑀
Convirtiendo a radianes por segundo:
𝑤𝑚 = 3000 𝑅𝑃𝑀 ∗2𝜋
60= 314.16
𝑟𝑎𝑑
𝑠𝑒𝑔
Entonces.
𝐾 =𝑉
𝑤𝑚=
24 𝑉
314.16𝑟𝑎𝑑𝑠𝑒𝑔
= 0.0764
Fricción viscosa del eje (B)
La fricción viscosa es la fuerza que resulta entre la relación lineal de la fuerza
aplicada en el eje y la velocidad angular del mismo37.
Observando la ecuación número 5:
𝐽𝑑2𝜃
𝑑𝑡2+ 𝐵
𝑑𝜃
𝑑𝑡= 𝐾 ∗ 𝑖
Y conociendo que:
𝑤𝑚 = 𝑑𝜃
𝑑𝑡
Se tiene que:
𝐾 ∗ 𝑖 = 𝐽 𝑑𝑤𝑚𝑑𝑡
+ 𝐵 ∗ 𝑤𝑚
37
OVIEDO, Universidad de. [En línea]. Bogotá. [citado 02 de Agosto de 2010]. Disponible en: versión
HTML. http://isa.uniovi.es/docencia/ra_marina/UCLM_TEMA3.PDF

142
En el estado estacionario del motor, tanto 𝑖 como 𝑤𝑚 se encuentran estabilizados,
por lo cual se puede deducir que:
𝑑𝑤𝑚𝑑𝑡
= 0
Remplazando esto en la ecuación anterior.
𝐾 ∗ 𝑖 = 𝐵 ∗ 𝑤𝑚
Despejando:
𝐵 =𝐾 ∗ 𝑖
𝑤𝑚
Para conocer la corriente en el momento en el que la bomba se encuentra
alimentada con el máximo voltaje (24 v) y ya se ha estabilizado, simplemente se
utilizo un multimetro en modo amperaje conectado en serie con la motobomba. Y
el resultado que arrojo fue (0.44 A)
Ahora se procede al cálculo de B
𝐵 =𝐾 ∗ 𝑖
𝑤𝑚= 0.0764 𝑉 (0.44 𝐴)
314.16𝑟𝑎𝑑𝑠𝑒𝑔
𝐵 = 0.107 ∗ 10−3 𝑁 ∗ 𝑠𝑒𝑔
𝑚
Momento de inercia del rotor
El momento de inercia se considera como la propiedad de un elemento de
almacenar energía cinética de rotación. Para un cuerpo, esta característica
depende de su masa y del reparto de esta con respecto al eje de giro.
El rotor de la motobomba cuenta con las siguientes dimensiones dadas en la
figura #5.

143
Figura #5. Rotor del eje Motobomba
La masa del rotor está distribuida a lo largo del eje y. Para esto se debe calcular el
momento de inercia a través de este plano mediante la ecuación equivalente para
los ejes X y Y.
𝐽𝑥 = 𝐽𝑦 = 𝑚𝑅2 + 𝑟2 + 1
3 𝐿2
4
Donde 𝐽𝑥 y 𝐽𝑦 corresponden a los momentos de inercia con respecto a la
distribución de la masa en el plano incidente, 𝑅 es el radio exterior, 𝑟 es el radio
interior, 𝐿 es la longitud del rotor, y 𝑚 es la masa correspondiente siendo las
unidades equivalentes de la operación en 𝐾𝑔 ∗ 𝑚2 . El rotor tiene una masa de
126.4 gr. Este valor fue comprobado al extraer el rotor de la motobomba y
pesándolo en una gramera digital. Al reemplazar los valores en la ecuación
correspondiente con respecto a la figura # 5 y teniendo la masa correspondiente,
se tiene como resultado.
𝐽𝑥 = 126.4 ∗ 10−3𝐾𝑔. (0.01856𝑚)2 + (0.01299𝑚)2 + 1
3 (0.0299𝑚)2
4
𝐽𝑇𝑜𝑡𝑎𝑙 = 2.178484197 ∗ 10−5𝐾𝑔 ∗ 𝑚2

144
FUNCIÓN DE TRANSFERENCIA DEL MOTOR DC.
Como se había obtenido anteriormente la función de transferencia es.
𝐺 𝑠 =𝑤𝑚 𝑠
𝑉(𝑠)=
𝐾
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 + 𝐾2
Y remplazando los valores calculados:
𝐺 𝑠 =0.0764
0.4 ∗ 𝑆 + 1 2.1785 ∗ 10−5 ∗ 𝑆 + 0.107 ∗ 10−3 + 0.07642
Para obtener el diagrama de bloques del motor se tiene que:
𝐺 𝑠 =𝐾
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 + 𝐾2
Dividiendo.
𝐺 𝑠 =
𝐾 𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵 𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
+𝐾2
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
𝐺 𝑠 =
𝐾 𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
1 + 𝐾 𝐾
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
Como se puede ver esta tiene forma de realimentación, y sabiendo que:
𝐺 𝑠 =𝐴(𝑠)
1 + 𝐴 𝑠 𝐻(𝑠)
Se puede ver que:
𝐴 𝑠 =𝐾
𝐿𝑆 + 𝑅 𝐽𝑆 + 𝐵
𝐻 𝑠 = 𝐾

145
El diagrama de bloques queda de la siguiente manera:
Simulando esto con los valores calculados.
Para una entrada de 24 voltios.
Se puede ver que se estabiliza en más de 300 rad/seg, que en revoluciones por
minuto, son alrededor de 3000 RPM, que es el valor dado por el fabricante para
esta entrada. También se observa que la estabilización se hace en menos de 2
segundos.

146
ANÁLISIS DE LA TURBINA.
Como se sabe esta turbina tiene como función convertir las RPM entregadas por
el motor DC en caudal de agua. Esta es una turbina de tipo RZ, la cual según
especificaciones del fabricante nos proporciona mayor altura.
Para identificar el modelo de esta turbina se procedió a hacer pruebas para así de
una forma experimental encontrarlo.
Primero se midió el tiempo que requería la motobomba para llenar un litro de
agua. Las siguientes fueron las mediciones obtenidas.
Voltaje (voltios) Tiempo medido (seg)
10 26
12 20,5
14 18,5
16 15,5
18 14
20 13
22 12,5
24 12
Graficando.
0
5
10
15
20
25
30
0 5 10 15 20 25 30
Tie
mp
o (
seg)
Voltaje de entrada. (V)
Tiempo para llenar un litro.

147
Luego con estos datos se cálculo el caudal producido para los diferentes voltajes.
Voltaje (v) Caudal (lit./min) Caudal (m^3/seg)
10 2,307692308 3,84615E-05
12 2,926829268 4,87805E-05
14 3,243243243 5,40541E-05
16 3,870967742 6,45161E-05
18 4,285714286 7,14286E-05
20 4,615384615 7,69231E-05
22 4,8 0,00008
24 5 8,33333E-05
Graficando.
0
1
2
3
4
5
6
0 10 20 30
Cau
dal
(Li
t/m
in)
Voltaje enntrada. (V)
Caudal experimental.litros/min.
0
0.00002
0.00004
0.00006
0.00008
0.0001
0 10 20 30
Cau
dal
m^3
/se
g
Voltaje (V)
Caudal experimental.(m^3/ seg)

148
Ahora se relacionara este caudal con la velocidad angular en radianes por
segundo, calculada para cada uno de estos voltajes.
Voltaje (v)
Velocidad angular (rad/seg)
Caudal (m^3/seg)
10 130,8900524 3,85E-05
12 157,0680628 4,88E-05
14 183,2460733 5,41E-05
16 209,4240838 6,45E-05
18 235,6020942 7,14E-05
20 261,7801047 7,69E-05
22 287,9581152 8,00E-05
24 314,1361257 8,33E-05
Graficando:
Calculando la pendiente promedio.
𝑚 =𝑌2 − 𝑌1
𝑋2 − 𝑋1
Entre los primeros dos puntos:
𝑚1−2 =4.88 ∗ 10−5 − 3,85 ∗ 10−5
157,0680628 − 130,8900524= 394.186 ∗ 10−9
0.00E+00
1.00E-05
2.00E-05
3.00E-05
4.00E-05
5.00E-05
6.00E-05
7.00E-05
8.00E-05
9.00E-05
0 50 100 150 200 250 300 350
Cau
dal
(m
^3/s
eg)
Velocidad angular (rad/seg)
Caudal vs Velocidad angular.

149
Entre los demás puntos
𝑚2−3 =5.41 ∗ 10−5 − 4.88 ∗ 10−5
183,2460733 − 157,0680628= 202.46 ∗ 10−9
𝑚3−4 = 399.64 ∗ 10−9
𝑚4−5 = 264.05 ∗ 10−9
𝑚5−6 = 209.89 ∗ 10−9
𝑚6−7 = 117.53 ∗ 10−9
𝑚7−8 = 127.32 ∗ 10−9
Con estas pendientes se puede promediar.
𝑚𝑝𝑟𝑜𝑚 = 245 ∗ 10−9
Este valor se toma como la constante de la turbina, de este modo tenemos que la
ecuación que relaciona la velocidad angular del motor con el caudal de salida es:
𝑄 = 245 ∗ 10−9 ∗ 𝑤𝑚
Para verlo en forma de diagrama de bloques se tiene:

150
FUNCIÓN DE TRANSFERENCIA DE LA MOTOBOMBA.
Habiendo obtenido las funciones de transferencia del motor DC y de la turbina. Se
puede completar en diagrama de bloques de la motobomba completamente.
Para una entrada de 15 voltios se tiene:
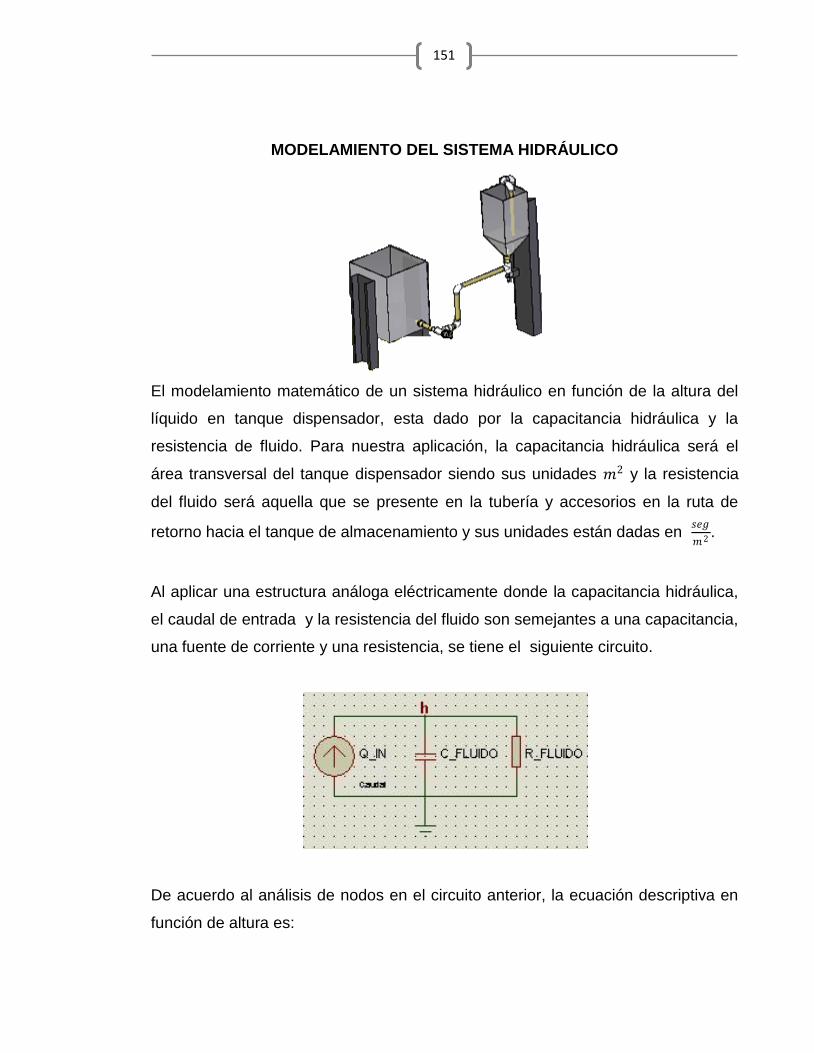
151
MODELAMIENTO DEL SISTEMA HIDRÁULICO
El modelamiento matemático de un sistema hidráulico en función de la altura del
líquido en tanque dispensador, esta dado por la capacitancia hidráulica y la
resistencia de fluido. Para nuestra aplicación, la capacitancia hidráulica será el
área transversal del tanque dispensador siendo sus unidades 𝑚2 y la resistencia
del fluido será aquella que se presente en la tubería y accesorios en la ruta de
retorno hacia el tanque de almacenamiento y sus unidades están dadas en 𝑠𝑒𝑔
𝑚2 .
Al aplicar una estructura análoga eléctricamente donde la capacitancia hidráulica,
el caudal de entrada y la resistencia del fluido son semejantes a una capacitancia,
una fuente de corriente y una resistencia, se tiene el siguiente circuito.
De acuerdo al análisis de nodos en el circuito anterior, la ecuación descriptiva en
función de altura es:

152
𝑄 = 𝐶𝑑𝐻
𝑑𝑡+𝐻
𝑅
Usando la transformada de Laplace.
𝑄 𝑠 = 𝐶𝑆 ∗ 𝐻(𝑠) +𝐻(𝑠)
𝑅
𝑅 ∗ 𝑄 𝑠 = 𝑅𝐶𝑆 ∗ 𝐻(𝑠) +𝐻(𝑠)
𝑅 ∗ 𝑄 𝑠 = 𝐻 𝑠 ∗ 𝑅𝐶𝑆 + 1
𝐺 𝑠 =𝐻 𝑠
𝑄(𝑠)=
𝑅
(𝑅𝐶𝑆 + 1)
Ahora que se obtuvo la función de transferencia del sistema hidráulico se procede
a calcular los valores de la capacitancia y de la resistencia.
Capacitancia del tanque.
La capacitancia del tanque se define como el área transversal del mismo. Este
tanque tiene
El área transversal del tanque es un cuadrado de 12 cm por 12 cm y la parte más
baja del mismo aunque no tiene un área transversal constante, se puede omitir
para este caso, puesto que el nivel mínimo es decir el 0 se encuentra después de
la pirámide truncada. De este modo se puede pensar en el tanque simplemente
como un paralelepípedo. Entonces el área transversal es decir la capacitancia es:
𝐶 = 0.12 𝑚 ∗ 0.12 𝑚 = 0.0144 𝑚2

153
Resistencia del fluido.
Al tenerse una tubería o ducto sometida a presiones diferentes en sus extremos
se establece un flujo o gasto que esta en función de dichas presiones. Si la
relación entre flujo y resistencia a las presiones es lineal se cumple el siguiente
modelo matemático:
𝑄 =𝑃1 − 𝑃2
𝑅𝑓
donde es la resistencia fluídrica de la restricción en el ducto.
Visto de esta manera, la altura de un fluido da lugar a una diferencia de presiones
que hace salir un caudal de fluido del recipiente, a dicho efecto se le opone la
resistencia hidráulica propia de las tuberías u otros elementos con restricciones
tales como válvulas manuales o automáticas.
Para un tanque que se encuentra bajo la acción de su altura la resistencia
hidráulica se define como: La variación de de altura en función de las relaciones
de caudal.
𝑅𝐻 =𝐻2 𝑡 − 𝐻1 𝑡
𝑄
Caudal fluídrico en (m3/seg.).
Altura en metros.
Resistencia hidráulica en (seg./m2).
Cálculo de la altura de pérdidas.
Como se puede ver, se deben calcular las perdidas de altura en la tubería. Para
esto se usara la siguiente ecuación:
𝐻𝑝 = 𝑓 ∗𝑙
𝑑+ 𝐾𝑙 ∗
𝑉2
2𝑔
Dónde.

