ranger 250 imt661-c - lincoln electric global sites ... · this equipment without reading this...
TRANSCRIPT
RRaannggeerr 225500 IMT661-CJanuary, 2010
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A.
Tel. (216) 481-8100 WEB SITE: www.lincolnelectric.com
Safety Depends on YouLincoln arc welding and cutting equipment is designed andbuilt with safety in mind. However, your overall safety can beincreased by proper installation ... and thoughtful operationon your part. DO NOT INSTALL, OPERATE OR REPAIRTHIS EQUIPMENT WITHOUT READING THIS MANUALAND THE SAFETY PRECAUTIONS CONTAINEDTHROUGHOUT. And, most importantly, think before you actand be careful.
OPERATOR’S MANUAL
MANUAL DE OPERACIÓN
MANUEL DE L’OPÉRATEUR
La Seguridad Depende de UstedLos equipos de corte y soldadura al arco Lincoln han sidodiseñados y construidos teniendo en cuenta su seguridad.No obstante, ésta se verá incrementada si la instalación serealiza correctamente, y si pone atención en el manejo delos mismos. NO INSTALE, UTILICE O REPARE ESTEEQUIPO SIN ANTES HABER LEIDO ESTE MANUAL Y LASMEDIDAS DE SEGURIDAD QUE CONTIENE. Y, lo másimportante, piense antes de actuar, y tenga mucho cuidado.
La sécurité dépend de vousLe matériel de soudage et de coupage à l'arc Lincoln estconçu et construit en tenant compte de la sécurité. Toutefois,la sécurité en général peut être accrue grâce à une bonneinstallation... et à la plus grande prudence de votre part. NEPAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIELSANS AVOIR LU CE MANUEL ET LES MESURES DESÉCURITÉ QU'IL CONTIENT. Et, par dessus tout,réfléchissez avant d'agir et exercez la plus grande prudence.
Read this Operators Manual completely before attempting to use this equip-ment. Save this manual and keep it handy for quick reference. Pay particularattention to the safety instructions we have provided for your protection.
Please Examine Carton and Equipment For DamageImmediately
When this equipment is shipped, title passes to the purchaser upon receipt bythe carrier. Consequently, Claims for material damaged in shipment must bemade by the purchaser against the transportation company at the time theshipment is received.
Please record your equipment identification information below for future refer-ence. This information can be found on your machine nameplate.
Date of Purchase:Serial Number:Code Number:Model:Where Purchased:
Whenever you request replacement parts for or information on this equipmentalways supply the information you have recorded above.
Lea este manual del operador completamente antes de intentar utilizar esteequipo. Guarde este manual y téngalo a la mano para cualquier referencia.Ponga especial atención a las instrucciones de seguridad que hemos propor-
cionado para su protección.
Lire complètement ce manuel de l’opérateur avant d’utiliser ce matériel pour lapremière fois. Mettre ce manuel de côté et le tenir à portée pour pouvoir leconsulter rapidement. Faire tout particulièrement attention aux instructions desûreté que nous vous avons fournies pour assurer votre protection.
Favor de Examinar Inmediatamente el Cartón y elEquipo para Verificar si Existe Algún Daño.
Cuando este equipo se envía, el título pasa al comprador en el momento queéste recibe el producto del transportista. Por lo tanto, las reclamaciones pormaterial dañado en el envío las debe realizar el comprador en contra de lacompañía de transporte en el momento en que se recibe la mercancía.
Por favor registre la información de identificación del equipo que se presentaa continuación para referencia futura. Esta información se puede encontrar enla placa de identificación de la máquina.Fecha de compra:Número de serie:Número de Código:Modelo:Lugar de compra:En cualquier momento en que usted solicite alguna refacción o informaciónacerca de este equipo proporcione siempre la información que se registróanteriormente.
Veuillez examiner immédiatement le carton et lematériel.
Quand ce matériel est expédié, son titre passe à l’acheteur dès que le trans-porteur le reçoit. Par conséquent, les réclamations pour matériel endom-magé au cours du transport doivent êtes faites par l’acheteur contre lasociété de transport au moment de la réception.
Veuillez inscrire ci-dessous les informations sur l’identification du matérielpour pouvoir s’y reporter ultérieurement. Vous trouverez cette informationsur la plaque signalétique de votre machine.Date d’achat :Numéro de série :Numéro de code :Modèle :Lieu d’achat :
Chaque fois que vous désirez des pièces de rechange ou des informationssur ce matériel, indiquez toujours les informations que vous avez inscrites ci-dessus.
Copyright © 2001 Lincoln Global Inc.
For use with machines Code numbers: Para uso con máquinas código: S’applique aux machines dont le numéro de code est:10654, 10655, 10751, 10752
2
ARC WELDING CAN BE HAZARDOUS. PROTECT YOUR-SELF AND OTHERS FROM POSSIBLE SERIOUS INJURYOR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEAR-ERS SHOULD CONSULT WITH THEIR DOCTOR BEFOREOPERATING.
Read and understand the following safety highlights. Foradditional safety information, it is strongly recommendedthat you purchase a copy of “Safety in Welding & Cutting -ANSI Standard Z49.1” from the American Welding Society,P.O. Box 351040, Miami, Florida 33135 or CSA StandardW117.2-1974. A Free copy of “Arc Welding Safety” bookletE205 is available from the Lincoln Electric Company, 22801St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERA-TION, MAINTENANCE AND REPAIR PROCE-DURES ARE PERFORMED ONLY BY QUALIFIEDINDIVIDUALS.
WARNING
ARC RAYS can burn.2.a. Use a shield with the proper filter and
cover plates to protect your eyes fromsparks and the rays of the arc whenwelding or observing open arc weld-ing. Headshield and filter lens shouldconform to ANSI Z87. I standards.
2.b. Use suitable clothing made from durable flame-resis-tant material to protect your skin and that of yourhelpers from the arc rays.
2.c. Protect other nearby personnel with suitable, non-flammable screening and/or warn them not to watchthe arc nor expose themselves to the arc rays or tohot spatter or metal.
FOR ELECTRICALLYpowered equipment.1.a. Turn off input power using the discon-
nect switch at the fuse box beforeworking on the equipment.
1.b. Install equipment in accordance with the U.S.National Electrical Code, all local codes and the man-ufacturer’s recommendations.
1.c. Ground the equipment in accordance with the U.S.National Electrical Code and the manufacturer’s rec-ommendations.
SAFETY
La SOLDADURA POR ARCO puede ser peligrosa.PROTEJASE USTED Y A LOS DEMAS CONTRA POSI-BLES LESIONES GRAVES O LA MUERTE. NO PERMI-TA QUE LOS NIÑOS SE ACERQUEN. LAS PERSONASCON MARCAPASOS DEBEN CONSULTAR A SUMEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Paramás información acerca de la seguridad, se recomiendacomprar un ejemplar de "Safety in Welding & Cutting - ANISStandard Z49.1" de la Sociedad Norteamericana deSoldadura, P.O. Box 351040, Miami, Florida 33135 ó CSANorma W117.2-1974. Una ejemplar gratis del folleto "ArcWelding Safety" (Seguridad de la soldadura al arco) E205está disponible de Lincoln Electric Company, 22801 St.Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTA-LACION, OPERACION, MANTENIMIENTO Y REPARA-CION SEAN HECHOS POR PERSONAS CAPACITADASPARA ELLO.
ADVERTENCIA
SEGURIDAD
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. SEPROTÉGER ET PROTÉGER LES AUTRES CONTRE LESBLESSURES GRAVES VOIRE MORTELLES. ÉLOIGNERLES ENFANTS. LES PERSONNES QUI PORTENT UN STIM-ULATEUR CARDIAQUE DEVRAIENT CONSULTER LEURMÉDECIN AVANT D'UTILISER L'APPAREIL.
Prendre connaissance des caractéristiques de sécurité suivantes.Pour obtenir des renseignements supplémentaires sur la sécurité, onrecommande vivement d'acheter un exemplaire de la norme Z49.1 del'ANSI auprès de l'American Welding Society, P.O. Box 351040, Miami,Floride 33135 ou la norme CSA W117.2-1974. On peut se procurer unexemplaire gratuit du livret “Arc Welding Safety” E205 auprès de lasociété Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio44117-1199.
S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILI-SATION, D'ENTRETIEN ET DE RÉPARATION NE SONTCONFIÉES QU'À DES PERSONNES QUALIFIÉES.
AVERTISSEMENT
SÉCURITÉ
Los RAYOS DEL ARCOpueden quemar.2.a. Colocarse una careta con el filtro y cubier-tas para protegerse los ojos de las chispas yrayos del arco cuando se suelde o se observeun soldadura por arco abierta. El cristal del fil-
tro y casco debe satisfacer las normas ANSI Z87.I.
2.b. Usar ropa adecuada hecha de material ignífugodurable para protegerse la piel propia y la de los ayu-dantes con los rayos del arco.
2.c. Proteger a otras personas que se encuentren cercacon un biombo adecuado no inflamable y/o advertirlesque no miren directamente al arco ni que se expongana los rayos del arco o a las salpicaduras o metalcalientes.
Para equipos ELECTRICOS.1.a. Cortar la electricidad entrante usando elinterruptor de desconexión en la caja defusibles antes de trabajar en el equipo.
1.b. Instalar el equipo de acuerdo con el Código EléctricoNacional (EE.UU.), todos los códigos locales y lasrecomendaciones del fabricante.
1.c. Conectar a tierra el equipo de acuerdo con el CódigoEléctrico Nacional (EE.UU.) y las recomendacionesdel fabricante.
LE RAYONNEMENT DE L'ARCpeut brûler.2.a. Utiliser un masque à serre-tête avec oculairefiltrant adéquat et protège-oculaire pour se protégerles yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Lemasque à serre-tête et les oculaires filtrants doivent être conformesaux normes ANSI Z87.1.
2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se pro-téger ainsi que les aides contre le rayonnement de l'arc.
2.c. Protéger les autres employés à proximité en utilisant des par-avents ininflammables convenables ou les avertir de ne pasregarder l'arc ou de s'exposer au rayonnement de l'arc ou auxprojections ou au métal chaud.
Matériel ÉLECTRIQUE.1.a. Couper l'alimentation d'entrée en utilisant le
disjoncteur à la boîte de fusibles avant de tra-vailler sur le matériel.
1.b. Installer le matériel conformément au Code canadien de l'élec-tricité, à tous les codes locaux et aux recommandations du fabri-cant.
1.c. Mettre à la terre le matériel conformément au Code canadien del'électricité et aux recommandations du fabricant.
MAR95