154
𝑔=Gravedad.
𝑙=Longitud de la tuberia.
𝑑=Diametro de la tuberia.
𝑉= Velocidad del fluido.
𝑓=Factor de friccion.
𝐾𝑙=Coeficiente de pérdidas por accesorios.
Las tres primeras variables son conocidas por lo tanto se procede a calcular la
velocidad del fluido, para esto se tomara como base un caudal de 3 litros por
minuto. Que es el promedio de lo arrojado por la motobomba.
𝑄 = 3𝑙𝑖𝑡𝑟𝑜𝑠
𝑚𝑖𝑛∗
1 𝑚3
1000 𝑙𝑖𝑡𝑟𝑜𝑠∗
1 𝑚𝑖𝑛
60 𝑠𝑒𝑔= 50 ∗ 10−6
𝑚3
𝑠𝑒𝑔
Conociendo que el diámetro del tubo es de 16 mm, Entonces la velocidad del
fluido es:
𝑉 =𝑄
𝐴=
50 ∗ 10−6 𝑚3
𝑠𝑒𝑔𝜋4 0.016 𝑚 2
= 0.24868𝑚
𝑠
Para calcular el factor de fricción (f) se usara la ecuación de colebrook.
1
𝑓= −2 log
ℇ
3.7 ∗ 𝐷+
2.51
𝑅𝑒 𝑓
Donde:
ℇ=factor de rugosidad.
𝑅𝑒= Numero de Reynolds.
El factor de rugosidad para tuberías plásticas y de vidrio es 0.
Calculando el número de Reynolds.

155
𝑅𝑒 =𝜌𝑉𝐷
µ
Donde:
𝜌 = 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑑𝑒 𝑎𝑔𝑢𝑎 = 1000𝐾𝑔
𝑚3
µ = 𝑉𝑖𝑠𝑐𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑔𝑢𝑎 = 1.002 ∗ 10−3𝐾𝑔
𝑚 ∗ 𝑠
Entonces:
𝑅𝑒 =𝜌𝑉𝐷
µ= 1000
𝐾𝑔𝑚3 0.24868
𝑚𝑠 (0.016)
1.002 ∗ 10−3 𝐾𝑔𝑚 ∗ 𝑠
= 3970.93
Ahora es posible calcular el factor de fricción.
1
𝑓= −2 log
ℇ
3.7 ∗ 𝐷+
2.51
𝑅𝑒 𝑓
1
𝑓= −2 log
0
3.7 ∗ (0.016)+
2.51
(3970.93) 𝑓
𝑓 = 0.0399 ≈ 0.04
Coeficiente de pérdidas por accesorios. (Kl)
Estos son los coeficientes de perdidas según cada accesorio.
Entrada del fluido a la tubería (macho): 0.8
Codos: 0.3
Salida: 1
Válvula totalmente abierta: 0.05
Entonces la sumatoria de coeficientes, teniendo en cuenta que en la ruta hay tres
codos, es:
𝐾𝑙 = 0.8 + 3 0.3 + 1 + 0.05 = 2.75
Ahora si se procede a calcular la altura de perdidas.

156
𝐻𝑝 = 𝑓 ∗𝑙
𝑑+ 𝐾𝑙 ∗
𝑉2
2𝑔
𝐻𝑝 = 0.04 ∗ 0.71𝑚
0.016 𝑚 + 2.75 ∗
0.24868𝑚𝑠
2
2(9.81𝑚𝑠2)
𝐻𝑝 = 0.01426 𝑚
Y finalmente se calcula la resistencia de la tubería.
𝑅𝐻 =𝐻𝑃𝑄
Si se usa un caudal promedio de 1.5 litros por minuto se tiene:
𝑅𝐻 =0.01426 𝑚
25 ∗ 10−6 𝑚3
𝑠
𝑅𝐻 = 570.4 𝑠
𝑚2
FUNCIÓN DE TRANSFERENCIA DEL SISTEMA HIDRÁULICO
Como se había analizado anteriormente la función de transferencia es:
𝐺 𝑠 =𝐻 𝑠
𝑄(𝑠)=
𝑅
(𝑅𝐶𝑆 + 1)
Y remplazando por los valores calculados.
𝐺 𝑠 =(570.4)
570.4 0.0144 𝑚2 𝑆 + 1
𝐺 𝑠 =(570.4)
(8.21376)𝑆 + 1
En diagrama de bloques se puede ver:

157
FUNCIÓN DE TRANSFERENCIA DE LA PLANTA COMPLETA.
Habiendo analizado cada uno de los elementos que componen la planta, se puede
establecer el diagrama de bloques completo del sistema. El cual se presenta a
continuación.
SIMULACIONES.
Si la entrada es de 10 voltios:

158
Con 15 voltios a la entrada:
Se puede observar que en este caso el tanque se desbordaría puesto que la altura
máxima del mismo es de 20 cm.
Y para el caso de una entrada de 5 voltios.

159
ANEXO B.
PLANOS MECÁNICOS MÁQUINA DISPENSADORA.

160
ANEXO C.
PLANOS ELÉCTRICOS MÁQUINA DISPENSADORA.

161
ANEXO D.
PLANOS ELECTRÓNICOS PCB MÁQUINA DISPENSADORA.

PLANO ELECTRÓNICO PCB
ELABORÓ: CESAR DUITAMA, JORGE RUBIANO Y DIEGO VANEGAS
PROYECTO DE GRADO ING. MECATRÓNICA

156
ANEXO E.
DIAGRAMAS DE FLUJO PROGRAMAS DE SINTONIZACIÓN AUTÓNOMA PID
PARA PLC FESTO.

157
ANEXO F.
FICHAS TÉCNICAS COMPONENTES Y ACCESORIOS DE MÁQUINA
DISPENSADORA.

158
ANEXO G.
MANUAL DE OPERACIÓN MÁQUINA DOSIFICADORA.

159
ANEXO H.
SOLUCIONES DE OPERACIÓN MÁQUINA DOSIFICADORA.

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: X de X1:X05/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Botonera.

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 1 de 111:905/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Isometrico.

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 2 de 111:1005/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Piezas.
1
23
4
5
6
7
9
10
11
12
13
15
1823

Nº Nombre de los Elementos Material Largo (max) Alto (max) Ancho (max) Diametro (max) Diametro de Agujero
Cantidad
1 Mesa Madera 800 mm 800 mm 800 mm NA NA 1
2 Perfil Dosificador Col-Roll 90 mm 620 mm 40 mm NA NA 1
3 Perfil Almacenamiento Col-Roll 90 mm 400 mm 40 mm NA NA 1
4 Tanque Almacenamiento Acrilico 200 mm 200 mm 300 mm NA NA 1
5 Tanque Dosificador Acrilico 120 mm 120 mm 280 mm NA NA 1
6 Macho PVC 40 mm NA NA 22 mm 16 mm 1
7 Codo PVC 36 mm NA 36 mm 22 mm 16 mm 1
8 Codo PVC 36 mm NA 36mm 22 mm 16 mm 1
9 Valvula Manual Plastico 65 mm NA 25 mm 30 mm 16 mm 1
10 Acople PVC NA 29 mm 16 mm 1
11 Soporte Alumino 60 mm 90 mm NA NA 1
TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 3 de 11X:X05/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Lista de piezas 1.

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 4 de 11X:X05/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Lista de piezas 2
Nº Nombre de los Elementos Material Largo (max) Alto (max) Ancho (max) Diametro (max) Diametro de Agujero
Cantidad
12 Control de Mando Aluminio+Madera 15 mm 20 mm 11mm NA NA 1
13 T PVC 48 mm NA 36 mm 22 mm 16 mm 1
14 Codo PVC 36 mm NA 36 mm 22 mm 16 mm 1
15 Hembra PVC 34 mm NA Na 29 mm 16 mm 1
17 Macho PVC 40 mm NA NA 22 mm 16 mm 1
18 Motobomba Aluminio 110 mm NA NA 70 mm 22 mm 1
19 T PVC 48 mm NA 36 mm 22 mm 16 mm 1
20 Codo PVC 36 mm NA 36 mm 22 mm 16 mm 1
21 Codo PVC 36 mm NA 36 mm 22 mm 16 mm 1
22 Codo PVC 36 mm NA 36 mm 22 mm 16 mm 1
23 Electro Valvula Teflon 30 mm 20 mm 30 mm 20 mm 2 mm 1

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 5 de 111:1505/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Mesa.
800
800
820
50
700
70050 50
600
20
30362,6
9

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 6 de 111:305/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Botonera.
150
70
200
200
70
45,7
7
R 14
110
70
144,89

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 7 de 111:505/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Perfiles.
90
40
10
90
400
70
90
70
620
90
40
10

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 8 de 111:505/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Tanque almacenador.
200
200
200
300
200
300
O10
O16

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 9 de 111:305/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Tanque dosificador.
120
25
200
25
O16
90
120

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 10 de 111:105/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Electrovalvula.
30
30
20
R9,5
O15
O4
15,510
6
10
55,0
7 10
4
O16

TITULO.
PLANO.FECHA. ESCALA.
HOJA Nº: 11 de 111:105/08/2010
PLANTA DE DOSIFICACIÓN DE LÍQUIDOS.Llave y hembra.
88,67
30
39,87
1241
23,08
15
R15
16
34
14,02
5,98
12
25,98




miércoles, 29 de septiembre de 2010
Página 1
CONDICIONES INICIALES (P0)
INICIO
PARAMETROS INICIALES
LIMITE SENSOR MAX=0
LIMITE SENSOR MIN=4090
R11=2R12=4090
ACCION DIRECTA O INVERSA DE
TRABAJO(SALIDA DE CONTROL)
R5=0
PORCENTAJE DE SALIDA PRUEBA
DE LIMITESR200=0
SELECCIÓN DE MODO DE
OPERACIÓN DE BOMBA. PWM O
ANALOGA
R20=0
ANCHO DE PULSO x 0,5 mseg PARA OPERACIÓN
BOMBA
R21=0
CANTIDAD DE DATOS PARA
INCIO DE PRUEBAR6=1500
TOLERANCIA PARA
PORCENTAJES DE OPERACIÓN SEGÚN CURVA DE REACCION
R9=50
TIEMPO DE MUESTREO DE
TOMA DE DATOS /100
R40=10
REGISTRO DE
COMANDO DESDE PC
R1=0

miércoles, 29 de septiembre de 2010
Página 2
CONDICIONES INICIALES (P0)
LIMPIEZA DE FLAGWORDS
R40=10
MODO DE OPERACIÓN DE
BOMBA
R5=1 O R5=2ACTIVAR P1LIMITES SENSOR
SIVALOR
INCORRECTONO
CARGAR REGISTRO DE STATUS PLC
R33=10
DIRECTO=1INVERSO=2
LIMITES POR DEFECTO ANTES DE ACTIVAR P1
STOP O ALARMA 1ALARMA 2
STOP =I1.1ALARMA1=I0.6ALARMA2=I0.2
I1.1=SWITCHI0.6=SENSOR NIVEL BAJOI0.2=SENSOR NIVEL ALTO
PROGRAMA DE EMERGENCIA
CMP0SI
RESETEAR LOS PARAMETROS Y
PROCESOS
DESACTIVAR PROGRAMA P10
LUZ STOP
NO
SEÑAL < 0O
SEÑAL >4095
SEÑAL=IW10IW10=SENSOR
DE ULTRASONIDO
PROGRAMA DE EMERGENCIA
CMP0
RESETEAR LOS PARAMETROS Y
PROCESOS
DESACTIVAR PROGRAMA P10
LUZ STOP
NO
R5
R11,R12,R1,R200,R20,R21,R6,R9,R40,
FW30

miércoles, 29 de septiembre de 2010
Página 3
CONDICIONES INICIALES (P0)
R1 =5
REGISTRO DESDE PC =R1
PARADA DE EMERGENCIA =5
PROGRAMA DE EMERGENCIA
CMP0
RESETEAR LOS PARAMETROS Y
PROCESOS
DESACTIVAR PROGRAMA P10
LUZ STOP
SI NO
LIMITES DE SENSOR
MINIMO=R11 R11=2
MINIMO < 40CARGAR 0 EN
R11SI
RESTAR 40 A R11 Y
SOBREESCRIBIR EN R11
NO
MAXIMO>4075
LIMITES DE SENSOR
MAXIMO=R12 R12=4090
CARGAR 4090 EN R12
SI
SUMAR 60 A R12 Y
SOBREESCRIBIR EN R12
NO
FIN

miércoles, 29 de septiembre de 2010
Página 4
ESTABLECIMIENTO DE LIMITES (P1)
VERIFICACION DE PORCENTAJE Y TIPO
DE SALIDA
PORCENTAJE=R200
PORCENTAJE=0 O SELECCIÓN=0
R200=0SELECCIÓN PWM=R20
R20=0
SELECCIÓN=1 PWM, 2 ANALOGA
CARGAR 20 EN REGISTRO DE
STATUSSIR33=20
No se han establecido parametros
VERIFICACION DE ANCHO DE
PULSO
ANCHO=R21 R21=0
ANCHO DE PULSO =0>X<45
SELECCION=1 Y ANCHO=0
CARGAR 21 EN REGISTRO DE
STATUSR33=21
No se ha ingresado un ancho de pulso
adecuado
SI
NO OPERACIONNO
NO OPERACIONNO
VERIFICACION DE
PORCENTAJE DE SALIDA
PORCENTAJE=0>X<100
PORCENTAJE>200CARGAR 22 EN REGISTRO DE
STATUSR33=22
El porcentaje debe ser
menor a 100%
SICARGAR 30 EN REGISTRO DE
STATUSNO R33=30
El plc esta listo para empezar la prueba de limites
R20

miércoles, 29 de septiembre de 2010
Página 5
ESTABLECIMIENTO DE LIMITES(P1)
SELECCIÓN=1
VERIFICACION DE CARGA PWM
ACTIVAR BANDERA DE
PWMSIF3.0=1
F3.0
NO
INICIO DE PRUEBA DE LIMITES SENSOR
START=ON
START=ON O REGISTRO=1
REGISTRO COMANDO DESDE PC=1
R1=1
ACTIVAR TIEMPO DE 3 SEG. PARA INCIO DE PRUEBA
SIT1=3 Seg.
REGISTRO COMANDO DESDE PC=0
R1=0
NO
FIN DE TEMPORIZADOR Y ARRANQUE DE BOMBA SEGÚN PARAMETROS
START=ON YREGISTRO=1
CARGAR PORCENTAJE x
ANCHO Y SOBRESCRIBIR AUXILIAR PWM
SI
REGISTROS AUXILIARES
PWMR22,R23
R22=R21 x R200
DIVIDIR ENTRE 100 EL REGISTRO
AUXILIAR Y SOBRESCRIBIR AUXILIAR PWM
R23=R22 / 100
ACTIVAR PROGRAMA PWM
P5
ACTIVAR BANDERA DE
PWM
NO
BANDERA=F5.0
DESACTIVAR PROGRAMA DE
PWM P5

miércoles, 29 de septiembre de 2010
Página 6
ESTABLECIMIENTO DE LIMITES(P1)
DESACTIVAR MODULO FASTOUT
DESACTIVAR SALIDA DIGITAL CASO PWM
SALIDA=O1.0
CARGAR O EN REGISTRO DE COMANDO PC
ALMACENAMIENTO DE LIMITE MAXIMO SENSOR
MODO=1
MODO DIRECTO=1INVERSO=2
MODO=R5
CARGAR SEÑAL DEL SENSOR EN LIMITE MAXIMO
SICARGAR SEÑAL DE SENSOR EN LIMITE MINIMO
NOIW10=R12 IW10=R11
ESTADO DEL PLC
START=OFFCARGAR 31 EN REGISTRO DE
STATUSSIR33=31
Presione START para guardar el limite 2
ALMACENAMIENTO LIMITE MINIMO SENSOR
NO
MODO=1
MODO DIRECTO=1INVERSO=2
MODO=R5
CARGAR SEÑAL DEL SENSOR EN LIMITE MINIMO
CARGAR SEÑAL DE SENSOR EN LIMITE MAXIMO
IW10=R11
ESTADO DEL PLC
NOSI
IW10=R12