3
ELECTRIC AND MAGNETICFIELDS may be dangerous
3.a. Electric current flowing through anyconductor causes localized Electricand Magnetic Fields (EMF). Weldingcurrent creates EMF fields aroundwelding cables and weldingmachines
3.b. EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult theirphysician before welding.
3.c. Exposure to EMF fields in welding may have otherhealth effects which are now not known.
3.d. All welders should use the following procedures inorder to minimize exposure to EMF fields from thewelding circuit:
3.d.1. Route the electrode and work cables together -Secure them with tape when possible.
3.d.2. Never coil the electrode lead around your body.
3.d.3. Do not place your body between the electrodeand work cables. If the electrode cable is onyour right side, the work cable should also beon your right side.
3.d.4. Connect the work cable to the workpiece asclose as possible to the area being welded.
3.d.5. Do not work next to welding power source.
SAFETY SEGURIDAD SÉCURITÉ
LOS CAMPOS ELECTRICOSY MAGNETICOSpueden ser peligrosos
3.a. La corriente eléctrica que circula por cualquiera de losconductores causa campos eléctricos y magnéticos(EMF) localizados. La corriente para soldar crea cam-pos EMF alrededor de los cables y máquinas soldado-ras.
3.b. Los campos EMF pueden interferir con algunos marca-pasos, y los soldadores que tengan marcapaso debenconsultar a su médico antes de manejar una soldado-ra.
3.c. La exposición a los campos EMF en soldadura puedentener otros efectos sobre la salud que se desconocen.
3.d. Todo soldador debe emplear los procedimientos sigu-ientes para reducir al mínimo la exposición a los cam-pos EMF del circuito de soldadura:
3.d.1. Pasar los cables del electrodo y de trabajo jun-tos - Atarlos con cinta siempre que sea posible.
3.d.2. Nunca enrollarse el cable del electrodo alrede-dor del cuerpo.
3.d.3. No colocar el cuerpo entre los cables del elec-trodo y de trabajo. Si el cable del electrodo estáen el lado derecho, el cable de trabajo tambiéndebe estar en el lado derecho.
3.d.4. Conectar el cable de trabajo a la pieza de traba-jo lo más cerca posible del área que se va a sol-dar.
3.d.5. No trabajar cerca del suministro eléctrico de lasoldadora.
LES CHAMPSÉLECTROMAGNÉTIQUES peuvent être dangereux
3.a. Le courant électrique qui circule dans les conducteurs crée deschamps électromagnétiques locaux. Le courant de soudagecrée des champs électromagnétiques autour des câbles et desmachines de soudage.
3.b. Les champs électromagnétiques peuvent créer des inter-férences pour les stimulateurs cardiaques, et les soudeurs quiportent un stimulateur cardiaque devraient consulter leurmédecin avant d'entreprendre le soudage.
3.c. L'exposition aux champs électromagnétiques lors du soudagepeut avoir d'autres effets sur la santé que l'on ne connaît pasencore.
3.d. Les soudeurs devraient suivre les consignes suivantes afin deréduire au minimum l'exposition aux champs électromagné-tiques du circuit de soudage :
3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer si pos-sible avec du ruban adhésif.
3.d.2. Ne jamais entourer le câble électrode autour du corps.
3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si lecâble d'électrode se trouve à droite, le câble de retour doitégalement se trouver à droite.
3.d.4. Connecter le câble de retour à la pièce le plus près possible dela zone de soudage.
3.d.5. Ne pas travailler juste à côté de la source de courant desoudage.
MAR95
4
SAFETY SEGURIDAD SÉCURITÉ
WELDING SPARKS cancause fire or explosion.4.a. Remove fire hazards from the welding
area. If this is not possible, cover themto prevent the welding sparks fromstarting a fire. Remember that weldingsparks and hot materials from weldingcan easily go through small cracks andopenings to adjacent areas. Avoidwelding near hydraulic lines. Have afire extinguisher readily available.
4.b. Where compressed gases are to be used at the jobsite, special precautions should be used to preventhazardous situations. Refer to “Safety in Welding andCutting” (ANSI Standard Z49.1) and the operatinginformation for the equipment being used.
4.c. When not welding, make certain no part of the elec-trode circuit is touching the work or ground. Accidentalcontact can cause overheating and create a fire haz-ard.
4.d. Do not heat, cut or weld tanks, drums or containersuntil the proper steps have been taken to insure thatsuch procedures will not cause flammable or toxicvapors from substances inside. They can cause anexplosion even though they have been “cleaned”. Forinformation, purchase “Recommended Safe Practicesfor the Preparation for Welding and Cutting ofContainers and Piping That Have Held HazardousSubstances”, AWS F4.1 from the American WeldingSociety (see address above).
4.e. Vent hollow castings or containers before heating,cutting or welding. They may explode.
4.f. Sparks and spatter are thrown from the welding arc.Wear oil free protective garments such as leathergloves, heavy shirt, cuffless trousers, high shoes anda cap over your hair. Wear ear plugs when weldingout of position or in confined places. Always wearsafety glasses with side shields when in a weldingarea.
4.g. Connect the work cable to the work as close to thewelding area as practical. Work cables connected tothe building framework or other locations away fromthe welding area increase the possibility of the weld-ing current passing through lifting chains, cranecables or other alternate circuits. This can create firehazards or overheat lifting chains or cables until theyfail.
Las CHISPAS DE LA SOL-DADURA pueden causarincendio o explosión.4.a.Quitar todas las cosas que presentenriesgo de incendio del lugar de soldadura. Si
esto no es posible, cubrirlas para impedir que las chispas dela soldadura inicien un incendio. Recordar que las chispas ylos materiales calientes de la soldadura puede pasar fácil-mente por las grietas pequeñas y aberturas adyacentes alárea. No soldar cerca de tuberías hidráulicas. Tener un extin-guidor de incendios a mano.
4.b. En los lugares donde se van a usar gases comprimi-dos, se deben tomar precauciones especiales paraimpedir las situaciones peligrosas. Consultar la norma“Safety in Welding and Cutting” (Norma ANSI Z49.1) yla información de manejo para el equipo que se estáusando.
4.c. No calentar, cortar o soldar tanques, tambores o con-tenedores hasta haber tomado los pasos necesariopara asegurar que tales procedimientos no van acausar vapores inflamables o tóxicos de las sustanciasen su interior. Pueden causar una explosión inclusodespués de haberse “limpiado”. Para información, com-prar “Recommended Safe Practices for the Preparationfor Welding and Cutting of Containers and Piping ThatHave Held Hazardous Substances”, AWS F4.1 de laAmerican Welding Society (ver la dirección más arriba).
4.e. Ventilar las piezas fundidas huecas o contenedoresantes de calentar, cortar o soldar. Pueden explotar.
4.f. Las chispas y salpicaduras son lanzadas por el arco dela soldadura. Usar vestimenta protectora libre de aceitetales como guantes de cuero, camisa gruesa, pan-talones sin bastillas, zapatos de caña alta y un gorro.Ponerse tapones en los oídos cuando se suelde fuerade posición o en lugares confinados. Siempre usargafas protectoras con escudos laterales cuando seesté en un área de soldadura.
4.g. Conectar el cable de trabajo a la pieza de trabajo tancerca del área de soldadura como sea posible. Loscables de la pieza de trabajo conectados a la estructuradel edificio o a otros lugares alejados del área de sol-dadura aumentan la posibilidad de que la corriente parasoldar pase por las cadenas de izar, cables de grúas uotros circuitos alternativos. Esto puede crear riesgos deincendio o sobrecalentar las cadenas o cables de izarhasta hacer que fallen.
LES ÉTINCELLES DESOUDAGE peuvent provoquerun incendie ou une explosion.4.a. Enlever les matières inflammables de la zone
de soudage. Si ce n'est pas possible, lesrecouvrir pour empêcher que les étincelles desoudage ne les atteignent. Les étincelles etprojections de soudage peuvent facilements'infiltrer dans les petites fissures ou ouverturesdes zones environnantes. Éviter de souderprès des conduites hydrauliques. On doit tou-jours avoir un extincteur à portée de la main.
4.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail,on doit prendre des précautions spéciales pour éviter les dan-gers. Voir la norme ANSI Z49.1 et les consignes d'utilisation rel-atives au matériel.
4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit del'électrode ne touche la pièce ou la terre. Un contact accidentelpeut produire une surchauffe et créer un risque d'incendie.
4.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts oudes contenants sans avoir pris les mesures qui s'imposent pours'assurer que ces opérations ne produiront pas des vapeursinflammables ou toxiques provenant des substances à l'intérieur.Elles peuvent provoquer une explosion même si elles ont été“nettoyées”. Pour plus d'informations, se procurer le documentAWS F4.1 de l'American Welding Society (voir l'adresse ci-avant).
4.e. Mettre à l'air libre les pièces moulées creuses ou les contenantsavant de souder, de couper ou de chauffer. Elles peuventexploser.
4.f. Les étincelles et les projections sont expulsées de l'arc desoudage. Porter des vêtements de protection exempts d'huilecomme des gants en cuir, une chemise épaisse, un pantalonsans revers, des chaussures montantes et un casque ou autrepour se protéger les cheveux. Utiliser des bouche-oreilles quandon soude hors position ou dans des espaces clos. Toujoursporter des lunettes de sécurité avec écrans latéraux quand on setrouve dans la zone de soudage.
4.g. Connecter le câble de retour à la pièce le plus près possible dela zone de soudage. Si les câbles de retour sont connectés à lacharpente du bâtiment ou à d'autres endroits éloignés de la zonede soudage cela augmente le risque que le courant de soudagepasse dans les chaînes de levage, les câbles de grue ou autrescircuits auxiliaires. Cela peut créer un risque d'incendie ou sur-chauffer les chaînes de levage ou les câbles et entraîner leurdéfaillance.
MAR95
5
ELECTRIC SHOCK can kill.
5.a. The electrode and work (or ground)circuits are electrically “hot” when thewelder is on. Do not touch these “hot”parts with your bare skin or wet cloth-ing. Wear dry, hole-free gloves toinsulate hands.
5.b. Insulate yourself from work and ground using dryinsulation. Make certain the insulation is large enoughto cover your full area of physical contact with workand ground.
In addition to the normal safety precautions, ifwelding must be performed under electricallyhazardous conditions (in damp locations or whilewearing wet clothing; on metal structures such asfloors, gratings or scaffolds; when in crampedpositions such as sitting, kneeling or lying, ifthere is a high risk of unavoidable or accidentalcontact with the workpiece or ground) use the fol-lowing equipment:• Semiautomatic DC Constant Voltage (Wire)Welder.
• DC Manual (Stick) Welder.• AC Welder with Reduced Voltage Control.
5.c. In semiautomatic or automatic wire welding, the elec-trode, electrode reel, welding head, nozzle or semi-automatic welding gun are also electrically “hot”.
5.d. Always be sure the work cable makes a good electri-cal connection with the metal being welded. The con-nection should be as close as possible to the areabeing welded.
5.e. Ground the work or metal to be welded to a goodelectrical (earth) ground.
5.f. Maintain the electrode holder, work clamp, weldingcable and welding machine in good, safe operatingcondition. Replace damaged insulation.
5.g. Never dip the electrode in water for cooling.
5.h. Never simultaneously touch electrically “hot” parts ofelectrode holders connected to two welders becausevoltage between the two can be the total of the opencircuit voltage of both welders.
5.i. When working above floor level, use a safety belt toprotect yourself from a fall should you get a shock.
5.j. Also see Items 4.c. and 1.
El ELECTROCHOQUEpuede causar la muerte.
5.a. Los circuitos del electrodo y pieza detrabajo (o tierra) están eléctricamente “vivos”cuando la soldadora está encendida. No
tocar esas piezas “vivas” con la piel desnuda o ropa mojada.Usar guantes secos sin agujeros para aislar las manos.
5.b. Aislarse de la pieza de trabajo y tierra usando aislanteseco. Asegurarse que el aislante sea lo suficientementegrande para cubrir toda el área de contacto físico conla pieza de trabajo y el suelo.
Además de las medidas de seguridad normales, si esnecesario soldar en condiciones eléctricamente peli-grosas (en lugares húmedos o mientras se está usan-do ropa mojada; en las estructuras metálicas talescomo suelos, emparrillados o andamios; estando enposiciones apretujadas tales como sentado, arrodilla-do o acostado, si existe un gran riesgo de que ocurracontacto inevitable o accidental con la pieza de traba-jo o tierra, usar el equipo siguiente:• Soldadora (de alambre) de voltaje constanteCD semiautomática.
• Soldadora (de varilla) manual CD.• Soldadora CA con control de voltaje reducido.
5.c. En la soldadura con alambre semiautomática oautomática, el electrodo, carrete del electrodo, cabezalsoldador, boquilla o pistola para soldar semiautomáticatambién están eléctricamente “vivas”.
5.d. Siempre asegurar que el cable de trabajo tenga unabuena conexión eléctrica con el metal que se está soldan-do. La conexión debe ser lo más cerca posible del áreaque se va a soldar.
5.e. Conectar la pieza de trabajo o metal que se va a soldar auna buena tierra eléctrica.
5.f. Mantener el portaelectrodo, pinza de trabajo, cable de lasoldadora y la soldadora en condiciones de trabajo bue-nas y seguras. Cambiar el aislante si está dañado.
5.g. Nunca sumergir el electrodo en agua para enfriarlo.
5.h. Nunca tocar simultáneamente la piezas eléctricamente“vivas” de los portaelectrodos conectados a dos soldado-ras porque el voltaje entre los dos puede ser el total delvoltaje de circuito abierto de ambas soldadoras.
5.i. Cuando se trabaje sobre el nivel del suelo, usar un cin-turón de seguridad para protegerse de una caída si llegaraa ocurrir electrochoque.
5.j. Ver también las partidas 4.c. y 1.
LES CHOCS ÉLECTRIQUESpeuvent être mortels.5.a. Les circuits de l'électrode et de retour (oumasse) sont sous tension quand la source decourant est en marche. Ne pas toucher ces pièces
sous tension les mains nues ou si l'on porte des vêtements mouillés.Porter des gants isolants secs et ne comportant pas de trous.
5.b. S'isoler de la pièce et de la terre en utilisant un moyen d'isolationsec. S'assurer que l'isolation est de dimensions suffisantes pourcouvrir entièrement la zone de contact physique avec la pièce etla terre.
En plus des consignes de sécurité normales, si l'on doiteffectuer le soudage dans des conditions dangereuses aupoint de vue électrique (dans les endroits humides ou sil'on porte des vêtements mouillés; sur les constructionsmétalliques comme les sols, les grilles ou leséchafaudages; dans une mauvaise position par exempleassis, à genoux ou couché, il y a un risque élevé de contactinévitable ou accidentel avec la pièce ou la terre) utiliser lematériel suivant :• Source de courant (fil) à tension constante c.c. semi-automatique.
• Source de courant (électrode enrobée) manuelle c.c.• Source de courant c.a. à tension réduite.
5.c. En soudage semi-automatique ou automatique, le fil, le dévidoir,la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également sous tension.
5.d. Toujours s'assurer que le câble de retour est bien connecté aumétal soudé. Le point de connexion devrait être le plus prèspossible de la zone soudée.
5.e. Raccorder la pièce ou le métal à souder à une bonne prise deterre.
5.f. Tenir le porte-électrode, le connecteur de pièce, le câble desoudage et l'appareil de soudage dans un bon état de fonction-nement. Remplacer l'isolation endommagée.
5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
5.h. Ne jamais toucher simultanément les pièces sous tension desporte-électrodes connectés à deux sources de courant desoudage parce que la tension entre les deux peut correspondreà la tension à vide totale des deux appareils.
5.i. Quand on travaille au-dessus du niveau du sol, utiliser une cein-ture de sécurité pour se protéger contre les chutes en cas dechoc.
5.j. Voir également les points 4.c. et 1.MAR95
SAFETY SEGURIDAD SÉCURITÉ
6
FUMES AND GASEScan be dangerous.6.a.Welding may produce fumes and gaseshazardous to health. Avoid breathing thesefumes and gases.When welding, keep yourhead out of the fume. Use enough ventila-
tion and/or exhaust at the arc to keep fumes and gasesaway from the breathing zone. When welding with elec-trodes which require special ventilation such as stain-less or hard facing (see instructions on container orMSDS) or on lead or cadmium plated steel and othermetals or coatings which produce highly toxic fumes,keep exposure as low as possible and belowThreshold Limit Values (TLV) using local exhaust ormechanical ventilation. In confined spaces or in somecircumstances, outdoors, a respirator may berequired. Additional precautions are also requiredwhen welding on galvanized steel.
6.b. Do not weld in locations near chlorinated hydrocarbonvapors coming from degreasing, cleaning or spray-ing operations. The heat and rays of the arc canreact with solvent vapors to form phosgene, a high-ly toxic gas, and other irritating products.
6.c. Shielding gases used for arc welding can displace airand cause injury or death. Always use enough venti-lation, especially in confined areas, to insure breath-ing air is safe.
6.d. Read and understand the manufacturer’s instructionsfor this equipment and the consumables to be used,including the material safety data sheet (MSDS) andfollow your employer’s safety practices. MSDS formsare available from your welding distributor or from themanufacturer.
Los HUMOS Y GASES pueden ser peligrosos.
6.a.La soldadura puede producir humos y gasespeligrosos para la salud. No respirarlos. Durantela soldadura, mantener la cabeza alejada de los
humos. Tener bastante ventilación y/o escape en el arco paramantener los humos y gases lejos de la zona de respiración.Cuando se suelde con electrodos que requieren venti-lación especial tales como aceros inoxidables o reves-timientos duros (ver las instrucciones en el contenedor uhoja de datos de seguridad del material, MSDS) o en plomoo acero cadmiado y otros metales o revestimientos queproduzcan humos hipertóxicos, mantener la exposicióntan baja como sea posible y por debajo de los valoreslímites umbrales (TLV), utilizando un escape local o venti-lación mecánica. En espacios confinados o en algunassituaciones, a la intemperie, puede ser necesario el uso deun respirador. También se requiere tomar otras precau-ciones adicionales cuando se suelda en acero galvanizado.
6.b. No soldar en lugares cerca de vapores de hidrocarburoclorados provenientes de las operaciones de desengrase,limpieza o pulverización. El calor y los rayos del arcopuede reaccionar con los vapores de solventes para for-mar fosgeno, un gas hipertóxico, y otros productos irri-tantes.
6.c. Los gases protectores usados para la soldadura por arcopueden desplazar el aire y causar lesiones o la muerte.Siempre tener suficiente ventilación, especialmente en lasáreas confinadas, para tener la seguridad de que se res-pira aire fresco.
6.d. Leer y entender las instrucciones del fabricante de esteequipo y el material consumible que se va a usar,incluyendo la hoja de datos de seguridad del material(MSDS) y seguir las reglas de seguridad del empleador,distribuidor de material de soldar o del fabricante.
LES FUMÉES ET LES GAZ peu-vent être dangereux.6.a. Le soudage peut produire des fumées et desgaz dangereux pour la santé. Éviter d'inhaler cesfumées et ces gaz. Quand on soude, tenir la tête à
l'extérieur des fumées. Utiliser un système de ventilation ou d'évacu-ation suffisant au niveau de l'arc pour évacuer les fumées et les gazde la zone de travail. Quand on soude avec des électrodes quinécessitent une ventilation spéciale comme les électrodes en acierinoxydable ou pour revêtement dur (voir les directives sur le con-tenant ou la fiche signalétique) ou quand on soude de l'acier au plombou cadmié ainsi que d'autres métaux ou revêtements qui produisentdes fumées très toxiques, limiter le plus possible l'exposition et au-dessous des valeurs limites d'exposition (TLV) en utilisant une venti-lation mécanique ou par aspiration à la source. Dans les espacesclos ou dans certains cas à l'extérieur, un appareil respiratoire peutêtre nécessaire. Des précautions supplémentaires sont égalementnécessaires quand on soude sur l'acier galvanisé.
6.b. Ne pas souder dans les endroits à proximité des vapeurs d'hy-drocarbures chlorés provenant des opérations de dégraissage,de nettoyage ou de pulvérisation. La chaleur et le rayonnementde l'arc peuvent réagir avec les vapeurs de solvant pour formerdu phosgène, gaz très toxique, et d'autres produits irritants.
6.c. Les gaz de protection utilisés pour le soudage à l'arc peuventchasser l'air et provoquer des blessures graves voire mortelles.Toujours utiliser une ventilation suffisante, spécialement dans lesespaces clos pour s'assurer que l'air inhalé ne présente pas dedanger.
6.d. Prendre connaissance des directives du fabricant relativement àce matériel et aux produits d'apport utilisés, et notamment desfiches signalétiques (FS), et suivre les consignes de sécurité del'employeur. Demander les fiches signalétiques au vendeur ouau fabricant des produits de soudage.MAR95
CYLINDER may explode ifdamaged.7.a. Use only compressed gas cylinders
containing the correct shielding gas forthe process used and properly operat-ing regulators designed for the gas andpressure used. All hoses, fittings, etc.should be suitable for the applicationand maintained in good condition.
7.b. Always keep cylinders in an upright position securelychained to an undercarriage or fixed support.
7.c. Cylinders should be located:•Away from areas where they may be struck or sub-jected to physical damage.
•A safe distance from arc welding or cutting opera-tions and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or anyother electrically “hot” parts to touch a cylinder.
7.e. Keep your head and face away from the cylindervalve outlet when opening the cylinder valve.
7.f. Valve protection caps should always be in place andhand tight except when the cylinder is in use or con-nected for use.
7.g. Read and follow the instructions on compressed gascylinders, associated equipment, and CGA publica-tion P-l, “Precautions for Safe Handling ofCompressed Gases in Cylinders,” available from theCompressed Gas Association 1235 Jefferson DavisHighway, Arlington, VA 22202.
7
SAFETY SEGURIDAD SÉCURITÉ
This statement appears where the information must be fol-lowed exactly to avoid serious personal injury or loss oflife.
WARNING
This statement appears where the information must be fol-lowed to avoid minor personal injury or damage to thisequipment.
CAUTION
La frase aparece cuando la información se debe seguirexactamente para evitar lesiones personales serias opérdida de la vida.
ADVERTENCIA
Esta frase aparece cuando la información se debe seguirpara evitar alguna lesión personal menor o daño a esteequipo
PRECAUCIÓN
Cet avis apparaît quand on doit suivre scrupuleusementles informations pour éviter les blessures graves voiremortelles.
AVERTISSEMENT
Cet avis apparaît quand on doit suivre les informations pouréviter les blessures légères ou les dommages dumatériel.
ATTENTION
La BOTELLA de gas puedeexplotar si está dañada.7.a. Emplear únicamente botellas que
contengan el gas de protección adecuadopara el proceso utilizado, y reguladoresen buenas condiciones defuncionamiento diseñados para el tipo degas y la presión utilizados. Todas lasmangueras, rácores, etc. deben seradecuados para la aplicación y estar enbuenas condiciones.
7.b. Mantener siempre las botellas en posición verticalsujetas firmemente con una cadena a la parte inferiordel carro o a un soporte fijo.
7.c. Las botellas de gas deben estar ubicadas:• Lejos de las áreas donde puedan ser golpeados oestén sujetos a daño físico.
• A una distancia segura de las operaciones de corte osoldadura por arco y de cualquier fuente de calor,chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo ocualquier otra pieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de laválvula de la botella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempredeben estar colocados y apretados a mano, exceptocuando la botella está en uso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en lasbotellas de gas y el equipamiento asociado, y lapublicación P-I de CGA, “Precauciones para un ManejoSeguro de los Gases Comprimidos en los Cilindros“,publicado por Compressed Gas Association 1235Jefferson Davis Highway, Arlington, VA 22202.
LES BOUTEILLES peuventexploser si elles sontendommagées.7.a. N'utiliser que des bouteilles de gaz com-
primé contenant le gaz de protection con-venant pour le procédé utilisé ainsi quedes détendeurs en bon état conçus pourles gaz et la pression utilisés. Choisir lestuyaux souples, raccords, etc. en fonctionde l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par unechaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :• Loin des endroits où elles peuvent être frappées ouendommagées.
• À une distance de sécurité des opérations de soudageà l'arc ou de coupage et de toute autre source dechaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou touteautre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de labouteille quand on l'ouvre.
7.f. Les bouchons de protection des robinets doivent toujoursêtre en place et serrés à la main sauf quand la bouteilleest utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gazcomprimé, et le matériel associé, ainsi que la publicationP-1 de la CGA que l'on peut se procurer auprès de laCompressed Gas Association, 1235 Jefferson DavisHighway, Arlington, VA22202.
8
TABLE OF CONTENTS INDICE TABLE DES MATIÈRES
Page
Installation ................................................................Section ATechnical Specifications ................................................A-1Machine Specifications...............................................A-2
Safety Precautions. .......................................................A-3Location and Ventilation........................................A-3Stacking ................................................................A-3Angle of Operation ................................................A-3Lifting ..................................................................A-4Additional Safety Precautions.............................A-4High Altitude Operation .........................................A-4High Temperature Operation.................................A-4Towing.................................................................A-4
Pre-Operation Engine Service ......................................A-5Oil ..........................................................................A-5Fuel .......................................................................A-6Engine Coolant......................................................A-6Battery Connections..............................................A-6Muffler Outlet Pipe ................................................A-6Spark Arrester .......................................................A-7High Frequency Generators for Tig ApplicationsA-7Remote Control...................................................A-7
Electrical Connections...................................................A-8Machine Grounding...............................................A-8Welding Terminals.................................................A-8Welding Output Cables.......................................A-9Cable Installation ................................................A-9
Auxiliary Power Receptacles and Plugs .....................A-10Standby Power Connections.......................................A-10Premises Wiring........................................................A-11Connection of Lincoln Electric Wire Feeders...A-12,A-13
Operation ..................................................................Section BSafety Precautions .......................................................B-1General Description.......................................................B-1Design Features ............................................................B-2
Engine Operation ..................................................B-2Fuel .......................................................................B-2
Welding Controls ....................................................B-3,B-4Engine Controls ......................................................B-5,B-6
Starting and Stopping the Engine .........................B-6Stopping ...............................................................B-7
Welding Operation.........................................................B-7DC Stick Welding ..................................................B-7Constant Current (Stick) Welding .........................B-7Pipe Welding .........................................................B-7Fuel Consumption .................................................B-7Tig Welding ...........................................................B-8Wire Welding-CV...................................................B-8Typical Current Ranges for Tungsten Electrodes .B-9Arc Gouging ..........................................................B-9Auxiliary Power ...................................................B-9Simultaneous Welding and Auxiliary Power LoadsB-10Extension Cord Recommendations.....................B-11
Accessories..............................................................Section CRecommended Optional Equipment .....................C-1,C-2
Página
Instalación ...............................................................Sección AEspecificaciones Técnicas............................................A-1Especificaciones de la Máquina ................................A-2
Precauciones de Seguridad..........................................A-3Ubicación y Ventilación.........................................A-3Estibación .............................................................A-3Angulo de Operación............................................A-3Elevación............................................................A-4Precauciones Adicionales de Seguridad............A-4Operación en Altitud Elevada ...............................A-4Operación en Temperatura Elevada.....................A-4Remolque ...........................................................A-4
Servicio del Motor Antes de su Operación ...................A-5Aceite....................................................................A-5Combustible..........................................................A-6Sistema de Enfriamiento del Motor ......................A-6Conexión de la Batería .........................................A-6Tubo de Salida del Mofle......................................A-6Supresor de Chispas ............................................A-7Generadores de Alta Frecuencia para Aplicaciones TIG.................................................A-7Control Remoto ..................................................A-7
Conexiones Eléctricas ..................................................A-8Aterrizaje de la Máquina.......................................A-8Terminales de Soldadura......................................A-8Cables de Salida de Soldadura .........................A-9Instalación del Cable..........................................A-9
Receptáculos y Enchufes de Energía Auxiliar............A-10Conexiones de Energía de Reserva...........................A-10Cableado de la Instalación Eléctrica........................A-11Conexión de los Alimentadores de Alambre Lincoln Electric ................................A-12,A-13
Operación ................................................................Sección BPrecauciones de Seguridad .........................................B-1Descripción General .....................................................B-1Características del Diseño............................................B-2
Operación del Motor .............................................B-2Combustible..........................................................B-2
Controles de Soldadura .........................................B-3,B-4Controles de la Máquina ........................................B-5,B-6
Marcha y Paro del Motor ......................................B-6Paro .....................................................................B-7
Operación de Soldadura...............................................B-7Soldadura con Electrodo Revestido CD...............B-7Soldadura de Corriente Constante (CC-Stick) ....B-7Soldadura de Tubo ...............................................B-7Consumo de Combustible ....................................B-7Soldadura Tig ...................................................... B-8Soldadura de Alambre-CV....................................B-8Rangos Típicos de Corriente para Electrodos de Tungsteno .......................................................B-9Desbaste...............................................................B-9Energía Auxiliar ..................................................B-9Cargas de Soldadura y Energía Auxiliar Simultáneas ........................................................B-10Longitudes Recomendadas para el Cable de ...........Extensión ............................................................B-11
Accesorios ..............................................................Sección CEquipo Opcional Recomendado...........................C-1,C-2
Página
Installation............................................................................. AFiche Technique............................................................A-1Fiche Technique de la Machine .................................A-2
Mesures de Securité.....................................................A-3Emplacement et Ventilation ..................................A-3Gerbage................................................................A-3Inclinaison.............................................................A-3Levage................................................................A-4Mesures de Sécurité Supplémentaires ..............A-4Fonctionnement a Haute Altitude .........................A-4Fonctionnement a Haute Température .................A-4Remorquage.......................................................A-4
Entretien Préalable du Moteur ......................................A-5Huile......................................................................A-5Carburant..............................................................A-6Circuit de Refroidissement du Moteur ..................A-6connexion e la Batterie .........................................A-6Tuyau de Sortie du Silencieux..............................A-6Pare-Étincelles......................................................A-7Génératrices a Haute Fréquence Pour le SoudageTIG......................................................................A-7Télécommande...................................................A-7
Connexions Électriques ................................................A-8Mise a la Terre de la Machine ..............................A-8Bornes de Soudage..............................................A-8Cables de Sortie de Soudage ............................A-9Connexion des Cables .......................................A-9
Prises de Courant Auxiliaire........................................A-10Connexions D’Alimentation de Secours .....................A-10Cablage des locaux..................................................A-11Connexion des Dévidoirs deLincoln Electric ...............................................A-12,A-13
Fonctionnement......................................................Sección BMesures de Sécurité ....................................................B-1Description Générale ....................................................B-1Caractéristiques de Conception....................................B-2
Fonctionnement du Moteur...................................B-2Ajouter du Carburant ............................................B-2
Commandes de Soudage ......................................B-3,B-4Commandes du Moteur..........................................B-5,B-6
Démarrage et arrét du Moteur..............................B-6Arrét ......................................................................B-7
Fonctionnement de la Machine de Soudage................B-7Soudage Avec Électrode Enrobée c.c. .................B-7Soudage a Courant Constant (CC-Stick) ............B-7Soudage des Tuyaux............................................B-7Consommation de Carburant ...............................B-7Soudage Tig ........................................................ B-8Soudage Avec Fil a Tension Constante ...............B-8Plages de Courant Type(1) Pour Électrodes de Tunsténe................................................................B-9Gougeage A L’arc .................................................B-9Courant Auxiliaire ...............................................B-9Charges de Soudae et de Courant Auxiliaire Simultanées ........................................................B-10Longueurs de Cáble Prolongateur Recommandées..................................................B-11
Accessoires.............................................................Sección CMatériel en Option recommandé ..........................C-1,C-2
9
TABLE OF CONTENTS INDICE TABLE DES MATIÈRES
Page
Maintenance.............................................................Section DSafety Precautions .........................................................D-1
Routine Maintenance ...............................................D-1Kohler / Onan Engine Maintenance Components..........D-2Kohler Engine ................................................................D-2Onan P216 Engine .........................................................D-3
Engine Oil Change...................................................D-3Engine Oil Refill Capacities (Kohler / Onan)............D-4Oil Filter Change......................................................D-4Air Cleaner Service..............................................D-4
Air Pre-Cleaner Service ...........................................D-5Air Filter Paper Element...........................................D-5Spark Plug ...............................................................D-6Spark Plug Service ..................................................D-6Fuel Filter .................................................................D-7Engine Adjustment................................................D-7Battery Maintenance.............................................D-7
Option Spark Arrestor ..............................................D-8Welder / Generator Maintenance .................................D-9Storage.....................................................................D-9Cleaning...................................................................D-9Brush Removal and Replacement ...........................D-9
Troubleshooting .......................................................Section EHow to Use Troubleshooting Guide................................E-1Troubleshooting Guide....................................................E-2Troubleshooting Guide ................................................E-3Troubleshooting Guide ................................................E-4
Diagrams & Dimension Print...................................Section F
Parts List .............................................................P358 Series
Página
Mantenimiento........................................................Sección DPrecaución Seguridad ....................................................D-1
Mantenimiento de Rutina.........................................D-1Componentes del mantenimiento del Motor Kohler / Onan ..............................................D-2Motor Onan P216 ..........................................................D-3
Cambio de Aceite del Motor ....................................D-3Capacidades de Llenado de Aceite del Motor (Kohler / Onan)........................................D-4Cambio del Filtro de Aceite .....................................D-4Servicio del Limpiador de Aire ............................D-4
Servicio del Pre-limpiador de Aire ...........................D-5Elemento de Papel del Filtro de Aire.......................D-5Bujía.........................................................................D-6Servicio de la Bujía..................................................D-6Filtro de Combustible...............................................D-7Ajuste del Motor ...................................................D-7
El exceso de velocidad es peligroso .......................D-7Mantenimiento de la Batería ................................D-7
Supresor de Chispas Opcional ................................D-8Mantenimiento de la Soldadora/Generador .................D-9Almacenamiento......................................................D-9Limpieza ..................................................................D-9Remoción y Reemplazo de las Escobillas ..............D-9
Localización de Averías .........................................Sección ECómoUtilizar la Guía de Localización de Averías ..........E-1Guía de Localización de Averías....................................E-2Guía de Localización de Averías ................................E-3Guía de Localización de Averías ................................E-4
Diagramas e Impresión de las Dimensiones........Sección F
Lista de Partes ...................................................P358 Series
Página
Entretien ..................................................................Sección D
Mesures De Sécurité ....................................................D-1
Entretien Périodique.............................................D-1
Composants Du Moteur À Entretenir Kolher / Onan....D-2
Moteur Onan P216 .......................................................D-3
Vidange D’huile ....................................................D-3
Contenance D’huile Moteur..................................D-4
Remplacement Du Filtre À Huile..........................D-4
Nettoyage Du Filtre À Air ...................................D-4
Entretien Du Préfiltre ............................................D-5
Cartouche De Filtre À Air En Papier ....................D-5
Bougie ..................................................................D-6
Entretien De La Bougie ........................................D-7
Filtre À Essence ...................................................D-7
Réglage Du Moteur ..............................................D-7
Il est dangereux de faire tourner trop vite le
moteur ..................................................................D-7
Entretien De La Batterie .......................................D-7
Entretien Du Pare-Étincelles En Option.............. D-8
Entretien De La Machine À Souder Et De
La Génératrice ..............................................................D-9
Entreposage .........................................................D-9
Nettoyage .............................................................D-9
Dépose Et Pose Des Balais .................................D-9
Dépannage...............................................................Sección E
Comment Utiliser Le Guide De Dépannage .................E-1Dépannage ...................................................................E-2Dépannage ...................................................................E-3Dépannage ...................................................................E-4
Schéma De Connexion,Cáblage, Dimensions.....Sección F
La nomenclature des pièces...............................P358 Series
A-1
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS
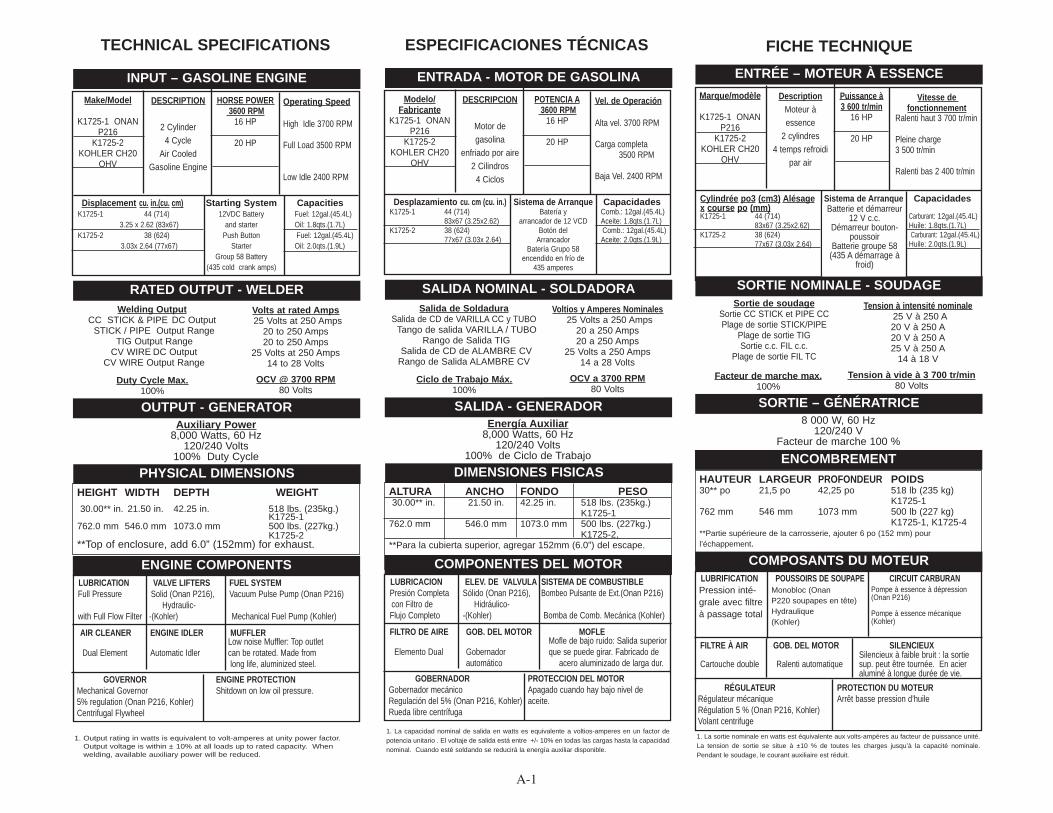
HEIGHT WIDTH DEPTH WEIGHT
30.00** in. 21.50 in. 42.25 in. 518 lbs. (235kg.) K1725-1
762.0 mm 546.0 mm 1073.0 mm 500 lbs. (227kg.) K1725-2
**Top of enclosure, add 6.0” (152mm) for exhaust.
INPUT – GASOLINE ENGINE
RATED OUTPUT - WELDER
OUTPUT - GENERATOR
PHYSICAL DIMENSIONS
ENGINE COMPONENTS
Make/Model
K1725-1 ONANP216K1725-2
KOHLER CH20OHV
Displacement cu. in.(cu. cm) Starting System CapacitiesK1725-1 44 (714) 12VDC Battery Fuel: 12gal.(45.4L)
3.25 x 2.62 (83x67) and starter Oil: 1.8qts.(1.7L)K1725-2 38 (624) Push Button Fuel: 12gal.(45.4L)
3.03x 2.64 (77x67) Starter Oil: 2.0qts.(1.9L)Group 58 Battery
(435 cold crank amps)
Welding OutputCC STICK & PIPE DC OutputSTICK / PIPE Output Range
TIG Output Range CV WIRE DC Output
CV WIRE Output Range
Volts at rated Amps25 Volts at 250 Amps20 to 250 Amps20 to 250 Amps
25 Volts at 250 Amps14 to 28 Volts
HORSE POWER 3600 RPM16 HP
20 HP
FICHE TECHNIQUE
DESCRIPTION
2 Cylinder4 CycleAir Cooled
Gasoline Engine
Operating Speed
High Idle 3700 RPM
Full Load 3500 RPM
Low Idle 2400 RPM
Duty Cycle Max.100%
Auxiliary Power8,000 Watts, 60 Hz120/240 Volts
100% Duty Cycle
OCV @ 3700 RPM80 Volts
LUBRICATION VALVE LIFTERS FUEL SYSTEMFull Pressure Solid (Onan P216), Vacuum Pulse Pump (Onan P216)
Hydraulic- with Full Flow Filter -(Kohler) Mechanical Fuel Pump (Kohler)
AIR CLEANER ENGINE IDLER MUFFLER Low noise Muffler: Top outlet
Dual Element Automatic Idler can be rotated. Made from long life, aluminized steel.
GOVERNOR ENGINE PROTECTIONMechanical Governor Shitdown on low oil pressure.5% regulation (Onan P216, Kohler)Centrifugal Flywheel
1. Output rating in watts is equivalent to volt-amperes at unity power factor.Output voltage is within ± 10% at all loads up to rated capacity. Whenwelding, available auxiliary power will be reduced.
ALTURA ANCHO FONDO PESO30.00** in. 21.50 in. 42.25 in. 518 lbs. (235kg.)
K1725-1762.0 mm 546.0 mm 1073.0 mm 500 lbs. (227kg.)
K1725-2, **Para la cubierta superior, agregar 152mm (6.0”) del escape.
ENTRADA - MOTOR DE GASOLINA
SALIDA NOMINAL - SOLDADORA
SALIDA - GENERADOR
DIMENSIONES FISICAS
COMPONENTES DEL MOTOR
Modelo/Fabricante
K1725-1 ONANP216
K1725-2KOHLER CH20
OHV
Desplazamiento cu. cm (cu. in.) Sistema de Arranque CapacidadesK1725-1 44 (714) Batería y Comb.: 12gal.(45.4L)
83x67 (3.25x2.62) arrancador de 12 VCD Aceite: 1.8qts.(1.7L)K1725-2 38 (624) Botón del Comb.: 12gal.(45.4L)
77x67 (3.03x 2.64) Arrancador Aceite: 2.0qts.(1.9L)Batería Grupo 58
encendido en frío de 435 amperes
Salida de SoldaduraSalida de CD de VARILLA CC y TUBOTango de salida VARILLA / TUBO
Rango de Salida TIG Salida de CD de ALAMBRE CV Rango de Salida ALAMBRE CV
Voltios y Amperes Nominales25 Volts a 250 Amps20 a 250 Amps20 a 250 Amps
25 Volts a 250 Amps14 a 28 Volts
POTENCIA A 3600 RPM16 HP
20 HP
DESCRIPCION
Motor degasolina
enfriado por aire2 Cilindros4 Ciclos
Vel. de Operación
Alta vel. 3700 RPM
Carga completa 3500 RPM
Baja Vel. 2400 RPM
Ciclo de Trabajo Máx.100%
Energía Auxiliar8,000 Watts, 60 Hz120/240 Volts
100% de Ciclo de Trabajo
OCV a 3700 RPM80 Volts
LUBRICACION ELEV. DE VALVULA SISTEMA DE COMBUSTIBLEPresión Completa Sólido (Onan P216), Bombeo Pulsante de Ext.(Onan P216)con Filtro de Hidráulico- Flujo Completo -(Kohler) Bomba de Comb. Mecánica (Kohler)
FILTRO DE AIRE GOB. DEL MOTOR MOFLE Mofle de bajo ruido: Salida superior
Elemento Dual Gobernador que se puede girar. Fabricado de automático acero aluminizado de larga dur.
GOBERNADOR PROTECCION DEL MOTORGobernador mecánico Apagado cuando hay bajo nivel de Regulación del 5% (Onan P216, Kohler) aceite.Rueda libre centrífuga
1. La capacidad nominal de salida en watts es equivalente a voltios-amperes en un factor depotencia unitario . El voltaje de salida está entre +/- 10% en todas las cargas hasta la capacidadnominal. Cuando esté soldando se reducirá la energía auxiliar disponible.
HAUTEUR LARGEUR PROFONDEUR POIDS30** po 21,5 po 42,25 po 518 lb (235 kg)
K1725-1762 mm 546 mm 1073 mm 500 lb (227 kg)
K1725-1, K1725-4**Partie supérieure de la carrosserie, ajouter 6 po (152 mm) pourl’échappement.
ENTRÉE – MOTEUR À ESSENCE
SORTIE NOMINALE - SOUDAGE
SORTIE – GÉNÉRATRICE
ENCOMBREMENT
COMPOSANTS DU MOTEUR
Marque/modèle
K1725-1 ONANP216K1725-2
KOHLER CH20OHV
Cylindrée po3 (cm3) Alésage Sistema de Arranque Capacidadesx course po (mm)K1725-1 44 (714) Batería y Carburant: 12gal.(45.4L)
83x67 (3.25x2.62) arrancador de 12 VCD Huile: 1.8qts.(1.7L)K1725-2 38 (624) Botón del Carburant: 12gal.(45.4L)
77x67 (3.03x 2.64) Arrancador Huile: 2.0qts.(1.9L)Batería Grupo 58
encendido en frío de
Sortie de soudageSortie CC STICK et PIPE CCPlage de sortie STICK/PIPE
Plage de sortie TIGSortie c.c. FIL c.c.
Plage de sortie FIL TC
Tension à intensité nominale25 V à 250 A20 V à 250 A20 V à 250 A25 V à 250 A14 à 18 V
Puissance à3 600 tr/min16 HP
20 HP
DescriptionMoteur àessence2 cylindres
4 temps refroidipar air
Vitesse de fonctionnement
Ralenti haut 3 700 tr/min
Pleine charge3 500 tr/min
Ralenti bas 2 400 tr/min
Facteur de marche max.100%
8 000 W, 60 Hz120/240 V
Facteur de marche 100 %
Tension à vide à 3 700 tr/min80 Volts
LUBRIFICATION POUSSOIRS DE SOUPAPE CIRCUIT CARBURAN
FILTRE À AIR GOB. DEL MOTOR SILENCIEUX Silencieux à faible bruit : la sortie
Cartouche double Ralenti automatique sup. peut être tournée. En acier aluminé à longue durée de vie.
RÉGULATEUR PROTECTION DU MOTEURRégulateur mécanique Arrêt basse pression d’huileRégulation 5 % (Onan P216, Kohler)Volant centrifuge
1. La sortie nominale en watts est équivalente aux volts-ampères au facteur de puissance unité.La tension de sortie se situe à ±10 % de toutes les charges jusqu’à la capacité nominale.Pendant le soudage, le courant auxiliaire est réduit.
Batterie et démarreur12 V c.c.
Démarreur bouton-poussoir
Batterie groupe 58(435 A démarrage à
froid)
Pression inté-grale avec filtreà passage total
Monobloc (Onan P220 soupapes en tête)Hydraulique(Kohler)
Pompe à essence à dépression(Onan P216)
Pompe à essence mécanique(Kohler)
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS FICHE TECHNIQUE
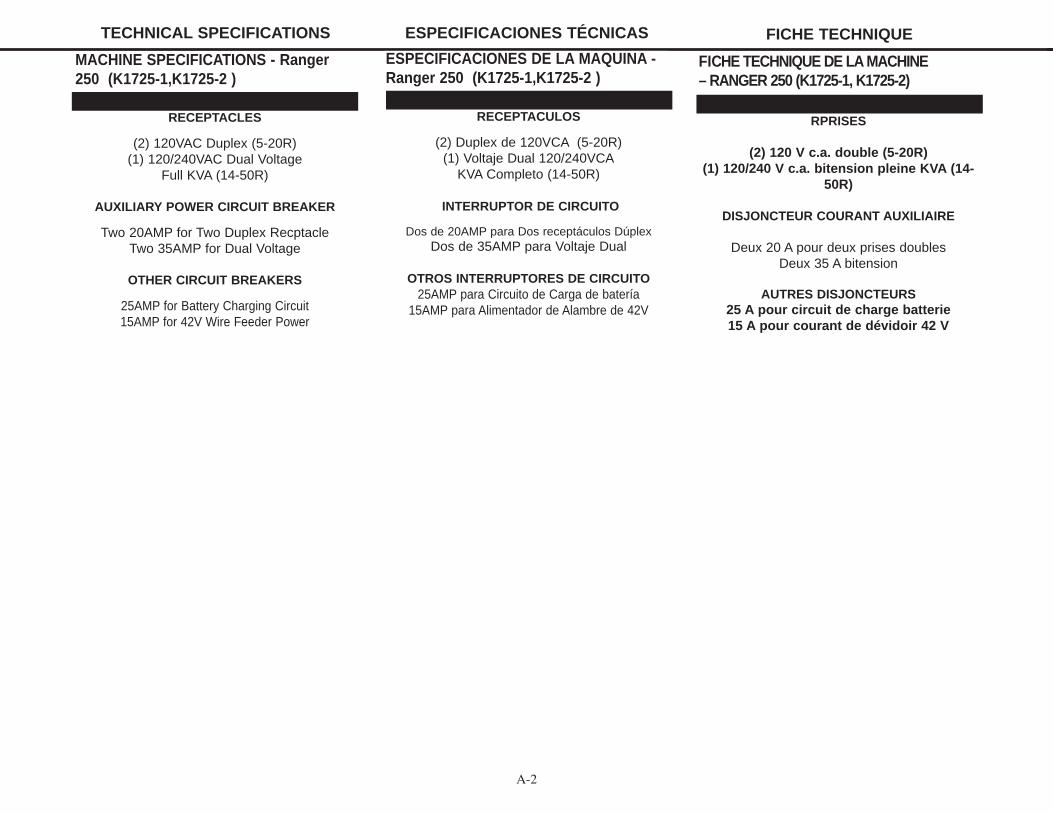
MACHINE SPECIFICATIONS - Ranger250 (K1725-1,K1725-2 )
ESPECIFICACIONES DE LA MAQUINA -Ranger 250 (K1725-1,K1725-2 )
FICHE TECHNIQUE DE LA MACHINE – RANGER 250 (K1725-1, K1725-2)
RECEPTACLES
(2) 120VAC Duplex (5-20R) (1) 120/240VAC Dual Voltage
Full KVA (14-50R)
AUXILIARY POWER CIRCUIT BREAKER
Two 20AMP for Two Duplex RecptacleTwo 35AMP for Dual Voltage
OTHER CIRCUIT BREAKERS
25AMP for Battery Charging Circuit15AMP for 42V Wire Feeder Power
RECEPTACULOS
(2) Duplex de 120VCA (5-20R) (1) Voltaje Dual 120/240VCA KVA Completo (14-50R)
INTERRUPTOR DE CIRCUITO
Dos de 20AMP para Dos receptáculos DúplexDos de 35AMP para Voltaje Dual
OTROS INTERRUPTORES DE CIRCUITO25AMP para Circuito de Carga de batería
15AMP para Alimentador de Alambre de 42V
RPRISES
(2) 120 V c.a. double (5-20R)(1) 120/240 V c.a. bitension pleine KVA (14-
50R)
DISJONCTEUR COURANT AUXILIAIRE
Deux 20 A pour deux prises doublesDeux 35 A bitension
AUTRES DISJONCTEURS25 A pour circuit de charge batterie15 A pour courant de dévidoir 42 V
A-2
A-3
INSTALLATION INSTALACION INSTALLATION
PRECAUCIONES DE SEGURIDAD
• Sólo el personal calificado debe instalar, utilizaro dar servicio a este equipo.UBICACION Y VENTILACIONLa soldadora debe ubicarse de tal manera quepermita el flujo de aire limpio y frío a los orificios deaire de enfriamiento con el fin de que evite restringirlas salidas de aire de enfriamiento. Asimismo coloquela soldadora de tal manera que los humos de escapedel motor salgan libremente a un área externa.
ESTIBACIONLas máquinas Ranger 250 no se pueden estibar.
ANGULO DE OPERACIONLas máquinas están diseñadas para funcionar en unacondición nivelada donde se puede lograr un óptimorendimiento. El ángulo máximo de operación continuadel motor es de 15 grados en cualquier dirección. Si elmotor será operado a un cierto ángulo, deben tomarseciertas precauciones para verificar y mantener el nivelde aceite a su capacidad normal LLENO (FULL) en elcárter. Cuando se opera la soldadora en un ángulo, lacapacidad efectiva de combustible será ligeramentemenor a los 12 galones especificados.
ADVERTENCIANo intente utilizar este equipo hasta que no hayaleído cuidadosamente el manual del fabricante delmotor suministrado con su soldadora. Esteincluye precauciones importantes de seguridad,instrucciones detalladas para arrancar el motor,operacion y mantenimiento y listas de partes. ----------------------------------------------------------------------
Una DESACARGA ELECTRICA puede causarla muerte.• No toque las partes eléctricamente activaso electrodos con la piel o ropa húmeda.
• Aíslese del trabajo y tierra. • Siempre utilice guantes aislantes secos.---------------------------------------------------------------------------
Los vapores del motor son peligrosos.• Uselo en áreas abiertas y bien ventiladas oabra respiraderos.
---------------------------------------------------------------------------Las PARTES MOVILES pueden lesionar.• No opere la máquina con las puertasabiertas o sin las cubiertas de protección.• Apague la máquina antes de darle servicio.
• Manténgase alejado de las partes móviles.---------------------------------------------------------------------------• Lea la información adicional de advertencia en lasprimeras páginas de este manual de operación.----------------------------------------------------------
MESURES DE SÉCURITÉ
EMPLACEMENT ET VENTILATIONLe groupe de soudage doit être placé de façon que del’air frais et propre circule par les entrées d’air derefroidissement et que les sorties d’air derefroidissement ne soient pas obstruées. De plus,placer le groupe de façon que les fuméesd’échappement soient évacuées à l’extérieur.
GERBAGEOn ne peut pas empiler les machines Ranger 250.
INCLINAISONLes moteurs sont conçus pour fonctionner de niveau.C’est dans cette position que l’on obtient desperformances optimales. L’angle maximum defonctionnement continu est de 15o dans n’importequel sens. Si l’on doit faire fonctionner le moteur debiais, on doit prendre des mesures pour vérifier etmaintenir l’huile au niveau normal (FULL) dans lecarter.Quand on fait fonctionner le groupe de biais, lacontenance effective de carburant sera légèrementinférieure aux 12 gallons spécifiés.
AVERTISSEMENTNe pas utiliser ce matériel sans avoir lu entièrement lemanuel du constructeur du moteur fourni avec le groupede soudage. On y donne des mesures de sécuritéimportantes, des instructions détaillées sur ledémarrage, le fonctionnement et l’entretien du moteurainsi qu’une nomenclature des pièces. -------------------------------------------------------------------------------LES CHOCS ÉLECTRIQUES peuvent être mortels.
• Ne pas toucher les pièces sous tension oul’électrode les mains nues ou si l'on portedes vêtements mouillés.
• S'isoler de la pièce et de la terre• Toujours porter des gants isolants secs. -------------------------------------------------------------------------------
LES GAZ D’ÉCHAPPEMENT peuvent êtremortels.• Utiliser à l’extérieur ou dans un endroit bienaéré ou évacuer les fumées à l’extérieur.
---------------------------------------------------------------------------LES PIÈCES EN MOUVEMENT peuventprovoquer des blessures.• Ne pas faire fonctionner les portes ouvertesou sans protecteur.
• Arrêter le moteur avant d’entretenir ou deréparer.
• Voir l’information de mise en garde supplémentaire audébut de ce manuel de l’opérateur.
------------------------------------------------------------------------------- • Seul un personnel qualifié doit installer, utiliser ouentretenir ce matériel.
-------------------------------------------------------------------------------
SAFETY PRECAUTIONS
• Only qualified personnel should install, use, orservice this equipment.
LOCATION AND VENTILATIONThe welder should be located to provide an unrestrict-ed flow of clean, cool air to the cooling air inlets and toavoid restricting the cooling air outlets. Also, locatethe welder so that the engine exhaust fumes are prop-erly vented to an outside area.
STACKINGRanger 250 machines cannot be stacked.
ANGLE OF OPERATIONEngines are designed to run in the level conditionwhich is where the optimum performance is achieved.The maximum angle of continuous operation is 15degrees in any direction. If the engine is to be operat-ed at an angle, provisions must be made for checkingand maintaining the oil level at the normal (FULL) oilcapacity in the crankcase.When operating the welder at an angle, the effectivefuel capacity will be slightly less than the specified 12gallons.
WARNINGDo not attempt to use this equipment until youhave thoroughly read the engine manufacturer’smanual supplied with your welder. It includesimportant safety precautions, detailed enginestarting, operating and maintenance instructions,and parts lists.---------------------------------------------------------------
ELECTRIC SHOCK can kill.• Do not touch electrically live parts orelectrode with skin or wet clothing.
• Insulate yourself from work and ground• Always wear dry insulating gloves.-----------------------------------------------------------------------
ENGINE EXHAUST can kill.• Use in open, well ventilated areas or ventexhaust outside.
-----------------------------------------------------------------------MOVING PARTS can injure.• Do not operate with doors open orguards off.
• Stop engine before servicing.• Keep away from moving parts.-----------------------------------------------------------------------• See additional warning information at front ofthis operator’s manual.
-----------------------------------------------------------------------
A-4
INSTALLATION INSTALACION INSTALLATION
LIFTING
The RANGER 250 weighs approximately 575 lbs. witha full tank of gasoline. A lift bail is mounted to themachine and should always be used when lifting themachine.Additional Safety Precautions
FALLING EQUIPMENT can cause injury.
• Do not lift this machine using liftbale if it is equipped with a heavyaccessory such as trailer or gascylinder.
• Lift only with equipment of ade-quate lifting capacity.
• Be sure machine is stable when lifting.----------------------------------------------------------------HIGH ALTITUDE OPERATION
At higher altitudes, output de-rating may be necessary.For maximum rating, de-rate the welder output 3.5%for every 1000 ft. (305m). Contact an authorizedengine service shop for modifications to operateabove 5,000 ft. (1525m).
HIGH TEMPERATURE OPERATION
At temperatures above 40°C, output de-rating is nec-essary. For maximum output ratings, de-rate thewelder output 2V for every 10°C above 40°C.(Note: For Onan P216 models only, use 30°C inplace of 40°C.)
TOWING
The recommended trailer for use with this equipmentfor road, in-plant and yard towing by a vehicle(1) isLincoln’s K957-1. If the user adapts a non-Lincoln trail-er, he must assume responsibility that the method ofattachment and usage does not result in a safety haz-ard nor damage the welding equipment. Some of thefactors to be considered are as follows:
WARNING
ELEVACION
La RANGER 250 pesa aproximadamente 258kg (575lbs.) con el tanque de gasolina lleno. La máquinaviene montada con un soporte de levante y siempredeberá utilizarse al elevar la máquina.
PRECAUCIONES ADICIONALES DE SEGURIDAD
El EQUIPO PUEDE CAER yocasionar lesiones.• No eleve esta máquina utilizando elsoporte de levantamiento si tieneinstalado algún accesorio pesado,como un remolque o un cilindro degas.
• Levántelo únicamente con equipo cuyacapacidad de levantamiento sea adecuada.
• Asegúrese de que la máquina esté establecuando la eleve.
-----------------------------------------------------------------------OPERACION EN ALTITUD ELEVADA
En altitudes elevadas, es posible que sea necesariodisminuir la salida nominal. Para máxima capacidadnominal. Disminuya la salida nominal de la soldadoraen un 3.5% por cada 305m (1000 ft.). Póngase encontacto con el taller de servicio autorizado pararealizar cualquier modificación para que opere arribade los 1525m (5,000 ft.).
OPERACION EN TEMPERATURAELEVADAEn tempearaturas arriba de 40°C, es necesariodisminuir la salida nominal. Para la máximacapacidad nominal, disminuya la salida nominal de lasoldadora a un 2V por cada 10°C arriba de 40°C.(Nota: para los modelos Onan P216 únicamente,utilice 30°C en lugar de 40°C.)
REMOLQUEEl remolque recomendado para que un vehículo(1) loutilice con este equipo en autopista, en planta o patioes K957-1 de Lincoln. Si el usuaro adapta unremolque que no sea de Lincoln, debe asumir laresponsabilidad de que el método de aseguramientoy su uso no resulte en un peligro para la seguridad nidañe el equipo de la soldadora . Algunos factores aconsiderar son los siguientes:
ADVERTENCIA
LEVAGE
Le modèle RANGER 250 pèse environ 575 lb avec unréservoir plein d’essence. Un anneau de levage setrouve sur la machine et on doit toujours l’utiliserquand on lève la machine.
PRECAUCIONES ADICIONALES DE SEGURIDAD
Les CHUTES DE MATÉRIEL peuvent provoquerdes blessures.• Ne pas soulever la machine avecl’anneau de levage si elle estéquipée d’un accessoire lourdcomme une remorque ou unebouteille de gaz.
• Ne lever qu’avec un matériel d’unepuissance suffisante.
• S’assurer que la machine est stable quand on lalève.
-----------------------------------------------------------------------FONCTIONNEMENT À HAUTE ALTITUDE
À haute altitude, il peut être nécessaire de réduire lapuissance de la machine. Pour obtenir lesmeilleures caractéristiques, il faut diminuer la sortiede 3,5 % par 1 000 pi (305 m). Communiquer avecun centre d’entretien du moteur agréé pour voirquelles sont les modifications à effectuer en vued’une utilisation au-dessus de 5 000 pi (1 525 m).
FONCTIONNEMENT À HAUTETEMPÉRATURE
À des températures supérieures à 40 oC, il estnécessaire de diminuer la puissance nominale. Pourobtenir des sorties maximales, diminuer la sortie dela machine de 2V tous les 10° C au-dessus de40 °C. (Note : Pour les modèles Onan P216uniquement, utiliser 30 oC au lieu de 40 oC.)
REMORQUAGEOn recommande d’utiliser la remorque Lincoln K957-1 avec ce matériel pour le remorquage sur route,dans l’usine et aux alentours au moyen d’unvéhicule(1). Si l’utilisateur utilise une remorqueautre que Lincoln, il doit s’assurer que la méthoded’attelage et d’utilisation ne présente pas un risquepour la sécurité ou n’endommage pas le matériel desoudage. Certains des facteurs à prendre encompte sont les suivants :
AVERTISSEMENT
A-5
1. Design capacity of trailer vs. weight of Lincolnequipment and likely additional attachments.
2. Proper support of, and attachment to, the base ofthe welding equipment so there will be no unduestress to the framework.
3. Proper placement of the equipment on the trailer toinsure stability side to side and front to back whenbeing moved and when standing by itself whilebeing operated or serviced.
4. Typical conditions of use, i.e., travel speed; rough-ness of surface on which the trailer will be operat-ed; environmental conditions.
5. Conformance with federal, state and local laws.(1)
(1) Consult applicable federal, state and local lawsregarding specific requirements for use on pub-lic highways.
PRE-OPERATION ENGINE SERVICE
READ the engine operating and maintenanceinstructions supplied with this machine.
• Stop engine and allow to cool before fueling• Do not smoke when fueling• Fill fuel tank at a moderate rate and do not overfil• Wipe up spilled fuel and allow fumes to clear before
starting engine• Keep sparks and flame away from tank
OIL
The RANGER 250 is shipped with the enginecrankcase filled with high quality SAE 10W-30 oil.Check the oil level before starting the engine. If it isnot up to the full mark on the dip stick, add oil asrequired. Check the oil level every four hours of run-ning time during the first 25 running hours. Refer tothe engine Operator’s Manual for specific oil recom-mendations and break-in information. The oil changeinterval is dependent on the quality of the oil and theoperating environment. Refer to the EngineOperator’s Manual for the proper service and mainte-nance intervals.
INSTALLATION
1. Capacidad de diseño del remolque encomparación con el peso del equipo de Lincoln ylos aditamentos adicionales probables.
2. Soporte adecuado de la base y aseguramiento ala base del equipo de la soldadora, de tal modoque no exista un esfuerzo en el armazón delremolque.
3. Adecuada colocación del equipo sobre elremolque para asegurar su estabilidad de lado alado y de frente a parte posterior cuando se estémoviendo, operando o dando servicio.
4. Las condiciones típicas de uso, tales como lavelocidad de viaje; las condiciones de la superficiesobre la cual será operado el remolque;condiciones ambientales; como el mantenimiento.
5. Cumplimiento de las leyes federales, estatales ylocales.(1)
(1) Consulte las leyes aplicables federales, estatalesy locales relacionadas con los requerimeintosespecíficos para su uso en autopistas públicas.
SERVICIO DEL MOTOR ANTES DE SUOPERACION
LEA las instrucciones de operación y mantenimientoque se proporcionan con esta máquina.• Detenga el motor y deje que se enfríe antes deponerle combustible
• No fume cuando vierta el combustible• Llene el tanque de combustible a una capacidadmedia y no lo llene más de lo necesario
• Limpie el combustible que se haya derramado ypermita que los vapores se dispersen antes dearrancar el motor
• Evite que se genere alguna chispa o flama cerca deltanque.
ACEITE
La RANGER 250 se envía con el cárter lleno con aceiteSAE 10W-30 de alta calidad. Verifique el nivel de aceiteantes de arrancar el motor. Si no llega hasta la marca delleno en la bayoneta, agregue aceite según seanecesario. Verifique el nivel de aceite cada cuatro horasde funcionamiento del motor durante las primeras 25horas de funcionamiento. Consulte el Manual delOperador del motor si desea conocer recomendacionesespecíficas del aceite e información del arranque inicialdel motor. El intervalo de cambio de aceite depende dela calidad del mismo y del ambiente de operación.Consulte el Manual del Operador del motor para conocerlos intervalos de servicio y mantenimiento adecuados.
INSTALACIÓN
1. Capacité de calcul de la remorque par rapport aupoids du matériel Lincoln et accessoires supplé-mentaires éventuels.
2. Soutien suffisant de la base du matériel desoudage et attelage à celle-ci de façon qu’il n’yait pas de contrainte excessive sur le bâti.
3. Bonne mise en place du matériel sur la remorquepour assurer la stabilité d’un côté à l’autre et d’a-vant en arrière lors du transport et quand ellerepose sur le sol lors du fonctionnement ou del’entretien.
4. Conditions types d’utilisation, c’est-à-dire vitessede déplacement, état de la surface sur laquelle laremorque va circuler et conditions environnemen-tales.
5. Conformité aux lois fédérales, provinciales etlocales.(1)
(1) Consulter les lois fédérales, provinciales etlocales applicables relatives aux exigences partic-ulières à utiliser sur les routes publiques.
ENTRETIEN PRÉALABLE DUMOTEUR
LIRE les instructions de fonctionnement et d’entre-tien du moteur fournis avec cette machine.
• Arrêter le moteur et le laisser refroidir avant de fairele plein.
• Ne pas fumer quand on fait le plein.• Faire le plein avec un débit moyen et ne pas tropremplir.
• Essuyer le carburant qui s’est déversé et laisser lesvapeurs se dissiper avant de faire démarrer le moteur.
• Tenir les étincelles et la flamme éloignées du réservoir.
HUILE Le modèle RANGER 250 est expédié avec le carterrempli d’huile SAE 10W-30 de haute qualité. Vérifier leniveau d’huile avant de faire démarrer le moteur. Si leniveau n’atteint pas la marque supérieure sur la jauge,ajouter de l’huile selon les prescriptions. Vérifier leniveau d’huile toutes les quatre heures de fonction-nement au cours des 25 premières heures de fonction-nement. Voir le manuel de l’opérateur du moteur quidonne les recommandations particulières sur l’huile etles informations sur le rodage. La fréquence de vidan-ge dépend de la qualité de l’huile et du milieu de fonc-tionnement. Voir le manuel de l’opérateur du moteurqui donne les intervalles convenables d’entretien et devérification.
INSTALLATION
WARNING ADVERTENCIA AVERTISSEMENT
A-6
FUEL
USE GASOLINE FUEL ONLY
Fill the fuel tank with clean, fresh fuel. The capacity ofthe fuel tank is 12 gallons (45.4 liters).
NOTE: The fuel tank is mounted below the engine soa fuel shutoff valve is not required.
ENGINE COOLING SYSTEM
Air to cool the engine is drawn in lower set of louverson the case back. It is important that the intake air isnot restricted. Allow a minimum clearance of 2 feet(0.6m) from the case back to a vertical surface. ----------------------------------------------------------------
BATTERY CONNECTION
Use caution as the electrolyte is a strong acid that canburn skin and damage eyes.
The RANGER 250 is shipped with the negative bat-tery cable disconnected. Make certain that the RUN-STOP switch is in the STOP position. Remove the twoscrews from the rear battery tray using a screwdriveror a 3/8" socket. Attach the negative battery cable tothe negative battery terminal and tighten using a 1/2"socket or wrench.
NOTE: This machine is furnished with a wet chargedbattery; if unused for several months, the battery mayrequire a booster charge. Be careful to charge the bat-tery with the correct polarity.----------------------------------------------------------------MUFFLER OUTLET PIPE
Using the clamp provided secure the outlet pipe to theoutlet tube with the pipe positioned such that it willdirect the exhaust in the desired direction. Tightenusing a 9/16" socket or wrench.
INSTALLATION
COMBUSTIBLE
SOLO UTILICE COMBUSTIBLE DE GASOLINALlene el tanque con combustible limpio y nuevo. Lacapacidad del tanque de combustible es de 45.4 litros(12 galones).
NOTA: El tanque de combustible se monta debajo delmotor por lo que no es necesaria la válvula decierre de combustible.
SISTEMA DE ENFRIAMIENTO DELMOTOREl aire frío para enfriar el motor pasa por las rejillasinferiores del gabinete posterior. Es importante queno se obstruya la toma de aire. Deje un espaciomínimo de 0.6m (2 pies) desde el gabinete posteriorhasta la superficie vertical. ----------------------------------------------------------------
CONEXION DE LA BATERIA
Tenga precaución ya que el electrolito es un ácidofuerte que puede causar quemaduras en la piel odañar la vista.
La RANGER 250 viene con el cable negativo de labatería desconectado. Antes de encender lamáquina, asegúrese de que el interruptor RUN-STOPeste en la posición STOP (paro). Retire los dostornillos de la charola posterior de la batería utilizandoun desarmador de 3/8" o una llave. Conecte el cablenegativo de la batería a la terminal negativa de labatería y apriete utilizando una llave de 1/2".
NOTA: Esta máquina incluye una batería húmeda concarga; si se deja de utilizar por varios meses, esposible que la batería requiera una recarga.Asegúrese de cargar la batería con la polaridadcorrecta.-----------------------------------------------------------------------TUBO DE SALIDA DEL MOFLEUtilizando la agarradera que se proporciona asegureel tubo de salida al tubo de escape de tal manera quedirija el escape a la dirección deseada. Aprieteutilizando una llave de 9/16".
INSTALACIÓN
CARBURANT
N’UTILISER QUE DE L’ESSENCE.
Remplir le réservoir de carburant d’essence propre etfraîche. La contenance du réservoir est de 12 gal-lons (45,4 L).
NOTE: Le réservoir de carburant est monté au-dessous du moteur de sorte qu’un robinet d’arrêtdu carburant n’est pas nécessaire.
CIRCUIT DE REFROIDISSEMENT DUMOTEURL’air nécessaire pour refroidir le moteur est attiré dansles persiennes inférieures à l’arrière de l’appareil. Ilest important que la prise d’air ne soit pas obstruée.Laisser un dégagement de 2 pi (0,6 m) entre l’arrièrede la machine et une surface verticale.
----------------------------------------------------------------
CONNEXION DE LA BATTERIEManipuler avec précaution car l’électrolyte est unacide fort qui peut brûler la peau et blesser les yeux.
Le groupe RANGER 250 est expédié avec le câblenégatif de la batterie déconnecté. S’assurer que l’in-terrupteur RUN-STOP (marche-arrêt) est sur STOP.Dévisser les deux vis du support de batterie arrière enutilisant un tournevis ou une douille 3/8 po. Placer lecâble de batterie négatif sur la borne négative de labatterie et serrer en utilisant une douille ou une clé _po.
NOTE : Cette machine est équipée d’une batteriechargée avec électrolyte. Si l’on ne l’utilise pas pen-dant plusieurs mois, elle peut nécessiter un survolt-age. S’assurer de charger la batterie à la bonnepolarité.
-----------------------------------------------------------------------
TUYAU DE SORTIE DU SILENCIEUXEn utilisant le collier fourni, fixer le tuyau de sortie autube de sortie en orientant le tuyau de façon à dirigerl’échappement dans le sens prescrit. Serrer en util-isant une douille ou une clé 9/7 po.
INSTALLATION
WARNINGADVERTENCIA AVERTISSEMENT
SPARK ARRESTERSome federal, state or local laws may require thatgasoline or diesel engines be equipped with exhaustspark arresters when they are operated in certainlocations where unarrested sparks may present a firehazard. The standard muffler included with this welderdoes not qualify as a spark arrester. When required bylocal regulations, a suitable spark arrester, such as theS24647 must be installed and properly maintained.
An incorrect spark arrester may lead to damage to theengine or adversely affect performance.----------------------------------------------------------------HIGH FREQUENCY GENERATORSFOR TIG APPLICATIONSThe K930-2 TIG Module is suitable for use with theRanger 250. The Ranger 250 and any high frequencygenerating equipment must be properly grounded.See the K930-2 Operating Manual for completedinstructions on installation, operation, and mainte-nance.
REMOTE CONTROLThe Ranger 250 is equipped with a 6 pin and a 14 pinAmphenol connector. The 6 pin connector is for con-necting the K857 or K857-1 Remote Control (optional)or for TIG welding, the K870 foot Amptrol or the K812hand Amptrol.
When in the CC-STICK, PIPE, and CV-WIRE modesand when a remote control is connected to theAmphenol, the auto-sensing circuit in the Ranger 250automatically switches the OUTPUT control from con-trol at the welder to remote control .
The 14 pin connector is used to directly connect a wirefeeder or TIG Module (K930-2) control cable. In theCV-WIRE mode, the Ranger 250 auto-sensing circuitautomatically makes the Ranger 250 Output Controlinactive and the wire feeder voltage control activewhen the control cable is connected to the 14 pin con-nector.
NOTE: When a wire feeder with a built in welding volt-age control is connected to the 14 pin connector, donot connect anything to the 6 pin connector.
A-7
INSTALLATION INSTALACIÓN INSTALLATION
WARNING
SUPRESOR DE CHISPASAlgunas leyes federales, estatales o locales puedenrequerir que los motores de gasolina o diesel venganequipados con los supresores de chispas para elescape cuando se operen en ciertos lugares dondelas chispas pueden representar riesgo de incendios.El mofle estándar incluido con esta soldadora nocalifica como supresor de chispas. Siempre que losoliciten los reglamentos locales debe instalarse unsupresor de chispas adecuado, como el S24647, y sele debe dar el mantenimiento adecuado.
Un supresor de chispas incorrecto puede dañar elmotor o afectar de manera adversa su rendimiento.----------------------------------------------------------------GENERADORES DE ALTA FRECUENCIAPARA APLICACIONES TIG
El K930-2 TIG Module es adecuado para utilizarsecon la Ranger 250. La Ranger 250 y cualquier equipode generación de alta frecuencia deben estardebidamente aterrizados. Consulte el Manual deOperación K930-2 para conocer todas lasinstrucciones de instalación, operación ymantenimiento.
CONTROL REMOTOLa Ranger 250 viene equipada con un conectorAmphenol de 6 pin y 14-pines. El conector de 6 pineses para conectar el Control Remoto K857 o K857-1(opcional) o en el caso de las aplicaciones desoldadura TIG, con Control de pie K870 o Amptrolmanual K812.
Cuando se encuentra en los modos CC-STICK(varilla), PIPE (tubo), y CV-WIRE (alambre) y cuandoel control remoto está conectado al Amphenol, elcircuito de auto-lectura de la Ranger 250 enciendeautomáticamente el control de SALIDA desde elcontrol en la soldadora hasta el control remoto.
El conector de 14 pines se utiliza para conectardirectamente al alimentador de alambre o cable decontrol de TIG Module (K930-2). En el modo CV-WIRE, el circuito de auto-lectura de la Ranger 250desactiva automáticamente el Control de Salida de laRanger 250 y activa el control de voltaje delalimentador de alambre cuando se conecta el cablede control al conector de 14 pines.
NOTA: Cuando un alimentador con un control devoltaje de soldadura integrado se conecta al conectorde 14 pines, no conecte nada al conector de 6 pines.
PARE-ÉTINCELLESCertaines lois fédérales, provinciales ou localespeuvent exiger que les moteurs à essence ou dieselsoient équipés de pare-étincelles quand on les utiliseà certains endroits où les étincelles pourraient sinonprésenter un risque d’incendie. Le silencieuxstandard fourni avec ce groupe de soudage n’est pasun pare-étincelles normalisé. Selon les prescriptionsdes règlements locaux, on doit placer et entretenircorrectement un pare-étincelles approprié comme leS24647.
Un pare-étincelles inapproprié peut entraîner desdommages au moteur ou nuire aux performances.---------------------------------------------------------------- GÉNÉRATRICES À HAUTE FRÉQUENCEPOUR LE SOUDAGE TIGLe module TIG K930-2 peut être utilisé avec leRanger 250. Le Ranger 250 et tout appareilgénérateur à haute fréquence doivent être bien mis àla terre. Voir le manuel de l’opérateur du K930-2 quidonne des instructions complètes sur l’installation, lefonctionnement et l’entretien.
TÉLÉCOMMANDELe Ranger 250 est équipé d’un connecteur Amphenolà 6 et 14 contacts. Le connecteur à 6 contacts sert àconnecter la télécommande K857 ou K857-1 (enoption) ou pour le soudage TIG, la pédale AmptrolK870 ou la commande manuelle Amptrol K812.
En modes CC-STICK (électrode enrobée a courantconstant), PIPE (tuyau) et CV-WIRE (fil à tensionconstante) et quand une télécommande estconnectée à la prise Amphenol, le circuitd’autodétection du Ranger 250 commuteautomatiquement la commande OUTPUT de lacommande du groupe de soudage à la commande àdistance.
Le connecteur à 14 contacts est utilisé pour connecterdirectement un câble de commande d’un dévidoir oud’un module TIG (K930-2). En mode CV-WIRE, lecircuit d’autodétection du Ranger 250 inactiveautomatiquement la sortie de la machine et active lacommande de tension du dévidoir quand le câble decommande est connecté au connecteur à 14 contacts.
NOTE: Quand un dévidoir équipé d’une commandede tension de soudage est connecté au connecteur à14 contacts, ne rien connecter au connecteur à 6contacts.
ADVERTENCIA AVERTISSEMENT
A-8
ELECTRICAL CONNECTIONS
MACHINE GROUNDING
Because this portable engine driven welder creates itsown power, it is not necessary to connect its frame toan earth ground, unless the machine is connected topremises wiring (home, shop, etc.)
To prevent dangerous electric shock, other equipmentto which this engine driven welder supplies powermust:
1) Be grounded to the frame of the welder using agrounded type plug.
2) Be double insulated.
Do not ground the machine to a pipe that carriesexplosive or combustible material.-----------------------------------------------------------------------When this welder is mounted on a truck or trailer, itsframe must be securely connected to the metal frameof the vehicle. When this engine driven welder is con-nected to premises wiring such as that in a home orshop, its frame must be connected to the system earthground. See further connection instructions in the sec-tion entitled "Standby Power Connections" as well asthe article on grounding in the latest U.S. NationalElectrical Code and the local code.
In general, if the machine is to be grounded, it shouldbe connected with a #8 or larger copper wire to a solidearth ground such as a metal water pipe going into theground for at least ten feet and having no insulatedjoints, or to the metal framework of a building whichhas been effectively grounded. The U.S. National Electrical Code lists a number ofalternate means of grounding electrical equipment. Amachine grounding stud marked with the symbol
is provided on the front of the welder.
WELDING TERMINALS
The Ranger 250 is equipped with a toggle switch forselecting "hot" welding terminal when in the "WELDTERMINALS ON" position or "cold" welding terminalwhen in the "REMOTELY CONTROLLED" position.
INSTALLATION
CONEXIONES ELECTRICAS
ATERRIZAJE DE LA MAQUINADebido a que esta soldadora de motor de combustióninterna genera su propia energía, no es necesario aterrizarsu armazón, a menos que la máquina esté conectada segúnla instalación eléctrica de (casa, taller, etc.).
Para evitar una descarga eléctrica peligrosa, el resto delequipo energizado por esta soldadora con motor decombustieon interna debe:
1) Estar conectado a tierra en el armazón de la soldadorautilizando un enchufe tipo conexión a tierra.
2) Estar doblemente aislado.
No aterrice la máquina a un tubo que transporteexplosivos o meterial combustible.-----------------------------------------------------------------------Cuando esta soldadora está montada en un camión oremolque, su armazón debe estar conectado de manerasegura al armazón de metal del vehículo. Cuando estasoldadora con motor de combustión interna está conectadade acuerdo con la instalación eléctrica de una casa o taller,su armazón debe estar conectado a la tierra del sistema.Vea mayores instrucciones de conexión en la seccióntitulada "Conexiones de energía de reserva", así como elartículo sobre conexiones a tierra en la última versión delCódigo Eléctrico Nacional de los Estados Unidos y loscódigos locales.En general, si se va a aterrizar la máquina, deberáconectarse con un alambre de cobre del #8 o mayor a unatierra sólida como lo es un tubo metálico de aguasubterráneo a una profundidad de al menos 10 pies y queno tenga uniones aisladas, o bien, a la estructura metálicade un edificio que haya sido conectado a tierraadecuadamente. El Código Eléctrico Nacional de los Estados Unidosenumera diversas alternativas para el aterrizaje del equipoeléctrico. Al frente de la soldadora se encuentra un bornemarcado con el símbolo proporcionado al frente dela soldadora.
TERMINALES DE SOLDADURA
La Ranger 250 está equipada con un interruptor depalanca para seleccionar terminales de soldadura"hot"(activas) cuando se encuentren en la posición"WELDING TERMINALS ALWAYS ON" o lasterminales de soldadura "cold" cuando se encuentrenen la posición "WELDING TERMINALS REMOTELYCONTROLLED".
INSTALACION
WARNING
ADVERTENCIA
CONNEXIONS ÉLECTRIQUES
MISE À LA TERRE DE LAMACHINEComme cette machine à souder à moteur portativeproduit son propre courant, il n’est pas nécessaire deconnecter son bâti à une prise de terre, à moinsqu’elle ne soit connectée au câblage des locaux(maison, atelier, etc.).
Afin d’empêcher les chocs électriques dangereux, lesautres matériels alimentés par ce groupe doivent :
1) Être mis à la terre au bâti de la machine en utilisantune fiche de type mise à la terre.2) Avoir une double isolation.
Ne pas mettre la machine à la terre à un tuyau quitransporte des matières explosives oucombustibles.----------------------------------------------------------------------- Quand cette machine est montée sur un camion ouune remorque, son bâti doit être connecté solidementau bâti métallique du véhicule. Quand cette machineà moteur à essence est connectée au câblage deslocaux comme dans une maison ou un atelier, le bâtidoit être connecté au circuit de terre. Pour plusd’instructions sur les connexions, voir la sectionintitulée «Connexions d’alimentation de secours»ainsi que l’article sur la mise à la terre du dernier codede l’électricité et le code local.
En général, si l’on doit mettre la machine à la terre, ondoit la connecter avec un fil en cuivre no 8 ou plusgros à une terre rigide comme un tuyau d’eaumétallique descendant dans le sol à au moins 10pieds et ne comportant pas de joints isolés, ou à lacharpente métallique d’un bâtiment qui a été bienmise à la terre.
Le code national de l’électricité énumère un certainnombre d’autres moyens de mise à la terre del’équipement électrique. Une borne de mise à la terrede la machine indiquée par le symboleest placé en avant de l’appareil.
BORNES DE SOUDAGELe Ranger 250 est équipé d’un sélecteur à levier pourchoisir la borne de soudage «chaude» en positionWELD TERMINALS ON ou la borne de soudage«froide», en position REMOTELY CONTROLLED.
INSTALACION
AVERTISSEMENT
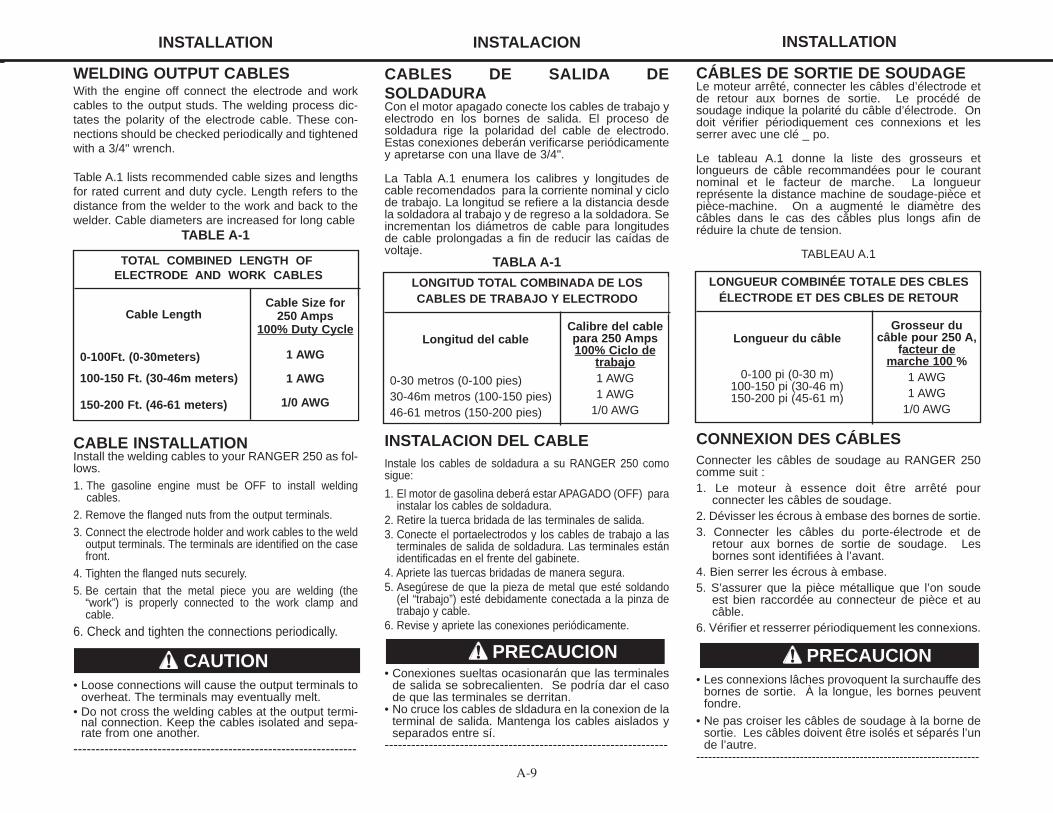
A-9
WELDING OUTPUT CABLES With the engine off connect the electrode and workcables to the output studs. The welding process dic-tates the polarity of the electrode cable. These con-nections should be checked periodically and tightenedwith a 3/4" wrench.
Table A.1 lists recommended cable sizes and lengthsfor rated current and duty cycle. Length refers to thedistance from the welder to the work and back to thewelder. Cable diameters are increased for long cable
TABLE A-1
CABLE INSTALLATIONInstall the welding cables to your RANGER 250 as fol-lows. 1. The gasoline engine must be OFF to install weldingcables.
2. Remove the flanged nuts from the output terminals.3. Connect the electrode holder and work cables to the weldoutput terminals. The terminals are identified on the casefront.
4. Tighten the flanged nuts securely.5. Be certain that the metal piece you are welding (the“work”) is properly connected to the work clamp andcable.
6. Check and tighten the connections periodically.
• Loose connections will cause the output terminals tooverheat. The terminals may eventually melt.• Do not cross the welding cables at the output termi-nal connection. Keep the cables isolated and sepa-rate from one another.----------------------------------------------------------------
INSTALLATION
CABLES DE SALIDA DESOLDADURA Con el motor apagado conecte los cables de trabajo yelectrodo en los bornes de salida. El proceso desoldadura rige la polaridad del cable de electrodo.Estas conexiones deberán verificarse periódicamentey apretarse con una llave de 3/4".
La Tabla A.1 enumera los calibres y longitudes decable recomendados para la corriente nominal y ciclode trabajo. La longitud se refiere a la distancia desdela soldadora al trabajo y de regreso a la soldadora. Seincrementan los diámetros de cable para longitudesde cable prolongadas a fin de reducir las caídas devoltaje.
TABLA A-1
INSTALACION DEL CABLEInstale los cables de soldadura a su RANGER 250 comosigue:
1. El motor de gasolina deberá estar APAGADO (OFF) parainstalar los cables de soldadura.
2. Retire la tuerca bridada de las terminales de salida.3. Conecte el portaelectrodos y los cables de trabajo a lasterminales de salida de soldadura. Las terminales estánidentificadas en el frente del gabinete.
4. Apriete las tuercas bridadas de manera segura.5. Asegúrese de que la pieza de metal que esté soldando(el “trabajo”) esté debidamente conectada a la pinza detrabajo y cable.
6. Revise y apriete las conexiones periódicamente.
• Conexiones sueltas ocasionarán que las terminalesde salida se sobrecalienten. Se podría dar el casode que las terminales se derritan. • No cruce los cables de sldadura en la conexion de laterminal de salida. Mantenga los cables aislados yseparados entre sí.----------------------------------------------------------------
INSTALACION INSTALLATION
TOTAL COMBINED LENGTH OFELECTRODE AND WORK CABLES
Cable Length
0-100Ft. (0-30meters)
100-150 Ft. (30-46m meters)
150-200 Ft. (46-61 meters)
Cable Size for 250 Amps
100% Duty Cycle
1 AWG
1 AWG
1/0 AWG
CAUTION
LONGITUD TOTAL COMBINADA DE LOSCABLES DE TRABAJO Y ELECTRODO
Longitud del cable
0-30 metros (0-100 pies)30-46m metros (100-150 pies)46-61 metros (150-200 pies)
Calibre del cablepara 250 Amps100% Ciclo de
trabajo1 AWG1 AWG1/0 AWG
PRECAUCION
CÁBLES DE SORTIE DE SOUDAGELe moteur arrêté, connecter les câbles d’électrode etde retour aux bornes de sortie. Le procédé desoudage indique la polarité du câble d’électrode. Ondoit vérifier périodiquement ces connexions et lesserrer avec une clé _ po.
Le tableau A.1 donne la liste des grosseurs etlongueurs de câble recommandées pour le courantnominal et le facteur de marche. La longueurreprésente la distance machine de soudage-pièce etpièce-machine. On a augmenté le diamètre descâbles dans le cas des câbles plus longs afin deréduire la chute de tension.
TABLEAU A.1
CONNEXION DES CÁBLESConnecter les câbles de soudage au RANGER 250comme suit :1. Le moteur à essence doit être arrêté pourconnecter les câbles de soudage.
2. Dévisser les écrous à embase des bornes de sortie.3. Connecter les câbles du porte-électrode et deretour aux bornes de sortie de soudage. Lesbornes sont identifiées à l’avant.
4. Bien serrer les écrous à embase.5. S’assurer que la pièce métallique que l’on soudeest bien raccordée au connecteur de pièce et aucâble.
6. Vérifier et resserrer périodiquement les connexions.
• Les connexions lâches provoquent la surchauffe desbornes de sortie. À la longue, les bornes peuventfondre.• Ne pas croiser les câbles de soudage à la borne desortie. Les câbles doivent être isolés et séparés l’unde l’autre.-----------------------------------------------------------------------
LONGUEUR COMBINÉE TOTALE DES CBLESÉLECTRODE ET DES CBLES DE RETOUR
Longueur du câble
0-100 pi (0-30 m)100-150 pi (30-46 m)150-200 pi (45-61 m)
Grosseur ducâble pour 250 A,
facteur demarche 100 %
1 AWG1 AWG1/0 AWG
PRECAUCION
A-10
INSTALLATION INSTALACION INSTALLATION
AUXILIARY POWER RECEPTACLESThe auxiliary power of the RANGER 250 consists of two 20Amp-120 VAC (5-20R) duplex receptacles and one 50 Amp120/240 VAC (14-50R) receptacle. The 240 VAC receptaclecan be split for single phase 120 VAC operation.
The auxiliary power capacity is 8,000 watts of 60 Hz, singlephase power. The auxiliary power capacity rating in watts isequivalent to volt-amperes at unity power factor. The maxpermissible current of the 240 VAC output is 33 Amps. The240 VAC output can be split to provide two separate 120VAC outputs with a max permissible current of 33 Amps peroutput to two separate 120 VAC branch circuits (these cir-cuits cannot be paralleled). Output voltage is within ± 10%at all loads up to rated capacity.
The 120 V auxiliary power receptacles should only be usedwith three wire grounded type plugs or approved doubleinsulated tools with two wire plugs. The current rating of anyplug used with the system must be at least equal to the cur-rent capacity of the associated receptacle.
NOTE: The 240 V receptacle has two 120 V circuits, but areof opposite polarities and cannot be paralleled.
STANDBY POWER CONNECTIONS
The RANGER 250 is suitable for temporary, standby oremergency power using the engine manufacturer’s recom-mended maintenance schedule.
The RANGER 250 can be permanently installed as a stand-by power unit for 240 VAC, 3 wire, single phase, 35 amp ser-vice. Connections must be made by a licensed electricianwho can determine how the 120/240 VAC power can beadapted to the particular installation and comply with allapplicable electrical codes.
1. Install the double-pole, double-throw switch between thepower company meter and the premises disconnect. Switchrating must be the same or greater than the customer’spremises disconnect and service over current protection.
2. Take necessary steps to assure load is limited to the capaci-ty of the RANGER 250 by installing a 35 amp, 240 VAC dou-ble pole circuit breaker. Maximum rated load for each leg ofthe 240 VAC auxiliary is 33 amperes. Loading above therated output will reduce output voltage below the allowable -10% of rated voltage which may damage appliances or othermotor-driven equipment and may result in overheating of theRANGER 250 engine and/or alternator windings.
3. Install a 50 amp, 120/240 VAC plug (NEMA Type 14-50) tothe double-pole circuit breaker using No. 6, 4 conductorcable of the desired length. (The 50 amp, 120/240 VAC plugis available in the optional K802R plug kit or as part numberT12153-9.)
4. Plug this cable into the 50 Amp, 120/240 Volt receptacle onthe RANGER 250 case front.
RECEPTACULOS DE ENERGIA AUXILIARLa energía auxiliar de la RANGER 250 tiene dos receptáculosdúplex de 20 Amp-120 VCA (5-20R) y un receptáculo de 50 Amp120/240 VCA (14-50R). El receptáculo de 240 VCA puede dividirsepara que trabaje en una sola fase de 120 VCA.La capacidad de energía auxiliar es de 8,000 watts de energíamonofásica de 60 Hz. La capacidad nominal de la energía auxiliaren watts es equivalente a los voltios-amperes al factor de potenciaunitario. La corriente máxima permisible de la salida de 240 VCAes de 33 Amps. La salida de 240 VCA puede dividirse paraproporcionar dos salidas separadas de 120 VCA con una correintemáxima permisible de 33 Amps por salida en dos circuitosbifurcados de 120 VCA separados (estos circuitos no pueden serconectados en paralelo). El voltaje de salida oscila entre ± 10% entodas las cargas hasta la capacidad nominal.Los receptáculos de energía auxiliar de 120 V sólo deben utilizarsecon enchufes de tres cables y con conexión a tierra o conherramientas aisladas dobles aprobadas con enchufes de doscables. La corriente nominal o de cualquier enchufe utilizado con elsistema debe ser al menos igual que la capacidad de corriente delreceptáculo asociado.
NOTA: El receptáculo de 240 V tiene dos circuitos de 120 V, peroson de polaridades opuestas y no pueden ser conectados enparalelo.
CONEXIONES DE ENERGIA DE RESERVALa RANGER 250 es adecuada como suministro de energíatemporal, de reserva o de emergencia utilizando el programa demantenimiento recomendado por el fabricante de la máquina.
La RANGER 250 se puede instalar permanentemente comosuministro de energía de reserva para servicio de 240 VCA, 3hilos, monofásico, 35 amp. Las conexiones debe realizarlas unelectricista capacitado que pueda determinar de que manerapuede adaptarse la energía de 120/240 VCA a la instalaciónque se desea hacer y seguir los códigos eléctricos aplicables.
1. Instale un interruptor bipolar de dos tiros entre el medidor dela compañía y la instalación eléctrica del edificio. Lacapacidad nominal del interruptor debe ser la misma omayor a la caja de desconexión de la instalación eléctrica yel servicio de protección de corriente.
2. Efectúe los pasos necesarios para asegurar que la carga selimite a la capacidad de la RANGER 250 instalando uninterruptor de circuito bipolar de 35 amp, 240 VCA. La carganominal máxima para cada segmento del suministro deenergía auxiliar de 240 VCA es de 33 amperes. Una cargamás allá de la salida nominal reducirá el voltaje de salida pordebajo del - 10% permitido del voltaje nominal, lo que puededañar los dispositivos u otro equipo con motor eléctrico ypuede ocasionar sobrecalentamiento en el motor de laRANGER 250 y/o devanados del alternador.
3. Instale un enchufe de 50 amp, 120/240 VCA (NEMA Tipo 14-50) al interruptor automático bipolar utilizando 4 cablesconductores del No. 6 de la longitud deseada. (El enchufe de50 amp, 120/240 VCA está disponible en el juego deenchufes opcional K802R o como el número de parteT12153-9.)
4. Conecte este cable al receptáculo de 50 Amp, 120/240Voltios en el frente del gabinete de la RANGER 250.
PRISES DE COURANT AUXILIAIRELe courant auxiliaire du RANGER 250 est fourni par deuxprises doubles 20 A-120 V c.a. (5-20R) et une prise de 50 A120/240 V c.a. (14-50R). La prise 240 V c.a. peut êtredivisée pour l’utilisation en monophasé 120 V c.a.
Le courant auxiliaire est de 8 000 W, 60 Hz monophasé. Lecourant auxiliaire nominal en watts est équivalent aux volts-ampères au facteur de puissance unité. Le courant admissi-ble maximum de la sortie 240 V c.a. est de 33 A. La sortie240 V c.a. peut être divisée pour fournir deux sorties dis-tinctes de 120 V c.a. avec un courant admissible maximumde 33 A par sortie à deux circuits dérivés de 120 V c.a. dis-tincts (on ne peut pas monter en parallèle ces circuits). Latension de sortie est de ±10 % à toutes les charges jusqu’àla capacité nominale.
Seules des fiches à trois fils avec mise à la terre ou des out-ils à double isolation approuvés avec des fiches à deux filsdoivent être branchées aux prises de courant auxiliaire 120V. Le courant nominal de toute fiche utilisée avec le systèmedoit être au moins égal à l’intensité maximale de la priseassociée.
NOTE : La prise 240 V a deux circuits 120 V, mais ceux-cisont de polarité opposée et on ne peut pas les connecter enparallèle.
CONNEXIONS D’ALIMENTATION DESECOURSLe RANGER 250 peut fournir une alimentation temporaire,de secours ou d’urgence à condition d’utiliser le calendrierd’entretien recommandé du constructeur du moteur.
On peut utiliser le RANGER 250 comme source d’alimenta-tion de secours permanente de 240 V c.a. à trois fils,monophasé, 35 A. Les connexions doivent être effectuéespar un électricien certifié qui peut déterminer comment l’ali-mentation 120/240 V c.a. peut être adaptée à l’installationparticulière et se conformer à tous les codes d’électricitéapplicables.
1. Monter un interrupteur bipolaire bidirectionnel entre le comp-teur de la compagnie d’électricité et le disjoncteur des locaux.L’intensité nominale de l’interrupteur doit être équivalente ousupérieure à celle du disjoncteur des locaux du client ou à celledu dispositif de protection contre les surintensités.
2. Prendre les mesures nécessaires pour s’assurer que la chargeest limitée à la capacité du RANGER 250 en montant un dis-joncteur bipolaire de 35 A et 240 V c.a. La charge nominalemaximale de chaque branche du courant auxiliaire 240 V c.a.est de 33 A. Toute charge supérieure à la sortie nominaleréduit la tension de sortie au-dessous des 10 % admissibles dela tension nominale qui peut endommager les appareils ouautre matériel à moteur électrique et peut entraîner la sur-chauffe du moteur et/ou des enroulements de l’alternateur duRANGER 250.
3. Monter une fiche 50 A, 120/240 V c.a. (type NEMA 14-50) audisjoncteur bipolaire en utilisant un câble à quatre conducteursno 6 de la longueur prescrite. (La fiche 50 A, 120/240 V c.a. faitpartie de l’ensemble de fiches K802R en option ou on peut lecommander, no de référence T122153-9).
4. Connecter ce câble à la prise 50 A, 120/240 V à l’avant duRANGER 250.