miércoles, 29 de septiembre de 2010
Página 7
ESTABLECIMIENTO DE LIMITES(P1)
START=OFFCARGAR 32 EN REGISTRO DE
STATUSR33=32
Proceso de limites finalizado, continuar con la siguiente fase
SI NO
ACTIVAR PROGRAMA DE PID INICIAL P2
DESACTIVAR PROGRAMA DE LIMITES P1
R11,R12,R5,R200,R21,R20
FIN

miércoles, 29 de septiembre de 2010
Página 8
PARAMETROS PID INICIAL (P2)
PARAMETROS DE TOMA DE DATOS EN
FUNCION DE PID
ABRIR LAZO DE CONTROL
OBTENER CURVA DE REACCION CON
PARAMETROS INCIALES
CONSTANTE PROPORCIONAL
=R65
CONSTANTE INTEGRAL=R66
CONSTANTE DERIVATIVA=R67
KP=100KI=0KD=0
ESTADO DE PLC
START=ON O
REGISTRO=1
REGISTRO DE COMANDO
DESDE PC=R1R1=1
CARGAR 40 EN REGISTRO DE STATUS R33
SIR33=40
La prueba inicial de toma de datos se encuentra en
proceso
ACTIVAR TEMPORIZADOR T1 DE 5 SEG.
CARGAR 0 EN REGISTRO DE COMANDO DESDE PC
R1=0
NO
TEMPORIZADOR FINALIZADO E INICIO DE PRUEBA
R65,R66,R67

miércoles, 29 de septiembre de 2010
Página 9
PARAMETROS PID INICIAL(P2)
T1=5SEG.ACTIVAR
PROGRAMA DE PID P3
SI NO
COMPROBACION PRUEBA
FINALIZADA
BANDERA=1
BANDERA DE PID FINALIZADO=F6.1
RESETEAR BANDERA DE
PID FINALIZADOSIF6.1=0
CARGAR 41 EN REGISTRO DE
STATUSR33=41
Prueba inicial finalizada
satisfactoriamente
ACTIVAR PROGRAMA DE CALCULO P6
DESACTIVAR PROGRAMA DE PARAMETROS INICIAL PID P2
NO
FIN

miércoles, 29 de septiembre de 2010
Página 10
PROGRAMA DE PID (P3)
PARAMETROS INICIALES DE
PID
CARGAR TIEMPO PARA
CALCULO DE PID
TIEMPO=2 R68=2
CARGAR REGISTRO PARA SALIDA MANUAL
REGISTRO PARA SALIDA MANUAL=R64
REGISTRO PARA TIEMPO PID=R68
SALIDA=0 R64=0RESETAR
BANDERA DE PRUEBA PID
F6.1=0
ACTIVAR PROGRAMA DE
ACTUALIZACION DE DATOS PID P15
VERIFICACION DE BANDERA
PWM
BANDERA=1
BANDERA DE
PWM=F3.0
BANDERA DE
CONTROL PWM=F5.0
RESETEAR BANDERA DE CONTROL PWM
SIF5.0=0
CARGAR 1 EN REGISTRO
AUXILIAR PWM ON
R23=1
CARGAR ANCHO DE PULSO EN REGISTRO
AUXILIAR PWM OFF
R21=R24
ACTIVAR PROGRAMA DE
PWM P5
NO OPERAR
NO
CARGAR VARIABLES DE CONTROLADOR
PID
MODULO PIDCFM PLC FESTO

miércoles, 29 de septiembre de 2010
Página 11
PROGRAMA DE PID (P3)
CARGAR REGISTRO KP EN CONSTANTE DE CONTROLADOR KP
R65=FW105
CARGAR REGISTRO KI EN CONSTANTE DE CONTROLADOR KI
R66=FW106
CARGAR REGISTRO KD EN CONSTANTE DE CONTROLADOR KD
R67=FW107
CARGAR REGISTRO PARA CALCULO DE TIEMPO PID EN
CONTROLADOR PID
R68=FW108
CARGAR REGISTRO PARA SALIDA MANUAL EN CONTROLADOR PID
R64=FW104
CARGAR INICIO/STOP DE CONTROLADOR (1/0)
FW100=1

miércoles, 29 de septiembre de 2010
Página 12
PROGRAMA DE PID (P3)
ACTIVAR PROGRAMA DE RECOLECCION DE DATOS P4
INGRESO DE SEÑAL PARA
ACCION DE PID
SELECCIÓN=1
SELECCIÓN 1 DIRECTO, 2 INVERSO
SELECCIÓN=R5
CARGAR SALIDA DE PID A
CONTROLADOR
CARGAR SEÑAL DEL SENSOR EN
SEÑAL DE ACCION DE PID
SIIW10=FW102
SELECCIÓN=2
CARGAR LIMITE MAXIMO SENSOR MENOS LA
SEÑAL ACTUAL A SEÑAL DE ACCION PID
R12-IW10=FW102
SI
NO
NO
BANDERA=0
BANDERA DE
PWM=F3.0
CARGAR SALIDA DEL PID EN SALIDA DE CONTROL
SIFW103=OW10
CONVERTIR SALIDA DE PID EN VOLTAJE APLICADO A BOMBA
NO
CARGAR SALIDA DE PID A VARIABLE X DE
MODULO“VALOR DE ENTRADA”
MODULO SCALE PLC FESTO
FW103=FU32
VERIFICACION DE BANDERA DE PRUEBA PID
BANDERA=1
BANDERA DE
PRUEBA PID=F6.0
NOSI

miércoles, 29 de septiembre de 2010
Página 13
PROGRAMA DE PID (P3)
CARGAR ANCHO DE PULSO A VARIABLE A“RANGO DE SALIDA”
R21=FU33
CARGAR VALOR MAXIMO DE
CONVERSION A VARIABLE B“RANGO DE ENTRADA”
FU34=4095
CARGAR VALOR DE
COMPENSADOR A VARIABLE C
FU35=1
CARGAR RESULTADO DE CONVERSION EN
REGISTRO AUXILIAR PWM ON
FU32=R23 R23
RESETAR BANDERA DE
PRUEBA FINALIZADA PID
F6.0=0
ACTIVAR BANDERA DE CONTROL PWM
F5.0=1
DESACTIVAR PROGRAMA PWM P5
ACTIVAR MODULO DE
SALIDA RAPIDA PARA BOMBA
MODULO FASTOUT PLC FESTO
DESACTIVACION DE DRIVER
FU32=1
DETENER LA SALIDA DEL DRIVER
FU33=0
RESETEAR SALIDA DIGITAL
DE PWMO1.0=0
DETENER CONTROLADOR
PIDFW100=0
DETENER SALIDA DE CONTROL
OW10=0

miércoles, 29 de septiembre de 2010
Página 14
PROGRAMA DE PID (P3)
ACTIVAR BANDERA DE PRUEBA PID FINALIZADA
F6.1=1
DESACTIVAR PROGRAMA DE ACTUALIZACION
DE DATOS
DESACTIVAR PROGRAMA DE
PID
FIN

miércoles, 29 de septiembre de 2010
Página 15
RECOLECCION DE DATOS (P4)
RECOLECCION DE DATOS
RESETAR BANDERA DE FINALIZACION
PID
BANDERA FINALIZACION
PRUEBA PID =F6.0
F6.0=0
CARGA INDEXADOR
TOMA DE DATOS
MUESTREO<>0
REGISTRO TIEMPO DE
MUESTREO=R40
CARGAR 1000 EN REGISTRO INDEXADOR
SI
CARGAR 50 EN TIEMPO DE MUESTREO
NO
R50=1000 R40=50
SELECCIÓN=1
CONFIGURACION TOMA DE DATOS
SELECCIÓN 1 DIRECTO, 2 INVERSO
SELECCIÓN=R5
CARGAR SEÑAL DEL SENSOR EN
REGISTRO AUXILIAR TOMA DE DATOS
SIIW10=R51
SELECCIÓN=2
NO
CARGAR LIMITE MAXIMO SENSOR MENOS LA SEÑAL DE SENSOR A REGISTRO AUXILIAR TOMA DE DATOS
SIR12-IW10=R51
MODULO DE ESCRIBIR FLAGWORD
MODULO WINDEX PLC FESTO

miércoles, 29 de septiembre de 2010
Página 16
RECOLECCION DE DATOS (P4)
NUMERO DE FLAGWORD A
LEER
FU32=R50
INDEXADOR TOMA DE
DATOS=R50
NUMERO DE FLAGWORD A ESCRIBIR CON NUEVO VALOR
REGISTRO AUXILIAR TOMA DE
DATOS=R51
FU33=R51
INICIO TOMA DE DATOS
TOMA DE DATOS>=CANTIDAD
CANTIDAD DE DATOS <1000
CANTIDAD DE DATOS+1000=R6
R6
ACTIVAR BANDERA FINALIZAR PRUEBA PID
SI
INCREMENTAR REGISTRO
INDEXADOR DE DATOS
NO
F6.0=1
DESCTIVAR PROGRAMA
RECOLECCION DE DATOS P4
FIN
R50=R50+1

miércoles, 29 de septiembre de 2010
Página 17
SELECCIÓN PWM (P5)
EN CASO DE SELECCIÓN
PWM
CONFIGURACION DE SALIDA RAPIDA
PARA BOMBA
MODULO FASTOUT PLC FESTO
INICIALIZAR EL DRIVER
FU32=0
VERIFICACION DE BANDERA DE CONTROL PWM
BANDERA DE
CONTROL PWM=F5.0
BANDERA=1
CARGAR ANCHO DE PULSO MENOS
REGISTRO AUXILIAR ON AL REGISTRO AUXILIAR OFF PWM
SIR21-R23=R24
PARAMETROS RESTANTES DE
DRIVER FASTOUT
INICIAR MOTOBOMBA CON PWM=1
FU32=4
SALIDA DE DRIVER
FU33=0
TIEMPO ENCENDIDO
BOMBA
TIEMPO APAGADO BOMBA
FU34=R23
FU35=R24
DETENER DRIVER FASTOUT
NO
DETENER MOTOBOMBA
FU32=1
DESACTIVAR SALIDA DE BOMBA
FU33=0
RESETEAR SALIDA DIGITAL EN CASO DE
PWM
01.0=0
DESACTIVAR PROGRAMA PWM P5
FIN

miércoles, 29 de septiembre de 2010
Página 18
CALCULO DE VARIABLES (P6)
VERIFICAR REGISTRO DE COMANDO DESDE PC
REGISTRO DE COMANDO
DESDE PC=R1
START=ON O
REGISTRO=1
CARGAR 0 EN REGSITRO DE COMANDO DESDE PC
SI NO
CONFIGURACION DE BUFFER PARA ENCONTRAR
MAXIMO DE DATOS Y VALORES DE 28% Y 63%
START=OFF
CARGAR REGISTRO CANTIDAD DE DATOS
MENOS 1000 A REGISTRO AUXILIAR
SIR6-1000=R230
INCREMENATR REGISTRO AUXILIAR
R230=R230+1
CONFIGURACION DE MODULO PARA
MAXIMOS
MODULO MINMAX PLC FESTO
NO
INICIALIZAR BUFFER
FU32=0
REGISTRO A EVALUAR EN INCREMENTO
FU33=R230
CARGAR 1000 A REGISTRO AUXILIAR DE CALCULO
R34=1000
CARGAR 0 EN VALORES DE BANDERAS DE 28,3% Y 63,2%
R42=0R43=0

miércoles, 29 de septiembre de 2010
Página 19
CALCULO DE VARIABLES (P6)
LLENADO PARA BUFFER DE MODULO MINMAX
REGISTRO AUXILIAR>=CANTIDAD
REGISTRO AUXILIAR=
R34
PROCEDIMIENTO DE MAXIMO DATO
SEGÚN RECOLECCION
SI
LEER REGISTRO AUXILIAR DE
CALCULO EN BASE A BANDERAS
NOMODULO RINDEXMW
FESTO PLC
NUMERO DE REGISTRO
FU32=R34
LEER REGISTRO Y ALMACENAR
DATOFU32=R35
LIMITE DE LECTURA DE VALORES
REGISTRO AUXILIAR=
R35
REGISTRO>55000
CARGAR 0 EN REGISTRO AUXILIAR DE CALCULO
SIR35=0
ESCRIBIR REGISTRO AUXILIAR DE CALCULO EN BANDERAS
MODULO WINDEXMW FESTO PLC
NUMERO DE BANDERA O REGISTRO
FU32=R34
NUEVO VALOR DE BANDERA O
REGISTRO
FU33=0R34=0
NO OPERARNO
FIN DE LLENADO DE BUFFER AGREGANDO VALORES TOMADOS
EN PRUEBA
CONFIGURACION DE MODULO
PARA MAXIMOS
MODULO MINMAX FESTO PLC
AGREGAR VALOR
FU32=1
NUEVO VALOR CON REGISTRO
FU33=R35
INCREMENTAR REGISTRO AUXILIAR DE CALCULO
R34=R34+1

miércoles, 29 de septiembre de 2010
Página 20
CALCULO DE VARIABLES (P6)
CALCULO DE VALOR MAXIMO
CONFIGURACION DE MODULO
PARA MAXIMOS
MODULO MINMAX FESTO PLC
CALCULAR MAXIMO
FU32=2
VALOR MAXIMO ALMACENADO EN REGISTRO DE
MAXIMO DE GRAFICA
FU35=R36
CALCULO DE VALOR DE 63.2%
MULTIPLICACION DE REGISTRO DE MAXIMO CON PORCENTAJE
MODULO LMUL FESTO PLC
CARGAR REGISTRO DE MAXIMO Y 632
FU32=R36FU34=632
ALMACENAR RESULTADO DE PRODUCTO EN
REGISTRO PARTE BAJA Y PARTE ALTA 63.2%
FU32=R37FU33=R38
DIVISION ENTRE 1000 PARA
FORMATO DE LECTURA IDEAL
MODULO LDIV FESTO PLC
ALMACENAR REGISTRO PARTE BAJA Y ALTA 63.2%
EN DRIVER
FU32=R37FU33=R38
NUMERO ENTRE EL CUAL SE DIVIDEN LOS REGISTROS
FU34=1000
RESULTADO DE DIVISION A
VALOR DE 63.2%FU32=R39