A-11
INSTALACIONINSTALLATION INSTALLATION
240 Volt 60 Hz. 3-Wire Service
POWER
COMPANY
METER
240 VOLT
120 VOLT
120 VOLT
LOADN
NEUTRALBUS
GROUND
PREMISES DISCONNECT AND
SERVICE OVERCURRENT
PROTECTION
GND
N
NOTE: No. 6 COPPER CONDUCTOR CABLE SEE NATIONAL ELECTRICAL CODE FOR ALTERNATE WIRE
SIZE RECOMMENDATIONS.
240 VOLT
GROUNDED CONDUCTOR
35AMP 240 VOLT
DOUBLE POLE
CIRCUIT BREAKER
DOUBLE POLE DOUBLE THROWSWITCH RATING TO BE THE SAMEAS OR GREATER THAN PREMISESSERVICE OVERCURRENTPROTECTION.
50 AMP, 120/240 VOLT PLUG
NEMA TYPE 14-50
50 AMP, 120/240 VOLT RECEPTACLE
• Only a licensed, certified, trained electri-cian should install the machine to apremises or residential electrical system.Be certain that:
• The installation complies with the NationalElectrical Code and all other applicableelectrical codes.
• The premises is isolated and no feedbackinto the utility system can occur. Certainstate and local laws require the premisesto be isolated before the generator islinked to the premises. Check your stateand local requirements.
• A double pole, double throw transferswitch in conjunction with the properlyrated double throw cir cuit breaker is con-nected between the generator power andthe utility meter.
• Sólo el personal con licencia, certificado ydebidamente capacitado deberá instalar lamáquina de acuerdo con el sistema deinstalación eléctrica residencial.Asegúrese de que:
• La instalación cumpla con el CódigoEléctrico Nacional y todos los demáscódigos eléctricos aplicables.
• La instalación eléctrica esté aislada queno pueda haber retroalimentación dentrodel sistema. Ciertas leyes locales yestatales requieren que las instalacioneseléctricas sean aisladas antes de que elgenerador sea vinculado con lainstalación eléctrica del edificio. Verifiquesus requerimientos estatales y locales.
• Un interruptor de transferencia bipolar dedos tiros junto con el interruptor decircuito de dos tiros con la debidacapacidad nominal se conecta entre elgenerador de potencia y el medidor deutilidad.
• Seul un électricien agrée et certifié ayantreçu la bonne formation doit connecter lamachine à un réseau électrique deslocaux. S’assurer que :
• L’installation est conforme au codenational de l’électricité et à tous les autrescodes d’électricité applicables.
• Les locaux sont isolés et qu’aucun retourdans le circuit de la compagnied’électricité ne peut se produire.Certaines lois et règlements stipulent queles locaux soient isolés avant que lagénératrice ne soit reliée aux locaux.Vérifier les exigences provinciales etlocales.
• Un interrupteur de transfert bipolairebidirectionnel est monté conjointementavec le disjoncteur bidirectionneld’intensité convenable entre la sortie de lagénératrice et le compteur de lacompagnie d’électricité.
WARNING ADVERTENCIA AVERTISSEMENT
240 Volt 60 Hz. 3-Wire Service
POWER
COMPANY
METER
240 VOLT
120 VOLT
120 VOLT
LOADN
NEUTRALBUS
GROUND
PREMISES DISCONNECT AND
SERVICE OVERCURRENT
PROTECTION
GND
N
NOTE: No. 6 COPPER CONDUCTOR CABLE SEE NATIONAL ELECTRICAL CODE FOR ALTERNATE WIRE
SIZE RECOMMENDATIONS.
240 VOLT
GROUNDED CONDUCTOR
35AMP 240 VOLT
DOUBLE POLE
CIRCUIT BREAKER
DOUBLE POLE DOUBLE THROWSWITCH RATING TO BE THE SAMEAS OR GREATER THAN PREMISESSERVICE OVERCURRENTPROTECTION.
50 AMP, 120/240 VOLT PLUG
NEMA TYPE 14-50
50 AMP, 120/240 VOLT RECEPTACLE
Alimentation 240 V 60 Hz,
3 fils
COMPTEUR DE
LA COMPAGNIE
D’ÉLECTRICITÉ
240 V
120 V
120 V
CHARGEN
BARRE NEUTRE
TERRE
DISJONCTEUR DES LOCAUX ET PROTECTION
CONTRE LES SURINTENSITÉS
TERRE
N
NOTE : CONDUCTEUR EN CUIVRE No 6 VOIR LE CODE DE L’ÉLECTRICITÉ NATIONAL QUI
DONNE D’AUTRES RECOMMANDATIONS SUR LA GROSSEUR DU FIL.
240 V
CONDUCTEUR DE MISE À LA TERRE
35AMP 240 V
DISJONCTEUR BIPOLAIRE
L’INTENSITÉ NOMINALE DE L’INTERRUPTEUR BIPOLAIRE BIDIRECTIONNEL DOIT ÊTRE ÉQUIVALENTE
OU SUPÉRIEURE À CELLE DES DISPOSITIFS DE PROTECTION CONTRE LES SURINTENSITÉS DES LOCAUX
FICHE 50 A, 120/240 V TYPE NEMA 14-50
PRISE 50 A, 120/240 V