CALCULO DE VALOR DE 28.3%
MULTIPLICAION DE REGISTRO DE MAXIMO CON PORCENTAJE
MODULO LMUL FESTO PLC
CARGAR REGISTRO DE MAXIMO Y 283
FU32=R36FU34=283
ALMACENAR RESULTADO DE PRODUCTO EN
REGISTRO PARTE BAJA Y PARTE ALTA 28.3%
FU32=R37FU33=R38
DIVISION ENTRE 1000 PARA
FORMATO DE LECTURA IDEAL
MODULO LDIV FESTO PLC
ALMACENAR REGISTRO PARTE BAJA Y ALTA 28.3%
EN DRIVER
FU32=R37FU33=R38
NUMERO ENTRE EL CUAL SE DIVIDEN LOS REGISTROS
FU34=1000
RESULTADO DE DIVISION A
VALOR DE 28.3%FU32=R41
miércoles, 29 de septiembre de 2010
Página 21
CALCULO DE VARIABLES (P6)
CARGAR 1000 EN REGISTRO AUXILIAR DE CALCULO
R34=1000
TOLERANCIA=R9
TOLERANCIA DE 28.3% Y 63.2% EN BASE A
TIEMPOS DE PRESENCIA DE RESULTADOS
BANDERA DE COMPRACION CARGADA
CON REGISTRO DE TOLERANCIA
FW11=R9

miércoles, 29 de septiembre de 2010
Página 22
CALCULO DE VARIABLES (P6)
INCREMENTAR REGISTRO AUXILIAR DE CALCULO
R34=R34+1
PROCESO DE BUSQUEDA VALORES DE TIEMPOS EN FUNCION DE BANDERAS
REGISTRO>=CANTIDAD
REGISTRO AUXILIAR DE CALCULO=R34
CANTIDAD DE DATOS=R6
SI
LEER REGISTRO AUXILIAR DE
CALCULO EN BASE A BANDERAS
MODULO RINDEXMW FESTO PLC
NUMERO DE REGISTRO
FU32=R34
LEER REGISTRO Y ALMACENAR
DATOFU32=R35
NO
ESPECIFICAR CONTADOR DE VALORES ALTOS
REGISTRO VALORES ALTOS=R29
ALTOS<5
COMPROBACIONDE VALOR ENCONTRADO
EN UN RANGO DEFINIDO
MODULO INRANGE FESTO PLC
SI NO
VALOR DE REFERENCIA
FU32=R35

miércoles, 29 de septiembre de 2010
Página 23
CALCULO DE VARIABLES (P6)
VALOR NOMINAL(VALOR
DE 28.3%)FU33=R41
DESVIACION DEL VALOR NOMINAL (TOLERANCIA +/-)
FU34=R9
RESULTADO DE OPERACIÓN EN BASE A PARAMETROS DE
DRIVER
FU32=FW9
DIFERENCIA ABSOLUTA ENTRE REFERENCIA Y
NOMINAL
FU33=FW10
EVALUACION DE RESULTADO INRANGE
RESULTADO=FW9
RESULTADO=0SI
RESULTADO=1
INCREMENTAR REGISTRO
CONTADOR DE VALORES ALTOS
SI
R29=R29+1
RESULTADO=-1SI
VALOR DE BANDERA DE
28.3%
BANDERA DE DIFERENCIA
ABSOLUTA=FW10
BANDERA DE COMPARACION
=FW11
RESULTADO ES MENOR QUE LA DESVIACION DEL
VALOR NOMINAL
RESULTADO ES MAYOR QUE LA DESVIACION DEL
VALOR NOMINAL Y MENOR QUE LA PARTE
POSITIVA DE LA DESVIACION DEL VALOR
NOMINAL
RESULTADO ES MAYOR QUE LA PARTE POSITIVA DE LA DESVIACION DEL
VALOR NOMINAL

miércoles, 29 de septiembre de 2010
Página 24
CALCULO DE VARIABLES (P6)
DIFERENCIA<COMPARACION
CARGAR BANDERA DE DIFERENCIA ABSOLUTA
EN BANDERA DE COMPARACION
SI
FW10=FW11
CARGAR VALOR FINAL DE REGISTRO DE CALCULO EN
REGISTRO DE 28.3%
R34=R42
NO
EVALUACION DE RESULTADO
28.3%
REGISTRO>0
REGISTRO DE 28,3%=R42
CARGAR VALOR DE 28.3% EN REGISTRO
AUXILIAR DE CALCULO
SIR42=R34
CARGAR 0 A REGISTRO DE CONTADOR
VALORES ALTOS
R29=0
CARGAR TOLERANCIA DE 28.3% Y 63.2% A
BANDERA DE COMPARACION
R9=FW11
CARGAR 1000 EN REGISTRO AUXILIAR DE CALCULO
NO R34=1000
SUMAR 10 A TOLERANCIA DE 28.3% Y 63.2%.
SOBRESECRIBIR EN REGISTRO DE TOLERANCIA Y BANDERA
DE COMPARACION
R34=R34+10FW11=R34+1000
CARGAR 0 A REGISTRO DE CONTADOR
VALORES ALTOS
R29=0PROCEDIMIENTO PARA ENCONTRAR
VALOR 63.2%

INCREMENTAR REGISTRO AUXILIAR DE CALCULO
R34=R34+1
PROCESO DE BUSQUEDA VALORES DE TIEMPOS EN FUNCION DE BANDERAS
REGISTRO>=CANTIDAD
REGISTRO AUXILIAR DE CALCULO=R34
CANTIDAD DE DATOS=R6
SI
LEER REGISTRO AUXILIAR DE
CALCULO EN BASE A BANDERAS
NUMERO DE REGISTRO
FU32=R34
LEER REGISTRO Y ALMACENAR
DATOFU32=R35
NO
ESPECIFICAR CONTADOR DE VALORES ALTOS
REGISTRO VALORES ALTOS=R29
ALTOS<5
COMPROBACIONDE VALOR ENCONTRADO
EN UN RANGO DEFINIDO
MODULO INRANGE FESTO PLC
SI NO
VALOR DE REFERENCIA
FU32=R35
miércoles, 29 de septiembre de 2010
Página 25
CALCULO DE VARIABLES (P6)

VALOR NOMINAL(VALOR
DE 63.2%)FU33=R39
DESVIACION DEL VALOR NOMINAL (TOLERANCIA +/-)
FU34=60
RESULTADO DE OPERACIÓN EN BASE A PARAMETROS DE
DRIVER
FU32=FW9
DIFERENCIA ABSOLUTA ENTRE REFERENCIA Y
NOMINAL
FU33=FW10
EVALUACION DE RESULTADO INRANGE
RESULTADO=FW9
RESULTADO=0SI
RESULTADO=1
INCREMENTAR REGISTRO
CONTADOR DE VALORES ALTOS
SI
R29=R29+1
RESULTADO=-1SI
VALOR DE BANDERA DE
63.2%
BANDERA DE DIFERENCIA
ABSOLUTA=FW10
BANDERA DE COMPARACION
=FW11
RESULTADO ES MENOR QUE LA DESVIACION DEL
VALOR NOMINAL
RESULTADO ES MAYOR QUE LA DESVIACION DEL
VALOR NOMINAL Y MENOR QUE LA PARTE
POSITIVA DE LA DESVIACION DEL VALOR
NOMINAL
RESULTADO ES MAYOR QUE LA PARTE POSITIVA DE LA DESVIACION DEL
VALOR NOMINAL
miércoles, 29 de septiembre de 2010
Página 26
CALCULO DE VARIABLES (P6)

DIFERENCIA<COMPARACION
CARGAR BANDERA DE DIFERENCIA ABSOLUTA
EN BANDERA DE COMPARACION
SI
FW10=FW11
CARGAR VALOR FINAL DE REGISTRO DE CALCULO EN
REGISTRO DE 63.2%
R34=R43
NO
EVALUACION DE RESULTADOS 28.3% Y 63.2%
REGISTRO28=0O
REGISTRO63=0
REGISTRO DE 63.2%=R43
CARGAR 42 EN REGISTRO DE
STATUSSIR33=42
CARGAR 43 EN REGISTRO DE
STATUSNO R33=43
CARGAR 0 EN BANDERAS DE DIVISION DE DIFERENCIAS 28.3%
Y 63.2%
FW6005=0FW6006=0
ACTIVAR PROGRAMA DE CALCULO DE
ACUERDO A METODO PID
miércoles, 29 de septiembre de 2010
Página 27
CALCULO DE VARIABLES (P6)
REGISTRO DE 28.3%=R42
Valores negativos en datos no eliminados. Repetir proceso
SALTAR A PROCESO INICIAL PROGRAMA
CALCULO DE VARIABLES P6
Identificación de datos realizada. Continuar con siguiente fase
DESACTIVAR PROGRAMA DE CALCULO DE VARIABLES P6
FIN
R42,R43

miércoles, 29 de septiembre de 2010
Página 28
CALCULOS DE ACUERDO A METODO(P7)
ACTIVACION DE PROGRAMA PID INICIAL
P2 Y RESETEO DE COMANDO DESDE PC
REGISTRO DE COMANDO
DESDE PC=R1
REGISTRO=5
CARGAR 0 EN REGISTRO DE COMANDO DESDE PC
SIR1=0
ACTIVAR PROGRAMA PID
INICIAL P2
DESACTIVAR PROGRAMA DE CALCULOS DE
ACUERDO A METODO P7
START=ONO
REGISTRO=1
CARGAR O EN REGSITRO DE COMANDO DESDE PC
SIR1=0
AUSENCIA DE PROGRAMA DE
INTERPOLACION PARA NO OPERACION
START=OFFY
P13=OFF
PROGRAMA DE INTERPOLACION
=P13
NO OPERACIÓN SI
CONFIGURACION PARA CALCULO DE
PARAMETROS (GANANCIA)
SELECCIÓN 1 DIRECTO,2 INVERSO=R5
SELECCIÓN=1
CARGAR REGISTRO DE SETPOINT EN AUXILIAR DE PID
(R8)
SIR7=R8

miércoles, 29 de septiembre de 2010
Página 29
CALCULOS DE ACUERDO A METODO(P7)
SELECCIÓN=2
CARGAR LIMITE MAXIMO DE SENSOR MENOS EL REGISTRO DE SETPOINT
A AUXILIAR DE PID
SIR12-R7=R8
CALCULO DE GANANCIA
APLICACIÓN DE MULTIPLICACION
ENTRE REGISTROS
MODULO LMUL PLC FESTO
CARGAR REGISTRO DE VALOR MAXIMO
GRAFICA PARTE ALTAFU32=R36
CARGAR REGISTRO DE VALOR MAXIMO
GRAFICA PARTE BAJAFU33=0
CARGAR 100 COMO SEGUNDO TERMINO
PARTE BAJA FU34=100
CARGAR 0 COMO SEGUNDO TERMINO
PARTE ALTA FU35=0
GUARDAR RESULTADO PARTE BAJA EN REGISTRO DE MAXIMO x 100
FU32=R72
GUARDAR RESULTADO PARTE ALTA EN REGISTRO DE MAXIMO x 100
FU33=R73
DIVISION ENTRE VALOR MAXIMO GRAFICA Y
VARIACION DE SETPOINT
MODULO LDIV PLC FESTO
CARGAR REGISTRO PARTE BAJA MAXIMO x 100
FU32=R72

miércoles, 29 de septiembre de 2010
Página 30
CALCULOS DE ACUERDO A METODO(P7)
CARGAR REGISTRO PARTE ALTA MAXIMO x 100
FU33=R73
CARGAR SETPOINT DERIVADO DEL REGISTRO
AUXILIAR PIDFU34=R8
GANANCIA DEL PROCESO GUARDADA EN REGISTRO PARTE
BAJA
FU32=R70
GANANCIA DEL PROCESO GUARDADA EN REGISTRO PARTE
ALTA
FU33=R71R70,R71
CALCULO DE LA CONSTANTE DE
TIEMPO
RESTAR 1000 A VALORES DE BANDERAS DE 63.2% Y 28.3%
CARGAR VALOR DE BANDERA 63.2%-1000 A BANDERA NOMINAL
63.2%
R43-1000=R164
CARGAR VALOR DE BANDERA 28.3%-1000 A BANDERA NOMINAL
28.3%
R42-1000=R165
DECREMENTAR BANDERAS DE 63.2% Y 28.3% AL MINIMO PARA USOS DE CALCULO
MIN 63.2%=1
BANDERA DE MINIMO
63.2%=F5999.9
BANDERA DE MINIMO
28.3%=F5999.8
DECREMENTAR BANDERA
NOMINAL DE 63.2%
SIR164=R164-1
DESACTIVAR BANDERA DE
63.2% AL MINIMOF5999.9=0
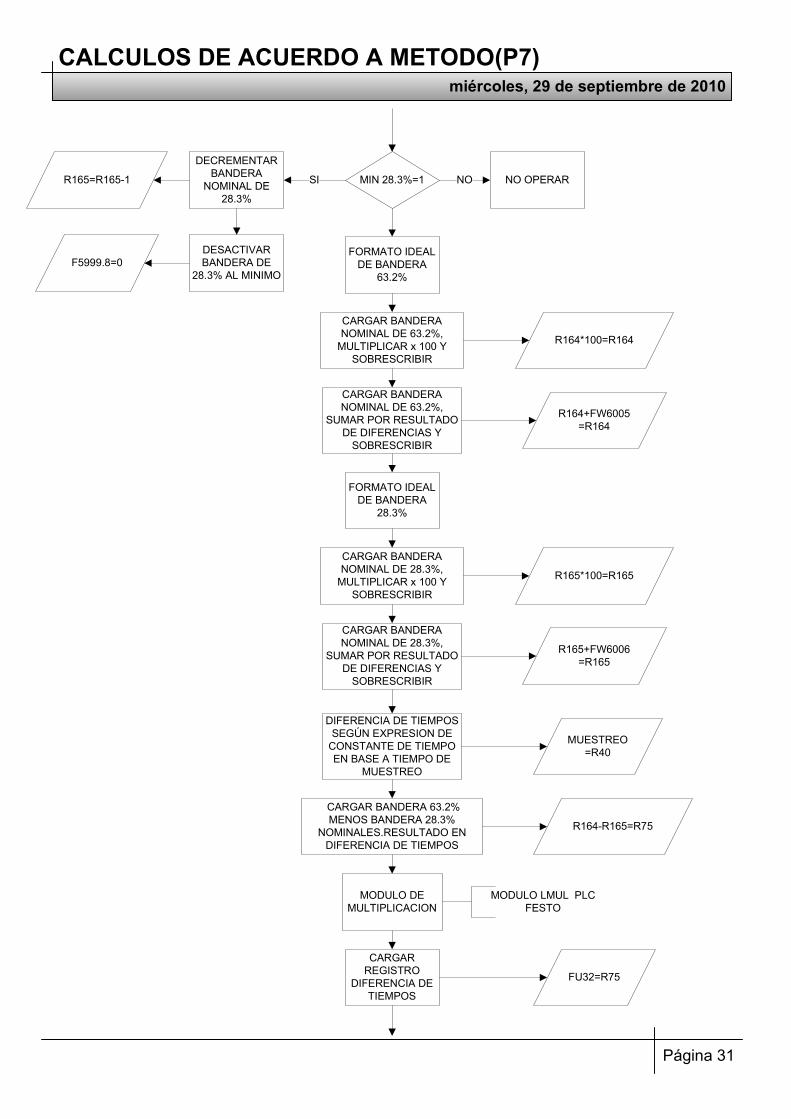
miércoles, 29 de septiembre de 2010
Página 31
CALCULOS DE ACUERDO A METODO(P7)
MIN 28.3%=1
DECREMENTAR BANDERA
NOMINAL DE 28.3%
R165=R165-1
DESACTIVAR BANDERA DE
28.3% AL MINIMOF5999.8=0
SI NO OPERARNO
FORMATO IDEAL DE BANDERA
63.2%
CARGAR BANDERA NOMINAL DE 63.2%, MULTIPLICAR x 100 Y
SOBRESCRIBIR
R164*100=R164
CARGAR BANDERA NOMINAL DE 63.2%,
SUMAR POR RESULTADO DE DIFERENCIAS Y SOBRESCRIBIR
R164+FW6005=R164
FORMATO IDEAL DE BANDERA
28.3%
CARGAR BANDERA NOMINAL DE 28.3%, MULTIPLICAR x 100 Y
SOBRESCRIBIR
R165*100=R165
CARGAR BANDERA NOMINAL DE 28.3%,
SUMAR POR RESULTADO DE DIFERENCIAS Y SOBRESCRIBIR
R165+FW6006=R165
DIFERENCIA DE TIEMPOS SEGÚN EXPRESION DE CONSTANTE DE TIEMPO EN BASE A TIEMPO DE
MUESTREO
CARGAR BANDERA 63.2% MENOS BANDERA 28.3%
NOMINALES.RESULTADO EN DIFERENCIA DE TIEMPOS
R164-R165=R75
MODULO DE MULTIPLICACION
MODULO LMUL PLC FESTO
CARGAR REGISTRO
DIFERENCIA DE TIEMPOS
FU32=R75
MUESTREO=R40

miércoles, 29 de septiembre de 2010
Página 32
CALCULOS DE ACUERDO A METODO(P7)
CARGAR 0 EN PARTE ALTA DE
MODULOFU33=0
CARGAR TIEMPO DE MUESTREO COMO SEGUNDO TERMINO
FU34=R40
GUARDAR RESULTADO EN
REGISTRO AUXILIAR DE CALCULO
FU32=R74
GUARDAR RESULTADO PARTE ALTA DE DIFERENCIA
DE TIEMPOS
FU33=R75
MULTIPILICACION DE REGISTRO AUXILIAR DE
CALCULO CON DIFERENCIA DE TIEMPOS
MODULO LMUL PLC FESTO
CARGAR REGISTRO AUXILIAR DE CALCULO
FU32=R74
CARGAR DIFERENCIA DE TERMINOS FU33=R75
CARGAR NUMERO A MULTIPLICAR SEGÚN
FORMULA Y FORMATO IDEAL
FU34=3
CARGAR PARTE ALTA NUMERO A
MULTIPLICARFU35=0
GUADAR RESULTADO PARTE BAJA
DIFERENCIA DE TIEMPO x 100
FU32=R76
GUARDAR RESULTADO PARTE ALTA DIFERENCIA DE
TIEMPOS x 100
FU33=R77
DIVISION DE DIFERENCIA DE
TIEMPOS x 3 ENTRE 200 PARA FORMATO
IDEAL
MODULO LDIV PLC FESTO

CARGAR PARTE BAJA
DIFERENCIA DE CALCULO x 100
FU32=R76
CARGAR PARTE ALTA DIFERENCIA DE CALCULO x 100
FU33=R77
CARGAR NUMERODE DIVISION PARA FORMATO IDEAL
FU34=200
CARGAR PARTE ALTA NUMERODE DIVISION
FU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE DE
TIEMPO x 100
FU32=R78
GUARDAR RESULTADO PARTE ALTA CONSTANTE DE
TIEMPO x 100
FU33=R79
miércoles, 29 de septiembre de 2010
Página 33
CALCULOS DE ACUERDO A METODO(P7)
VALORES FINALES
CONSTANTE DE TIEMPO
CARGAR PARTE BAJA
CONSTANTE DE TIEMPO x 100
FU32=R78
CARGAR PARTE ALTA CONSTANTE DE TIEMPO x 100
FU33=R79
CARGAR NUMERODE DIVISION PARA FORMATO IDEAL
FU34=100
CARGAR PARTE ALTA NUMERODE DIVISION
FU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE DE
TIEMPO
FU32=R84
MODULO LDIV PLC FESTO

GUARDAR RESULTADO PARTE ALTA CONSTANTE DE
TIEMPO
FU33=R85
miércoles, 29 de septiembre de 2010
Página 34
CALCULOS DE ACUERDO A METODO(P7)
CALCULO DE TIEMPO MUERTO
MODULO LMUL PLC FESTO
CARGAR BANDERA
NOMINAL 63.2%FU32=R164
CARGAR PARTE ALTA BANDERA NOMINAL
63.2%FU33=0
CARGAR TIEMPO DE MUESTREO
FU34=R40
CARGAR PARTE ALTA TIEMPO DE MUESTREO
FU35=0
GUARDAR RESULTADO PARTE
BAJA TIEMPO 2 SEGÚN EXPRESION
FU32=R80
GUARDAR RESULTADO PARTE
ALTA TIEMPO 2 SEGÚN EXPRESION
FU33=R81
SUPRIMIR DECIMALES DE
TIEMPO 2
MODULO LDIV PLC FESTO
CARGAR PARTE BAJA TIEMPO 2
FU32=R80
CARGAR PARTE ALTA TIEMPO 2
FU33=R81
CARGAR VALOR PARA SUPRIMIR DECIMALES
FU33=100

miércoles, 29 de septiembre de 2010
Página 35
CALCULOS DE ACUERDO A METODO(P7)
CARGAR VALOR PARTE ALTA PARA
SUPRIMIR DECIMALES
FU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE SIN DECIMALES
FU32=R168
GUARDAR RESULTADO PARTE ALTA CONSTANTE SIN DECIMALES
FU33=R169
RESTA ENTRE TIEMPO2 SIN DECIMALES Y CONSTANTE DE
TIEMPO
MODULO LSUB PLC FESTO
CARGAR PARTE BAJA
CONSTANTE SIN DECIMALES
FU32=R168
CARGAR PARTE ALTA CONSTANTE SIN
DECIMALESFU33=R169
CARGAR PARTE BAJA CONSTANTE DE
TIEMPOFU34=R78
CARGAR PARTE ALTA CONSTANTE DE
TIEMPOFU35=R79
GUARDAR RESULTADO PARTE
BAJA TIEMPO MUERTO
FU32=R82
GUARDAR RESULTADO PARTE
ALTA TIEMPO MUERTO
FU33=R83
VERIFICACION EN CASO TAL DE TENER TIEMPO MUERTO<0 O
>55000
R84,R85,R82,R83

miércoles, 29 de septiembre de 2010
Página 36
CALCULOS DE ACUERDO A METODO(P7)
TIEMPO>55000O
TIEMPO<0
PARTE BAJA TIEMPO
MUERTO=R82
CARGAR 70 EN REGISTRO DE
STATUSSIR33=70
El tiempo muerto calculado resulta
negativo.
Presione START. Si el problema persiste, repita el proceso desde la fase
inicial
ACTIVAR PROGRAMA SUAVIZADO SEÑAL
P12
DESACTIVAR PROGRAMA DE CALCULOS DE ACUERDO AL METODO P7
NO OPERARNO
CALCULO DE KC O 1/A PARA CUALQUIER METODO A
APLICAR SEGÚN ESPECIFICACION
MULTIPLICACION DE GANANCIA POR TIEMPO MUERTO
PARA DENOMINADOR
MODULO LMUL PLC FESTO
CARGAR PARTE BAJA GANANCIA
x 100FU32=R70
CARGAR PARTE ALTA GANANCIA x 100
FU33=R71
CARGAR PARTE BAJA TIEMPO MUERTO
FU34=R82
CARGAR PARTE ALTA TIEMPO MUERTO
FU35=R83
GUARDAR RESULTADO PARTE BAJA DENOMINADOR
KC
FU32=R94
GUARDAR RESULTADO PARTE ALTA DENOMINADOR
KC
FU33=R95
MULTIPLICACION DE CONSTANTE DE TIEMPO x 100
MODULO LMUL PLC FESTO

miércoles, 29 de septiembre de 2010
Página 37
CALCULOS DE ACUERDO A METODO(P7)
CARGAR PARTE BAJA
CONSTANTE DE TIEMPO
FU32=R78
CARGAR PARTE ALTA CONSTANTE DE
TIEMPOFU33=R79
CARGAR NUMERO PARA
MULTIPLICACIONFU34=100
CARGAR PARTE ALTA NUMERO
MULTIPLICACIONFU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE DE
TIEMPO
FU32=R78
GUARDAR RESULTADO PARTE ALTA CONSTANTE DE
TIEMPO
FU33=R19
DIVISION ENTRE CONSTANTE DE
TIEMPO Y DENOMINADOR KC
MODULO LDIV PLC FESTO
CARGAR PARTE BAJA
CONSTANTE DE TIEMPO x 100
FU32=R78
CARGAR PARTE ALTA CONSTANTE DE TIEMPO x 100
FU33=R79
CARGAR PARTE BAJA DENOMINADOR KC
FU34=R94
CARGAR PARTE ALTA DENOMINADOR KC
FU35=R95

miércoles, 29 de septiembre de 2010
Página 38
CALCULOS DE ACUERDO A METODO(P7)
GUARDAR PARTE BAJA KC 0 1/A
FU32=R96
GUARDAR PARTE ALTA KC 0 1/A
FU33=R97R96,R97
METODO DE SELECCIÓN AUTOTUNING
SELECCIÓN1;ZN2;CO3;CH
REGISTRO SELECCIÓN METODO=R30
SELECCIÓN=0CARGAR 45 EN REGISTRO DE
STATUSSIR33=45
Metodo para calculo no
seleccionado
NO
SELECCIÓN=1
ACTIVAR PROGRAMA ZIEGLER-
NICHOLS(ZN) P8
SI
DESACTIVAR PROGRAMA DE CALCULOS DE
ACUERDO A METODO P7
SELECCIÓN=2
ACTIVAR PROGRAMA
COHEN & COON (C0) P9
SI
DESACTIVAR PROGRAMA DE CALCULOS DE
ACUERDO A METODO P7
SELECCIÓN=3
ACTIVAR PROGRAMA
CHIEN,HRONES % RESWICK (CH) P11
SI
DESACTIVAR PROGRAMA DE CALCULOS DE
ACUERDO A METODO P7
FIN

miércoles, 29 de septiembre de 2010
Página 39
ZIEGLER-NICHOLS (P8)
CALCULO DE TI (TIEMPO INTEGRAL)
MULTIPLICACION DE TIEMPO MUERTO
POR 2 SEGUN TABLA ZN
MODULO LMUL PLC FESTO
CARGAR PARTE BAJA TIEMPO
MUERTOFU32=R82
CARGAR PARTE ALTA TIEMPO MUERTO
FU33=R83
CARGAR NUMERO A MULTIPLICAR
FU34=2
CARGAR PARTE ALTA NUMERO A
MULTIPLICARFU35=R0
GUARDAR RESULTADO PARTE
BAJA TIFU32=R98
GUARDAR RESULTADO PARTE
ALTA TIFU33=R99
MULTIPLICACION DE KC x 100 PARA FORMATO IDEAL
MODULO LMUL PLC FESTO
CARGAR PARTE BAJA KC
FU32=R96
CARGAR PARTE ALTA KC
FU33=R97
CARGAR NUMERO A MULTIPLICAR
FU34=100

CARGAR PARTE ALTA NUMERO A
MULTIPLICARFU35=R0
GUARDAR RESULTADO PARTE BAJA KC SEGUN ZN x
100
FU32=R160
GUARDAR RESULTADO PARTE ALTA KC SEGUN ZN x
100
FU33=R161
miércoles, 29 de septiembre de 2010
Página 40
ZIEGLER-NICHOLS (P8)
CALCULO DE CONSTANTE INTEGRAL KI
MODULO LDIV PLC FESTO
CARGAR PARTE BAJA KC SEGÚN
ZN x 100FU32=R160
CARGAR PARTE ALTA KC SEGÚN ZN x 100
FU33=R161
CARGAR PARTE BAJA TI
FU34=R98
CARGAR PARTE ALTA TI
FU35=R99
GUARDAR RESULTADO PARTE
BAJA KIFU32=R100
GUARDAR RESULTADO PARTE
ALTA KIFU33=R101
CALCULO DE TD(TIEMPO
DERIVATIVO)
MODULO LDIV PLC FESTO
CARGAR PARTE BAJA TIEMPO
MUERTOFU32=R82

miércoles, 29 de septiembre de 2010
Página 41
ZIEGLER-NICHOLS (P8)
CARGAR PARTE ALTA TIEMPO MUERTO
FU33=R83
CARGAR NUMERO DE DIVISION
FU34=2
CARGAR PARTE ALTA NUMERO DIVISION
FU35=0
GUARDAR RESULTADO PARTE
BAJA TDFU32=R102
GUARDAR RESULTADO PARTE
ALTA TDFU33=R103
CALCULO DE CONSTANTE
DERIVATIVA KD
MODULO LMUL PLC FESTO
CARGAR PARTE BAJA TD
FU32=R102
CARGAR PARTE ALTA TD
FU33=R103
CARGAR PARTE BAJA KC O 1/A
FU34=R96
CARGAR PARTE ALTA KC O 1/A
FU35=R97
GUARDAR RESULTADO PARTE
BAJA KDFU32=R104
GUARDAR RESULTADO PARTE
ALTA KDFU33=R105

miércoles, 29 de septiembre de 2010
Página 42
ZIEGLER-NICHOLS (P8)
DIVISION DE KD ENTRE 100 PARA FORMATO IDEAL
CARGAR PARTE BAJA KD
FU32=R104
CARGAR PARTE ALTA KD
FU33=R105
CARGAR NUMERO DIVISION
FU34=100
CARGAR PARTE ALTA NUMERO DIVISION
FU35=0
GUARDAR RESULTADO PARTE
BAJA KDFU32=R104
GUARDAR RESULTADO PARTE
ALTA KDFU33=R105
MODULO LDIV PLC FESTO
CARGA DE CONSTANTES EN CONTROLADOR PID
CARGAR KC EN REGISTRO KP
PIDR96=R65
CARGAR KI EN REGISTRO KI
PIDR100=R66
CARGAR KD EN REGISTRO KD
PIDR104=R67

miércoles, 29 de septiembre de 2010
Página 43
ZIEGLER-NICHOLS (P8)
CARGAR 50 EN REGISTRO DE
STATUSR33=50
Cálculos de acuerdo a método
culminados
INICIO DE PRUEBA CON PID OBTENIDO SEGÚN ZN
REGISTRO DE COMANDO DESDE PC=R1
START=ONO
REGISTRO=1
ACTIVAR TEMPORIZADOR T1 DE 5SEG.
SIT1=5
CARGAR 0 A REGISTRO DE COMANDO DESDE PC
R1=0
T1=5ACTIVAR
PROGRAMA DE PID
SI
BANDERA PRUEBA PID FINALIZADA
=F6.1
BANDERA=1
DESACTIVAR BANDERA
PRUEBA PID FINALIZADA
SIF6.1=0
CARGAR 60 A REGISTRO DE
STATUSR33=60
Prueba finalizada
ACTIVAR BANDERA DE FINALIZACION TOTAL PID
F7.0=1
ACTIVAR PROGRAMA DE PRUEBAS
ADICIONALES P14
DESACTIVAR PROGRAMA DE
ZIEGLER -NICHOLS P8
FIN

miércoles, 29 de septiembre de 2010
Página 44
PROGRAMA DE EMERGENCIA (P10)
CICLO LUZ PILOTO ROJO EN CASO DE EMERGENCIA
TEMPORIZADOR STOP=T30
TEMPORIZADOR=0FF
T30=0FF
ACTIVAR LUZ PILOTO STOP
O0.7=1
CARGAR CON T=1SEG. TEMPORIZADOR STOP PARA INTERMINTENCIA
T30=100
T30=0FF
CICLO APAGADO LUZ PILOTO EMERGENCIA
DESACTIVAR LUZ PILOTO
STOPO0.7=0
ACTIVAR TEMPORIZADOR STOP
EMERGENCIAT30=ON

miércoles, 29 de septiembre de 2010
Página 45
PRUEBAS ADICIONALES (P14)
VERIFICACION START Y REGISTRO DE
COMANDO DESDE PC
REGISTRO DE COMANDO
DESDE PC=R1
START=ONO
REGISTRO=1
ACTIVAR TEMPORIZADOR
INICIO DE PRUEBA T1 CON 5 SEGUNDOS
SIT1=5s
CARGAR 55 A REGISTRO DE
STATUSR33=55
Prueba en proceso
CARGAR 0 EN REGISTRO DE COMANDO DESDE PC
R1=0
T1=0
INICIO DE PRUEBA PID
ACTIVAR PROGRAMA PID
P3SI
VERIFICACION DE PRUEBA FINALIZADA
BANDERA=1
BANDERA DE PRUEBA PID FINALIZADA=
F6.1
DESACTIVAR BANDERA DE PRUEBA PID FINALIZADA
F6.1=0
CARGAR 50 A REGISTRO DE
STATUSR33=50
Presione “START” para iniciar prueba con parámetros
hallados
ACTIVAR BANDERA
FINALIZACION PRUEBA PID
F7.0=1
FIN