A-12
CONNECTION OF LINCOLN ELEC-TRIC WIRE FEEDERS
Connection of the LN-25 to the Ranger 250
The LN-25 with or without an external contactor maybe used with the Ranger 250. See the appropriateconnection diagram in Section F.
Note: The LN-25 (K431) Remote Control Module and(K432) Remote Cable are not recommended for usewith the Ranger 250.
1. Shut the welder off.
2. For electrode Positive, connect the electrodecable from the LN-25 to the "+" terminal of thewelder and work cable to the "-" terminal of thewelder. For electrode Negative, connect the elec-trode cable from the LN-25 to the "-" terminal ofthe welder and work cable to the "+" terminal ofthe welder.
3. Attach the single lead from the front of the LN-25to work using the spring clip at the end of the lead.This is a control lead to supply current to the wirefeeder motor; it does not carry welding current.
4. Set the MODE switch to the "CV-WIRE " position.
5. Set the "WELD TERMINALS" switch to "WELDTERMINALS ON"
6. Set the "ARC CONTROL" knob to "0" initially andadjust to suit.
7. Set the "IDLE" switch to the "AUTO" position.When not welding, the Ranger 250 engine will beat the low idle speed. If you are using an LN-25with an internal contactor, the electrode is notenergized until the gun trigger is closed.
8. When the gun trigger is closed, the current sens-ing circuit will cause the Ranger 250 engine to goto the high idle speed, the wire will begin to feedand the welding process started. When welding isstopped, the engine will revert to low idle speedafter approximately 12 seconds unless welding isresumed.
Connection of LN-7 or LN-8 to the Ranger 250
1. Shut the welder off.
2. Connect the LN-7 or LN-8 per instructions on theappropriate connection diagram in Section F
INSTALLATION
CONEXION DE LOS ALIMENTADORES DEALAMBRE LINCOLN ELECTRIC Conexión del LN-25 a la Ranger 250
El LN-25 con o sin un contactor externo se puedeutilizar con la Ranger 250. Consulte el diagrama deconexión adecuado en la Sección F.
Nota: No se recomienda utilizar el Módulo de ControlRemoto del LN-25 (K431) y el Cable Remoto (K432)con la Ranger 250.
1. Apague la soldadora.
2. Para electrodo positivo, conecte el cable delelectrodo desde el LN-25 hasta la terminal “+” de lasoldadora y el cable de trabajo a la terminal “-” de lasoldadora. Para electrodo negativo, conecte el cabledel electrodo desde el LN-25 a la terminal “-” de lasoldadora y el cable de trabajo a la terminal “+” de lasoldadora.
3. Conecte el cable en el frente del LN-25 al trabajoutilizando la pinza de resorte en el extremo del cable.Este es un cable de sensión que suministra corrienteal motor del alimentador de alambre; este no portacorriente de soldadura.
4. Coloque el interruptor MODE (Modo) en la posición"CV-WIRE ".
5. Coloque el interruptor "WELD TERMINALS"(Terminales de Soldadura) en "WELD TERMINALSON" (terminales de soldadura siempre activas).
6. Ajuste la perilla "ARC CONTROL" primero en "0" yajuste según sea necesario.
7. Establezca el interruptor “IDLE” (gobernador) en laposición “AUTO”. Cuando no esté soldando, el motorde la Ranger 250 funcionará a baja velocidad. Siestá utilizando un LN-25 con un contactor interno, elelectrodo no se energiza hasta que se cierra el gatillode la antorcha.
8. Al cerrar el gatillo de la antorcha, el circuito desensión de corriente hará que el motor de la Ranger250 aumente su velocidad, en ese momento secomenzará a alimentar el alambre y se iniciará elproceso de soldadura. Cuando se detiene lasoldadura, el motor comenzará a disminuir lavelocidad después de aproximadamente 12segundos a menos que la soldadura se reinicie.
Conexión del LN-7 o LN-8 a la Ranger 250
1. Apague la soldadora.
2. Conecte el LN-7 o LN-8 según las instruccionesdel diagrama de conexión correspondiente de laSección F.
INSTALACION
CONNEXION DES DÉVIDOIRS DELINCOLN ELECTRIC
Connexion du LN-25 au Ranger 250
On peut utiliser le LN-25 avec ou sans contacteurextérieur avec le Ranger 250. Voir le schéma decâblage approprié à la section F.
Note : On ne recommande pas d’utiliser le module detélécommande (K431) du LN-25 ni le câble de télé-commande (K432) avec le Ranger 250.
1. Arrêter la machine.
2. Pour l’électrode positive, connecter le câble d’élec-trode du LN-25 à la borne «+» de la machine et lecâble de retour à la borne «-» de la machine. Pourl’électrode négative, connecter le câble d’électrodedu LN-25 à la borne «-» de la machine et le câbleà la borne «+» de la machine.
3. Fixer le câble unique provenant de l’avant du LN-25 à la pièce en utilisant la pince à ressort à l’ex-trémité du câble. C’est un câble de commandepour alimenter le moteur du dévidoir. Il ne trans-porte pas le courant de soudage.
4. Régler le sélecteur MODE sur CV-WIRE.
5. Régler le sélecteur des bornes de soudage surWELD TERMINALS ON.
6. Régler au départ le bouton ARC CONTROL sur 0puis régler selon les besoins.
7. Régler le sélecteur IDLE sur AUTO. Quand on nesoude pas, le moteur du Ranger 250 tourne auralenti bas. Si l’on utilise un LN-25 avec contac-teur interne, l’électrode n’est pas mise sous ten-sion tant que l’on n’appuie pas sur la gâchette dupistolet.
8. Quand on appuie sur la gâchette du pistolet, le cir-cuit de détection du courant fait tourner le moteurdu Ranger 250 au ralenti haut, le fil commence àse dévider et le soudage peut commencer. Quandon arrête de souder, le moteur revient à la vitesseralenti bas après environ 12 secondes à moins quel’on ne reprenne le soudage.
Connexion du LN-7 ou LN-8 au Ranger 250
1. Arrêter la machine.
2. Connecter le LN-7 ou LN-8 selon les instructions don-nées sur le schéma de connexion approprié à la sectionF.
INSTALLATION
A-13
3. Set the "WIRE FEEDER VOLTMETER" switch toeither "+" or "-" as required by the electrode beingused.
4. Set the "MODE" switch to the "CV WIRE " posi-tion.
5. Set the "ARC CONTROL" knob to "0" initially andadjust to suit.
6 Set the "WELD TERMINALS" switch to the"REMOTELY CONTROLLED" position.
7. Set the "IDLE" switch to the "HIGH" position.
Connection of an LN-23P Wire Feeder to theRanger 250
1. Shut the welder off.
2. Connect the LN-23P as per instructions on theappropriate connection diagram in Section F.(NOTE): When connecting an LN-23P to theRanger 250, a K350-1 adapter kit must be used.
3. Set the "VOLTMETER" switch to "-".
4. Set the "MODE" switch to "CV WIRE" position.
5. Set the "WELD TERMINALS" switch to"REMOTELY CONTROLLED".
6. Set the "ARC CONTROL" knob to "0" initially andadjust to suit.
7. Set the "IDLE" switch to the "AUTO" position.When not welding, the Ranger 250 engine will beat the low idle speed. If you are using an LN-23Pwith the K350-1 adapter kit, the electrode is notenergized until the gun trigger is closed. Whenthe gun trigger is closed, the current sensing cir-cuit will cause the Ranger 250 engine to go to thehigh idle speed, the wire will begin to feed and thewelding process can be started. When welding isstopped, the engine will revert to low idle speedafter approximately 12 seconds unless welding isresumed.
Connection of LN-742, Spool Gun, andCobramatic to Ranger 250
1. Shut the welder off.
2. Connect per instructions on the appropriate con-nection diagram in Section F.
INSTALLATION
3. Establezca el interruptor “WIRE FEEDER VOLT-METER” (voltímetro del alimentador de alambre) yasea en “+” o “-” según lo requiera el electrodo queestá siendo utilizado.
4. Coloque el interruptor de "MODE" (Modo) en la posi-ción "CV WIRE ".
5. Ajuste la perilla “ARC CONTROL” (control de arco)primero a "0" y ajuste según sea necesario.
6. Coloque el interruptor “WELDING TERMINALS” (ter-minales de soldadura) a la posición “WELDING TER-MINALS REMOTELY CONTROLLED” (terminales desoldadura remotamente controladas).
7. Establezca el interruptor “IDLE” (gobernador) en laposición “HIGH” (alta).Conexión del alimentador de alambre LN-23Pcon la Ranger 250
1. Apague la soldadora.
2. Conecte el LN-23P de acuerdo con las instrucciones deldiagrama de conexión correspondiente en la sección F.(NOTA): Al conectar el LN-23P con la Ranger 250, sedebe utilizar un juego adaptador K350-1.
3. Coloque el interruptor “VOLTMETER” (voltímetro) en “-”.
4. Coloque el interruptor de "MODE" (Modo) en la posición"CV WIRE" .
5. Coloque el interruptor “WELDING TERMINALS” (termi-nales de soldadura) a la posición “WELDING TERMI-NALS” REMOTELY CONTROLLED” (terminales de sol-dadura remotamente controladas).
6. Ajuste la perilla "ARC CONTROL" primero en "0" y ajustesegún sea necesario.
7. Establezca el interruptor “IDLE” (gobernador) en la posi-ción “HIGH” (alta). Cuando no esté soldando, el motorde la Ranger 250 funcionará a baja velocidad. Si está uti-lizando un LN-23P con el juego adaptador K350-1, elelectrodo no se energiza hasta que se cierra el gatillo dela antorcha. Al cerrar el gatillo de la antorcha, el circuitode sensión de corriente hará que el motor de la Ranger250 aumente su velocidad, en ese momento se comen-zará a alimentar el alambre y se iniciará el proceso desoldadura. Cuando se detiene la soldadura, el motorcomenzará a disminuir la velocidad después de aproxi-madamente 12 segundos a menos que la soldadura sereinicie.
Conexión de LN-742, Spool Gun y Cobramatic ala Ranger 250
1. Apague la soldadora.
2. Conecte según las instrucciones del diagrama deconexión correspondiente de la Sección F.
INSTALACION
3. Régler le sélecteur WIRE FEEDER VOLTMETER(voltmètre du dévidoir) sur «+» ou «-» selonl’électrode utilisée.
4. Régler le sélecteur MODE sur CV WIRE.
5. Régler le bouton ARC CONTROL sur 0 au départet régler selon les besoins.
6. Régler le sélecteur WELD TERMINALS surREMOTELY CONTROLLED.
7. Régler le sélecteur IDLE sur HIGH.
Connexion d’un dévidoir LN-23P au Ranger250
1. Arrêter la machine.
2. Connecter le LN-23P selon les instructions don-nées sur le schéma de connexion approprié à lasection F. (NOTE) : Quand on connecte un LN-23P au Ranger 250, on doit utiliser un nécessaireadaptateur K350-1.
3. Régler le sélecteur VOLTMETER sur «-».
4. Régler le sélecteur MODE sur CV WIRE.
5. Régler le sélecteur des bornes de soudage surREMOTELY CONTROLLED.
6. Régler le bouton ARC CONTROL sur 0 au départet régler selon les besoins.
7. Régler le sélecteur IDLE sur AUTO. Quand onne soude pas, le moteur du Ranger 250 doittourner à la vitesse de ralenti bas. Si l’on utiliseun LN-23P avec le nécessaire adaptateur K450-1, l’électrode n’est pas mise sous tension tantque l’on n’appuie pas sur la gâchette du pistolet.Quand on appuie sur la gâchette du pistolet, lecircuit de détection du courant met le moteur duRanger 250 sur ralenti haut, le fil commence à sedévider et le soudage peut commencer. Quandon arrête de souder, le moteur revient à la vitessede ralenti bas après environ 12 secondes àmoins que l’on ne reprenne le soudage.
Connexion du LN-742, du pistolet dévidoir et duCobramatic au Ranger 250
1. Arrêter la machine.
2. Connecter selon les instructions données sur leschéma de connexion approprié à la section F.
INSTALLATION
B-1
OPERATION OPERACIÓN FONCTIONNEMENT
MESURES DE SÉCURITÉ
Prendre connaissance de cette section au com-plet avant de faire fonctionner le Ranger 250.Ne pas utiliser ce matériel sans avoir lu entière-ment les manuels d’utilisation et d’entretien four-nis avec le groupe de soudage. On y donne desmesures de sécurité importantes, des instructionsdétaillées sur le démarrage, le fonctionnement etl’entretien du moteur ainsi qu’une nomenclaturedes pièces.
LES CHOCS ÉLECTRIQUES peuvent être mortels.• Ne pas toucher les pièces soustension comme les bornes de sortieou le câblage interne. •S'isoler de la pièce et de la terre•Toujours porter des gants isolantssecs.
----------------------------------------------------------------------- LES GAZ D’ÉCHAPPEMENT peuvent être mortels.
• Utiliser à l’extérieur ou dans unendroit bien aéré ou évacuer lesfumées à l’extérieur.• Ne pas empiler quoi que ce soitprès du moteur.
----------------------------------------------------------------------- LES PIÈCES EN MOUVEMENT peuvent provoquerdes blessures.
• Ne pas faire fonctionner les portesouvertes ou sans protecteur.•Arrêter le moteur avant d’entretenirou de réparer.•Garder ses distances par rapportaux pièces en mouvement.
Seul un personnel qualifié doit utiliser ce matériel.----------------------------------------------------------------------- MESURES DE SÉCURITÉ SUPPLÉMENTAIRES
Avant d’utiliser l’appareil on doit s’assurer que la portearticulée est fermée et que les panneaux latéraux sonten place. Ceux-ci assurent une protection maximalecontre les pièces en mouvement et assurent unebonne circulation de l’air de refroidissement.
DESCRIPTION GÉNÉRALELe Ranger 250 est une source de courant de soudagemultiprocédés c.c. à moteur à essence et une généra-trice de courant 120/240 V c.a. Le moteur entraîneune génératrice qui fournit le courant triphasé pour lecircuit de soudage c.c. et le courant monophasé pourles sorties auxiliaires c.a. Le système de commandede soudage c.c. utilise la technologie de pointe duchopper (CTmc) pour obtenir des performances desoudage supérieures.
SAFETY PRECAUTIONS
Read and understand this entire section beforeoperating your Ranger 250.Do not attempt to use this equipment until youhave thoroughly read all operating and mainte-nance manuals supplied with your machine. Theyinclude important safety precautions, detailedengine starting, operating and maintenanceinstructions and parts lists.
ELECTRIC SHOCK can kill.•Do not touch electrically live partssuch as output terminals or inter-nal wiring.•Insulate yourself from the workand ground.•Always wear dry insulating gloves.
----------------------------------------------------------------------ENGINE EXHAUST can kill.•Use in open, well ventilated areasor vent exhaust outside•Do not stack anything near theengine.
-----------------------------------------------------------------------MOVING PARTS can injure.•Do not operate with doors open orguards off.•Stop engine before servicing.•Keep away from moving parts
----------------------------------------------------------------------
• Only qualified personnel should operate thisequipment.
ADDITIONAL SAFETY PRECAUTIONS
Always operate the welder with the hinged doorclosed and the side panels in place as these providemaximum protection from moving parts and insureproper cooling air flow.
GENERAL DESCRIPTIONThe Ranger 250 is a gasoline engine powered DCmulti-process welding power source and 120 / 240volt AC power generator. The engine drives a genera-tor that supplies three phase power for the DC weld-ing circuit and single phase power for the AC auxiliaryoutlets. The DC welding control system uses state ofthe art Chopper Technology (CT tm) for superior weld-ing performance.
PRECAUCIONES DE SEGURIDADLea y comprenda esta sección completa, antes deoperar su Ranger 250.No intente utilizar este equipo hasta que hayaleído completamente todos los manuales deoperación y mantenimiento suministrados con sumáquina. Estos manuales incluyen precaucionesde seguridad importantes, instruccionesdetalladas de arranque del motor, instruccionesde operación y mantenimiento y listas de partes.
Una DESCARGA ELECTRICA puedecausar la muerte.•No toque las partes eléctricamenteactivas como terminales o cableadointerno.•Aíslese del trabajo y tierra.•Siempre utilice guantes aislantessecos.
-----------------------------------------------------------------------Los HUMOS Y LOS GASES puedenser peligrosos.•Uselo en áreas abiertas bienventiladas o abra respiraderos.•No estibe nada cerca del motor.
-----------------------------------------------------------------------Las PARTES MOVILES puedenlesionar.•No opere la máquina con las puertasabiertas o sin las cubiertas deprotección.•Apague la máquina antes de darleservicio.•Manténgase alejado de las partesmóviles.
-----------------------------------------------------------------------• Sólo el personal calificado debe operar esteequipo.
PRECAUCIONES ADICIONALES DE SEGURIDAD
Siempre opere la soldadora con la puerta con bisagracerrada y los paneles laterales en sus lugares y estoproporcionará protección máxima de las partesmovibles y asegurará el flujo de aire de enfriamientoadecuado.DESCRIPCION GENERALLa Ranger 250 es una fuente de poder de soldadurade multiprocesos de CD potenciada con motor degasolina y generador de energía de CA de 120 / 240voltios. El motor acciona al generador que suministraenergía trifásica al circuito de soldadura de CD yenergía monofásica para las salidas auxiliares de CA.El sistema de control de soldadura de CD utiliza lavanguardista Tecnología Chopper (CT tm) para mayordesempeño de soldadura.
DESIGN FEATURES
ENGINE OPERATIONBefore Starting the Engine:
1. Be sure the machine is on a level surface.
2. Open top engine door and remove the engine oildipstick and wipe it with a clean cloth. Reinsert thedipstick and check the level on the dipstick.
3. Add oil (if necessary) to bring the level up to the fullmark. Do not overfill. Close engine door.
4. See Engine Owner’s Manual for specific oil recom-mendations.
ADD FUEL
GASOLINE can causefire or explosion• Stop engine when fueling.• Do not smoke when fueling. • Do not overfill tank.• Avoid contact with skin orbreathing of vapor.
• Keep sparks and flame awayfrom tank.
----------------------------------------------------------------1. Remove the fuel tank cap.
2. Fill the tank approximately 4 inches (100mm) fromthe top of the filler neck to allow for fuel expansion(observe the fuel gauge while filling). DO NOT FILLTHE TANK TO THE POINT OF OVERFLOW.
3. Replace the fuel cap and tighten securely.
4. See Engine Owner’s Manual for specific fuel rec-ommendations.
B-2
OPERATION FONCTIONNEMENTOPERACIÓN
WARNING
CARACTERISTICAS DEL DISEÑO
OPERACION DEL MOTORAntes de arrancar el motor:
1. Asegúrese de que la máquina esté nivelada.
2. Abra la puerta superior del gabinete y saque labayoneta de aceite y límpiela con un trapo. Vuelvaa insertar la bayoneta y verifique el nivel de aceiteen la bayoneta.
3. Agregue aceite (en caso de ser necesario) hastala marca de lleno. No llene excesivamente. Cierrela puerta del gabinete.
4. Consulte el Manual del propietario para concoerlas recomendaciones específicas de aceite.
AGREGUE COMBUSTIBLE
EL COMBUSTIBLE puede incendiarse oexpotar.
•Detenga el motor y deje quese enfríe antes de ponerlecombustible.•No fume cuando estévertiendo el combustible.•Llene el tanque decombustible a una capacidadmoderada y no lo llene más delo necesario. •Evite el contacto con la piel orespirar el vapor.•Evite que se genere alguna
chispa o flama cerca del tanque.
----------------------------------------------------------------1. Retire el tapón del tanque de combustible.2. Llene el tanque a aproximadamente 100mm (4pulgadas) de la parte superior del cuello de rellenopara permitir la expansión del combustible(observe el medidor de llenado de combustible allenar). NO LLENE MAS DE LO NECESARIO.
3. Vuelva a colocar el tapón del tanque decombustible y apriete firmemente.
4. Consulte el Manual del Operador para conocer adetalle recomendaciones específicas decombustible.
ADVERTENCIA
CARACTÉRISTIQUES DE CONCEPTION
FONCTIONNEMENT DU MOTEURAvant de mettre en marche le moteur :
1. S’assurer que la machine est placée sur une sur-face de niveau.
2. Ouvrir la porte supérieure du moteur et sortir lajauge d’huile du moteur et l’essuyer avec un chiffonpropre. Replacer la jauge, puis la ressortir et vérifi-er le niveau.
3. Ajouter de l’huile (s’il y a lieu) pour que le niveauarrive à la marque plein. Ne pas trop remplir.Fermer la porte du moteur.
4. Voir le manuel du propriétaire du moteur qui donneles recommandations particulières sur l’huile.
AJOUTER DU CARBURANT
L’ESSENCE peut provoquer un incendie ou uneexplosion.
• Arrêter le moteur quand onfait le plein.
• Ne pas fumer quand on faitle plein.
• Ne pas trop remplir leréservoir.
• Éviter le contact avec lapeau et éviter de respirerles vapeurs.
• Éloigner les étincelles et laflamme du réservoir.
---------------------------------------------------------------- 1. Enlever le bouchon du réservoir de carburant.2. Remplir le réservoir jusqu’à environ 4 po (100mm) de la partie supérieure du goulot de remplis-sage pour permettre l’expansion du carburant(observer la jauge de carburant en faisant leplein). NE PAS REMPLIR LE RÉSERVOIR AUPOINT DE DÉBORDER.
3. Replacer le bouchon du réservoir de carburant etbien serrer.
4. Voir le manuel du propriétaire du moteur quidonne les recommandations particulières sur lecarburant.
ADVERTISSEMENT
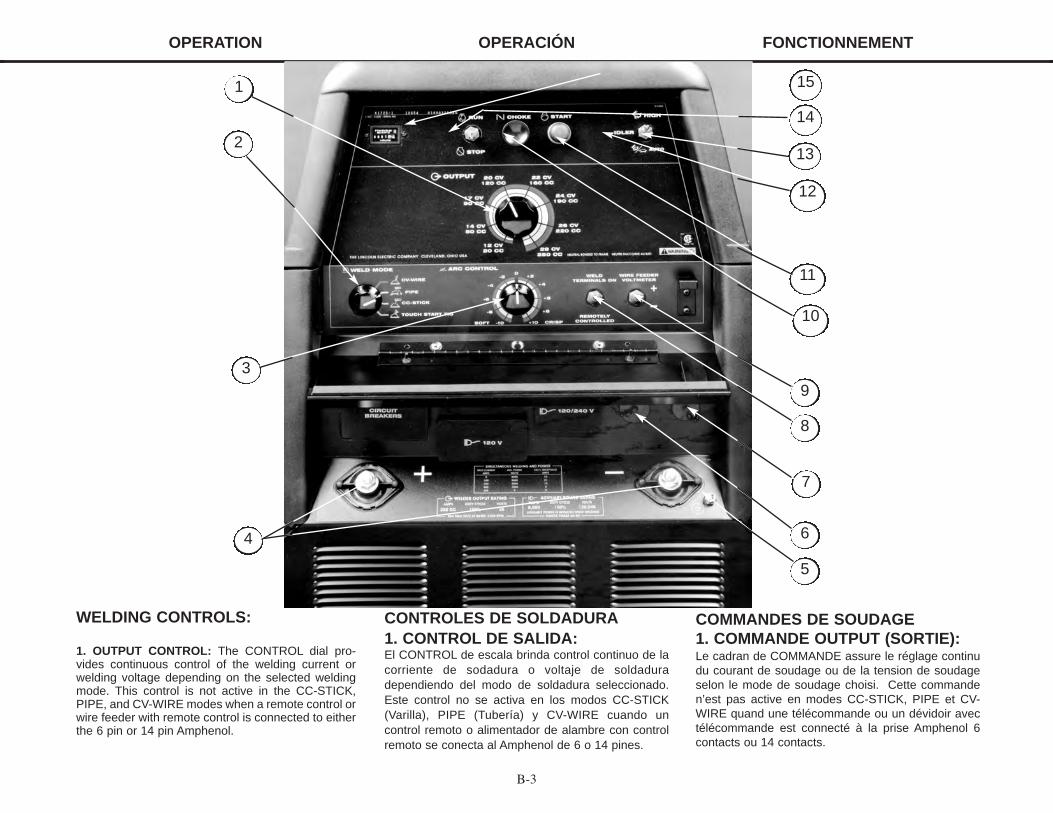
B-3
OPERATION OPERACIÓN FONCTIONNEMENT
WELDING CONTROLS:
1. OUTPUT CONTROL: The CONTROL dial pro-vides continuous control of the welding current orwelding voltage depending on the selected weldingmode. This control is not active in the CC-STICK,PIPE, and CV-WIRE modes when a remote control orwire feeder with remote control is connected to eitherthe 6 pin or 14 pin Amphenol.
1
9
6
3
8
4
7
10
11
12
5
14
13
15
2
CONTROLES DE SOLDADURA1. CONTROL DE SALIDA: El CONTROL de escala brinda control continuo de lacorriente de sodadura o voltaje de soldaduradependiendo del modo de soldadura seleccionado.Este control no se activa en los modos CC-STICK(Varilla), PIPE (Tubería) y CV-WIRE cuando uncontrol remoto o alimentador de alambre con controlremoto se conecta al Amphenol de 6 o 14 pines.
COMMANDES DE SOUDAGE1. COMMANDE OUTPUT (SORTIE):Le cadran de COMMANDE assure le réglage continudu courant de soudage ou de la tension de soudageselon le mode de soudage choisi. Cette commanden’est pas active en modes CC-STICK, PIPE et CV-WIRE quand une télécommande ou un dévidoir avectélécommande est connecté à la prise Amphenol 6contacts ou 14 contacts.
B-4
OPERATION OPERACIÓN FONCTIONNEMENT
2. WELD MODE SELECTOR SWITCH:(Provides four selectable welding modes)CV-WIREPIPECC-STICKTOUCH START TIG
3. ARC CONTROL :
The ARC CONTROL WIRE/STICK dial is active in theWIRE and STICK modes, and has different functionsin these modes. This control is not active in the TIGand PIPE modes.
CC-STICK mode: In this mode, the ARC CONTROLknob sets the short circuit current during stick welding(arc-force). Increasing the number from -10 to +10increases the short circuit current and prevents stick-ing of the electrode to the plate while welding. Thiscan also increase spatter. It is recommended that theARC CONTROL be set to the minimum number with-out electrode sticking. Start with a setting at 0.
CV-WIRE mode: In this mode, turning the ARC CON-TROL clockwise from –10 (soft) to +10 (crisp)changes the arc from soft and washed-in to crisp andnarrow. It acts as an inductance control. The propersetting depends on the procedure and operator pref-erence. Start with a setting at 0.
4. WELD OUTPUT TERMINALS WITH FLANGENUT:Provides a connection point for the electrode andwork cables.5. GROUND STUD: (graphic)Provides a connection point for connecting themachine case to earth ground for the safest groundingprocedure.
6. 14-PIN AMPHENOL:For attaching wire feeder control cables to the Ranger250. Includes contactor closure circuit, auto-sensingremote control circuit, and 120V and 42V power. Theremote control circuit operates the same as the 6 PinAmphenol.
7. 6-PIN AMPHENOL:For attaching optional remote control equipment.When in the CC-STICK, PIPE, and CV-WIRE modesand when a remote control is connected to theAmphenol, the auto-sensing circuit in the Ranger 250automatically switches the OUTPUT control from con-trol at the welder to remote control.
2. INTERRUPTOR DE SELECCION DE MODO DESOLDADURA:(proporciona cuatro modos de soldadura)CV-WIRE - (CV Alambre)PIPE - (Tubería)CC-STICK - (CC Varilla)TOUCH START TIG - (Tig - Arranque por toque)
3. CONTROL DE ARCO:
La escala de (ALAMBRE/VARILLA REVESTIDA DECONTROL DE ARCO) ARC CONTROL WIRE/STICK seactiva en los modos WIRE y STICK, y tiene diferentesfunciones en estos modos. Este control no se activa enlos modos TIG y PIPE.Modo CC-STICK (varilla/ CC): En este modo, la perilla“ARC CONTROL” establece la corriente de corto circuitodurante la soldadura de varilla (fuerza de arco). Alincrementar el número de -1 a +10 se incrementa lacorriente de corto circuito y esto evita que el electrodose pegue a la placa al momento de soldar. Esto tambiénpuede aumentar las salpicaduras. Se recomienda queARC CONTROL (el control del arco) se establezca almínimo sin pegado de los electrodos. Inicie con unaprogramación de 0.
Modo CV-WIRE: En este modo, al girar ARC CONTROL(Control de arco) hacia la derecha desde –10 (suave)hasta +10 (agresivo) cambia el arco de suave y curvo aagresivo y delgado. Actúa como un control deinductancia. La configuración adecuada depende decada procedimiento y preferencias del operador. Iniciecon una programación de 0.
4. TERMINALES DE SALIDA CON TUERCAEMBRIDADA:
Proporciona un punto de conexión para los cables detrabajo y electrodo.5. TERMINAL A TIERRA: (gráfico)Proporciona un punto de conexión para conectar elgabinete de la máquina a una terminal a tierra para unprocedimiento de aterrizaje más seguro.
6. AMPHENOL de 14-PINES:para conectar los cables del alimentador de alambre a laRanger 250. Incluye circuito de cierre del contactor,circuito de control remoto de auto-lectura y energía de120V y 42V. El circuito de control remoto opera igual queel Amphenol de 6 pines.
7. AMPHENOL DE 6-PINES :Para conectar el equipo de control remoto opcional.Cuando se encuentra en los modos CC-STICK, PIPE, yCV-WIRE y cuando el control remoto está conectado alAmphenol, el circuito de auto-lectura de la Ranger 250cambia automáticamente el control de SALIDA delcontrol de la soldadora al control remoto.
2. SÉLECTEUR WELD MODE (Permet de choisir quatre modes de soudage)CV-WIRE (soudage avec fil à tension constante)PIPE (soudage des tuyaux)CC-STICK (électrode enrobée à courant constant)TOUCH START TIG (TIG à amorçage au toucher)
3. ARC CONTROL (commande d’arc)
Le cadran ARC CONTROL est actif en modeWIRE/STICK et a différentes fonctions dans cesmodes. La commande n’est pas active en modes TIGet PIPE.
Mode CC-STICK. Dans ce mode, le bouton ARCCONTROL règle le courant de court-circuit pendant lesoudage avec électrode enrobée (arc-force). Quandon augmente de –10 à +10, on augmente le courantde court-circuit et l’on empêche l’électrode de coller àla tôle pendant le soudage. Ceci peut également aug-menter les projections. On recommande de régler lacommande ARC CONTROL au minimum sans collagede l’électrode. Commencer à 0.
Mode CC-WIRE. Dans ce mode, quand on tourne lacommande ARC CONTROL vers la droite de –10(soft) à +10 (crisp), l’arc passe de doux et large àcrépitant et étroit. Elle agit comme une commanded’inductance. Le bon réglage dépend du mode opéra-toire et de la préférence de l’opérateur. Commencerpar un réglage à 0.
4. BORNES DE SORTIE DE SOUDAGE AVECÉCROU À EMBASESert de point de connexion pour les câbles d’électrodeet de retour.
5. PLOT DE TERRE (graphique)Sert de point de connexion pour connecter la car-rosserie de la machine à une prise de terre, c’est laméthode de mise à la terre la plus sûre.
6. PRISE AMPHENOL À 14 CONTACTSPermet de connecter les câbles de commande dudévidoir au Ranger 250. Comprend le circuit de fer-meture du contacteur, le circuit de télécommande àautodétection et le courant 120 V et 42 V. Le circuitde télécommande fonctionne de la même façon que laprise Amphenol à 6 contacts.
7. PRISE AMPHENOL À 6 CONTACTSPermet de connecter la télécommande en option. Enmodes CC-STICK, PIPE et CV-WIRE et quand unetélécommande est connectée à la prise Amphenol, lecircuit d’autodétection du Ranger 250 transfèreautomatiquement la commande OUTPUT de l’ap-pareil de soudage à la télécommande.
B-5
OPERATION OPERACIÓN FONCTIONNEMENT
When using the TOUCH START TIG mode with a TIGModule connected to the Ranger 250, the OUTPUTcontrol on the front of the Ranger 250 is used to setthe maximum current range of the CURRENT CON-TROL on the TIG Module.
8. WELD TERMINALS CONTROL SWITCH:
In the WELD TERMINALS ON position, the output iselectrically hot all the time. In the REMOTELY CON-TROLLED position, the output is controlled by a wirefeeder or amptrol device, and is electrically off until aremote switch is depressed.
9. WIRE FEEDER VOLTMETER SWITCH:
Matches the polarity of the wire feeder voltmeter tothe polarity of the electrode.
ENGINE CONTROLS:
10. RUN/STOP SWITCH - RUN position energizesthe engine prior to starting. STOP position stops theengine. The oil pressure interlock switch preventsbattery drain if the switch is left in the RUN positionand the engine is not operating.
11. CHOKE - When pulled out, it closes the chokevalve on the engine carburetor for quick starting.
12. START PUSH BUTTON - Energizes the startermotor to crank the engine.
13. IDLER SWITCH- Has two positions as follows:
1) In the HIGH position, the engine runs at the highidle speed controlled by the engine governor.
2) In the AUTO position, the idler operates as follows:
• When switched from HIGH to AUTO or after start-ing the engine, the engine will operate at full speedfor approximately 12 seconds and then go to lowidle speed.
• When the electrode touches the work or power isdrawn for lights or tools (approximately 100 Wattsminimum), the engine accelerates and operates atfull speed.
• When welding ceases or the AC power load isturned off, a fixed time delay of approximately 12seconds starts. If the welding or AC power load isnot restarted before the end of the time delay, theidler reduces the engine speed to low idle speed.
• The engine will automatically return to high idlespeed when there is welding load or AC power loadreapplied.
Cuando se utiliza el modo TOUCH START TIG con unTIG Module conectado a la Ranger 250, se utiliza elcontrol de OUTPUT (salida) al frente de la Ranger 250para establecer el rango de corriente máximo delCONTROL DE CORRIENTE en el TIG Module.8. INTERRUPTOR DE CONTROL DE TERMINALESDE SOLDADURA:En la posición WELD TERMINALS ON (terminales desoldadura activas), en todo momento se energiza lasalida eléctricamente. En la posicion REMOTELYCONTROLLED (remotamente controlada), unalimentador de alambre o dispositivo amptrol controla lasalida y se apaga eléctricamente hasta que se deja deoprimir el interruptor remoto.9. INTERRUPTOR DEL VOLTIMETRO DELALIMENTADOR DE ALAMBRE:Iguala la polaridad del voltímetro del alimentador dealambre con la polaridad del electrodo.
CONTROLES DEL MOTOR:10. INTERRUPTOR RUN/STOP (MARCHA/PARO) -cuando se coloca en la posición RUN se suministraenergeia al motor antes del arranque. Cuando secoloca en la posición STOP se para el motor. Elinterruptor de interbloqueo de presión de aceite evitaque funcione la batería en caso de que el interruptor sedeje en la posición de RUN (Marcha) y el motor no estéoperando.11. AHOGADOR - cuando se jala, cierra la válvula delahogador del carburador del motor para un rápidoarranque.12. BOTON DE ARRANQUE - Suministra energía almotor de arranque para virar el motor.13. INTERRUPTOR DEL GOBERNADOR- tiene dosposiciones de la siguiente manera:1) La posición “High” (alto) el motor corre a velocidadalta controlada por el gobernador.
2) En la posición “Auto” (automática) el gobernadortrabaja de la siguiente manera:• Cuando se cambia de alto a automático, o bien antes dearrancar el motor, el motor funcionará a velocidad altadurante aproximadamente 12 segundos y después pasaráa velocidad baja.
• Cuando el electrodo toca el área de trabajo o se consumecorriente para encender focos o herramientas(aproximadamente 100 watts mínimo) el motor se aceleray opera a velocidad alta.
• Cuando se termina de soldar o la carga de energía de CAes desactivada, comienza un retardo de tiempo fijo deaproximadamente 12 segundos. En caso de que la cargade energía de soldadura o de CA no sea reiniciada antesdel final de este retardo de tiempo, el gobernador reducela velocidad del motor a baja.
• El motor regresará automáticamente a velocidad altacuando la carga de soldadura o carga de energía de CAvuelva a suministrarse.
Quand on utilise le mode TOUCH START TIG, un mod-ule TIG connecté au Ranger 250, la commande OUT-PUT permet de régler la plage de courant maximale decommande du courant sur le module TIG.
8. SÉLECTEUR DE COMMANDE DES BORNES DESOUDAGE
Quand le sélecteur est sur WELD TERMINALS ON, lasortie est en permanence sous tension. Sur REMOTE-LY CONTROLLED (télécommandé), la sortie est com-mandée par un dévidoir ou un dispositif Amptrol, et esthors tension jusqu’à ce qu’on appuie sur un bouton detélécommande.
9. SÉLECTEUR WIRE FEEDER VOLTMETER. Permetd’utiliser la même polarité sur le voltmètre du dévidoirque celle de l’électrode.
COMMANDES DU MOTEUR
10. SÉLECTEUR RUN/STOP. Quand le sélecteur estsur RUN, le moteur est mis sous tension avant dedémarrer. Sur STOP, on arrête le moteur. Le sélecteurde verrouillage à pression d’huile empêche la batteriede s’épuiser si le sélecteur est resté sur RUN et que lemoteur ne fonctionne pas.
11. CHOKE (volet de départ). Quand on tire sur cettecommande, elle ferme le volet de départ sur le carbura-teur du moteur pour assurer un démarrage rapide.
12. BOUTON-POUSSOIR START (démarrage). Metsous tension le démarreur pour lancer le moteur.
13. SÉLECTEUR IDLER (ralenti). Ce sélecteur a deuxpositions.
1) Sur HIGH, le moteur tourne à la vitesse de ralentihaute commandée par le régulateur du moteur.
2) Sur AUTO, le ralenti fonctionne de la façon suivante:• Quand le sélecteur passe de HIGH à AUTO ouaprès avoir mis en marche le moteur, le moteurfonctionne à plein régime pendant environ 12secondes puis se met au ralenti bas.
• Quand l’électrode touche la pièce ou que deslumières ou outils sont alimentés (environ 100 Wminimum), le moteur accélère et fonctionne à pleinrégime.
• Quand le soudage est terminé ou que la chargec.a. est coupée, un délai fixe d’environ 12secondes commence. Si le soudage ne reprendpas ou que la charge c.a. n’est pas réutilisée avantla fin du délai, le ralenti réduit la vitesse du moteurau ralenti bas.
• Le moteur retourne automatiquement à la vitesseralenti haut quand on réutilise la charge desoudage ou de courant c.a.

B-6
OPERATION OPERACIÓN FONCTIONNEMENT
14. ENGINE ALTERNATOR TROUBLE LIGHT-Theyellow engine alternator light is off when batterycharging system is functioning normally. If light turnson, the alternator or the voltage regulator may not beoperating correctly. The light may also come on dueto the battery not holding a charge. It is normal for thelight to come on while starting the engine.
15. ENGINE HOUR METER – Displays the total timethat the engine has been running. This meter is usefulfor scheduling prescribed maintenance.
STARTING AND STOP-PING THE ENGINE
1. Remove all plugs connected to the AC powerreceptacles.
2. Set IDLER switch to AUTO.
3. Set the RUN/STOP switch to RUN.
4. Pull the choke to the full out position.
5. Press and hold the engine START button until theengine starts.
6. Release the engine START button when the enginestarts.
7. Push the choke back in.
8. The engine will run at high idle speed for approxi-mately 12 seconds and then go to low idle speed.Allow the engine to warm up at low idle for severalminutes before applying a load and/or switching tohigh idle. Allow a longer warm up time in coldweather.
Operating the starter motor for more than 5 sec-onds can damage the motor. If the engine fails tostart, release the switch and wait 10 secondsbefore operation the starter again. Do NOT pushthe START button while the engine is runningbecause this can damage the ring gear and/or thestarter motor.
NOTE: When starting a Ranger 250 for the first time,or after an extended period of time of not operating, itwill take longer than normal because the fuel pumphas to fill the fuel line and carburetor.
14. FOCO DE AVISO DE FALLA EN ELALTERNADOR DEL MOTOR -la luz amarilla delalternador del motor se apaga cuando el sistema decarga de la batería está funcionando normalmente. Sila luz se enciende, el alternador o el regulador devoltaje posiblemente no esté operandocorrectamente. Asimismo, la luz puede encendersecuando la batería no retiene carga. Es normal que laluz se encienda mientras se arranca el motor.
15. MEDIDOR DE HORAS DEL MOTOR – estemedidor muestra el tiempo total que el motor haestado funcionando. Este medidor es un indicador útilpara programar mantenimiento preventivo.
MARCHA Y PARODEL MOTOR
1. Retire todos los enchufes conectados en losreceptáculos de CA.
2.Fije el interruptor IDLER (ahogador) en la posiciónAUTO.
3. Establezca el interruptor RUN/STOP en RUN.4. Saque el ahogador por completo.5. Presione y manténga el botón START del motorhasta que arranque la máquina.
6. Libere el botón de START (Inicio) cuando arranqueel motor.
7. Vuelva a introducir el ahogador.8. El motor funcionará a velocidad alta duranteaproximadamente 12 segundos y después pasaráa velocidad baja. Deje que el motor se caliente abaja velocidad por algunos minutos antes deaplicar carga y acelerar. En climas fríos deje mástiempo de calentamiento.
Operar el motor del arrancador por más de 5segundos puede dañar el motor. Si el motor noarranca, libere el interruptor y espere 10 segundosantes de volver a arrancar. NO presione el botónde START (Marcha) mientras el motor estéfuncionando ya que esto podría dañar el engraney el motor del arrancador.
NOTA: Al encender la Ranger 250 por primera vez, odespués de un tiempo prolongado fuera defuncionamiento, tardará más de lo normal debido aque la bomba de combustible tiene que llenar la líneade combustible.
14. VOYANT D’ANOMALIE DE L’ALTERNATEUR DUMOTEUR. Le voyant jaune de l’alternateur du moteurest éteint quand le système de charge de la batteriefonctionne normalement. Si le voyant s’allume, l’alterna-teur ou le régulateur de tension peut ne pas fonctionnercorrectement. Le voyant peut s’allumer égalementquand la batterie ne tient pas la charge. Il est normal quele voyant s’allume quand on fait démarrer le moteur.
15. COMPTEUR HORAIRE DU MOTEUR. Il affiche lenombre d’heures totales pendant lesquelles le moteur afonctionné. Ce compteur est utile pour programmer l’en-tretien prescrit.
DÉMARRAGE ETARRÊT DU MOTEUR
1. Déconnecter toutes les fiches des prises c.a.
2. Régler le sélecteur IDLER sur AUTO.
3. Régler le sélecteur RUN/STOP sur RUN.
4. Tirer à fond la commande du volet de départ.
5. Appuyer sur le bouton START du moteur jusqu’à ceque le moteur démarre.
6. Relâcher le bouton START quand le moteurdémarre.
7. Repousser la commande du volet de départ.
8. Le moteur tourne alors au ralenti haut pendant envi-ron 12 secondes puis passe au ralenti bas. Laisserle moteur se réchauffer au ralenti bas pendantplusieurs minutes avant d’appliquer une charge et/oude le mettre sur ralenti haut. Laisser le moteur seréchauffer plus longtemps par temps froid.
Si le démarreur fonctionne pendant plus de 5 secon-des, il peut s’endommager. Si le moteur ne démarrepas, relâcher le bouton-poussoir et attendre 10 sec-ondes avant de réutiliser le démarreur. Ne PASappuyer sur le bouton START pendant que le moteurtourne pour ne pas endommager la couronne dentéeet/ou le moteur du démarreur.
NOTE : Un Ranger 250 que l’on utilise pour la premièrefois ou après une longue période de non-fonctionnementpeut mettre plus de temps à démarrer parce que lapompe à essence doit remplir la canalisation d’essenceet le carburateur.
CAUTIONPRECAUCION ATTENTION
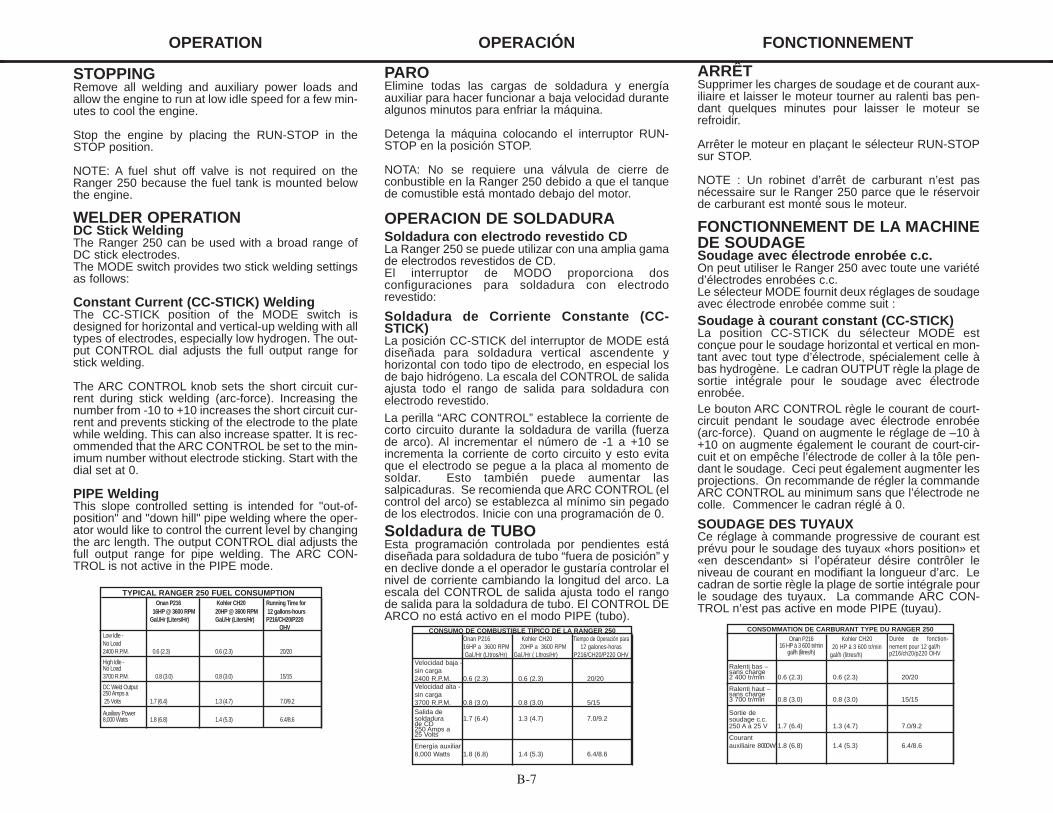
B-7
OPERATION OPERACIÓN FONCTIONNEMENT
STOPPINGRemove all welding and auxiliary power loads andallow the engine to run at low idle speed for a few min-utes to cool the engine.
Stop the engine by placing the RUN-STOP in theSTOP position.
NOTE: A fuel shut off valve is not required on theRanger 250 because the fuel tank is mounted belowthe engine.
WELDER OPERATIONDC Stick WeldingThe Ranger 250 can be used with a broad range ofDC stick electrodes. The MODE switch provides two stick welding settingsas follows:
Constant Current (CC-STICK) WeldingThe CC-STICK position of the MODE switch isdesigned for horizontal and vertical-up welding with alltypes of electrodes, especially low hydrogen. The out-put CONTROL dial adjusts the full output range forstick welding.
The ARC CONTROL knob sets the short circuit cur-rent during stick welding (arc-force). Increasing thenumber from -10 to +10 increases the short circuit cur-rent and prevents sticking of the electrode to the platewhile welding. This can also increase spatter. It is rec-ommended that the ARC CONTROL be set to the min-imum number without electrode sticking. Start with thedial set at 0.
PIPE WeldingThis slope controlled setting is intended for "out-of-position" and "down hill" pipe welding where the oper-ator would like to control the current level by changingthe arc length. The output CONTROL dial adjusts thefull output range for pipe welding. The ARC CON-TROL is not active in the PIPE mode.
TYPICAL RANGER 250 FUEL CONSUMPTIONOnan P216 Kohler CH20 Running Time for
16HP@ 3600 RPM 20HP @ 3600 RPM 12 gallons-hoursGal./Hr (Liters/Hr) Gal./Hr (Liters/Hr) P216/CH20/P220
OHVLow Idle - No Load2400 R.P.M. 0.6 (2.3) 0.6 (2.3) 20/20
High Idle - No Load3700 R.P.M. 0.8 (3.0) 0.8 (3.0) 15/15
DC Weld Output250 Amps a25 Volts 1.7 (6.4) 1.3 (4.7) 7.0/9.2
Auxiliary Power8,000 Watts 1.8 (6.8) 1.4 (5.3) 6.4/8.6
PAROElimine todas las cargas de soldadura y energíaauxiliar para hacer funcionar a baja velocidad durantealgunos minutos para enfriar la máquina.
Detenga la máquina colocando el interruptor RUN-STOP en la posición STOP.
NOTA: No se requiere una válvula de cierre deconbustible en la Ranger 250 debido a que el tanquede comustible está montado debajo del motor.
OPERACION DE SOLDADURASoldadura con electrodo revestido CDLa Ranger 250 se puede utilizar con una amplia gamade electrodos revestidos de CD.El interruptor de MODO proporciona dosconfiguraciones para soldadura con electrodorevestido:
Soldadura de Corriente Constante (CC-STICK)La posición CC-STICK del interruptor de MODE estádiseñada para soldadura vertical ascendente yhorizontal con todo tipo de electrodo, en especial losde bajo hidrógeno. La escala del CONTROL de salidaajusta todo el rango de salida para soldadura conelectrodo revestido.La perilla “ARC CONTROL” establece la corriente decorto circuito durante la soldadura de varilla (fuerzade arco). Al incrementar el número de -1 a +10 seincrementa la corriente de corto circuito y esto evitaque el electrodo se pegue a la placa al momento desoldar. Esto también puede aumentar lassalpicaduras. Se recomienda que ARC CONTROL (elcontrol del arco) se establezca al mínimo sin pegadode los electrodos. Inicie con una programación de 0.
Soldadura de TUBOEsta programación controlada por pendientes estádiseñada para soldadura de tubo “fuera de posición” yen declive donde a el operador le gustaría controlar elnivel de corriente cambiando la longitud del arco. Laescala del CONTROL de salida ajusta todo el rangode salida para la soldadura de tubo. El CONTROL DEARCO no está activo en el modo PIPE (tubo).
CONSUMO DE COMBUSTIBLE TIPICO DE LA RANGER 250Onan P216 Kohler CH20 Tiempo de Operación para16HP a 3600 RPM 20HP a 3600 RPM 12 galones-horasGal./Hr (LItros/Hr) Gal./Hr ( LItros/Hr) P216/CH20/P220 OHV
Velocidad baja - sin carga 2400 R.P.M. 0.6 (2.3) 0.6 (2.3) 20/20Velocidad alta - sin carga3700 R.P.M. 0.8 (3.0) 0.8 (3.0) 5/15Salida de soldadura 1.7 (6.4) 1.3 (4.7) 7.0/9.2de CD250 Amps a 25 Volts
Energía auxiliar8,000 Watts 1.8 (6.8) 1.4 (5.3) 6.4/8.6
ARRÊTSupprimer les charges de soudage et de courant aux-iliaire et laisser le moteur tourner au ralenti bas pen-dant quelques minutes pour laisser le moteur serefroidir.
Arrêter le moteur en plaçant le sélecteur RUN-STOPsur STOP.
NOTE : Un robinet d’arrêt de carburant n’est pasnécessaire sur le Ranger 250 parce que le réservoirde carburant est monté sous le moteur.
FONCTIONNEMENT DE LA MACHINEDE SOUDAGESoudage avec électrode enrobée c.c.On peut utiliser le Ranger 250 avec toute une variétéd’électrodes enrobées c.c. Le sélecteur MODE fournit deux réglages de soudageavec électrode enrobée comme suit :Soudage à courant constant (CC-STICK) La position CC-STICK du sélecteur MODE estconçue pour le soudage horizontal et vertical en mon-tant avec tout type d’électrode, spécialement celle àbas hydrogène. Le cadran OUTPUT règle la plage desortie intégrale pour le soudage avec électrodeenrobée.Le bouton ARC CONTROL règle le courant de court-circuit pendant le soudage avec électrode enrobée(arc-force). Quand on augmente le réglage de –10 à+10 on augmente également le courant de court-cir-cuit et on empêche l’électrode de coller à la tôle pen-dant le soudage. Ceci peut également augmenter lesprojections. On recommande de régler la commandeARC CONTROL au minimum sans que l’électrode necolle. Commencer le cadran réglé à 0.
SOUDAGE DES TUYAUXCe réglage à commande progressive de courant estprévu pour le soudage des tuyaux «hors position» et«en descendant» si l’opérateur désire contrôler leniveau de courant en modifiant la longueur d’arc. Lecadran de sortie règle la plage de sortie intégrale pourle soudage des tuyaux. La commande ARC CON-TROL n’est pas active en mode PIPE (tuyau).
CONSOMMATION DE CARBURANT TYPE DU RANGER 250
Ralenti bas – sans charge 2 400 tr/min 0.6 (2.3) 0.6 (2.3) 20/20
Ralenti haut – sans charge3 700 tr/min 0.8 (3.0) 0.8 (3.0) 15/15
Sortie de soudage c.c.250 A à 25 V 1.7 (6.4) 1.3 (4.7) 7.0/9.2
Courant auxiliaire 8 000 W 1.8 (6.8) 1.4 (5.3) 6.4/8.6
Onan P21616 HP à 3 600 tr/min
gal/h (litres/h)
Kohler CH2020 HP à 3 600 tr/mingal/h (litres/h)
Durée de fonction-nement pour 12 gal/hp216/ch20/p220 OHV
B-8
TIG WELDINGThe TOUCH START TIG setting of the MODE switch isfor DC TIG (Tungsten Inert Gas) welding. To initiate aweld, the CONTROL dial is first set to the desired currentand the tungsten is touched to the work. During the timethe tungsten is touching the work there is very little volt-age or current and, in general, no tungsten contamina-tion. Then, the tungsten is gently lifted off the work in arocking motion, which establishes the arc.
The ARC CONTROL is not active in the TIG mode.
The Ranger 250 can be used in a wide variety of DC TIGwelding applications. In general the ‘Touch Start’ featureallows contamination free starting without the use of a Hi-frequency unit. If desired, the K930-2 TIG Module can beused with the Ranger 250. The settings are for reference.
Ranger 250 settings when using the K930-2 TIG Modulewith an Amptrol or Arc Start Switch:• Set the MODE Switch to the TOUCH START TIG set-ting.
• Set the "IDLER" Switch to the "AUTO" position.• Set the "WELDING TERMINALS" switch to the"REMOTELY
CONTROLLED" position. This will keep the "Solid State"contactor open and provide a "cold" electrode until theAmptrol or Arc Start Switch is pressed.When using the TIG Module, the OUTPUT control on theRanger 250 is used to set the maximum range of theCURRENT CONTROL on the TIG Module or an Amptrolif connected to the TIG Module.
WIRE WELDING-CV
Connect a wire feeder to the Ranger 250 according to theinstructions in INSTALLATION INSTRUCTIONS Section.The Ranger 250 in the CV-WIRE mode, permits it to beused with a broad range of flux cored wire (Innershieldand Outershield) electrodes and solid wires for MIG weld-ing (gas metal arc welding). Welding can be finely tunedusing the ARC CONTROL. Turning the ARC CONTROLclockwise from –10 (soft) to +10 (crisp) changes the arcfrom soft and washed-in to crisp and narrow. It acts as aninductance control. The proper setting depends on theprocedure and operator preference. Start with the dial setat 0.Some recommended Innershield electrodes are: NR-311, NS-3M, NR-207, NR-203 Ni 1%, NR-204-H.Recommended Outershield electrodes are: 0S-70, 0S-71M.Some recommended solid wires for MIG welding are:.035 (0.9 mm), and .045 (1.1 mm), L-50 and L-56, .035(0.9 mm) and .045 (1.1 mm) Blue Max MIG 308 LS.For any electrodes, including the above recommenda-tions, the procedures should be kept within the rating ofthe machine.
OPERATION
SOLDADURA TIG La programación TOUCH START TIG del interruptor deMODE es para soldadura TIG (Gas Inerte de tungsteno) deCD. Para comenzar una soldadura, la escala de CONTROLse debe establecer primero en la corriente deseada y eltungsteno es tocado al trabajo. Mientras el tungsteno estétocando el trabajo se genera muy poca corriente y voltaje, ypor lo general no hay contaminación. En entonces cuando eltungsteno se puede retirar ligeramente del trabajo, conmovimiento oscilatorio el cual establce el arco.
El ARC CONTROL (control de arco) no está activo en modoTIG.
La Ranger 250 se puede utilizar en una amplia variedad deaplicaciones de soldadura TIG de CD. Por lo general lacaracterística ‘Touch Start’ (inicio de toque) permite que sede un inicio libre de contaminación sin utilizar la unidad Hi-frequency. Si se desea, se puede utilizar K930-2 TIG Modulecon la Ranger 250. Las programaciones son para referencia.
Configuraciones de la Ranger 250 al utilizar el K930-2 TIGModule con un Amptrol o Interruptor de Inicio de Arco:• Coloque el interruptor de MODE (modo) en la posiciónTOUCH START TIG.
• Establezca el interruptor "IDLER" (gobernador) en laposición "AUTO".• Establezca el interruptor "WELDING TERMINALS"(terminales de soldadura) en la posición "REMOTELYCONTROLLED".
Esto mantendrá al contactor "Solid State" (estado sólido)abierto y proporcionará un electrodo “frío” hasta que sepresione el Amptrol o el Interruptor de inicio de Arco.Al utilizar el TIG Module, el control de OUTPUT (salida) de laRanger 250 se utiliza para establecer el rango máximo deCONTROL DE CORRIENTE en el TIG Module o Amptrol siestá conectado al TIG Module.
SOLDADURA DE ALAMBRE-CVConecte un alimentador de alambre a la Ranger 250siguiendo las instrucciones que aparecen en la SecciónINSTRUCCIONES DE INSTALACION.La Ranger 250 en el modo CV-WIRE, le permite ser utilizadacon una amplia gama de electrodos de alambre tubular(Innershield y Outershield) y alambres sólidos parasoldadura MIG (soldadura de arco metálico con gas). Lasoldadura se puede ajustar finamente utilizando el ARCCONTROL (Control de Arco). Al girar ARC CONTROL haciala derecha de –10 (suave) a +10 (agresivo) cambia el arcode suave extendido a agresivo y angosto. Actúa como uncontrol de inductancia. La configuración adecuada dependede las preferencias del procedimiento y del operador. Inicieen 0.Algunos electrodos Innershield recomendados son: NR-311, NS-3M, NR-207, NR-203 Ni 1%, NR-204-H.Electrodos Outershield recomendados son: 0S-70, 0S-71M.Algunos alambres sólidos para soldadura MIG son: 0.9 mm(.035), y 1.1 mm (.045), L-50 y L-56, 0.9 mm (.035 mm) y 1.1mm (.045) Blue Max MIG 308 LS.Para cualquiera de los electrodos, incluyendo lasrecomendaciones anteriores, se deberán mantener losprocedimientos dentro de la capacidad nominal de lamáquina.
OPERACIÓN
SOUDAGE TIGLe réglage TOUCH START TIG du sélecteur MODE est prévupour le soudage TIG c.c. (tungstène gaz inerte). Pouramorcer une soudure, on place d’abord le cadran OUTPUTsur le courant prescrit et on fait toucher l’électrode detungstène à la pièce. Pendant que le tungstène touche à lapièce, il y a très peu de tension ou de courant et en généralaucune contamination du tungstène. On écarte alors l’élec-trode de tungstène de la pièce en effectuant un mouvementoscillant, qui amorce l’arc.
La commande ARC CONTROL n’est pas active en mode TIG.
On peut utiliser le Ranger 250 pour toute une variété d’appli-cations de soudage TIG c.c. En général, la caractéristique«au toucher» permet d’effectuer un amorçage sans contami-nation et sans l’utilisation d’un appareil à haute fréquence. Onpeut si on le désire utiliser le module TIG K930-2 avec leRanger 250. Les réglages sont donnés à titre de référence.
Réglage du Ranger 250 en utilisant le module TIG K930-2avec une commande Amptrol ou un interrupteur d’amorçagede l’arc :
• Régler le sélecteur MODE sur TOUCH START TIG.• Régler le sélecteur IDLER sur AUTO.• Régler le sélecteur WELD TERMINALS sur REMOTELYCONTROLLED. Le contacteur à semi-conducteur resteainsi ouvert et laisse l’électrode «froide» jusqu’à ce que l’onappuie sur la commande Amptrol ou l’interrupteurd’amorçage de l’arc.
Avec le module TIG, on utilise la commande OUTPUT sur leRanger 250 pour régler la plage maximale de CURRENTCONTROL sur le module TIG ou une commande Amptrol sicelle-ci est connectée au module TIG.
SOUDAGE AVEC FIL À TENSION CON-STANTEConnecter un dévidoir au Ranger 250 conformément auxinstructions données à la section INSTALLATION.
En mode CV-WIRE, on peut utiliser le Ranger 250 avec toutun éventail de fils-électrodes fourrés (Innershield etOutershield) et de fils pleins pour le soudage MIG (GMAW).On peut régler avec précision le soudage en utilisant la com-mande ARC CONTROL. En tournant cette commande vers ladroite de –10 (doux) à +10 (crépitant) l’arc passe de doux etlarge à crépitant et étroit. Elle joue le rôle d’une commande àinductance. Le bon réglage dépend du mode opératoire et dela préférence de l’opérateur. Commencer le cadran réglé à 0.
Voici quelques électrodes Innershield recommandées : NR-311, NS-3M, NR-207, NR-203 Ni 1 %, NR-204.H. Les élec-trodes Outershield recommandées sont les suivantes : OS-70,0S-71M.
Quelques fils pleins recommandés pour le soudage MIG sontles suivants : 0,035 po (0,9 mm) et 0,045 po (1,1 mm), L-50 etL-56, 0,035 po (0,9 mm), et 0,045 po (1,1 mm) Blue Max MIG308 LS.
Dans le cas de toute autre électrode, comprenant les recom-mandations ci-avant, les modes opératoires ne doivent pasdépasser la valeur nominale de la machine.
FONCTIONNEMENT
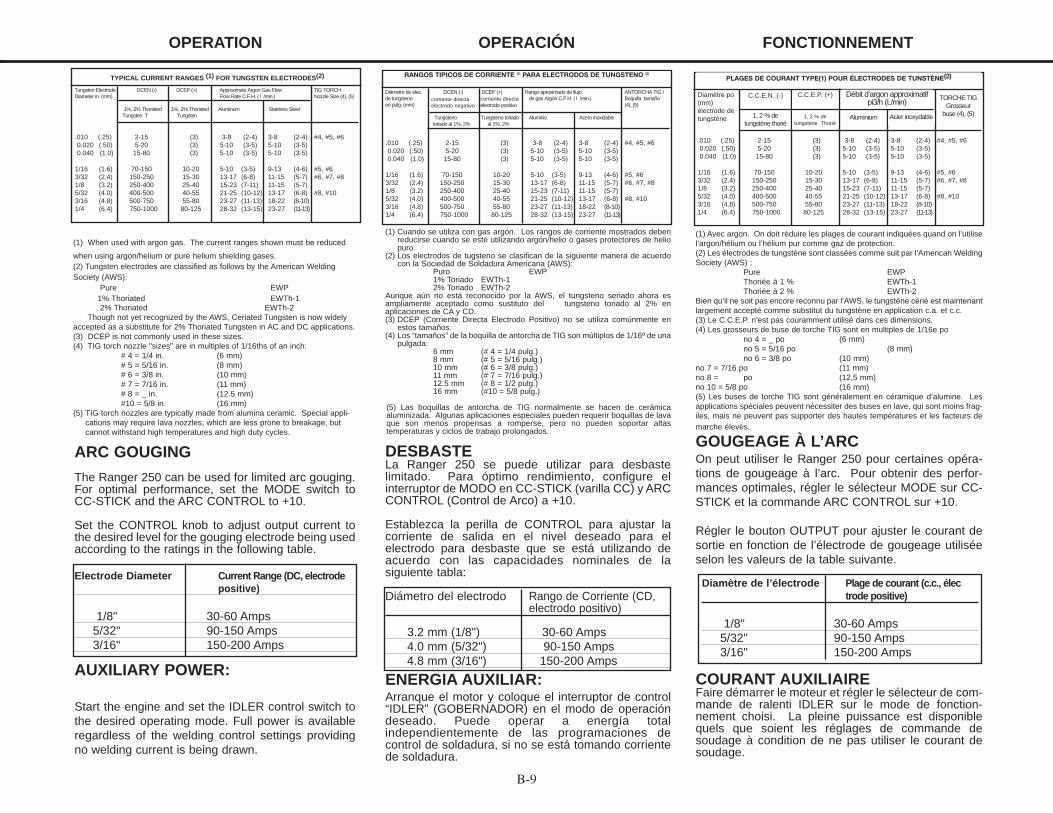
B-9
OPERATION OPERACIÓN FONCTIONNEMENT
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #60.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #63/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #81/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #103/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
TYPICAL CURRENT RANGES (1) FOR TUNGSTEN ELECTRODES(2)
Tungsten Electrode DCEN (-) DCEP (+) Approximate Argon Gas Flow TIG TORCH Diameter in. (mm) Flow Rate C.F.H. ( l /min.) Nozzle Size (4), (5)
1%, 2% Thoriated 1%, 2% Thoriated Aluminum Stainless SteelTungsten T Tungsten
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #60.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #63/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #81/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #103/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
Diámetro de elec. DCEN (-) DCEP (+) Rango aproximado de flujo ANTORCHA TIG \ de tungsteno de gas Argón C.F.H. ( l /min.) Boquilla tamaño en pulg. (mm) (4), (5)
Tungsteno Tungsteno toriado Aluminio Acero inoxidabletoriado al 1%, 2% al 1%, 2%
RANGOS TIPICOS DE CORRIENTE (1) PARA ELECTRODOS DE TUNGSTENO (2)
(1) When used with argon gas. The current ranges shown must be reduced
when using argon/helium or pure helium shielding gases.(2) Tungsten electrodes are classified as follows by the American WeldingSociety (AWS):
Pure EWP1% Thoriated EWTh-12% Thoriated EWTh-2
Though not yet recognized by the AWS, Ceriated Tungsten is now widelyaccepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.(3) DCEP is not commonly used in these sizes.(4) TIG torch nozzle "sizes" are in multiples of 1/16ths of an inch:
# 4 = 1/4 in. (6 mm)# 5 = 5/16 in. (8 mm)# 6 = 3/8 in. (10 mm)# 7 = 7/16 in. (11 mm)# 8 = _ in. (12.5 mm)#10 = 5/8 in. (16 mm)
(5) TIG torch nozzles are typically made from alumina ceramic. Special appli-cations may require lava nozzles, which are less prone to breakage, butcannot withstand high temperatures and high duty cycles.
ARC GOUGING
The Ranger 250 can be used for limited arc gouging.For optimal performance, set the MODE switch toCC-STICK and the ARC CONTROL to +10.
Set the CONTROL knob to adjust output current tothe desired level for the gouging electrode being usedaccording to the ratings in the following table.
Electrode Diameter Current Range (DC, electrode positive)
1/8" 30-60 Amps5/32" 90-150 Amps3/16" 150-200 Amps
AUXILIARY POWER:
Start the engine and set the IDLER control switch tothe desired operating mode. Full power is availableregardless of the welding control settings providingno welding current is being drawn.
corriente directaelectrodo negativo
corriente directaelectrodo positivo
.010 (.25) 2-15 (3) 3-8 (2-4) 3-8 (2-4) #4, #5, #60.020 (.50) 5-20 (3) 5-10 (3-5) 5-10 (3-5)0.040 (1.0) 15-80 (3) 5-10 (3-5) 5-10 (3-5)
1/16 (1.6) 70-150 10-20 5-10 (3-5) 9-13 (4-6) #5, #63/32 (2.4) 150-250 15-30 13-17 (6-8) 11-15 (5-7) #6, #7, #81/8 (3.2) 250-400 25-40 15-23 (7-11) 11-15 (5-7)5/32 (4.0) 400-500 40-55 21-25 (10-12) 13-17 (6-8) #8, #103/16 (4.8) 500-750 55-80 23-27 (11-13) 18-22 (8-10)1/4 (6.4) 750-1000 80-125 28-32 (13-15) 23-27 (11-13)
PLAGES DE COURANT TYPE(1) POUR ÉLECTRODES DE TUNSTÈNE(2)
(1) Cuando se utiliza con gas argón. Los rangos de corriente mostrados debenreducirse cuando se esté utilizando argón/helio o gases protectores de heliopuro.
(2) Los electrodos de tugsteno se clasifican de la siguiente manera de acuerdocon la Sociedad de Soldadura Americana (AWS):
Puro EWP1% Toriado EWTh-12% Toriado EWTh-2
Aunque aún no está reconocido por la AWS, el tungsteno seriado ahora esampliamente aceptado como sustituto del tungsteno toriado al 2% enaplicaciones de CA y CD.(3) DCEP (Corriente Directa Electrodo Positivo) no se utiliza comúnmente en
estos tamaños.(4) Los “tamaños” de la boquilla de antorcha de TIG son múltiplos de 1/16º de una
pulgada:6 mm (# 4 = 1/4 pulg.)8 mm (# 5 = 5/16 pulg.)10 mm (# 6 = 3/8 pulg.)11 mm (# 7 = 7/16 pulg.)12.5 mm (# 8 = 1/2 pulg.)16 mm (#10 = 5/8 pulg.)
(5) Las boquillas de antorcha de TIG normalmente se hacen de cerámicaaluminizada. Algunas aplicaciones especiales pueden requerir boquillas de lavaque son menos propensas a romperse, pero no pueden soportar altastemperaturas y ciclos de trabajo prolongados.
DESBASTELa Ranger 250 se puede utilizar para desbastelimitado. Para óptimo rendimiento, configure elinterruptor de MODO en CC-STICK (varilla CC) y ARCCONTROL (Control de Arco) a +10.
Establezca la perilla de CONTROL para ajustar lacorriente de salida en el nivel deseado para elelectrodo para desbaste que se está utilizando deacuerdo con las capacidades nominales de lasiguiente tabla:
Diámetro del electrodo Rango de Corriente (CD, electrodo positivo)
3.2 mm (1/8") 30-60 Amps4.0 mm (5/32") 90-150 Amps4.8 mm (3/16") 150-200 Amps
ENERGIA AUXILIAR:Arranque el motor y coloque el interruptor de control“IDLER” (GOBERNADOR) en el modo de operacióndeseado. Puede operar a energía totalindependientemente de las programaciones decontrol de soldadura, si no se está tomando corrientede soldadura.
Diamètre po(mm)électrode detungstène
C.C.E.N. (-)
1, 2 % detungstène thorié
C.C.E.P. (+)
1, 2 % detungstène Thorié
Aluminium Acier inoxydable
TORCHE TIGGrosseurbuse (4), (5)
Débit d’argon approximatifpi3/h (L/min)
(1) Avec argon. On doit réduire les plages de courant indiquées quand on l’utilisel’argon/hélium ou l’hélium pur comme gaz de protection.(2) Les électrodes de tungstène sont classées comme suit par l’American WeldingSociety (AWS) :
Pure EWPThoriée à 1 % EWTh-1Thoriée à 2 % EWTh-2
Bien qu’il ne soit pas encore reconnu par l’AWS, le tungstène cérié est maintenantlargement accepté comme substitut du tungstène en application c.a. et c.c. (3) Le C.C.E.P. n’est pas couramment utilisé dans ces dimensions. (4) Les grosseurs de buse de torche TIG sont en multiples de 1/16e po
no 4 = _ po (6 mm)no 5 = 5/16 po (8 mm)no 6 = 3/8 po (10 mm)
no 7 = 7/16 po (11 mm)no 8 = po (12,5 mm)no 10 = 5/8 po (16 mm)(5) Les buses de torche TIG sont généralement en céramique d’alumine. Lesapplications spéciales peuvent nécessiter des buses en lave, qui sont moins frag-iles, mais ne peuvent pas supporter des hautes températures et les facteurs demarche élevés.
GOUGEAGE À L’ARCOn peut utiliser le Ranger 250 pour certaines opéra-tions de gougeage à l’arc. Pour obtenir des perfor-mances optimales, régler le sélecteur MODE sur CC-STICK et la commande ARC CONTROL sur +10.
Régler le bouton OUTPUT pour ajuster le courant desortie en fonction de l’électrode de gougeage utiliséeselon les valeurs de la table suivante.
COURANT AUXILIAIREFaire démarrer le moteur et régler le sélecteur de com-mande de ralenti IDLER sur le mode de fonction-nement choisi. La pleine puissance est disponiblequels que soient les réglages de commande desoudage à condition de ne pas utiliser le courant desoudage.
Diamètre de l’électrode Plage de courant (c.c., électrode positive)
1/8" 30-60 Amps5/32" 90-150 Amps3/16" 150-200 Amps