miércoles, 29 de septiembre de 2010
Página 46
METODO DE CHIEN,HRONES & RESWICK (P11)
CALCULO DE KC SEGUN
EXPRESION DE AUTOTUNING
MULTIPLICACION DE KC PARA CHIEN
CARGAR PARTE BAJA NUMERO A MULTIPLICAR
FU32=95
CARGAR PARTE ALTA NUMERO A
MULTIPLICARFU33=0
CARGAR PARTE BAJA DE KC
FU34=R96
CARGAR PARTE ALTA DE KC
FU35=R97
GUARDAR RESULTADO PARTE
BAJA KC PARA METODO PID CHIEN
FU32=R148
GUARDAR RESULTADO PARTE
ALTA KC PARA METODO PID CHIEN
FU33=R149
MODULO LMUL PLC FESTO
DIVISION DE KC PARA CHIEN SOBRE 100
FOMRATO IDEAL
CARGAR PARTE BAJA KC PARA METODO PID
CHIEN
FU32=R148
CARGAR PARTE ALTA KC PARA METODO PID
CHIENFU33=R149
CARGAR PARTE BAJA NUMERO DE DIVISION
FU34=100
MODULO LDIV PLC FESTO

miércoles, 29 de septiembre de 2010
Página 47
METODO DE CHIEN,HRONES & RESWICK (P11)
CARGAR PARTE ALTA NUMERO DE
DIVISIONFU35=0
GUARDAR RESULTADO PARTE
BAJA KC PARA METODO PID CHIEN
FU32=R148
GUARDAR RESULTADO PARTE
ALTA KC PARA METODO PID CHIEN
FU33=R149
CALCULO DE TI SEGUN
EXPRESION DE AUTOTUNING
DIVISION DE CONSTANTE DE
TIEMPO ENTRE 100 PARA FORMATO IDEAL
CARGAR PARTE BAJA
CONSTANTE DE TIEMPO
FU32=R78
CARGAR PARTE ALTA CONSTANTE DE
TIEMPOFU33=R79
CARGAR PARTE BAJA NUMERO DE DIVISION
FU34=100
CARGAR PARTE ALTA NUMERO DE DIVISION
FU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE DE
TIEMPO SIN 100
FU32=R106
GUARDAR RESULTADO PARTE ALTA CONSTANTE DE
TIEMPO SIN 100
FU33=R107
MODULO LDIV PLC FESTO

CALCULO PARA TI SEGÚN CHIEN SIN FORMATO
IDEAL
MULTIPLICACION ENTRE 240 Y
CONSTANTE DE TIEMPO SIN 100
CARGAR PARTE BAJA
CONSTANTE DE TIEMPO SIN 100
FU32=R106
CARGAR PARTE ALTA CONSTANTE DE TIEMPO SIN 100
FU33=R107
CARGAR PARTE BAJA NUMERO DE
MULTIPLICACIONFU34=240
CARGAR PARTE ALTA NUMERO DE
MULTIPLICACIONFU35=0
GUARDAR RESULTADO PARTE
BAJA TIEMPO INTEGRAL TI
FU32=R150
GUARDAR RESULTADO PARTE
ALTA TIEMPO INTEGRAL TI
FU33=R151
MODULO LMUL PLC FESTO
miércoles, 29 de septiembre de 2010
Página 48
METODO DE CHIEN,HRONES & RESWICK (P11)
DIVISION ENTRE 10000 PARA VALOR FINAL TI
CARGAR PARTE BAJA TIEMPO INTEGRAL TI
FU32=R150
CARGAR PARTE ALTA TIEMPO INTEGRAL TI
FU33=R151
CARGAR PARTE BAJA NUMERO DE DIVISION
FU34=10000
MODULO LDIV PLC FESTO

miércoles, 29 de septiembre de 2010
Página 49
METODO DE CHIEN,HRONES & RESWICK (P11)
CARGAR PARTE ALTA NUMERO DE DIVISION
FU35=0
GUARDAR RESULTADO PARTE
BAJA TIEMPO INTEGRAL TI
FU32=R150
GUARDAR RESULTADO PARTE
ALTA TIEMPO INTEGRAL TI
FU33=R151
CALCULO DE CONSTANTE
INTEGRAL KI PARA METODO PID CH.
DIVISION ENTRE KC Y TIEMPO INTEGRAL TI
CARGAR PARTE BAJA KC PARA
CHFU32=R148
CARGAR PARTE ALTA KC PARA CH
FU33=R149
CARGAR PARTE BAJA TIEMPO INTEGRAL TI
FU34=R150
CARGAR PARTE ALTA TIEMPO INTEGRAL TI
FU35=R151
GUARDAR RESULTADO PARTE BAJA CONSTANTE
INTEGRAL KI
FU32=R152
GUARDAR RESULTADO PARTE ALTA CONSTANTE
INTEGRAL KI
FU33=R153
MODULO LDIV PLC FESTO
CALCULO DE TIEMPO
DERIVATIVO TD

miércoles, 29 de septiembre de 2010
Página 50
METODO DE CHIEN,HRONES & RESWICK (P11)
MULTIPLICACION ENTRE TIEMPO
MUERTO SIN 100 Y 42 SEGÚN EXPRESION CH
CARGAR PARTE BAJA NUMERO DE
MULTIPLICACIONFU32=42
CARGAR PARTE ALTA NUMERO DE
MULTIPLICACIONFU33=0
CARGAR PARTE BAJA TIEMPO MUERTO SIN
100FU34=R92
CARGAR PARTE ALTA TIEMPO MUERTO SIN
100FU35=R93
GUARDAR RESULTADO PARTE
BAJA TIEMPO DERIVATIVO TD
FU32=R154
GUARDAR RESULTADO PARTE
ALTA TIEMPO DERIVATIVO TD
FU33=R155
MODULO LMUL PLC FESTO
DIVISION ENTRE TIEMPO DERIVATIVO Y 100 PARA FORMATO
IDEAL
CARGAR PARTE BAJA TIEMPO DERIVATIVO
TDFU32=R154
CARGAR PARTE ALTA TIEMPO DERIVATIVO
TDFU33=R155
CARGAR PARTE BAJA NUMERO DE DIVISION
FU34=100
CARGAR PARTE ALTA NUMERO DE DIVISION
FU35=0
MODULO LDIV PLC FESTO

miércoles, 29 de septiembre de 2010
Página 51
METODO DE CHIEN,HRONES & RESWICK (P11)
GUARDAR RESULTADO PARTE
BAJA TIEMPO DERIVATIVO TD
FU32=R154
GUARDAR RESULTADO PARTE
ALTA TIEMPO DERIVATIVO TD
FU33=R155
CALCULO DE CONSTANTE
DERIVATIVA KD SEGÚN CH.
MULTIPLICACION ENTRE TIEMPO
DERIVATIVO Y KC DE METODO PID
CARGAR PARTE BAJA TIEMPO DERIVATIVO
FU32=R154
CARGAR PARTE ALTA TIEMPO DERIVATIVO
FU33=R155
CARGAR PARTE BAJA KC SEGUN CH
FU34=R148
CARGAR PARTE ALTA KC SEGUN CH
FU35=R149
GUARDAR RESULTADO PARTE BAJA CONSTANTE
DERIVATIVA SEGÚN CH.
FU32=R156
GUARDAR RESULTADO PARTE ALTA CONSTANTE
DERIVATIVA SEGÚN CH.
FU33=R157
MODULO LMUL PLC FESTO
DIVISION ENTRE CONSTANTE DERIVATIVA SEGÚN CH Y 10000 PARA
FORMATO IDEAL
MODULO LDIV PLC FESTO

miércoles, 29 de septiembre de 2010
Página 52
METODO DE CHIEN,HRONES & RESWICK (P11)
CARGAR PARTE BAJA DE KD SEGÚN CH
FU32=R156
CARGAR PARTE ALTA DE KD SEGÚN CH
FU33=R157
CARGAR PARTE BAJA NUMERO DE DIVISION
FU34=10000
CARGAR PARTE ALTA NUMERO DE DIVISION
FU35=0
GUARDAR RESULTADO PARTE BAJA CONSTANTE DERIVATIVA SEGÚN CH
SIN 100.
FU32=R156
GUARDAR RESULTADO PARTE ALTA CONSTANTE DERIVATIVA SEGÚN CH
SIN 100.
FU33=R157
CARGA DE CONSTANTES EN CONTROLADOR PID
CARGAR KC EN REGISTRO KP
PIDR148=R65
CARGAR KI EN REGISTRO KI
PIDR152=R66
CARGAR KD EN REGISTRO KD
PIDR157=R67
CARGAR 50 EN REGISTRO DE
STATUSR33=50
Cálculos de acuerdo a método
culminados

miércoles, 29 de septiembre de 2010
Página 53
METODO DE CHIEN,HRONES & RESWICK (P11)
INICIO DE PRUEBA CON PID OBTENIDO SEGUN CH
REGISTRO DE COMANDO DESDE PC=R1
START=ONO
REGISTRO=1
ACTIVAR TEMPORIZADOR T1 DE 5SEG.
SIT1=5
CARGAR 0 A REGISTRO DE COMANDO DESDE PC
R1=0
T1=5ACTIVAR
PROGRAMA DE PID
SI
BANDERA PRUEBA PID FINALIZADA
=F6.1
BANDERA=1
DESACTIVAR BANDERA
PRUEBA PID FINALIZADA
SIF6.1=0
CARGAR 60 A REGISTRO DE
STATUSR33=60
Prueba finalizada
ACTIVAR BANDERA DE FINALIZACION TOTAL PID
F7.0=1
ACTIVAR PROGRAMA DE PRUEBAS
ADICIONALES P14
DESACTIVAR PROGRAMA DE CHIEN,HRONES & RESWICK P11
FIN

miércoles, 29 de septiembre de 2010
Página 54
SUAVIZADO DE SEÑAL (P12)
EN CASO TAL DE VALOR NEGATIVO EN TIEMPO MUERTO SEGÚN TOMA DE
DATOS
NUEVO TANTEO DE DATOS
MODULO MINMAX PLC FESTO
COPIAR BUFFER EN NUEVO RANGO DE BANDERAS
FU32=4
CARGAR BANDERA DE INICIO PARA NUEVO
SEGMENTO DE DATOSFU33=2000
CARGAR 2000 A REGISTRO AUXILIAR DE
CALCULO INICIAL
R34=2000
CARGAR REGISTRO CANTIDAD DE DATOS +
998 A LIMITE DE SUAVIZADO
R6+998=R13
CARGAR 5000 A REGISTRO AUXILIAR DE
CALCULO LIMITE
R35=5000
INICIALIZAR CONTADOR DE VALORES ALTOS Y
VALORES DE BANDEREA 63.2% Y 28.3%
R29=0R55=0R56=0
VERIFICACION LIMITE
SUAVIZADO
LIMITES>=SUAVIZADO
LIMITES SUAVIZADO=
R13
REGISTRO AUXILIAR DE CALCULO
INICIAL=R34
CARGAR REGISTRO AUXILIAR DE
CALCULO LIMITE A LIMITE DE SUAVIZADO
SIR35=R13 NO

miércoles, 29 de septiembre de 2010
Página 55
SUAVIZADO DE SEÑAL (P12)
CARGAR 5000 A REGISTRO AUXILIAR DE
CALCULO INICIAL
R34=5000
LEER REGISTRO PARA ENCONTRAR PROMEDIO DE BANDERAS
MODULO RINDEMX PLC FESTO
CARGAR BANDERA DE LECTURA
FU32=R34
LEER PRIMERA BANDERA PROMEDIO
FU32=FW20
INCREMENTAR REGISTRO AUXILIAR
DE CALCULO INICIAL
R34=R34+1
LEER REGISTRO PARA ENCONTRAR PROMEDIO DE BANDERAS
MODULO RINDEMX PLC FESTO
CARGAR BANDERA DE LECTURA
FU32=R34
LEER SEGUNDA BANDERA PROMEDIO
FU32=FW21
INCREMENTAR REGISTRO AUXILIAR
DE CALCULO INICIAL
R34=R34+1
LEER REGISTRO PARA ENCONTRAR PROMEDIO DE BANDERAS
MODULO RINDEXMW PLC FESTO
CARGAR BANDERA DE LECTURA
FU32=R34
LEER TERCERA BANDERA PROMEDIO
FU32=FW22
DECREMENTAR REGISTRO AUXILIAR
DE CALCULO INICIAL
R34=R34-1

miércoles, 29 de septiembre de 2010
Página 56
SUAVIZADO DE SEÑAL (P12)
SUMAR BANDERAS DE PRIMER, SEGUNDO Y TERCER PROMEDIO Y GUARDAR RESULTADO
FW20+FW21+FW22=FW23
DIVIDIR RESULTADO DE SUMA PARA OBTENER DATO
PROMEDIO
FW23/3=FW23
ESCRIBIR REGISTRO AUXILIAR DE CALCULO
LIMITE CON NUEVO VALOR PROMEDIO
MODULO WINDEXMW PLC FESTO
INCREMENTAR REGISTRO DE
CALCULO LIMITE
FU32=R35FU33=FW23
CONFIGURACION DE PARAMETROS
R35=R35+1
INCREMENTAR REGISTRO AUXILIAR DE CALCULO
R34=R34+1
PROCESO DE BUSQUEDA VALORES DE TIEMPOS EN FUNCION DE BANDERAS
REGISTRO AUXILIAR DE CALCULO=R34
LIMITE SUAVIZADO=R13
REGISTRO>=LIMITE
LEER REGISTRO AUXILIAR DE
CALCULO EN BASE A BANDERAS
MODULO RINDEXMW FESTO PLC
NO

NUMERO DE REGISTRO
FU32=R34
LEER REGISTRO Y ALMACENAR
DATOFU32=R35
ESPECIFICAR CONTADOR DE VALORES ALTOS
miércoles, 29 de septiembre de 2010
Página 57
SUAVIZADO DE SEÑAL (P12)
REGISTRO VALORES ALTOS=R29
ALTOS<5
COMPROBACIONDE VALOR ENCONTRADO
EN UN RANGO DEFINIDO
MODULO INRANGE FESTO PLC
VALOR DE REFERENCIA
FU32=R35
SI
VALOR NOMINAL(VALOR
DE 28.3%)FU33=R41
DESVIACION DEL VALOR NOMINAL (TOLERANCIA +/-)
FU34=R9
RESULTADO DE OPERACIÓN EN BASE A PARAMETROS DE
DRIVER
FU32=FW9
FU33=FW10EVALUACION DE RESULTADO INRANGE
DIFERENCIA ABSOLUTA
NO
RESULTADO=FW9

miércoles, 29 de septiembre de 2010
Página 58
SUAVIZADO DE SEÑAL (P12)
RESULTADO=0
RESULTADO=1
INCREMENTAR REGISTRO
CONTADOR DE VALORES ALTOS
R29=R29+1
RESULTADO=-1
VALOR DE BANDERA DE
28.3%
RESULTADO ES MENOR QUE LA DESVIACION DEL
VALOR NOMINAL
RESULTADO ES MAYOR QUE LA DESVIACION DEL
VALOR NOMINAL Y MENOR QUE LA PARTE
POSITIVA DE LA DESVIACION DEL VALOR
NOMINAL
RESULTADO ES MAYOR QUE LA PARTE POSITIVA DE LA DESVIACION DEL
VALOR NOMINAL









©2001 Fairchild Semiconductor Corporation Rev. A1, June 2001
NPN Epitaxial Darlington Transistor
Absolute Maximum Ratings TC=25 C unless otherwise noted
Electrical Characteristics TC=25 C unless otherwise noted
* Pulse Test : PW 300 s, Duty cycle 2%
Symbol Parameter Value Units
VCBO Collector-Base Voltage : TIP120 : TIP121 : TIP122
6080
100
VVV
VCEO Collector-Emitter Voltage : TIP120 : TIP121 : TIP122
6080
100
VVV
VEBO Emitter-Base Voltage 5 V
IC Collector Current (DC) 5 A
ICP Collector Current (Pulse) 8 A
IB Base Current (DC) 120 mA
PC Collector Dissipation (Ta=25 C) 2 W
Collector Dissipation (TC=25 C) 65 W
TJ Junction Temperature 150 C
TSTG Storage Temperature - 65 ~ 150 C
Symbol Parameter Test Condition Min. Max. Units
VCEO(sus) Collector-Emitter Sustaining Voltage : TIP120: TIP121: TIP122
IC = 100mA, IB = 0 60 80100
VVV
ICEO Collector Cut-off Current : TIP120: TIP121: TIP122
VCE = 30V, IB = 0 VCE = 40V, IB = 0 VCE = 50V, IB = 0
0.50.50.5
mAmAmA
ICBO Collector Cut-off Current : TIP120: TIP121: TIP122
VCB = 60V, IE = 0 VCB = 80V, IE = 0 VCB = 100V, IE = 0
0.20.20.2
mAmAmA
IEBO Emitter Cut-off Current VBE = 5V, IC = 0 2 mA
hFE * DC Current Gain VCE = 3V,IC = 0.5A VCE = 3V, IC = 3A
10001000
VCE(sat) * Collector-Emitter Saturation Voltage IC = 3A, IB = 12mA IC = 5A, IB = 20mA
2.04.0
VV
VBE(on) * Base-Emitter ON Voltage VCE = 3V, IC = 3A 2.5 V
Cob Output Capacitance VCB = 10V, IE = 0, f = 0.1MHz 200 pF
TIP120/121/122
Medium Power Linear Switching Applications• Complementary to TIP125/126/127
Equivalent Circuit
B
E
C
R1 R2
ï èî ðòïî
1.Base 2.Collector 3.Emitter
1 TO-220

©2001 Fairchild Semiconductor Corporation Rev. A1, June 2001
Typical characteristics
Figure 1. DC current Gain Figure 2. Base-Emitter Saturation Voltage Collector-Emitter Saturation Voltage
Figure 3. Output and Input Capacitance vs. Reverse Voltage
Figure 4. Safe Operating Area
Figure 5. Power Derating
0.1 1 10100
1000
10000
VCE = 4V
IC[A], COLLECTOR CURRENT
0.1 1 100.5
1.0
1.5
2.0
2.5
3.0
3.5 IC = 250IB
VCE(sat)
VBE(sat)
IC[A], COLLECTOR CURRENT
0.1 1 10 10010
100
1000
Cob
f=0.1MHz
VCB[V], COLLECTOR-BASE VOLTAGE
VEB[V], EMITTER-BASE VOLTAGE
Cib
1 10 1000.01
0.1
1
10
TIP121
TIP122
TIP120
VCE[V], COLLECTOR-EMITTER VOLTAGE
0 25 50 75 100 125 150 1750
10
20
30
40
50
60
70
80
TC[oC], CASE TEMPERATURE

Manual de Ejercicios Planta de Dosificación
Preámbulo.
Planta de dosificación de líquidos, diseñada con el fin Brindar diferentes herramientas para el aprendizaje de control y automatización, en la cual el estudiante pueda interactuar con la planta y de esta forma tener una idea explicita de control en donde podrá comprobar y comparar lo teórico con lo práctico con el fin de tener un acercamiento a la realidad y así lograr un perfeccionamiento profesional. Fortaleciendo diferentes aptitudes como lo son:
· Competencia Social · Competencia técnica · Competencia metodológica
Adicionalmente a esto. Trabajo en equipo, disposición a cooperar y habilidades en cuanto a organización, pueden ser practicadas en proyectos los cuales incluyan:
· Planeación. · Ensamble. · Programación. · Operación. · Optimización de parámetros de control. · Mantenimiento. · Localización de fallas.

Manual de Ejercicios Planta de Dosificación
Introducción.
Este manual es un componente de aprendizaje para la planta de dosificación. La planta representa una base solidad para practicar e introducir rápidamente las tecnologías tales como la medición, el control abierto y cerrado, de variables relacionadas con este proceso.
Orientación profesional Calificación como se menciono anteriormente la interacción del
estudiante con la planta y el aprender practicando proporciona unos conceptos mas claros en relación al control y la automatización. En base a esto poder adquirir los conocimientos teóricos necesarios en formulas y cálculos.
La planta de dosificación cumple con varios requisitos
de formación en una amplia gama de diferentes ramas de la industria por ejemplo:
· Suministro de agua · Industria de alimentos · Industria química · Industria Bio-farmacéutica
Control: De lazo abierto Reducción de costos del proceso mejoras de la Al cerrado fiabilidad del sistema, mejorando el aprovechamiento
de los recursos, optimizando el proceso de funcionamiento de la motobomba.
Objetivos
· Familiarizar al usuario con el diseño y modo de operación de la planta de dosificación. · Poder leer y modificar diagramas de flujo. · Familiarizarse con el diseño y modo de operación de una bomba.

Manual de Ejercicios Planta de Dosificación
· Familiarizarse con el modo de funcionamiento de un sensor de ultra-sonido. · Familiarizarse con el uso de una electroválvula. · ser capaz de crear un programa. · poder determinar el rango de operación y el punto de funcionamiento de un sistema de control. · Ser capaz de identificar un sistema de control y determinar el orden del sistema. · Ser capaz de configurar los controladores de acción continua (PID) y evaluar las respuestas controladas.
Información
La planta de dosificación se va a utilizar para la automatización parcial de un proceso similar a una producción industrial.
Asignación de Proyectos.
· Responda las preguntas y resolver los ejercicios sobre los fundamentos de los contenidos de formación en la lista.
· crear un programa. · Determinar el punto de funcionamiento del
sistema controlado. · Identificar el sistema de control y determinar el
orden del sistema. · Evaluar el comportamiento del tratamiento en
acción continua. · Ejercicios de planta de dosificación.

Manual de Ejercicios Planta de Dosificación
Ejercicio #1 planta de dosificación – análisis y evaluación de la planta Nombre Fecha Designación de los componentes Hoja 1 de 2 Información
La planta de dosificación consta de dos tanques, un tanque de almacenamiento y uno de dosificación. Se utiliza una motobomba para transportar el agua desde el tanque de almacenamiento al de dispensado. Un sensor de ultrasonido para medir el nivel de llenado de durante el proceso. Cuando el nivel es el deseado el agua es medida. ¿Cual es la cantidad de agua dosificada en el tiempo a través de la electro válvula?
Implementación
Determinar y completar las asignaciones dadas a los componentes del proceso en la siguiente imagen de la planta.

Manual de Ejercicios Planta de Dosificación
Ejercicio #1 planta de dosificación – análisis y evaluación de la planta Nombre Fecha Designación de los componentes Hoja 2 de 2
Numero Función de la pieza Nombre de la pieza 1 Dosificar 2 Tanque almacenamiento 3 Impulsar agua 4 Electroválvula 5 Indicar y seleccionar el estado
Evaluación
Explique con sus palabras la funcionalidad de la planta y describa cada elemento. Pregunta descriptiva

Manual de Ejercicios Planta de Dosificación
Ejercicio #2 planta de dosificación – Análisis y evaluación de la planta. Nombre Fecha Complete el diagrama de P&I Hoja 1 de 2
Información
El diagrama P&I es un dibujo técnico utilizado en la tecnología de procesos. Representa los elementos del proceso en forma esquemática. El diagrama P&I expresa el diseño esquemático de la tubería y también representa los componentes de la planta según la norma DIN10628.
Implementación
· Recopile la información relativa a la asignación correcta y símbolos para completar el diagrama P&I para la planta de dosificación.

Manual de Ejercicios Planta de Dosificación
Ejercicio #3 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Determinación de datos técnicos de la planta
Hoja 1 de 2
Información
Varios componentes del proceso son usados en la planta de dosificación. Estos componentes poseen una serie de datos técnicos que resultan importantes para la planta de dosificación.
Implementación
· Investigar en el documento final para completar la tabla.
componente función Características
Motobomba
Voltaje Max [v]___ Potencia [w] _____ Caudal Max [lts/min]____ Altura de cabeza [Max ]____
Sensor de ultrasonido
Rango de medida [mm] ____ Rango de la señal [mA]___, __
Electroválvula
Voltaje [max]____ Diámetro de la salida _____ Tipo de actuación _____
Sensor capacitivo
Voltaje [max] _____ Distancia de medida [mm]____

Manual de Ejercicios Planta de Dosificación
Ejercicio #3 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Determinación de datos técnicos de la planta
Hoja 2 de 2
Evaluación
Grafique la señal de salida en miliamperios [mA] con respecto al volumen en el tanque dispensador en litros [Lts] del sensor de ultra sonido. Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #4 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Características de medición del sistema tanque-motobomba
Hoja 1 de 2
Información
Con el fin de determinar el comportamiento de nivel de llenado del tanque dispensador con respecto a la bomba. Es necesario reconocer el rango de operación de este. Este comportamiento varia gradualmente debido a la apertura de la llave de perturbación
Implementación
Determinar las características de medición del tanque dispensador y la motobomba del sistema. Un voltaje se le asignara a la motobomba. Este voltaje controlara la velocidad del motor de la motobomba. El impulsor de rotación de la motobomba va generar un flujo en el sistema de tuberías y de este modo llenara el tanque dispensador. Los valores medidos en cuanto a volumen se podrán observar, tabular y graficar. El procedimiento se debe llevar de la siguiente:
1. Cierre la válvula de perturbación. 2. Asigne un valor de voltaje a la motobomba. 3. Active la motobomba. 4. Mida el tiempo necesario para llenar dos litros 5. Tome nota en la tabla. 6. Repita el experimento con la válvula de
perturbación abierta. 7. Grafique la curvas características.

Manual de Ejercicios Planta de Dosificación
Ejercicio #4 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Características de medición del sistema tanque-motobomba
Hoja 2 de 2
Voltaje en la bomba Tiempo, Válvula cerrada (seg)
Tiempo, válvula abierta (seg)
8v 12v 16v 20v 24
Evaluación
Grafique la señal de salida de cada uno de los voltajes y compárelas. Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 1 de 3 Información
Para analizar la función de la planta dosificadora, se debe tener en cuenta que las entradas y salidas son controladas desde el programa de simulación FST, y esto permite asignar las señales de entrada y salida, en una lista de asignación (allocation list) que es la base para la programación de un proceso continuo en la estación.
Implementación
· Llenar el tanque de almacenamiento hasta aproximadamente 8 Litros de agua.
· Conecte el PLC a la alimentación y al programa FST desde el programa accione la bomba la electroválvula y los indicadores (Stop, Start, reset). Observe que los led´s indicadores en las salidas (A) del PLC estén prendiendo
· Diríjase a la tabla del allocation list, en el programa FST. Que se encuentra en el menú desplegable VER (view).
· Llenar la tabla con la información brindada en el allocation list.
Allocation List Entradas digitales. Operando Nombre Descripción

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 3 de 3
Allocation List Entradas análogas. Operando Nombre Descripción Allocation List Salidas digitales. Operando Nombre Descripción

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 2 de 3 Evaluación
· ¿Describa que diferencia existe entre una entrada digital y una análoga y como debe ser su conexión?
Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #6 planta de dosificación – Medición y Control. Nombre Fecha Operaciones lógicas Hoja 1 de 2 Información
Para garantizar la operación segura de la planta de dosificación, ciertos niveles de agua deben existir dentro de los tanques. Esto evita que la motobomba funcione en vacio, y así mismo sufra averías y daños dentro del sistema de tuberías. Por otra parte el llenado de botellas solo podrá tener lugar cuando estas condiciones se cumplan.
Implementación
· Crear un programa para probar el correcto funcionamiento de la planta.
· El programa tiene como fin permitir el transporte de agua y la dosificación por medio de la electro válvula y accionamiento de un testigo.
· La activación de la motobomba se debe realizar por medio del pulsador Start.
· Cuando el tanque tenga un nivel que no sobre pase los dos litros se debe pulsar Stop, y con este se debe activar la electroválvula para la dosificación de agua.
· Oprimiendo el Reset se deben activar los indicadores luminosos (Start, Stop, Reset).
· Todo debe funcionar mientras que el pulsador este oprimido de lo contrario debe estar apagado.
· El proceso debe ser programado en Ladder list del FST.
· El ladder se encuentra en el icono nuevo (ctrl+N).
· Seleccionar la opción ladder diagram

Manual de Ejercicios Planta de Dosificación
Ejercicio #6 planta de dosificación – Medición y Control. Nombre Fecha Operaciones lógicas Hoja 2 de 2
Evaluación
· ¿Por qué la motobomba n o puede ser utilizada en vacio?
Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #7 planta de dosificación – Medición y Control. Nombre Fecha Determine el rango de funcionamiento y el punto de operación del sistema controlado
Hoja 1 de 2
Información
El flujo de agua de la motobomba hacia el tanque dispensador debe ser constante con el fin de alcanzar un nivel de llenado satisfactorio. Este llenado constante en el tanque dispensador permite una medición en el tiempo de forma controlada. El valor del punto de operación debe ser elegido de modo que el sistema pueda lograrlo.
Implementación
· Llene el tanque de almacenamiento con agua un nivel mayo a 5 litros.
· Determine el nivel de agua mínimo posible de forma que la variación sea lineal aumentando la variable manipulada de la motobomba hasta que el agua llegue al nivel mínimo.
· Determine el nivel máximo posible del sistema es decir cuando el sensor haya alcanzado el nivel máximo.
· Introduzca los valores medidos en la tabla y determine el valor medio.
· Varié el voltaje de la motobomba de manera que el valor del nivel medio en el llenado sea estable
· Introduzca este volteje en la tabla. Nivel de llenado [Lts] Voltaje en la
motobomba [v] Medida en el sensor ultrasonido
Valor mínimo
Punto de operación
Valor máximo

Manual de Ejercicios Planta de Dosificación
Ejercicio #7 planta de dosificación – Medición y Control. Nombre Fecha Determine el rango de funcionamiento y el punto de operación del sistema controlado
Hoja 2 de 2
Evaluación
· ¿describa que condiciones podrían afectar el punto de operación?
Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 1 de 5
Información
Una de las características a investigar es el comportamiento de entrada y salida en el tanque dispensador. El grado de llenado depende de varios factores. Como la perturbación, la apertura de la electroválvula. Además términos tales como:
· Sistemas compensados. · Sistemas no compensados. · Presión hidrostática
Implementación Llevar acabo la siguiente serie de medidas:
1. Cierre la llave de perturbación. 2. Aplique un voltaje a la bomba de 12 voltios 3. Active la motobomba 4. Mida el tiempo necesario para que el agua
alcance el nivel máximo en tanque dispensador 5. Adquirir varios valores medidos. 6. Desactive la motobomba 7. Abra la válvula de perturbación 8. Mida el tiempo necesario para que el tanque
dispensador quede vacio. 9. Adquirir varios valores medidos 10. Ahora repita los puntos 2 y 5 pero con la llave
abierta 11. Adquirir varios valores medidos 12. Represente la curvas características en un
diagrama

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 2 de 5
Medición de llenado Llave de perturbación Cerrada
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
Medición de descarga Llave de perturbación abierta
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0

Manual de Ejercicios Planta de Dosificación
2.2 2.4 2.6 2.8 3.0
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 3 de 5
Medición de llenado Llave de perturbación Abierta
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 4 de 5
Volumen [Lts]
Tiempo [seg]
Curvas características de entra da y salida en el tanque dispensador
Ejercicio #8 planta de dosificación – Medición y Control.