B-10
The auxiliary power of the RANGER 250 consists oftwo 20 Amp-120 VAC (5-20R) duplex receptacles andone 50 Amp 120/240 VAC (14-50R) receptacle. The240 VAC receptacle can be split for single phase 120VAC operation.
The auxiliary power capacity is 8,000 watts of 60 Hz,single phase power. The auxiliary power capacity rat-ing in watts is equivalent to volt-amperes at unitypower factor. The max permissible current of the 240VAC output is 33 Amps.
The 240 VAC output can be split to provide two sepa-rate 120 VAC outputs with a max permissible currentof 33 Amps per output to two separate 120 VACbranch circuits (these circuits cannot be paralleled).Output voltage is within ± 10% at all loads up to ratedcapacity.
The 120 V auxiliary power receptacles should only beused with three wire grounded type plugs or approveddouble insulated tools with two wire plugs. The currentrating of any plug used with the system must be atleast equal to the current capacity of the associatedreceptacle.
NOTE: The 240 V receptacle has two circuits, each ofwhich measure 120 V to neutral but are of oppositepolarities and cannot be paralleled.
Simultaneous Welding and AuxiliaryPower Loads
The above auxiliary power ratings are with no weldingload. Simultaneous welding and power loads arespecified in the following table. The permissible cur-rents shown assume that current is being drawn fromeither the 120 VAC or 240 VAC supply (not both at thesame time).
* Each duplex receptacle is limited to 20 amps.** Not to exceed 25 A per 120 VAC branch circuit when split-ting the 240 VAC output.
OPERATION
La energía auxiliar de la RANGER 250 consiste endos receptáculos dúplex de 20 Amperes-120VCA (5-20R) y un receptáculo de 50 amps-120/240VCA (14-50R). El receptáculo de 120/240VCA puede dividirsea una operación monofásica de 120VCA.La capacidad de energía auxiliar es de 8,000 watts deenergía monofásica de 60 Hz. El rango de lacapacidad de energía auxiliar en watts es equivalentea los voltios-amperes en un factor de potenciaunitario. La corriente máxima permisible de la salidade 240 VCA es 33 Amps.
La salida de 240 VCA puede dividirse para obtenerdos salidas de 120 VCA separadas con una corrientemáxima permisible de 33 Amps en cada salida a doscircuitos bifurcados de 120 VCA separados (estoscircuitos no se pueden conectar en paralelo). Elvoltaje de salida se encuentra entre ±10% en todaslas cargas hasta la capacidad nominal.
Los receptáculos de energía auxiliar de 120 V sólopueden ser utilizados con clavijas de 3 líneas conconexión a tierra o herramientas aprobadasdoblemente aisladas con enchufes de dos clavijas. Lacorriente nominal de cualquier clavija utilizada con elsistema debe ser al menos igual a la capacidad decorriente del receptáculo asociado.
NOTA:El receptáculo de 240 V cuenta con doscircuitos, cada uno de ellos mide 120 V neutral peroson polaridades opuestas y no se pueden conectar enparalelo.
CARGAS DE SOLDADURA Y ENERGIA AUXILIARSIMULTANEASLas capacidades nominales de energía auxiliar arribamencionadas no están relacionadas con la carga desoldadura. En la siguiente tabla se especifican lascargas de soldadura y de energía simultáneas. Lascorrientes permisibles mostradas suponen que lacorriente está siendo tomada desde un suministro de120VCA o de 240VCA (no ambos al mismo tiempo).
* Cada receptáculo dúplex está limitado a 20 amperes** No exceder 25 amperes por circuito bifurcado de 120VCA cuando se divida la salida de 240 VCA.
OPERACIÓN FONCTIONNEMENT
Le courant auxiliaire du RANGER 250 est fourni pardeux prises doubles 20 A-120 V c.a. (5-20R) et uneprise 50 A 120/240 V c.a. (14-50R). La prise 250 Vc.a. peut être séparée pour fonctionnement en 120 Vc.a. monophasé.
Le courant auxiliaire est de 8 000 W, 60 Hz,monophasé. Le courant auxiliaire nominal en wattsest équivalent aux voltampères au facteur de puis-sance unité. Le courant admissible max de la sortie240 V c.a. est de 33 A.
La sortie 240 V c.a. peut être divisée pour donnerdeux sorties 120 V c.a. distinctes avec un courantadmissible max de 33 A par sortie à deux circuitsdérivés distincts 120 V c.a. (on ne peut pas mettre cescircuits en parallèle). La tension de sortie est de ±10% à toutes les charges jusqu’à capacité nominale.
On ne doit utiliser les prises de courant auxiliaire 120V qu’avec des fiches à trois fils avec mise à la terre oudes outils à isolation double approuvés avec des fich-es à deux fils. Le courant nominal de toute fiche util-isée avec le circuit doit être au moins égal au courantadmissible de la prise associée.
NOTE : La prise 240 V a deux circuits, chacun de 120V au neutre, mais sont de polarité inverse et on nepeut pas les monter en parallèle.
Charges de soudage et de courant auxil-iaire simultanéesLes courants nominaux auxiliaires ci-avant sontdisponibles sans charge de soudage. Les charges desoudage et de courant auxiliaire simultanées sontdonnées dans le tableau suivant. Les courantsadmissibles indiqués supposent que le courant estutilisé soit à partir de la prise 120 V c.a. ou de la prise240 V c.a. (et pas des deux en même temps.)
*Chaque prise double est limitée à 20 A.**Ne doit pas dépasser 25 A par circuit dérivé 120 V c.a.quand on sépare la sortie 240 V c.a.
WeldingOutput-Amps
0100150200250
PermissiblePower-Watts (Unity PowerFactor)80005000300015000
Permissible Current in
@120 VAC *40**40**2512.50
Auxiliary-Amps
@ 240 VAC 332112.56.30
Ranger 250 Simultaneous Welding and Power Loads
Salida deSoldaduraAmps
0100150200250
Energía - wattpermisible (factorde potenciaunitario)
80005000300015000
Corrientepermisible
a 120 VAC *40**40**2512.50
Cargas de Soldadura y Energía Simultánea de la Ranger250
Auxiliar-Amperes
a 240 VAC 332112.56.30
Sortie desoudage (A)
0100150200250
Courantadmissible (W)(facteur de
puissance unité)
80005000300015000
Courantadmissible
à 120 VAC *40**40**2512.50
Charges de soudage et de courant auxiliaire du Ranger250
Auxiliaire-Amperes
à 240 VAC 332112.56.30
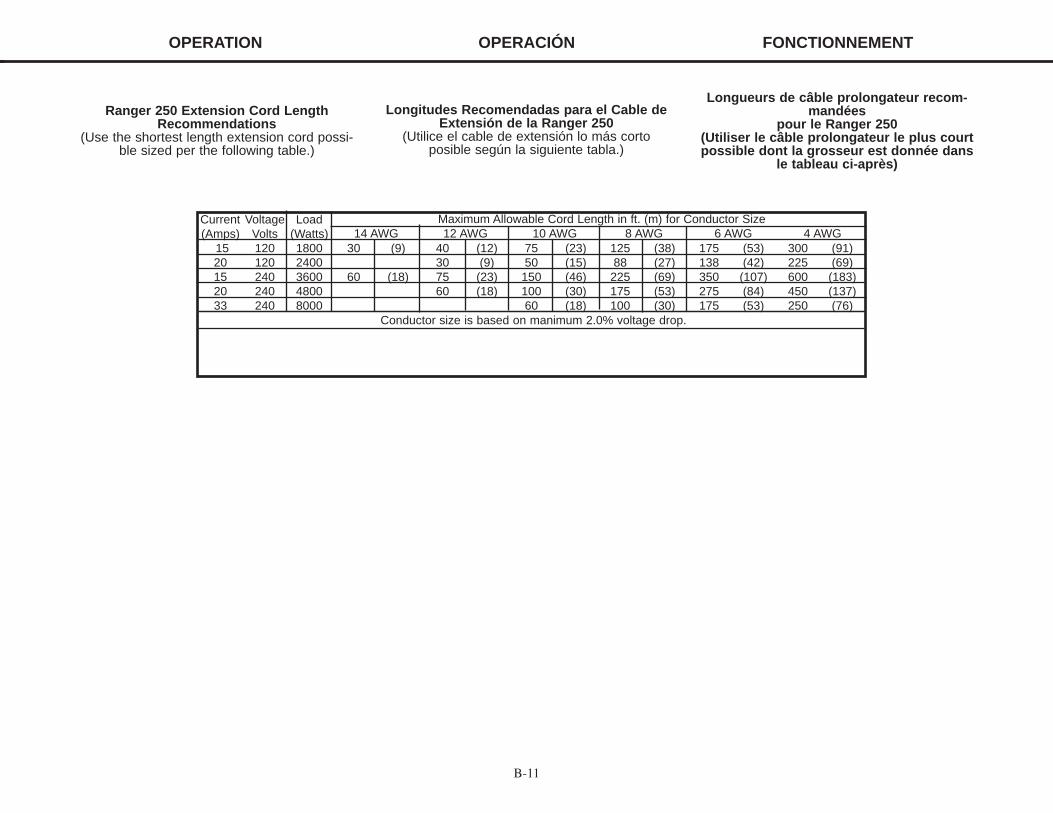
B-11
OPERATION OPERACIÓN FONCTIONNEMENT
Ranger 250 Extension Cord LengthRecommendations
(Use the shortest length extension cord possi-ble sized per the following table.)
Current(Amps)1520152033
VoltageVolts120120240240240
Load(Watts)18002400360048008000
30
60
(9)
(18)
40307560
(12)(9)(23)(18)
755015010060
(23)(15)(46)(30)(18)
12588225175100
(38)(27)(69)(53)(30)
175138350275175
(53)(42)(107)(84)(53)
300225600450250
(91)(69)(183)(137)(76)
Maximum Allowable Cord Length in ft. (m) for Conductor Size
Conductor size is based on manimum 2.0% voltage drop.
14 AWG 12 AWG 10 AWG 8 AWG 6 AWG 4 AWG
Longitudes Recomendadas para el Cable deExtensión de la Ranger 250
(Utilice el cable de extensión lo más cortoposible según la siguiente tabla.)
Longueurs de câble prolongateur recom-mandées
pour le Ranger 250(Utiliser le câble prolongateur le plus courtpossible dont la grosseur est donnée dans
le tableau ci-après)
C-1
RECOMMENDED OPTIONAL EQUIPMENT
K957-1 HEAVY DUTY, TWO WHEEL TRAILER FORSMALL WELDERS
For road, off-road and in-plant and yard towing. (Forhighway use, consult applicable federal, state andlocal laws regarding requirements for brakes, lights,fenders, etc.).
K1737-1 FOUR WHEEL ALL-TERRAIN UNDER-CARRIAGE For moving by hand.
K1770-1 UNDERCARRIAGE (FACTORY)
For moving by hand on a smooth surface. One or twogas cylinders can be mounted on the rear of theundercarriage with the installation of K1745-1 CylinderHolder(s).
K1739-1 CABLE CARRIER KIT
For use on K1737-1 and K1770-1 Undercarriages.
K1745-1 SINGLE GAS CYLINDER HOLDER
For use on K1770-1 Undercarriage. One or two maybe installed on an undercarriage.
K1788-1 ROLL CAGE - Gives added damage protec-tion.
K886-2 CANVAS COVER - Protects machine whennot in use.
S24647 SPARK ARRESTER
Mounts inside exhaust pipe.
K702 ACCESSORY KIT
Accessory set includes 35 f t. (10.7 meters) 2 AWGelectrode cable, 30 ft. (9.1 meters) 2 AWG work cable,headshield with No. 12 filter, GC300 work clamp andCooltong 300 electrode holder. Cables are rated at250 amps, 40% duty cycle.
K857 28 ft (8.5m) or K857-1 100 ft. (30.4m) REMOTECONTROL
Portable control provides same dial range as the out-put control on the welder. Has a convenient 6 pin plugfor easy connection to the welder.
K1690-1 GFCI RECEPTACLE KIT
Includes one UL approved 120V ground fault circuitinterrupter duplex type receptacle with cover andinstallation instructions. Replaces the factory installed120V duplex receptacle. Each receptacle of the GFCIDuplex is rated at 20 Amps, the maximum total currentfrom the GFCI Duplex is limited to the 20 Amps. Twokits are required.
ACCESORIES
EQUIPO OPCIONAL RECOMENDADO REMOLQUE DE DOS RUEDAS DE TRABAJO PESADOPARA SOLDADORAS PEQUEÑAS K957-1Para carretera, acotamiento y remolque en planta ypatio. (Para uso en autopistas, consulte las leyesfederales, estatales y locales aplicables relacionadascon los requerimientos de frenos, luces, defensas,etc.).CARRO DE TRANSPORTE DE CUATRO RUEDASPARA TODO TIPO DE TERRENO K1737-1 Para movimiento manual.CARRO DE TRANSPORTE K1770-1 (FABRICA)Para mover manualmente en una superficie plana.Se pueden montar uno o dos cilindros de gas en laparte posterior del carro de transporte con lainstalación del portacilindros K1747-1.JUEGO DE PORTACABLES K1739-1Para utilizarse con carro de transporte K1737-1 yK1770-1.PORTACILINDRO DE GAS SENCILLO K1745-1Para utilizarse con carro de transporte K1770-1. Sepueden instalar uno o dos en el carro de transporte.ESTRUCTURA TUBULAR K1788-1 Proporciona mayor protección contra daños.CUBIERTA DE LONA K886-2 Protege la máquina cuando no está en uso.SUPRESOR DE CHISPAS S24647Se monta dentro del tubo del escape.JUEGO DE ACCESORIOS K702El juego de accesorios incluye un cable de electrodo#2 de 10.7 metros (35 pies), un cable de trabajo #2 de9.1 metros (30 pies), careta con filtro No. 12, pinza detrabajo GC300 y portaelectrodos Cooltong 300. Loscables tienen una capacidad nominal de 250 amps,ciclo de trabajo del 40%.CONTROL REMOTO K857 8.5 METROS (28 PIES)O K857-1 30.4 METROS (100 PIES)Control portátil que proporciona el mismo rango deescala que el control de salida de la soldadora.Cuenta con un enchufe conveniente de 6 pines parafácil conexión a la soldadora.JUEGO DE RECEPTACULOS GFCI K1690-1Incluye un receptáculo duplex de 120V aprobado porUL con un interruptor de circuito contra aterrizamientocon cubierta e instrucciones de instalación.Reemplaza el receptáculo dúplex de 120V instaladode fabrica. Cada receptáculo de GFCI dúplex tieneuna capacidad nominal de 20 amps, la corriente totalmáxima del GFCI dúplex se limita a 20 amps.Se requieren dos juegos
ACCESORIOS ACCESSOIRES
MATÉRIEL EN OPTION RECOMMANDÉ
K957-1 - REMORQUE À DEUX ROUES ROBUSTEPOUR PETITES MACHINES DE SOUDAGERemorquage sur route, hors route, à l’usine et à l’ex-térieur. (Pour l’utilisation sur route principale, consulterles lois fédérales, provinciales et locales applicables rel-ativement aux exigences pour les freins, les lumières, lespare-chocs, etc.)
K1737-1 – CHARIOT QUATRE ROUES TOUT-TER-RAIN. Pour déplacement à la main.
K1770-1 – CHARIOT (USINE) Pour déplacer à la main sur des surfaces lisses. On peutmonter une ou deux bouteilles de gaz à l’arrière du char-iot en plaçant le support de bouteilles K1745-1.
K1739-1 – NÉCESSAIRE PORTE-CBLEÀ utiliser sur les chariots K1737-1 et K1770-1.
K1745-1 – SUPPORT POUR UNE SEULE BOUTEILLEDE GAZÀ utiliser sur le chariot K1770-1. On peut en monter uneou deux sur un chariot.
K1788-1 – CAGE DE RETOURNEMENT - Offre une pro-tection supplémentaire contre les dommages.
K886-1 – HOUSSE EN TOILE - Protège la machinequand on ne l’utilise pas.
S24647 – PARE-ÉTINCELLESSe monte à l’intérieur du tuyau d’échappement.
K702 – ENSEMBLE D’ACCESSOIRESComposition : câble électrode 35 pi (10,7 m) 2 AWG,câble de retour 30 pi (9,1 m) 2 AWG, masque à serre-têteavec filtre no 12, connecteur de pièce GC300 et porte-électrode Cooltong 300. Les câbles sont prévus pour250 A, facteur de marche 40 %.
K857 – TÉLÉCOMMANDE 28 pi (8,5 m) ou K857-1 –TÉLÉCOMMANDE 100 pi (3,4 m)La télécommande est prévue pour la même plage que lacommande de sortie sur la machine. Elle comporte unefiche pratique à 6 broches pour se connecter facilementà la machine.
K1690-1 – ENSEMBLE PRISE DISJONCTEURDIFFÉRENTIELComprend une prise type double de disjoncteur différen-tiel 120 V approuvée UL avec couvercle et instructionsd’installation. Elle remplace la prise double 120 V mon-tée en usine. Chaque prise double du disjoncteur dif-férentiel a une intensité nominale admissible de 20 A. Lecourant total maximum de la prise du disjoncteur dif-férentiel est limité à 20 A.Deux sont nécessaires.
C-2
K802-N POWER PLUG KITProvides four 120 volt plugs rated at 20 amps eachand one dual voltage, full KVA plug rated at 120/240volts, 50 amps.
K802-R POWER PLUG KITProvides four 120 volt plugs rated at 15 amps eachand one dual voltage, full KVA plug rated at 120/240volts, 50 amps.
T12153-9 50 AMP, 120/240V POWER PLUG
K1816-1 FULL KVA ADAPTER KITPlugs into the 120/240V NEMA 14-50R receptacle onthe casefront (which accepts 4-prong plugs) and con-verts it to a NEMA 6-50R receptacle, (which accepts3-prong plugs.)
ACCESORIES
JUEGO DE ENCHUFES DE ENERGIA K802-NProporciona cuatro enchufes de 120V nominales a 20amps cada uno y uno de voltaje dual, con capacidadnominal completa KVA de 120/240 voltios, 50 amps.
JUEGO DE ENCHUFE DE ENERGIA K802-RProporciona cuatro enchufes de 120V con capacidadnominal de 15 amps cada uno y uno con voltaje dual,enchufe KVA completo con capacidad nominal de120/240V a 50 amps.
ENCHUFE DE ENERGIA T12153-9 DE 50 AMPS,120/240V
JUEGO DE ADAPTADOR KVA COMPLETO K1816-1Se conecta en el receptáculo 120/240V NEMA 14-50R en el gabinete frontal (que acepta enchufes de 4clavijas) y se convierte en un receptáculo NEMA 6-50R, (el cual acepta enchufes de 3 clavijas).
ACCESORIOS ACCESSOIRES
K802-N – ENSEMBLE FICHES D’ALIMENTATIONComposition : quatre fiches de 120 V d’intensitéadmissible de 20 A chacune et une fiche de tensiondouble pleine KVA de 120/240 V, 50 A.
K802-R – ENSEMBLE FICHES D’ALIMENTATIONComposition : quatre fiches de 120 V d’intensitéadmissible de 15 A chacune et une fiche de tensiondouble pleine KVA de 120/240 V, 50 A.
T12153-9 – FICHE D’ALIMENTATION 50 A, 120/240V
K1816-1 – ENSEMBLE ADAPTATEUR PLEINE KVASe branche dans la prise 120/240 V NEMA 14-50R àl’avant (qui accepte des fiches à 4 broches) et latransforme en une prise NEMA 6-50R (qui acceptedes fiches de 3 broches.)
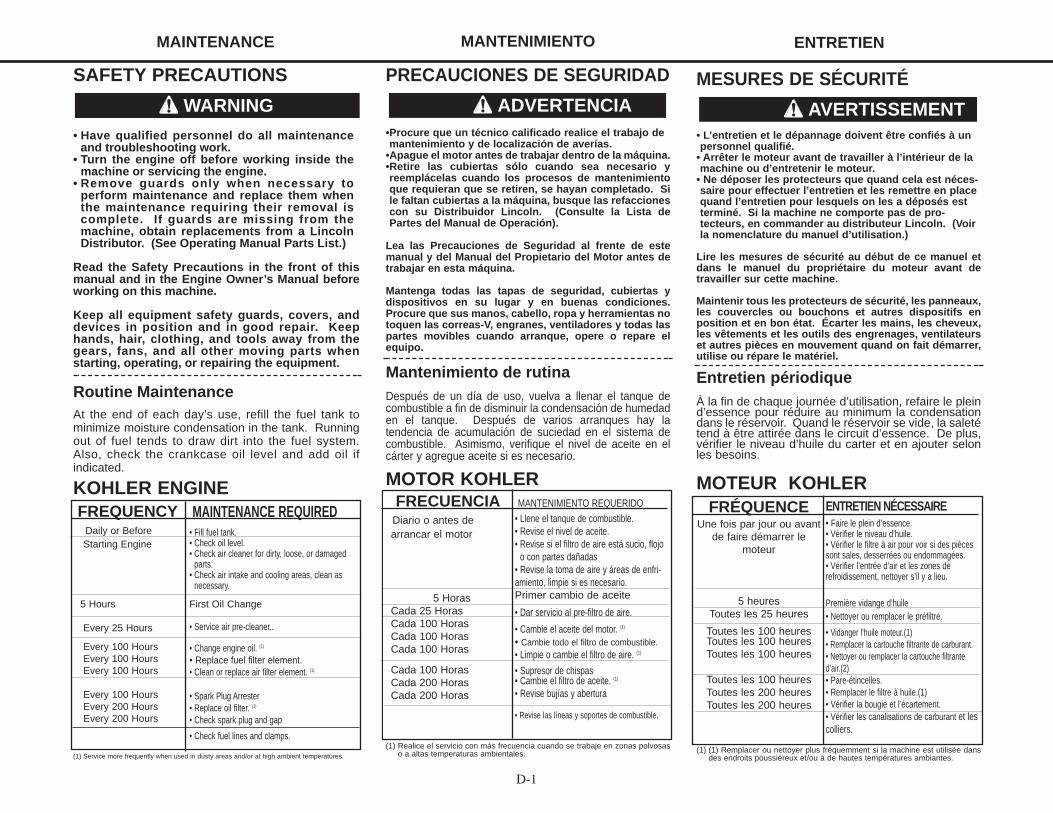
SAFETY PRECAUTIONS
• Have qualified personnel do all maintenanceand troubleshooting work.
• Turn the engine off before working inside themachine or servicing the engine.
• Remove guards only when necessary toperform maintenance and replace them whenthe maintenance requiring their removal iscomplete. If guards are missing from themachine, obtain replacements from a LincolnDistributor. (See Operating Manual Parts List.)
Read the Safety Precautions in the front of thismanual and in the Engine Owner’s Manual beforeworking on this machine.
Keep all equipment safety guards, covers, anddevices in position and in good repair. Keephands, hair, clothing, and tools away from thegears, fans, and all other moving parts whenstarting, operating, or repairing the equipment.
Routine MaintenanceAt the end of each day’s use, refill the fuel tank tominimize moisture condensation in the tank. Runningout of fuel tends to draw dirt into the fuel system.Also, check the crankcase oil level and add oil ifindicated.
KOHLER ENGINE
(1) Service more frequently when used in dusty areas and/or at high ambient temperatures.
D-1
PRECAUCIONES DE SEGURIDAD
•Procure que un técnico calificado realice el trabajo demantenimiento y de localización de averías.•Apague el motor antes de trabajar dentro de la máquina.•Retire las cubiertas sólo cuando sea necesario yreemplácelas cuando los procesos de mantenimientoque requieran que se retiren, se hayan completado. Sile faltan cubiertas a la máquina, busque las refaccionescon su Distribuidor Lincoln. (Consulte la Lista dePartes del Manual de Operación).
Lea las Precauciones de Seguridad al frente de estemanual y del Manual del Propietario del Motor antes detrabajar en esta máquina.
Mantenga todas las tapas de seguridad, cubiertas ydispositivos en su lugar y en buenas condiciones.Procure que sus manos, cabello, ropa y herramientas notoquen las correas-V, engranes, ventiladores y todas laspartes movibles cuando arranque, opere o repare elequipo.
Mantenimiento de rutinaDespués de un día de uso, vuelva a llenar el tanque decombustible a fin de disminuir la condensación de humedaden el tanque. Después de varios arranques hay latendencia de acumulación de suciedad en el sistema decombustible. Asimismo, verifique el nivel de aceite en elcárter y agregue aceite si es necesario.
MOTOR KOHLER
(1) Realice el servicio con más frecuencia cuando se trabaje en zonas polvosaso a altas temperaturas ambientales.
MANTENIMIENTO ENTRETIENMAINTENANCE
WARNING ADVERTENCIA
FREQUENCYDaily or BeforeStarting Engine
5 Hours
Every 25 Hours
Every 100 HoursEvery 100 HoursEvery 100 Hours
Every 100 HoursEvery 200 HoursEvery 200 Hours
MAINTENANCE REQUIRED• Fill fuel tank.• Check oil level.• Check air cleaner for dirty, loose, or damagedparts.• Check air intake and cooling areas, clean asnecessary.
First Oil Change
• Service air pre-cleaner..
• Change engine oil. (1)
• Replace fuel filter element.• Clean or replace air filter element. (1)
• Spark Plug Arrester • Replace oil filter. (1)
• Check spark plug and gap
• Check fuel lines and clamps.
FRECUENCIADiario o antes de arrancar el motor
5 HorasCada 25 HorasCada 100 HorasCada 100 HorasCada 100 Horas
Cada 100 HorasCada 200 HorasCada 200 Horas
MANTENIMIENTO REQUERIDO• Llene el tanque de combustible.• Revise el nivel de aceite.• Revise si el filtro de aire está sucio, flojoo con partes dañadas • Revise la toma de aire y áreas de enfri-amiento, limpie si es necesario.Primer cambio de aceite
• Dar servicio al pre-filtro de aire.
• Cambie el aceite del motor. (1)
• Cambie todo el filtro de combustible.• Limpie o cambie el filtro de aire. (1)
• Supresor de chispas • Cambie el filtro de aceite. (1)
• Revise bujías y abertura
• Revise las líneas y soportes de combustible.
MESURES DE SÉCURITÉ
• L’entretien et le dépannage doivent être confiés à unpersonnel qualifié.• Arrêter le moteur avant de travailler à l’intérieur de lamachine ou d’entretenir le moteur.• Ne déposer les protecteurs que quand cela est néces-saire pour effectuer l’entretien et les remettre en placequand l’entretien pour lesquels on les a déposés estterminé. Si la machine ne comporte pas de pro-tecteurs, en commander au distributeur Lincoln. (Voirla nomenclature du manuel d’utilisation.)
Lire les mesures de sécurité au début de ce manuel etdans le manuel du propriétaire du moteur avant detravailler sur cette machine.
Maintenir tous les protecteurs de sécurité, les panneaux,les couvercles ou bouchons et autres dispositifs enposition et en bon état. Écarter les mains, les cheveux,les vêtements et les outils des engrenages, ventilateurset autres pièces en mouvement quand on fait démarrer,utilise ou répare le matériel.
Entretien périodiqueÀ la fin de chaque journée d’utilisation, refaire le pleind’essence pour réduire au minimum la condensationdans le réservoir. Quand le réservoir se vide, la saletétend à être attirée dans le circuit d’essence. De plus,vérifier le niveau d’huile du carter et en ajouter selonles besoins.
MOTEUR KOHLER
(1) (1) Remplacer ou nettoyer plus fréquemment si la machine est utilisée dansdes endroits poussiéreux et/ou à de hautes températures ambiantes.
AVERTISSEMENT
FRÉQUENCEUne fois par jour ou avantde faire démarrer le
moteur
5 heuresToutes les 25 heures
Toutes les 100 heuresToutes les 100 heuresToutes les 100 heures
Toutes les 100 heuresToutes les 200 heuresToutes les 200 heures
ENTRETIEN NÉCESSAIRE• Faire le plein d’essence.• Vérifier le niveau d’huile.• Vérifier le filtre à air pour voir si des piècessont sales, desserrées ou endommagées.• Vérifier l’entrée d’air et les zones derefroidissement, nettoyer s’il y a lieu.
Première vidange d’huile• Nettoyer ou remplacer le préfiltre.
• Vidanger l’huile moteur.(1)• Remplacer la cartouche filtrante de carburant.• Nettoyer ou remplacer la cartouche filtranted’air.(2)• Pare-étincelles.• Remplacer le filtre à huile.(1)• Vérifier la bougie et l’écartement.• Vérifier les canalisations de carburant et lescolliers.
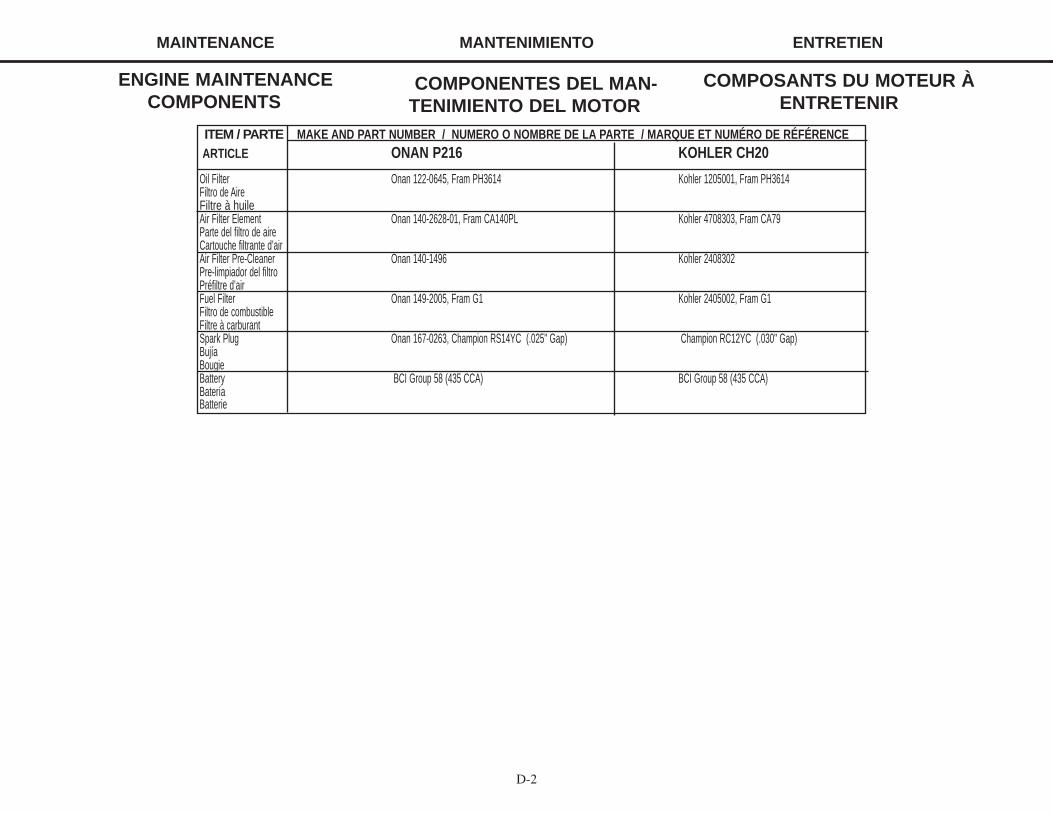
D-2
MAINTENANCE MANTENIMIENTO ENTRETIEN
ITEM / PARTE MAKE AND PART NUMBER / NUMERO O NOMBRE DE LA PARTE / MARQUE ET NUMÉRO DE RÉFÉRENCEARTICLE ONAN P216 KOHLER CH20
Oil Filter Onan 122-0645, Fram PH3614 Kohler 1205001, Fram PH3614Filtro de AireFiltre à huileAir Filter Element Onan 140-2628-01, Fram CA140PL Kohler 4708303, Fram CA79Parte del filtro de aire Cartouche filtrante d’airAir Filter Pre-Cleaner Onan 140-1496 Kohler 2408302Pre-limpiador del filtroPréfiltre d’airFuel Filter Onan 149-2005, Fram G1 Kohler 2405002, Fram G1Filtro de combustible Filtre à carburantSpark Plug Onan 167-0263, Champion RS14YC (.025" Gap) Champion RC12YC (.030" Gap)BujíaBougieBattery BCI Group 58 (435 CCA) BCI Group 58 (435 CCA)BateríaBatterie
ENGINE MAINTENANCECOMPONENTS
COMPONENTES DEL MAN-TENIMIENTO DEL MOTOR
COMPOSANTS DU MOTEUR ÀENTRETENIR
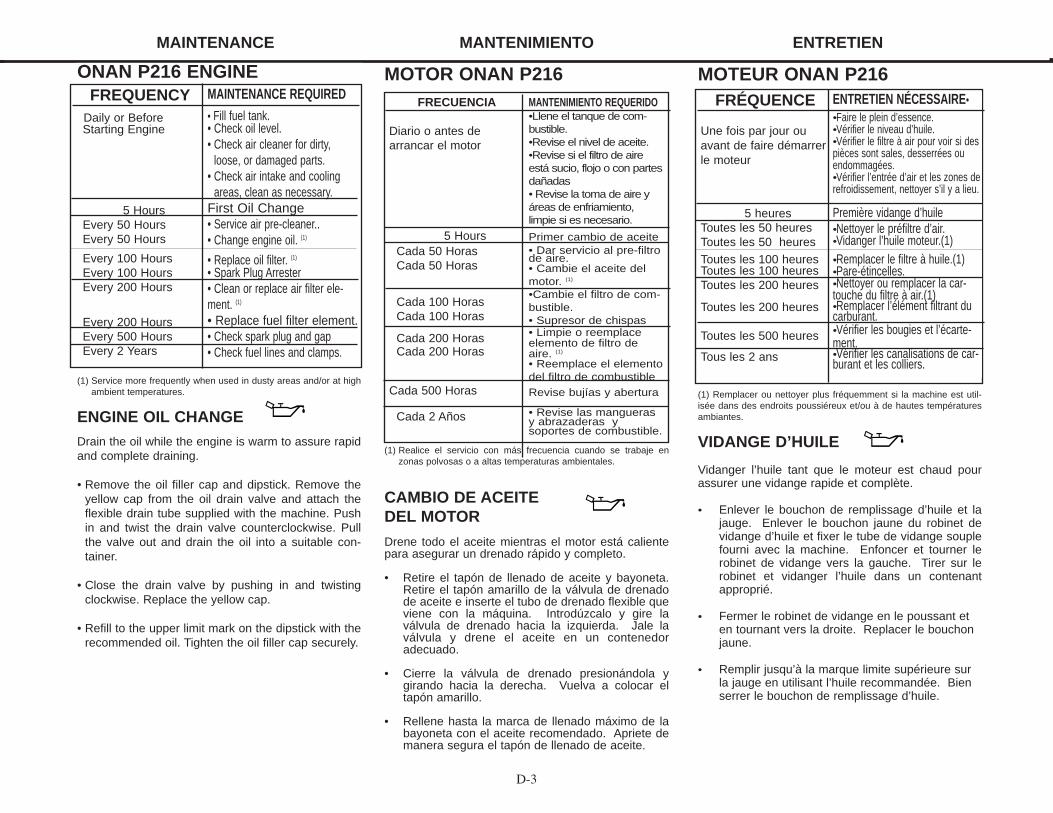
D-3
MOTOR ONAN P216
(1) Realice el servicio con más frecuencia cuando se trabaje enzonas polvosas o a altas temperaturas ambientales.
CAMBIO DE ACEITE DEL MOTOR
Drene todo el aceite mientras el motor está calientepara asegurar un drenado rápido y completo.
• Retire el tapón de llenado de aceite y bayoneta.Retire el tapón amarillo de la válvula de drenadode aceite e inserte el tubo de drenado flexible queviene con la máquina. Introdúzcalo y gire laválvula de drenado hacia la izquierda. Jale laválvula y drene el aceite en un contenedoradecuado.
• Cierre la válvula de drenado presionándola ygirando hacia la derecha. Vuelva a colocar eltapón amarillo.
• Rellene hasta la marca de llenado máximo de labayoneta con el aceite recomendado. Apriete demanera segura el tapón de llenado de aceite.
MAINTENANCE MANTENIMIENTO ENTRETIEN
FRECUENCIA
Diario o antes de arrancar el motor
5 HoursCada 50 HorasCada 50 Horas
Cada 100 HorasCada 100 Horas
Cada 200 HorasCada 200 Horas
Cada 500 Horas
Cada 2 Años
MANTENIMIENTO REQUERIDO•Llene el tanque de com-bustible.•Revise el nivel de aceite.•Revise si el filtro de aireestá sucio, flojo o con partesdañadas • Revise la toma de aire yáreas de enfriamiento,limpie si es necesario.
Primer cambio de aceite• Dar servicio al pre-filtrode aire.• Cambie el aceite delmotor. (1)
•Cambie el filtro de com-bustible. • Supresor de chispas • Limpie o reemplaceelemento de filtro deaire. (1)• Reemplace el elementodel filtro de combustible Revise bujías y abertura
• Revise las manguerasy abrazaderas ysoportes de combustible.
ONAN P216 ENGINE
(1) Service more frequently when used in dusty areas and/or at highambient temperatures.
ENGINE OIL CHANGE
Drain the oil while the engine is warm to assure rapidand complete draining.
• Remove the oil filler cap and dipstick. Remove theyellow cap from the oil drain valve and attach theflexible drain tube supplied with the machine. Pushin and twist the drain valve counterclockwise. Pullthe valve out and drain the oil into a suitable con-tainer.
• Close the drain valve by pushing in and twistingclockwise. Replace the yellow cap.
• Refill to the upper limit mark on the dipstick with therecommended oil. Tighten the oil filler cap securely.
FREQUENCYDaily or BeforeStarting Engine
5 HoursEvery 50 HoursEvery 50 Hours
Every 100 HoursEvery 100 HoursEvery 200 Hours
Every 200 HoursEvery 500 HoursEvery 2 Years
MAINTENANCE REQUIRED
• Fill fuel tank.• Check oil level.• Check air cleaner for dirty,loose, or damaged parts.• Check air intake and coolingareas, clean as necessary.First Oil Change• Service air pre-cleaner..• Change engine oil. (1)
• Replace oil filter. (1)• Spark Plug Arrester• Clean or replace air filter ele-ment. (1)
• Replace fuel filter element.• Check spark plug and gap• Check fuel lines and clamps.
MOTEUR ONAN P216
(1) Remplacer ou nettoyer plus fréquemment si la machine est util-isée dans des endroits poussiéreux et/ou à de hautes températuresambiantes.
VIDANGE D’HUILE
Vidanger l’huile tant que le moteur est chaud pourassurer une vidange rapide et complète.
• Enlever le bouchon de remplissage d’huile et lajauge. Enlever le bouchon jaune du robinet devidange d’huile et fixer le tube de vidange souplefourni avec la machine. Enfoncer et tourner lerobinet de vidange vers la gauche. Tirer sur lerobinet et vidanger l’huile dans un contenantapproprié.
• Fermer le robinet de vidange en le poussant eten tournant vers la droite. Replacer le bouchonjaune.
• Remplir jusqu’à la marque limite supérieure surla jauge en utilisant l’huile recommandée. Bienserrer le bouchon de remplissage d’huile.
FRÉQUENCE
Une fois par jour ouavant de faire démarrerle moteur
5 heuresToutes les 50 heuresToutes les 50 heuresToutes les 100 heuresToutes les 100 heuresToutes les 200 heures
Toutes les 200 heures
Toutes les 500 heures
Tous les 2 ans
ENTRETIEN NÉCESSAIRE• •Faire le plein d’essence.•Vérifier le niveau d’huile.•Vérifier le filtre à air pour voir si despièces sont sales, desserrées ouendommagées.•Vérifier l’entrée d’air et les zones derefroidissement, nettoyer s’il y a lieu.
Première vidange d’huile•Nettoyer le préfiltre d’air.•Vidanger l’huile moteur.(1)•Remplacer le filtre à huile.(1)•Pare-étincelles.•Nettoyer ou remplacer la car-touche du filtre à air.(1)•Remplacer l’élément filtrant ducarburant.•Vérifier les bougies et l’écarte-ment.•Vérifier les canalisations de car-burant et les colliers.
D-4
CAPACIDADES DE LLENADO DE ACEITE DELMOTORSin reemplazo del filtro:• 1.4 imp qt., 1.6 litros (1.7 US qt.)-Kohler• 1.3 imp qt., 1.5 litros (1.6 US qt.)-Onan P216Con cambio de filtro de aceite:• 1.7 imp qt., 1.9 litros (2.0 US qt.)-Kohler• 1.5 imp qt., 1.7 litros (1.8 US qt.)- Onan P216Utilice aceite de motor de 4-ciclos que cumpla o excedalos requerimientos del servicio API clasificación SG o SH.Siempre revise la etiqueta SERVICIO API del contenedorde aceite para asegurarse que incluya las letras SG oSH.Se recomienda SAE 10W-30 para uso en general detodas temperaturas, -20ºC a 40ºC (-5FA104F). Para elmotor Onan se recomienda aceite SAE30 para uso porencima de los 27ºC (82ºF). Consulte el Manual de Propietario del Motor paraconocer información más específica sobre lasrecomendaciones de viscosidad de aceite. Lávese las manos con agua y jabón después de manejarel aceite utilizado.Por favor deseche el aceite de motor usado de maneraaceptable para el ambiete. Le sugerimos vaciarlo en uncontenedor sellado en su estación de servicio local ocentro de reciclado para su desecho. No lo tire a labasura, ni vacíe sobre la tierra ni en el drenaje.
CAMBIO DEL FILTRO DE ACEITE1. Drene el aceite del motor.• Retire el filtro de aceite, y drene el aceite dentro delcontenedor adecuado. Retire el filtro de aceite usado.• Limpie la base de montaje del filtro, y cubra la roldana delnuevo filtro de aceite con aceite de motor limpio.• Atornille el nuevo filtro de aceite manualmente, hasta quela roldana haga contacto con la base de montaje del filtro,después utilice una herramienta de enchufe del filtro paraapretar el filtro de 1/2 a 7/8 de vuelta.• Rellene el cárter con la cantidad específica de aceiterecomendada. Vuelva a colocar el tapón de llenado deaceite.• Encienda el motor y verifique si no hay fugas en el filtrode aceite.• Detenga el motor, verifique el nivel de aceite. Si esnecesario, agregue aceite hasta la marca de límite dellenado en la bayoneta.
SERVICIO DEL LIMPIADOR DE AIREUn limpiador de aire sucio restringirá el flujo de aire hacia elcarburador. Para evitar el mal funcionamiento delcarburador, se deberá dar servicio regularmente al limpiadorde aire. Se deberá dar servicio más frecuente cuando elmotor se opere en áreas extremadamente polvosas.
MAINTENANCE MANTENIMIENTO ENTRETIEN
ENGINE OIL REFILL CAPACITIESWithout oil filter replacement:•1.7 US qt. (1.4 Imp qt., 1.6 liter)-Kohler •1.6 US qt. (1.3 Imp qt., 1.5 liter)-Onan P216With oil filter replacement:•2.0 US qt. (1.7 Imp qt., 1.9 liter) -Kohler •1.8 US qt. (1.5 Imp qt., 1.7 liter)-Onan P216 Use 4-stroke motor oil that meets or exceeds therequirements for API service classification SG or SH.Always check the API SERVICE label on the oil con-tainer to be sure it includes the letters SG or SH.SAE 10W-30 is recommended for general, all-temper-ature use, -5 F to 104 F (-20 C to 40 C). For the Onanengine, it is recommended that SAE 30 oil be usedabove 82 F (27 C). See Engine Owner’s Manual for more specific infor-mation on oil viscosity recommendations.Wash your hands with soap and water after handlingused oil.Please dispose of used motor oil in a manner that iscompatible with the environment. We suggest youtake it in a sealed container to your local service sta-tion or recycling center for reclamation. Do not throwit in the trash, pour it on the ground or down a drain.
OIL FILTER CHANGE1. Drain the engine oil.
• Remove the oil filter, and drain the oil into a suitablecontainer. Discard the used oil filter.• Clean the filter mounting base, and coat the gasketof the new oil filter with clean engine oil.• Screw on the new oil filter by hand, until the gasketcontacts the filter mounting base, then use an oil fil-ter socket tool to tighten the filter an additional 1/2 to7/8 turn.• Refill the crankcase with the specified amount of therecommended oil. Reinstall the oil filler cap.• Start the engine and check for oil filter leaks.• Stop the engine, and check the oil level. If neces-sary, add oil to the upper limit mark on the dipstick.
AIR CLEANER SERVICEA dirty air cleaner will restrict air flow to the carbure-tor. To prevent carburetor malfunction, service the aircleaner regularly. Service more frequently whenoperating the engine in extremely dusty areas.
CONTENANCE D’HUILE MOTEURSans remplacer le filtre à huile :• 1,7 pte US (1,4 pte imp., 1,6 L) Kohler• 1,6 pte US (1,3 pte imp., 1,5 L) Onan P216Avec remplacement du filtre à huile :• 2 pte US (1,5 pte imp., 1,9 L) Kohler• 1,8 pte US (1,5 pte imp., 1,7 L) Onan P216Utiliser de l’huile moteur à quatre temps qui satisfait oudépasse les exigences de classification API SG ou SH.Toujours vérifier l’étiquette d’utilisation API sur le con-tenant d’huile pour s’assurer qu’elle comporte les lettresSG ou SH. L’huile SAE 10W-30 est recommandée pourl’utilisation générale, toutes températures, de –5 oF à104 oF (–20 à 40 oC). Dans le cas du moteur Onan, onrecommande d’utiliser l’huile SAE 30 au-dessus de 82 oF(27 oC).Voir le manuel du propriétaire du moteur qui donne plusd’informations sur la viscosité de l’huile.Se laver les mains avec du savon et de l’eau après avoirtouché de l’huile de vidange.Se débarrasser de l’huile moteur usée en respectant l’en-vironnement. Nous recommandons d’apporter l’huiledans un contenant hermétique à la station service localeou au centre de recyclage. Ne pas la mettre à lapoubelle, ni la jeter sur le sol ou dans l’égout.
REMPLACEMENT DU FILTRE ÀHUILE1. Vidanger l’huile moteur.• Enlever le filtre à huile et vidanger l’huile dans uncontenant convenable. Jeter le filtre à huile usagé.• Nettoyer l’embase du filtre et passer une couched’huile sur le joint d’étanchéité du nouveau filtre àhuile en utilisant de l’huile moteur propre.• Visser le nouveau filtre à huile à la main, jusqu’à ceque le joint d’étanchéité entre en contact avecl’embase, puis utiliser un outil à filtre à huile pourserrer le filtre de _ à 7/8 de tour supplémentaire.• Remplir le carter d’huile recommandée jusqu’auniveau prescrit. Replacer le bouchon du filtre à huile.• Faire démarrer le moteur et vérifier l’étanchéité dufiltre à huile.• Arrêter le moteur et vérifier le niveau d’huile. S’il y alieu, ajouter de l’huile jusqu’à la marque supérieurede la jauge.NETTOYAGE DU FILTRE À AIRUn filtre à air sale peut empêcher une bonne circula-tion d’air vers le carburateur. Pour éviter un mauvaisfonctionnement du carburateur, nettoyer le filtre à airrégulièrement. Nettoyer plus fréquemment quand onfait fonctionner le moteur dans des endroits très pous-siéreux.
D-5
MAINTENANCE MANTENIMIENTO ENTRETIEN
• Never use gasoline or low flash point solventsfor cleaning the air cleaner element. A fire orexplosion could result.
• Never run the engine without the air cleaner.Rapid engine wear will result from contaminants,such as dust and dirt being drawn into theengine.
AIR PRE-CLEANER SERVICE1. Loosen the cover retaining knob and remove thecover.
2. Remove the pre-cleaner from the paper element.3. Wash the pre-cleaner in warm water with detergent.Rinse the pre-cleaner thoroughly until all traces ofdetergent are eliminated. Squeeze out excesswater (do not wring). Allow the pre-cleaner to airdry.
4. Saturate the pre-cleaner with new engine oil.Squeeze out all excess oil.
5. Reinstall the pre-cleaner over the paper element.6. Reinstall the air cleaner cover. Secure cover withthe cover retaining knob.
AIR FILTER PAPER ELEMENT
1. Loosen the cover retaining knob and remove thecover.
2. Remove the pre-cleaner from the paper element.3. Remove the element cover nut, element cover,
and paper element.4. Do not wash the paper element or use pressur-
ized air, as this will damage the element. Replacea dirty, bent, or damaged element with a newelement. Handle new elements carefully; do notuse if the sealing surfaces are bent or damaged.
5. When servicing the air cleaner, check the aircleaner base. Make sure it is secured and notbent or damaged. Also check the element coverfor damaged or improper fit. Replace all damagedair cleaner components.
NOTE: Before air cleaner is reassembled make sure rubberseal is in position around stud. Inspect, making sure it is notdamaged and seals with the element cover.
6. Reinstall the paper element, pre-cleaner, elementcover, element cover nut, and air cleaner cover.Secure cover with the cover retaining knob.
• Ne jamais utiliser de l’essence ou des solvants àpoint d’éclair faible pour nettoyer la cartouche dufiltre à air. Il pourrait en résulter un incendie ouune explosion.
• Ne jamais faire fonctionner le moteur sans le fil-tre à air. Les contaminants comme la poussière etla saleté attirés dans le moteur entraîneraient uneusure rapide du moteur.
ENTRETIEN DU PRÉFILTRE1. Desserrer le bouton de retenue du couvercle et
déposer le couvercle. 2. Enlever le préfiltre de la cartouche en papier.3. Laver le préfiltre à l’eau chaude avec du détergent.
Rincer à fond le préfiltre jusqu’à ce qu’il n’y ait plus detrace de détergent. Serrer pour chasser l’excédentd’eau (ne pas tordre). Laisser le préfiltre sécher àl’air.
4. Saturer le préfiltre d’huile moteur neuve. Serrer pourchasser l’excédent d’huile.
5. Replacer le préfiltre sur la cartouche en papier.6. Replacer le couvercle du filtre à air. Fixer le couver-
cle avec le bouton de retenue.
CARTOUCHE DE FILTRE À AIR EN PAPIER1. Desserrer le bouton de retenue et déposer le couver-
cle.2. Enlever le préfiltre de la cartouche en papier.3. Desserrer l’écrou du couvercle de la cartouche, et
enlever le couvercle de la cartouche et la cartoucheen papier.
4. Ne pas laver la cartouche en papier ni utiliser de l’airsous pression, ceci endommagerait la cartouche.Remplacer la cartouche sale, tordue ou endom-magée par une cartouche neuve. Manipuler les car-touches neuves avec précaution. Ne pas utiliser siles surfaces d’étanchéité sont tordues ou endom-magées.
5. Quand on entretient le filtre à air, vérifier son embase.S’assurer qu’elle est bien fixée et pas tordue niendommagée. Vérifier également l’état du couverclede l’élément et voir s’il est bien ajusté. Remplacertous les composants du filtre endommagés.
NOTE : Avant de remettre en place le filtre à air, s’as-surer que le joint en caoutchouc est en place autourde la tige. Inspecter, en s’assurant qu’il n’est pasendommagé et qu’il assure l’étanchéité avec le cou-vercle de la cartouche.6. Replacer la cartouche en papier, le préfiltre, le
couvercle de la cartouche, l’écrou du couvercle dela cartouche et le couvercle du filtre à air. Fixer lecouvercle avec le bouton de retenue du couvercle.
WARNING
CAUTION
•Nunca utilice gasolina o solventes para limpiar laparte del filtro de aire. Ya que podría ocasionaruna explosión o incendio.
• Nunca encienda la máquina sin el limpiador deaire. El motor podría desgastarse rápidamentepor los contaminantes tales como polvo,suciedad acumulada en el motor.
SERVICIO DEL PRE-LIMPIADOR DE AIRE1. Afloje la perilla de retención de la cubierta y retire lacubierta.
2. Retire el prefiltro del elemento de papel.3. Lave el prefiltro en agua tibia con detergente.Enjuague el prefiltro perfectamente hasta que seretiren todos los residuos de detergente. Elimine elexceso de agua (no exprima). Deje que el prefiltro seseque al aire.
4. Sature el prefiltro con nuevo aceite de motor . Retiretodo el acceso de aceite.
5. Reinstale el prefiltro en el elemento de papel.6. Reinstale la cubierta del filtro de aire. Asegure lacubierta con la perilla de retención de la cubierta.
ELEMENTO DE PAPEL DEL FILTRO DE AIRE1. Afloje la perilla de retención de la cubierta y retire lacubierta.
2. Retire el prefiltro del elemento de papel.3. Retire la tuerca de la cubierta de elemento, cubiertadel mismo y elemento de papel.
4. No lave el elemento de papel ni utilice airepresurizado, ya que esto dañará el elemento.Reemplace un elemento sucio, doblado o dañado poruno nuevo. Maneje los nuevos elementoscuidadosamente; no utilice si las superficies selladashan sido dobladas o dañadas.
5. Al dar servicio al filtro de aire, verifique la base del filtrode aire. Asegúrese de que esté bien colocada y noesté doblada o dañada. Asimismo revise la cubiertadel elemento para ver si esta dañada o no sienta bien.Reemplace todos los componentes dañados del filtrode aire.
NOTA: Antes de volver a colocar el filtro de aire asegúresede que el sello de goma esté alrededor del borne. Revise,asegurándose de que no esté dañado y que cierreperfectamente la cubierta del elemento.6. Reinstale el elemento de papel, pre-limpiador,cubierta del elemento, tuerca de cubierta delelemento y cubierta del filtro de aire. Asegure lacubierta con la perilla de retención de cubierta.
ADVERTENCIA AVERTISSEMENT
PRECAUCIONATTENTION
D-6
MAINTENANCE MANTENIMIENTO ENTRETIEN
SPARK PLUGTo ensure proper engine operation, the spark plugmust be properly gapped and free of deposits.
NOTE: Before removing spark plug, the mufflerbecomes very hot during operation and remainshot for a while after stopping the engine. Be care-ful not to touch the muffler while it is hot.
SPARK PLUG SERVICE
To ensure proper engine operation, the spark plugmust be properly gapped and free of deposits.
1. Remove the spark plug cap.
2. Clean any dirt from around the spark plug base.
3. Use a plug wrench to remove the spark plug.
4. Visually inspect the spark plug. Discard them if theinsulator is cracked or chipped. Clean the sparkplug with a wire brush if it is to be reused.
5. Measure the plug gap with a feeler gauge. Correctas necessary by bending the side electrode.
6. Check that the spark plug washer is in good condi-tion and thread the spark plug in by hand to preventcross-threading.
7. After the spark plug is seated, tighten with a sparkplug wrench to compress the washer.
• If installing a new spark plug, tighten 1/2 turn afterthe spark plug seats to compress the washer.
• If reinstalling a used spark plug, tighten 1/8 - 1/4turn after the spark plug seats to compress thewasher.
Spark Plug Gap: .030 in. (0.76 mm)-Kohler Engine.025 in. (0.64 mm)-Onan Engine’s
Spark Plug Torque: 20 ft. Lb. (27 N-m)-Kohler Engine11 ft. Lb. (14 N-m)-Onan Engine’s
The spark plug must be securely tightened. Animproperly tightened spark plug can become veryhot and may cause engine damage.Use only the recommended spark plug or equiva-lent. A spark plug which has an improper heatrange may cause engine damage.
BOUGIEPour assurer un bon fonctionnement du moteur, l’é-cartement des électrodes doit être approprié et labougie ne doit pas être encrassée.
NOTE : Avant d’enlever la bougie, se rappeler quele silencieux devient très chaud pendant le fonc-tionnement et demeure chaud pendant unmoment après avoir arrêté le moteur. Veiller à nepas toucher le silencieux tant qu’il est chaud.
Entretien de la bougiePour assurer un bon fonctionnement du moteur, lesélectrodes de la bougie doivent avoir le bon écarte-ment et ne pas être recouvertes de dépôts.
1. Enlever le bouchon de la bougie.2. Enlever la saleté autour du culot de la bougie.3. Utiliser une clé à bougie pour desserrer la bougie.4. Effectuer un contrôle visuel de la bougie. La jeter
si l’isolateur est fissuré ou ébréché. Nettoyer labougie avec une brosse métallique si on doit laréutiliser.
5. Mesurer l’écartement des électrodes avec unejauge d’épaisseur. Corriger s’il y a lieu en repliantl’électrode de masse (latérale).
6. Vérifier que la rondelle de la bougie est en bonétat et visser la bougie à la main pour empêcherl’arrachement des filets.
7. Une fois que la bougie est bien en place, serreravec une clé à bougie pour comprimer la rondelle.• Si l’on utilise une bougie neuve, serrer d’1/2 tourfinal après l’avoir serrée à la main pourcomprimer la rondelle.• Si l’on réutilise la bougie, serrer de 1/8 à _ touraprès l’avoir serrée à la main comprimer larondelle.
Écartement des électrodes:0,030 po (0,76 mm) moteur Kohler0,025 po (0,64 mm) moteur Onan
Couple de serrage de la bougie :20 pi. lb (27 N.m) moteur Kohler11 pi. lb (14 N.m) moteur Onan
Il faut bien serrer la bougie. Une bougie mal serréepeut devenir très chaude et endommager le moteur. N’utiliser que la bougie recommandée ou son équiv-alent. Une bougie dont le degré thermique est incor-rect peut endommager le moteur.
WARNING
CAUTION
BUJIAPara asegurar la operación adecuada del motor, labujía debe estar bien colocada y sin depósitos.
NOTA: Antes de retirar la bujía, el mofle secalienta demasiado durante la operación ypermanece caliente durante un tiempo despuésde haber parado el motor. Tenga cuidado de notocar el mofle mientras esté caliente.SERVICIO DE LA BUJIAPara asegurar la operación adecuada del motor, labujía debe estar bien colocada y sin depósitos.
1. Retire el tapón de la bujía.2. Limpie cualquier suciedad que haya alrededor dela base de bujía.
3. Utilice una llave de bujías para retirar la bujía.4. Inspeccione visualmente la bujía. Descártela si elaislador está roto o dañado. Limpie la bujía con uncepillo en caso de que vaya a ser reutilizada.
5. Mida la abertura de la bujía con un calibrador.Corrija según sea necesario doblando un lado delelectrodo.
6. Verifique que la roldana de la bujía esté en buenascondiciones y atornillarla manualmente para evitarque se trasrosque.
7. Después de colocar la bujía apriete con una llavepara comprimir la roldana.• Si se instala una bujía nueva, apriete media vueltadespués de colocarla para apretar la roldana.• Si se vuelve a instalar una bujía usada, apriete 1/8- 1/4 de vuelta después de colocarla paracomprimir la roldana.
Abertura de la bujía: 0.76 mm (.030 pulg.)-Motor Kohler 0.64 mm (.025 pulg.)-Motor Onan
Torque de la bujía:27 N-m (20 ft. Lb.)-Motor Kohler 14 N-m (11ft.Lb)-Motor Onan
La bujía debe estar firmemente apretada. Un aprieteinadecuado podría ocasionar el calentamiento ycausar daño en el motor. Utilice sólo las bujías recomendadas o suequivalente. Una bujía con un rango decalentamiento inadecuado puede dañar el motor.
ADVERTENCIA AVERTISSEMENT
PRECAUCION ATTENTION
D-7
MAINTENANCE MANTENIMIENTO ENTRETIEN
FUEL FILTER1. Check the fuel filter for water accumulation or sed-iment.
2. Replace the fuel filter if it is found with excessivewater accumulation or sediment.
ENGINE ADJUSTMENTAdjustments to the engine are to be made only by aLincoln Service Center or an authorized Field ServiceShop.
OVERSPEED IS HAZARDOUSThe maximum allowable high idle speed for thismachine is 3750 RPM, no load. Do NOT tamper withgovernor components or setting or make any otheradjustments to increase the maximum speed. Severepersonal injury and damage to the machine can resultif operated at speeds above maximum.
BATTERY MAINTENANCETo access the battery, Remove the 2 screws from therear battery tray using a screwdriver or a 3/8" socket.Slide the battery tray out only far enough to accessthe battery terminals.
GASES FROM BATTERY can explode.• Keep sparks, flame and ciga-
rettes away from battery.
To prevent EXPLOSION when:
• INSTALLING A NEW BATTERY— disconnect negative cablefrom old battery first and con-nect to new battery last.
• CONNECTING A BATTERY CHARGER —remove battery from welder by disconnectingnegative cable first, then positive cable andbattery clamp. When reinstalling, connectnegative cable last. Keep well ventilated.
• USING A BOOSTER — connect positive leadto battery first then connect negative lead tonegative battery lead at engine foot.
BATTERY ACID can burn eyes andskin.• Wear gloves and eye protection
and be careful when workingnear battery.
• Follow instructions printed onbattery.
FILTRE À ESSENCE1. Vérifier le filtre à essence pour voir si de l’eau oudes dépôts s’y sont accumulés.
2. Remplacer le filtre à essence en cas d’accumula-tion excessive d’eau ou de dépôts.
RÉGLAGE DU MOTEURLes réglages du moteur ne doivent être effectués quepar le centre de réparation Lincoln ou un atelier deservice après-vente sur place.
IL EST DANGEREUX DE FAIRETOURNER TROP VITE LE MOTEUR.La vitesse au ralenti haut admissible maximale pourcette machine est de 3 750 tr/min sans charge. NePAS trafiquer les composants du régulateur ou leréglage ni faire d’autres modifications pour augmenterla vitesse maximale. Des blessures graves et desdommages à la machine peuvent être occasionnés sile moteur fonctionne à des vitesses supérieures aumaximum.
ENTRETIEN DE LA BATTERIEPour avoir accès à la batterie, dévisser les deux vis dusupport de batterie arrière en utilisant un tournevis ouune douille 3/8 po. Faire coulisser le support de bat-terie vers l’extérieur de façon à avoir accès auxbornes de la batterie.
LES GAZ DE LA BATTERIE peuventexploser.• Éloigner les étincelles, les flammes etles cigarettes de la batterie.• Pour éviter une EXPLOSION quand :• ON PLACE UNE BATTERIE NEUVE –Déconnecter d’abord le câble négatif de
la vieille batterie et le connecter en dernier à labatterie neuve.
• ON CONNECTE UN CHARGEUR DE BATTERIE –Enlever la batterie de la machine en débranchanten premier le câble négatif, puis le câble positif etla cosse. Quand on replace la batterie, connecterle câble négatif en dernier. Assurer une bonneventilation.
• ON UTILISE UNE BATTERIE D’APPOINT –Connecter le câble positif à la batterie en premierpuis connecter le câble négatif au câble debatterie négatif à la base du moteur.
L’ACIDE DE BATTERIE peut brûler lesyeux et la peau.• Porter des gants, se protéger lesyeux et agir avec prudence quand ontravaille près d’une batterie.• Suivre les instructions impriméessur la batterie.
WARNING
FILTRO DE COMBUSTIBLE1. Verifique el filtro de combustible para ver si tieneacumulación de agua o sedimentos.
2. Reemplace el filtro de combustible si tieneacumulación excesiva de agua o sedimentos.
AJUSTE DEL MOTORLos ajustes al motor sólo podrán ser realizados por unCentro de Servicio Lincoln o un Taller de ServicioAutorizado.
EL EXCESO DE VELOCIDAD ESPELIGROSOEl máximo permisible de alta velocidad para estamáquina es 3750 RPM, sin carga. NO manipule loscomponentes del gobernador ni haga ningún otroajuste para aumentar la velocidad máxima. Sepodrían ocasionar severas lesiones y daños a lamáquina si se opera a velocidades extremas.
MANTENIMIENTO DE LA BATERIAPara acceder a la batería, retire los dos tornillos quese encuentran en la charola posterior de la bateríautilizando un desarmador o una llave de 3/8". Deslicela charola de la batería hacia fuera lo suficientementeseparada para acceder a las terminales de la batería.
LOS GASES DE LA BATERIA PUEDENEXPLOTAR.• Mantenga a la batería alejada dechíspas, flamas o cigarros.
Para EVITAR UNA EXPLOSION AL:• INSTALAR UNA NUEVA BATERIA— desconecte
el cable negativo anterior de la batería yconéctelo a la nueva batería hasta el final.
• CONECTAR UN CARGADOR DE BATERIAS —retire la batería de la soldadora desconectandoel cable negativo primero y después el cablepositivo y el sujetador de la batería. Al reinstalarconecte al final el cable negativo. Mantenga ellugar bien ventilado.
• UTILIZAR UN ELEVADOR DE POTENCIA —conecte el cable positivo a la batería primero ydespués conecte el cable negativo al pie de lamáquina.
El ACIDO DE LA BATERIA puedecausar quemaduras en la vista y lapiel.• Utilice guantes aislantes yprotección en los ojos y seacuidadoso al trabajr con la batería.• Siga las instrucciones que vienenimpresas en la batería .
ADVERTENCIAAVERTISSEMENT