Manual de Ejercicios Planta de Dosificación
Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 5 de 5
Evaluación
· ¿Cuál es la diferencia entre la curva uno y la tres?
· ¿Porque la curva numero dos presenta un comportamiento en decadencia?
Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Preámbulo.
Planta de dosificación de líquidos, diseñada con el fin Brindar diferentes herramientas para el aprendizaje de control y automatización, en la cual el estudiante pueda interactuar con la planta y de esta forma tener una idea explicita de control en donde podrá comprobar y comparar lo teórico con lo práctico con el fin de tener un acercamiento a la realidad y así lograr un perfeccionamiento profesional. Fortaleciendo diferentes aptitudes como lo son:
· Competencia Social · Competencia técnica · Competencia metodológica
Adicionalmente a esto. Trabajo en equipo, disposición a cooperar y habilidades en cuanto a organización, pueden ser practicadas en proyectos los cuales incluyan:
· Planeación. · Ensamble. · Programación. · Operación. · Optimización de parámetros de control. · Mantenimiento. · Localización de fallas.

Manual de Ejercicios Planta de Dosificación
Introducción.
Este manual es un componente de aprendizaje para la planta de dosificación. La planta representa una base solidad para practicar e introducir rápidamente las tecnologías tales como la medición, el control abierto y cerrado, de variables relacionadas con este proceso.
Orientación profesional Calificación como se menciono anteriormente la interacción del
estudiante con la planta y el aprender practicando proporciona unos conceptos mas claros en relación al control y la automatización. En base a esto poder adquirir los conocimientos teóricos necesarios en formulas y cálculos.
La planta de dosificación cumple con varios requisitos
de formación en una amplia gama de diferentes ramas de la industria por ejemplo:
· Suministro de agua · Industria de alimentos · Industria química · Industria Bio-farmacéutica
Control: De lazo abierto Reducción de costos del proceso mejoras de la Al cerrado fiabilidad del sistema, mejorando el aprovechamiento
de los recursos, optimizando el proceso de funcionamiento de la motobomba.
Objetivos
· Familiarizar al usuario con el diseño y modo de operación de la planta de dosificación. · Poder leer y modificar diagramas de flujo. · Familiarizarse con el diseño y modo de operación de una bomba.

Manual de Ejercicios Planta de Dosificación
· Familiarizarse con el modo de funcionamiento de un sensor de ultra-sonido. · Familiarizarse con el uso de una electroválvula. · ser capaz de crear un programa. · poder determinar el rango de operación y el punto de funcionamiento de un sistema de control. · Ser capaz de identificar un sistema de control y determinar el orden del sistema. · Ser capaz de configurar los controladores de acción continua (PID) y evaluar las respuestas controladas.
Información
La planta de dosificación se va a utilizar para la automatización parcial de un proceso similar a una producción industrial.
Asignación de Proyectos.
· Responda las preguntas y resolver los ejercicios sobre los fundamentos de los contenidos de formación en la lista.
· crear un programa. · Determinar el punto de funcionamiento del
sistema controlado. · Identificar el sistema de control y determinar el
orden del sistema. · Evaluar el comportamiento del tratamiento en
acción continua. · Ejercicios de planta de dosificación.

Manual de Ejercicios Planta de Dosificación
Ejercicio #1 planta de dosificación – análisis y evaluación de la planta Nombre Fecha Designación de los componentes Hoja 1 de 2 Información
La planta de dosificación consta de dos tanques, un tanque de almacenamiento y uno de dosificación. Se utiliza una motobomba para transportar el agua desde el tanque de almacenamiento al de dispensado. Un sensor de ultrasonido para medir el nivel de llenado de durante el proceso. Cuando el nivel es el deseado el agua es medida. ¿Cual es la cantidad de agua dosificada en el tiempo a través de la electro válvula?
Implementación
Determinar y completar las asignaciones dadas a los componentes del proceso en la siguiente imagen de la planta.

Manual de Ejercicios Planta de Dosificación
Ejercicio #1 planta de dosificación – análisis y evaluación de la planta Nombre Fecha Designación de los componentes Hoja 2 de 2
Numero Función de la pieza Nombre de la pieza 1 Dosificar Tanque dispensador 2 Contiene el agua a usar. Tanque almacenamiento 3 Impulsar agua motobomba 4 Permite la salida del fluido. Electroválvula 5 Indicar y seleccionar el estado Botonera
Evaluación
Explique con sus palabras la funcionalidad de la planta y describa cada elemento. Pregunta descriptiva La planta está compuesta por dos tanques, una motobomba, una electroválvula, una botonera y una ruta de tubería. El proceso comienza con el agua acumulada en el tanque de almacenamiento, esta es impulsada por acción de la motobomba a través de la ruta de tubería hacia el tanque dispensador, en este tanque se ejerce una acción de control con el fin de mantener estable el nivel del agua. Posteriormente, se da apertura a la electroválvula, y de este modo el agua cae en la botella o recipiente.

Manual de Ejercicios Planta de Dosificación
Ejercicio #2 planta de dosificación – Análisis y evaluación de la planta. Nombre Fecha Complete el diagrama de P&I Hoja 1 de 2
Información
El diagrama P&I es un dibujo técnico utilizado en la tecnología de procesos. Representa los elementos del proceso en forma esquemática. El diagrama P&I expresa el diseño esquemático de la tubería y también representa los componentes de la planta según la norma DIN10628.
Implementación
· Recopile la información relativa a la asignación correcta y símbolos para completar el diagrama P&I para la planta de dosificación.

Manual de Ejercicios Planta de Dosificación
Ejercicio #3 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Determinación de datos técnicos de la planta
Hoja 1 de 2
Información
Varios componentes del proceso son usados en la planta de dosificación. Estos componentes poseen una serie de datos técnicos que resultan importantes para la planta de dosificación.
Implementación
· Investigar en el documento final para completar la tabla.
componente función Características
Motobomba
Impulsar el agua desde el tanque de almacenamiento hasta el dispensador.
Voltaje Max [v]_24 __ Potencia [w] __6 ___ Caudal Max [lts/min]__6__ Altura de cabeza [Max ]_2.7m_
Sensor de ultrasonido
Medir el nivel de agua actual en el tanque dispensador.
Rango de medida [mm] 200 Rango de la señal [mA] 2.2,9.3
Electroválvula
Permite controlar la salida del fluido desde el dispensador hacia la botella.
Voltaje [max]_24___ Diámetro de la salida _2 mm_ Tipo de actuación solenoide.
Sensor capacitivo
Detecta si el nivel de agua mínimo permitido en tanque de almacenamiento se cumple.
Voltaje [max] __24___ Distancia de medida [mm]_10_

Manual de Ejercicios Planta de Dosificación
Ejercicio #3 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Determinación de datos técnicos de la planta
Hoja 2 de 2
Evaluación
Grafique la señal de salida en miliamperios [mA] con respecto al volumen en el tanque dispensador en litros [Lts] del sensor de ultra sonido. Pregunta de comprensión
0123456789
10
0 1 2 3 4
SALI
DA
(mA)
VOLUMEN (Litros)
Sensor ultrasonico

Manual de Ejercicios Planta de Dosificación
Ejercicio #4 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Características de medición del sistema tanque-motobomba
Hoja 1 de 2
Información
Con el fin de determinar el comportamiento de nivel de llenado del tanque dispensador con respecto a la bomba. Es necesario reconocer el rango de operación de este. Este comportamiento varia gradualmente debido a la apertura de la llave de perturbación
Implementación
Determinar las características de medición del tanque dispensador y la motobomba del sistema. Un voltaje se le asignara a la motobomba. Este voltaje controlara la velocidad del motor de la motobomba. El impulsor de rotación de la motobomba va generar un flujo en el sistema de tuberías y de este modo llenara el tanque dispensador. Los valores medidos en cuanto a volumen se podrán observar, tabular y graficar. El procedimiento se debe llevar de la siguiente:
1. Cierre la válvula de perturbación. 2. Asigne un valor de voltaje a la motobomba. 3. Active la motobomba. 4. Mida el tiempo necesario para llenar dos litros 5. Tome nota en la tabla. 6. Repita el experimento con la válvula de
perturbación abierta. 7. Grafique la curvas características.

Manual de Ejercicios Planta de Dosificación
Ejercicio #4 planta de dosificación –Análisis y evaluación de la planta. Nombre Fecha Características de medición del sistema tanque-motobomba
Hoja 2 de 2
Voltaje en la bomba Tiempo, Válvula cerrada (seg)
Tiempo, válvula abierta (seg)
8v 12v 16v 20v 24
Evaluación
Grafique la señal de salida de cada uno de los voltajes y compárelas. Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 1 de 3 Información
Para analizar la función de la planta dosificadora, se debe tener en cuenta que las entradas y salidas son contraladas desde el programa de simulación FST, y esto permite asignar las señales de entrada y salida, en una lista de asignación (allocation list) que es la base para la programación de un proceso continuo en la estación.
Implementación
· Llenar el tanque de almacenamiento hasta aproximadamente 8 Litros de agua.
· Conecte el PLC a la alimentación y al programa FST desde el programa accione la bomba la electroválvula y los indicadores (Stop, Start, reset). Observe que los led´s indicadores en las salidas (A) del PLC estén prendiendo
· Diríjase a la tabla del allocation list, en el programa FST. Que se encuentra en el menú desplegable VER (view).
· Llenar la tabla con la información brindada en el allocation list.
Allocation List Entradas digitales. Operando Nombre Descripción
I0.0 Nivel bajo de agua Sensor capacitivo I1.0 Start Botón I1.1 Stop Botón I1.2 Reset Botón

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 3 de 3
Allocation List Entradas análogas. Operando Nombre Descripción
I4.0 Nivel de agua Sensor ultrasonido Allocation List Salidas digitales. Operando Nombre Descripción
O0.0 Start Indicador O0.1 Stop Indicador O0.2 Reset Indicador O0.3 Electrovalvula Actuador O1.0 Motobomba Actuador

Manual de Ejercicios Planta de Dosificación
Ejercicio #5 planta de dosificación – Medición y Control. Nombre Fecha Elaborando el allocation list Hoja 2 de 3 Evaluación
· ¿Describa que diferencia existe entre una entrada digital y una análoga y como debe ser su conexión?
Pregunta de comprensión Una entrada digital permite únicamente dos estados, on o off, 1 o 0, es decir se encuentra prendida o se encuentra apagada. Estas entradas deben ser conectadas en los módulos especiales para este fin en el PLC. Por otro lado las entradas análogas permiten tener más variedad en la entrada de datos ya que al PLC le pueden ingresar valores intermedios, puesto que estos son valores entre un rango determinado. La conexión de estas entradas se debe hacer en el modulo de entradas y salidas análogas que nos proporciona el PLC FESTO.

Manual de Ejercicios Planta de Dosificación
Ejercicio #6 planta de dosificación – Medición y Control. Nombre Fecha Operaciones lógicas Hoja 1 de 2 Información
Para garantizar la operación segura de la planta de dosificación, ciertos niveles de agua deben existir dentro de los tanques. Esto evita que la motobomba funcione en vacio, y así mismo sufra averías y daños dentro del sistema de tuberías. Por otra parte el llenado de botellas solo podrá tener lugar cuando estas condiciones se cumplan.
Implementación
· Crear un programa para probar el correcto funcionamiento de la planta.
· El programa tiene como fin permitir el transporte de agua y la dosificación por medio de la electro válvula y accionamiento de un testigo.
· La activación de la motobomba se debe realizar por medio del pulsador Start.
· Cuando el tanque tenga un nivel que no sobre pase los dos litros se debe pulsar Stop, y con este se debe activar la electroválvula para la dosificación de agua.
· Oprimiendo el Reset se deben activar los indicadores luminosos (Start, Stop, Reset).
· Todo debe funcionar mientras que el pulsador este oprimido de lo contrario debe estar apagado.
· El proceso debe ser programado en Ladder list del FST.
· El ladder se encuentra en el icono nuevo (ctrl+N).
· Seleccionar la opción ladder diagram

Manual de Ejercicios Planta de Dosificación
Ejercicio #6 planta de dosificación – Medición y Control. Nombre Fecha Operaciones lógicas Hoja 2 de 2
Evaluación
· ¿Por qué la motobomba no puede ser utilizada en vacio?
Pregunta de comprensión Porque si esta trabaja en vacio puede averiarse ya que no diseñada para este fin, por otro lado si entra aire en la tubería puede provocar flujos turbulentos, y errores en la medion del sensor.

Manual de Ejercicios Planta de Dosificación
Ejercicio #7 planta de dosificación – Medición y Control. Nombre Fecha Determine el rango de funcionamiento y el punto de operación del sistema controlado
Hoja 1 de 2
Información
El flujo de agua de la motobomba hacia el tanque dispensador debe ser constante con el fin de alcanzar un nivel de llenado satisfactorio. Este llenado constante en el tanque dispensador permite una medición en el tiempo de forma controlada. El valor del punto de operación debe ser elegido de modo que el sistema pueda lograrlo.
Implementación
· Llene el tanque de almacenamiento con agua un nivel mayo a 5 litros.
· Determine el nivel de agua mínimo posible de forma que la variación sea lineal aumentando la variable manipulada de la motobomba hasta que el agua llegue al nivel mínimo.
· Determine el nivel máximo posible del sistema es decir cuando el sensor haya alcanzado el nivel máximo.
· Introduzca los valores medidos en la tabla y determine el valor medio.
· Varié el voltaje de la motobomba de manera que el valor del nivel medio en el llenado sea estable
· Introduzca este volteje en la tabla. Nivel de llenado [Lts] Voltaje en la
motobomba [v] Medida en el sensor ultrasonido
Valor mínimo
Punto de operación
Valor máximo

Manual de Ejercicios Planta de Dosificación
Ejercicio #7 planta de dosificación – Medición y Control. Nombre Fecha Determine el rango de funcionamiento y el punto de operación del sistema controlado
Hoja 2 de 2
Evaluación
· ¿describa que condiciones podrían afectar el punto de operación?
Pregunta de comprensión

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 1 de 5
Información
Una de las características a investigar es el comportamiento de entrada y salida en el tanque dispensador. El grado de llenado depende de varios factores. Como la perturbación, la apertura de la electroválvula. Además términos tales como:
· Sistemas compensados. · Sistemas no compensados. · Presión hidrostática
Implementación Llevar acabo la siguiente serie de medidas:
1. Cierre la llave de perturbación. 2. Aplique un voltaje a la bomba de 12 voltios 3. Active la motobomba 4. Mida el tiempo necesario para que el agua
alcance el nivel máximo en tanque dispensador 5. Adquirir varios valores medidos. 6. Desactive la motobomba 7. Abra la válvula de perturbación 8. Mida el tiempo necesario para que el tanque
dispensador quede vacio. 9. Adquirir varios valores medidos 10. Ahora repita los puntos 2 y 5 pero con la llave
abierta 11. Adquirir varios valores medidos 12. Represente la curvas características en un
diagrama

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 2 de 5
Medición de llenado Llave de perturbación Cerrada
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
Medición de descarga Llave de perturbación abierta
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0

Manual de Ejercicios Planta de Dosificación
2.2 2.4 2.6 2.8 3.0
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 3 de 5
Medición de llenado Llave de perturbación Abierta
Nivel [Lts] Tiempo [seg] 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0

Manual de Ejercicios Planta de Dosificación
Ejercicio #8 planta de dosificación – Medición y Control. Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 4 de 5
Volumen [Lts]
Tiempo [seg]
Curvas características de entra da y salida en el tanque dispensador
Ejercicio #8 planta de dosificación – Medición y Control.

Manual de Ejercicios Planta de Dosificación
Nombre Fecha Entrada y salida comportamiento del tanque de medición
Hoja 5 de 5
Evaluación
· ¿Cuál es la diferencia entre la curva uno y la tres?
· ¿Porque la curva numero dos presenta un comportamiento en decadencia?
Pregunta de comprensión