D-8
CLEANING THE BATTERYKeep the battery clean by wiping it with a damp clothwhen dirty. If the terminals appear corroded, discon-nect the battery cables and wash the terminals with anammonia solution or a solution of 1/4 pound (0.1113kg) of baking soda and 1 quart (0.9461) of water. Besure the battery vent plugs (if equipped) are tight sothat none of the solution enters the cells.After cleaning, flush the outside of the battery, the bat-tery compartment, and surrounding areas with clearwater. Coat the battery terminals lightly with petroleumjelly or a non-conductive grease to retard corrosion.Keep the battery clean and dry. Moisture accumula-tion on the battery can lead to more rapid dischargeand early battery failure.
CHECKING THE ELECTROLYTELEVEL
If battery cells are low, fill them to the neck of the fillerhole with distilled water and recharge. If one cell islow, check for leaks.
CHARGING THE BATTERYWhen you charge, jump, replace, or otherwise con-nect battery cables to the battery, be sure the polarityis correct. Improper polarity can damage the chargingcircuit. The RANGER 250 positive (+) battery terminalhas a red terminal cover.If you need to charge the battery with an externalcharger, disconnect the negative cable first, then thepositive cable before you attach the charger leads.After the battery is charged, reconnect the positivebattery cable first and the negative cable last. Failureto do so can result in damage to the internal chargercomponents.Follow the instructions of the battery charger manu-facturer for proper charger settings and charging time.
SERVICING OPTIONAL SPARKARRESTERClean every 100 hours.
MUFFLER MAY BE HOT• ALLOW ENGINE TO COOL BEFORE INSTALLING THESPARK ARRESTER!
• DO NOT OPERATE ENGINE WHILE INSTALLING THESPARK ARRESTER!
MAINTENANCE
LIMPIEZA DE LA BATERIAMantenga la batería limpia sacudiéndola con un trapocuando esté sucia. Si las terminales aparecencorroídas, desconecte los cables de la batería y lavelas terminales con una solución de amonia o unasolución de 1/4 de bicarbonato y 1 cuarto (1 litro) deagua. Asegúrese de que los enchufes de venteo dela batería (si vienen equipados) estén firmes demanera que no pueda entrar la solución en las celdas.Enjuague toda la batería, el compartimiento de labatería y las áreas alrededor con agua limpia. Cubralas terminales de la batería ligeramente con grasa depetróleo o con grasa no conductora para evitar lacorrosión. Mantenga limpia la batería y seca. Laacumulación de humedad en la batería puede originaruna descarga más rápida o una falla en la misma.
VERIFICACION DEL NIVEL DEELECTROLITOSi las celdas de la batería están bajas, llenarlas hastael cuello del orificio de llenado con agua destilada yrecargar. Si una celda está baja, verifique si no hayfugas.
CARGA DE LA BATERIAAl cargar, puentear, reemplazar o conectar de algunaforma los cables de la batería a la misma, asegúresede que la polaridad sea la correcta. Una polaridadinadecuada puede dañar el circuito de carga. Laterminal positiva (+) de la batería de la RANGER 250tiene una cubierta de terminal roja.Si necesita cargar la batería con un cargador externo,desconecte primero el cable negativo, después elcable positivo antes de conectar los cables alcargador. Después de cargar la batería, reconecte elcable de la batería positivo y al ultimo el cablenegativo. El no hacerlo podría resultar en un daño enlos componentes internos del cargador.Siga las instrucciones del fabricante del cargador dela batería para conocer las configuraciones decargador adecuados y tiempos de carga.
SERVICIO AL SUPERSOR DECHISPAS OPCIONAL Limpie cada 100 horas.
EL MOFLE PUEDE ESTAR CALIENTE• DEJE QUE EL MOTOR SE ENFRÍE ANTES DEINSTALAR EL SUPRESOR DE CHISPAS.
• NO OPERE EL MOTOR MIENTRAS SE INSTALA ELSUPRESOR DE CHISPAS!
MANTENIMIENTO ENTRETIEN
NETTOYAGE DE LA BATTERIEQuand la batterie est sale, la nettoyer en l’essuyantavec un chiffon humide. Si les bornes semblent cor-rodées, déconnecter les câbles de la batterie et laverles bornes avec une solution d’ammoniaque ou unesolution d’1/4 de livre (0,1113 kg) de bicarbonate desoude et une pinte (0,9461) d’eau. S’assurer que lesbouchons d’aération de la batterie (éventuels) sontbien fermés pour que la solution n’entre pas dans lescellules. Après avoir nettoyé, rincer l’extérieur de labatterie, le logement de la batterie et le pourtour avecde l’eau claire. Enrober les bornes de vaseline ou degraisse non conductrice pour retarder la corrosion.Tenir la batterie propre et sèche. L’accumulation d’hu-midité sur la batterie peut entraîner une décharge plusrapide et une défaillance prématurée.
VÉRIFICATION DU NIVEAU D’ÉLECTROLYTE
Si le niveau des cellules de la batterie est bas, remplirjusqu’au goulot du trou de remplissage avec de l’eaudistillée et recharger. Si le niveau d’une seule celluleest bas, vérifier l’étanchéité.
MISE EN CHARGE DE LA BATTERIEQuand on charge, survolte, remplace ou connecte lescâbles de la batterie, s’assurer que la polarité est labonne. Une mauvaise polarité peut endommager lecircuit de charge. La borne positive (+) du RANGER250 a un chapeau rouge.
Si l’on doit charger la batterie avec un chargeurextérieur, déconnecter le câble négatif en premier,puis le câble positif avant de fixer les câbles duchargeur. Une fois que la batterie est chargée, recon-necter le câble de la batterie en premier puis le câblenégatif. Si l’on ne suit pas cette méthode, il peut enrésulter des dommages aux composants internes duchargeur.
Suivre les instructions du fabricant du chargeur debatterie relativement aux bons réglages du chargeuret aux temps de charge.
ENTRETIEN DU PARE-ÉTINCELLESEN OPTIONNettoyer toutes les 100 heures.
LE SILENCIEUX PEUT ÊTRE CHAUD
• LAISSER LE MOTEUR REFROIDIR AVANT DEMONTER LE PARE-ÉTINCELLES.
• NE PAS FAIRE FONCTIONNER LE MOTEURQUAND ON MONTE LE PARE-ÉTINCELLES.
WARNING
ADVERTENCIA AVERTISSEMENT

D-9
MANTENIMIENTO DE LASOLDADORA/GENERADOR
ALMACENAMIENTO: Almacene la RANGER 250 enáreas limpias secas y protegidas.
LIMPIEZA: Sopletee el generador y los controlesperiódicamente con baja presión de aire. Hágalo porlo menos una vez a la semana en áreasparticularmente sucias.
REMOSION Y REEMPLAZO DE LAS ESCOBILLAS:Es normal que las escobillas y anillos dedesplazamiento se desgasten y obscurezcanligeramente. Inspeccione las escobillas cuando serepare o reemplace el generador.
• No intente pulir los anillos de desplazamientomientras el motor esté funcionando.
• El servicio y la reparación deberá ser realizadopor personal capacitado de Lincoln Electric.Reparaciones no autorizadas realizadas en esteequipo pueden resultar en daño al técnico y aloperador de la máquina e invalidaran su garantíade fabrica. Para su seguridad y para evitardescarga eléctrica, siga todas las notas yprecauciones de seguridad.
WELDER / GENERATORMAINTENANCE
STORAGE: Store the RANGER 250 in clean, dry pro-tected areas.
CLEANING: Blow out the generator and controls peri-odically with low pressure air. Do this at least once aweek in particularly dirty areas.
BRUSH REMOVAL AND REPLACEMENT: It’s nor-mal for the brushes and slip rings to wear and darkenslightly. Inspect the brushes when a generator over-haul is necessary.
• Do not attempt to polish slip rings while theengine is running.
• Service and Repair should only be performedby Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equip-ment may result in danger to the technician andmachine operator and will invalidate your facto-ry warranty. For your safety and to avoidElectrical Shock, please observe all safetynotes and precautions.
MAINTENANCE MANTENIMIENTO ENTRETIEN
ENTRETIEN DE LA MACHINE ÀSOUDER ET DE LA GÉNÉRATRICE
ENTREPOSAGE
Entreposer le Ranger 250 dans un endroit protégépropre et sec.
NETTOYAGE
Nettoyer périodiquement la génératrice et les com-mandes avec un jet d’air à basse pression. Effectuercette tâche au moins une fois par semaine dans lesendroits particulièrement sales.
DÉPOSE ET POSE DES BALAIS
Il est normal que les balais et bagues collectricess’usent et noircissent légèrement. Inspecter les bal-ais quand une révision de la génératrice est néces-saire.
• Ne pas polir les bagues collectrices si le moteurtourne
• L’entretien et les réparations doivent êtreeffectués par le personnel de Lincoln Electricayant reçu une formation en usine. Lesréparations non autorisées effectuées sur cematériel peuvent entraîner un danger pour letechnicien et l’opérateur de la machine etannulent la garantie d’usine. Par mesure desécurité et pour éviter un choc électrique,veuillez observer toutes les notes de sécurité etles mises en garde.
CAUTIONPRECAUCION
ATTENTION
WARNING ADVERTENCIA AVERTISSEMENT
E-1
HOW TO USETROUBLESHOOTING GUIDE
Service and Repair should only be performed byLincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipmentmay result in danger to the technician and machineoperator and will invalidate your factory warranty.For your safety and to avoid Electrical Shock, pleaseobserve all safety notes and precautions detailedthroughout this manual._________________________________________This Troubleshooting Guide is provided to help youlocate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptomsthat the machine may exhibit. Find the listing thatbest describes the symptom that the machine isexhibiting.
Step 2. POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE”lists the obvious external possibilities that may con-tribute to the machine symptom.
Step 3. RECOMMENDED COURSE OF ACTIONThis column provides a course of action for thePossible Cause, generally it states to contact yourlocal Lincoln Authorized Field Service Facility.
If you do not understand or are unable to perform theRecommended Course of Action safely, contact yourlocal Lincoln Authorized Field ServiceFacilitympartment is reset.
If for any reason you do not understand the test proce-dures or are unable to perform the tests/repairs safely,contact your Local Lincoln Authorized Field ServiceFacility for technical troubleshooting assistance beforeyou proceed.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
WARNING
CAUTION
COMO UTILIZAR LA GUIA DELOCALIZACION DE AVERIAS
El servicio y la reparación sólo deben ser realizadospor Personal Capacitado por la Fábrica LincolnElectric. Reparaciones no autorizadas llevadas acabo en este equipo pueden resultar peligrosas parael técnico y el operador de la máquina e invalidarásu garantía de fábrica. Para su seguridad y paraevitar una descarga eléctrica, por favor tome encuenta todas las notas de seguridad y precaucionesdetalladas en este manual._________________________________________ Esta guía de detección de problemas seproporciona para ayudarle a localizar y a repararposibles averías de la máquina. Simplemente sigael procedimiento de tres pasos que se daenseguida.
Paso 1. LOCALIZACION DEL PROBLEMA(SINTOMA)Observe debajo la columna llamada “PROBLEMA(SÍNTOMA)”. Esta columna describe los posiblessíntomas que la máquina puede presentar.Encuentre la lista que describa de la mejor manerael síntoma que la máquina está presentando.
Paso 2. CAUSA POSIBLEEn la segunda columna llamada “CAUSAPOSIBLE”, se enumeran los factores que puedenoriginar el síntoma de la máquina.
Paso 3. ACCION RECOMENDADA
Esta columna da un curso de acción recomendadapara la Causa Posible por lo general le recomiendaestablecer contacto con un taller de ServicioAutorizado Local.
En caso de que no entienda o no pueda realizar laacción recomendada de manera segura, consultecon un taller de Servicio Autorizado Local.
Si por cualquier razón usted no entiende los procesos deprueba o no está en la posibilidad de realizar laspruebas/reparaciones con seguridad, contacte a su Tallerde Servicio Autorizado Local para asistencia técnica en lalocalización de fallas antes de proceder.
ADVERTENCIA
PRECAUCION
COMMENT UTILISER LEGUIDE DE DÉPANNAGE
L’entretien et les réparations doivent être effectuéspar le personnel de Lincoln Electric ayant reçu uneformation en usine. Les réparations non autoriséeseffectuées sur ce matériel peuvent entraîner undanger pour le technicien et l’opérateur de lamachine et annulent la garantie d’usine. Parmesure de sécurité et pour éviter un choc électrique,veuillez observer toutes les notes de sécurité et lesmises en garde données en détail dans ce manuel._________________________________________ Ce guide de dépannage a pour but de vous aider àlocaliser et à réparer les mauvais fonctionnementséventuels de la machine. Suivre simplement laméthode en trois étapes donnée ci-après.
Étape 1. REPÉRER LE PROBLÈME(SYMPTÔME). Regarder dans la colonne «PROBLÈMES(SYMPTÔMES)». Cette colonne décrit lessymptômes éventuels que peut présenter lamachine. Trouver la phrase qui décrit le mieux lesymptôme que présente la machine.
Étape 1. CAUSE POSSIBLELa deuxième colonne «CAUSE POSSIBLE» donnela liste des possibilités externes évidentes quipeuvent contribuer au symptôme de la machine.
Étape 3. MESURE À PRENDRE RECOMMANDÉECette colonne donne une mesure à prendre enfonction de la cause possible. En général, elleindique de communiquer avec le service après-vente agréé Lincoln.
Si vous ne comprenez pas ou êtes incapable deprendre la mesure recommandée en toute sécurité,communiquez avec votre service après-vente agrééLincoln.
Si pour une raison ou une autre vous ne comprenezpas les modes opératoires d'essai ou êtes incapabled'effectuer les essais ou les réparations en toutesécurité, communiquez avant de poursuivre avecvotre service après-vente local agréé Lincoln quivous prêtera assistance.
AVERTISSEMENT
ATTENTION

E-2
Major Physical or Electrical Damage is Evident.
1. If all recommended possible areas of mis-adjustment have been checked and theproblem persists,
Engine will not "crank".
1. Battery is low.2. Loose battery cable connections.3. Faulty engine starter motor.4. “Battery Circuit” circuit breaker is tripped.
Engine will "crank" but not start.
1. Out of fuel.2. Faulty fuel solenoid or faulty PC board or
ignition system.
Engine shuts down shortly after starting.1. Low oil level.2. Faulty oil pressure switch or other
engine component.3. Open rotor circuit.
Battery does not stay charged.Engine alternator trouble light is on while
machine is running.
1. Faulty battery.2. Loose connections at battery or alternator.3. Faulty engine alternator or charger modual.
Es evidente un daño eléctrico o físico mayor.
1. Si todas las áreas posibles de desajuste hansido revisadas y el problema persiste,comuníquese con el Taller de ServicioAutorizado de Lincoln de su localidad.
El motor no “vira”.1. La batería está baja.2. Retire las conexiones del cable de labatería.
3. Hay falla en el motor del arrancador de la máquina.
4. El interruptor de “Circuito de la Batería” está abierto.
El motor vira pero no arranca.1. Le falta combustible.2. Hay una falla en el selenoide de combustible o tarjeta de circuito impreso o sistema de arranque.
El motor se apaga poco después de arrancar.1. Bajo nivel de aceite.2. Hay una falla en el interruptor de presiónde aceite u otro componente del motor.
3. Circuito del rotor abierto.
La batería no permanece cargada. Se enciendela luz de falla en el alternador mientras lamáquina está en funcionamiento.
1. La batería está defectuosa.2. Las conexiones de la batería o del alternador están flojas.
3. Hay una falla en el alternador del motor o módulo de carga.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
If for any reason you do not understand the test pro-cedures or are unable to perform the tests/repairssafely, contact your LOCAL AUTHORIZED LIN-COLN ELECTRIC FIELD SERVICE FACILITY forassistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
Dommages physiques ou électriques impor-tants évidents.
1. Si tous les points éventuels de mauvaisréglage ont été vérifiés et que le problèmepersiste, communiquer avec le serviceaprès-vente agréé Lincoln local..
Le moteur ne se lance pas.
1. Batterie faible.2. Connexions du câble de batterie desser-
rées.3. Démarreur défectueux.4. Le disjoncteur du circuit batterie a sauté.
Le moteur se lance mais ne démarre pas.
1. Panne d’essence2. Solénoïde de carburant, CI ou système
d’allumage défectueux.
Le moteur s’arrête peu après le démarrage.
1. Niveau d’huile bas.2. Pressostat d’huile ou autre composant du
moteur défectueux. 3. Circuit du rotor ouvert.
La batterie ne reste pas chargée. Le voyantd’anomalie de l’alternateur du moteur estallumé pendant que la machine marche.
1. Batterie défectueuse.2. Connexion desserrée à la batterie ou à l’al-
ternateur.3. Alternateur du moteur ou module chargeur
défectueux.
Si pour une raison ou une autre vous ne comprenez pas lesmodes opératoires d'essai ou êtes incapable d'effectuer lesessais ou les réparations en toute sécurité, communiquezavec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉPAR LINCOLN qui vous prêtera assistance avant de pour-suivre.
AVERTISSEMENT
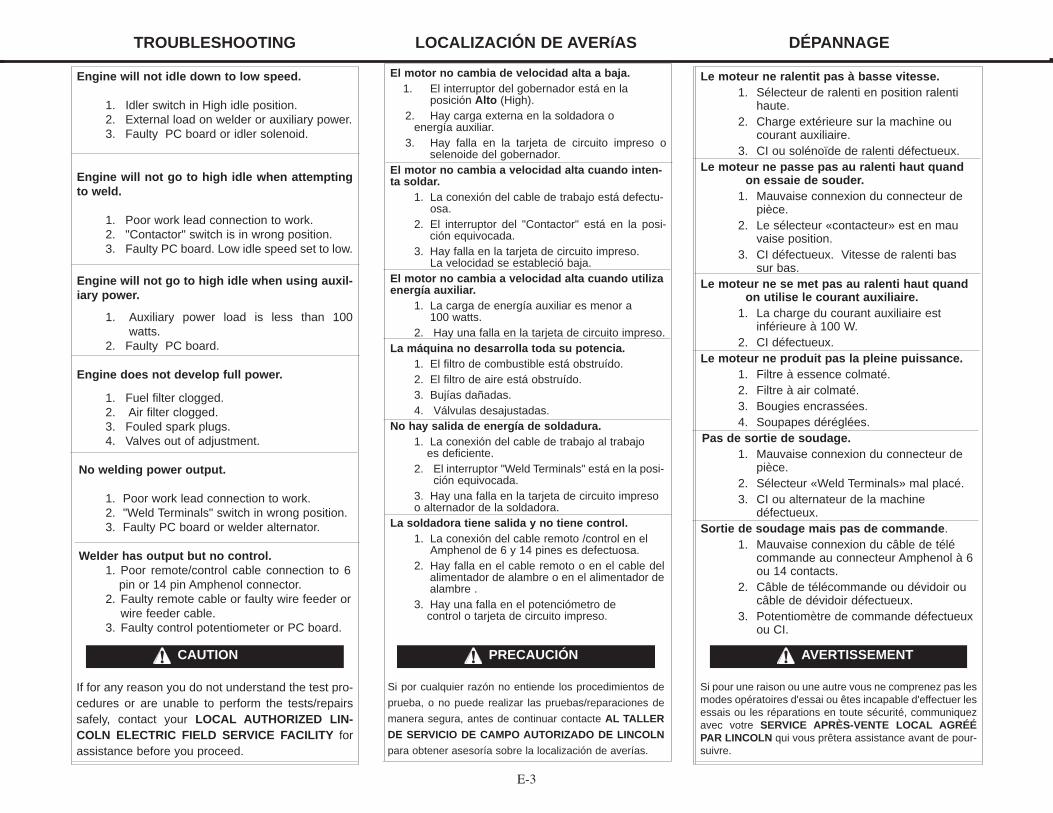
E-3
Engine will not idle down to low speed.
1. Idler switch in High idle position.2. External load on welder or auxiliary power.3. Faulty PC board or idler solenoid.
Engine will not go to high idle when attemptingto weld.
1. Poor work lead connection to work.2. "Contactor" switch is in wrong position.3. Faulty PC board. Low idle speed set to low.
Engine will not go to high idle when using auxil-iary power.
1. Auxiliary power load is less than 100watts.
2. Faulty PC board.
Engine does not develop full power.
1. Fuel filter clogged.2. Air filter clogged.3. Fouled spark plugs.4. Valves out of adjustment.
No welding power output.
1. Poor work lead connection to work.2. "Weld Terminals" switch in wrong position.3. Faulty PC board or welder alternator.
Welder has output but no control.1. Poor remote/control cable connection to 6pin or 14 pin Amphenol connector.
2. Faulty remote cable or faulty wire feeder orwire feeder cable.
3. Faulty control potentiometer or PC board.
El motor no cambia de velocidad alta a baja.1. El interruptor del gobernador está en la
posición Alto (High).2. Hay carga externa en la soldadora o energía auxiliar.
3. Hay falla en la tarjeta de circuito impreso oselenoide del gobernador.
El motor no cambia a velocidad alta cuando inten-ta soldar.
1. La conexión del cable de trabajo está defectu-osa.
2. El interruptor del "Contactor" está en la posi-ción equivocada.
3. Hay falla en la tarjeta de circuito impreso. La velocidad se estableció baja.
El motor no cambia a velocidad alta cuando utilizaenergía auxiliar.
1. La carga de energía auxiliar es menor a 100 watts.
2. Hay una falla en la tarjeta de circuito impreso.La máquina no desarrolla toda su potencia.
1. El filtro de combustible está obstruído.2. El filtro de aire está obstruído.3. Bujías dañadas.4. Válvulas desajustadas.
No hay salida de energía de soldadura. 1. La conexión del cable de trabajo al trabajo es deficiente.
2. El interruptor "Weld Terminals" está en la posi-ción equivocada.
3. Hay una falla en la tarjeta de circuito impreso o alternador de la soldadora.
La soldadora tiene salida y no tiene control.1. La conexión del cable remoto /control en el Amphenol de 6 y 14 pines es defectuosa.
2. Hay falla en el cable remoto o en el cable delalimentador de alambre o en el alimentador dealambre .
3. Hay una falla en el potenciómetro de control o tarjeta de circuito impreso.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
If for any reason you do not understand the test pro-cedures or are unable to perform the tests/repairssafely, contact your LOCAL AUTHORIZED LIN-COLN ELECTRIC FIELD SERVICE FACILITY forassistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
Le moteur ne ralentit pas à basse vitesse.1. Sélecteur de ralenti en position ralenti
haute.2. Charge extérieure sur la machine ou
courant auxiliaire.3. CI ou solénoïde de ralenti défectueux.
Le moteur ne passe pas au ralenti haut quandon essaie de souder.1. Mauvaise connexion du connecteur de
pièce.2. Le sélecteur «contacteur» est en mau
vaise position.3. CI défectueux. Vitesse de ralenti bas
sur bas.Le moteur ne se met pas au ralenti haut quand
on utilise le courant auxiliaire.1. La charge du courant auxiliaire est
inférieure à 100 W.2. CI défectueux.
Le moteur ne produit pas la pleine puissance.1. Filtre à essence colmaté.2. Filtre à air colmaté. 3. Bougies encrassées.4. Soupapes déréglées.
Pas de sortie de soudage.1. Mauvaise connexion du connecteur de
pièce.2. Sélecteur «Weld Terminals» mal placé.3. CI ou alternateur de la machine
défectueux.Sortie de soudage mais pas de commande.
1. Mauvaise connexion du câble de télécommande au connecteur Amphenol à 6ou 14 contacts.
2. Câble de télécommande ou dévidoir ou câble de dévidoir défectueux.
3. Potentiomètre de commande défectueuxou CI.
Si pour une raison ou une autre vous ne comprenez pas lesmodes opératoires d'essai ou êtes incapable d'effectuer lesessais ou les réparations en toute sécurité, communiquezavec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉPAR LINCOLN qui vous prêtera assistance avant de pour-suivre.
AVERTISSEMENT

E-4
Wire feeder does not work when control cable isconnected to 14 pin Amphenol.
1. Wire Feeder Power circuit breaker open.
2. Faulty control cable.
3. Faulty wire feeder.
No auxiliary power.
1. Open circuit breakers.
2. Faulty connections to auxiliary receptacles.
3. GFCI tripped (if installed).
4. Faulty PC board or welder alternator.
The welding arc is “cold.” The welding arc is notstable or is not satisfactory. the engine runsnormally. The auxiliary power is normal.
1. Make sure the MODE selector switch is inthe correct position for the process beingused. (For example, CV-WIRE, PIPE, CC-STICK.)
2. Make sure the electrode (wire, gas, voltage,current etc.) is correct for the process beingused.
3. Check for loose or faulty connections atthe weld output terminals and weldingcable connections.
4. The welding cables may be too long or coiled, causing an excessive voltage drop.work lead connection to work.
El alimentador de alambre no funciona cuandoel cable de control se conecta al Amphenol de14 pines.
1. El interruptor de circuito de alimentación del alimentador de alambre .
2. Hay una falla en el cable de control.3. El alimentador de alambre está
defectuoso.
No hay energía auxiliar.
1. Interruptores de circuito abiertos.2. Conexiones defectuosas a los receptácu-
los auxiliares.3. GFCI abierto (si está instalado).4. La tarjeta de circuito impreso o el alter-
nador de la solddora tienen una falla .
El arco de soldadura está “frío”. El arco de sol-dadura no es estable o no es satisfactorio. Elmotor funciona normalmente. La energía auxil-iar es normal.
1. Asegúrese de que el interruptor selector deMODO esté en la posición correcta para elproceso que está siendo utilizado. (Porejemplo, CV-WIRE, PIPE, CC-STICK.)
2. Asegúrese de que el electrodo (alambre,gas, voltaje, corriente, etc.) sea el correctopara el proceso que está siendo utilizado.
3. Verifique si las conexiones en las termi-nales de salida de soldadura y conexionesdel cable de soldadura están sueltas odefectuosas.
4. Los cables de soldadura pueden serdemasiado largos o estar embobinados,ocasionando una severa caída de volta-je.alimentador de alambre o en el alimenta-dor de alambre.
TROUBLESHOOTING LOCALIZACIÓN DE AVERíAS DÉPANNAGE
Le dévidoir ne fonctionne pas quand le câble decommande est connecté au connecteurAmphenol à 14 contacts
1. Disjoncteur d’alimentation du dévidoir ouvert.
2. Câble de commande défectueux. 3. Dévidoir défectueux
Pas de courant auxiliaire.1. Disjoncteurs ouverts.2. Mauvaise connexion aux prises de
courant auxiliaire. 3. Disjoncteur différentiel sauté (éventuel).4. CI ou alternateur de l’appareil de
soudage défectueux.L’arc de soudage est «froid». L’arc de soudage
n’est pas stable ou n’est pas satis-faisant. Le moteur tourne normalement.Le courant auxiliaire est normal.1. S’assurer que le sélecteur MODE est sur
la bonne position pour le procédé utilisé. (Par exemple CV-WIRE, PIPE, CC-STICK.)
2. S’assurer que l’électrode (fil, gaz, tension, courant, etc.) convient pour le procédé utilisé.
3. Voir si des connexions sont desserrées ou défectueuses aux bornes de sortie desoudage ainsi que les connexions du câble de soudage.
4. Les câbles de soudage peuvent être troplongs ou enroulés, provoquant une chutede tension excessive.
If for any reason you do not understand the test pro-cedures or are unable to perform the tests/repairssafely, contact your LOCAL AUTHORIZED LIN-COLN ELECTRIC FIELD SERVICE FACILITY forassistance before you proceed.
CAUTION
Si por cualquier razón no entiende los procedimientos de
prueba, o no puede realizar las pruebas/reparaciones de
manera segura, antes de continuar contacte AL TALLER
DE SERVICIO DE CAMPO AUTORIZADO DE LINCOLN
para obtener asesoría sobre la localización de averías.
PRECAUCIÓN
Si pour une raison ou une autre vous ne comprenez pas lesmodes opératoires d'essai ou êtes incapable d'effectuer lesessais ou les réparations en toute sécurité, communiquezavec votre SERVICE APRÈS-VENTE LOCAL AGRÉÉPAR LINCOLN qui vous prêtera assistance avant de pour-suivre.
AVERTISSEMENT
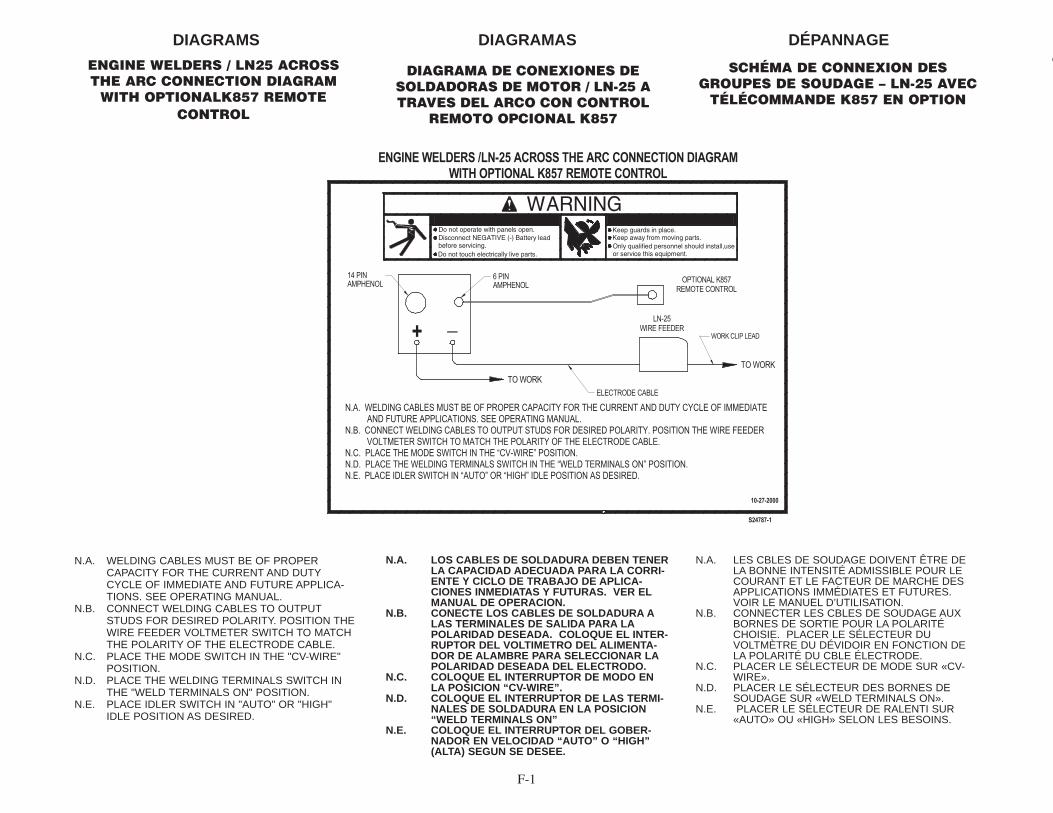
F-1
N.A. WELDING CABLES MUST BE OF PROPERCAPACITY FOR THE CURRENT AND DUTYCYCLE OF IMMEDIATE AND FUTURE APPLICA-TIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUTSTUDS FOR DESIRED POLARITY. POSITION THEWIRE FEEDER VOLTMETER SWITCH TO MATCHTHE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE"POSITION.
N.D. PLACE THE WELDING TERMINALS SWITCH INTHE "WELD TERMINALS ON" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH"IDLE POSITION AS DESIRED.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DELA BONNE INTENSITÉ ADMISSIBLE POUR LECOURANT ET LE FACTEUR DE MARCHE DESAPPLICATIONS IMMÉDIATES ET FUTURES.VOIR LE MANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUXBORNES DE SORTIE POUR LA POLARITÉCHOISIE. PLACER LE SÉLECTEUR DUVOLTMÈTRE DU DÉVIDOIR EN FONCTION DELA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».
N.D. PLACER LE SÉLECTEUR DES BORNES DESOUDAGE SUR «WELD TERMINALS ON».
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR«AUTO» OU «HIGH» SELON LES BESOINS.
N.A. LOS CABLES DE SOLDADURA DEBEN TENERLA CAPACIDAD ADECUADA PARA LA CORRI-ENTE Y CICLO DE TRABAJO DE APLICA-CIONES INMEDIATAS Y FUTURAS. VER ELMANUAL DE OPERACION.
N.B. CONECTE LOS CABLES DE SOLDADURA ALAS TERMINALES DE SALIDA PARA LAPOLARIDAD DESEADA. COLOQUE EL INTER-RUPTOR DEL VOLTIMETRO DEL ALIMENTA-DOR DE ALAMBRE PARA SELECCIONAR LAPOLARIDAD DESEADA DEL ELECTRODO.
N.C. COLOQUE EL INTERRUPTOR DE MODO ENLA POSICION “CV-WIRE”.
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMI-NALES DE SOLDADURA EN LA POSICION“WELD TERMINALS ON”
N.E. COLOQUE EL INTERRUPTOR DEL GOBER-NADOR EN VELOCIDAD “AUTO” O “HIGH”(ALTA) SEGUN SE DESEE.
ENGINE WELDERS / LN25 ACROSSTHE ARC CONNECTION DIAGRAM
WITH OPTIONALK857 REMOTE CONTROL
DIAGRAMA DE CONEXIONES DESOLDADORAS DE MOTOR / LN-25 ATRAVES DEL ARCO CON CONTROL
REMOTO OPCIONAL K857
SCHÉMA DE CONNEXION DESGROUPES DE SOUDAGE – LN-25 AVEC
TÉLÉCOMMANDE K857 EN OPTION
DIAGRAMS DIAGRAMAS DÉPANNAGE

F-2
N.A. WELDING CABLES MUST BE OF PROPERCAPACITY FOR THE CURRENT AND DUTY CYCLEOF IMMEDIATE AND FUTURE APPLICATIONS.SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUTSTUDS FOR DESIRED POLARITY. POSITION THEWIRE FEEDER VOLTMETER SWITCH TO MATCHTHE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE"POSITION.
N.D. PLACE THE WELDING TERMINALS SWITCH INTHE "WELD TERMINALS ON" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLEPOSITION AS DESIRED.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DELA BONNE INTENSITÉ ADMISSIBLE POUR LECOURANT ET LE FACTEUR DE MARCHE DESAPPLICATIONS IMMÉDIATES ET FUTURES.VOIR LE MANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUXBORNES DE SORTIE POUR LA POLARITÉCHOISIE. PLACER LE SÉLECTEUR DUVOLTMÈTRE DU DÉVIDOIR EN FONCTION DELA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».
N.D. PLACER LE SÉLECTEUR DES BORNES DESOUDAGE SUR «WELD TERMINALS ON».
N.E. PLACER LE SÉLECTEUR DE RALENTI SUR«AUTO» OU «HIGH» SELON LES BESOINS
N.A. LOS CABLES DE SOLDADURA DEBEN TENERLA CAPACIDAD ADECUADA PARA LA CORRI-ENTE Y CICLO DE TRABAJO DE APLICA-CIONES INMEDIATAS Y FUTURAS. VER ELMANUAL DE OPERACION.
N.B. CONECTE LOS CABLES DE SOLDADURA ALAS TERMINALES DE SALIDA PARA LAPOLARIDAD DESEADA. COLOQUE EL INTER-RUPTOR DEL VOLTIMETRO DEL ALIMENTA-DOR DE ALAMBRE PARA SELECCIONAR LAPOLARIDAD DESEADA DEL ELECTRODO.
N.C. COLOQUE EL INTERRUPTOR DE MODO ENLA POSICION “CV-WIRE”.
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMI-NALES DE SOLDADURA EN LA POSICION“WELD TERMINALS ON”
N.E. COLOQUE EL INTERRUPTOR DEL GOBER-NADOR EN VELOCIDAD “AUTO” O “HIGH”(ALTA) SEGUN SE DESEE.
ENGINE WELDERS / LN25 ACROSS THEARC CONNECTION DIAGRAM WITH
OPTIONAL K444-1 REMOTE CONTROL
DIAGRAMA DE CONEXIONES DESOLDADORAS DE MOTOR / LN-25 ATRAVES DEL ARCO CON CONTROL
REMOTO OPCIONAL K444-1
SCHÉMA DE CONNEXION DES GROUPESDE SOUDAGE – LN-25 AVEC
TÉLÉCOMMANDE K444-1 EN OPTION
DIAGRAMS DIAGRAMAS DÉPANNAGE

F-3
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-ING THE GOVERNOR SETTING OR OVERRIDING THE THROT-TLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIREFEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIR-CUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THEFACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONSLISTED IN THE ENGINE WELDER OPERATING MANUAL.
N..A PLACE THE MODES SWITCH IN THE "CV-WIRE"POSITION. PLACE WELDER TERMINALS SWITCHTO "REMOTELY CONTROLLED" POSITION.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDSFOR DESIRED POLARITY. POSITION THE WIREFEEDER VOLTMETER SWITCH TO MATCH THEPOLARITY OF THE ELECTRODE CABLE.
N.C. WELDING CABLES MUST BE OF PROPER CAPACI-TY FOR THE CURRENT AND DUTY CYCLE OFIMMEDIATE AND FUTURE APPLICATIONS. SEEOPERATING MANUAL.
N.D. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLEPOSITION AS DESIRED.
ATTENTION :TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR EN
MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANTSUR LA COMMANDE DES GAZ PROVOQUE UNE AUGMENTA-TION DE LA TENSION DU DÉVIDOIR c.a., CE QUI PEUTENDOMMAGER LE CIRCUIT DE COMMANDE. LERÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NEPAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MINDONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DESOUDAGE.
N.A. PLACER LE SÉLECTEUR MODE SUR «CV-WIRE». PLACERLE SÉLECTEUR DES BORNES DE LA MACHINE SUR«REMOTELY CONTROLLED»
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DESORTIE POUR LA POLARITÉ CHOISIE. PLACER LESÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTIONDE LA POLARITÉ DU CBLE ÉLECTRODE.
N.C. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA BONNEINTENSITÉ ADMISSIBLE POUR LE COURANT ET LE FACTEURDE MARCHE DES APPLICATIONS IMMÉDIATES ET FUTURES.VOIR LE MANUEL D’UTILISATION.
N.D. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO» OU«HIGH» SELON LES BESOINS.
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDADALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULAN-DO EL ENLACE DE LA MARIPOSA OCASIONARA UN INCREMENTO ENEL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDEDAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL GOBER-NADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO HAGAAJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SEENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DEMOTOR.
N.A. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION“CV-WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMI-NALES DE SOLDADURA EN LA POSICION “REMOTELY CON-TROLLED” (REMOTAMENTE CONTROLADAS).
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-NALES DE SALIDA PARA LA POLARIDAD DESEADA.COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALI-MENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARI-DAD DESEADA DEL CABLE DEL ELECTRODO.
N.C LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABA-JO DE APLICACIONES INMEDIATAS Y FUTURAS. VER ELMANUAL DE OPERACION.
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR ENVELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
ENGINE WELDERS/LN-25 WITH K624-1VOLT REMOTE OUTPUT CONTROL MOD-
ULE CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DESOLDADORAS CON MOTOR/LN-25 CONMODULO DE CONTROL DE SALIDAREMOTO DE 42 VOLTIOS K624-1
SCHÉMA DE CONNEXION DES GROUPESDE SOUDAGE – LN-25 AVEC MODULE DECOMMANDE DE SORTIE À DISTANCE K624-
1 42 V
DIAGRAMS DIAGRAMAS DÉPANNAGE
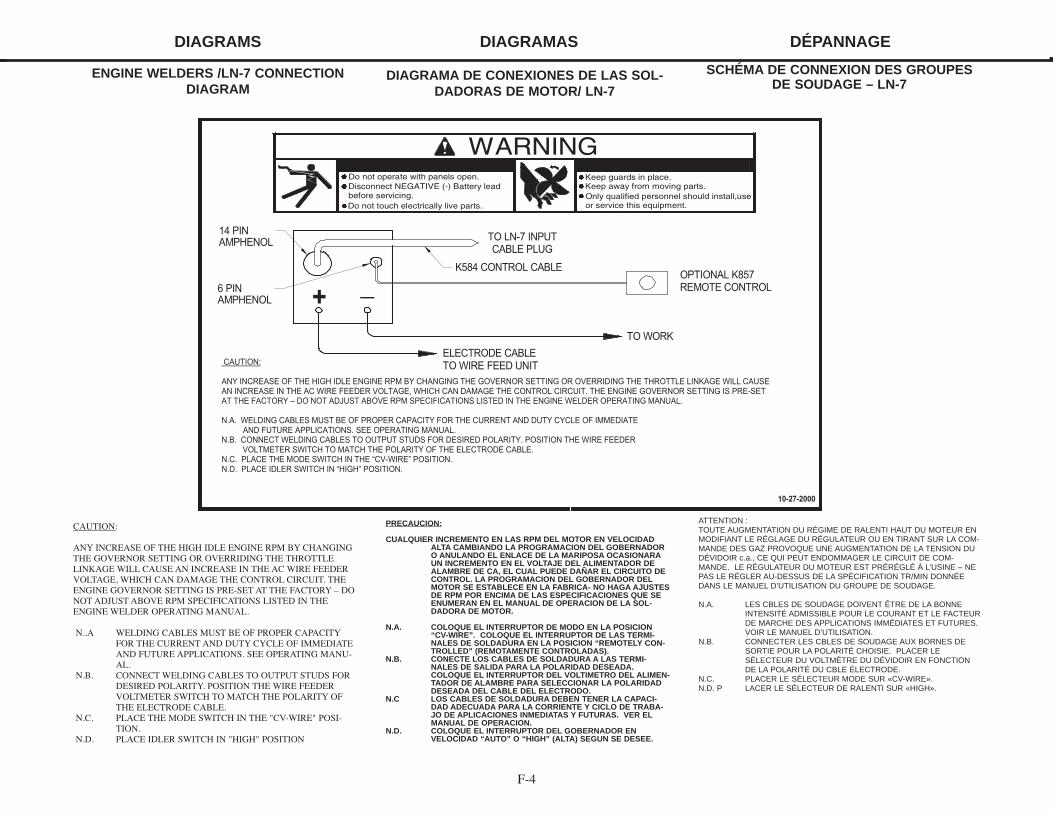
F-4
ATTENTION :TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR ENMODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COM-MANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DUDÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COM-MANDE. LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NEPAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉEDANS LE MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA BONNEINTENSITÉ ADMISSIBLE POUR LE COURANT ET LE FACTEURDE MARCHE DES APPLICATIONS IMMÉDIATES ET FUTURES.VOIR LE MANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DESORTIE POUR LA POLARITÉ CHOISIE. PLACER LESÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTIONDE LA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR MODE SUR «CV-WIRE». N.D. P LACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
ENGINE WELDERS /LN-7 CONNECTIONDIAGRAM
DIAGRAMA DE CONEXIONES DE LAS SOL-DADORAS DE MOTOR/ LN-7
SCHÉMA DE CONNEXION DES GROUPESDE SOUDAGE – LN-7
DIAGRAMS DIAGRAMAS DÉPANNAGE
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDADALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADORO ANULANDO EL ENLACE DE LA MARIPOSA OCASIONARAUN INCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DEALAMBRE DE CA, EL CUAL PUEDE DAÑAR EL CIRCUITO DECONTROL. LA PROGRAMACION DEL GOBERNADOR DELMOTOR SE ESTABLECE EN LA FABRICA- NO HAGA AJUSTESDE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SEENUMERAN EN EL MANUAL DE OPERACION DE LA SOL-DADORA DE MOTOR.
N.A. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION“CV-WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMI-NALES DE SOLDADURA EN LA POSICION “REMOTELY CON-TROLLED” (REMOTAMENTE CONTROLADAS).
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-NALES DE SALIDA PARA LA POLARIDAD DESEADA.COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALIMEN-TADOR DE ALAMBRE PARA SELECCIONAR LA POLARIDADDESEADA DEL CABLE DEL ELECTRODO.
N.C LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABA-JO DE APLICACIONES INMEDIATAS Y FUTURAS. VER ELMANUAL DE OPERACION.
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR ENVELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANGINGTHE GOVERNOR SETTING OR OVERRIDING THE THROTTLELINKAGE WILL CAUSE AN INCREASE IN THE AC WIRE FEEDERVOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THEENGINE GOVERNOR SETTING IS PRE-SET AT THE FACTORY – DONOT ADJUST ABOVE RPM SPECIFICATIONS LISTED IN THEENGINE WELDER OPERATING MANUAL.
N..A WELDING CABLES MUST BE OF PROPER CAPACITYFOR THE CURRENT AND DUTY CYCLE OF IMMEDIATEAND FUTURE APPLICATIONS. SEE OPERATING MANU-AL.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FORDESIRED POLARITY. POSITION THE WIRE FEEDERVOLTMETER SWITCH TO MATCH THE POLARITY OFTHE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-TION.
N.D. PLACE IDLER SWITCH IN "HIGH" POSITION

F-5
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-ING THE GOVERNOR SETTING OR OVERRIDING THE THROT-TLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIREFEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIR-CUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THEFACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONSLISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A WELDING CABLES MUST BE OF PROPER CAPACITYFOR THE CURRENT AND DUTY CYCLE OF IMMEDIATEAND FUTURE APPLICATIONS. SEE OPERATING MAN-UAL.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDSFOR DESIRED POLARITY. POSITION THE WIRE FEED-ER VOLTMETER SWITCH TO MATCH THE POLARITYOF THE ELECTRODE CABLE.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-TION.
N.D. PLACE WELDER TERMINALS SWITCH to "REMOTELYCONTROLLED" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH" IDLEPOSITION AS DESIRED.
ATTENTION :TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DUMOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OUEN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNEAUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUIPEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LERÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NEPAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MINDONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DESOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LABONNE INTENSITÉ ADMISSIBLE POUR LE COURANTET LE FACTEUR DE MARCHE DES APPLICATIONSIMMÉDIATES ET FUTURES. VOIR LE MANUEL D’U-TILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUXBORNES DE SORTIE POUR LA POLARITÉ CHOISIE.PLACER LE SÉLECTEUR DU VOLTMÈTRE DUDÉVIDOIR EN FONCTION DE LA POLARITÉ DU CBLEÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».N.D. PLACER LE SÉLECTEUR WELD TERMINALS SUR
«REMOTELY CONTROLLED».N.E. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO»
OU «HIGH» SELON LES BESOINS.
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCI-DAD ALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR OANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UNINCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBREDE CA, EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LAPROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECEEN LA FABRICA- NO HAGA AJUSTES DE RPM POR ENCIMA DE LASESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DEOPERACION DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LACAPACIDAD ADECUADA PARA LA CORRIENTE Y CICLODE TRABAJO DE APLICACIONES INMEDIATAS YFUTURAS. VER EL MANUAL DE OPERACION.
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-NALES DE SALIDA PARA LA POLARIDAD DESEADA.COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DELALIMENTADOR DE ALAMBRE PARA SELECCIONAR LAPOLARIDAD DESEADA DEL CABLE DEL ELECTRODO.
N.C COLOQUE EL INTERRUPTOR DE MODO EN LA POSI-CION “CV-WIRE”.
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DESOLDADURA EN LA POSICION “REMOTELY CON-TROLLED” (REMOTAMENTE CONTROLADA).
N.E. COLOQUE EL INTERRUPTOR DEL GOBERNADOR ENVELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SEDESEE.
ENGINE WELDERS / LN-742 CONNECTIONDIAGRAM
DIAGRAMA DE CONEXIONES DE LASSOLDADORAS DE MOTOR/ LN-742
SCHÉMA DE CONNEXION GROUPES DESOUDAGE – LN-742
DIAGRAMS DIAGRAMAS DÉPANNAGE
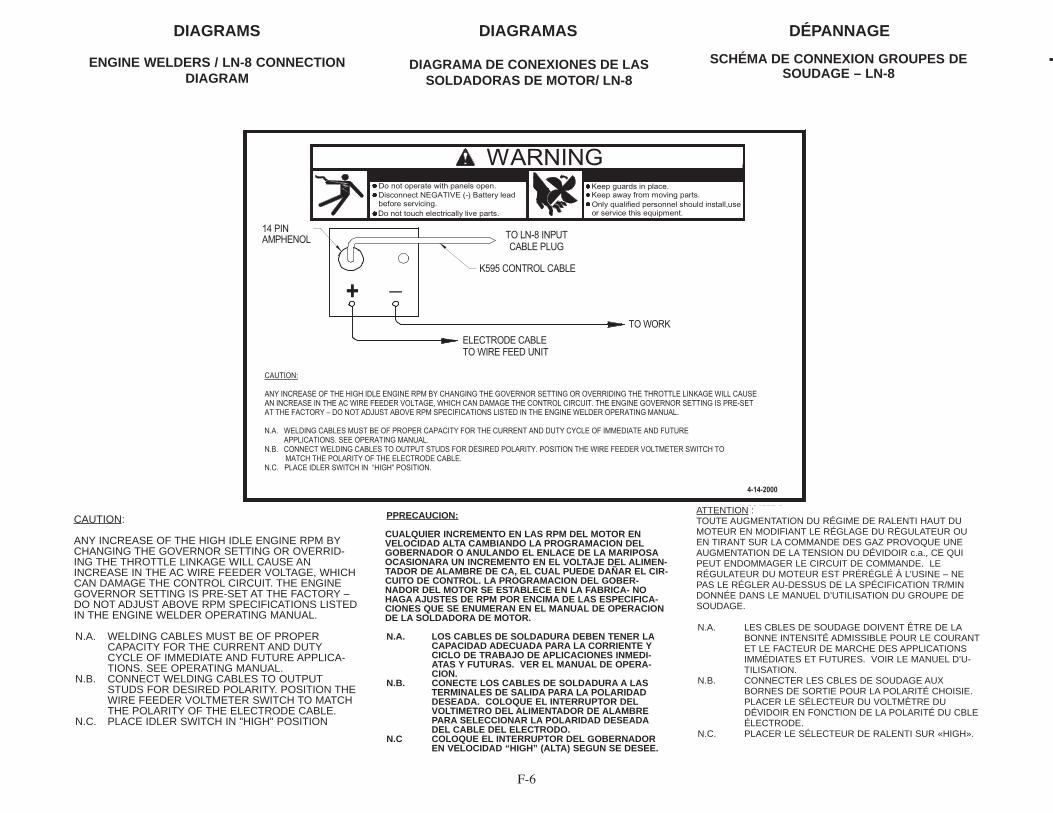
F-6
or service this equipment.Only qualified personnel should install,useKeep away from moving parts.Keep guards in place.
MOVING PARTS can injureWARNING
Do not touch electrically live parts.before servicing.Disconnect NEGATIVE (-) Battery leadDo not operate with panels open.
ELECTRIC SHOCK can kill
14 PIN AMPHENOL
TO WORK
+ _
ENGINE WELDERS /LN-8 CONNECTION DIAGRAM
S24787-6
4-14-2000
TO LN-8 INPUTCABLE PLUG
ELECTRODE CABLETO WIRE FEED UNIT
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANGING THE GOVERNOR SETTING OR OVERRIDING THE THROTTLE LINKAGE WILL CAUSEAN INCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIRCUIT. THE ENGINE GOVERNOR SETTING IS PRE-SETAT THE FACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPER CAPACITY FOR THE CURRENT AND DUTY CYCLE OF IMMEDIATE AND FUTURE APPLICATIONS. SEE OPERATING MANUAL.N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FOR DESIRED POLARITY. POSITION THE WIRE FEEDER VOLTMETER SWITCH TO MATCH THE POLARITY OF THE ELECTRODE CABLE.N.C. PLACE IDLER SWITCH IN “HIGH” POSITION.
K595 CONTROL CABLE
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BYCHANGING THE GOVERNOR SETTING OR OVERRID-ING THE THROTTLE LINKAGE WILL CAUSE ANINCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICHCAN DAMAGE THE CONTROL CIRCUIT. THE ENGINEGOVERNOR SETTING IS PRE-SET AT THE FACTORY –DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTEDIN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPERCAPACITY FOR THE CURRENT AND DUTYCYCLE OF IMMEDIATE AND FUTURE APPLICA-TIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUTSTUDS FOR DESIRED POLARITY. POSITION THEWIRE FEEDER VOLTMETER SWITCH TO MATCHTHE POLARITY OF THE ELECTRODE CABLE.
N.C. PLACE IDLER SWITCH IN "HIGH" POSITION
ATTENTION :TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DUMOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OUEN TIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNEAUGMENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUIPEUT ENDOMMAGER LE CIRCUIT DE COMMANDE. LERÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NEPAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MINDONNÉE DANS LE MANUEL D’UTILISATION DU GROUPE DESOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LABONNE INTENSITÉ ADMISSIBLE POUR LE COURANTET LE FACTEUR DE MARCHE DES APPLICATIONSIMMÉDIATES ET FUTURES. VOIR LE MANUEL D’U-TILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUXBORNES DE SORTIE POUR LA POLARITÉ CHOISIE.PLACER LE SÉLECTEUR DU VOLTMÈTRE DUDÉVIDOIR EN FONCTION DE LA POLARITÉ DU CBLEÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
PPRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR ENVELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DELGOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSAOCASIONARA UN INCREMENTO EN EL VOLTAJE DEL ALIMEN-TADOR DE ALAMBRE DE CA, EL CUAL PUEDE DAÑAR EL CIR-CUITO DE CONTROL. LA PROGRAMACION DEL GOBER-NADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NOHAGA AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICA-CIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACIONDE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LACAPACIDAD ADECUADA PARA LA CORRIENTE YCICLO DE TRABAJO DE APLICACIONES INMEDI-ATAS Y FUTURAS. VER EL MANUAL DE OPERA-CION.
N.B. CONECTE LOS CABLES DE SOLDADURA A LASTERMINALES DE SALIDA PARA LA POLARIDADDESEADA. COLOQUE EL INTERRUPTOR DELVOLTIMETRO DEL ALIMENTADOR DE ALAMBREPARA SELECCIONAR LA POLARIDAD DESEADADEL CABLE DEL ELECTRODO.
N.C COLOQUE EL INTERRUPTOR DEL GOBERNADOREN VELOCIDAD “HIGH” (ALTA) SEGUN SE DESEE.
ENGINE WELDERS / LN-8 CONNECTIONDIAGRAM
DIAGRAMA DE CONEXIONES DE LASSOLDADORAS DE MOTOR/ LN-8
SCHÉMA DE CONNEXION GROUPES DESOUDAGE – LN-8
DIAGRAMS DIAGRAMAS DÉPANNAGE
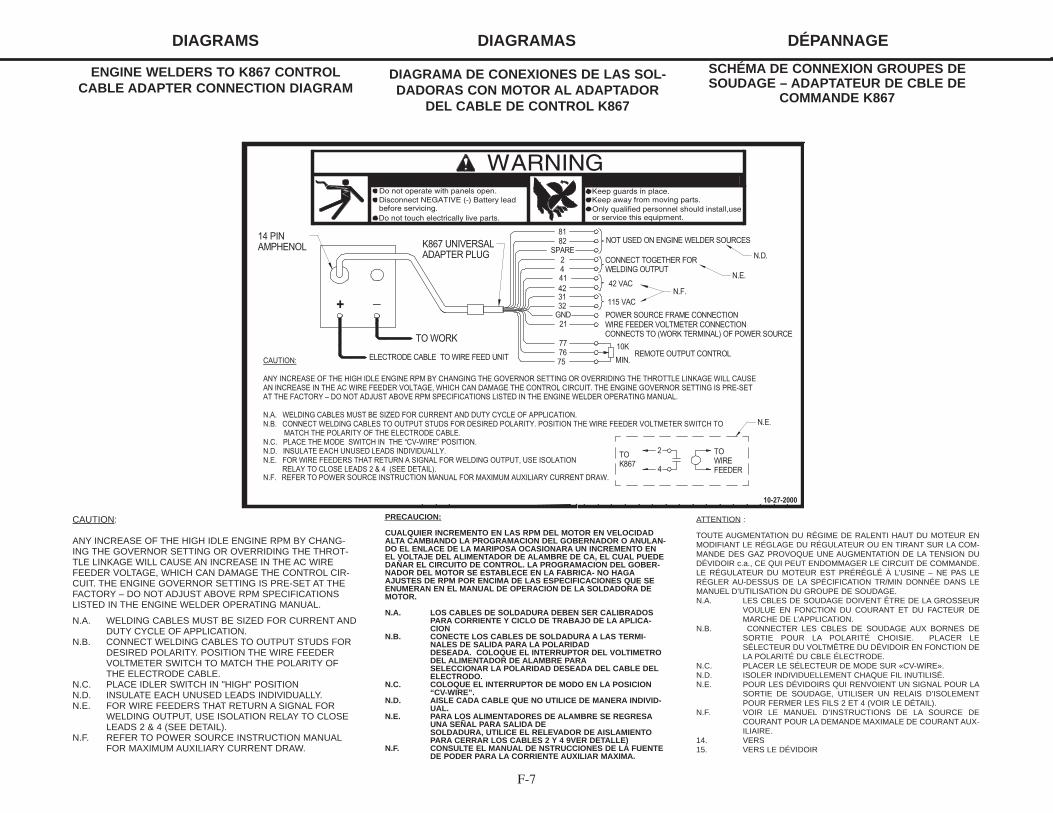
F-7
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-ING THE GOVERNOR SETTING OR OVERRIDING THE THROT-TLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIREFEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIR-CUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THEFACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONSLISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE SIZED FOR CURRENT ANDDUTY CYCLE OF APPLICATION.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDS FORDESIRED POLARITY. POSITION THE WIRE FEEDERVOLTMETER SWITCH TO MATCH THE POLARITY OFTHE ELECTRODE CABLE.
N.C. PLACE IDLER SWITCH IN "HIGH" POSITIONN.D. INSULATE EACH UNUSED LEADS INDIVIDUALLY.N.E. FOR WIRE FEEDERS THAT RETURN A SIGNAL FOR
WELDING OUTPUT, USE ISOLATION RELAY TO CLOSELEADS 2 & 4 (SEE DETAIL).
N.F. REFER TO POWER SOURCE INSTRUCTION MANUALFOR MAXIMUM AUXILIARY CURRENT DRAW.
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR ENMODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COM-MANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DUDÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE.LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LERÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LEMANUEL D’UTILISATION DU GROUPE DE SOUDAGE.N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA GROSSEUR
VOULUE EN FONCTION DU COURANT ET DU FACTEUR DEMARCHE DE L’APPLICATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DESORTIE POUR LA POLARITÉ CHOISIE. PLACER LESÉLECTEUR DU VOLTMÈTRE DU DÉVIDOIR EN FONCTION DELA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».N.D. ISOLER INDIVIDUELLEMENT CHAQUE FIL INUTILISÉ.N.E. POUR LES DÉVIDOIRS QUI RENVOIENT UN SIGNAL POUR LA
SORTIE DE SOUDAGE, UTILISER UN RELAIS D’ISOLEMENTPOUR FERMER LES FILS 2 ET 4 (VOIR LE DÉTAIL).
N.F. VOIR LE MANUEL D’INSTRUCTIONS DE LA SOURCE DECOURANT POUR LA DEMANDE MAXIMALE DE COURANT AUX-ILIAIRE.
14. VERS15. VERS LE DÉVIDOIR
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDADALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR O ANULAN-DO EL ENLACE DE LA MARIPOSA OCASIONARA UN INCREMENTO ENEL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDEDAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACION DEL GOBER-NADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NO HAGAAJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUE SEENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DEMOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN SER CALIBRADOSPARA CORRIENTE Y CICLO DE TRABAJO DE LA APLICA-CION
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-NALES DE SALIDA PARA LA POLARIDAD DESEADA. COLOQUE EL INTERRUPTOR DEL VOLTIMETRODEL ALIMENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARIDAD DESEADA DEL CABLE DELELECTRODO.
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION“CV-WIRE”.
N.D. AISLE CADA CABLE QUE NO UTILICE DE MANERA INDIVID-UAL.
N.E. PARA LOS ALIMENTADORES DE ALAMBRE SE REGRESAUNA SEÑAL PARA SALIDA DE SOLDADURA, UTILICE EL RELEVADOR DE AISLAMIENTOPARA CERRAR LOS CABLES 2 Y 4 9VER DETALLE)
N.F. CONSULTE EL MANUAL DE NSTRUCCIONES DE LA FUENTEDE PODER PARA LA CORRIENTE AUXILIAR MAXIMA.
ENGINE WELDERS TO K867 CONTROLCABLE ADAPTER CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS SOL-DADORAS CON MOTOR AL ADAPTADOR
DEL CABLE DE CONTROL K867
SCHÉMA DE CONNEXION GROUPES DESOUDAGE – ADAPTATEUR DE CBLE DE
COMMANDE K867
DIAGRAMS DIAGRAMAS DÉPANNAGE
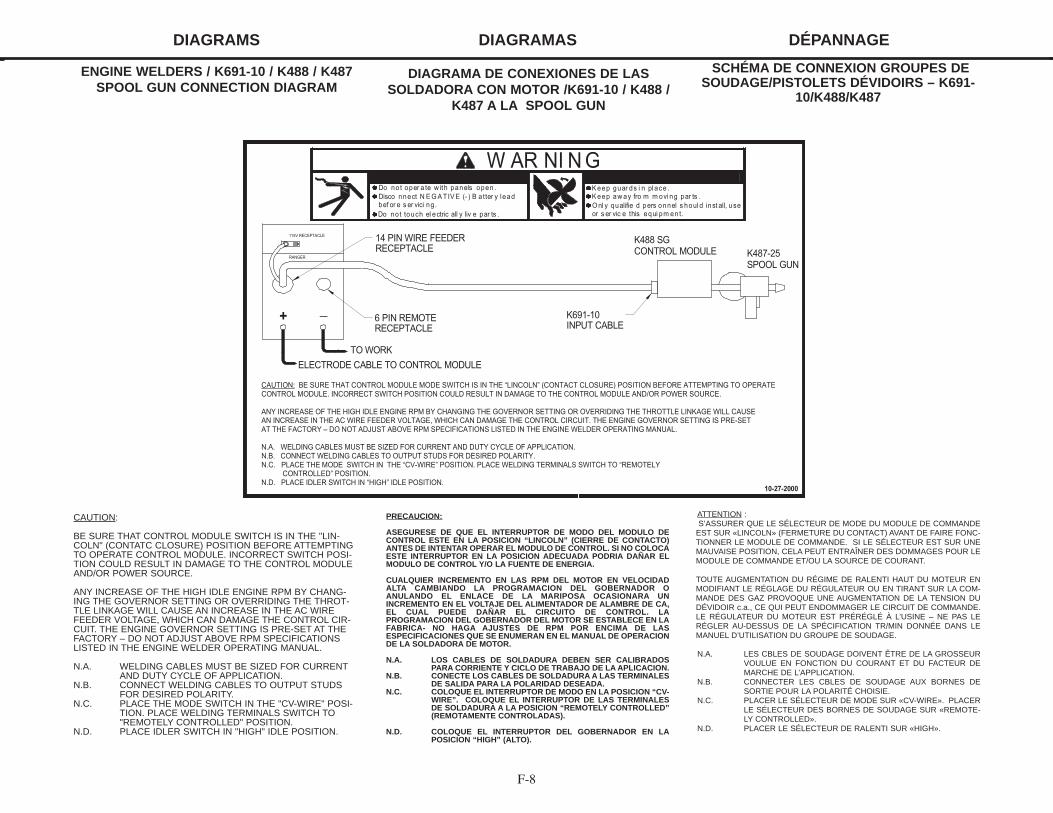
F-8
CAUTION:
BE SURE THAT CONTROL MODULE SWITCH IS IN THE "LIN-COLN" (CONTATC CLOSURE) POSITION BEFORE ATTEMPTINGTO OPERATE CONTROL MODULE. INCORRECT SWITCH POSI-TION COULD RESULT IN DAMAGE TO THE CONTROL MODULEAND/OR POWER SOURCE.
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BY CHANG-ING THE GOVERNOR SETTING OR OVERRIDING THE THROT-TLE LINKAGE WILL CAUSE AN INCREASE IN THE AC WIREFEEDER VOLTAGE, WHICH CAN DAMAGE THE CONTROL CIR-CUIT. THE ENGINE GOVERNOR SETTING IS PRE-SET AT THEFACTORY – DO NOT ADJUST ABOVE RPM SPECIFICATIONSLISTED IN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE SIZED FOR CURRENTAND DUTY CYCLE OF APPLICATION.
N.B. CONNECT WELDING CABLES TO OUTPUT STUDSFOR DESIRED POLARITY.
N.C. PLACE THE MODE SWITCH IN THE "CV-WIRE" POSI-TION. PLACE WELDING TERMINALS SWITCH TO"REMOTELY CONTROLLED" POSITION.
N.D. PLACE IDLER SWITCH IN "HIGH" IDLE POSITION.
ATTENTION :S’ASSURER QUE LE SÉLECTEUR DE MODE DU MODULE DE COMMANDEEST SUR «LINCOLN» (FERMETURE DU CONTACT) AVANT DE FAIRE FONC-TIONNER LE MODULE DE COMMANDE. SI LE SÉLECTEUR EST SUR UNEMAUVAISE POSITION, CELA PEUT ENTRAÎNER DES DOMMAGES POUR LEMODULE DE COMMANDE ET/OU LA SOURCE DE COURANT.
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DU MOTEUR ENMODIFIANT LE RÉGLAGE DU RÉGULATEUR OU EN TIRANT SUR LA COM-MANDE DES GAZ PROVOQUE UNE AUGMENTATION DE LA TENSION DUDÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIRCUIT DE COMMANDE.LE RÉGULATEUR DU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LERÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LEMANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DE LA GROSSEURVOULUE EN FONCTION DU COURANT ET DU FACTEUR DEMARCHE DE L’APPLICATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUX BORNES DESORTIE POUR LA POLARITÉ CHOISIE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE». PLACERLE SÉLECTEUR DES BORNES DE SOUDAGE SUR «REMOTE-LY CONTROLLED».
N.D. PLACER LE SÉLECTEUR DE RALENTI SUR «HIGH».
PRECAUCION:
ASEGURESE DE QUE EL INTERRUPTOR DE MODO DEL MODULO DECONTROL ESTE EN LA POSICION “LINCOLN” (CIERRE DE CONTACTO)ANTES DE INTENTAR OPERAR EL MODULO DE CONTROL. SI NO COLOCAESTE INTERRUPTOR EN LA POSICION ADECUADA PODRIA DAÑAR ELMODULO DE CONTROL Y/O LA FUENTE DE ENERGIA.
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDADALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR OANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UNINCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA,EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LAPROGRAMACION DEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LAFABRICA- NO HAGA AJUSTES DE RPM POR ENCIMA DE LASESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DE OPERACIONDE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN SER CALIBRADOSPARA CORRIENTE Y CICLO DE TRABAJO DE LA APLICACION.
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMINALESDE SALIDA PARA LA POLARIDAD DESEADA.
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION “CV-WIRE”. COLOQUE EL INTERRUPTOR DE LAS TERMINALESDE SOLDADURA A LA POSICION “REMOTELY CONTROLLED”(REMOTAMENTE CONTROLADAS).
N.D. COLOQUE EL INTERRUPTOR DEL GOBERNADOR EN LAPOSICION “HIGH” (ALTO).
ENGINE WELDERS / K691-10 / K488 / K487SPOOL GUN CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DE LAS SOLDADORA CON MOTOR /K691-10 / K488 /
K487 A LA SPOOL GUN
SCHÉMA DE CONNEXION GROUPES DESOUDAGE/PISTOLETS DÉVIDOIRS – K691-
10/K488/K487
DIAGRAMS DIAGRAMAS DÉPANNAGE
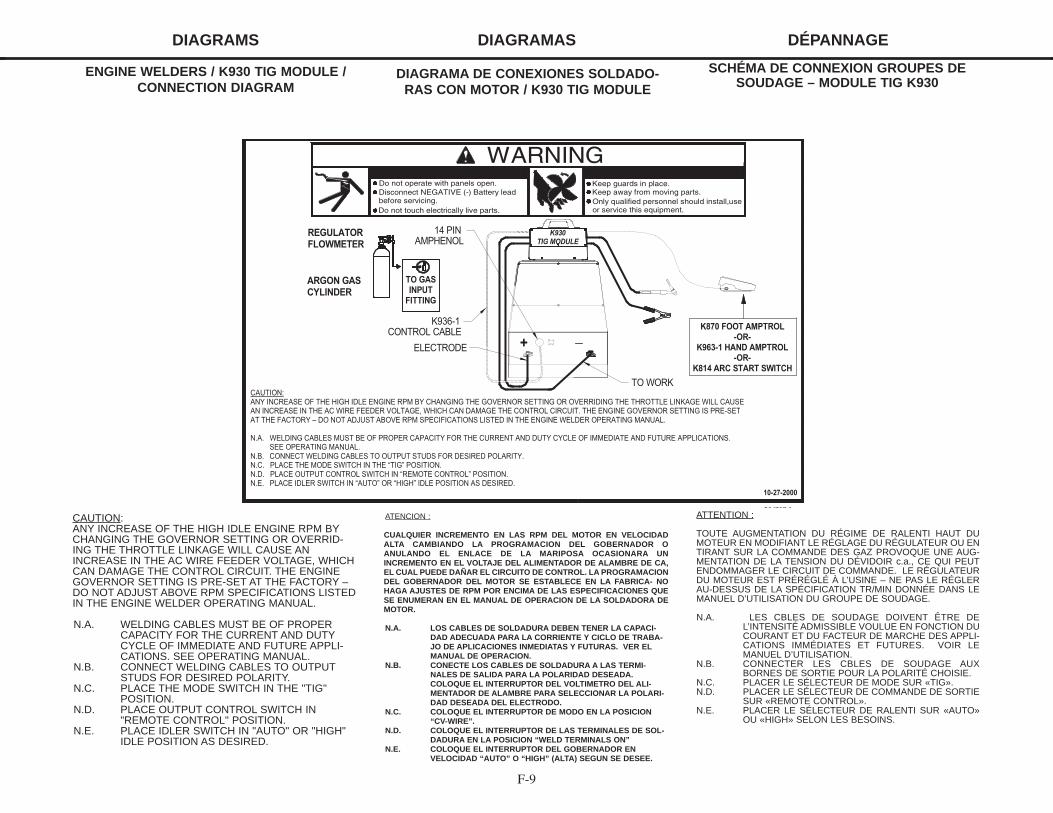
F-9
CAUTION: ANY INCREASE OF THE HIGH IDLE ENGINE RPM BYCHANGING THE GOVERNOR SETTING OR OVERRID-ING THE THROTTLE LINKAGE WILL CAUSE ANINCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICHCAN DAMAGE THE CONTROL CIRCUIT. THE ENGINEGOVERNOR SETTING IS PRE-SET AT THE FACTORY –DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTEDIN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPERCAPACITY FOR THE CURRENT AND DUTYCYCLE OF IMMEDIATE AND FUTURE APPLI-CATIONS. SEE OPERATING MANUAL.
N.B. CONNECT WELDING CABLES TO OUTPUTSTUDS FOR DESIRED POLARITY.
N.C. PLACE THE MODE SWITCH IN THE "TIG"POSITION.
N.D. PLACE OUTPUT CONTROL SWITCH IN"REMOTE CONTROL" POSITION.
N.E. PLACE IDLER SWITCH IN "AUTO" OR "HIGH"IDLE POSITION AS DESIRED.
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUT DUMOTEUR EN MODIFIANT LE RÉGLAGE DU RÉGULATEUR OU ENTIRANT SUR LA COMMANDE DES GAZ PROVOQUE UNE AUG-MENTATION DE LA TENSION DU DÉVIDOIR c.a., CE QUI PEUTENDOMMAGER LE CIRCUIT DE COMMANDE. LE RÉGULATEURDU MOTEUR EST PRÉRÉGLÉ À L’USINE – NE PAS LE RÉGLERAU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANS LEMANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DEL’INTENSITÉ ADMISSIBLE VOULUE EN FONCTION DUCOURANT ET DU FACTEUR DE MARCHE DES APPLI-CATIONS IMMÉDIATES ET FUTURES. VOIR LEMANUEL D’UTILISATION.
N.B. CONNECTER LES CBLES DE SOUDAGE AUXBORNES DE SORTIE POUR LA POLARITÉ CHOISIE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «TIG».N.D. PLACER LE SÉLECTEUR DE COMMANDE DE SORTIE
SUR «REMOTE CONTROL».N.E. PLACER LE SÉLECTEUR DE RALENTI SUR «AUTO»
OU «HIGH» SELON LES BESOINS.
ATENCION :
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR EN VELOCIDADALTA CAMBIANDO LA PROGRAMACION DEL GOBERNADOR OANULANDO EL ENLACE DE LA MARIPOSA OCASIONARA UNINCREMENTO EN EL VOLTAJE DEL ALIMENTADOR DE ALAMBRE DE CA,EL CUAL PUEDE DAÑAR EL CIRCUITO DE CONTROL. LA PROGRAMACIONDEL GOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA- NOHAGA AJUSTES DE RPM POR ENCIMA DE LAS ESPECIFICACIONES QUESE ENUMERAN EN EL MANUAL DE OPERACION DE LA SOLDADORA DEMOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LA CAPACI-DAD ADECUADA PARA LA CORRIENTE Y CICLO DE TRABA-JO DE APLICACIONES INMEDIATAS Y FUTURAS. VER ELMANUAL DE OPERACION.
N.B. CONECTE LOS CABLES DE SOLDADURA A LAS TERMI-NALES DE SALIDA PARA LA POLARIDAD DESEADA.COLOQUE EL INTERRUPTOR DEL VOLTIMETRO DEL ALI-MENTADOR DE ALAMBRE PARA SELECCIONAR LA POLARI-DAD DESEADA DEL ELECTRODO.
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSICION“CV-WIRE”.
N.D. COLOQUE EL INTERRUPTOR DE LAS TERMINALES DE SOL-DADURA EN LA POSICION “WELD TERMINALS ON”
N.E. COLOQUE EL INTERRUPTOR DEL GOBERNADOR ENVELOCIDAD “AUTO” O “HIGH” (ALTA) SEGUN SE DESEE.
ENGINE WELDERS / K930 TIG MODULE /CONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES SOLDADO-RAS CON MOTOR / K930 TIG MODULE
SCHÉMA DE CONNEXION GROUPES DESOUDAGE – MODULE TIG K930
DIAGRAMS DIAGRAMAS DÉPANNAGE

F-10
CAUTION:
ANY INCREASE OF THE HIGH IDLE ENGINE RPM BYCHANGING THE GOVERNOR SETTING OR OVERRID-ING THE THROTTLE LINKAGE WILL CAUSE ANINCREASE IN THE AC WIRE FEEDER VOLTAGE, WHICHCAN DAMAGE THE CONTROL CIRCUIT. THE ENGINEGOVERNOR SETTING IS PRE-SET AT THE FACTORY –DO NOT ADJUST ABOVE RPM SPECIFICATIONS LISTEDIN THE ENGINE WELDER OPERATING MANUAL.
N.A. WELDING CABLES MUST BE OF PROPERCAPACITY FOR THE CURRENT AND DUTYCYCLE OF IMMEDIATE AND FUTURE APPLICA-TIONS. SEE OPERATING MANUAL
N.B. SEE THE WIRE FEEDER VOLTMETER TO THE"+" POSITION. THE POSA-START FEATUREWILL NOT OPERATE UNLESS THIS SWITCH ISSET TO MATCH THE POLARITY OF THE ELEC-TRODE CABLE.
N.C. POSITION THE MODE SWITCH TO "CV-WIRE".
ATTENTION :
TOUTE AUGMENTATION DU RÉGIME DE RALENTI HAUTDU MOTEUR EN MODIFIANT LE RÉGLAGE DURÉGULATEUR OU EN TIRANT SUR LA COMMANDE DESGAZ PROVOQUE UNE AUGMENTATION DE LA TENSIONDU DÉVIDOIR c.a., CE QUI PEUT ENDOMMAGER LE CIR-CUIT DE COMMANDE. LE RÉGULATEUR DU MOTEUREST PRÉRÉGLÉ À L’USINE – NE PAS LE RÉGLER AU-DESSUS DE LA SPÉCIFICATION TR/MIN DONNÉE DANSLE MANUEL D’UTILISATION DU GROUPE DE SOUDAGE.
N.A. LES CBLES DE SOUDAGE DOIVENT ÊTRE DELA BONNE INTENSITÉ ADMISSIBLE POUR LECOURANT ET LE FACTEUR DE MARCHE DESAPPLICATIONS IMMÉDIATES ET FUTURES.VOIR LE MANUEL D’UTILISATION.
N.B. PLACER LE VOLTMÈTRE DU DÉVIDOIR SUR«+». LA CARACTÉRISTIQUE «POSA-START»NE FONCTIONNERA PAS TANT QUE CESÉLECTEUR N’EST PAS RÉGLÉ EN FONCTIONDE LA POLARITÉ DU CBLE ÉLECTRODE.
N.C. PLACER LE SÉLECTEUR DE MODE SUR «CV-WIRE».
PRECAUCION:
CUALQUIER INCREMENTO EN LAS RPM DEL MOTOR ENVELOCIDAD ALTA CAMBIANDO LA PROGRAMACION DELGOBERNADOR O ANULANDO EL ENLACE DE LA MARIPOSAOCASIONARA UN INCREMENTO EN EL VOLTAJE DELALIMENTADOR DE ALAMBRE DE CA, EL CUAL PUEDE DAÑAREL CIRCUITO DE CONTROL. LA PROGRAMACION DELGOBERNADOR DEL MOTOR SE ESTABLECE EN LA FABRICA-NO HAGA AJUSTES DE RPM POR ENCIMA DE LASESPECIFICACIONES QUE SE ENUMERAN EN EL MANUAL DEOPERACION DE LA SOLDADORA DE MOTOR.
N.A. LOS CABLES DE SOLDADURA DEBEN TENER LACAPACIDAD ADECUADA PARA LA CORRIENTE YCICLO DE TRABAJO DE APLICACIONES INMEDI-ATAS Y FUTURAS. VER EL MANUAL DE OPERA-CION.
N.B. ESTABLEZCA EL VOLTIMETRO DEL ALIMENTADORDE ALAMBRE EN LA POSICION “+”, LA FUNCIONPOSA-INICIO NO OPERARA A MENOS DE QUE ESTEINTERRUPTOR SE ESTABLEZCA PARA SELEC-CIONAR LA POLARIDAD DEL CABLE DEL ELECTRO-DO.
N.C. COLOQUE EL INTERRUPTOR DE MODO EN LA POSI-CION “CV-WIRE”.
ENGINE WELDERS / K1587-1 COBRAMATICCONNECTION DIAGRAM
DIAGRAMA DE CONEXIONES DESOLDADORAS DE MOTOR /K1587-1
COBRAMATIC
SCHÉMA DE CONNEXION GROUPES DESOUDAGE – COBRAMATIC K1587-1
DIAGRAMS DIAGRAMAS DÉPANNAGE
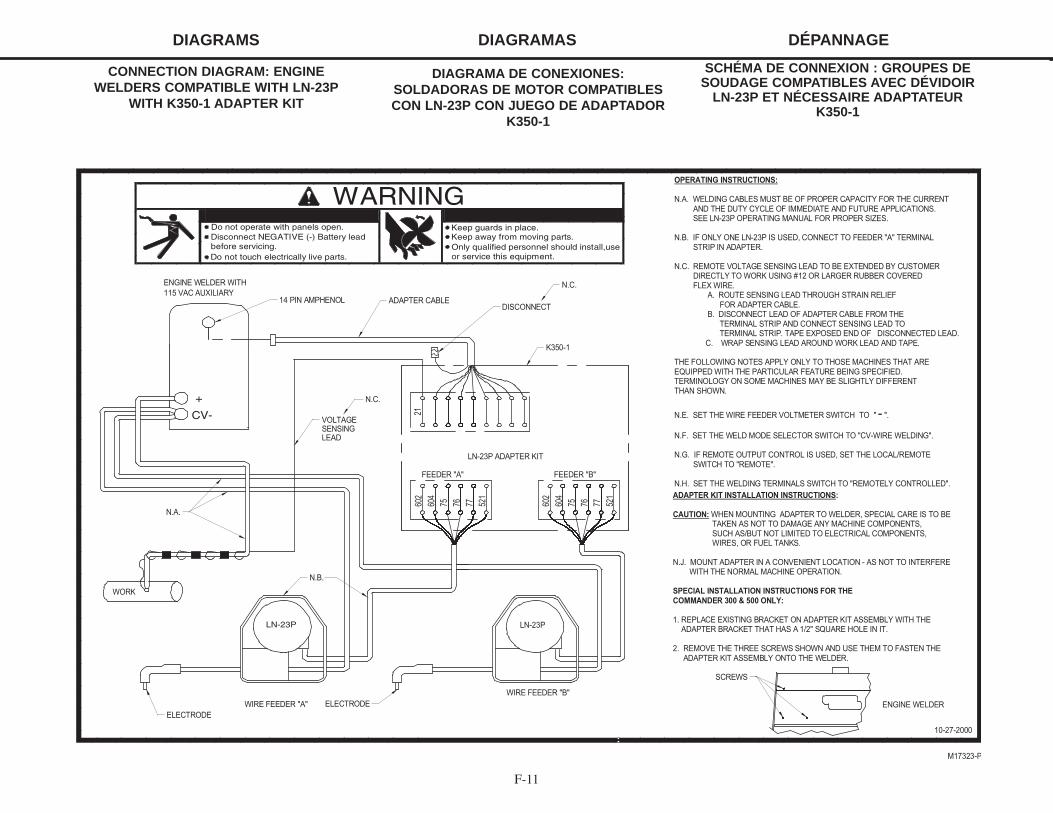
F-11
CONNECTION DIAGRAM: ENGINEWELDERS COMPATIBLE WITH LN-23P
WITH K350-1 ADAPTER KIT
DIAGRAMA DE CONEXIONES:SOLDADORAS DE MOTOR COMPATIBLESCON LN-23P CON JUEGO DE ADAPTADOR
K350-1
SCHÉMA DE CONNEXION : GROUPES DESOUDAGE COMPATIBLES AVEC DÉVIDOIRLN-23P ET NÉCESSAIRE ADAPTATEUR
K350-1
DIAGRAMS DIAGRAMAS DÉPANNAGE

F-12
RANGER 250 KOHLER - WIRING DIAGRAMCODE 10655
DIAGRAMA DE CABLEADO RANGER250 KOHLER CODIGO 10655
SCHÉMA DE CÁBLAGE DU RANGER 250KOHLER CODE 10655
DIAGRAMS DIAGRAMAS DÉPANNAGE
NOTE: This diagram is for reference only. It maynot be accurate for all machines covered by thismanual. The specific diagram for a particular codeis pasted inside the machine on one of the enclo-sure panels. If the diagram is illegible, write to theService Department for a replacement. Give theequipment code number.
NOTA: Este diagrama es sólo para referencia.No es preciso para todas las máquinasque cubre este manual. El diagramaespecífico para un código particular seincluye dentro de la máquina en uno delos paneles de la cubierta.
NOTE : Ce schéma n’est donné qu’à titre deréférence. Il peut ne pas être exact pour toutes lesmachines traitées dans ce manuel. Le schémaparticulier pour un code spécial est collé à l'intérieurde la machine sur un des panneaux de la carrosserie.Si le schéma est illisible, écrire au service après-ventepour le remplacer. Donner le numéro de code dumatériel.

F-13
RANGER 250 ONAN - WIRING DIAGRAMCODE 10654
DIAGRAMA DE CABLEADO RANGER 250ONAN CODIGO 10654
SCHÉMA DE CÁBLAGE DU RANGER 250ONAN CODE 10654
DIAGRAMS DIAGRAMAS DÉPANNAGE
NOTE: This diagram is for reference only. It maynot be accurate for all machines covered by thismanual. The specific diagram for a particular codeis pasted inside the machine on one of the enclo-sure panels. If the diagram is illegible, write to theService Department for a replacement. Give theequipment code number.
NOTA: Este diagrama es sólo para referencia.No es preciso para todas las máquinasque cubre este manual. El diagramaespecífico para un código particular seincluye dentro de la máquina en uno delos paneles de la cubierta.
NOTE : Ce schéma n’est donné qu’à titre de référence. Ilpeut ne pas être exact pour toutes les machines traitéesdans ce manuel. Le schéma particulier pour un code spécialest collé à l'intérieur de la machine sur un des panneaux dela carrosserie. Si le schéma est illisible, écrire au serviceaprès-vente pour le remplacer. Donner le numéro de codedu matériel.
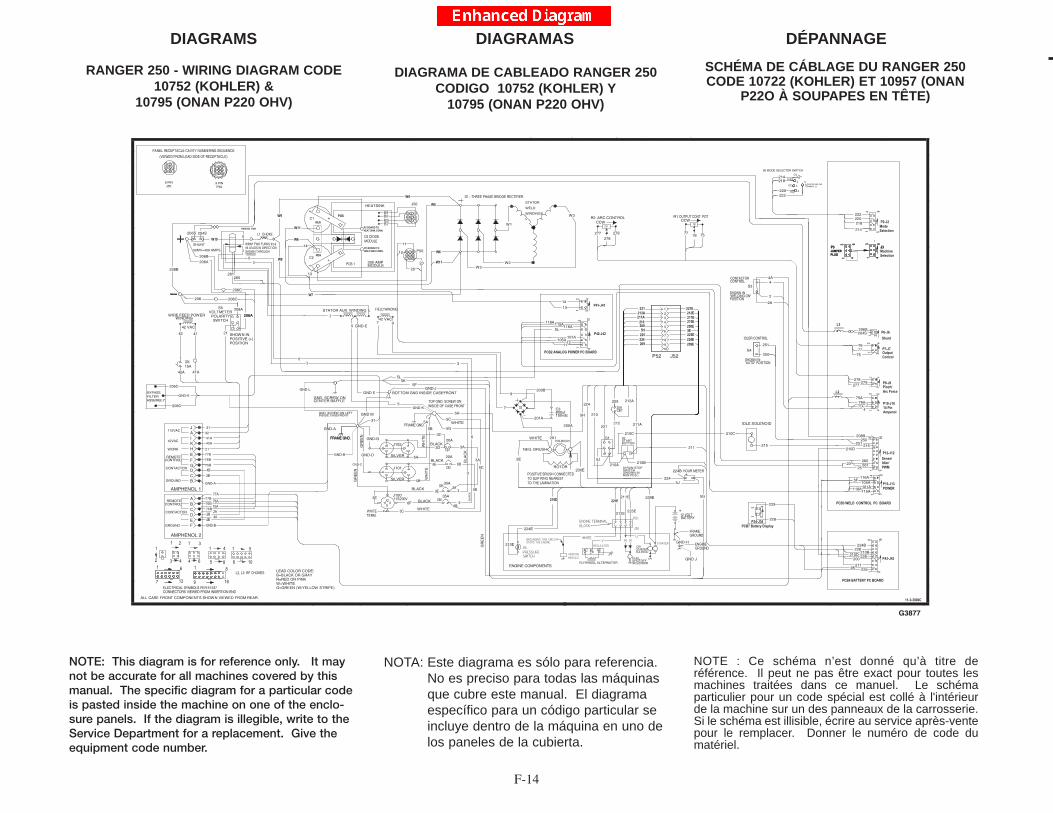
F-14
RANGER 250 - WIRING DIAGRAM CODE10752 (KOHLER) &
10795 (ONAN P220 OHV)
DIAGRAMA DE CABLEADO RANGER 250CODIGO 10752 (KOHLER) Y 10795 (ONAN P220 OHV)
SCHÉMA DE CÁBLAGE DU RANGER 250CODE 10722 (KOHLER) ET 10957 (ONAN
P22O À SOUPAPES EN TÊTE)
DIAGRAMS DIAGRAMAS DÉPANNAGE
NOTE: This diagram is for reference only. It maynot be accurate for all machines covered by thismanual. The specific diagram for a particular codeis pasted inside the machine on one of the enclo-sure panels. If the diagram is illegible, write to theService Department for a replacement. Give theequipment code number.
NOTA: Este diagrama es sólo para referencia.No es preciso para todas las máquinasque cubre este manual. El diagramaespecífico para un código particular seincluye dentro de la máquina en uno delos paneles de la cubierta.
NOTE : Ce schéma n’est donné qu’à titre deréférence. Il peut ne pas être exact pour toutes lesmachines traitées dans ce manuel. Le schémaparticulier pour un code spécial est collé à l'intérieurde la machine sur un des panneaux de la carrosserie.Si le schéma est illisible, écrire au service après-ventepour le remplacer. Donner le numéro de code dumatériel.
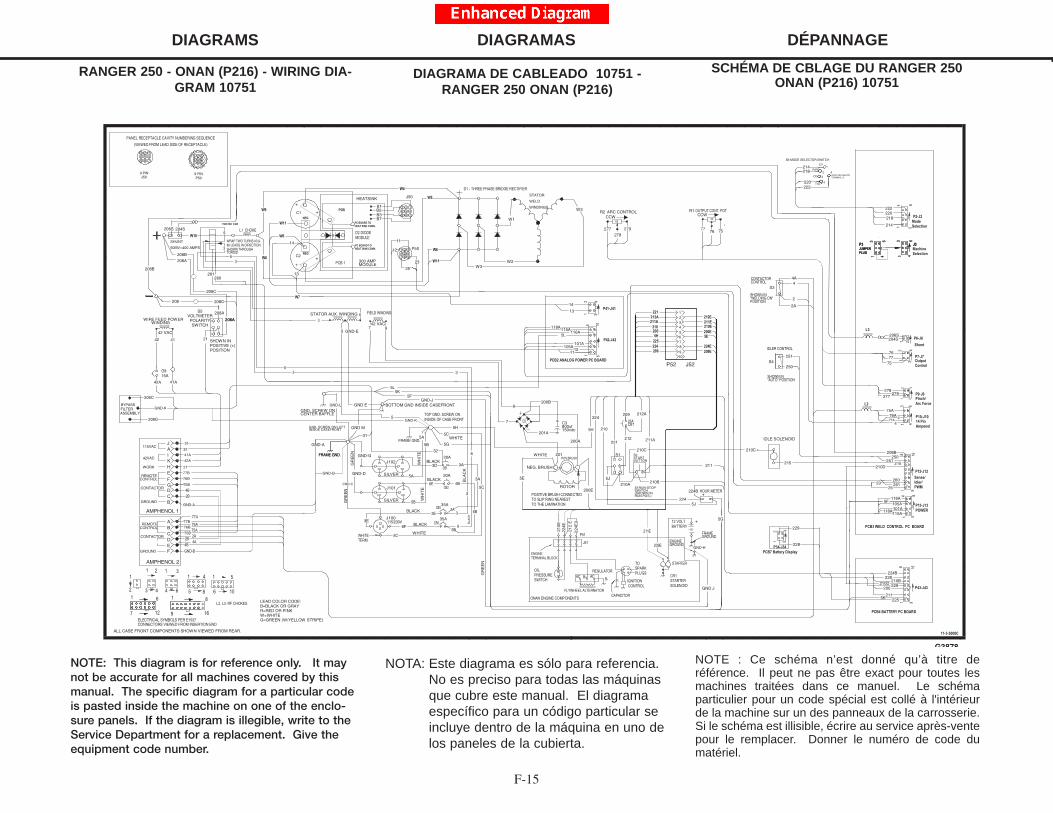
F-15
RANGER 250 - ONAN (P216) - WIRING DIA-GRAM 10751
DIAGRAMA DE CABLEADO 10751 -RANGER 250 ONAN (P216)
SCHÉMA DE CBLAGE DU RANGER 250ONAN (P216) 10751
DIAGRAMS DIAGRAMAS DÉPANNAGE
NOTE: This diagram is for reference only. It maynot be accurate for all machines covered by thismanual. The specific diagram for a particular codeis pasted inside the machine on one of the enclo-sure panels. If the diagram is illegible, write to theService Department for a replacement. Give theequipment code number.
NOTA: Este diagrama es sólo para referencia.No es preciso para todas las máquinasque cubre este manual. El diagramaespecífico para un código particular seincluye dentro de la máquina en uno delos paneles de la cubierta.
NOTE : Ce schéma n’est donné qu’à titre deréférence. Il peut ne pas être exact pour toutes lesmachines traitées dans ce manuel. Le schémaparticulier pour un code spécial est collé à l'intérieurde la machine sur un des panneaux de la carrosserie.Si le schéma est illisible, écrire au service après-ventepour le remplacer. Donner le numéro de code dumatériel.
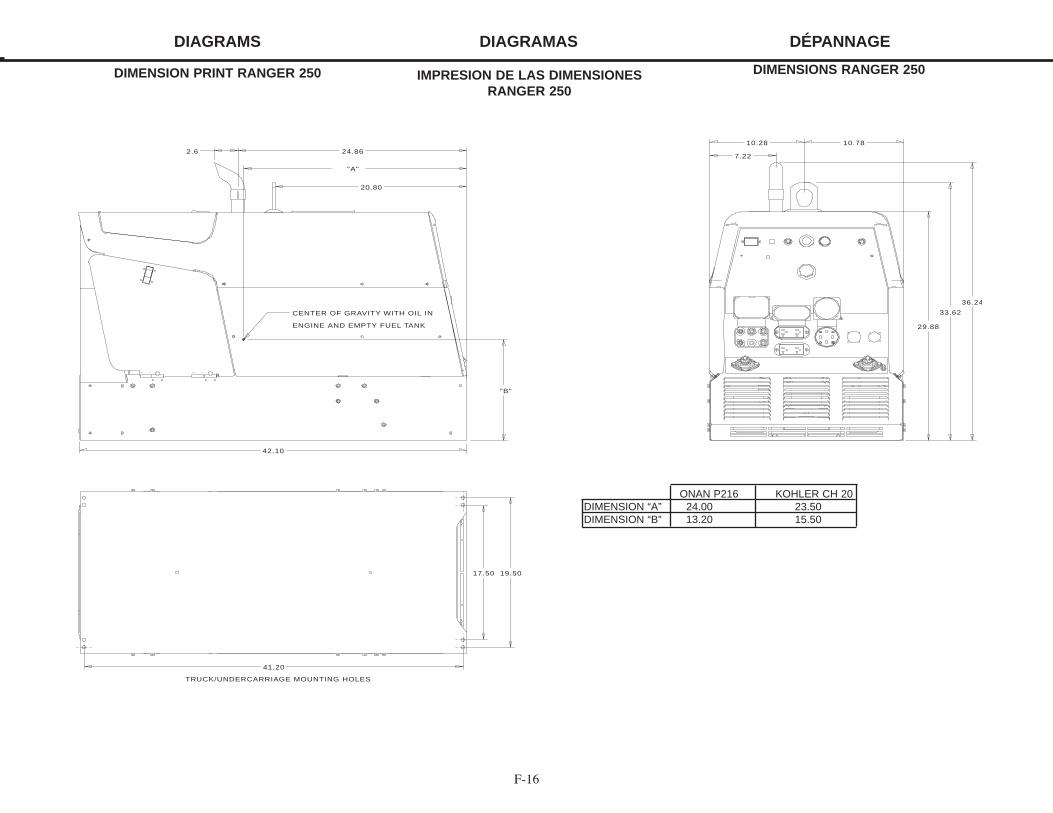
F-16
CENTER OF GRAVITY WITH OIL IN
ENGINE AND EMPTY FUEL TANK
TRUCK/UNDERCARRIAGE MOUNTING HOLES
41.20
17.50 19.50
42.10
20.80
"A"
"B"
29.88
33.62
36.24
10.28 10.78
7.2224.862.6
DIMENSION PRINT RANGER 250 IMPRESION DE LAS DIMENSIONESRANGER 250
DIMENSIONS RANGER 250
DIAGRAMS DIAGRAMAS DÉPANNAGE
ONAN P216 KOHLER CH 20DIMENSION “A” 24.00 23.50DIMENSION “B” 13.20 15.50

NOTES
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
� Do not touch electrically live parts orelectrode with skin or wet clothing.
� Insulate yourself from work andground.
� No toque las partes o los electrodosbajo carga con la piel o ropa moja-da.
� Aislese del trabajo y de la tierra.
� Ne laissez ni la peau ni des vête-ments mouillés entrer en contactavec des pièces sous tension.
� Isolez-vous de la piece et de laterre.
� Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
� Isolieren Sie sich von denElektroden und dem Erdboden!
� Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.
� Isole-se da peça e terra.
� Keep flammable materials away.
� Mantenga el material combustiblefuera del área de trabajo.
� Gardez à l’écart de tout matérielinflammable.
� Entfernen Sie brennbarres Material!
� Mantenha inflamáveis bem guarda-dos.
� Wear eye, ear and body protection.
� Protéjase los ojos, los oídos y elcuerpo.
� Protégez vos yeux, vos oreilles etvotre corps.
� Tragen Sie Augen-, Ohren- und Kör-perschutz!
� Use proteção para a vista, ouvido ecorpo.
� Keep your head out of fumes.� Use ventilation or exhaust to
remove fumes from breathing zone.
� Los humos fuera de la zona de res-piración.
� Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
� Gardez la tête à l’écart des fumées.� Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zonesde travail.
� Vermeiden Sie das Einatmen vonSchweibrauch!
� Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
� Mantenha seu rosto da fumaça.� Use ventilação e exhaustão para
remover fumo da zona respiratória.
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
� Turn power off before servicing.
� Desconectar el cable de ali-mentación de poder de la máquinaantes de iniciar cualquier servicio.
� Débranchez le courant avant l’entre-tien.
� Strom vor Wartungsarbeitenabschalten! (Netzstrom völlig öff-nen; Maschine anhalten!)
� Não opere com as tampas removidas.� Desligue a corrente antes de fazer
serviço.� Não toque as partes elétricas nuas.
� Do not operate with panel open orguards off.
� No operar con panel abierto oguardas quitadas.
� N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
� Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
� Mantenha-se afastado das partesmoventes.
� Não opere com os paineis abertosou guardas removidas.
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPA-MENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DOEMPREGADOR.
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THISEQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUREMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTEPARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGALAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT SUR CETEQUIPEMENT ET LES PRODUITS A UTILISER ET SUIVEZ LES CONSIGNES DESECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UNDDEN ELEKTRODENEINSATZ DES HERSTELLERS. DIEUNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZUBEACHTEN.

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •